Обработка латуни в домашних условиях: Как и чем чистить латунь в домашних условиях: чистка латуни дома
Сварка латуни в домашних условиях
При обработке цветных металлов часто возникают трудности, так как при высоких температурах их физические свойства изменяются. Особого внимания заслуживает сварка латуни, при которой происходит активное испарение цинка. Несмотря на имеющиеся сложности, с данным сплавом вполне реально работать и в бытовых условиях.
Основные свойства материала и получение
Прежде чем будет подробно рассмотрена сварка латуни, необходимо ознакомиться с характеристиками самого материала. В состав сплава входят два базовых металла – медь и цинк. Содержание последнего из них может варьироваться в пределах 5-45 процентов. Его вводят не только для улучшения физических свойств, но и для удешевления конечного продукта.
Из латуни изготавливается большое количество изделий. К таковым относятся всевозможные втулки, переходники, трубы и различные элементы декора. При их производстве могут добавляться легирующие элементы, влияющие на качественные характеристики:
- олово позволяет повысить показатели устойчивости к коррозии:
- алюминий в какой-то мере уменьшает летучесть цинка;
- кремний улучшает свариваемость при небольшой потере прочности;
- свинец дает возможность получать менее твердые изделия для удобной обработки методом разрезания.

В качестве исходного сырья для изготовления сплава выступают цинковые и медные заготовки, а также некоторые виды других металлов. В отдельных случаях могут применяться отходы собственного производства. Плавка осуществляется в помещениях с вытяжной вентиляцией посредством индукционных печей.
Сложности при создании неразъемных соединений
Чтобы сварка латуни в домашних условиях была выполнена качественно и безопасно, необходимо знать о проблемных моментах. Неразъемные соединения, полученные путем местного нагрева, будут надежными только при соблюдении особых требований. В ходе работ нельзя забывать о мерах безопасности, так как при термическом воздействии выделяются опасные испарения.
Основная проблема кроется в активном выгорании цинка, что связано с его невысокой температурой плавления (всего 419 градусов). Большая часть вещества при выполнении работ улетучивается. Некоторая часть при этом вступает во взаимодействие с кислородом, образуя белый порошок, который впоследствии покрывает участки рядом со швом.
Меры предосторожности при осуществлении работ
Самостоятельная сварка латуни не должна привести к формированию опасных условий для человеческого организма. В связи с повышенной активностью выделения летучих соединений следует при работах применять респираторы. Даже при использовании специальных технологических приемов выгорание цинка колеблется в диапазоне от 25 до 30 процентов.
Не допускается осуществлять сварочные мероприятия рядом с материалами и веществами, воспламеняющимися очень быстро. В непосредственной близости от рабочего места не должно быть бензина, деревянной стружки, пакли или газовых баллонов. Обязательным условием является наличие вентиляции в помещении.
Мероприятия по подготовке элементов
Когда осуществляется сварка латуни небольшой толщины, выполнять предварительный подогрев нет необходимости. При соединении массивных элементов рекомендуется производить местную термическую обработку. Подготовка кромок может не выполняться для изделий толщиной 1,5-6 мм.
Если элементы имеют большее сечение, то в любом случае потребуется V-образная разделка швов. Она отличается простотой, но не является оптимальной. Лучше всего осуществлять X-образную разделку, при которой угол раскрытия составит 30-45 градусов с каждой стороны.
Виды и сравнение применяемых технологий
Во многих случаях производится сварка латуни аргоном. Технология соединения частей в инертной среде считается наиболее перспективной, так как позволяет добиться высокой скорости проведения работ. Из других преимуществ данного варианта следует выделить:
- возможность получения швов с четкой геометрией и чистотой;
- однородность структуры в местах неразъемных соединений;
- надежность стыков;
- экономичность из-за применения недорогих вольфрамовых электродов.
Другой технологией является газовая сварка. Она не предполагает использование источника электрической энергии, что в некоторых случаях очень оправдано. При ее применении можно в достаточно широких пределах регулировать мощность выходящего пламени. При правильном подборе присадочных материалов образуются высококачественные швы.
При правильном подборе присадочных материалов образуются высококачественные швы.
Сварка латуни аргоном: описание процесса
Среда из защитных газов предоставляет возможность несколько сгладить негативные эффекты. Сварка бронзы и латуни при таком варианте проходит с использованием постоянного тока, имеющего прямую полярность. В связи с большой долей вероятности прожога рекомендуется обрабатывать место стыковки посредством длинной дуги.
Электрод вставляется в горелку, представляющую собой токопроводящий механизм. После этого осуществляется включение агрегата. Сама операция сопровождается повышенным треском, который появляется из-за выделения цинковых паров. Присадочная проволока внедряется внутрь шва вручную.
Части совмещаются отдельными валиками, а не по технологии сплошной варки. При заделывании кратера желательно немного снизить напряжение дуги. На завершающей стадии ее нужно убрать в сторону. Рабочее напряжение должно уменьшаться не сразу, а постепенно.
Использование газового оборудования
В зонах с отсутствием электрического источника электродуговая технология не может быть применена. Однако в этом случае вполне допустима газовая сварка латуни. При ее использовании получаются прочные соединения, однако для работ требуются довольно опасные вещества, которые совместно с кислородом образуют взрывные смеси.
Однако в этом случае вполне допустима газовая сварка латуни. При ее использовании получаются прочные соединения, однако для работ требуются довольно опасные вещества, которые совместно с кислородом образуют взрывные смеси.
При работах избежать чрезмерного испарения цинка удается путем применения окислительного пламени в рабочей горелке. Кислорода должно быть гораздо больше, чем водорода. При обработке стыка на поверхности появляется оксидная пленка, позволяющая в некоторой степени защитить окружающее пространство от выделений цинка.
При сварке присадочную проволоку рекомендуется размещать под углом от 15 до 30 градусов к боковым кромкам. Следует избегать поперечных колебаний при осуществлении операции. Горелка должна находиться под углом от 70 до 80 градусов к заготовке.
Присадочный материал укладывается над расплавленной ванной непосредственно в пламя горелки. Нельзя погружать используемый пруток во внутреннюю часть шва. При проходке желательно придерживаться определенной скорости. Обычно она составляет 15-25 см в минуту.
Обычно она составляет 15-25 см в минуту.
Если соединяются заготовки большой толщины, то их следует располагать под углом от 10 до 15 градусов к горизонту. Сварка при этом осуществляется на подъем. Как правило, потолочные швы в таком случае не выполняются, так как материал является жидкотекучим.
Сварка с другими металлами и сплавами
Иногда требуется соединить латунь с другими разнородными материалами. В этом случае необходимо знать об особенностях проведения подобных работ. При совмещении со сталью могут возникать некоторые трудности, что связано с различными физико-химическими характеристиками двух сплавов.
Распространенным дефектом при сварке считается появление трещин на стальной поверхности непосредственно под слоем латуни. Для снижения риска образования подобных изъянов рекомендуется использовать никелевый сплав. Лучше всего подходит аргонодуговая технология, выполняемая при помощи вольфрамовых электродов.
Совмещение титана с медными сплавами может приводить к образованию хрупких химических связей. Лучший эффект достигается при применении промежуточных вставок. Они изготавливаются из титанового сплава, легированного ниобием или молибденом. В отдельных случаях допускается использование комбинированных сплавов.
Лучший эффект достигается при применении промежуточных вставок. Они изготавливаются из титанового сплава, легированного ниобием или молибденом. В отдельных случаях допускается использование комбинированных сплавов.
По физическим свойствам ниобий во многом схож с титаном, поэтому он удовлетворительно сваривается с латунью. Однако операция должна проводиться в инертной среде. Часто используются специальные камеры, в которой атмосфера полностью контролируется.
Завершающая часть
Следует отметить, что технология сварки латуни имеет свои особенности, которые должны учитываться при создании неразъемных соединений в домашних условиях без привлечения специалистов. При изучении всех тонкостей процесса вполне реально добиться качественного соединения заготовок. Что касается выбора методики, то она в большей степени зависит от наличия конкретного оборудования и условий проведения работ.
Как отличить латунь и бронзу в домашних условиях?
В металлургической промышленности существуют четкие критерии отличия одного сплава от другого.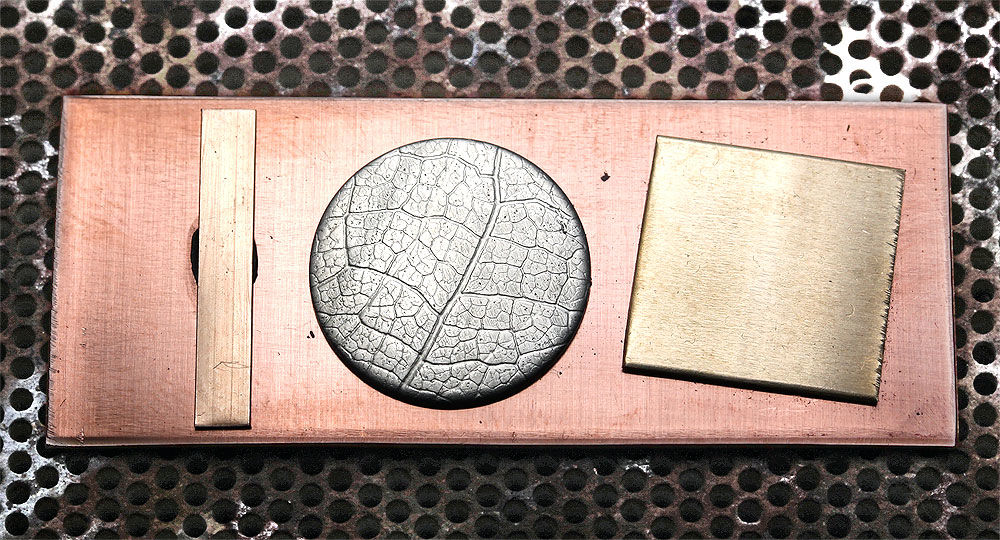 Совершенно иная история в быту, когда простой обыватель берется использовать какой-то металл или сплав, толком не разобравшись, что для чего применяется и чем отличается.
Совершенно иная история в быту, когда простой обыватель берется использовать какой-то металл или сплав, толком не разобравшись, что для чего применяется и чем отличается.
Блок: 1/4 | Кол-во символов: 266
Источник: https://TheDifference.ru/kak-otlichit-bronzu-ot-latuni/
Медь как составляющая латуни и бронзы
Медь — цветной металл, имеет золотистый цвет с красным оттенком. По структуре мягкий и с легкостью поддается обработке. Обладая высокой электро- и теплопроводностью, используется для изготовления:
- кабелей;
- деталей для электроприборов;
- радиаторов.
Медь
Чтобы повысить уровень прочности меди и улучшить характерные показатели, а также снизить стоимость материала, при производстве в него добавляют определенное количество примесей других металлов, чаще всего латуни или цинка.
При повышенной влажности окружающий среды медь покрывается зеленоватым налетом — патиной. Металл не закаляют, так как он имеет свойство становиться твердым даже при холодной ковке.

Латунь имеет характерный золотистый оттенок и, в отличие от меди, менее интенсивно поддается окислению. У нее твердая структура, она более прочная, но не такая пластичная в работе. В состав латуни входит большое количество меди, а в зависимости от того, для чего сплав предназначается, в него добавляют немного свинца, олова, марганца, кремния.
Блок: 2/4 | Кол-во символов: 1039
Визуальный подход
Сплавы, обладающие высоким содержанием основного легирующего компонента, вполне доступно распознать по окраске. Методика, как визуально отличить латунь от бронзы состоит в следующем:
- Латунь (brass) – сплав с высоким содержанием цинка. Это обуславливает смещение цвета соединения от розово-красного оттенка чистой меди к золотисто-желтым тонам. Можно уверенно сказать, что окрас латуни ближе к золоту. Хотя лом латуни бывает в разном виде и разном состоянии и тут «глазами» уж точно непросто определить, тоже касается и лома бронзы.
- Бронза (bronze). Количественное содержание в составе сплава олова обуславливает цвет соединения. Бронза с максимальным вхождением Sn на уровне 33%, характеризуется серебристо-белым цветом. Сплав, содержащий от 90% меди, заимствует и ее окрас – ближе к коричнево-красным тонам.

Поскольку на практике, соединения с высоким вхождением олова встречаются редко, то можно доверять следующему правилу. Латунь – золотисто-желтый оттенок, бронза – красноватый.
Блок: 2/8 | Кол-во символов: 997
Источник: http://xlom.ru/vidy-metalloloma/kak-razlichat-latun-i-bronzu-proverennye-sposoby/
Характеристика металлов
Бронза – это сплав меди и олова, кремния, бериллия, алюминия, свинца и других элементов. Однако только олово довольно часто применяют для того, чтобы получить качественную бронзу. Также существуют сплавы, в которых используется никель и/или цинк. Называются они шпиатр и представляют собой дешевый аналог бронзы.
В зависимости от того, какой металл присутствует в сплаве, различают бронзу:
- оловянную;
- бериллиевую;
- алюминиевую;
- кремниевую.

Благодаря такой разновидности материал делится на две большие группы – оловянную и безоловянную. Ранее существовала также мышьяковистая бронза, но широкого распространения она не получила.
Латунь также является сплавом, но здесь в качестве основного элемента выступает цинк в сочетании с медью, в который иногда могут добавлять никель, олово, свинец, марганец, железо или другие элементы. Уже в Древнем Риме были известны способы получения этого сплава. Римляне научились плавить медь с цинковой рудой. Только лишь в 1781 году в Англии для получения латуни стал использоваться цинк в чистом виде. В девятнадцатом веке благодаря особому цвету этот металл стал использоваться в качестве поддельного золота и это довольно быстро распространилось на многие страны.
В настоящее время такой сплав используют для того, чтобы получить биметалл сталь-латунь. Он обладает устойчивостью к образованию коррозии и истиранию, а также является довольно пластичным. Помимо того, что латунь используется в промышленности, ее разновидность, называемая томпак, довольно часто применяют для изготовления фурнитуры, художественных изделий и знаков отличия.
Блок: 2/4 | Кол-во символов: 1589
Источник: https://stanok.guru/cvetnye-metally-i-splavy/bronza/v-chem-otlichie-bronzy-i-latuni-osobennosti-splavov.html
Сравнение
Как мы выяснили, основным металлом для получения бронзы и латуни является медь. Однако сочетание ее с оловом (как в бронзе) или с цинком (как в латуни) позволяет получить сплавы, обладающие различными свойствами и имеющими определенные области применений. К примеру, бронза – это один из любимейших материалов скульпторов, использующих ее для бюстов, памятников, оград и других решений, которые требуют красоты и долговечности. Латунь вряд ли можно использовать с подобными целями, хотя и ее порой применяют для создания художественных изделий. Причина тому пластичность латуни, она в большей степени подвержена износу, тогда как бронзовые памятники могут жить века.
Интересно и то, что бронзовые изделия издревле используются в морском деле. Они достаточно хорошо выдерживают воздействие соленой воды, а вот латунь в чистом виде на это не способна.
По внешнему виду эти два сплава тоже различаются. Бронза имеет крупнозернистую структуру темно-коричневого цвета. Латунь в свою очередь более светлая, похожа на золото из-за характерной желтизны, а по структуре более мелкозерниста, нежели первый сплав.
Слева — латунь. Справа — бронза
Ну и конечно, оба сплава разделяются на разные группы. Латунь делится на двухкомпонентную и многокомпонентную, тогда как бронза на оловянную и безоловянную.
Блок: 3/4 | Кол-во символов: 1385
Структура и цвет
Чтобы определить, латунь или бронза были использованы для производства изделия, можно посмотреть на сплавы и их излом. Латунь более светлая по цвету и мелкозернистая на разрезе. Бронза же имеет крупнозернистую структуру и отличается темно-коричневым оттенком.
Материалы отличаются по целому ряду характеристик. К ним можно отнести следующие особенности:
К ним можно отнести следующие особенности:
- Применение олова в качестве легирующего элемента в бронзе, а цинка — в латуни. При этом базовым компонентом обоих металлов является медь.
- Бронза, в том числе имеющая традиционный химический состав, хорошо справляется с агрессивными компонентами, в том числе солёной водой моря.
- Для придания максимальной коррозионной стойкости вводят дополнительные легирующие элементы в состав латуни.
Блок: 3/4 | Кол-во символов: 758
Источник: https://vtothod.ru/othody/kak-otlichit-bronzu-ot-latuni-kak-opredelit-ih-po-tsvetu
Область применения
Бронза более прочная. На ее основе можно создавать декоративные элементы повышенной прочности, способные прослужить долгое время. Она применяется для различных промышленных отраслей, когда необходимо изготовить надежные детали. Латунь чаще находит применение при изготовлении металлических элементов с высокой стойкостью к коррозии.
По сравнению с медью, бронза и латунь имеют более низкую температуру плавления. Это свойство можно использовать для изготовления своими руками различных изделий. Правда, при этом придется запастись соответствующими инструментами и оборудованием. Важно также придерживаться правил технологических операций и изучить технологию литья.
Это свойство можно использовать для изготовления своими руками различных изделий. Правда, при этом придется запастись соответствующими инструментами и оборудованием. Важно также придерживаться правил технологических операций и изучить технологию литья.
Блок: 4/4 | Кол-во символов: 684
Источник: https://vtothod.ru/othody/kak-otlichit-bronzu-ot-latuni-kak-opredelit-ih-po-tsvetu
Выводы TheDifference.ru
- Бронза получается при сплавлении меди с оловом, а латунь — меди с цинком.
- Бронза может контактировать с морской водой, а латуни для этого нужно дополнительное легирование.
- Бронза более прочная и износостойкая, может использоваться для памятников, а латунь на это не способна, хотя и применяется в художественных изделиях.
- Бронза отличается темно-коричневым цветом и крупнозернистостью, тогда как латунь желтая и мелкозернистая.
- Бронза делится на оловянную и безоловяную группу, а латунь на двухкомпонентную и многокомпонентную.

Блок: 4/4 | Кол-во символов: 546
Источник: https://TheDifference.ru/kak-otlichit-bronzu-ot-latuni/
Термическая обработка
Температура 600- 650 °C – критическая для цинка. Металл окисляется при таком нагреве. Это реальный способ
- Бронза. Сплав просто нагреется. Его цвет и механические свойства останутся неизменны. Попытка согнуть бронзовый образец может привести к его разрушению.
- Латунь. Окисление цинка вызывает налет пепельного цвета на поверхности соединения. Дополнительно, после термообработки в 600 °C, латунь обретает пластичность, и образец из сплава не ломается при сгибании.
Остается найти только мощную горелку. Тут уже газовой плиты или пламени зажигалки будет недостаточно.
Видео — Плавка бронзы и латуни:
Блок: 5/8 | Кол-во символов: 673
Источник: http://xlom. ru/vidy-metalloloma/kak-razlichat-latun-i-bronzu-proverennye-sposoby/
ru/vidy-metalloloma/kak-razlichat-latun-i-bronzu-proverennye-sposoby/
Способы отличить бронзу от латуни нагреванием, опиливанием
Определить разновидность металла можно при помощи нагревания. Однако этот способ подходит лишь в случае, если у вас есть своя мастерская или гараж. Дело в том, что для этого опыта вам понадобится газовый резак. Нагрейте образец предполагаемого материала при помощи газовой горелки до 600 градусов.
Если после этого попробовать его согнуть, то бронза легко сломается. Она при нагревании становится довольно хрупкой и не сгибается. Латунь в свою очередь очень хорошо гнется и легко плавится. Это связано с наличием в составе цинка. Этот материал является более пластичным и податливым в процессе нагревания, нежели олово.
Многие советуют для определения сплава взять ножовку, немного подпилить изделие, и обратить внимание на качество стружки, которая образовалась. Металл с оловом распиливается крошечными хлопьями, которые являются хрупкими. То есть в результате вы получите мелкую пыль, которая не совсем похожа на стружку. Это связано с тем, что в составе бронзы очень много олова, которое крошится и как бы обламывается от основного куска металла. Латунь распиливается абсолютно по-другому, образовывая пласты, а также характерную витиеватую стружку.
То есть в результате вы получите мелкую пыль, которая не совсем похожа на стружку. Это связано с тем, что в составе бронзы очень много олова, которое крошится и как бы обламывается от основного куска металла. Латунь распиливается абсолютно по-другому, образовывая пласты, а также характерную витиеватую стружку.
Старая посуда
Блок: 5/8 | Кол-во символов: 1227
Источник: https://heaclub.ru/kak-otlichit-bronzu-ot-latuni-v-domashnih-usloviyah-po-vneshnemu-vidu-chem-otlichaetsya-bronza-ot-latuni-po-sostavu-sposoby-otlichit-bronzu-ot-latuni-magnitom-kislotoj-nagrevaniem
Химическая методика
Использование реактивов – эффективный, но разрушительный способ различить медные сплавы. Проходит химический анализ в несколько этапов:
- С латуни и бронзы снимается стружка.
- Приготавливается раствор водный азотной кислоты с пропорцией 1:1.
- Стружка помещается в различные емкости, заполняемые кислотным реактивом.
- Каждый резервуар подогревается до кипения после полного растворения стружки.
- Составы удерживаются в кипящем состоянии на медленном огне 30 мин.

Результат – емкость с латунью остается прозрачной, в бронзовом резервуаре выпадает оловянный осадок белого цвета. Естественно, для безоловянных сплавов технология не подходит.
Блок: 6/8 | Кол-во символов: 644
Источник: http://xlom.ru/vidy-metalloloma/kak-razlichat-latun-i-bronzu-proverennye-sposoby/
Лабораторные методы отличить латунь от бронзы
Все эти способы подходят лишь в том случае, если вы хотите отличить стандартную латунь от бронзы, которая содержит максимум олова, а также цинка. В противном случае тесты будут довольно сложными, из-за того, что существует безоловянная бронза, которая совсем не содержит в своем составе олова. Соответственно цвет металла будет абсолютно не таким. Поэтому в домашних условиях выяснить состав металла довольно сложно. В лабораторных условиях чаще всего состав определяют при помощи спектрографического и рефрактометрического анализа.
Существую тесты с азотной кислотой. Для проведения испытаний в емкость всыпают немного стружки сплавов и заливают 50% азотной кислотой. Смесь пробирок нужно немного подогреть. В пробирке с латунью произойдет растворение сплава и вы получите прозрачный раствор. В емкости сплава с оловом будет белый осадок его солей.
Для проведения испытаний в емкость всыпают немного стружки сплавов и заливают 50% азотной кислотой. Смесь пробирок нужно немного подогреть. В пробирке с латунью произойдет растворение сплава и вы получите прозрачный раствор. В емкости сплава с оловом будет белый осадок его солей.
Антиквариат
Блок: 6/8 | Кол-во символов: 908
Источник: https://heaclub.ru/kak-otlichit-bronzu-ot-latuni-v-domashnih-usloviyah-po-vneshnemu-vidu-chem-otlichaetsya-bronza-ot-latuni-po-sostavu-sposoby-otlichit-bronzu-ot-latuni-magnitom-kislotoj-nagrevaniem
Сварочный аппарат
Чем не средство, как отличить бронзу от латуни? Необходимо поймать дугу электродом на краю болванки. У бронзы процесс бездымный. Напротив, воздействие сварочной дугой электрода на латунную болванку приведет к выгоранию цинка. Процесс сопровождается появлением дыма белого цвета.
Блок: 7/8 | Кол-во символов: 295
Источник: http://xlom.ru/vidy-metalloloma/kak-razlichat-latun-i-bronzu-proverennye-sposoby/
Отличия по характеру излома и оценке готового изделия
Многие вообще скажут, зачем разбираться латунь это или медь, если два сплава выглядят практически одинаково? Но дело в том, что это важно для многих, в частности для людей, которые будут заниматься изготовлением каких-то скульптур или переплавкой. Соответственно очень часто отличие требуется в том случае, если вы собираетесь сдавать металл на металлолом.
Соответственно очень часто отличие требуется в том случае, если вы собираетесь сдавать металл на металлолом.
Дело в том, что латунь стоит дешевле бронзы, соответственно в пункте сбора металлов могут попросту обмануть, предложить меньшую сумму. Если вес небольшой, то потери будут незначительными, но если у вас довольно большое количество товара, то вы потеряете приличную сумму денег. Стоит отметить, что нет необходимости проводить испытания, достаточно только посмотреть на готовые изделия. В судоходстве практически никогда не используется латунь.
Слесарный инструмент
Этот материал при воздействии морской соленой воды разрушается, соответственно компасы, какие-то детали в кораблестроении используются исключительно бронзовые. Поэтому, если вас пытаются обмануть, настаивайте на проверке товара, или обращайтесь в сертифицированный центр. В них обычно имеются пункты приема, а также небольшие компактные лаборатории. В них могут провести быстрый, простой анализ, и проанализировать товар на лабораторном оборудовании.
Довольно просто различать металлы при просмотре места излома. Латунь ломается довольно мелкими зернами, бронза отламывается крупными кусками, имеет крупную зернистость. При этом цвет излома бронзы с красноватым оттенком, если это латунь, то с белесым или желтоватым.
Фурнитура череп
К сожалению, в домашних условиях эти методы невозможно использовать, из-за отсутствия лабораторного оборудования. Для домашних пользователей доступны испытания с магнитом и стружкой. Они также являются весьма информативными.
Блок: 7/8 | Кол-во символов: 1835
Источник: https://heaclub.ru/kak-otlichit-bronzu-ot-latuni-v-domashnih-usloviyah-po-vneshnemu-vidu-chem-otlichaetsya-bronza-ot-latuni-po-sostavu-sposoby-otlichit-bronzu-ot-latuni-magnitom-kislotoj-nagrevaniem
ВИДЕО: Как отличить бронзу от латуни?
Блок: 8/8 | Кол-во символов: 38
Источник: https://heaclub. ru/kak-otlichit-bronzu-ot-latuni-v-domashnih-usloviyah-po-vneshnemu-vidu-chem-otlichaetsya-bronza-ot-latuni-po-sostavu-sposoby-otlichit-bronzu-ot-latuni-magnitom-kislotoj-nagrevaniem
ru/kak-otlichit-bronzu-ot-latuni-v-domashnih-usloviyah-po-vneshnemu-vidu-chem-otlichaetsya-bronza-ot-latuni-po-sostavu-sposoby-otlichit-bronzu-ot-latuni-magnitom-kislotoj-nagrevaniem
Спектральный анализ – единственный способ с гарантией результат
Многообразие химического состава медных сплавов, усложняет возможность точно идентифицировать тип соединения. Каждый из предложенных способов, как отличить латунь и бронзу не дает 100% гарантии. Поэтому, при необходимости получить точный ответ, лучше обратиться в пункт приема металлолома, имеющий спектральную лабораторию.
Блок: 8/8 | Кол-во символов: 386
Источник: http://xlom.ru/vidy-metalloloma/kak-razlichat-latun-i-bronzu-proverennye-sposoby/
Количество использованных доноров: 7
Информация по каждому донору:
- https://stanok.guru/cvetnye-metally-i-splavy/bronza/v-chem-otlichie-bronzy-i-latuni-osobennosti-splavov.html: использовано 1 блоков из 4, кол-во символов 1589 (8%)
- https://TheDifference. ru/kak-otlichit-bronzu-ot-latuni/: использовано 3 блоков из 4, кол-во символов 2197 (11%)
- https://heaclub.ru/kak-otlichit-bronzu-ot-latuni-v-domashnih-usloviyah-po-vneshnemu-vidu-chem-otlichaetsya-bronza-ot-latuni-po-sostavu-sposoby-otlichit-bronzu-ot-latuni-magnitom-kislotoj-nagrevaniem: использовано 4 блоков из 8, кол-во символов 4008 (20%)
- https://DedAntikvar.com/interesnoe/chem-otlichaetsya-bronza-ot-latuni: использовано 1 блоков из 4, кол-во символов 1039 (5%)
- https://vtothod.ru/othody/kak-otlichit-bronzu-ot-latuni-kak-opredelit-ih-po-tsvetu: использовано 3 блоков из 4, кол-во символов 4728 (24%)
- https://DedPodaril.com/lityo/latun-i-bronza-otlichiya.html: использовано 1 блоков из 3, кол-во символов 2542 (13%)
- http://xlom.ru/vidy-metalloloma/kak-razlichat-latun-i-bronzu-proverennye-sposoby/: использовано 6 блоков из 8, кол-во символов 3768 (19%)
 ru/kak-otlichit-bronzu-ot-latuni/: использовано 3 блоков из 4, кол-во символов 2197 (11%)
ru/kak-otlichit-bronzu-ot-latuni/: использовано 3 блоков из 4, кол-во символов 2197 (11%)Поделитесь в соц.сетях: | Оцените статью: Загрузка. .. .. |
Сварка латуни: способы и особенности латунной сварки
По структуре латунь представляет собой сплав двух природных металлов – цинка и меди в разных пропорциях. Нередко для придания конечному продукту разнообразных свойств в малых долях добавляются иные элементы, от марганца до железа.
Латунные изделия широко используются во всех отраслях современной промышленности, в силу чего востребована такая услуга, как латунная сварка. Этот процесс технологически сложный, он сопряжен с некоторыми рисками:
- образованием оксидной пленки из цинка;
- закипанием и последующим испарением цинка;
- возникновением пор и лакун в сварном шве.
Подобные проблемы решаемы при правильном подходе к процессу сварки изделий из латуни и соблюдении технологических требований.
Получить консультацию
Подготовка деталей
Шаг 1. В отличие от медных деталей процесс сварки латуни не требует прогрева заготовок по всей площади, достаточно (при использовании толстых элементов) нагреть края соединяемых элементов.
Шаг 2. Рабочие кромки изделий, толщина которых менее 1,5 мм, подвергают предварительной обработке в виде отбортовки для увеличения толщины. После этого края очищаются от оксидного налета, для чего применяется специальная щетка, не оставляющая частиц стали.
Шаг 3. Свариваемые элементы сопоставляются так, чтобы пайка латуни приходилась на зазор в 2 мм между ними, образуя сварной шов. Если предполагается диффузный шов большей толщины, то зазор увеличивается и используются специальные прокладки.
В практике применяются пять способов латунной промышленной сварки изделий. Первые три из них используются в промышленных масштабах за счет высокой производительности и скорости проведения работ:
- Электродуговая сварка с использованием электротока обратной полярности с последующей проковкой стыка.
- Аргонная сварка латуни, выполняемая в инертной среде и используемая для деталей толщиной от 5 мм и более.
- Газопламенная сварка осуществляется при помощи газового резака, пламя от которого нагревает и сплавляет кромки элементов.

Также применяются такие технологии, как холодная сварка и пайка латуни с использованием припоя, но в силу низкой производительности, больших временных и ресурсных затрат больше подходят для сварки в домашних условиях.
Особенности электродугового метода
В этой технологии используются латунные электроды с долей цинка в проволоке не менее 40 %. Сварочный инверторный аппарат продуцирует постоянный электроток, который инициирует образование короткой электродуги с силой тока 250 ампер. Сам процесс пайки изделий из латуни выполняется из положения снизу, скорость выкладки шва должна быть не менее 30 см в минуту. По окончании работ шов подвергается дополнительному нагреву до 650 °C и проковывается, что повышает его прочность.
Преимущества:
- метод используется для соединения деталей толщиной не более 3 мм, при большей толщине применяется локальный нагрев;
- высокая скорость сварки с возможностью создания однослойного шва.

Особенности аргонодугового метода
Эта технология является разновидностью электродуговой сварки, которая выполняется в инертной – аргоновой – среде. Латунь сваривается под аргоном с использованием менее дорогих, но более износостойких вольфрамовых электродов. Газовая среда необходима для исключения контакта испаряемого цинка с кислородом, что исключает образование оксидной пленки.
Благодаря особенностям среды образуется уже длинная электродуга, которой создаются отдельные валки, складываемые впоследствии в общий шов. Такой подход позволяет исключить риск прогорания металла.
Преимущества:
- сварка латуни аргоном менее затратная, основные издержки приходятся на приобретение специального сварочного аппарата. Также требуется материал для расплава в точке образования шва;
- обеспечивается высокое качество соединения, в котором исключены поры и поверхностное образование оксидной пленки;
- эстетичный внешний вид шва, благодаря чему технология нередко используется при создании элементов декора.

Особенности газосварочного метода
Если предыдущие технологии сварки латунных изделий не подходят в силу различных причин, то применяется газовая методика. Например, при отсутствии электричества или при сложностях с созданием аргоновой камеры. Процесс происходит за счет образования газоплазменной струи, которая подвергает кромки заготовок высокотемпературному нагреву и последующей спайке. После выполнения работы требуется дополнительная очистка шва, на котором нередко образуется оксидная пленка. Также важно учесть, что в пламени частично выгорает цинк.
Преимущества:
- наиболее простой способ сварки, доступный даже начинающему сварщику;
- регулировка мощности пламени в зависимости от параметров сварки и характеристик изделий;
- универсальная доступность технологии без создания особых условий в виде обеспечения током или образования газовой среды.
Полезные советы по сварке латуни
Очевидно, что каждая из промышленных технологий соединения изделий из латуни не является универсальной, а требует создания определенных условий. Но обладает своими достоинствами, позволяя решать производственные задачи.
Но обладает своими достоинствами, позволяя решать производственные задачи.
Важно помнить следующее:
- Толстые детали лучше предварительно прогревать по тем краям, которые станут основой для сварного шва.
- Создание шва выполняется снизу-вверх и в один проход с обеих сторон свариваемых заготовок с равномерной подачей материала расплава.
- При окончательной обработке рабочей зоны необходимо удалить образовавшийся шлам, для чего используется щетка, не оставляющая частиц стали. Также следует проверить шов на пористость.
- При любой технологии сваривания (кроме холодной сварки) происходит выгорание цинка, который является ядовитым веществом. Поэтому необходимо использовать индивидуальные средства защиты и обеспечить оптимальную вентиляцию рабочего помещения.
Другие статьи
|
Гидроабразивная резка металла: основные преимущества и технология |
Гибка металла: основные виды технологии и преимущества |
Аргонная сварка металла — особенности процесса и сварочное оборудование |
Как почистить бронзу и латунь в домашних условиях
Бронзовые предметы, придают любому интерьеру дома некую неповторимость, а также аромат старины. У бронзовых изделий есть существенный недостаток, на них, со временем, образуется налет сине-зеленого цвета. Хотя антиквары считают, что эффект налета придает бронзовым изделиям нотку старины, благополучия и роскоши. Но так можно оценить вид изделия, который полностью покрывается налетом, что не скажешь, о тех, у которых частично появились пятна. Образуются пятна при нахождении предметов из бронзы и латуни, в условиях с повышенной влажностью, например, в подвальных помещениях или на чердаках. Также пятна образуются на поверхности, при сильном загрязнении изделия и образовании на нем слоя пыли.
У бронзовых изделий есть существенный недостаток, на них, со временем, образуется налет сине-зеленого цвета. Хотя антиквары считают, что эффект налета придает бронзовым изделиям нотку старины, благополучия и роскоши. Но так можно оценить вид изделия, который полностью покрывается налетом, что не скажешь, о тех, у которых частично появились пятна. Образуются пятна при нахождении предметов из бронзы и латуни, в условиях с повышенной влажностью, например, в подвальных помещениях или на чердаках. Также пятна образуются на поверхности, при сильном загрязнении изделия и образовании на нем слоя пыли.
Бронза и латунь представляют из себя сплавы меди, и чистить их можно похожими методами.
Так давайте решим вопрос, как почистить бронзу и латунь в домашних условиях.
В работе нам понадобятся такие средства:
- кислота лимонная, уксусная и серная;
- лимон;
- парафин или воск;
- спирт нашатырный;
- вода;
- калий;
- сода;
- мука;
- посуда из стекла;
- тряпочка из шерсти;
- опилки древесные;
- очки защитные;
- перчатки резиновые.

Рецепты очистки бронзовых предметов, не выходя из дома:
- Если окисление бронзовых изделий произошло не значительно, и на них появились пятна, необходимо воспользоваться рецептом, описанным ниже:
- промыть изделие из бронзы в свежеприготовленном растворе воды с содой, затем смыть только водой и дать немного просохнуть.
- сделать кашеобразную массу, из древесных опилок и раствора кислоты уксусной, дать настояться, и когда опилки набухнут, полученной массой протереть изделие из бронзы тряпочкой. Окисленные места разъест кислота уксусная, а древесные опилки придадут предмету полировку. Далее промыть прохладной водой, и насухо вытереть тряпочкой.
- Если окисление латуни или бронзовых изделий произошло сильно, необходимо воспользоваться следующим способом:
- вначале произвести те же действия, промыть бронзовое изделие водой с содой, затем дать ему просохнуть.
- приготовить состав из 1 литра воды, 10 граммов калия (двухромовокислого), 20 миллилитров серной кислоты (концентрированной). Далее залить приготовленный раствор в стеклянную посуду, с учетом того, чтобы в него поместился необходимый для обработки предмет.
- при появлении чистых участков бронзы, необходимо вынуть изделие и полностью поместить его в нашатырный спирт.
- промыть водой и вытереть сухой тряпочкой.
 Далее залить приготовленный раствор в стеклянную посуду, с учетом того, чтобы в него поместился необходимый для обработки предмет.
Далее залить приготовленный раствор в стеклянную посуду, с учетом того, чтобы в него поместился необходимый для обработки предмет.Как в первом способе очистки, так и во втором, после всех действий желательно поверхность предмета навощить с помощью воска или парафина. Это создаст защитный слой, который увеличит срок новых очагов окисления изделия.
Вышеописанные способы очистки бронзы можно произвести в домашних условиях, главное запастись необходимыми средствами.
Если в работе, вы используете, серную кислоту, а также калий (двухромовокислый), то нужно быть, очень осторожным и не забывать про предметы защиты, одевать резиновые перчатки и специальные очки. А при приготовлении раствора с кислотой необходимо помнить, что вливать кислоту нужно в воду, а не наоборот.
Рецепт на основе чистящей пасты, для этого необходимо:
- смешать ингредиенты: 2 ложки (столовые) соли и 2 ложки (столовые) муки. После этого влить уксус и все это размешать до консистенции пасты.
- нанести кашицу мягкой тряпочкой на изделие, затем втирать до исчезновения пятен окисления.
- оставить пасту на полчаса, а потом смыть водой и вытереть тряпочкой.
 После этого влить уксус и все это размешать до консистенции пасты.
После этого влить уксус и все это размешать до консистенции пасты.Также рецепт чистки бронзы или латуни, на основе чистящей пасты:
- насыпать в тарелку две столовых ложки соды, постепенно вливать лимонный сок, его можно заменить лимонной кислотой, состав размешивать до консистенции пасты.
- натереть изделие ветошью и отполировать его.
- оставить пасту на полчаса, а затем смыть водой и высушить.
Труднодоступные места можно очистить, применив зубную щетку.
Не забывайте, что изделия из бронзы, будут всегда выглядеть как новые, если уделять им немного сил и времени в домашних условиях.
Вас может заинтересовать
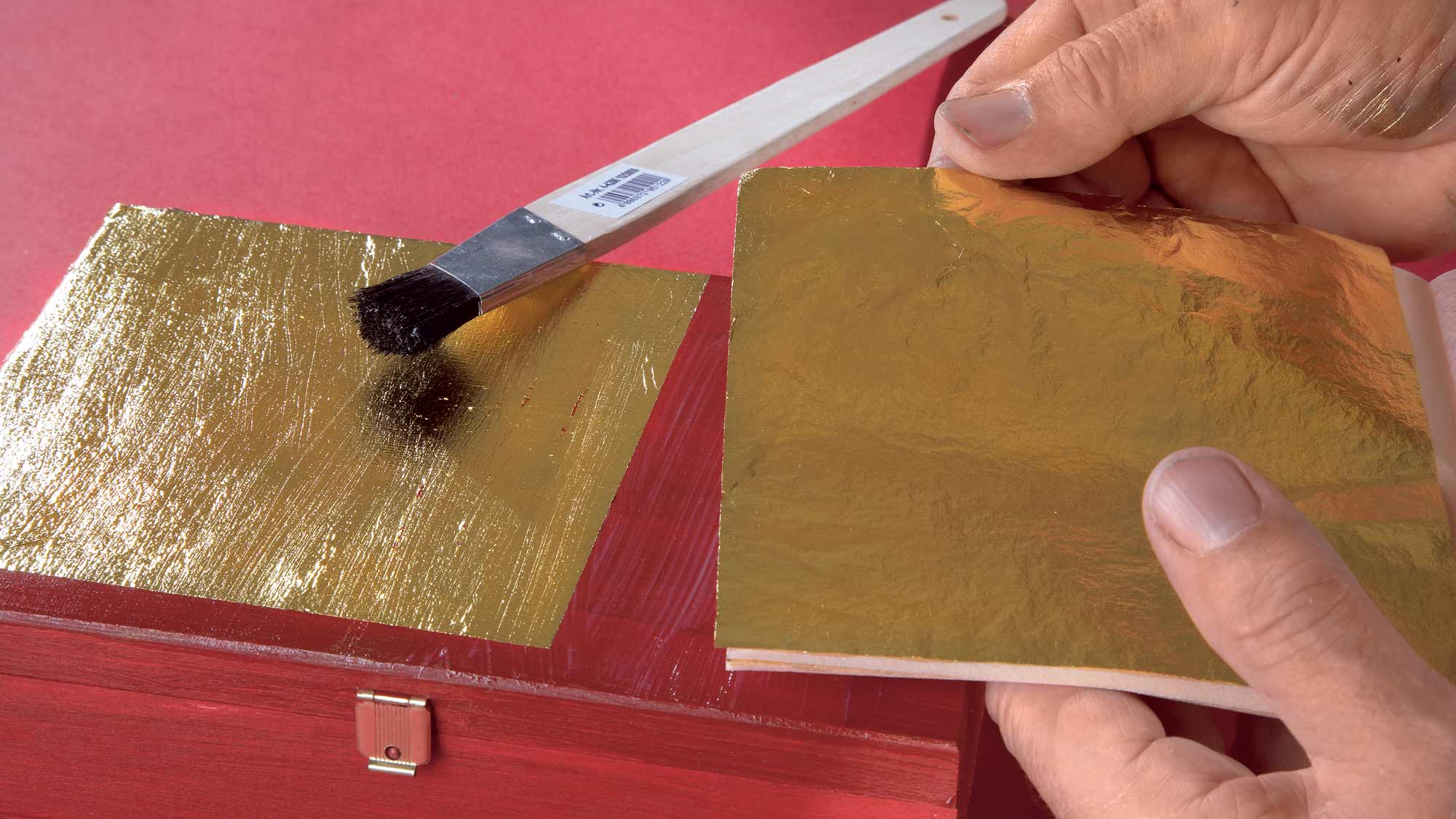
Патинирование меди и латуни в домашних условиях (чернение, состаривание)
Патинирование меди, а также другие методы ее декоративной обработки (в том числе в домашних условиях) позволяют сделать изделия из этого металла более привлекательными, придать им налет благородной старины. Подвергать такой обработке можно предметы, изготовленные не только из меди, но и из таких ее сплавов, как бронза и латунь.
Подвергать такой обработке можно предметы, изготовленные не только из меди, но и из таких ее сплавов, как бронза и латунь.
Используя различные способы патинирования медных сплавов, можно добиться совершенно разнообразных оттенков
Патинирование и оксидирование
Поверхность многих металлов (и медь входит в их число) при взаимодействии с окружающим воздухом и различными химическими веществами начинает покрываться тонким слоем окисей и закисей. Такой процесс, который также приводит к изменению цвета металлической поверхности, называется оксидирование. По большей части процесс окисления металла происходит естественным путем, но люди научились вызывать его искусственно, в производственных или домашних условиях, что делается для придания изделию состаренного вида.
Не следует путать оксидирование с патинированием – процессом, суть которого заключается в том, что на поверхности металла при взаимодействии с различными химическими элементами формируется тонкий слой сернистых или хлористых соединений. Патинирование, которое, как и оксидирование, сопровождается изменением цвета меди и бронзы, также можно выполнять искусственно, используя для этого специальные составы.
Патинирование, которое, как и оксидирование, сопровождается изменением цвета меди и бронзы, также можно выполнять искусственно, используя для этого специальные составы.
Старение меди происходит с течением времени естественным путем или сразу при обработке поверхности какими-либо препаратами
Если в естественных условиях процесс окисления и покрытия патиной меди или бронзы может протекать годами, то при использовании специальных растворов патинирование происходит за очень короткий промежуток времени. Поверхность изделия, помещенного в такой раствор, буквально на глазах меняет свой цвет, приобретая налет благородной старины. Используя различные химические составы, можно в производственных и даже в домашних условиях выполнять такие процедуры, как чернение меди, патинирование предметов из меди и бронзы, чернение латуни.
Подготовка к обработке
Решив выполнить патинирование или оксидирование, вы должны не только внимательно изучить вопрос о том, как состарить латунь, бронзу или выполнить чернение меди, но и предусмотреть необходимые меры безопасности. Преимущественное большинство химических составов, которые применяются для осуществления подобных процедур, являются очень токсичными и выделяют пары, представляющие значительную опасность для здоровья человека. Поэтому для хранения таких веществ как в производственных, так и в домашних условиях следует использовать сосуды с хорошо притертыми пробками, которые предотвратят попадание ядовитых паров в окружающий воздух.
Преимущественное большинство химических составов, которые применяются для осуществления подобных процедур, являются очень токсичными и выделяют пары, представляющие значительную опасность для здоровья человека. Поэтому для хранения таких веществ как в производственных, так и в домашних условиях следует использовать сосуды с хорошо притертыми пробками, которые предотвратят попадание ядовитых паров в окружающий воздух.
Храните химикаты в недоступном для детей месте
Саму процедуру, проводимую для изменения цвета поверхности изделия под воздействием на него химических веществ, следует выполнять в специальном шкафу, к которому подведена вытяжная вентиляция. Следует иметь в виду, что дверцы такого шкафа в процессе выполнения оксидирования или патинирования должны быть слегка приоткрыты, что обеспечит эффективную вытяжку вредных паров из его внутренней части.
Изделия из меди, латуни и бронзы перед патинированием следует тщательно очистить, обезжирить и промыть в теплой воде. После самой процедуры патинирования или оксидирования обработанные предметы также промывают и укладывают в опилки для просушки. Использование опилок является более щадящим методом просушки, так как выполнение такой процедуры при помощи тканевого материала может повредить тонкую пленку сформированной патины, которая еще не закреплена лаком. Кроме того, при помощи ткани после патинирования практически невозможно качественно удалить влагу из углублений на рельефных поверхностях, а опилки ее легко вытянут.
После самой процедуры патинирования или оксидирования обработанные предметы также промывают и укладывают в опилки для просушки. Использование опилок является более щадящим методом просушки, так как выполнение такой процедуры при помощи тканевого материала может повредить тонкую пленку сформированной патины, которая еще не закреплена лаком. Кроме того, при помощи ткани после патинирования практически невозможно качественно удалить влагу из углублений на рельефных поверхностях, а опилки ее легко вытянут.
Покрытую лаком поверхность можно отполировать войлочной насадкой
Изменения цвета меди и ее сплавов от серого до черного
Серый, темно-серый или черный цвет меди и ее сплавов делает внешний вид изделия более привлекательным и презентабельным. Для получения этих цветов, степень насыщенности которых можно регулировать, нужен используемый уже не один десяток лет состав «серная печень». Свое название он получил из-за того, что в процессе приготовления он должен спечься, то есть превратиться в запекшуюся массу.
Чтобы сделать такой состав для патинирования в домашних условиях, необходимо выполнить следующие действия:
- одну часть порошковой серы смешивают с двумя частями поташа;
- полученную смесь помещают в жестяную банку, которую затем надо поставить на огонь;
- дождавшись расплавления порошка и начала его спекания, необходимо поддерживать этот процесс на протяжении 15 минут.
Для приготовления серной печени понадобится сода и сера
В процессе спекания порошка на его поверхности может вспыхнуть сине-зеленое пламя, которое можно не сбивать, так как оно не ухудшит качественные характеристики серной печени. После окончания спекания и полного остывания полученную массу следует измельчить до порошкообразного состояния. Этот порошок, если его поместить в стеклянную банку с плотно закрывающейся крышкой, можно хранить достаточно долго.
Для того чтобы при помощи серной печени выполнить патинирование различных металлических сплавов, используют несколько основных методов.Метод №1
Данный способ предполагает использование водного раствора серной печени. С его помощью можно изменить цвет изделий, изготовленных из следующих материалов:
- меди;
- стерлингового серебра;
- бронзы и латуни.
Цвета, которыми можно окрасить поверхности изделий при помощи данного метода, также различаются:
- медь и серебро – пурпурный, голубой (получить очень сложно), серый, коричнево-серый, черный;
- латунь и бронза – нежно-золотистый.
Проба раствора на меди, бронзе и латуни дает различные эффекты
Если вы не знали раньше, как состарить медь и сформировать на поверхности данного металла прочную пленку патины, отличающуюся насыщенным черным цветом, используйте именно этот способ. Для его реализации изделие из меди помещается в раствор, состоящий из литра воды и 1–20 граммов порошка серной печени.
Чтобы окрасить медь в светло-серый цвет, раствор готовят по другой рецептуре: в 1 литр воды растворяют по 2–3 грамма хлористого натрия и серной печени. В полученный раствор помещается изделие из меди, за изменением цвета которого следует внимательно следить. После того как цвет металла приобретет желаемую тональность, подвергаемый патинированию предмет необходимо промыть водой и просушить в опилках.
В полученный раствор помещается изделие из меди, за изменением цвета которого следует внимательно следить. После того как цвет металла приобретет желаемую тональность, подвергаемый патинированию предмет необходимо промыть водой и просушить в опилках.
Продолжительность обработки медного украшения раствором зависит от желаемого эффекта чернения
Метод №2Для патинирования меди можно также применять раствор, приготовленный по следующей рецептуре: в насыщенный водный раствор сульфата меди добавляют нашатырный спирт и делают это до тех пор, пока жидкость не станет прозрачной и ярко-синей. Очищенное и обезжиренное обрабатываемое изделие помещается в такой раствор на несколько минут, после чего его извлекают и подвергают незначительному нагреву. После таких манипуляций медь должна приобрести насыщенный черный цвет.
Метод №3Для использования данного метода, который также позволяет качественно почернить медь даже в домашних условиях, обрабатываемый предмет необходимо зачистить при помощи тонкой наждачной бумаги. К зачищенной поверхности не следует прикасаться руками, чтобы на ней не образовались жировые пятна. После предварительной подготовки к патинированию предмет обрабатывается раствором хлористой платины или полностью погружается в него. В такой раствор, если он не вызывает кислой реакции, можно добавить небольшое количество соляной кислоты.
К зачищенной поверхности не следует прикасаться руками, чтобы на ней не образовались жировые пятна. После предварительной подготовки к патинированию предмет обрабатывается раствором хлористой платины или полностью погружается в него. В такой раствор, если он не вызывает кислой реакции, можно добавить небольшое количество соляной кислоты.
Сформировать на поверхности медного изделия прочную окисную пленку, отличающуюся насыщенным черным цветом, позволяет его погружение в состав, приготовленный из азотной кислоты и металлической меди. Чтобы изменение цвета медной детали проходило более интенсивно, такой раствор можно дополнительно подогреть.
Получение патины других цветов
Для формирования на меди окисной пленки другого цвета можно даже в домашних условиях воспользоваться одним из следующих методов.
Для получения красно-коричневой окисной пленки медное изделие на несколько минут помещают в состав, приготовленный из одной части медного купороса, одной части хлористого цинка и двух частей воды.
На примере одной детали видно, как изменяется оттенок в зависимости от продолжительности нахождения в растворе
Гамма от светло-коричневого до черногоЧтобы получить такую патину, предмет из меди необходимо поместить в раствор, состоящий из одного литра воды и 20 граммов сернистого аммония. Изменяя температуру нагрева обрабатываемого изделия перед патинированием, можно регулировать интенсивность окрашивания.
Светло-коричневыйЧтобы придать поверхности медного изделия светло-коричневый цвет, необходимо обработать его смесью натриевого хромпика (124 г/литр), азотной (15,5 г/литр) и хлористоводородной (4,65 г/литр) кислот, 18-процентного сульфида аммония (3–5 г/литр). Такой раствор наносится кистью и выдерживается в течение четырех-пяти часов.
Покрывайте поверхности детали, пока не добьетесь нужного оттенка
Гамма от темно- до тепло-коричневогоДля получения поверхности такого цвета медную деталь на 5–25 минут помещают в горячий раствор (90–95°), в состав которого входят персульфат аммония (9,25 г/литр) и едкий натр (50 г/литр). Процедуру для достижения требуемого эффекта повторяют 2–3 раза.
Гамма от оливкового до коричневогоМедное изделие для патинирования на 10–15 минут помещают в подогретый водный раствор бертолетовой соли (50–70 г/л), нитрата меди (40–50 г/л) и хлорида аммония (80–100 г/л).
Благородный бело-зеленыйНаиболее популярным методом создания зеленой патины является погружение медного предмета в состав, приготовленный из воды (1 литр), медного купороса (50 г) и марганцовокислого калия (5 г).
Существует еще множество методов, позволяющих создавать патину разнообразных оттенков зеленого, коричнево-черную, золотистую, золотисто-коричневую с малиновой побежалостью и других.

Оценка статьи:
Загрузка…Поделиться с друзьями:
Обработка ЧЕКАННЫХ изделий и художественной ЧЕКАНКИ. Обработка металла. Обработка ЧЕКАНКИ из меди. Обработка изделий из металла
Многие металлические и чеканные изделия в интерьере выполнены из разных видов металла: стали, меди, латуни, бронзы, алюминия и других. Каждый из них требует своего ухода, а в ответ за бережное обращение чеканные изделия долго радуют своим блеском.
В быту мы часто сталкиваемся с металлическими изделиями и ЧЕКАНКОЙ из различных материалов: элементами мебели, дверями, кухонными фартуками, фурнитурой, декоративными вещицами, посудой, художественными панно и прочими предметами. С виду они кажутся нам прочными и долговечными, но, как и любой другой материал, металл так же подвержен времени и воздействию окружающих факторов: влаги, воздуха, химических и механических повреждений, вследствие чего может утратить свой блеск и эстетические свойства.
С виду они кажутся нам прочными и долговечными, но, как и любой другой материал, металл так же подвержен времени и воздействию окружающих факторов: влаги, воздуха, химических и механических повреждений, вследствие чего может утратить свой блеск и эстетические свойства.
Чтобы надолго сохранить красоту металла и художественной чеканки, нужно правильно ухаживать за изделиями: проводить профилактику, выбирать чистящие средства, наносить защитное покрытие.
Независимо от вида металла изделий и ЧЕКАНКИ из меди или латуни, есть ряд мероприятий, которых нужно придерживаться в любом случае. Так, ни один из сплавов или чистых материалов не терпит чистки грубыми абразивными средствами. Мелкие частицы наносят царапины на поверхность металлических и чеканных изделий, что, в конечном счете, приводит к потере блеска. Вместо грубых абразивных средств для обработки металла должны использоваться мягкие компоненты, такие как мел, силикагель, диатомит и другие. Также разрешается чистить художественные изделия из металла органическими соединениями — воском, аммиаком, различными растворителями. Кроме того, в магазине можно купить специальные составы, пасты и растворы, для ухода за разными видами металлических покрытий. Они помогают удалять ржавчину с поверхности, очищать от грязи, возвращать блеск изделиям из металла.
Также разрешается чистить художественные изделия из металла органическими соединениями — воском, аммиаком, различными растворителями. Кроме того, в магазине можно купить специальные составы, пасты и растворы, для ухода за разными видами металлических покрытий. Они помогают удалять ржавчину с поверхности, очищать от грязи, возвращать блеск изделиям из металла.
Например, для ухода за алюминием используется паста «АЛ», для неполированного алюминия — «Юра».
Медные изделия и медную ЧЕКАНКУ можно почистить препаратом «Металлин». Если дома есть нашатырный спирт и мел, то приготовить этот состав можно самому. Для этого нужно взять 3 части спирта, 1 часть мела и 6 частей воды, хорошенько взболтать и чистить медные изделия. Украшения из меди долго сохраняют свой блеск, если их намазать тонким слоем бесцветного лака.
Домашняя мебель из металла всё чаще завоевывает популярность. Это всевозможные стеллажи для хранения, подставки под обувь, корзины, кованые столы с чеканной поверхностью и другие изделия, выполненные чаще всего их профильных металлических элементов и покрытые высокостойкими металлами.
Именно благодаря такой обработке, металлическая мебель почти не тускнеет, но всё же и она нуждается в элементарном уходе. Пыль и грязь следует смахивать мягкими губками или тряпками, а возможные царапины полировать мелом, зубным порошком или специальным разведенным хромпиком. Потемнение на металле устраняется при помощи нашатырного спирта (10%), нанесенного на тряпочку, или разрезанным пополам лимоном, после чего металлическое изделие ополаскивается и протирается насухо. Чтобы наслоение жира, пыли и грязи не превращалось в трудноудаляемое, влажная уборка металлической мебели проводится не реже чем один раз в месяц.
Простое средство для ухода за ЧЕКАНКОЙ, бронзой, латунью и медью — поваренная соль, смоченная в уксусе. После обработки металлические изделия тщательно ополаскиваются в теплой, потом в холодной воде.
Уход за кованой мебелью практически не отличается от ухода за стальной мебелью. Однако нужно учесть, что на художественных изделиях со временем может появиться локальная коррозия. Если площадь повреждения невелика, то на неё нужно нанести слой антикоррозионного состава, потом покрыть этот участок бесцветным лаком. При больших разрушениях кованое изделие сначала нужно зачистить абразивным материалом, затем обезжирить поверхность, дать высохнуть и только потом нанести антикоррозионный препарат.
Если площадь повреждения невелика, то на неё нужно нанести слой антикоррозионного состава, потом покрыть этот участок бесцветным лаком. При больших разрушениях кованое изделие сначала нужно зачистить абразивным материалом, затем обезжирить поверхность, дать высохнуть и только потом нанести антикоррозионный препарат.
Чтобы удалить ржавчину с металлической мебели, нанесите на поверхность шпателем или кистью специальное средство «Омега», выдержите его в течение получаса (время зависит от толщины поврежденного слоя), удалите сухой тряпочкой и насухо протрите.
Уход за дверямиНесмотря на всю свою внешнюю грубость, металлические двери нуждаются в бережном уходе. Любая чистка должна осуществляться только при помощи специальных средств, исключая абразивные порошки. Раствор можно приготовить также в домашних условиях. Взять для этого одну часть спирта и развести её с десятью частями воды. Этим средством натираются двери, а после вытираются сухой и чистой тряпкой. Вместо спирта с водой можно воспользоваться и обычным хозяйственным мылом.
Вместо спирта с водой можно воспользоваться и обычным хозяйственным мылом.
Чтобы двери служили долго, нужно заботиться не только об их внешности, но и регулярно проверять работу петель и замков. Раз в год все движущие механизмы надо смазывать машинным маслом. Не забывайте осматривать зазоры и устранять люфты, при необходимости разбирайте и чистите фурнитуру и декоративные элементы.
Уход за алюминиемСреди алюминиевых изделий часто встречаются элементы фурнитуры, наборы для ванной комнаты (полотенцедержатель, мыльница и т.д.), трубы и другие предметы. Когда они новые, они сильно блестят, но со временем алюминий тускнеет и покрывается царапинами.
Чтобы вернуть металлу зеркальную поверхность, его нужно отполировать: кусочек мягкой ткани смачивается в горячем растворе из 15 г буры, 5 г нашатырного спирта (10%) и 0,5 л воды либо готовой слабо абразивной нейтральной полироли. После чистки алюминиевая поверхность тщательно промывается теплой водой и высушивается. Обратите внимание, что самодельный раствор нельзя использовать для чистки алюминиевой посуды, так как бура — ядовитое средство.
Обратите внимание, что самодельный раствор нельзя использовать для чистки алюминиевой посуды, так как бура — ядовитое средство.
Также алюминий можно почистить пастой, которая готовится в домашних условиях: 2 части хозяйственного мыла растворить в 1 части горячей воды и добавить небольшое количество зубного порошка, перемешать раствор до однородной массы, которую нанести на алюминиевое изделие. Обратите внимание, анодированный и полированный алюминий не терпит моющих средств, в составе которых присутствует кальцинированная сода. Лучше всего ухаживать за ними при помощи мягкой губки, смоченной в мыльной теплой воде.
Цветные металлы — бронза, латунь, медь, хромированная сталь и т.п. — используются для изготовления ЧЕКАНКИ, дверной фурнитуры, декоративных элементов мебели, аксессуаров, ванных принадлежностей (смесители) и других изделий, которые являются достаточно долговечными, но очень быстро покрываются пленками различных окислов.
Для их чистки недопустимы средства с твердыми абразивами, так как поверхность цветных металлов достаточно нежная и быстро царапается. Чтобы вернуть им блеск и красоту нужно пользоваться органическими соединениями или тонкодисперсными абразивами (окись алюминия, аэросил). Также можно применять нейтральные и спиртосодержащие средства или густую домашнюю пасту из муки грубого помола (1 часть), мелких опилок (0,5 части) и уксуса. Такой препарат справится с загрязнениями латуни, меди, а также бронзы. Если на металлических изделиях появились мелкие царапины, то их можно заполировать. Для этого готовится раствор: 30 г нашатырного спирта (10%), 15 г мела и 50 г воды. В него опускается фланелевая или суконная тряпочка, которой натирается поверхность.
Чтобы вернуть им блеск и красоту нужно пользоваться органическими соединениями или тонкодисперсными абразивами (окись алюминия, аэросил). Также можно применять нейтральные и спиртосодержащие средства или густую домашнюю пасту из муки грубого помола (1 часть), мелких опилок (0,5 части) и уксуса. Такой препарат справится с загрязнениями латуни, меди, а также бронзы. Если на металлических изделиях появились мелкие царапины, то их можно заполировать. Для этого готовится раствор: 30 г нашатырного спирта (10%), 15 г мела и 50 г воды. В него опускается фланелевая или суконная тряпочка, которой натирается поверхность.
Чтобы как следует отчистить бронзу, можно воспользоваться одним из многочисленных способов. Во-первых, промыть предметы в теплой мыльной воде с добавлением нескольких капель нашатырного спирта. При этом натереть их щеткой, смоченной в теплой воде после варки гороха. Ещё одно похожее народное средство чистки металлических изделий предусматривает кипячение изделий (если позволяет размер) в котле с растворенным желтым горохом в течение 2-3 часов. После этой процедуры металлические изделия нужно хорошо ополоснуть, разложить для просушивания и напоследок протереть суконной тряпочкой с мелом.
После этой процедуры металлические изделия нужно хорошо ополоснуть, разложить для просушивания и напоследок протереть суконной тряпочкой с мелом.
Если ЧЕКАНКА или медные элементы достаточно объемные, то потемневшие места можно просто почистить жесткой щеткой, смоченной в горячем уксусе. В завершение изделие насухо протирается тряпочкой.
Так как хромовые, титановые и другие металлические покрытия восстанавливаются только в заводских условиях, то нужно оберегать такую мебель от сильных механических повреждений.
Похожие статьи:
Последние статьи:
Прошлые статьи:
Как отличить латунь от меди или бронзы? Способы определения в домашних условиях.
Дата публикации: 10.03.2021Прочтение: 10 мин.
Просмотров: 2685
Медь является мягким цветным металлом, имеющим высокие свойства проводимости тока. Латунь и бронза – это сплавы, имеющие в своём составе медь. Физические свойства этих металлов отличаются. При необходимости определить принадлежность заготовки к тому или иному материалу, проводят химический анализ. Он позволяет получить точные сведения о детали.
Латунь и бронза – это сплавы, имеющие в своём составе медь. Физические свойства этих металлов отличаются. При необходимости определить принадлежность заготовки к тому или иному материалу, проводят химический анализ. Он позволяет получить точные сведения о детали.
Проведение химического анализа подразумевает использование специализированного оборудования. Выполнение таких операций в домашних условиях недоступно. Отличить медь, латунь и бронзу без применения специальной аппаратуры можно несколькими способами. Отсутствие химического анализа не даст стопроцентного результата.
Осмотр внешней поверхности
Чтобы визуально сравнить заготовки, следует очистить их от окислений. Используют наждачную бумагу мелкой или средней зернистости. Таким образом, можно без труда отличить медь от сплавов. Металл имеет красноватый оттенок. В некоторых случаях он может быть темный или даже розовый.
Визуально отличить латунь от бронзы будет проблематично. Сплавы очень похожи между собой. Отличием является оттенок. Латунь имеет желтоватый цвет, при этом бронза может отличаться коричневатым или зеленоватым оттенком. То как выглядит сплав, зависит от типа металлов, которые использованы в совокупности с медью и их количества.
Сплавы очень похожи между собой. Отличием является оттенок. Латунь имеет желтоватый цвет, при этом бронза может отличаться коричневатым или зеленоватым оттенком. То как выглядит сплав, зависит от типа металлов, которые использованы в совокупности с медью и их количества.
Физические свойства
По таким параметрам точно определить принадлежность заготовки к какому-либо материалу в домашних условиях можно только в отношении меди. Материалы имеют различные физические свойства:
- Медь. Отличается повышенной плотностью. Заготовки небольшого диаметра можно без труда согнуть. При этом на них не появятся повреждения.
- Латунь. Имеет меньшую прочность. При попытке согнуть элемент, он может лопнуть.
- Бронза. Степень плотности находится в диапазоне, соответствующем латуни.
Учитывая схожесть сплавов, определить принадлежность детали в домашних условиях по физическим свойствам невозможно.
 Плотность зависит от количества вспомогательных металлов.
Плотность зависит от количества вспомогательных металлов.
Сложность обработки
Для проверки потребуется наличие электрической или ручной дрели и сверла по металлу. При этом учитывают то, что сложность обработки зависит от состава сплава. При сверлении меди будет получаться длинная стружка. Сверло проходит материал мягко, без рывков.
В случае с латунью сложность обработки повысится. Из-под сверла будет выходить острая короткая стружка. При этом высверливание отверстия одного диаметра займёт больше времени, чем в случае с медью.
Бронза более сложная в обработке. Определить принадлежность детали к этому сплаву можно по мелкой острой стружке. При этом процесс сверления будет более затруднен, чем в первых двух случаях.
Нагрев
Отличить латунь от меди или бронзы можно путем нагрева заготовки до 600 градусов. Для проверки потребуется наличие специализированной горелки. После нагрева:
- на меди появятся окисления сине-зелёного оттенка;
- бронза сохранит свой цвет и не окислится;
- на латуни появится налет светло-серого цвета.

Таким образом, используя нагрев, можно отличить металлы в домашних условиях. Следует учитывать, что оттенок зависит от количества вспомогательных элементов в составе сплава.
Наиболее точным является определение металла с помощью химических реактивов. Используя специализированное оборудование, можно определить не только материал изготовления заготовки, но и его состав. В домашних условиях можно воспользоваться несколькими способами.
.223 Обработка латуни: пошаговое руководство
Для тех из вас, кто никогда раньше не занимался обработкой латуни калибра .223 / латуни 5,56, мы подумали, что может быть полезно предоставить краткое руководство, которое проведет вас через необходимые шаги. В Интернете доступно множество информативных видеороликов, которые мы также рекомендуем, но было бы неплохо иметь письменный контрольный список в качестве отправной точки.
Шаг 1: Очистка
Если вы начинаете с «сырой» или «грязной» латуни, важно очистить гильзы перед тем, как пропустить их через какой-либо из ваших патронов для перезарядки.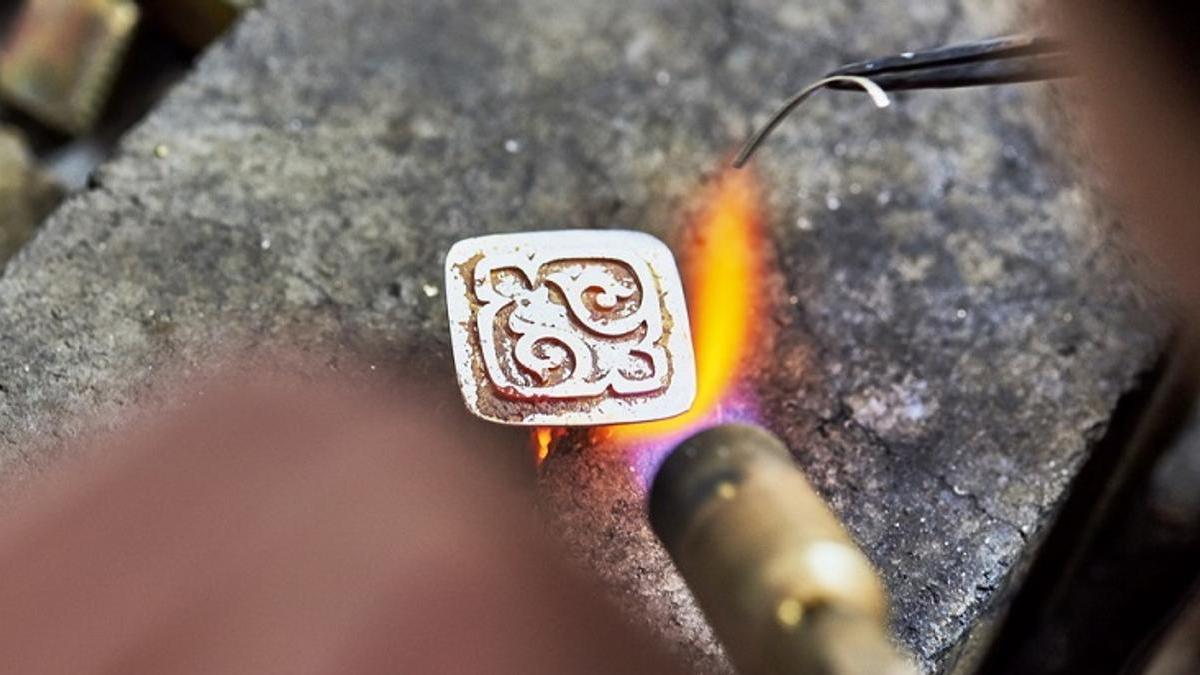 Латунь для помещений, предназначенных для использования внутри помещений, обычно требует только мокрого барабана без каких-либо добавок, но если латунь была снаружи в элементах и имеет признаки потускнения, коррозии или накопления большого количества мусора, мы рекомендуем добавить в ваш очиститель штифты из нержавеющей стали. чтобы помочь обеспечить источник истирания. Это не повредит латунь, но глубоко очистит ее как внутри, так и снаружи. Очистка латуни является наиболее трудоемким и длительным этапом процесса (особенно с учетом времени сушки), поэтому, если вы предпочитаете пропустить его, вы всегда можете приобрести предварительно очищенный .223 латунь / 5,56 латунь. Если вы решите чистить латунь самостоятельно, мы рекомендуем использовать смесь средства для мытья посуды и лимонной кислоты.
Латунь для помещений, предназначенных для использования внутри помещений, обычно требует только мокрого барабана без каких-либо добавок, но если латунь была снаружи в элементах и имеет признаки потускнения, коррозии или накопления большого количества мусора, мы рекомендуем добавить в ваш очиститель штифты из нержавеющей стали. чтобы помочь обеспечить источник истирания. Это не повредит латунь, но глубоко очистит ее как внутри, так и снаружи. Очистка латуни является наиболее трудоемким и длительным этапом процесса (особенно с учетом времени сушки), поэтому, если вы предпочитаете пропустить его, вы всегда можете приобрести предварительно очищенный .223 латунь / 5,56 латунь. Если вы решите чистить латунь самостоятельно, мы рекомендуем использовать смесь средства для мытья посуды и лимонной кислоты.
Шаг 2: Осмотр
После того, как латунь будет очищена и высушена, важно вручную осмотреть гильзы на наличие признаков повреждений, которые могут привести к поломке. Это могут быть трещины на горлышке, смятые горловины корпуса, крупные вмятины или царапины. Для получения более подробной информации об осмотре гильз мы рекомендуем прочитать нашу статью о сроке службы винтовочной латуни.
Это могут быть трещины на горлышке, смятые горловины корпуса, крупные вмятины или царапины. Для получения более подробной информации об осмотре гильз мы рекомендуем прочитать нашу статью о сроке службы винтовочной латуни.
Шаг 3: Удаление грунтовки / изменение размера
Следующий шаг довольно прост. Все гильзы должны быть смазаны, а затем пропущены через комбинированную головку для снятия заливки или «снятия колпачка», которая также выполняет функцию изменения размера. Это удалит израсходованный капсюль, а также устранит любое расширение, которое могло бы произойти при первоначальном выстреле снаряда. Матрица вернет латуни к исходным спецификациям SAAMI (за исключением общей длины) и расширит горловину, чтобы она могла принять снаряд.
Шаг 4: Обжим или развертывание
Шаг 4 обычно применим только к гильзам армейского калибра 5.56 (т. е. к гильзам с клеймом на головке Лейк-Сити), поскольку они изготавливаются с обжимом вокруг гильзы капсюля.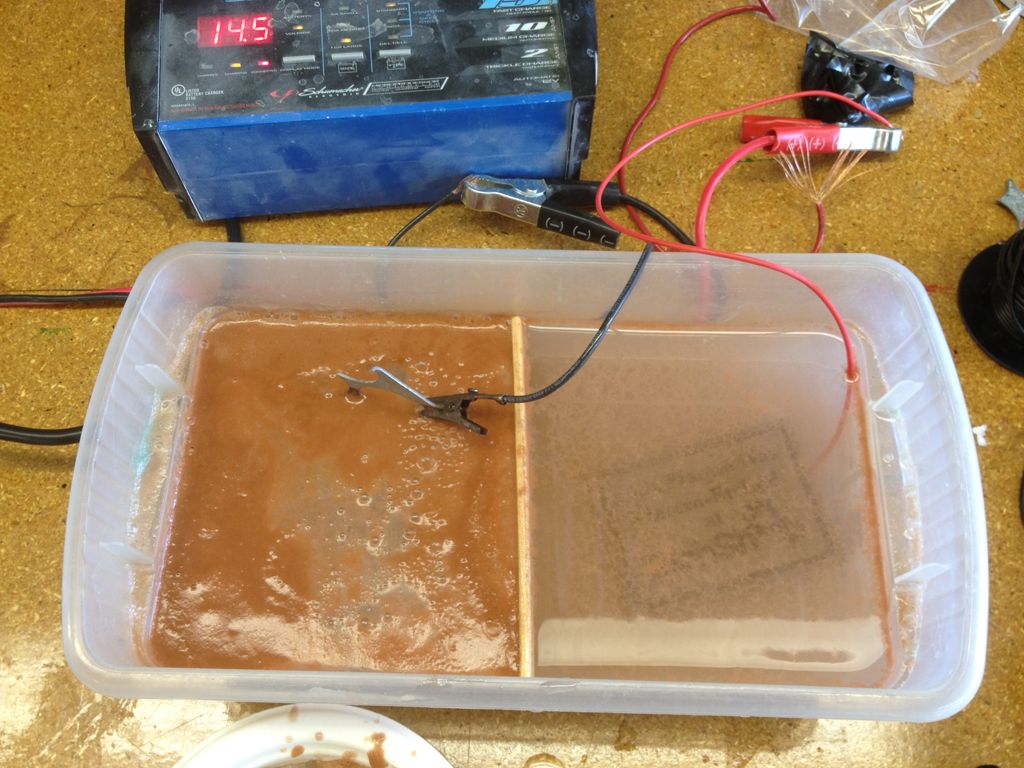 Военные боеприпасы НАТО производятся таким образом, чтобы капсюли не расшатывались и не выпадали. Новые патроны 5,56 x 45 мм NATO содержат более «горячий» заряд (отсюда и несколько более толстые стенки гильзы по сравнению с латунными калибрами .223 Remington коммерческого варианта), а гофрированные гильзы не позволяют сильному давлению выталкивать капсюли из гильзы.Прежде чем военную латунь можно будет перезарядить, эти обжимы необходимо удалить либо с помощью развертки гнёзд капсюля, либо с помощью инструмента для обжима гнёзд капсюля. При развёртывании обжим фактически срезается. Обжим, с другой стороны, разбивает (из-за отсутствия лучшего слова) обжим, так что корпус может легко получить новый праймер.
Военные боеприпасы НАТО производятся таким образом, чтобы капсюли не расшатывались и не выпадали. Новые патроны 5,56 x 45 мм NATO содержат более «горячий» заряд (отсюда и несколько более толстые стенки гильзы по сравнению с латунными калибрами .223 Remington коммерческого варианта), а гофрированные гильзы не позволяют сильному давлению выталкивать капсюли из гильзы.Прежде чем военную латунь можно будет перезарядить, эти обжимы необходимо удалить либо с помощью развертки гнёзд капсюля, либо с помощью инструмента для обжима гнёзд капсюля. При развёртывании обжим фактически срезается. Обжим, с другой стороны, разбивает (из-за отсутствия лучшего слова) обжим, так что корпус может легко получить новый праймер.
Шаг 5: Обрезка
Поскольку латунь растягивается и удлиняется при обжиге, необходимо обрезать гильзы, чтобы вернуть им нужную длину.Для латуни .223 Remington это 1,750 дюйма +/- 0,003 дюйма (в качестве примечания: подходящая длина для латуни .308/7,62×51 мм составляет 2,005 дюйма ± 0,003 дюйма, а для латуни 300 AAC Blackout — 1,358 дюйма). Для этой задачи имеется ряд имеющихся в продаже триммеров.Используйте набор цифровых штангенциркулей, чтобы убедиться, что вы находитесь в правильном диапазоне длины.После того, как латунь будет обрезана, используйте инструмент для снятия фаски/заусенцев, чтобы удалить любые шероховатые края с горловина гильзы
Для этой задачи имеется ряд имеющихся в продаже триммеров.Используйте набор цифровых штангенциркулей, чтобы убедиться, что вы находитесь в правильном диапазоне длины.После того, как латунь будет обрезана, используйте инструмент для снятия фаски/заусенцев, чтобы удалить любые шероховатые края с горловина гильзы
Шаг 6: Окончательная проверка
К этому моменту ваша латунь должна быть полностью обработана.Мы рекомендуем использовать гильзовый калибр 223 и карманный калибр для капсюля, чтобы выборочно проверить латунь на наличие правильных размеров.
Шаг 7: Финишная полировка (дополнительно)
Хотя это и не требуется, некоторые могут на этом этапе отполировать свои корпуса барабанной полировкой с использованием кукурузных початков, чтобы удалить излишки смазки и любую оставшуюся латунную стружку.
Обработка латуни | Georgia Brass LLC
ДЬЯВОЛ В ДЕТАЛЯХ
Самовывоз — латунь рассортирована и упакована для отправки. Вот и все. Он вышел из ассортимента, мы пропустили его через рулонный сортировщик, упаковали и отправили вам. У вас будет несколько поврежденных гильз, несколько кусков латуни не того калибра, который вы заказывали, и никелированная латунь. Вы заплатили УБИЙСТВЕННУЮ цену за эту латунь, потому что мы потратили как можно меньше времени, чтобы доставить ее вам. Мы вложили туда немного больше, так что вы должны получить, по крайней мере, то, за что вы заплатили в пригодной для использования латуни.
Вот и все. Он вышел из ассортимента, мы пропустили его через рулонный сортировщик, упаковали и отправили вам. У вас будет несколько поврежденных гильз, несколько кусков латуни не того калибра, который вы заказывали, и никелированная латунь. Вы заплатили УБИЙСТВЕННУЮ цену за эту латунь, потому что мы потратили как можно меньше времени, чтобы доставить ее вам. Мы вложили туда немного больше, так что вы должны получить, по крайней мере, то, за что вы заплатили в пригодной для использования латуни.
Сортировка по высоте, легкое переворачивание и сортировка по размеру – в настоящее время только латунь толщиной 9 мм.Латунь берется прямо с полигона и сортируется через трамбовку и стальной сепаратор для удаления мусора, 22LR и стали, а затем сортируется на столе для удаления боевых патронов и алюминиевых гильз. Оттуда он сортируется по диаметру на рулонном сортировщике и слегка переворачивается в среде из глыбы грецкого ореха. Затем латунь сортируется по высоте на встроенном сортировщике. Наконец, латунь калибруется в рулонном калибраторе Scharch. Это подготовка, которую мы делаем перед обработкой нашей латуни толщиной 9 мм. Это лучшая цена для человека, который любит работать со своей медью.
Наконец, латунь калибруется в рулонном калибраторе Scharch. Это подготовка, которую мы делаем перед обработкой нашей латуни толщиной 9 мм. Это лучшая цена для человека, который любит работать со своей медью.
Чистый — латунь отсортирована, подвергнута мокрому вращению, высушена и упакована для отправки. Мы тратим немного больше времени на подготовку, поэтому вы платите немного больше. Вот почему. Эта латунь проходит через инспектора латуни, где мы вручную отбираем сталь, алюминий, гнездовые гильзы, гильзы не того калибра и любые поврежденные гильзы, которые мы видим. Затем латунь 223 и 5.56 проходит через автоматический классификатор латуни, который отбраковывает любые случаи, когда горловина гильзы не соответствует требованиям по размерам. Пистолетные гильзы проходят через автоматический сортировщик по высоте, чтобы обеспечить еще один уровень контроля качества, чтобы вы могли получить лучшую гильзу за свои деньги.Когда все это сделано, мы влажно барабаним и сушим вашу латунь перед упаковкой и отправкой.
Обработано – все сделано в разделе «Чистая латунь», а затем… пистолетная латунь была снята с колпачков и откалибрована, а также винтовочная латунь обжата, обрезана и подвергнута мокрому барабану после обработки, чтобы придать ей новый вид. Винтовочная латунь выборочно проверяется с помощью Sheridan Cut Out Case Gage, Whidden Head Space Gage и Ballistic Tools Primer Pocket Gage для обеспечения качества. Латунь обрезана до +/- 0,005″ середины спецификации SAAMI для обеспечения надежности всех винтовок.
Обработанная латунь толщиной 9 мм — все, что делается в разделе Отсортированная по высоте, слегка перевернутая, калиброванная и чистая латунь , а затем… звонки, обжатые и мокрые после обработки, чтобы они выглядели как новые.
Базовый размер – 40 S&W — это калибр, известный своей «выпуклостью Glock», в которой неподдерживаемая часть корпуса расширяется до такой степени, что стандартные калибровочные штампы не позволяют калибровать латунь в соответствии со спецификациями SAAMI. В этом случае латунь должна быть пропущена через проталкивающий или роликовый калибратор. В GA Brass LLC мы используем калибратор Case Master Push-Thru для нашей латуни размера 40 S&W, чтобы убедиться, что ваша латунь подходит для любой камеры спецификации SAAMI. Мы предлагаем это в качестве дополнительной опции для всех наших духовых инструментов — Range Pick Up, Clean и Processed — так что вы можете выбрать, как вы хотите подготовить медь.
В этом случае латунь должна быть пропущена через проталкивающий или роликовый калибратор. В GA Brass LLC мы используем калибратор Case Master Push-Thru для нашей латуни размера 40 S&W, чтобы убедиться, что ваша латунь подходит для любой камеры спецификации SAAMI. Мы предлагаем это в качестве дополнительной опции для всех наших духовых инструментов — Range Pick Up, Clean и Processed — так что вы можете выбрать, как вы хотите подготовить медь.
Военная латунь – приобретается на государственных аукционах и включает в себя небольшую часть штампов, отличных от перечисленных.Мы НЕ разделяем штампом на головке. Вы получите небольшую часть штампованной латуни, отличной от указанной. Таким образом, когда мы перечисляем Лейк-Сити, WCC и т. д., это главный штамп, который аукцион считает «доминирующим». Там БУДУТ другие штампы. Если это неприемлемо, пожалуйста, не покупайте эту латунь.
Как мы обрабатываем нашу латунь
Наша 9-миллиметровая латунь обрабатывается на коммерческих процессорах Camdex, а наша латунь 40 S&W измеряется с помощью проталкивающего базового калибратора Case Master. Вся другая наша латунь в настоящее время обрабатывается на станках Dillon Super 1050 с Mark 7 Pro и Ammo Bot Auto Drives, оснащенных лучшими деталями и датчиками, чтобы гарантировать, что ваша латунь готова к загрузке и не лопнет на станциях заправки.
Вся другая наша латунь в настоящее время обрабатывается на станках Dillon Super 1050 с Mark 7 Pro и Ammo Bot Auto Drives, оснащенных лучшими деталями и датчиками, чтобы гарантировать, что ваша латунь готова к загрузке и не лопнет на станциях заправки.
Мы используем автоматический привод Ammo Bot с датчиком гильзы капсюля и флиппером, чтобы разделить гильзу капсюля 45 ACP на большую и малую. На сегодняшний день мы обработали более шести миллионов патронов на наших станках, и наши клиенты считают, что конечный продукт превосходит их ожидания.
Конечный потребитель несет ответственность за проверку гильз перед повторной загрузкой
Обработка латуни
У Green Country Ammunition есть ВАЖНЫЙ способ превратить вашу стреляную латунь в наличные деньги для вас и ваших клиентов. У нас есть оборудование и процессы для сортировки, промывки и обработки вашей латуни для ваших клиентов.
Обменяйте свою латунь на БЕСПЛАТНЫЕ ПАМЯТИ!
Вы можете обменять латунь на боеприпасы в нашем магазине или отправить по почте, чтобы получить онлайн-кредит. Латунь можно обменять только на кредит магазина.
Латунь можно обменять только на кредит магазина.
Мы не принимаем стальные или алюминиевые корпуса. Никелированная латунь подойдет.
ЗАПРЕЩАЕТСЯ удалять грунтовку из латуни!!
Текущий латунный обменный курс:
$ 1.50 / LB : 9 мм
$ 2 / LB : 40, 223 / 5.56, 300 B / O, 308, 30-06, 357SIG, 38 Special, 45GAP,
2,25$/фунт : 380, 357mag, 44mag, 45ACP, 45colt, 10mm
ВСЕ ОСТАЛЬНЫЕ калибры в настоящее время стоят 1,25$/фунт.
Несортированная латунь стоит 0 долларов.80/фунт
Непригодная для использования латунь чрезмерно потускнела, повреждена, раздавлена, чрезмерно вздута и т. д. будет утилизирована по цене 0,90 долл. США/фунт
В магазине: Принесите отсортированную латунь в пакетах с застежкой-молнией или продуктовых пакетах, чтобы персонал мог быстро осмотреть и взвесить твоя латунь.
По почте: Мы настоятельно рекомендуем вам отправлять латуни в отслеживаемой посылке, поскольку мы не несем ответственности за утерю латуни в пути. Если вы отправляете латунь, пожалуйста, используйте форму ниже.
Если вы отправляете латунь, пожалуйста, используйте форму ниже.
Ваша латунь будет взвешена, и ваш кредит на боеприпасы будет выдан через ЭЛЕКТРОННУЮ ПОЧТУ.Этот кредит является подарочной картой и будет действителен в течение
ОДНОГО ГОДА после даты выдачи. Ваша заслуга только в гирьке из латуни. Вам не будут возмещены или зачислены расходы на доставку.Мы будем использовать вес, который показывают наши весы, вам не нужно предварительно взвешивать каждый калибр. Если вы отправляете несколько калибров, рассортируйте их по пакетам с застежкой-молнией, в противном случае вы получите смешанный латунный тариф.
*ЕСЛИ ВЕС БОЛЕЕ 500 ФУНТОВ, ПОЖАЛУЙСТА, ПОЗВОНИТЕ СНАЧАЛА, ЧТОБЫ МЫ МОЖЕМ ПРИНЯТЬ ЭТО.
Мы можем взять вашу латунь, независимо от размера работы, отсортировать ее по калибру и подготовить продукцию для отправки вам обратно. Это идеальное решение для магазинов, которые продают латунь, оставшуюся в их бизнесе. Ставки обработки установлены на уровне 30 долларов за 1000 для пистолета и 35 долларов за 1000 для винтовки.
Могут потребоваться дополнительные требования к сортировке, за которые могут взиматься дополнительные сборы, если отправляемый продукт не соответствует сортировке.
Быстро и удобно Латунь
Необработанные ящики
Примечание:
Полностью обработанный
Мы обеспечиваем постоянное качество за счет постоянного контроля качества с помощью гильзового калибра для годных/непроходных гильз, внутреннего калибра для горловины .223 и гильзового калибра Sheridan для обеспечения надлежащего размера.
300 Blackout
Мы обеспечиваем стабильное качество за счет постоянного контроля качества с помощью калибра-прохода/непрохода для гильзы, внутреннего калибра .308 и калибра гильзы Sheridan для обеспечения правильного размера.
Лицензирование
Излишки |


 Каждый пакет из 1000 необработанных штук 5,56 весит 14 фунтов 2 унции.
Каждый пакет из 1000 необработанных штук 5,56 весит 14 фунтов 2 унции.Предотвращение и обработка дезцинкификации латуни – Канадский институт охраны природы (CCI), Примечания 9/13
Список сокращений- CAC
- Канадская ассоциация сохранения культурных ценностей
- М
- молярность
- МРС
- Общество исследования материалов
- СЦЭ
- стандартный каломельный электрод
- ШЭ
- стандартный водородный электрод
- В
- вольт
- мас.%
- весовой процент
Введение
Когда латунь подвергается коррозии, она может подвергнуться децинкификации, процессу, в котором цинк теряется, а медь остается.Мягкое обесцинкование может вызвать просто косметическое изменение, а именно изменение цвета поверхности с желтого на розовый, но сильное обесцинкование может привести к ослаблению латуни и даже к ее перфорации. В этом примечании объясняется, что такое обесцинкование и где с ним можно столкнуться при консервации, а также как его предотвратить и лечить. В примечании также описывается демонстрация мягкого обесцинкования.
Процесс обессвинчивания
Удаление сплавов и цинкование
Сплав представляет собой смесь двух или более элементов, где по крайней мере один из элементов является металлом.Стерлинговое серебро, сплав серебра и меди, содержит два металлических элемента; сталь содержит один металлический элемент (железо) и один неметаллический элемент (углерод). Латуни представляют собой сплавы в основном меди и цинка с небольшим процентным содержанием других элементов, таких как олово, свинец или мышьяк.
Во многих сплавах коррозия может привести к потере более реакционноспособного компонента сплава с сохранением менее реакционноспособного компонента. Общими терминами для этого процесса являются «удаление сплавов», «селективная коррозия» или «селективное выщелачивание». «Более конкретные термины, применяемые к потере определенных металлов, включают «декальцинирование» для потери меди, «дестаннификацию» для потери олова и «децинкификацию» для потери цинка.
«Более конкретные термины, применяемые к потере определенных металлов, включают «декальцинирование» для потери меди, «дестаннификацию» для потери олова и «децинкификацию» для потери цинка.
Фактический механизм децинкификации до сих пор полностью не согласован. В течение многих лет существовало два конкурирующих предложения (Weisser 1975). В одном случае цинк преимущественно подвергается коррозии и удаляется из сплава, оставляя медь. В другом случае и медь, и цинк подвергаются коррозии и удаляются из сплава, но ионы меди в растворе пластины возвращаются на поверхность.В первом предложении поверхность металла после децинкификации должна стать пористой, но в остальном не должна изменяться. Второе предложение, хотя и более сложное, необходимо для объяснения случаев, когда кристаллы меди появляются на поверхности после децинкификации (Walker, 1977).
В последнее время получает поддержку третий механизм (Weissmüller et al. 2009, Newman et al. 1988). В этом механизме цинк растворяется в латуни, оставляя медь, а затем медь перестраивается на поверхности металла, что приводит к образованию кристаллов меди. Эта перегруппировка возможна, потому что медь на поверхности притягивается отрицательными ионами в растворе. Притяжения недостаточно, чтобы растворить медь, но оно ослабляет связь меди с поверхностью, позволяя меди двигаться быстрее (Erlebacher et al. 2012).
Эта перегруппировка возможна, потому что медь на поверхности притягивается отрицательными ионами в растворе. Притяжения недостаточно, чтобы растворить медь, но оно ослабляет связь меди с поверхностью, позволяя меди двигаться быстрее (Erlebacher et al. 2012).
Децинкификация обычно происходит в относительно мягких условиях, например, в слабокислых или щелочных растворах (Moss 1969). Например, Weisser (1975) наблюдал обесцинкование латунного предмета после обработки в щелочном растворе.Однако в сильных кислотах и медь, и цинк растворяются, и поверхность не обогащается медью.
Децинкификация также может происходить, когда латунь подвергается воздействию растворов, содержащих ионы хлора, таких как морская вода (Moss 1969). Одним из примеров является удаление цинка с латунных дверей и латунных накладок, подвергшихся воздействию соли против обледенения. Morissette (2008) сообщил о децинкификации набора латунных дверей, которые изменили цвет с желтого на розовый после очистки соляной кислотой.
Латунь
Существует несколько возможных атомных расположений меди и цинка в латуни, но в промышленных латунях важны только альфа- и бета-фазы. Альфа-фаза варьируется от чистой меди до примерно 35% цинка. Бета-фаза имеет содержание цинка около 50 мас.%. Латунь, содержащая от 35% до 50% цинка, представляет собой смесь альфа- и бета-фаз, называемую дуплексной латунью. Коммерческая латунь представляет собой альфа-латунь или дуплексную латунь.
Латунь, содержащая менее 15% цинка по массе, устойчива к обесцинкованию, но латунь с содержанием цинка более 15% по массе подвержена этому явлению.Дуплексная латунь даже более склонна к обесцинкованию, чем альфа-латунь (Scott 2002).
Первым признаком децинкификации латуни является изменение цвета от желтого, характерного для латуни, до лососево-розового цвета чистой металлической меди. Затем розовый цвет может стать красноватым, а затем коричневым, если поверхность меди подвергается коррозии с образованием куприта. Более сильное обесцинкование дает пористый, слабый металл, в основном медь (Диннаппа и Майанна, 1987). Сильное удаление цинка из латунной сантехники может привести к перфорации латуни и вызвать утечку.
Более сильное обесцинкование дает пористый, слабый металл, в основном медь (Диннаппа и Майанна, 1987). Сильное удаление цинка из латунной сантехники может привести к перфорации латуни и вызвать утечку.
Рисунок 1 сравнивает цвет латуни с цветами чистой меди и цинка. Латунь на рисунке представляет собой сплав 70 % меди и 30 % цинка, который известен под различными терминами, такими как «латунь патрона», «сплав C26000» или «латунь C260». Именно сильное различие в цвете между латунью и медью приводит к резким изменениям внешнего вида, когда цинк удаляется из латуни путем удаления цинка.
© Правительство Канады, Канадский институт охраны природы.CCI 129915-0014
Рис. 1. Сверху вниз: картридж из латуни, чистая медь и чистый цинк.
Относительная реакционная способность цинка и меди
При коррозии металла или сплава атомы металла теряют электроны в результате электрохимической реакции и либо растворяются в растворе в виде ионов, либо включаются в продукт коррозии, такой как оксид. В сплаве, в отличие от чистого металла, более реакционноспособный компонент имеет большую склонность к реакции. В латуни цинк более реакционноспособен, чем медь, поэтому цинк теряется преимущественно.
В сплаве, в отличие от чистого металла, более реакционноспособный компонент имеет большую склонность к реакции. В латуни цинк более реакционноспособен, чем медь, поэтому цинк теряется преимущественно.
Относительную реакционную способность цинка и меди можно оценить по их положению на электрохимической шкале. Для этой оценки можно использовать две общие шкалы. Шкала стандартного потенциала восстановления дает значения потенциала электрохимических реакций в стандартных условиях, обычно для концентраций 1 М для всех химических соединений в растворе. По этой шкале цинк имеет потенциал -0,763 В по сравнению со стандартным водородным электродом (SHE), тогда как медь имеет более высокое значение, 0.340 по сравнению с SHE (Дин, 1992). Более низкий потенциал для цинка указывает на то, что цинк более реакционноспособен, а величина разницы, около 1 В, указывает на значительную разницу в реакционной способности.
В качестве альтернативы цинк и медь можно сравнить с помощью гальванического ряда, который дает потенциалы металлов, измеренные в каком-либо растворе, обычно в морской воде. По этой шкале цинк находится в диапазоне от -0,8 до -1,03 В по сравнению со стандартным каломельным электродом (SCE), тогда как медь находится в диапазоне от -0,29 до -0,36 В по сравнению со SCE (LaQue 1975).Здесь цинк примерно на 0,6 В ниже меди, что снова указывает на то, что цинк значительно более реакционноспособен. Гальваническая серия обсуждается далее в учебном ресурсе CCI Understanding galvanic Corrosion.
По этой шкале цинк находится в диапазоне от -0,8 до -1,03 В по сравнению со стандартным каломельным электродом (SCE), тогда как медь находится в диапазоне от -0,29 до -0,36 В по сравнению со SCE (LaQue 1975).Здесь цинк примерно на 0,6 В ниже меди, что снова указывает на то, что цинк значительно более реакционноспособен. Гальваническая серия обсуждается далее в учебном ресурсе CCI Understanding galvanic Corrosion.
Дезинфекция объектов
Примеры обесцинкования объектов
На рис. 2 показана валторна, подвергшаяся децинкификации; для сравнения на рис. 3 показан аналогичный рупор в первозданном виде. Рога изготовлены из латуни, а подвижные ползуны, опоры и стойки — из нейзильбера (сплав меди, цинка и никеля).Децинкифицированный рог использовался в школьном оркестре около тридцати лет, и его редко, если вообще когда-либо, полировали или чистили. Децинкификация была вызвана прикосновением к рогу голыми руками. В музыкальном сообществе обесцинкование латуни в музыкальных инструментах называют «красной гнилью», но этот термин чаще используется в консервации для описания износа кожи.
© Правительство Канады, Канадский институт охраны природы. CCI 129915-0003
Рисунок 2. Валторна (примерно 1966 г.) с розовыми областями, типичными для обесцинкования.
© Правительство Канады, Канадский институт охраны природы. CCI 129915-0002
Рисунок 3. Современная валторна (произведена в 2010 г.) с типичным желтым цветом полированной латуни.
Некоторые коммерческие полироли для медных сплавов являются кислотными и могут вызывать обесцинкование. Обычно этого не замечают, потому что полироль также содержит абразив. Когда полироль втирают в поверхность, абразив удаляет богатую медью поверхность так же быстро, как происходит обесцинкование.Однако если полироль оставить на поверхности, можно наблюдать обесцинкование.
На рис. 4 показан латунный лоток с обесцинковкой, полученной полиролью, содержащей лимонную кислоту. Розовые области на фотографии изначально были закрыты малярным скотчем, который был наклеен вокруг небольшой прямоугольной полоски, оставшейся открытой. Центральную полосу и малярный скотч вокруг нее покрыли кислотным полиролем и оставили на ночь. После того, как полировка была стерта, центральная полоса была чистой и блестящей, вероятно, из-за абразива в полироли.Когда малярную ленту сняли, обнажились розовые участки. Эти области подверглись децинкификации, потому что жидкость из полироли просочилась под ленту или сквозь нее. Децинкификация также происходит при очистке латуни смесью соли и уксуса.
Центральную полосу и малярный скотч вокруг нее покрыли кислотным полиролем и оставили на ночь. После того, как полировка была стерта, центральная полоса была чистой и блестящей, вероятно, из-за абразива в полироли.Когда малярную ленту сняли, обнажились розовые участки. Эти области подверглись децинкификации, потому что жидкость из полироли просочилась под ленту или сквозь нее. Децинкификация также происходит при очистке латуни смесью соли и уксуса.
© Правительство Канады, Канадский институт охраны природы. CCI 129915-0018
Рис. 4. Часть латунного лотка после воздействия кислотной полироли в течение ночи. Розовые области, заклеенные малярной лентой, пострадали от обесцинковки, а на центральной полосе, где ленты не было, следы обесцинковки исчезли при стирании полироли.
Предотвращение децинкификации
Другие элементы могут быть добавлены в латунь с более высокой концентрацией цинка, чтобы сделать латунь более устойчивой к обесцинкованию. Древние латунные сплавы, которые обычно содержат олово или элементы-примеси, лучше противостоят обесцинкованию, чем современные латунные сплавы, содержащие только медь и цинк (Скотт, 2002). Современная оловянная латунь содержит от 0,5 до 1 мас.% олова, добавленного к медно-цинковому сплаву; такие сплавы значительно более устойчивы к обесцинкованию, чем такие же сплавы без олова (Selwyn 2004).Когда это количество олова добавляется к патронной латуни, полученный сплав называется адмиралтейской латунью. Дополнительная защита от обесцинкования достигается, если к оловянной латуни добавляются меньшие количества мышьяка, сурьмы или фосфора, в диапазоне от 0,02 до 0,1% масс. Сегодняшняя адмиралтейская латунь обычно содержит один из этих трех элементов в дополнение к олову.
Древние латунные сплавы, которые обычно содержат олово или элементы-примеси, лучше противостоят обесцинкованию, чем современные латунные сплавы, содержащие только медь и цинк (Скотт, 2002). Современная оловянная латунь содержит от 0,5 до 1 мас.% олова, добавленного к медно-цинковому сплаву; такие сплавы значительно более устойчивы к обесцинкованию, чем такие же сплавы без олова (Selwyn 2004).Когда это количество олова добавляется к патронной латуни, полученный сплав называется адмиралтейской латунью. Дополнительная защита от обесцинкования достигается, если к оловянной латуни добавляются меньшие количества мышьяка, сурьмы или фосфора, в диапазоне от 0,02 до 0,1% масс. Сегодняшняя адмиралтейская латунь обычно содержит один из этих трех элементов в дополнение к олову.
Латунь следует содержать в чистоте и не допускать пыли. Работать с ним следует в перчатках, чтобы избежать контакта с солями и кислотами при потоотделении.Латунь в общественных местах следует регулярно чистить. По возможности следует избегать использования коммерческих полиролей. Некоторые из них содержат кислоты для ускорения очистки; другие содержат аммиак для удаления грязи и жира. Как кислоты, так и щелочные растворы могут вызывать обесцинкование. Вместо этого можно приготовить абразивную суспензию на основе осажденного карбоната кальция или других более твердых абразивов. Подробные инструкции по приготовлению см. в примечании CCI 9/11 «Как сделать и использовать полироль для серебра с осажденным карбонатом кальция ».
Некоторые из них содержат кислоты для ускорения очистки; другие содержат аммиак для удаления грязи и жира. Как кислоты, так и щелочные растворы могут вызывать обесцинкование. Вместо этого можно приготовить абразивную суспензию на основе осажденного карбоната кальция или других более твердых абразивов. Подробные инструкции по приготовлению см. в примечании CCI 9/11 «Как сделать и использовать полироль для серебра с осажденным карбонатом кальция ».
Всякий раз, когда очищается латунь, ее следует хорошо промыть, чтобы удалить все остатки очистки. Остатки коммерческой полироли, оставшиеся на медных сплавах, могут реагировать с медью с образованием зелено-голубых соединений. Лимонная кислота, например, содержится в некоторых лаках и дает зеленый цитрат меди. Даже нереакционноспособные остатки будут заметны, если они скопятся в щелях.
Полированную латунь часто покрывают (например, прозрачным лаком или воском) для защиты блестящей поверхности от потускнения.Такое покрытие также минимизирует обесцинкование, пока слой остается прилипшим и неповрежденным. Недостатком покрытия является то, что оно имеет ограниченный срок службы и требует регулярного ухода или удаления и замены. По вопросам о покрытиях следует проконсультироваться со специалистом по консервации. Для дальнейшего обсуждения ухода за исторической латунью и бронзой обратитесь к Deck (2016) и Harris (2006).
Недостатком покрытия является то, что оно имеет ограниченный срок службы и требует регулярного ухода или удаления и замены. По вопросам о покрытиях следует проконсультироваться со специалистом по консервации. Для дальнейшего обсуждения ухода за исторической латунью и бронзой обратитесь к Deck (2016) и Harris (2006).
Обезцинковка
Признаки обессвинчивания могут быть слабыми и ограничиваться поверхностью латуни, или они могут проникать глубоко в латунь, иногда насквозь.Сильное обесцинкование может потребовать замены детали, если это возможно. Последствия мягкого удаления цинка, напоминающие потускнение серебра, можно устранить с помощью абразивной полировки. Решение об обработке латунного предмета, демонстрирующего легкие эффекты обесцинкования, или о замене латунного предмета, сильно пострадавшего от обесцинкования, должно приниматься совместно реставратором и куратором.
Демонстрация децинкификации латуни
Следующая демонстрация демонстрирует удаление цинка из латуни.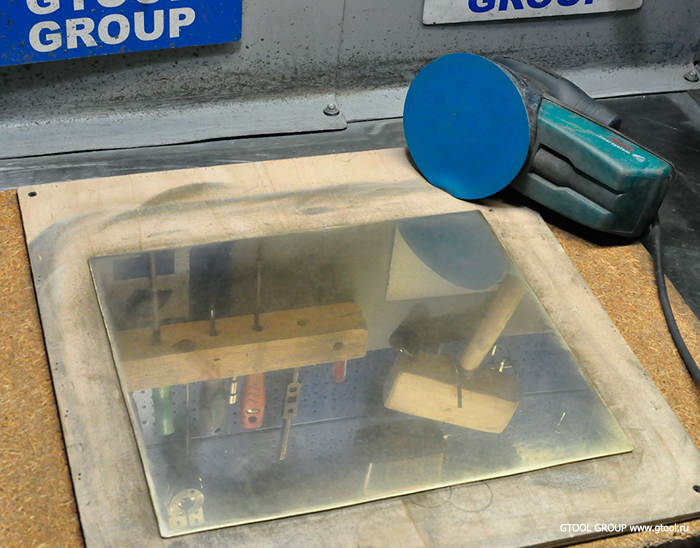 Латунь, используемая в этой демонстрации, представляла собой прокладку с составом 70 % по массе меди и 30 % по массе цинка и толщиной 0,13 мм (0,005 дюйма). Эта толщина является удобным выбором, поскольку латунь можно легко разрезать ножницами или ножницами для листового металла, не сгибая ее. Более толстую латунь труднее резать, а более тонкая латунь согнется или сомнется при резке.
Латунь, используемая в этой демонстрации, представляла собой прокладку с составом 70 % по массе меди и 30 % по массе цинка и толщиной 0,13 мм (0,005 дюйма). Эта толщина является удобным выбором, поскольку латунь можно легко разрезать ножницами или ножницами для листового металла, не сгибая ее. Более толстую латунь труднее резать, а более тонкая латунь согнется или сомнется при резке.
Перед выполнением процедуры децинкификации ознакомьтесь с паспортом безопасности каждого используемого химического вещества. Носите рекомендуемые средства индивидуальной защиты, такие как защита для глаз, одноразовые перчатки (например, нитриловые) и защитную одежду.При работе с соляной кислотой и органическими растворителями по возможности используйте вытяжной шкаф и всегда надевайте одноразовые нитриловые перчатки.
Оборудование и материалы, необходимые для обессвинчивания латуни
- Латунь, размер 51 мм × 13 мм × 0,13 мм
- Соляная кислота, около 0,1 М, pH 1,0 (на кусок латуни требуется около 15 мл)
- Этанол или ацетон
- Вода (дистиллированная или деионизированная)
- Безворсовые салфетки, такие как Kimwipes
- Стакан, 20 мл
- Абразивные листы, такие как обычная наждачная бумага (зернистость 600–1500) или мягкие абразивы, такие как Micro-Mesh (обычная зернистость 1800–6000)
Процедура демонстрации децинкификации
- Обезжирьте латунный образец, протерев его этанолом или ацетоном. (На латунные листы во время изготовления может быть нанесено масляное покрытие.) Не прикасайтесь к поверхности после очистки латуни. Всегда надевайте перчатки и держите изделие за край.
- Отполируйте образец абразивным листом, таким как 6000 Micro-Mesh, используемым в этом примере. Сотрите остатки абразива безворсовой тканью, такой как Kimwipes, используемой в этой процедуре, смоченной этанолом или ацетоном.
- Быстро высушите образец салфеткой, чтобы растворитель не охладил образец за счет испарения; в противном случае вода может сконденсироваться на образце и оставить пятна при высыхании.
- Поместите латунную полоску размером 51 мм × 13 мм в химический стакан на 20 мл.
- Наполните химический стакан 0,1 М соляной кислотой в количестве, достаточном, чтобы покрыть нижнюю половину латунной полоски.
- Проверяйте цвет латуни примерно каждые два часа. При необходимости оставьте образец латуни в растворе на ночь.
- Снимите латунную планку, промойте водой и высушите.
- Отполируйте розовый участок, лишенный цинка, используя серию абразивных листов, таких как те, которые используются в этой процедуре.Начните с 1800 Micro-Mesh, затем используйте 3600, 4000 и, наконец, 6000.
 (На латунные листы во время изготовления может быть нанесено масляное покрытие.) Не прикасайтесь к поверхности после очистки латуни. Всегда надевайте перчатки и держите изделие за край.
(На латунные листы во время изготовления может быть нанесено масляное покрытие.) Не прикасайтесь к поверхности после очистки латуни. Всегда надевайте перчатки и держите изделие за край.
Результаты этой демонстрации
На рис. 5 показано, как обесцинкование происходит во времени. Латунная полоска слева не погружалась в соляную кислоту, а остальные три полоски погружались на разное время. Децинкификация происходила в основном в первые несколько часов, и через 24 часа особых изменений не было.
© Правительство Канады, Канадский институт охраны природы.CCI 129915-0015
Рисунок 5. Четыре полоски латунных прокладок, демонстрирующие децинкификацию после разного времени в 0,1 М соляной кислоте без перемешивания. Слева направо: отсутствие воздействия соляной кислоты, 6 часов воздействия, 24 часа воздействия и 72 часа воздействия.
Слой, полученный в результате удаления цинка в этой демонстрации, достаточно тонкий, чтобы его можно было удалить полировкой. На рис. 6 показана полоска латуни, которая была частично обессцинкована в соляной кислоте в течение 24 часов, а затем частично отполирована.Правые две трети латунной полоски погрузили на 24 часа в кислоту, промыли и затем высушили, получив розовую поверхность. Затем верхняя половина полосы полировалась абразивными листами Micro-Mesh, начиная с 1800, затем 3600, 4000 и, наконец, 6000. Полировка полностью удалила розовый обесцинкованный слой с правого конца латуни. Полированная область на рисунке 6 кажется тусклой, потому что освещение на фотографии было отрегулировано для усиления розового цвета. Вертикальные линии в нижней части латуни на рис. 6 соответствуют производственному процессу.
На рис. 6 показана полоска латуни, которая была частично обессцинкована в соляной кислоте в течение 24 часов, а затем частично отполирована.Правые две трети латунной полоски погрузили на 24 часа в кислоту, промыли и затем высушили, получив розовую поверхность. Затем верхняя половина полосы полировалась абразивными листами Micro-Mesh, начиная с 1800, затем 3600, 4000 и, наконец, 6000. Полировка полностью удалила розовый обесцинкованный слой с правого конца латуни. Полированная область на рисунке 6 кажется тусклой, потому что освещение на фотографии было отрегулировано для усиления розового цвета. Вертикальные линии в нижней части латуни на рис. 6 соответствуют производственному процессу.
© Правительство Канады, Канадский институт охраны природы. CCI 129915-0016
Рисунок 6. Влияние полировки на слегка обесцинкованную латунь.
Благодарности
Особая благодарность Газале Рабии за ее помощь в разработке этой заметки. Спасибо также Роджеру Бэрду за предоставленные валторны, использованные на фотографиях.
Поставщики
Примечание: следующая информация предоставляется только в помощь читателю. Включение компании в этот список никоим образом не означает одобрения ТПП.
Химикаты и лабораторные принадлежности
Химические вещества, такие как 0,1 М соляная кислота, и лабораторные принадлежности можно приобрести у компаний-поставщиков химикатов, таких как Fisher Scientific.
Медные сплавы
Латунная фольга продается Lee Valley Tools в качестве прокладок.
Абразивные листы Micro-Mesh
Абразивные листы Micro-Meshможно приобрести в компании Micro-Surface Finishing Products.
Библиография
Дин, Дж.А. Справочник Ланге по химии , 14-е изд.Нью-Йорк, штат Нью-Йорк: McGraw-Hill, 1992, стр. 8.124–8.139.
Палуба, C. Уход и сохранение исторической латуни и бронзы (формат PDF). Дирборн, Мичиган: Исследовательский центр Бенсона Форда, 2016.
. Диннаппа Р.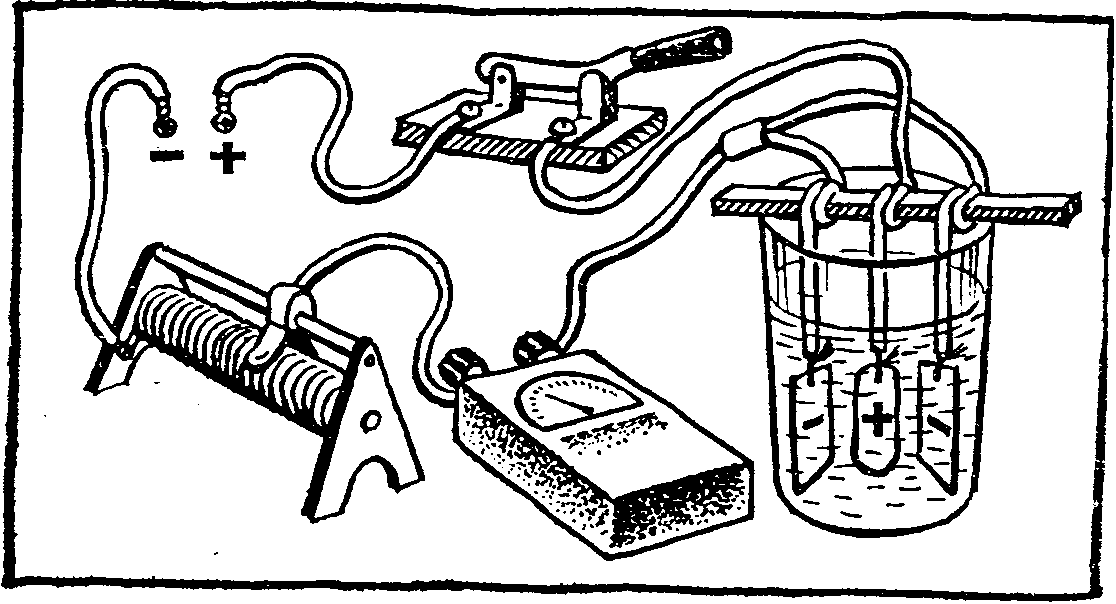 К. и С.М. Майанна. «Децинкификация латуни и ее ингибирование в кислых растворах хлоридов и сульфатов». Corrosion Science 27,4 (1987), стр. 349–361.
К. и С.М. Майанна. «Децинкификация латуни и ее ингибирование в кислых растворах хлоридов и сульфатов». Corrosion Science 27,4 (1987), стр. 349–361.
Эрлебахер, Дж., Р.К. Ньюман и К. Серадзки. «Фундаментальная физика и химия эволюции нанопористости при расслаивании.» В A. Wittstock, J. Biener, J. Erlebacher and M. Bäumer, eds., Нанопористое золото: от древней технологии к высокотехнологичному материалу . Кембридж, Великобритания: Королевское общество химии, 2012, стр. 11–29
Харрис Р. «Металлоконструкции». В Руководство по ведению домашнего хозяйства Национального фонда: уход за коллекциями в исторических домах, открытых для публики . Оксфорд, Великобритания: Баттерворт-Хайнеманн, 2006 г., стр. 248–259.
Лаку, Флорида Морская коррозия: причины и предотвращение .Нью-Йорк, штат Нью-Йорк: Wiley, 1975, с. 179.
Morissette, JR «По всей стране — Dans tout le pays: Квебек, район — Центр охраны Квебека». Бюллетень CAC 33,1 (2008), с. 17.
Бюллетень CAC 33,1 (2008), с. 17.
Мосс, А.К. «Коррозия меди и медных сплавов». Австралазийская коррозионная инженерия 13,5 (1969), стр. 5–11.
Ньюман, Р.К., Т. Шахраби и К. Серадзки. «Прямое электрохимическое измерение децинкификации, включая влияние легированного мышьяка. Corrosion Science 28,9 (1988), стр. 873–886.
Скотт, Д.А. Медь и бронза в искусстве: коррозия, красители, консервация . Лос-Анджелес, Калифорния: Getty Publications, 2002, стр. 27–32.
Selwyn, L. Металлы и коррозия: Справочник для специалиста по консервации . Оттава, Онтарио: Канадский институт охраны природы, 2004 г., стр. 55 и 70.
.Selwyn, L. Как приготовить и использовать полироль для серебра с осажденным карбонатом кальция . Примечания ТПП 9/11.Оттава, Онтарио: Канадский институт охраны природы, 2016.
. Уокер, Г.Д. «РЭМ и микроаналитическое исследование децинкификации латуни в процессе эксплуатации». Коррозия 33,7 (1977), стр. 262–264.
Коррозия 33,7 (1977), стр. 262–264.
Вайссер, Т.С. «Делегирование медных сплавов». Консервация в археологии и прикладном искусстве . Препринты докладов Стокгольмскому конгрессу, 2–6 июня 1975 г. . Лондон, Великобритания: Международный институт сохранения исторических и художественных произведений, 1975, стр.207–214.
Вайсмюллер, Дж., Р.К. Ньюман, Х.-Дж. Джин, А.М. Ходж и Дж.В. Кисар. «Нанопористые металлы в результате коррозии сплавов: формирование и механические свойства». Бюллетень MRS 34,8 (2009), стр. 577–586.
Линдси Селвин
© Правительство Канады, Канадский институт охраны природы, 2019 г.
Кат. №: NM95-57/9-13-2019E-PDF
ISSN 1928-1455
ISBN 978-0-660-28433-0
Également publié во французской версии.
Home
**Как всегда БЕСПЛАТНАЯ лента для журналов при покупке Blackout Brass**
Свяжитесь по электронной почте [email protected] или на веб-сайте www Carolinabrass. net
net
*В ПРОДАЖЕ НА ЭТОЙ НЕДЕЛЕ!!!!*
N EW ПУНКТ: 3D-головоломка с патронами для пулемета $9/’ (электронная почта для индивидуальных заказов)
Blackout * / 500490 500* — .223 5/56 Журнал НАТО $ 7/4
* — .308 / 7,62×51 Латунь $ 119/500 или $ 23/100 ** 45 ACP $ 70 / k (продан)
* — 40 S & W $ 40 / K *
* — 9 мм $ 59 / к
На складе Готов к отправке
* — 300 Blackout Brade ( ОЗЕРНЫЙ ГОРОД) — $159/500 !!!
* — 300 Blackout FRONTIER $145/500 (ПРОДАНО)
*.223 / 5.56 Range Brass $99/k (необработанный, неочищенный)*
**7.62×39 $125/500 (несколько сотен доступных праймеров Boxer) ПРОДАНО
Свяжитесь по электронной почте, чтобы заказать следующее [email protected]
*260 ACK IMP $3 (5 шт.)*
*358 WIN MAG) $3 (8 шт. )
)
* 460 S&W $2 (8 шт.) *
* 7.5х54 3$ (6шт) *
** 224 Валькирия 25$ (54 штуки)
** Военные миксы могут содержать небольшое количество бердана, я постарался отсортировать.
УСЛУГИ ПО КОНВЕРСИИ:
Мы предлагаем услуги по конверсии .223/5.56 на 300 Blackout. Мы берем $ 0,15 каждый. Они полностью обработаны (обжаты, очищены от грунтовки, обрезаны, откалиброваны и отполированы), и у нас обычно есть 2-дневный срок обработки со дня получения. Мы сделаем любой клеймо, которое вам нравится, если оно загрунтовано боксером* (TAA, GFL, ICC, S&B, IMI, LAPUA слишком толстые и не годятся для латуни 300, военные FC также имеют тенденцию быть толще в зависимости от вашего патронника вам может понадобиться снять фаску с латуни, но с коммерческим FC все в порядке) Все, что вам нужно сделать, это отправить латунь нам, и мы заберем ее оттуда, мы выставим вам счет на основе готового счета, когда мы закончим его изготовление, плюс доставка назад. Это так просто!!!
Это так просто!!!
* Мы взимаем 3 доллара за штуку за сломанные штифты для снятия колпачков. Пожалуйста, проверьте гильзу на наличие всех боксерских капсюлей и убедитесь, что все они калибра .223/5.56. Пожалуйста, не отправляйте гильзу пистолета и заряженные патроны вместе с гильзой.
Чтобы разместить и заказать, нажмите на вкладку ИНТЕРНЕТ-МАГАЗИН в правом верхнем углу или на эту ссылку. 843) 338-8711/8689, мы будем рады ответить на телефонные звонки или обработать заказы по электронной почте.
Мы принимаем кредитные карты через Paypal в нашем интернет-магазине, но мы также принимаем кредитные карты, а также денежный перевод или чек, если вы хотите использовать любой из них, просто напишите нам по электронной почте или позвоните нам.
Массовая однократно обожженная латунь для перезарядки рецептов
Массовая однократно обожженная латунь для перезарядки рецептовПодробнее о «оптом однократно обожженной латуни для перезагрузки рецептов»
ОДИН СТРЕЛ ЛАТУНЬ — ОДИН СТРЕЛ ЛАТУНЬ И БОЕПРИПАСЫ
Once Fired Brass и патроны Once Fired Brass и боеприпасы Once Fired Brass и патроны. После обжига латуни После обжига латуни После обжига латуни. Связаться. Связаться. О нас. О нас удовлетворение гарантировано удовлетворение …
После обжига латуни После обжига латуни После обжига латуни. Связаться. Связаться. О нас. О нас удовлетворение гарантировано удовлетворение … From Oncefiredbrassandammo.com
НОВАЯ ЛАТУНЬ И БЫВШИЙ ОБЖИГ НА ПРОДАЖУ — ПЕРЕЗАГРУЗОЧНАЯ ПОСТАВКА США
Латунные гильзы после выстрела для перезарядки. Продается латунь оптом, расфасованная в отдельные упаковки по 50 или 100 штук. Наша Once Fired Brass (OFB) в основном состоит из латуни, отсортированной по размеру, из стали, бердана и алюминиевого корпуса …From usreloadingsupply.ком
ОДИН РАЗ ВЫПОЛНЕННЫЙ ЛАТУНЬ — ВСЕ, ЧТО ВАМ НЕОБХОДИМО ПЕРЕЗАГРУЗИТЬ ЛАТУНЬ, СОТНИ …
Все, что вам нужно для перезарядки латуни, доступны сотни патронов. После выстрела латунь 300 AAC Blackout Brass, 223 латунь, 9 мм латунь, 45 латунь ACP, 308 латунь и многие другие латунные гильзы на выбор. Войдите или зарегистрируйтесь; Главное меню Скидки Аккаунт Вход в систему Проверить корзину заказа Оформить заказ; Все категории; Все категории; 300 AAC затемненная латунь; Once Fired Brass — …From 300aacbrass.
 com
com МАТЕРИАЛ ДЛЯ ПЕРЕЗАГРУЗКИ НА ПРОДАЖУ И ПОДОБНЫЕ …
Продажа новых и бывших в употреблении латунных изделий — US Reloading Supply hot www.usreloadingsupply.com. Оболочки из латуни для перезарядки после выстрела. Продается латунь в индивидуальной упаковке по 50 или 100 штук. Наша латунь Once Fired Brass (OFB) в основном представляет собой латунь, отсортированную по размеру, сталь, бердан и алюминий без кожуха.От listalternatives.com
КАЧЕСТВЕННАЯ ЛАТУНЬ И ПЕРЕЗАГРУЗОЧНЫЕ ПРИНАДЛЕЖНОСТИ ДЛЯ ПРОДАЖИ…
Найдите в нашей коллекции неполированные и полированные латуни калибра 9 мм, 40 S&W, 45 ACP и 223/5,56 после обжига. Мы предлагаем только высококачественные расходные материалы для перезарядки aFrom lonestarbrass.com
ПЕРЕГРУЗКА ЛАТУНИ СКЛАД И АНАЛОГИЧНЫЕ ПРОДУКТЫ И …
О нашей однократно обожженной латуни: латунь НЕ полировалась, не очищалась от грунтовки, не обрезалась и не загружалась, если не указано иное: «Однократно обожженная латунь» — это отраслевой термин, описывающий бывшие в употреблении латунные гильзы. Мы не гарантируем, что все латунные гильзы, которые мы продаем для перезарядки, стреляли только один раз.Наша латунь проверена на не менее 98% калибра на контейнер.
Мы не гарантируем, что все латунные гильзы, которые мы продаем для перезарядки, стреляли только один раз.Наша латунь проверена на не менее 98% калибра на контейнер. От listalternatives.com
DIAMOND K BRASS LLC — РУЖЬЯ ЛАТУННАЯ — .30-06
Diamond K Brass продает лучшую латунь после обжига онлайн. У нас есть расходные материалы для перезарядки боеприпасов, латунные компоненты, гильзы и гильзы для продажи. Закажите онлайн сегодня! Связаться с нами. Свяжитесь с нами через форму 855-357-3030 Facebook. Карта сайта. Распродажа Специальные предложения Карта продуктов Карта сайта Зона помощи. Мой счет. Войти Забыли пароль? Создать учетную запись Свяжитесь с нами.Находить. Находить. 0,00 $ …От diamondkbrass.com
ЛАТУННЫЕ ПЕРЕЗАГРУЗОЧНЫЕ ГИЛЬЗЫ И ПРИНАДЛЕЖНОСТИ ДЛЯ ОДНОРАЗОВОГО ВЫСТРЕЛА
Гильзы Brass Reloading Cartridge после выстрела на Brassworldeshop.com, множество калибров на продажу для вашего удовольствия от перезарядки, перезарядные принадлежности и многое другое.
ЛАТУНЬ ДЛЯ ПРОДАЖИ РУЖЬЯ ДЛЯ ПРОДАЖИ — КАПИТАЛЬНЫЙ ПАТРОН
Однажды выстрелившая винтовка из латуни. Capital Cartridge предлагает на продажу патроны для винтовок всех самых популярных на сегодняшний день калибров.Мы предлагаем множество товаров, способных удовлетворить потребности практически любого энтузиаста перезарядки. Если вам нужно всего несколько коробок выбранного вами калибра, или вы часто стреляете, перезаряжая гильзу за раз, у нас есть партия подходящего размера для вас. Если у вас мало времени и вы хотите их, нажмите …С capitalcartridge.com
MILE HIGH BRASS — ОДИН РАЗ ВЫПОЛНЕННЫЙ ЛАТУНЬ, ПЕРЕЗАГРУЗКА ЛАТУНИ
Mile High Brass — один раз выстрелил латунь, перезарядил латунь. (480) 991-5478. Майл Хай Брасс.От мильhighbrass.ком
ЛАТУННЫЕ ГРУЗОВЫЕ ГИЛЬЗЫ ОДИН РАЗ ВОСПОЛЬЗОВАНИЕМ, ПЕРЕЗАГРУЗКА ЛАТУНИ КОЛОРАДО …
Все латунные гильзы, выпущенные оптом, доступны для международного экспорта или оптовой продажи внутри страны: Сортировать по: Страница . .. Мы не гарантируем, что все латунные гильзы, которые мы продаем для перезарядки, были обстреляны только один раз. Наша латунь проверена на не менее 98% калибра на контейнер. Так как это может быть не 100%, мы наполняем каждую упаковку на 102% от проданного веса. Мы предлагаем гарантию возврата денег, если вы …
.. Мы не гарантируем, что все латунные гильзы, которые мы продаем для перезарядки, были обстреляны только один раз. Наша латунь проверена на не менее 98% калибра на контейнер. Так как это может быть не 100%, мы наполняем каждую упаковку на 102% от проданного веса. Мы предлагаем гарантию возврата денег, если вы … От coloradooncefiredbrass.ком
КОММЕРЧЕСКАЯ ПЕРЕЗАГРУЗКА ЛАТУНЬ | ОДИН ОБЖИГ ЛАТУНЬ
Once Fired Brass обслуживает коммерческие и развлекательные сообщества, занимающиеся перезарядкой, с 2001 года. Наш ассортимент включает в себя полный спектр калибров от ведущих производителей отрасли. Если вам нужно запастись латунью для перезарядки, покупайте у нас. Доступные в картонных коробках по 100 и 250 штук, наши однократно обожженные гильзы подвергаются галтовке, полировке, …From
ОДИН ОБЖИГ ЛАТУНЬ | ONCEFIREDBRASS
Качественная латунь после обжига.Наша компания была основана в 2001 году и предлагает полную линейку латуни Remington, Winchester и Nosler. Если вы заинтересованы в покупке нашей однократно обожженной латуни, мы предлагаем партии 100 и 250 карат, и вся латунь отполирована и готова к перезагрузке. Для популярных винтовок и …
Если вы заинтересованы в покупке нашей однократно обожженной латуни, мы предлагаем партии 100 и 250 карат, и вся латунь отполирована и готова к перезагрузке. Для популярных винтовок и … From Oncefiredbrass.com
ЛАТУНЬ ДЛЯ ПЕРЕЗАГРУЗКИ И АНАЛОГИЧНЫХ ИЗДЕЛИЙ …
Новые и некогда обожженные латуни для продажи — US Reloading Supply best www.usreloadingsupply.com. Латунные гильзы после выстрела для перезарядки. Продается латунь оптом, расфасованная в отдельные упаковки по 50 или 100 штук. Наша латунь Once Fired Brass (OFB) в основном представляет собой латунь, отсортированную по размеру, сталь, бердан и алюминий без кожуха.От listalternatives.com
ОПТОВАЯ ЛАТУНЬ ДЛЯ ПЕРЕЗАГРУЗКИ И АНАЛОГИЧНЫХ ИЗДЕЛИЙ …
Новые и бывшие в употреблении латуни на продажу — поставка перезагрузки в США www.usreloadingsupply.com. Латунные гильзы после выстрела для перезарядки. Продается латунь оптом, расфасованная в отдельные упаковки по 50 или 100 штук. Продается латунь оптом, расфасованная в отдельные упаковки по 50 или 100 штук. Наша Once Fired Brass (OFB) в основном состоит из латуни, отсортированной по размеру, стали, бердану и …
Продается латунь оптом, расфасованная в отдельные упаковки по 50 или 100 штук. Наша Once Fired Brass (OFB) в основном состоит из латуни, отсортированной по размеру, стали, бердану и … From listalternatives.com
ВИНТОВКА | СПЯЩИЙ ГИГАНТ ЛАТУННЫЙ
предлагает винтовочную и пистолетную латунь различных калибров и стадий обработки. Винтовка.17 FIREBALL BRASS Количество в коробке: 100. 65,99 долларов США. 204 RUGER BRASS Количество в коробке: 50. 15,00 долларов США. 20MM ВУЛКАНСКАЯ ЛАТУНЬ Количество в коробке: 1. $6.00. 220 SWIFT BRASS Количество в коробке: 100. $79,99. 221 FIREBALL BRASS Количество в коробке: 100. 65,99 долларов США. 221 FIREBALL NICKEL …От Sleepinggiantbrass.com
АРХИВЫ ИЗ ОБРАБОТАННОЙ ЛАТУНИ — BLUE RIDGE BRASS
Once Fired перезарядка латуни Поиск всех латуни и пуль оптом Запчасти и аксессуары для оружия Калибры 10mm 243 winchester 223 rem / 5.56 NATO 6,5 мм/6 мм Creedmoor 300 blackout 308 Win 30-06 50 BMG 380 ACP 9 мм 357 магнум / 38 Special 357 SIG 40 Smith & Wesson 45 ACP Разное 22 кал. 6 мм/6,5 мм 30 кал. 7 мм/7,62 мм 8 мм …
6 мм/6,5 мм 30 кал. 7 мм/7,62 мм 8 мм … От blueridgebrass.com
ЛАТУНЬ ДЛЯ ПЕРЕЗАГРУЗКИ | ОПТОВАЯ ПРОДАЖА ОДНОРАЗОВАЯ…
Перезарядщики, которым требуется большое количество латуни для перезарядки, испытывают проблемы с поиском большого количества латуни для перезарядки, чтобы выполнить заказы, даже если в их местах есть латунь для продажи.Те, кому нужны стабильные поставки латуни для перезарядки, будут в восторге, увидев оптовые поставки латуни, выпущенной один раз, от Capital Cartridge. Capital предлагает большие партии латуни для однократного обжига …From capitalcartridge.com
ПИСТОЛЕТ ЛАТУННЫЙ | ООО ДЖОРДЖИЯ БРАСС
38 Специально обожженная латунь. 15 долларов США. 5,7 x 28 FN Обожженная смешанная латунь. 60 долларов США. 4,9 звезды 8 отзывов. 357 Магнум обожженная латунь. 25 долларов США. 4,7 звезды 12 отзывов. 45 GAP Обожженная латунь.От gabrass.com
ЛАТУНЬ: ПИСТОЛЕТ И ВИНТОВКА ЛАТУНЬ — БОЕВЫЕ БОЛЕЗНИ EVERGLADES
Добавить в список желаний. 30 06 Латунь для полигона. Рейтинг: 95%. 4 отзыва. Начиная с $ 129,00. Добавить в корзину. Добавить в список желаний. 30 30 Winchester Fired Range Латунь 100 штук.
30 06 Латунь для полигона. Рейтинг: 95%. 4 отзыва. Начиная с $ 129,00. Добавить в корзину. Добавить в список желаний. 30 30 Winchester Fired Range Латунь 100 штук. От evergladesammo.com
ONCE FIRED LAKE CITY BRASS И АНАЛОГИЧНЫЕ ПРОДУКТЫ И …
223 одноразовых латунных гильзы для перезарядки в горячем состоянии www.coloradoncefiredbrass.com. Цена за фунт для нашей однократной стрельбы смешанной 223/5.56 латунь. Минимум-максимум не требуется для заказа. На фунт смешанной латуни 223/5,56 приходится примерно 74 гильзы. Состояние: штампы со смешанными головками, возможно покрытие как латунью, так и никелем. Латунные корпуса сортируются …Из listalternatives.com
ОДНАЖДЫ ВОЕННАЯ ЛАТУНЬ | ЛАТУННАЯ ПЕРЕЗАГРУЗКА
Вся наша когда-то обожженная латунь закупается оптом непосредственно у американских военных и имеет надежное качество. Все Калибры в наличии и готовы к отправке — 26.03.21.Добро пожаловать в Brass Reload, ваш дом для превосходного качества перезарядки армейской латуни. Если вы владелец оружия, энтузиаст перезарядки и сторонник Второй поправки, то вы пришли по адресу…
Если вы владелец оружия, энтузиаст перезарядки и сторонник Второй поправки, то вы пришли по адресу…ДЕШЕВЫЕ ПУЛИ ДЛЯ ПЕРЕЗАГРУЗКИ РЕЦЕПТОВ
Подробнее о «дешевых оптовых пулях для рецептов перезарядки» ПЕРЕЗАГРУЗКА ПУЛЕЙ – НЕОГРАНИЧЕННАЯ ПЕРЕЗАГРУЗКА. Перезарядка пуль. Добавить в список желаний. Добавить в корзину . Hornady 17 CAL .172 20 GR V-MAX $ 21.99. Добавить в список желаний. Добавить в корзину. Hornady 20 Cal .204 32gr V-Max 100/bx $ 21,99. Добавить в список желаний… С сайта reloadingunlimited.com. Смотрите подробности. ПЕРЕЗАГРУЗОЧНЫЕ ПУЛИ НА ПРОДАЖУ — …From tfrecipes.com
9 ММ ОДНОКРАТНО ПЕРЕЗАГРУЗОЧНАЯ ЛАТУНЬ — BLUE RIDGE ЛАТУНЬ
После выстрела перезарядка латуни Поиск Все комплекты латуни и пуль Оптовая продажа Детали и аксессуары для оружия Калибры 10 мм 243 винчестер 223 рем / 5,56 НАТО 6,5 мм / 6 мм Creedmoor 300 blackout 308 Win 30-06 50 BMG 380 ACP 9 мм 357 магнум / 38 Special 357 SIG 40 Smith & Wesson 45 ACP Разное 22 калибра 6 мм/6. 5 мм 30 кал. 7 мм/7,62 мм 8 мм …
5 мм 30 кал. 7 мм/7,62 мм 8 мм … Из blueridgebrass.com
ЛАТУНЬ НАЛИВОМ — RED RIVER RELOADING & НА УЛИЦЕ
Перезагрузка. Пули; Объемные пули; Новая латунь; массовая латунь; пулевые формы и аксессуары; Штангенциркули и инструменты; Подготовка и обрезка корпуса; Штампы и детали; Аксессуары для грунтовки; перезарядка прессов; Перезагрузка книг и DVD; весы и пороховые принадлежности; Держатели оболочки и плиты оболочки; Пыжи для дробовика; Инструменты для точной перезарядки; Лотки, корзины и этикетки; Стрельба…С redriverперезагрузка.ком
ОДНОРАЗОВЫЙ ПИСТОЛЕТ 9 ММ ЛАТУНЬ | АЛМАЗ К ЛАТУНЬ
Предлагаем на продажу расходные материалы для перезарядки, латунные детали и пули. Закажите онлайн сегодня, и он будет отправлен завтра. Diamond K Brass предлагает высококачественную латунь толщиной 9 мм после обжига, готовую к отправке. Мы предлагаем наши 9-миллиметровые латунные гильзы из латуни и никеля, от 500 до 5000 штук. Diamond K Brass предлагает 9 мм после обжига …
Diamond K Brass предлагает 9 мм после обжига … From diamondkbrass.com
ЛАТУНЬ: СКЛАД БОЕПРИПАСОВ
Склад боеприпасов: Латунь — Пистолет Боеприпасы Винтовка Боеприпасы Дробовик Боеприпасы KALASHWOOD МИШЕНИ Снаряжение / ASW SWAG Магазины Боеприпасы Чистка и химикаты Оборудование для перезарядки Перезарядка Компоненты Хранение огнестрельного оружия Аксессуары для стрельбы Оптика и аксессуары Запчасти для огнестрельного оружия Все 22 TCM / 9R ПОДАРОЧНЫЕ СЕРТИФИКАТЫ Пороховые шапки Поставка патронов …С склад боеприпасов.ком
БОЛЬШАЯ ЛАТУНЬ ДЛЯ ПЕРЕЗАГРУЗКИ РЕЦЕПТОВ
Once Fired перезарядка латуни Поиск Все комплекты латуни и пуль Оптовая продажа Детали и аксессуары для оружия Калибры 10мм 243 винчестер 223 рем / 5.56 NATO 6.5мм/6мм Creedmoor 300 blackout 308 Win 30-06 50 BMG 380 ACP 9мм 357 магнум / 38 Special 357 SIG 40 Smith & Wesson 45 ACP Разное 22 кал. 6 мм/6,5 мм 30 кал. 7 мм/7,62 мм 8 мм …Из tfrecipes.
