Закалка ножа в домашних условиях видео: Как закалить нож в домашних условиях: видео, инструкция, советы
Как закалить нож в домашних условиях: видео, инструкция, советы
Вопрос о том, как закалить нож самостоятельно в домашних условиях, не случайно является столь актуальным, ведь именно данная технологическая операция позволяет придать лезвию режущего инструмента требуемую прочность и твердость. Если пренебречь данной процедурой или выполнить ее неправильно, режущая часть вашего ножа будет быстро тупиться, что сделает его использование малоэффективным.
Долговечность и режущая способность ножа определяются твердостью клинка
Даже в том случае, если самодельный нож выполнен из твердого металлического изделия (напильника, рессоры, клапана и др.), ему все равно требуется закалка, так как в процессе изготовления лезвие подвергалось интенсивной механической обработке и, соответственно, нагреву. Проверить, насколько правильно выполнена закалка самодельного ножа в домашних условиях, достаточно просто. Для этого необходимо зажать его лезвие в тисках и начать сгибать по вертикали.
Тем, кто не любит вдаваться в тонкости и детали процесса, можно сразу посмотреть видео с подробным описанием и демонстрацией одного из способов закалки ножа в домашних условиях. Если же вы хотите ознакомиться с технологией более подробно, рекомендуем прочитать всю статью.
Температурный режим
Может показаться, что в закалке ножа нет ничего сложного, но, как и в любой другой технологической операции, при ее выполнении надо учитывать ряд нюансов. Первое, что следует контролировать, чтобы правильно закалить клинок, – это равномерность и постепенность нагрева. Если пренебречь этим требованием и выполнять нагрев ножа слишком быстро, это приведет к тому, что в структуре металла будут формироваться слишком крупные зерна, что сделает изделие хрупким. Для стальных сплавов, относящихся к различным категориям, используются разные температурные режимы выполнения закалочных операций:
- стали, относящиеся к группе низкоуглеродистых сплавов, – 727–950°;
- высокоуглеродистые стальные сплавы – 680–850°;
- стали, содержащие в своем составе легирующие элементы, – 850–1150°.

Режимы обработки коррозионно стойких жаропрочных сталей
В домашних условиях не всегда можно воспользоваться таким прибором, как пирометр, при помощи которого определяют температуру нагрева металла. Между тем определить степень нагрева изделия из стали можно, если воспользоваться обычным магнитом. Суть этой несложной методики заключается в том, что у каждого металла есть так называемая точка Кюри, при которой из ферромагнитного он превращается в парамагнитный материал, то есть перестает притягиваться к магниту.
Следовательно, если лезвие разогретого ножа перестало притягиваться к магниту, температура его нагрева достигла точки Кюри (посмотреть ее значение для различных металлов можно в специальных таблицах).
Особенности технологии
В домашних условиях, если правильно подойти к делу, можно качественно закалить любой нож. Это может быть охотничий или складной нож, штык-нож или изделие в виде крюка, клинок, выполненный из напильника или подшипника, нож-бабочка и др. Несколько сложнее закалить в домашних условиях изделия, изготовленные из нержавеющих сталей, но и такая задача решаема, если внимательно изучить технологию процесса и подобрать соответствующее нагревательное оборудование.
Это может быть охотничий или складной нож, штык-нож или изделие в виде крюка, клинок, выполненный из напильника или подшипника, нож-бабочка и др. Несколько сложнее закалить в домашних условиях изделия, изготовленные из нержавеющих сталей, но и такая задача решаема, если внимательно изучить технологию процесса и подобрать соответствующее нагревательное оборудование.
В качестве охлаждающей среды при выполнении закалки как в производственных, так и в домашних условиях используют различные материалы. Так, наиболее распространенные охлаждающие среды – вода и масло – обеспечивают следующие скорости охлаждения нагретого стального изделия:
- масло при комнатной температуре – 150°/с;
- масло, нагретое до температуры 200°, – 300°/с;
- вода, температура которой составляет чуть выше 20°, – 450°/с;
- ледяная вода – 600°/с.
В некоторых случаях закалку выполняют с охлаждением изделия в промежуточной среде, в качестве которой может использоваться расплавленный свинец.Такую методику, в частности, используют, закаливая ножи, которые изготовлены из напильников.

Отжиг ножа на открытом огне требует пристального внимания
Самой главной проблемой, с которой вы можете столкнуться, пытаясь в домашних условиях закалить нож, является перекаливание металла, что приводит к значительному увеличению его хрупкости. Надо также очень внимательно следить за равномерностью нагрева закаливаемого ножа, чтобы не столкнуться с образованием поперечных трещин на его лезвии.
Существует несложное правило, которого следует придерживаться, чтобы не столкнуться с такой проблемой: та часть лезвия, которая не будет затачиваться, нагревается трижды до фиолетового цвета, что соответствует температуре 285°, а режущая часть нагревается только один раз до желтого цвета, после чего степень ее нагрева проверяют при помощи магнита. Более подробно познакомиться с такой методикой можно, просмотрев соответствующее видео.
Цвета каления и побежалости углеродистых и малолегированных сталей
На нержавеющих сталях цвета побежалости появляются в той же последовательности, но при более высоких температурах
Различные охлаждающие среды обеспечивают и разную глубину закаленного слоя (прокаливаемость). Так, при охлаждении при помощи воды сталь прокаливается со скоростью 1 мм в секунду, а при использовании в качестве охлаждающей среды масла эта скорость уменьшается почти в два раза. Чтобы закалить обоюдоострый нож, получив твердые режущие кромки и упругую сердцевину, надо сделать следующее: нагретый до требуемой температуры клинок сначала опускают на две секунды в воду, а затем помещают в масло.
Так, при охлаждении при помощи воды сталь прокаливается со скоростью 1 мм в секунду, а при использовании в качестве охлаждающей среды масла эта скорость уменьшается почти в два раза. Чтобы закалить обоюдоострый нож, получив твердые режущие кромки и упругую сердцевину, надо сделать следующее: нагретый до требуемой температуры клинок сначала опускают на две секунды в воду, а затем помещают в масло.
Еще одной технологией, позволяющей качественно закалить режущую кромку у лезвия со значительной толщиной, является закалка ножа в графите. Используя такую технологию, подробности которой также легко изучить по видео, можно качественно закалить ножи различных моделей и конфигураций (охотничий, штык-нож, нож-бабочка и др.). При этом качественно выполнить такую закалку можно и в домашних условиях.
Самодельный нож после закалки в графите
Нередко требуется осуществить зонный отпуск уже закаленного ножа, чтобы сделать его среднюю часть более упругой, сохранив твердость режущих лезвий. В домашних условиях такая технологическая операция выполняется по нижеприведенному алгоритму.
В домашних условиях такая технологическая операция выполняется по нижеприведенному алгоритму.
- Средняя часть клинка разогревается при помощи металлического прутка диаметром 10 мм, раскаленного до максимума.
- После прогрева средней части клинка его опускают в кипяток и выдерживают в нем на протяжении 2 часов.
- После выдержки в кипятке клинок опускают в ледяную воду.
После выполнения всех вышеописанных манипуляций вы получите нож, средняя часть лезвия которого подвергнута низкому отпуску.
Определять температуру отпуска можно по цветам побежалости – радужной пленке, появляющейся при нагреве зачищенной поверхности ножа: от светло-желтого (поз. 1) до голубоватого (поз. 6)
Если вы пробуете закалить свой нож в домашних условиях, следует придерживаться двух правил, которые позволят вам получить качественный результат.
- Объем используемой охлаждающей жидкости должен быть достаточно большим (минимум 20 литров). В противном случае жидкость будет сильно нагреваться, что изменит температурный режим и скорость охлаждения, а это в свою очередь отрицательно повлияет на результат всей технологической операции.
- Чтобы теплоотдача от нагретого ножа была равномерной и его не повело в процессе закалки, им нельзя двигать в охлаждающей среде – надо держать его неподвижно.

Правила качественной закалки
Существует еще несколько несложных правил, которые позволяют сделать закалку ножа в домашних условиях максимально качественной.
- Прежде чем приступать к поверхностной или глубокой закалке ножа, изготовленного из определенной марки стали, можно подобрать режимы выполнения такой технологической операции, воспользовавшись пластинками, выполненными из такого же материала. Первую пластинку используют, чтобы более точно подобрать требуемую температуру нагрева. Для этого металлическую пластину необходимо нагреть неравномерно: одну часть – до максимальной температуры, вторую – до минимальной. Затем нагретую пластину опускают в воду или масло и после полного остывания зажимают в тисках, ломают и смотрят на излом металла.
- Следующим этапом экспериментов с металлическими пластинками является подбор оптимальной охлаждающей среды. Используя различные охлаждающие среды (вода, масло, жидкий свинец и др.), закалите пластину до такого состояния, чтобы она, будучи зажатой в тисках, ломалась при отклонении в 30°. После этого необходимо выполнить отпуск пластины, также подбирая различные охлаждающие среды и температурные режимы. В результате такой операции вы должны добиться того, чтобы пластина, зажатая в тисках, ломалась при угле ее отклонения в 45°.
- Чтобы избежать появления на лезвии закаливаемого ножа поверхностных трещин, изделие требуется предварительно отжечь. При выполнении такой технологической операции, для которой желательно использовать муфельную печь с регулятором температуры, надо придерживаться следующих правил: нагрев ножа выполняют как можно дольше, медленно и равномерно.


Следуя таким несложным рекомендациям, вы даже в домашних условиях сможете закалить нож правильно, получив в итоге прочный и долговечный инструмент с отличными режущими свойствами.
Как правильно закалить нож в домашних условиях
Многие домашние мастера увлекаются самостоятельным изготовлением ножей. Их изделия проходят сложный путь многократной ковки, травления, механической обработки. Но чтобы нож получился прочным и служил долго, его необходимо закалить — подвергнуть воздействию высокой температуры. После термообработки физико-механические свойства металла существенно улучшаются.
Как закалить ножВыбор стали для закалки ножа
Сплав железа с углеродом называют сталью. В состав сплава добавляют и другие металлы и неметаллы, для придания стали определенных свойств. В качестве добавок используются молибден, ванадий, цинк, хром, вольфрам, кальций и многие другие. Чем ниже доля углерода в сплаве, тем он пластичнее. Такие материалы обладают высокой прочностью, но низкой износостойкостью и подвержены коррозии. Чтобы закалить нож, нужно точно знать, из какого именно сплава он изготовлен.
Чем ниже доля углерода в сплаве, тем он пластичнее. Такие материалы обладают высокой прочностью, но низкой износостойкостью и подвержены коррозии. Чтобы закалить нож, нужно точно знать, из какого именно сплава он изготовлен.
Высоколегированные сплавы обладают высокой прочностью и упругостью, их лезвие способно рассекать даже металл.
Как изготовить камеру для закаливания металла
Для закалки клинка лучше изготовить специализированную печь. Печь позволяет закалить металл, нагревая его до определенных температур по заданному графику и так же по плану охлаждать. Камера печи имеет габариты 20×10×7,7 см и делается из огнеупорной глины.
Сначала потребуется изготовить каркас из плотного картона. Картон надо пропитать парафином, чтобы сырая глина не прилипла к нему. На каркас наносится слой сырой глины таким образом, чтобы полностью облеплять его. Особенно тщательно нужно вылепить стыки, чтобы там не осталось щелей. Отдельно лепится дверка.
Самодельная камера для закаливания металла
Обе заготовки нужно высушить на открытом воздухе. После высыхания их прокаливают в печи при 90-110 °С, удаляя остаточную влажность. Далее следует довести температуру до 900 °С для окончательного обжига. Остывать заготовки должны медленно, в закрытой печи. Петли для дверцы следует навесить таким образом, чтобы она открывалась в горизонтальной плоскости.
После высыхания их прокаливают в печи при 90-110 °С, удаляя остаточную влажность. Далее следует довести температуру до 900 °С для окончательного обжига. Остывать заготовки должны медленно, в закрытой печи. Петли для дверцы следует навесить таким образом, чтобы она открывалась в горизонтальной плоскости.
Теперь настало время сделать нагреватель. Потребуется проволока из нихрома, диаметром 0,75 миллиметра. Следует отмерить 18 м проволоки и аккуратно и ровно, виток к витку, но без касаний, намотать ее на корпус печи. Обмотку промазывают сырой глиной, чтобы исключить возможность межвиткового замыкания. В корпусе следует проделать отверстия: одно для установки измерительной термопары, другое — для визуального наблюдения. Весть самодельная печка будет около десяти килограммов.
Закалка стали в домашних условиях
Самый простой способ закалить заготовку — на открытом огне. Так закаляли металлические изделия наши предки. Закаливать приходится проводится «на глаз», без точных измерений температуры, поэтому для получения более или менее приемлемого качества придется потренироваться.
Так закаляли металлические изделия наши предки. Закаливать приходится проводится «на глаз», без точных измерений температуры, поэтому для получения более или менее приемлемого качества придется потренироваться.
Закалка стали в домашних условиях
Как закалить нож
Для этого потребуется:
- открытый огонь;
- емкость с минеральным маслом;
- емкость с водой;
- клещи с длинными рукоятками.
Чтобы закалить заготовку, следует дождаться малинового цвета пламени и положить деталь на угли. Пламя белого цвета обладает слишком высокой температурой, в нем деталь перегреется. Нужно также следить за тем, чтобы на детали не появлялось синих или черных областей. После того, как деталь прогрелась до равномерного темно-красного свечения, ее вынимают из пламени клещами и быстро погружают на три секунды в емкость с маслом. Это действие повторяют несколько раз, задерживая изделие в масле несколько дольше.
На последнем этапе закалки ножа в домашних условиях его погружают в емкость с водой.
 Воду необходимо немного взболтать. Будьте осторожны — при контакте с водой капельки масла могут брызгаться.
Воду необходимо немного взболтать. Будьте осторожны — при контакте с водой капельки масла могут брызгаться.
Источник тепла
Для того, чтобы закалить металлические изделия, применяют разные источники тепла:
- муфельная печка;
- пропановая горелка;
- кузнечный горн;
- паяльная лампа.
Эксперты сходятся на том, что проведение термообработки в муфельной печи дает наилучший результат при закаливании ножа. Это объясняется стабильностью температурных параметров, равномерностью прогрева и возможностью контроля и оперативной корректировки температуры.
- Муфельная печка
- Кузнечный горн
Следующими по качеству будут горелка и паяльная лампа, если не полениться выложить для них временную печку из огнеупорных кирпичей.
Температура нагрева
Температурный режим имеет исключительное значение для качественного закаливания ножа.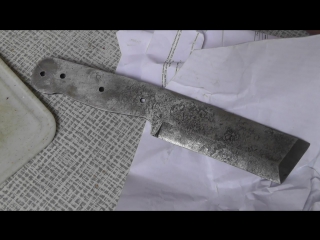 Если заготовку недогреть – закалить ее не получится, если же перегреть — она потеряет прочность, деформируется или разрушится. Сплавы с низким содержанием углерода следует закалить при температуре 730-945 °С. Высокоуглеродистые нужно закалить в диапазоне 678-851 °С. Чтобы закалить легированные сплавы, их нагревают до 850-1150 °С
Если заготовку недогреть – закалить ее не получится, если же перегреть — она потеряет прочность, деформируется или разрушится. Сплавы с низким содержанием углерода следует закалить при температуре 730-945 °С. Высокоуглеродистые нужно закалить в диапазоне 678-851 °С. Чтобы закалить легированные сплавы, их нагревают до 850-1150 °С
Охлаждение
Что бы качественно закалить металл, очень важно не только выдержать правильный температурный режим охлаждения, но и подобрать подходящую охлаждающую жидкость. Нержавеющие сплавы должны охлаждаться в минеральном масле с определенными присадками. Низколегированные стали охлаждают в водных растворах, содержащих специальные добавки.
Охлаждение ножа в минеральном масле
Неверный выбор охлаждающей жидкости может свести на нет всю работу и необратимо испортить заготовку.
Отпуск
После термообработки в заготовке накапливаются внутренние напряжения. Они снижают прочность, твердость и упругость детали. Деталь становится хрупкой и не способна выдерживать проектные нагрузки. Чтобы избавиться от внутренних напряжений и довести механические характеристики до расчетных значений, применяют процедуру отпуска.
Деталь становится хрупкой и не способна выдерживать проектные нагрузки. Чтобы избавиться от внутренних напряжений и довести механические характеристики до расчетных значений, применяют процедуру отпуска.
В ходе отпуска проводится повторный нагрев заготовки до температуры пластичности, но, в отличие от закаливания, остывает она плавно, в естественных условиях. Для различных материалов существуют свои индивидуальные графики отпуска. Так, при закаливании ножа заготовку повторно нагревают до 250 °С и оставляют остывать в муфельной печи.
Отпуск стали
Правила качественной закалки
Профессионалы и опытные любители сформулировали несколько правил качественной закалки ножей:
- Необходимо позаботиться о защите рукояти при нагреве, травлении и других интенсивных воздействиях. Лучше всего на время этих работ рукоятку разобрать.
- Для того чтобы проверить качество закаливания, к лезвию подводят напильник и делают несколько движений. Если закалка прошла успешно — напильник скользит по лезвию. Если нет — процедуру придется повторить.
- Если прислушаться к заготовке во время закаливания, то начиная с некоторого момента можно услышать легкое посвистывание. Это признак того, что закалка состоялась и нож можно доставать.
- При охлаждении нож опускают в жидкость вертикально, спинкой вниз. Это позволит избежать термических деформаций.
- При охлаждении в воде, перед тем, как опустить нож, следует добавить в воду щепотку соли и размешать ее.
 Если нет — процедуру придется повторить.
Если нет — процедуру придется повторить.
Настоящее мастерство закалки ножей приходит только с опытом. Поэтому сначала лучше потренироваться на не очень ценных экземплярах.
Закалка ножа в домашних условиях
Нож – незаменимый инструмент для человека практически с того самого момента, когда человечество научилось создавать колюще — режущие предметы. С древних времен люди обрабатывали металлы для своих нужд. Вопрос термообработки до сих пор является актуальным для владельцев ножей, так как закаливание способно придать лезвию необходимый уровень прочности. За клинком необходимо правильно ухаживать, иначе он потеряет свои функции.
Вопрос термообработки до сих пор является актуальным для владельцев ножей, так как закаливание способно придать лезвию необходимый уровень прочности. За клинком необходимо правильно ухаживать, иначе он потеряет свои функции.
Особенности
В основе термической обработки лежит процесс полиморфного превращения. При нагреве до определённой температуры кристаллическая решетка металла изменяется и принимает другую форму. После этого инструмент подвергают резкому охлаждению, чаще всего в воде. За счет полиморфного превращения увеличивается твердость, но существенным минусом является снижение прочности. Не допустить это поможет отпуск – еще один вид термообработки. В таком случае температуру понижают медленно, чтобы снять напряжение в структуре.
Существуют и другие виды закаливания, например, без перехода кристаллической решетки из одной формы в другую.
Не каждый нож можно нагревать. Для этой процедуры обычно подходят клинки из нержавеющей стали или же сплавы. У них мартенситная структура и высокая твердость. Если использовать технологию отпуска, то можно добиться увеличения вязкости сплава, из-за чего будущее изделие можно применять в различных сферах.
Если использовать технологию отпуска, то можно добиться увеличения вязкости сплава, из-за чего будущее изделие можно применять в различных сферах.
Можно закалить или весь кинжал целиком, или какую-то его определенную часть, которая и должна быть самой прочной. На этом основано деление процесса на два вида: локальный и глобальный.
Выбор стали для закалки ножа
Сталь представляет собой сплав железа с углеродом. Иногда в качестве примесей могут быть и другие химические элементы, например, хром, никель, молибден, ванадий и др. Исходя из массовой доли углерода в сплаве, существуют разные виды сталей: высокоуглеродистая, легированная, конструкционная и т. д.
Важно помнить, что низкое содержание углерода в составе увеличивает пластичность, а значит, предмет будет тверже и прочнее, но ему грозит быстрое изнашивание и коррозия.
Как изготовить камеру для закаливания металла?
Если дома присутствует муфельная печь, то своими руками очень просто закалять стальной нож. В печи можно обрабатывать различные металлические изделия и придавать им необходимые характеристики. Для ее создания используют специальную глину, которая обязательно должна обладать огнеупорным свойством. Из нее лепят камеру и ее стенки не должны по толщине превышать 1 см. Размеры печки для комфортного домашнего использования составляют 210*105*75 мм.
В печи можно обрабатывать различные металлические изделия и придавать им необходимые характеристики. Для ее создания используют специальную глину, которая обязательно должна обладать огнеупорным свойством. Из нее лепят камеру и ее стенки не должны по толщине превышать 1 см. Размеры печки для комфортного домашнего использования составляют 210*105*75 мм.
Прежде чем изготавливать печь, необходимо создать картонную основу и тщательно пропитать ее парафином во избежание прилипания. Затем с изнанки формы начинают наносить глину, во избежание усадки во время сушки. Глина способна самостоятельно отсоединиться от картонной формы после того, как затвердеет. Точно так же изготовляется дверь для печки.
Обе глиняные части сушатся на воздухе. Окончательно удалить остатки влаги возможно, подвергнув детали стоградусной температуре в печи, а затем поднимают нагрев до 900 градусов и обжигают камеру и дверь. Впоследствии их оставляют медленно остывать, не вынимая из печи.
Дверку при помощи напильника и петли присоединяют к камере. Она должна открываться горизонтально. Не стоит забывать про шлифовку.
Она должна открываться горизонтально. Не стоит забывать про шлифовку.
На следующем этапе на камеру накручиваются 18 метров нихромовой проволоки, причем ее толщина должна составлять строго 0,75 мм. Первый и последний витки проволоки скручивают и, кроме этого, намазывают все расстояние между витками глиной, чтобы не было риска возникновения короткого замыкания.
После этого на дверцу необходимо установить керамическую деталь, используя болты и прокладки. Необходимо использование асбестовой крошки для того, чтоб заполнить углубления и отверстия между элементами нагревания и каркасом.
Кроме вышеперечисленного, нужно сделать разъем и шнур с вилкой стандартного размера.
Очень удобно просверлить в камере пару дырок диаметром 1 и 2 см и приделать к ним маленькие металлические шторки. Дырочки нужны для установления термопары, а также наблюдением за процессом нагрева.
В итоге созданная закалочная печка весит примерно 10 кг.
Для облегчения понимания можно посмотреть видео:
 youtube.com/embed/iWKa2NTO0bc» allowfullscreen=»allowfullscreen»/>
youtube.com/embed/iWKa2NTO0bc» allowfullscreen=»allowfullscreen»/>
Закалка стали в домашних условиях
Закаливать нож в домашних условиях не представляет большой трудности, если делать все правильно.
Предмет можно закалить на открытом огне, например, на костре, что достаточно легко выполнимо. Для этого процесса необходим огонь, две емкости, само изделие для закалки и кузнечные клещи (или что-то, похожее на них). В тары помещается масло, а в другую – вода.
После зажигания костра на раскаленные угли кладут предмет. Важно знать, что пламя должно быть окрашено в малиновый цвет, но ни в коем случае не в белый. Если огонь белого цвета, то есть риск перегрева ножа. Также на его кромке ножа не должно быть черных пятен и синего цвета. Таким образом, при закаливании необходимо быть очень внимательным, чтоб не испортить предмет.
На втором этапе инструмент вытаскивают из костра и, осторожно держа его при помощи клещей, начинают опускать в масло. Частота опускания – примерно на 3 секунды. По мере остывания промежуток увеличивается. Действия должна быть четкими и резкими.
Частота опускания – примерно на 3 секунды. По мере остывания промежуток увеличивается. Действия должна быть четкими и резкими.
На третьем этапе закаленный нож опускают в тару с водой. При этом необходимо ее немного взбалтывать. Очень важно помнить, что маленькие остатки масла на инструменте могут неожиданно загореться при помещении в воду.
Таким образом, если соблюдать все условия, в первую очередь осторожность и внимательность, то закаливание лезвия пройдет без происшествий.
Источник тепла
При закалке можно использование разнообразных закаливающих приборов: муфельная печь, паяльная лампа, газовая горелка, горн.
Муфельная печь является оптимальным вариантом, так как продукты сгорания никаким образом не воздействуют на клинок, а помимо этого нагрев постоянный и равномерный.
За неимением печки можно использовать паяльную лампу, но для поддержания равномерного нагрева придется сделать своеобразный шалашик из кирпичей.
Иногда можно соорудить открытый горн, представляющий собой ямку в земле, которую необходимо обложить кирпичами. Внутри ямки разводится костер.
Внутри ямки разводится костер.
Температура нагрева
Очень важно соблюдать правильную температуру – если она будет слишком низкая, то изделие не закалится до конца, же перегреется и деформируется или треснет.
- Низкоуглеродистая сталь нагревается при температуре 727–950°С.
- Высокоуглеродистая — 680–850°С.
- Если в составе стали содержатся легирующие элементы, то температура должна быть 850–1150°.
Охлаждение
От правильного подбора охлаждающей среды зависит очень многое, ведь для различных стальных изделий необходимы разные виды охлаждения. Например, для низколегированных сталей необходимо охлаждение в водных растворах, в отличие нержавейки – для нее используют неводные, например, масляные растворы. Неправильный выбор охлаждения способен испортить клинок.
Отпуск
Уже упоминалось, что после закалки предмет может стать хрупким, что ограничит круг его функций. Для предотвращения этого используют так называемый отпуск, при помощи чего можно вернуть ножу его прочность.
Отпуск в своей сути является повторным нагревом изделия, но на этот раз охлаждение идет медленно, вплоть до остывания на воздухе естественным путем. Отпуск классифицируют по-разному в зависимости от температуры. То, что подойдет одному предмету, не сгодится для другого и наоборот. Для лезвия оптимально использование низкотемпературного отпуска – до 250 градусов.
Правила качественной закалки
- При помещении ножа в довольно агрессивную среду следует помнить о рукояти, необходимо позаботиться, чтоб она не пострадала.
- Очень просто можно проверить, хорошо ли закален клинок – прислонить к лезвию напильник и подвигать его. Если оно гнется и кажется липким, то процесс закалки не прошел до конца, а значит, необходимо повторить процедуру.
- По звуку во время обработки можно определить, готов образец или нет. Если слышны звуки, похожие на свист, но закалка готова и можно переходить к охлаждению.
Опускать лезвие можно только вертикально и плотной частью вниз, полностью неподвижно. Если соблюдать это правило, то нож не деформируется и не испортится. - Если толщина ножа очень значительна, то можно применить способ закалки в графите. Плюс этого метода в том, что нагреву подвергается исключительно режущая часть изделия.
- Не рекомендуется окунать нож в чистую воду, в нее следует добавить соль. Такой прием поможет избежать трещин.
 Если соблюдать это правило, то нож не деформируется и не испортится.
Если соблюдать это правило, то нож не деформируется и не испортится.Закалка ножа в домашних условиях видео
Нож – незаменимый инструмент для человека практически с того самого момента, когда человечество научилось создавать колюще — режущие предметы. С древних времен люди обрабатывали металлы для своих нужд. Вопрос термообработки до сих пор является актуальным для владельцев ножей, так как закаливание способно придать лезвию необходимый уровень прочности. За клинком необходимо правильно ухаживать, иначе он потеряет свои функции.
Особенности
В основе термической обработки лежит процесс полиморфного превращения. При нагреве до определённой температуры кристаллическая решетка металла изменяется и принимает другую форму. После этого инструмент подвергают резкому охлаждению, чаще всего в воде. За счет полиморфного превращения увеличивается твердость, но существенным минусом является снижение прочности. Не допустить это поможет отпуск – еще один вид термообработки. В таком случае температуру понижают медленно, чтобы снять напряжение в структуре.
При нагреве до определённой температуры кристаллическая решетка металла изменяется и принимает другую форму. После этого инструмент подвергают резкому охлаждению, чаще всего в воде. За счет полиморфного превращения увеличивается твердость, но существенным минусом является снижение прочности. Не допустить это поможет отпуск – еще один вид термообработки. В таком случае температуру понижают медленно, чтобы снять напряжение в структуре.
Существуют и другие виды закаливания, например, без перехода кристаллической решетки из одной формы в другую.
Не каждый нож можно нагревать. Для этой процедуры обычно подходят клинки из нержавеющей стали или же сплавы. У них мартенситная структура и высокая твердость. Если использовать технологию отпуска, то можно добиться увеличения вязкости сплава, из-за чего будущее изделие можно применять в различных сферах.
Можно закалить или весь кинжал целиком, или какую-то его определенную часть, которая и должна быть самой прочной. На этом основано деление процесса на два вида: локальный и глобальный.
Выбор стали для закалки ножа
Сталь представляет собой сплав железа с углеродом. Иногда в качестве примесей могут быть и другие химические элементы, например, хром, никель, молибден, ванадий и др. Исходя из массовой доли углерода в сплаве, существуют разные виды сталей: высокоуглеродистая, легированная, конструкционная и т. д.
Важно помнить, что низкое содержание углерода в составе увеличивает пластичность, а значит, предмет будет тверже и прочнее, но ему грозит быстрое изнашивание и коррозия.
Как изготовить камеру для закаливания металла?
Если дома присутствует муфельная печь, то своими руками очень просто закалять стальной нож. В печи можно обрабатывать различные металлические изделия и придавать им необходимые характеристики. Для ее создания используют специальную глину, которая обязательно должна обладать огнеупорным свойством. Из нее лепят камеру и ее стенки не должны по толщине превышать 1 см. Размеры печки для комфортного домашнего использования составляют 210*105*75 мм.
Размеры печки для комфортного домашнего использования составляют 210*105*75 мм.
Прежде чем изготавливать печь, необходимо создать картонную основу и тщательно пропитать ее парафином во избежание прилипания. Затем с изнанки формы начинают наносить глину, во избежание усадки во время сушки. Глина способна самостоятельно отсоединиться от картонной формы после того, как затвердеет. Точно так же изготовляется дверь для печки.
Обе глиняные части сушатся на воздухе. Окончательно удалить остатки влаги возможно, подвергнув детали стоградусной температуре в печи, а затем поднимают нагрев до 900 градусов и обжигают камеру и дверь. Впоследствии их оставляют медленно остывать, не вынимая из печи.
Дверку при помощи напильника и петли присоединяют к камере. Она должна открываться горизонтально. Не стоит забывать про шлифовку.
На следующем этапе на камеру накручиваются 18 метров нихромовой проволоки, причем ее толщина должна составлять строго 0,75 мм. Первый и последний витки проволоки скручивают и, кроме этого, намазывают все расстояние между витками глиной, чтобы не было риска возникновения короткого замыкания.
После этого на дверцу необходимо установить керамическую деталь, используя болты и прокладки. Необходимо использование асбестовой крошки для того, чтоб заполнить углубления и отверстия между элементами нагревания и каркасом.
Кроме вышеперечисленного, нужно сделать разъем и шнур с вилкой стандартного размера.
Очень удобно просверлить в камере пару дырок диаметром 1 и 2 см и приделать к ним маленькие металлические шторки. Дырочки нужны для установления термопары, а также наблюдением за процессом нагрева.
В итоге созданная закалочная печка весит примерно 10 кг.
Для облегчения понимания можно посмотреть видео:
Закалка стали в домашних условиях
Закаливать нож в домашних условиях не представляет большой трудности, если делать все правильно.
Предмет можно закалить на открытом огне , например, на костре, что достаточно легко выполнимо. Для этого процесса необходим огонь, две емкости, само изделие для закалки и кузнечные клещи (или что-то, похожее на них). В тары помещается масло, а в другую – вода.
Для этого процесса необходим огонь, две емкости, само изделие для закалки и кузнечные клещи (или что-то, похожее на них). В тары помещается масло, а в другую – вода.
После зажигания костра на раскаленные угли кладут предмет. Важно знать, что пламя должно быть окрашено в малиновый цвет, но ни в коем случае не в белый. Если огонь белого цвета, то есть риск перегрева ножа. Также на его кромке ножа не должно быть черных пятен и синего цвета. Таким образом, при закаливании необходимо быть очень внимательным, чтоб не испортить предмет.
На втором этапе инструмент вытаскивают из костра и, осторожно держа его при помощи клещей, начинают опускать в масло. Частота опускания – примерно на 3 секунды. По мере остывания промежуток увеличивается. Действия должна быть четкими и резкими.
На третьем этапе закаленный нож опускают в тару с водой. При этом необходимо ее немного взбалтывать. Очень важно помнить, что маленькие остатки масла на инструменте могут неожиданно загореться при помещении в воду.
Таким образом, если соблюдать все условия, в первую очередь осторожность и внимательность, то закаливание лезвия пройдет без происшествий.
Источник тепла
При закалке можно использование разнообразных закаливающих приборов: муфельная печь, паяльная лампа, газовая горелка, горн.
Муфельная печь является оптимальным вариантом, так как продукты сгорания никаким образом не воздействуют на клинок, а помимо этого нагрев постоянный и равномерный.
За неимением печки можно использовать паяльную лампу, но для поддержания равномерного нагрева придется сделать своеобразный шалашик из кирпичей.
Иногда можно соорудить открытый горн, представляющий собой ямку в земле, которую необходимо обложить кирпичами. Внутри ямки разводится костер.
Температура нагрева
Очень важно соблюдать правильную температуру – если она будет слишком низкая, то изделие не закалится до конца, же перегреется и деформируется или треснет.
- Низкоуглеродистая сталь нагревается при температуре 727–950°С.
- Высокоуглеродистая – 680–850°С.
- Если в составе стали содержатся легирующие элементы, то температура должна быть 850–1150°.

Охлаждение
От правильного подбора охлаждающей среды зависит очень многое, ведь для различных стальных изделий необходимы разные виды охлаждения. Например, для низколегированных сталей необходимо охлаждение в водных растворах, в отличие нержавейки – для нее используют неводные, например, масляные растворы. Неправильный выбор охлаждения способен испортить клинок.
Отпуск
Уже упоминалось, что после закалки предмет может стать хрупким, что ограничит круг его функций. Для предотвращения этого используют так называемый отпуск, при помощи чего можно вернуть ножу его прочность.
Отпуск в своей сути является повторным нагревом изделия, но на этот раз охлаждение идет медленно, вплоть до остывания на воздухе естественным путем. Отпуск классифицируют по-разному в зависимости от температуры. То, что подойдет одному предмету, не сгодится для другого и наоборот. Для лезвия оптимально использование низкотемпературного отпуска – до 250 градусов.
Для лезвия оптимально использование низкотемпературного отпуска – до 250 градусов.
Правила качественной закалки
- При помещении ножа в довольно агрессивную среду следует помнить о рукояти, необходимо позаботиться, чтоб она не пострадала.
- Очень просто можно проверить, хорошо ли закален клинок – прислонить к лезвию напильник и подвигать его. Если оно гнется и кажется липким, то процесс закалки не прошел до конца, а значит, необходимо повторить процедуру.
- По звуку во время обработки можно определить, готов образец или нет. Если слышны звуки, похожие на свист, но закалка готова и можно переходить к охлаждению.
Опускать лезвие можно только вертикально и плотной частью вниз, полностью неподвижно. Если соблюдать это правило, то нож не деформируется и не испортится. - Если толщина ножа очень значительна, то можно применить способ закалки в графите. Плюс этого метода в том, что нагреву подвергается исключительно режущая часть изделия.
- Не рекомендуется окунать нож в чистую воду, в нее следует добавить соль. Такой прием поможет избежать трещин.
 Такой прием поможет избежать трещин.
Такой прием поможет избежать трещин.Рекомендуем также к прочтению:
Есть в обиходе человека разумного такие обыденные инструменты, о необходимости которых мы как-то и не задумываемся. Но так бывает не всегда: например, стоит нашему ножу затупиться, и сразу же появляется ощущение дискомфорта. Для того, чтобы счастливо избежать подобных ситуаций, надо разобраться, как закалить нож в домашних условиях, ведь вопрос этот актуален, так как без правильной операции столь нужный инструмент становится абсолютно неэффективным, а значит, и вовсе бесполезным.
Если же самодельный нож в прошлой жизни был, например, рессорой или напильником, то ему в любом случае потребуется закалка, ведь механическая обработка лезвия всегда подразумевает его нагрев. Проверить качество ее можно и дома. Для этого зафиксируйте нож в тисках, а потом начинайте его сгибать. Если он сломается, когда угол сгиба минует отметку в 45°, то изделие ваше было, увы, качественным.
Они есть, поэтому закалка ножей — операция, которую нельзя назвать элементарной. Первое правило гласит, что нагрев клинка должен происходит постепенно и равномерно. Если на это условие махнуть рукой, то очень быстрый нагрев приведет к формированию довольно крупных зерен в структуре металла, а следствием станет чрезмерная хрупкость изделия. Потому для каждого стального сплава подойдет только свой температурный режим. Например:
- высокоуглеродистые сплавы способны выдержать температуру от 680 до 850°С;
- низкоуглеродистые — от 727 до 950°С;
- легированные сплавы могут устоять при температуре от 850 до 1150°С.
Как можно определить температуру нагрева дома? Пирометр, могущий помочь, в отличие от ножей, присутствует далеко не в каждом доме, но есть другой доступный метод — использование простейшего магнита. У всех металлов есть одно интересное свойство: каждый из них имеет свою точку Кюри: пройдя ее, он переходит из ферримагнитного состояния в парамагнитное. Если говорить человеческим языком, то он просто перестает «страстно» реагировать на магнит. Когда у разогретого лезвия к магниту «притяженья больше нет», значит, температура нагрева добралась до критической — точки Кюри.
Если говорить человеческим языком, то он просто перестает «страстно» реагировать на магнит. Когда у разогретого лезвия к магниту «притяженья больше нет», значит, температура нагрева добралась до критической — точки Кюри.
При домашней процедуре закалки существует самая большая проблема — перекаливание металла, приводящее к тому, что хрупкость материала увеличивается очень сильно. Если не обращать пристального внимания на равномерность прогрева, можно получить другой дефект — на лезвии образуются поперечные трещины.
Однако есть возможность избежать печальных последствий — заучить правило, позволяющее без проблем закалять ножи и в будущем. Оно гласит, что режущую часть лезвия можно нагревать лишь единожды до желтого цвета, проверяя магнитом, а часть, которая не будет принимать участие в заточке, нагревается три раза до температуры, равной 280°С, что будет соответствовать фиолетовому цвету.
Домашняя закалка и ее хитростиКачественная закалка может быть успешно выполнена и дома, надо только иметь правильный подход к столь увлекательному процессу и вашему инструменту — складному или охотничьему ножу, самоделке из напильника или ножу бабочке. Проблема станет немного серьезнее, если ваше изделие выполнено из нержавейки, но и в этом случае решение найдется, надо лишь познакомиться с нюансами процедуры и подготовить необходимое оборудование для нагрева.
Проблема станет немного серьезнее, если ваше изделие выполнено из нержавейки, но и в этом случае решение найдется, надо лишь познакомиться с нюансами процедуры и подготовить необходимое оборудование для нагрева.
Пара абзацев об охлаждающих средах
Такой охлаждающей средой способны быть различные вещества. Наиболее же популярными, ввиду их доступности, являются масло и вода. Поэтому ознакомьтесь со скоростями охлаждения изделий из стали:
- Вода. Если ее температура немного превышает отметку в 20°, то скорость охлаждения будет 450°/с. Когда она ледяная, то значение выше — 600°/с.
- Масло. Его комнатная температура позволить охладить клинок со скоростью 150°, если же его разогреть до 200°, то это значение возрастет вдвое.
Надо отметить и такое явление, как прокаливаемость. Она означает глубину закалки слоев. Если в качестве охлаждающей среды выступает вода, скорость прокаливания стали составляет 1 мм/с, если же используется масло, скорость уменьшается почти вдвое.
 Выход есть, однако, даже для обоюдоострого инструмента: сначала клинок нагревается до нашей точки, потом опускается на пару секунд в воду, после чего его перемещают в масло.
Выход есть, однако, даже для обоюдоострого инструмента: сначала клинок нагревается до нашей точки, потом опускается на пару секунд в воду, после чего его перемещают в масло.Графитовая закалка
Закалка в графите замечательно подойдет для закалки режущей кромки у ножа с довольно толстым лезвием. Такая технология позволяет сделать качественную обработку разнообразных моделей, а проведение этой процедуры в домашних условиях не составит особого труда. Ознакомиться с процессом можно, но лучше сделать это, посмотрев видео.
Отправляем нож в зонный отпуск
Возможна и зонная закалка ножа, если лезвия вас устраивают, но хочется, чтобы и средняя часть приобрела большую упругость. Тогда алгоритм обработки следующий:
- Берется прут, диаметр которого 10 мм. Он разогревается «до белого каления», после чего прикладывается к средней части ножа.
- После того, как эта часть основательно прогрелась, клинок отправляют в кипяток, в котором его оставляют на 2 часа.
- Когда выдержка подойдет к концу, нож следует опустить в ледяную воду.

Такая операция называется низким отпуском. То, что надо учесть для качественного резуль5ек4утата:
- Малый объем жидкости не сможет обеспечить должный результат: жидкость быстро нагреется, а из-за этого произойдет как изменение необходимой скорости охлаждения, так и нарушение температурного режима. Минимальное количество воды в этом случае составляет 20 литров.
- Положение клинка в охлаждающей среде должно быть зафиксированным, в ином случае возникнут проблемы с равномерностью теплоотдачи, что приведет к неутешительным для ножа последствиям.
Они достаточно просты, но позволят вам и вашему ножу выйти из сложной «передряги» с честью.
Любая закалка изделия определенной марки должна начинаться с предварительных проб, для которых используются несколько пластин, изготовленных из аналогичного материала. Первый тестовый образец используется для выбора оптимальной температуры нагрева: одну часть греют по максимуму, другую же минимально.
Первый тестовый образец используется для выбора оптимальной температуры нагрева: одну часть греют по максимуму, другую же минимально.
Потом пластина помещается в охлаждающую среду, в роли которой выступает или масло, или вода. Когда образец полностью остыл, его фиксируют в тисках и разламывают, после чего с лупой изучают место излома. При идеально проведенной закалке металл должен приобрести крупнозернистую структуру.
Теперь берется следующий опытный образец. Его участью станет проверка охлаждающего вещества. Их необходимо использовать несколько, можно добавить к нашим «героям» и жидкий свинец. После того, как закаленная пластина будет ломаться при отклонении ее на 30°, можно продолжать эксперименты — как с температурными режимами, так и с охлаждающими веществами. Результат будет достигнут, если после этих манипуляций пластина сломается именно при угле 45°.
Для защиты режущих инструментов от трещин им требуется предварительный отжиг. Эта операция должна производиться на определенном оборудовании — в муфельной печи, оснащенной регулятором температуры. Надо помнить, что процесс нагрева обязан быть медленным и равномерным.
Надо помнить, что процесс нагрева обязан быть медленным и равномерным.
В том деле, что называется «Как закалить нож в домашних условиях» нужно разобраться со всем тщанием, тогда ваши ножи останутся целыми, а их лезвия всегда будут острыми.
Посмотрите видео, относящееся к этому процессу:
Поверхностная закалка ножа обеспечивает дополнительную прочность режущему основанию. Термическая обработка стальной заготовки значительно улучшает механические и физические свойства этого предмета.
Если пренебрегать данным требованием, то увеличивается риск быстрого стирания металлической пластины. Простым языком, нож будет постоянно тупиться, что скажется на эксплуатационных качествах.
В нашем материале мы поговорим как сделать закалку ножа в домашних условиях. Здесь представлены рекомендации от профессионалов, которые знают все тонкости работы с металлом.
Из какого материала делают ножи?
Для производства ножей используют сплав углерода и железа. При нагревании этих компонентов образуется высокоуглеродистая сталь.
Данный материал способен справиться с резким перепадом температурного режима. Помимо этого, он отличается высокой плотностью и устойчивостью к различным механическим воздействиям.
Изделия из чистой углеродистой стали имеют довольно высокую стоимость. Чтобы сократить расходы материалов и компонентов, многие мастера предпочитают добавлять специальные добавки.
Для этого они используют следующие вещества:
- Молибден;
- Ванадий;
- Цинк;
- Вольфрам;
- Кальций.
Если в составе заготовки отмечают минимальное количество углеродистой стали, то какие изделия получаются эластичными. Они требуют правильной закалки, которая обеспечит им дополнительную прочность.
Изготавливаем камеру для закаливания металла
Перед тем как приступить к обработке металлического основания необходимо подготовить соответствующее оборудование.![]() Особое внимание рекомендуется уделить печи, в которой будет производиться обработка высокой температурой.
Особое внимание рекомендуется уделить печи, в которой будет производиться обработка высокой температурой.
Печная камера должна иметь габариты 30см х 20см х10 см. Ее изготавливают из огнеупорной глины и кирпича. Глиняный состав не должен содержать в себе каких-либо примесей.
Конструкция печи представляет собой прямоугольник. Стены и задняя панель выполняется на одном уровне. Впереди устанавливают металлическую дверь на петлях. Это позволит сохранять температуру внутри печной конструкции.
Для закалки стали понадобится от 300 до 900 градусов. Данный параметр напрямую зависит от материала, из которого выполнено металлическое изделие. Например, для закалки ножа из напильника понадобится температура равная 500 градусам.
В составе данного материала отмечают высокое содержание стали и минимальное количество вольфрама. Готовый предмет получается довольно прочным и долговечным.
Процесс закалки стали в домашних условиях
Самым простым способом закалки заготовки считается открытый огонь. Подобным методом пользовались ещё наши предки более 100 лет назад. Процесс обработки производится «на глаз».
Подобным методом пользовались ещё наши предки более 100 лет назад. Процесс обработки производится «на глаз».
Для рабочего процесса понадобятся следующие материалы и инструменты. К ним относятся:
- Огонь;
- Большая емкость с маслом;
- Ведро холодной воды;
- Металлические клещи с длинными рукоятками. Они помогут аккуратно доставать и опускать железо для дальнейшего накаливания.
Первым делом необходимо добиться нужной температуры. В печь отправляем горючий материал в виде дров и угля. Пламя начинает менять свой оттенок от ярко-оранжевого до малинового.
виды закалки, их особенности и инструкция
Как закалить нож в домашних условиях? Такой вопрос возникает у многих домашних умельцев. Закалка металла — это один из видов термообработки, которая позволяет деформировать и изменять состояние вещества.
Таким способом улучшения свойств оружия пользовались еще с давних времен. К примеру, в Средневековье закалку использовали для повышения прочности и твердости различных предметов: начиная от обычных ножей и заканчивая топорами и серпами.
Благодаря развитию технологий, сейчас данная термообработка доступна не только на промышленных предприятиях, где есть специальное оборудование, но и в домашних условиях. Об этом мы подробно поговорим в данной статье.
Особенности закалки стали
Как уже говорилось ранее, закалка является одним из видов термообработки металлов. Она подразумевает нагрев температуры тела до такой степени, что становится доступным изменение его кристаллической решетки. После такой обработки нож или другой объект из металла становится несколько тверже и прочнее, плюс к этому полностью теряется его пластичность до следующей закалки.
Также существует понятие отпуска. Это другой вид термообработки, с помощью которого понижается напряжение металла, которое он приобретает в процессе закалки.
Стоит знать, что закалка производится исключительно над нержавеющими стальными телами, а также сплавами, из которых они изготавливаются. Благодаря своей структуре изделие обладает высоким показателем твердости, который влияет на его хрупкость. При правильной термообработке, а также последующем быстром отпуске можно снизить хрупкость объекта и позволить его использование во множестве сфер.
Благодаря своей структуре изделие обладает высоким показателем твердости, который влияет на его хрупкость. При правильной термообработке, а также последующем быстром отпуске можно снизить хрупкость объекта и позволить его использование во множестве сфер.
Правильное охлаждение (отпуск)
Для того чтобы добиться необходимых свойств металла, нужно с ответственностью подойти к выбору охлаждающей среды, в которой данный процесс будет протекать.
Перечень охлаждающих сред, которые подойдут для нашего дела, выглядит следующим образом:
- Одна среда с жидкостью. Лучше всего подойдет холодная вода. Тело помещается внутрь и находится там до своего полного охлаждения.
- Две среды с разными жидкостями. Как и в первом случае, в первую среду помещается вода, и изделие первым делом отправляется туда. После первостепенного охлаждения оно помещается в масло или солевой раствор.
- Далее идет стандартное струевое охлаждение. Здесь ничего сложного и особенного: изделие просто размещается под струю холодной воды до охлаждения. Отлично подойдет для случаев, когда необходимо нагреть какой-то отдельный элемент всего изделия.
- Метод специального ступенчатого охлаждения, в котором используется несколько различных температурных режимов.
 Здесь ничего сложного и особенного: изделие просто размещается под струю холодной воды до охлаждения. Отлично подойдет для случаев, когда необходимо нагреть какой-то отдельный элемент всего изделия.
Здесь ничего сложного и особенного: изделие просто размещается под струю холодной воды до охлаждения. Отлично подойдет для случаев, когда необходимо нагреть какой-то отдельный элемент всего изделия.Правильный температурный режим
Перед началом процесса закалки стали в домашних условиях необходимо разобраться в температурном режиме, который обязательно нужно соблюдать для достижения качественного результата. Изделие необходимо равномерно нагреть до температуры порядка 700−850 градусов Цельсия, после чего быстро отпустить до 400−500 одним из вышеописанных способов.
Как закалить металл в домашних условиях
Существует большое количество способов, подразумевающих различную технику и другие приспособления. Однако в данной статье мы рассмотрим два наиболее популярных, которые лучше всего подойдут для домашних условий: в печи или духовке и на костре.
Принципиального различия между данными способами не существует. Главное — поместить нож или другое изделие в печь или костер и следить за его температурой.
Первым делом происходит отжиг, то есть главный шаг термообработки. Важно следить за температурой стали и не допустить перегрева. Если нет специального прибора, которым можно измерить ее текущий показатель, можно оценивать его по цвету каления:
- Оранжевый — от 950 до 1000 градусов;
- Красно-оранжевый — от 900 до 950;
- Красный — от 800 до 900;
- Темновато-красный — от 750 до 800 градусов;
- Красно-бордовый — от 700 до 750;
- Бордовый — от 650 до 700;
- Коричнево-красный — от 550 до 650;
- Красновато-коричневый — от 500 до 550 градусов.
Также проверить готовность закалки можно с помощью обычного магнита. Если он перестал «липнуть» к металлу, то его температура составляет порядка 760 градусов, и необходимо как можно быстрее переходить к охлаждению.
Для более удобного отпуска также можно сверяться по цвету изделия, таким образом:
- Серый — 350 градусов;
- Голубой — 300−350 градусов;
- Синий — 300 градусов;
- Фиолетовый — 280 градусов;
- Красно-коричневый — 260 градусов;
- Желто-коричневый — 250 градусов;
- Соломенно-желтый — 240 градусов;
- Светло-желтый — 200−240 градусов.
Итак, как видите, довольно просто произвести закалку изделия из стали в домашних условиях. Однако всегда нужно помнить о мерах безопасности, а также иметь в виду инструкцию, описанную в данной статье.
основные этапы и правила процедуры
Закалка металла – правило качественной термообработки ножа. Используемые сорта стали. Требования к нагревательной камере. Процедура закалки в домашних условиях: необходимые материалы. Особенности источников тепла. Охлаждение и отпуск заготовки.
Особенности источников тепла. Охлаждение и отпуск заготовки.
Закалка металла – это технологическая процедура, цель которой заключается в придании материалу дополнительных эксплуатационных характеристик. Операция не отличается особой сложностью – при необходимости ее можно провести даже в домашних условиях.
Данная процедура относится к категории термической обработки металла. Для достижения положительного результата материал необходимо нагреть, а затем охладить в определенной среде. Температурные параметры зависят от типа металла.
Закалка ножа способна придать инструменту повышенную прочность. При соблюдении правил обработки это свойство сохраняется десятилетиями. Современный рынок предлагает потребителям широкий выбор ножей. По этой причине процедура закалки особо востребована, поскольку сейчас риск приобрести некачественное изделие очень велик. Кроме того, термообработку проводят домашние мастера, которые предпочитают изготавливать ножи самостоятельно.
Правила качественной закалки
Чтобы правильно закалить лезвие ножа или любого другого металлического инструмента, следует соблюдать определенные правила. В противном случае можно легко испортить клинок.
Суть термообработки металла заключается в его нагреве до определенной температуры, при которой происходит изменение структуры кристаллической решетки. Далее заготовку охлаждают в водяной или масляной среде.
Закалку выполняют для достижения следующих целей:
- повышения твердости верхнего слоя изделия;
- увеличения прочности;
- повышения сопротивления на изгиб за счет снижения пластичности;
- уменьшения веса при сохранении эксплуатационных параметров.
Существует множество методов закалки металла. Основные отличия зависят от следующих параметров:
- степени нагрева;
- скорости достижения рабочей температуры;
- продолжительности термообработки;
- скорости охлаждения.
Степень нагрева зависит от содержания в металле углерода и других примесей. В качестве единицы измерения закалки обычно используют максимальную температуру.
Лучшая ножевая сталь для каления
Чтобы результат термообработки соответствовал ожиданиям, следует узнать, из какого именно металла или сплава сделан нож. Это поможет подобрать оптимальные параметры для проведения рассматриваемой процедуры.
Самым распространенным материалом для режущих предметов является сталь – сплав железа с углеродом. Известно множество ее разновидностей, которые обладают своими достоинствами и недостатками. Например, нержавеющие сорта стали, которые характеризуются повышенным содержанием углерода и наличием дополнительных примесей, отличаются хорошими режущими свойствами и стойкостью кромки лезвия. Многие производители предпочитают использовать высокоуглеродистую сталь в качестве основного ножевого материала. Особой популярностью пользуется сорт 420 НС.
Стали с низким содержанием углерода отличаются высокой пластичностью и твердостью. Вместе с тем материал будет обладать низкой устойчивостью к износу и коррозии.
Ведущие производители в качестве базового сырья используют следующие сорта стали:
- Ламинированная. Представляет собой сварной композитный материал. Сердцевину изготавливают из твердой высокоуглеродистой стали, которую снаружи покрывают более вязким и визуально привлекательным веществом. Например, дамаском.
- Гомогенная. Противоположность многокомпонентным материалам. Это сталь с высокой однородностью, для производства которой применяют порошковые технологии.
Любителям самостоятельной работы можно посоветовать использовать в качестве заготовки обычный напильник. Можно применять отработанный инструмент со сточенной поверхностью – это совершенно не повлияет на качество будущего изделия. В качестве основного материала советских напильников использовалась твердая нелегированная углеродистая сталь У10, которая является отличным сырьем для изготовления ножа.
Требования к камере для закаливания
Камеру для закалки ножа можно изготовить из подручных материалов без особых вложений. Самая простая конструкция с хорошими функциональными качествами состоит из нескольких мягких кирпичей и пропановой горелки.
В качестве горючего материала можно использовать кислородно-ацетиленовую смесь. Она способна разогреть заготовку до 2800 °C, что практически в четыре раза превышает аналогичный показатель пропана. Некоторой сноровки требует регулировка интенсивности пламени. Единственный недостаток смеси – очень высокая стоимость.
Главное в горне – выбор кирпичей из нужного материала. Они должны быть изготовлены из огнеупорной глины. Это залог длительной работы всей конструкции. Если вы планируете закалять ножи большой длины, можно сделать горн на полтора или два кирпича.
При выборе горелки на пропане следует обращать внимание на наличие регулирующего клапана. Это позволит подбирать оптимальный температурный режим, исходя из размеров и типа ножа.
Отверстие для нагревательной камеры можно выполнить обычным сверлом. Огнеупорные материалы не отличаются высокой твердостью, так что эта процедура не отнимает много времени. Кроме того, необходимо выполнить боковое отверстие для пламени горелки. Следует помнить, что сопло должно располагаться на расстоянии 2–3 см от края кирпича.
С помощью такой конструкции можно быстро и удобно нагревать ножи небольшого размера. Альтернативные источники тепла будут рассмотрены ниже.
Процесс закалки ножа в домашних условиях
Рассматриваемая процедура не особо сложная, поэтому научиться закаливать ножи в домашних условиях сможет даже человек без опыта подобных работ.
Для проведения термообработки понадобятся:
- две емкости, в одной из которых вода, а в другой – масло;
- источник тепла;
- клещи или инструмент с аналогичными функциями;
- заготовка.
Нож можно закалить даже на обычном костре. Заготовку кладут на раскаленные угли, где она нагревается до нужной температуры. При этом необходимо обратить внимание на пламя. Белый цвет указывает на высокую температуру. В этом случае высок риск перегрева заготовки. Как показывает опыт, оптимальный цвет для выполнения обработки – малиновый. В процессе нагрева наблюдайте за лезвием: на его поверхности не должны появляться черные или синие пятна. Это свидетельствует о том, что процесс протекает с нарушениями технологии.
После того как нож приобретет равномерный темно-красный оттенок, его достают из огня с помощью клещей и опускают в масло. Это действие необходимо повторить 3–4 раза. Длительность первого погружения не должна превышать 3 секунд. По мере остывания лезвия интервал постепенно увеличивают. Данную процедуру следует выполнять четко и быстро, без лишних движений.
Последний этап – опускание заготовки в воду. Соблюдайте осторожность: при контакте с жидкостью частицы масла могут загореться или начать брызгаться.
Выбор источника тепла
Закалка ножа – ответственная процедура, успех которой во многом зависит от выбора источника тепла. Как было написано выше, открытый огонь или горн из мягких кирпичей неплохо справляется со своими функциями. Сейчас мы рассмотрим еще одну рабочую конструкцию, которая также заслуживает внимания.
Речь идет о муфельной печи. Она позволит нагреть нож до необходимой температуры по заданному графику. Для сборки конструкции понадобится глина, обладающая огнеупорными свойствами. Из нее делают камеру нагрева и стенки печи. Приблизительные размеры приспособления:
- длина – 200–220 мм;
- ширина – 100–120 мм;
- высота – 70–80 мм;
- толщина стенок – 10 мм.
В первую очередь следует сделать каркас из картона с парафиновой пропиткой, которая предотвратит прилипание глины к стенкам. Печь и дверцу лепят отдельно. В процессе выполнения работ нужно учесть возможность усадки материала. Кроме того, важно, чтобы в стыках отсутствовали полости.
Заготовки должны сохнуть в естественных условиях. Для удаления остатков влаги их прокаливают в печи при температуре 90–100 ºC. Окончательный обжиг выполняют при 900 ºC. Охлаждение должно протекать медленно. Для этого заготовки оставляют в печи до полного остывания.
Термоэлемент проще всего изготовить из нихромовой проволоки, сечением 0,75 мм и длиной 18 м. Обмотка должна быть ровной, без соприкосновений витков между собой.
Во избежание межвиткового замыкания следует промазать обмотку сырой глиной.
В завершение рекомендуют выполнить в корпусе два отверстия. Первое необходимо для установки термопары, а второе – для визуального контроля над закалкой ножа.
Температура нагрева
От соблюдения температурного режима зависит качество обработки ножа. Недостаточный нагрев ведет к неполной закалке. В результате не образуется мартенситной структуры или остаются участки феррита в зависимости от типа стали. Это приводит к снижению твердости ножа.
Аналогичный результат возможен в случае «подстуживания» заготовки. Это значит, что деталь нагрели до заданной температуры, однако в процессе переноса изделия из печи в закалочный бак прошло много времени. Такое случается при закалке ножей небольшого размера, особенно при значительной удаленности емкости с жидкостью.
Перегрев заготовки ведет к деформации изделия или появлению трещин. Для справки приведем рабочую температуру закалки отдельных сортов стали:
- низкоуглеродистая – 730–945 ºC;
- легированная – 850–1150 ºC;
- высокоуглеродистая – 678–851 ºC.
Охлаждение и графитовая закалка
При значительной толщине режущей кромки ножа можно прибегнуть к методу закалки графитом. Этот способ также подходит для повышения качества самоделок, изготовленных из подручных инструментов. Суть метода заключается в закалке ножа через графитовую стружку.
Охлаждение заготовки – важный этап обработки. Особенности процедуры зависят от типа ножа. Например, низколегированную сталь охлаждают в воде. Для ножей из нержавейки используют минеральное масло со специальными присадками.
Процедура отпуска
После термической обработки в структуре ножа накапливаются внутренние напряжения. Они негативно влияют на эксплуатационные качества, снижая прочность, твердость и упругость. Для устранения внутренних напряжений выполняют отпуск металла. Эта процедура начинается с нагрева ножа до пластичности материала.
Основное отличие от закалки заключается в методе охлаждения. Процедура протекает в естественных условиях, без резких перепадов температуры.
Для достижения наилучших результатов рекомендуют выполнять отпуск в муфельной печи. В ней процедура охлаждения будет протекать плавно.
Для проверки качества обработки рекомендуем использовать обычный напильник. При недостаточной обработке изделие будет липнуть к нему, а кромка лезвия согнется. В этом случае можно попробовать спасти изделие путем повторного отжига и закалки.
Некоторые считают, что наилучший эффект достигается при использовании сургуча и скипидара.
А вы пробовали выполнять закалку ножа самостоятельно? Какой метод обработки вы считаете наилучшим? Напишите ваше мнение в блоке комментариев.
Как закалить нож в домашних условиях: видео, инструкция, советы
Вопрос о том, как закалить нож самостоятельно в домашних условиях, не случайно является столь актуальным, ведь именно данная технологическая операция позволяет придать лезвию режущего инструмента требуемую прочность и твердость. Если пренебречь данной процедурой или выполнить ее неправильно, режущая часть вашего ножа будет быстро тупиться, что сделает его использование малоэффективным.
Долговечность и режущая способность ножа определяются твердостью клинка
Даже в том случае, если самодельный нож выполнен из твердого металлического изделия (напильника, рессоры, клапана и др.), ему все равно требуется закалка, так как в процессе изготовления лезвие подвергалось интенсивной механической обработке и, соответственно, нагреву. Проверить, насколько правильно выполнена закалка самодельного ножа в домашних условиях, достаточно просто. Для этого необходимо зажать его лезвие в тисках и начать сгибать по вертикали. Если нож сломается при угле сгиба больше 45°, значит, закалка выполнена правильно.
Тем, кто не любит вдаваться в тонкости и детали процесса, можно сразу посмотреть видео с подробным описанием и демонстрацией одного из способов закалки ножа в домашних условиях. Если же вы хотите ознакомиться с технологией более подробно, рекомендуем прочитать всю статью.
Температурный режим
Может показаться, что в закалке ножа нет ничего сложного, но, как и в любой другой технологической операции, при ее выполнении надо учитывать ряд нюансов. Первое, что следует контролировать, чтобы правильно закалить клинок, – это равномерность и постепенность нагрева. Если пренебречь этим требованием и выполнять нагрев ножа слишком быстро, это приведет к тому, что в структуре металла будут формироваться слишком крупные зерна, что сделает изделие хрупким. Для стальных сплавов, относящихся к различным категориям, используются разные температурные режимы выполнения закалочных операций:
- стали, относящиеся к группе низкоуглеродистых сплавов, – 727–950°;
- высокоуглеродистые стальные сплавы – 680–850°;
- стали, содержащие в своем составе легирующие элементы, – 850–1150°.
Режимы обработки коррозионно стойких жаропрочных сталей
В домашних условиях не всегда можно воспользоваться таким прибором, как пирометр, при помощи которого определяют температуру нагрева металла. Между тем определить степень нагрева изделия из стали можно, если воспользоваться обычным магнитом. Суть этой несложной методики заключается в том, что у каждого металла есть так называемая точка Кюри, при которой из ферромагнитного он превращается в парамагнитный материал, то есть перестает притягиваться к магниту.
Следовательно, если лезвие разогретого ножа перестало притягиваться к магниту, температура его нагрева достигла точки Кюри (посмотреть ее значение для различных металлов можно в специальных таблицах).
Особенности технологии
В домашних условиях, если правильно подойти к делу, можно качественно закалить любой нож. Это может быть охотничий или складной нож, штык-нож или изделие в виде крюка, клинок, выполненный из напильника или подшипника, нож-бабочка и др. Несколько сложнее закалить в домашних условиях изделия, изготовленные из нержавеющих сталей, но и такая задача решаема, если внимательно изучить технологию процесса и подобрать соответствующее нагревательное оборудование.
В качестве охлаждающей среды при выполнении закалки как в производственных, так и в домашних условиях используют различные материалы. Так, наиболее распространенные охлаждающие среды – вода и масло – обеспечивают следующие скорости охлаждения нагретого стального изделия:
- масло при комнатной температуре – 150°/с;
- масло, нагретое до температуры 200°, – 300°/с;
- вода, температура которой составляет чуть выше 20°, – 450°/с;
- ледяная вода – 600°/с.
В некоторых случаях закалку выполняют с охлаждением изделия в промежуточной среде, в качестве которой может использоваться расплавленный свинец. Такую методику, в частности, используют, закаливая ножи, которые изготовлены из напильников.
Отжиг ножа на открытом огне требует пристального внимания
Самой главной проблемой, с которой вы можете столкнуться, пытаясь в домашних условиях закалить нож, является перекаливание металла, что приводит к значительному увеличению его хрупкости. Надо также очень внимательно следить за равномерностью нагрева закаливаемого ножа, чтобы не столкнуться с образованием поперечных трещин на его лезвии.
Существует несложное правило, которого следует придерживаться, чтобы не столкнуться с такой проблемой: та часть лезвия, которая не будет затачиваться, нагревается трижды до фиолетового цвета, что соответствует температуре 285°, а режущая часть нагревается только один раз до желтого цвета, после чего степень ее нагрева проверяют при помощи магнита. Более подробно познакомиться с такой методикой можно, просмотрев соответствующее видео.
Цвета каления и побежалости углеродистых и малолегированных сталей
На нержавеющих сталях цвета побежалости появляются в той же последовательности, но при более высоких температурах
Различные охлаждающие среды обеспечивают и разную глубину закаленного слоя (прокаливаемость). Так, при охлаждении при помощи воды сталь прокаливается со скоростью 1 мм в секунду, а при использовании в качестве охлаждающей среды масла эта скорость уменьшается почти в два раза. Чтобы закалить обоюдоострый нож, получив твердые режущие кромки и упругую сердцевину, надо сделать следующее: нагретый до требуемой температуры клинок сначала опускают на две секунды в воду, а затем помещают в масло.
Еще одной технологией, позволяющей качественно закалить режущую кромку у лезвия со значительной толщиной, является закалка ножа в графите. Используя такую технологию, подробности которой также легко изучить по видео, можно качественно закалить ножи различных моделей и конфигураций (охотничий, штык-нож, нож-бабочка и др.). При этом качественно выполнить такую закалку можно и в домашних условиях.
Самодельный нож после закалки в графите
Нередко требуется осуществить зонный отпуск уже закаленного ножа, чтобы сделать его среднюю часть более упругой, сохранив твердость режущих лезвий. В домашних условиях такая технологическая операция выполняется по нижеприведенному алгоритму.
- Средняя часть клинка разогревается при помощи металлического прутка диаметром 10 мм, раскаленного до максимума.
- После прогрева средней части клинка его опускают в кипяток и выдерживают в нем на протяжении 2 часов.
- После выдержки в кипятке клинок опускают в ледяную воду.
После выполнения всех вышеописанных манипуляций вы получите нож, средняя часть лезвия которого подвергнута низкому отпуску.
Определять температуру отпуска можно по цветам побежалости – радужной пленке, появляющейся при нагреве зачищенной поверхности ножа: от светло-желтого (поз. 1) до голубоватого (поз. 6)
Если вы пробуете закалить свой нож в домашних условиях, следует придерживаться двух правил, которые позволят вам получить качественный результат.
- Объем используемой охлаждающей жидкости должен быть достаточно большим (минимум 20 литров). В противном случае жидкость будет сильно нагреваться, что изменит температурный режим и скорость охлаждения, а это в свою очередь отрицательно повлияет на результат всей технологической операции.
- Чтобы теплоотдача от нагретого ножа была равномерной и его не повело в процессе закалки, им нельзя двигать в охлаждающей среде – надо держать его неподвижно.
Правила качественной закалки
Существует еще несколько несложных правил, которые позволяют сделать закалку ножа в домашних условиях максимально качественной.
- Прежде чем приступать к поверхностной или глубокой закалке ножа, изготовленного из определенной марки стали, можно подобрать режимы выполнения такой технологической операции, воспользовавшись пластинками, выполненными из такого же материала. Первую пластинку используют, чтобы более точно подобрать требуемую температуру нагрева. Для этого металлическую пластину необходимо нагреть неравномерно: одну часть – до максимальной температуры, вторую – до минимальной. Затем нагретую пластину опускают в воду или масло и после полного остывания зажимают в тисках, ломают и смотрят на излом металла. Качественно закаленный металл, если температурный режим был подобран правильно, должен иметь крупнозернистую структуру.
- Следующим этапом экспериментов с металлическими пластинками является подбор оптимальной охлаждающей среды. Используя различные охлаждающие среды (вода, масло, жидкий свинец и др.), закалите пластину до такого состояния, чтобы она, будучи зажатой в тисках, ломалась при отклонении в 30°. После этого необходимо выполнить отпуск пластины, также подбирая различные охлаждающие среды и температурные режимы. В результате такой операции вы должны добиться того, чтобы пластина, зажатая в тисках, ломалась при угле ее отклонения в 45°.
- Чтобы избежать появления на лезвии закаливаемого ножа поверхностных трещин, изделие требуется предварительно отжечь. При выполнении такой технологической операции, для которой желательно использовать муфельную печь с регулятором температуры, надо придерживаться следующих правил: нагрев ножа выполняют как можно дольше, медленно и равномерно.
Следуя таким несложным рекомендациям, вы даже в домашних условиях сможете закалить нож правильно, получив в итоге прочный и долговечный инструмент с отличными режущими свойствами.
Оценка статьи:
Загрузка…Поделиться с друзьями:
Закалка и отпуск ножевой стали — Sandvik Materials Technology
Закалка — это способ сделать сталь ножа более твердой. Если сначала нагреть ножевую сталь до 1050–1090 ° C (1922–1994 ° F), а затем быстро охладить (закалить)), ножевая сталь станет намного тверже, но при этом станет более хрупкой.
Для уменьшения хрупкости материал закаливают, обычно нагревая его до 175–350 ° C (347–662 ° F) в течение 2 часов, что приводит к твердости 53–63 HRC и хорошему балансу между сохранением резкости, шлифуемость и вязкость.
Закалка должна проводиться в течение разумного периода времени после затвердевания, предпочтительно в течение часа или около того. Жизненно важно, чтобы лезвие остыло до комнатной температуры перед началом отпуска. В противном случае превращение в мартенсит будет прервано, и результаты упрочнения могут ухудшиться.
Более высокая температура отпуска дает несколько более мягкий материал с более высокой вязкостью, тогда как более низкая температура отпуска дает более твердый и несколько более хрупкий материал, как показано на рисунке ниже.
Кемпинговый нож или нож для выживания, например, можно закалить при температуре 350 ° C (662 ° F), чтобы он мог выдерживать грубое обращение, не ломаясь. С другой стороны, если ожидается, что нож будет иметь острую кромку, его можно вместо этого закалить при 175 ° C (347 ° F) для максимальной твердости.
Температуры отпуска ниже 175 ° C (347 ° F) следует использовать только в исключительных случаях, когда предъявляются экстремальные требования к высокой твердости, поскольку очень низкие температуры отпуска приводят к очень хрупкому материалу.Точно так же следует избегать температуры отпуска выше 350 ° C (662 ° F), поскольку это может привести к хрупкости и снижению коррозионной стойкости. Обратите внимание, что если закаленное лезвие подвергается воздействию температур выше температуры отпуска (например, во время шлифования), свойства ножа будут ухудшены.
Правильно выполненная закалка приведет к хорошему балансу между твердостью, ударной вязкостью и коррозионной стойкостью готового лезвия ножа.
Дополнительные сведения о закалке
Как сделать печь для термообработки
Этот проект был в моем списке дел уже довольно давно.Около трех лет назад я купил детали, необходимые для работы, но никогда не выделял время, необходимое для этого. Я могу назвать самые разные причины, по которым я не создавал его раньше, но в первую очередь у меня не было реальной потребности в нем и каких-либо конкретных проектов, которые его используют, до сих пор. Есть нож, который я хочу сделать, и наличие этой печи для термообработки обеспечит правильную закалку лезвия.
Моим первым шагом было расположить изолированные огнеупорные кирпичи так, чтобы они образовали камеру, достаточно большую для одного лезвия длиной не более 15 дюймов.Эти кирпичи имеют длину 9 дюймов, ширину 4-1 / 2 дюйма и толщину 2-1 / 2 дюйма и рассчитаны на температуру 2300 градусов по Фаренгейту:
.Это оставляет камеру шириной 4 дюйма, высотой 4-1 / 2 дюйма и глубиной 15-1 / 2 дюйма, что вполне достаточно для любого отдельного лезвия, которое я бы сделал. Конечно, термическая обработка требует не только ножей: плоские лезвия, стамески или другие инструменты также могут получить большую пользу от точной закалки.
Я делаю внешний корпус духовки из листового металла 18-го калибра, извлеченного из дверей, в которых я прорезал окна, когда делал свою старую повседневную работу.Я разрезал части и скрепил их вместе, чтобы кирпичи плотно вошли внутрь, а затем просто скрепил части вместе с помощью сварочного аппарата:
Сделал ручку, чтобы духовку можно было легко перемещать. Обратите внимание, что он смещен вперед, чтобы компенсировать дополнительный вес двери:
Если говорить о двери, то она распашная на недорогих тройниковых петлях, которые я приварил. Я использовал кусок листового металла, чтобы приподнять дверь, чтобы немного отделить ее от корпуса, чтобы она не заедала:
Для использования в качестве ручки и защелки я приварил эту полосу:
Я добавил прямоугольные гайки сбоку, чтобы защелка могла вставляться.В основном это обеспечивает поддержку двери в закрытом состоянии, чтобы она не провисала:
Когда внешняя часть духовки закончена, я обратил свое внимание на проточку кирпичей, чтобы в них мог поместиться нагревательный элемент. Для этого я сделал такой простой инструмент:
Просто кусок листового металла нужной ширины, прикрученный к блоку, с другим блоком, который действует как направляющая кромки.
Эти кирпичи необычайно мягкие, и нарезать канавки было легко:
Единственной сложной частью была кривая, на которой возвращается единственный элемент:
Затем вытянутый элемент вставляли в паз, и я использовал скобы, сделанные из проволоки элемента, чтобы удерживать его на месте:
После того, как я установил кирпичи в духовку, я временно подключил шнур, чтобы проверить его:
Далее, элементы управления духовки сосредоточены вокруг ПИД-регулятора для регулирования температуры, термопары для измерения температуры внутри духовки и реле для включения и выключения элемента.Эта схема показывает базовую схему:
Моя духовка работает от 120 В переменного тока и имеет элемент мощностью около 1500 Вт, поэтому я использовал автоматический выключатель на 15 А вместо комбинации предохранителя и переключателя.
Там, где выводы элементов проходят через боковую часть корпуса, я прикрепил разъемы и использовал кусок термостойкой перфорированной платы в качестве изолятора, чтобы разъемы не касались корпуса:
Соединение здесь должно быть механическим, как показано на рисунке, а провода, которые к нему подключаются, также должны быть термостойкими.
Задняя панель блока управления представляет собой кусок алюминия толщиной 1/8 дюйма, который также служит радиатором твердотельного реле:
Я вырезал переднюю панель с выступами по краю, чтобы прикрепить ее к корпусу шурупами для листового металла. В видеороликах внизу этой страницы я показываю, как я вырезал квадратное отверстие для ПИД-регулятора и прямоугольное отверстие для автоматического выключателя / переключателя:
Электропроводка выполняется до сборки блока управления, так как легче все подключить и проверить на наличие ошибок.Обратите внимание на провод заземления (зеленый), который прикреплен к задней панели блока управления. Все открытые металлические поверхности подобного устройства необходимо подключить к заземляющему проводу:
.Когда все было подключено, я провел тест, чтобы убедиться, что все работает правильно, прежде чем надеть крышку:
Я установил PID на 1000 градусов по Фаренгейту, и у меня не было проблем с его достижением и удержанием.
Затем я провел более практический тест.У меня есть старый напильник, из которого я хочу сделать нож, который нужно отжечь (размягчить), прежде чем я смогу это сделать:
Для отжига закаленного металла его нагревают до нужной температуры, а затем оставляют для медленного охлаждения:
Так как эта сталь для напильника близка по свойствам к стали W1, я использовал ее и нагрел до 1400 градусов, прежде чем выключить и оставить остывать на ночь:
На следующий день файл был размягчен до такой степени, что его можно было заполнить другим файлом.Теперь он готов к обработке и превращению в нож, который я хочу сделать.
Следующее испытание заключалось в том, чтобы увидеть, достигнет ли духовка максимальной температуры, которую я хочу, а это 1900 градусов по Фаренгейту для термообработки нержавеющей стали:
Это заняло некоторое время, но добралось до цели.
Запуск его при такой высокой температуре действительно нагрелся корпус и блок управления, поэтому я подумал, что несколько вентиляционных отверстий было бы разумно, чтобы позволить циркулировать прохладному воздуху:
Я просверлил отверстия и в дне.
Также при сильном нагреве я заметил, что дверь слегка приоткрывается, поэтому я добавил эти винтовые зажимы, чтобы держать ее плотно закрытой:
Духовка будет более эффективной, если она будет удерживать как можно больше тепла.
Готовая печь:
Я не планирую его красить, так как это чисто утилитарная сборка и, кроме того, мне нравится его индустриальный вид.
Я сделал подробную серию видео:
Учебное пособие по— Информация о термообработке, данные, часто задаваемые вопросы
Термическая обработка 1095
Справочные данные: Книга ASM: Практическая термообработка Бойера
По сценарию Трейси Микли
www.USAknifemaker.com
1095 — это высокоуглеродистая сталь с содержанием углерода 0,95% (95 из 1095), зарекомендовавшая себя высококачественная сталь для ножей с хорошим удержанием кромки. 1095 считается немного более «беспокойным» в отношении термообработки, чем, скажем, 1080 или 5160. Это вовсе не препятствие, и на самом деле его можно по большей части игнорировать. Следуйте приведенному ниже рецепту, и у вас не должно возникнуть никаких проблем.
Нормализация: Нормализовать, доведя до 1575F, выдержать 5 минут и дать остыть на неподвижном воздухе.Нормализация стали позволяет восстановить кристаллическую структуру и восстановить однородность карбидов. Сталь не любит неровную структуру. Если карбиды сгруппировались и стали слишком большими из-за ковки, сталь не будет удерживать лезвие, как это могло бы потенциально. Пруток с завода, вероятно, не нужно нормализовать, особенно если он был отожжен. Подделанный материал, вероятно, выиграет. Обычно нагрейте его в кузнице или духовке и дайте ему остыть. Сделанный.
Отжиг: Отжиг путем нагревания до 1475 ° F и охлаждения со скоростью не выше 50 ° F в час.Как правило, большинство ребят нагреваются до температуры в кузнице в качестве последней жары дня, выключают кузницу и дают стали остыть в кузнице на ночь. Если у вас есть другая работа, я использую половинную корзину, полную вермикулита. Я нагреваю пару больших брусков стального лома, чтобы добавить массы / тепла. Я нагреваю сталь до температуры и помещаю все в вермикулит, чтобы он медленно остывал, используя вермикулит в качестве изолятора. Более медленное охлаждение в кузнице работает лучше, но приготовление в вермикулите также работает неплохо.Некоторые используют известь вместо вермикулита.
Закалка: Нагрейте до 1475F или немагнитно, что составляет около 1425F. Как правило, в кузнице это означает нагревание до тех пор, пока магнит не перестанет прилипать, а затем «еще немного», чтобы получить дополнительное тепло в стали, минуя немагнитные свойства. Несколько минут при этой температуре не приведут к росту зерна, но позволят углю «раствориться». Перегрев стали до диапазона 1550F 1600F и выше и замачивание ее приведет к росту зерна.Просто, нагрейте его до немагнитного состояния, дайте ему еще минуту или около того, чтобы он нагрелся еще немного, закалите. Вы где-то увидите, на самом деле, во многих местах, что сталь действительно нужно охлаждать с высокой скоростью, например, 1-2 секунды, и это абсолютно верно. Это не значит, что у вас есть только 1 секунда, чтобы добраться от источника тепла до закалки. Перемещение пылающего горячего куска стали с огня на масло — вот где начинается много пожаров. Парень опрокидывает масло, роняет раскаленную сталь в масло и мгновенно загорается! Сталь сохранит тепло и выдержит несколько секунд на воздухе, пока вы переходите от высокой температуры к закалке.Делайте это осторожно и будьте готовы к возгоранию и появлению большого количества дыма. Всегда будьте готовы к пожару.
Закалка: Если вы выполнили все правильно закалку, ваша сталь будет около 66RC и хрупкая, как стекло. Если вы уроните его сейчас, он разобьется. Вы хотите закалить его, как только он достигнет комнатной температуры. Я оставил кусок стали незакаленным на ночь, а на следующий день обнаружил, что он треснул из-за упрочнения стали. Редко, но бывает.Выполняйте отпуск дважды по 2 часа каждый, давая стали остыть до комнатной температуры между циклами.
- 450F дает примерно 62RC
- 500F дает примерно 59-60RC, и именно здесь эта сталь будет нужна большинству.
- 600F дает примерно 58RC
Криообработка: Криообработка, вымачивание стали после закалки, но перед отпуском при температурах от минус -90F (диапазон сухого льда) до минус -290F (диапазон жидкого азота) в течение восьми часов.Большинство высокоуглеродистых сталей, как правило, не подвергаются криогенной обработке, так как преимущества углеродистых сталей обычно не столь значительны, как для более новых супер нержавеющих сталей. Многие люди скажут, что должным образом термически обработанная сталь не нуждается в криообработке, поскольку она лишь «компенсирует плохую термическую обработку». Это звучит хорошо, но не обязательно так. Криообработка является признанной в отрасли практикой термообработки и просто не существовала бы как ненужные расходы, если бы не была законным продолжением процесса термообработки, закалки и отпуска.Большой бизнес не тратит деньги на термообработку, в которой нет необходимости. При этом большинство углеродистых сталей не подвергают криообработке, но вы можете, если хотите. Замочите его в жидком азоте на ночь или даже в холодильнике с сухим льдом. Вы прочтете о парнях, использующих ацетон в сухом льду. Ацетон легко воспламеняется. Пожалуйста, избегайте этого. Используйте керосин или даже дизельное топливо, если чувствуете, что вам нужна жидкая среда, но достаточно просто положить лезвие под кусок сухого льда. Некоторые ребята делают одну плавку с низкой температурой от 300F до 350F, которую иногда называют «резкой выдержкой», чтобы снять часть напряжения с закаленного лезвия перед крио.Это снижает вероятность поломки лезвия. У меня никогда не было ни одной трещины от крио обработки лезвия после закалки, но это просто означает, что мне повезло. В конце концов, я это сделаю, это просто вопрос времени.
Austempering: Это процесс закалки стали в бейнит, который мы, ребята, обычно не используем. Мы стремимся к мартинсайтовой стали.
Термическая обработка 1080 или 1084
Справочные данные: Книга ASM: Практическая термообработка Бойера
По сценарию Трейси Микли
www.USAknifemaker.com
1080 или 1084 — это высокоуглеродистая сталь с 0,80% углерода (80 из 1080), зарекомендовавшая себя высококачественной ножевой сталью с хорошим удержанием кромки. 1080/1084 настолько близко друг к другу, что отраслевые спецификации перекрываются до такой степени, что 1084 может быть ближе к 1080 и наоборот при тестировании. Вы услышите о 1084fg, в который добавлено немного ванадия для уменьшения размера зерна. Я никогда не слышал, чтобы кто-нибудь тестировал разницу в производительности между 1080 и 1084, и обычно предполагается, что они работают так похоже, что они практически из одной стали, несмотря на немного разные спецификации.Для простоты мы назовем его 1080.
Нормализация: Нормализуйте, доведя до 1600F, выдержав 4 минуты и дав ему остыть на неподвижном воздухе. Нормализуемая сталь позволяет восстановить кристаллическую структуру и снова перераспределяет карбиды до однородности в структуре металла. Сталь не любит неровную структуру. Если карбиды сгруппировались и стали слишком большими из-за ковки, сталь не будет удерживать лезвие, как это могло бы потенциально. Пруток с завода, вероятно, не нужно нормализовать, особенно если он был отожжен.Подделанный материал, вероятно, выиграет. Обычно нагрейте его в кузнице или духовке и дайте ему остыть. Сделанный.
Отжиг: Отжиг путем нагревания до 1500F и охлаждения со скоростью не выше 50F в час. Как правило, большинство ребят нагреваются до температуры в кузнице в качестве последней жары дня, выключают кузницу и дают стали остыть в кузнице на ночь. Если у вас есть другая работа, я использую половинную корзину, полную вермикулита. Я нагреваю пару больших брусков стального лома, чтобы добавить массы / тепла.Я нагреваю сталь до температуры и помещаю все в вермикулит, чтобы остыть, медленно используя вермикулит в качестве изолятора. Более медленное охлаждение в кузнице работает лучше, но приготовление в вермикулите также работает неплохо. Некоторые используют известь вместо вермикулита.
Закалка: Нагрейте до 1500F или немагнитно, что составляет около 1425F. Как правило, в кузнице это означает нагревание до тех пор, пока магнит не перестанет прилипать, а затем «еще немного», чтобы получить дополнительное тепло в стали, минуя немагнитные свойства.Несколько минут при этой температуре не приведут к росту зерна, но позволят углю «раствориться». Перегрев стали до диапазона 1550F 1600F и выше и замачивание ее приведет к росту зерна. Просто, нагрейте его до немагнитного состояния, дайте ему еще минуту или около того, чтобы он нагрелся еще немного, закалите. Вы где-то увидите, на самом деле, во многих местах, что сталь действительно нужно охлаждать с высокой скоростью, например, 1-2 секунды, и это абсолютно верно. Это не значит, что у вас есть только 1 секунда, чтобы добраться от источника тепла до закалки.Перемещение пылающего горячего куска стали с огня на масло — вот где начинается много пожаров. Парень опрокидывает масло, роняет раскаленную сталь в масло и мгновенно загорается! Сталь сохранит тепло и выдержит несколько секунд на воздухе, пока вы переходите от высокой температуры к закалке. Делайте это осторожно и будьте готовы к возгоранию и появлению большого количества дыма. Всегда будьте готовы к пожару.
Закалка: Если вы выполнили все правильно закалку, ваша сталь будет около 65RC и хрупкая, как стекло.Если вы уроните его сейчас, он разобьется. Вы хотите закалить его, как только он достигнет комнатной температуры. Я оставил кусок стали незакаленным на ночь, а на следующий день обнаружил, что он треснул из-за упрочнения стали. Редко, но бывает. Выполняйте отпуск дважды по 2 часа каждый, давая стали остыть до комнатной температуры между циклами.
- 400F дает примерно 62RC
- 500F дает примерно 59-60RC, и именно здесь эта сталь будет нужна большинству.
- 600F дает примерно 57RC
Криообработка: криообработка, вымачивание стали после закалки, но перед отпуском при температурах от минус -90F (диапазон сухого льда) до минус -290F (диапазон жидкого азота) в течение восьми часов. Большинство высокоуглеродистых сталей, как правило, не подвергаются криогенной обработке, так как преимущества углеродистых сталей обычно не столь значительны, как для более новых супер нержавеющих сталей. Многие люди скажут, что должным образом термически обработанная сталь не нуждается в криообработке, поскольку она лишь «компенсирует плохую термическую обработку». Это звучит хорошо, но не обязательно так.Криообработка является признанной в отрасли практикой термообработки и просто не существовала бы как ненужные расходы, если бы не была законным продолжением процесса термообработки, закалки и отпуска. Большой бизнес не тратит деньги на термообработку, в которой нет необходимости. При этом большинство углеродистых сталей не подвергают криообработке, но вы можете, если хотите. Замочите его в жидком азоте на ночь или даже в холодильнике с сухим льдом. Вы прочтете о парнях, использующих ацетон в сухом льду. Ацетон легко воспламеняется.Пожалуйста, избегайте этого. Используйте керосин или даже дизельное топливо, если вы чувствуете, что вам нужна жидкая среда, но вам достаточно просто положить лезвие под кусок сухого. Некоторые ребята делают одну плавку с низкой температурой от 300F до 350F, которую иногда называют «резкой выдержкой», чтобы снять часть напряжения с закаленного лезвия перед крио. Это снижает вероятность поломки лезвия. У меня никогда не было ни одной трещины от крио обработки лезвия после закалки, но это просто означает, что мне повезло. В конце концов, я это сделаю, это просто вопрос времени.
Austempering: Это процесс закалки стали в бейнит, который мы, ребята, обычно не используем. Мы стремимся к мартинсайтовой стали.
Термическая обработка бедняков 1095 — 1080 — 1084
Написано Трейси Микли, владелец:
Midwest Knifemakers Supply, LLC, www.USAKnifemaker.com
Knife Dogs Knife Forum на www.KnifeDogs.com
Это невероятно просто, и это можно сделать десятком разных способов.Простая пропановая горелка, магнит и ведро с маслом или даже водой сделают эту работу. Чем точнее вы будете термообработать сталь, тем лучше вы получите результат. Используйте Интернет, чтобы изучить различные способы термической обработки. Посетите любой из форумов по изготовлению ножей и поищите термины 1095, 1084 или 1080 по термической обработке. Все они настолько близки, что единственная разница будет заключаться в немного разных температурах и итоговой твердости.
Нормализовать :
Нормализующая сталь восстанавливает кристаллическую структуру стали и перераспределяет карбиды до однородного размера по всей структуре металла.Неровная кристаллическая структура создает стресс и слабость. Неравномерный размер и распределение карбида снижает производительность резания. Нормализация — такой простой шаг, который стоит сделать. Нагрейте от 1550F до 1600F в зависимости от стали. Дать медленно остыть на неподвижном воздухе. Сделанный. Как правило, сталь, которая поступает в виде прутков с завода, часто подвергается отжигу и, вероятно, не требует нормализации. Это все равно не повредит. Если у вас нет кузницы или печи для термообработки (духовки), читайте дальше, как сделать этого бедняги.
Отжиг :
Для отжига нагрейте до 1475–1500 ° F, очень медленно охладите, оставив в печи (печи для термообработки), чтобы вернуться к комнатной температуре. Ваша скорость приготовления должна быть не более 50F в час. Нагреваю свой до температуры, а затем в ведре с вермикулитом медленно остываю. Некоторые парни используют кадку извести. Я добавил немного стального лома, который я нагрел, чтобы добавить тепла и замедлить скорость охлаждения.
Закалка :
Нагрейте до 1475–1500 F (в зависимости от типа стали), пока металл не станет немагнитным.Немагнитный — около 1425F. Пропановая горелка (или газ MAPP), равномерно перемещаемая вдоль лезвия, выполнит свою работу. Постарайтесь, чтобы цвет лезвия был равномерным. Нет необходимости закалять всю заготовку ножа. Достаточно просто лезвия. Не беспокойтесь об укреплении ручки. Он никогда ничего не порежет и будет более чем достаточно твердым для использования в качестве ручки. Тем не менее, вы можете, если хотите.
Как вариант, вы можете сделать кузницу для бедняков на мангале на углях, используя фен, чтобы достаточно нагреть угли.Это невероятно просто. Накопите уголь в своем барбекю и приготовьте его. Направьте фен на уголь и включите его. Посмотрите, как нагреваются угли от воздуходувки на фен. Некоторые парни возьмут трубку и закопают одну ее в древесном угле, а другой конец скотчем прикрепят к фену. Это заставляет воздух подниматься через уголь и очень похоже на настоящую кузнечную кузницу.
Положите нож в кучу древесного угля и нагрейте ее. Это совсем не займет много времени. Этим сталям не требуется длительное время выдержки.Достаточно пары минут. На практике вы нагреваете лезвие и продолжаете прикасаться к нему магнитом. Когда магнит перестанет прилипать, дайте ему еще минуту нагреться, а затем быстро погрузите лезвие в закалочное масло. Огонь вспыхнет там, где горячее лезвие встречается с поверхностью масла. Будьте готовы к этому. Вы должны медленно двигать лезвием вверх и вниз или из стороны в сторону по тонкому краю. Это помогает удалить изолирующие пузырьки воздуха или газа. Не перемешивайте из стороны в сторону, так как мягкий металл может деформироваться из-за того, что жидкость с одной стороны холоднее, чем с другой.Перемешайте так, чтобы жидкость равномерно перемещалась по обеим сторонам лезвия. На этом этапе лезвие очень хрупкое. Если уронить его на твердую поверхность, он треснет или расколется, как стекло. Когда температура достигнет 100F или меньше, начните цикл закалки, чтобы уменьшить стресс. На этом этапе обращайтесь с лезвием осторожно, иначе лезвие может сломаться или потрескаться. Это поможет, если вы предварительно нагреете масло примерно до 100F. Это можно сделать, нагрея металлолом и пару раз воткнув его в масло.
Темперамент :
Нагрейте лезвие в течение двух циклов по два часа каждый.Многие используют для этого свою кухонную духовку. Поставьте лезвие в центр духовки подальше от элементов. Убедитесь, что все масло слито с лезвия, иначе ваш дом будет пахнуть маслянистым дымом, а ваша карьера ножа может быть прервана начальником кухни. Подумайте о том, чтобы купить дешевую настольную духовку в благотворительном магазине, если вы собираетесь делать больше ножей. Температура в домашних или небольших настольных духовках часто бывает очень неточной. Используйте термометр для духовки, чтобы приблизиться к желаемой температуре в духовке.Дайте лезвию остыть до комнатной температуры между циклами отпуска. Здесь имеется достаточная разница в температурах отпуска, поэтому вы захотите проверить конкретную сталь на предмет правильной температуры для достижения желаемой твердости. Большинство нестандартных ножей, как правило, закалены до 59RC, что является хорошим компромиссом между удержанием лезвия, прочностью и легкостью заточки. Более твердое лезвие, скажем от 61 до 62RC, обычно будет дольше резать между сеансами заточки. Кроме того, как правило, он легче снимает стружку по режущей кромке. Также потребуется больше времени для заточки.Более мягкое лезвие, скажем, 57RC, будет меньше скалываться, его будет легче затачивать, и оно будет немного больше гнуться перед тем, как щелкнуть. Лезвие не будет оставаться острым так долго.
Подробнее о закалке:
Закалочное масло очень сложное по конструкции и применению. Если вы можете себе это позволить, купите и используйте. Вместо этого используйте моторное масло с низкой вязкостью или даже рапсовое, растительное или арахисовое масло. Это будет работать. Он не будет идеальным, и опытные производители ножей посоветуют вам использовать специальное закалочное масло для термообработки, чтобы получить лучшие результаты.Я тоже рекомендую это. Я также знаю, что почти любое масло «достаточно хорошо» подойдет для наших целей. Вы даже можете использовать воду и что-то, называемое «прерывистое охлаждение», но давайте оставим это на другой раз.
Берегитесь возгорания при тушении! Будет огонь и вонючий густой дым. Будьте готовы и будьте в безопасности. Не вдыхайте пары. Надевайте защитные очки. Надевайте толстые кожаные перчатки и фартук. Имейте поблизости огнетушитель. Многие магазины сгорели из-за того, что кто-то опрокинул горящее гасящее масло.Поверхностный пожар на тушащем масле — это не конец света. Просто закройте емкость с маслом для тушения крышкой, чтобы она задушила и потушила огонь. У вас должна получиться твердость около 65RC. Посетите Youtube.com и выполните поиск по запросу «закалочный нож», чтобы увидеть десятки коротких видеороликов о том, чего ожидать. Это не так сложно, но вы должны уважать опасности.
Изгиб лезвия:
Скорее всего, ваше лезвие будет идеально сразу после закалки. Время от времени они немного деформируются.Проверьте его во время закалки, прежде чем он остынет до температуры ниже 200F, посмотрев вниз по корешку. Если вы видите деформацию, сейчас самое время немного согнуть ее, чтобы она стала прямой, и это должно занять.
Удачи. Будьте осторожны…
Термообработка нержавеющих сталей с лезвиями в Ranger Original Handcrafted Knives
Особая благодарность Робу Ридли из Ranger Original за эту информацию
Многие люди спрашивали нас о наших «секретах» термической обработки лезвий ножей.Хотя мы ценим комплимент, на самом деле секретов нет — и то, что работает для нас, может не быть вашим любимым решением. Вот наши рецепты. Вы можете копировать их, публиковать или использовать по своему усмотрению. Мы использовали данные из различных источников, включая спецификации Crucible, информацию о других поставщиках стали и сообщения на форумах Blade, а также из личного опыта.
Все наши лезвия из нержавеющей стали упаковываются в два слоя в жаропрочные конверты из фольги 309SS, при этом швы двойного сгиба плотно прижимаются.Всегда кладите их в конверт одним и тем же способом — чтобы можно было положить их корешком вниз и вытащить за ручку, а не за кончик. Мы используем коричневую бумагу (не знаю, почему именно коричневая — именно то, что мы используем) кусочками размером примерно 2 на 2 дюйма. 2 штуки для среднего охотника и четыре для большого боуи. Хитрость заключается в том, чтобы использовать достаточно бумаги, чтобы поглотить кислород в конверте, не взорвав конверт, как воздушный шар.
154 см, CPM154, ATS34
Все три из них подвергаются термообработке одинаково.После полного увеличения скорости до температуры они выдерживают от 45 минут до часа в духовке Evenheat при температуре 1950 градусов по Фаренгейту. Затем их помещают — все еще в фольге — корешком вниз — затем плоско — на алюминиевой пластине толщиной 1 дюйм. Вторую алюминиевую пластину кладут сверху и прикладывают давление. Раньше для давления мы использовали гири, но теперь мы используем зажимы. Вы ищете надежный и надежный контакт. Если вы думаете о гидравлике, вы думаете, что слишком большое давление. Через 2 минуты (или меньше) они остынут вручную и будут готовы к снятию с фольги для криогенизации.Им не обязательно сразу переходить в крио, но нужно стремиться к тому, чтобы после закалки пластины оставалось меньше часа. Мы используем жидкий азот для крио, но подойдет и сухой лед в ацетоне. Бытовая морозильная камера вообще бесполезна. Им, вероятно, понадобится всего пара часов в крио, но мы оставляем их на ночь.
На следующее утро они будут в диапазоне RHC63 +. После прогрева до комнатной температуры закаляются. Мы дважды закаляем при 500 ° F в течение двух часов каждый раз — чтобы получить примерно RHC61. Вы можете поэкспериментировать с другими твердостями, но 61 — очень хорошая цель для этих сталей.
CPMS30V
Та же упаковка — такая же температура (1950 ° F) — такое же время выдержки — та же закалка пластины — такая же криогенная температура, как 154 см выше. Эта сталь подвергается двойной закалке при температуре 400F в течение примерно RHC60
.440C
Та же упаковка — отвердите при температуре 1900 ° F и всего около 15 минут при температуре — затем закалите пластину и заморозьте, как указано выше. Твердость вне крио будет около 61. Закалка (дважды в течение 2 часов) при 275F для RHC60 — 325F для RHC59 — и 375F для отличного RHC57-58.
Вопросы и ответы предоставил Роб Ридли из Ranger Original
Q1: Действительно ли Cryo имеет значение.
A1: Да! Он увеличивает начальную твердость на 1,5–2 балла, и, хотя вы можете вернуться к более мягкому отпуску, сталь была более полностью преобразована в твердое и желаемое состояние.
Q2: Почему вы оставляете лезвия в фольге, чтобы закалить их в пластине.
A2: По-настоящему горячие лезвия никогда не видят кислород таким образом.Это означает отсутствие окалины и очень мало оксида. Гашение воздуха старым способом означало возвращение к кофемолке, чтобы навести порядок. Лезвия, сделанные нашим способом, можно очистить только с помощью буфера.
Q3: Почему вы вынимаете лезвия из конверта перед крио?
A3: Опыт! Нам нравится вешать лезвия на вешалку в криобакте. Отверстия для штифтов ручки делают это проще. Мы также обнаружили, что когда плотный пакет из фольги, наполненный жидким азотом, попадает в теплый летний воздух, могут случиться неприятности.Низкие температуры отпуска в любом случае не вызовут проблем с окалиной или оксидом.
В4: Могу ли я использовать морозильную камеру для крио?
A4: Нет. Здесь недостаточно холодно, чтобы приносить хоть какую-то пользу. Сухой лед или жидкий азот работают одинаково хорошо. С сухим льдом легче обращаться, но его хватает всего на день или около того. Жидкого азота в хорошем дьюаре хватит на месяц или больше, в зависимости от использования.
Q5: Я слышал, что ATS34 и т. Д. Можно регулировать в высоком или низком диапазоне.Это правда?
A5: В некотором роде — но большой диапазон дает вам меньшую ударную вязкость и устойчивость к коррозии. Этого следует избегать.
В6: Есть ли другие способы термической обработки этих сталей?
A6: Черт возьми! Закалка на воздухе, Закалка в масле, Соляные ванны, Вакуумные печи…. Но вам придется спросить о них кого-нибудь еще. Я не видел ничего, что давало бы более удовлетворительные результаты, чем то, что мы используем сейчас.
Q7: Алюминий стоит дорого! Могу ли я разместить закалку между толстыми стальными пластинами.
A7: Да, менее желательно, потому что он медленнее поглощает тепло, но подойдет.
Q8: Как узнать, правильно ли он затвердел и отпущен.
A8: Правильный ответ — использовать тестер шкалы Rockwell C, а затем провести тестирование производительности ваших лезвий. Некоторые утверждают, что они могут определить твердость довольно близко по тому, как напильник скользит по стали. Я не могу. Мы проверяем каждое лезвие здесь и записываем твердость лезвия перед отправкой.Сказав это, мы редко отходим более чем на 1 балл по Роквеллу от того места, куда мы нацелились.
Q9: фольга 321SS намного дешевле. Могу ли я использовать его вместо 309SS?
A9: В зависимости от того, с кем вы разговариваете, 321 имеет рейтинг от 1800 до 2000 градусов. Риск состоит в том, что 321 либо выйдет из строя, впустив воздух, либо застрянет внутри лезвия. На практике мы без проблем использовали его с нашими собственными лезвиями. Мы видели, как 321SS приклеился к термообработанному лезвию в другом месте.Поскольку мы обрабатываем лезвия других производителей, мы решили использовать только фольгу 309SS. Экспериментируйте на свой страх и риск.
В10: Имеет ли значение, где в духовке я помещаю лезвие?
A10: Да. Температура внутри духовки может меняться и обычно измеряется только в одной точке — там, где расположена термопара. Для получения стабильных результатов вы должны держать лезвия в более или менее стабильном месте в камере. Намекать; Избегайте приближаться к нагревательным змеевикам, чем необходимо.
В11: Как узнать, точна ли температура в моей духовке?
A11: Некоторые скажут вам, что вы можете проверить температуру с помощью керамических конусов для обжига. Мы не согласны. Колбочки не измеряют температуру. Они измеряют тепловую работу — комбинацию времени и температуры. Orton производит продукт под названием TempChek, который лучше, но требует довольно сложного цикла для получения хорошего результата. Электронный зонд и термопара — лучший способ проверки, хотя могут быть дорогими.Конечно, если вы не откалибруете датчик, вы все равно не знаете, правда ли?
Примечание: Роб действительно подошел к вопросу об использовании пирометрического конуса для измерения температуры. Это яблоки и апельсины. Сохраните пирометрические конусы для гончаров.
В12: Как далеко можно обработать лезвие до термообработки?
A12: Многие наши клиенты перед термообработкой доводят до зернистости 800. Мы просим производителей оставить нам 20 тысяч лезвий на острие и острие — по сути, готовое лезвие, которое не было заточено.Хотя у нас не было трещин под напряжением, также рекомендуется избегать острых углов, где это возможно, и удалить заусенцы и другие неровности.
Безопасность
Термическая обработка имеет очевидные опасности. Наденьте защитные очки или маску для лица и приличные перчатки. Придет день, когда вы уроните горячее лезвие. Убедитесь, что на полу вокруг духовки нет горючих материалов, и, пожалуйста, не поддавайтесь желанию поймать падающее лезвие.
Электронная почта rob @ rangeroriginal.ком с вопросами.
Писатель Vogue Food пытается найти идеальный нож шеф-повара
Я многому научился — не в последнюю очередь, какой великолепный антропологический калейдоскоп представляет собой вселенная ножевого искусства! Где еще выжившие смешиваются с японскими мастерами, земледельцами и городскими предпринимателями?
Я чувствовал себя готовым к мелким деталям, продвинутому курсу,. . . вызывающе. Я позвонил в Korin, магазин японских ножей в Трибеке, которому поклоняются нью-йоркские повара.Японские ножи считаются лучшими в мире, а Корин, как известно, имел в штате «мастера по ножам», который, как я надеялся, мог быть моим Вергилием.
Когда кто-то ответил, я благоговейным шепотом попросил поговорить с мастером. Но Мари, симпатичная женщина на другом конце провода, притворилась, что ей трудно меня слышать. Я попробовал еще раз. «Доступен ли для беседы мастер Чихару Сугай?» Мы ходили взад и вперед с такой остроумной шуткой, пока Мари не объяснила, что мастер Чихару-сан ушел на пенсию.
Кто же научит меня? Она неохотно признала, что появился новый хозяин. Его назвали Винсентом. Но я не мог говорить или писать Винсенту. Вместо этого меня попросили прислать предлагаемый график встреч.
Решил лично попытать счастья. Так случилось, что провидение мне улыбнулось. На следующий день, стоя в демонстрационном зале Korin, размахивая ножом для суши за 2300 долларов, сделанным почти 150-летней компанией Masamoto, я заметил скромного человека среднего роста с короткой стрижкой и толстыми очками.У него был тонкий авторитетный вид. Может быть? Мастер, Винсент! Он ловко извинился. («Я провожу много уроков».) Он осторожно освободил меня от моего ножа для резки рыбы и спросил, что я хочу знать.
История и особенности японских ножей, конечно же! Мастер приступил к благотворительному показу и рассказу. На протяжении большей части истории существовало четыре традиционных японских ножа: деба для разделки рыбы; накири и усуба для овощей; и янаги для нарезки сырой рыбы.В Японии не было «поварского ножа» до Реставрации Мэйдзи (1870-е годы), когда ранее запрещенное красное мясо вошло в японскую диету. (Я узнал, возвращаясь к Джошу Дональду Sharp , что gyuto , японское слово, означающее «поварской нож», означает «коровий меч».) Популярное сантоку — «три добродетели» — похожее изобретение. Восхитительные традиционные ножи, которые показал мне Винсент, были заточены с одной стороны — так называемой «односторонней фаски». (Гюто обычно затачиваются асимметрично, с более острым углом с одной стороны лезвия, а немецкие и французские ножи затачиваются под одинаковым углом с обеих сторон.) Может быть, один из этих традиционных четырех ножей был идеальным? «Вряд ли», — сказал Винсент, хотя и не такими словами. Если кто-то не занимается традиционным приготовлением кайсэки или суши, более практичным будет гюто или его западный эквивалент.
Кузня в собственном огне с ножами дяди Хэнка в Севьервилле, Теннесси
Вы когда-нибудь бродили мимо кузнеца в одном из тех деревенских развлечений старого мира? Вы заметили, что слишком долго задерживались, ваша семья впереди умоляла вас поторопиться, чтобы добраться до торта с воронкой? Да, я тоже! Есть что-то фантастически примитивное в нагревании стали до тех пор, пока она не загорится темно-оранжевым тлеющим углем, поднятии молотка, сгибании и формовании его по своей воле.Это захватывающе, и если вы похожи на меня, вам очень хотелось владеть этим молотом самостоятельно.
С ножами дяди Хэнка в Севьервилле, штат Теннесси, вы можете сделать именно это. И ваши младшие кузнецы тоже могут. Читайте дальше, чтобы узнать, как вы и ваша семья можете выковать собственные ножи вместе с дядей Хэнком, создавая воспоминания и закаленный кусок стали, который прослужит вам всю жизнь.
Магазин
Отель Uncle Hanks Knives расположен в небольшом кирпичном здании с многовековой историей на парковке Smoky Mountain Knife Works в Севьервилле.Так что в качестве дополнительного бонуса вы можете посетить огромный магазин SMKW и просмотреть их огромный выбор ножей, оружия и другого снаряжения для активного отдыха. Возможно, вам не захочется заниматься серфингом слишком долго — вам захочется сделать собственное лезвие!
Дядя Хэнкс принадлежит самой доброй и вдохновляющей паре на планете, Хэнку и Лу Энн Ховард. Лу Энн взялась за дело заранее, проверила всех нас и подготовила к работе, оставив Хэнку заниматься тем, что он умеет лучше всего — ковкой стали!
В магазине есть различные ножи для продажи, и они продают оптом несколько других магазинов в этом районе, включая Dollywood.Их ножи ручной работы красивы и пользуются спросом. Обязательно спросите их об их удивительной истории и богатой истории самого здания.
Сталь
Есть несколько вариантов на выбор по разной цене, и все они начинаются со знакомых на вид объектов. Научиться превращать эти обычные куски металла в полированные, закаленные и сверхострые лезвия — это часть веселья. Самый маленький и дешевый начинается с гвоздя-шипа.
Варианты увеличиваются в размерах от туфлей для пони до обычных подков, болтов другого размера и, наконец, железнодорожных шипов.Различные варианты материалов позволяют создавать действительно классные рукоятки, которые выделяют ваш нож и дополняют его домашний кованый вид. Взгляните, например, на железнодорожный шпиль с перекрученной ручкой.
Они рекомендуют детям младшего возраста начинать с гвоздя или обуви для пони просто потому, что для растяжения и формы лезвия требуется гораздо меньше размахивания молотком.
Кузница
Есть варианты для базовых и продвинутых классов по кузнечному делу.Продвинутые классы позволят вам больше заниматься формовкой, шлифовкой, полировкой и заточкой. Базовый класс был идеальным для нас, где мы могли принять участие в множестве крутых шагов в процессе, а Хэнк выполнял некоторые из более сложных задач. В любом случае, он проведет вас через все, что вам нужно, чтобы прекрасно провести время, и заберет с собой домой невероятный клинок.
Начали с выбора металла. Наши дети оба начали с подковы для пони, а мы, взрослые, с подковы.Вы выбираете свой кусок из корзины, и тогда начинается гордость за владение. Затем он попадает в печь, где происходит нагрев и великолепные результаты раскаления докрасна. Мы по очереди толкали и растягивали нашу сталь, а Хэнк руководил всем процессом, чтобы убедиться, что полученная форма получилась правильной. Быстро становится очевидным, что вы действительно лепите из этого металла настоящий нож. Усмешки были повсюду.
Говоря о гордости за владение, в конце процесса вы получите единственный в своем роде, полностью индивидуализированный нож.Такие вещи, как форма лезвия, длина рукоятки, вырезы для большого и указательного пальцев, которые лучше подходят для вашей руки, — все это выбираете вы.
После придания формы он вернулся в печь и приступил к моей любимой части — закалке. Здесь вы нагреваете металл до нужной температуры и быстро закаливаете его в масле. Почему масло? Хэнк расскажет вам все об этом. Это довольно точный процесс, и если все сделать неправильно, вы не получите закаленную сталь. Но под руководством Хэнка вы получите лезвие, которое на порядок сильнее, чем было раньше.
Излишне говорить, что на этом невероятно веселом семейном мероприятии было много обучения. Мы были знакомы с практическими занятиями, жизненным обучением и домашним обучением задолго до недавних событий, и создание собственного ножа — это почти идеальный вариант. После этого мы вместе посмотрели это видео, чтобы узнать больше о науке, лежащей в основе этого процесса.
Для нашей семьи в этом занятии есть все. Совместная работа, физическая активность, обучение, трепет и широкие улыбки повсюду.В следующий раз, когда вы будете курить, отправляйтесь в Sevierville и Uncle Hank’s Knives, которые открыты со вторника по субботу в течение всего года. Пока вы в нем, ознакомьтесь с этими двенадцатью другими семейными развлечениями в Севьервилле.
Раскрытие информации: спасибо Sevierville Convention & Visitors Bureau и Хэнку и Лу Энн из Uncle Hank’s Knives за то, что они приняли нас в этом удивительном послеобеденном приключении, которое мы никогда не забудем. Мнения здесь, как всегда, наши собственные.
Дэниел — профессиональный ИТ-специалист и специалист по анализу данных, который недавно отправился в приключение на всю жизнь.
Оставив корпоративный мир позади, Даниэль решил посвятить себя написанию статей о путешествиях и цифровому маркетингу. В его планы входит создание одного-трех удивительных предприятий, максимальное времяпрепровождение со своим партнером по жизни Лесли и четырьмя впечатляющими детишками, доведение его сноубординга до одиннадцати, а также написание и распространение отцовских шуток.
Дамасская сталь — Руководство для начинающих
Читатели нашего Руководства по ножевой стали часто спрашивают меня о Дамасской стали .Эта привлекательная, но загадочная сталь захватила воображение многих, поэтому я постараюсь объяснить, что это такое и как ее производят.
Слово «Дамаск» восходит к средневековым западным культурам и относится к более раннему стилю мастерства, впервые появившемуся в Индии около 300 г. до н. Э. В то время это мастерство было плодовитым и, вероятно, было названо в честь региона, который прославил его.
Примерно в то же время арабская культура представила сталь Wootz в сирийском городе Дамаск, где этот материал привел к процветанию оружейной промышленности.Дамаск импортировал сталь Wootz из Персии и Шри-Ланки для производства и использования гибридных стальных лезвий, известных своей прочностью. Очевидно, люди, стоящие за этим технологическим развитием, понимали, как сочетание различных металлов может создать оружие, обладающее большей силой по сравнению с оружием, сделанным из чистой стали.
>> Рекомендуемые ножи из дамасской стали на BladeHQ <<
Следовательно, дамасская сталь не является чистой. Собственно, в этой уникальности и очарование, и загадка.Материал характеризуется множеством полос и пятен, сваренных вместе узорным способом для создания декоративных лезвий любой формы и / или длины, не способных разбиться. Идентификация композитов в оригинальной дамасской стали до сих пор остается неизвестной, поскольку не существует записей, описывающих их. Тем не менее, современное производство стали в Дамаске следует практике комбинирования чистых металлов в зависимости от личных предпочтений и потребностей. Хотя слесарии могут выбирать и смешивать материалы для формования стальных заготовок, железо ценится за его твердость и стойкость, повышенные твердостью.
Исторически сложилось так, что дамасская сталь приобрела несколько загадочную репутацию, поскольку первые упоминания о ней исчезли примерно в 1700 году нашей эры, что указывает на упадок узорчатых мечей, производство которых прекратится примерно через пятьдесят лет. Однако древние традиции и значение дамасской стали никогда не забывались, отсюда и бурно развивающаяся промышленность, существующая сегодня.
Состав стали
Наука, лежащая в основе дамасской стали и производства стали, довольно сложна, но тем не менее они подтверждают изобретательность и сложность, с которой методы и процессы Дамаска стали известны и уважаемы.Металлургия и химия служат основой для состава и множества областей применения, необходимых для производства и использования стали.
Интересно, что дамасская сталь считалась чем-то вроде «суперпластика» не из-за некоторой идеи, что это не настоящий металл — хотя она никогда не была чистым в этом смысле, — а из-за долговечности, приписываемой предыдущему образцу. Несмотря на то, что различные типы современной стали заменили лезвия из дамасской стали по своим характеристикам, химическая структура, присущая первоначальным производственным процессам, в которых использовались последние, делала лезвия того времени исключительно жесткими и мощными.
С 1973 года современные лезвия из дамасской стали изготавливаются из различных марок стали, свариваемых вместе в заготовок . Эти заготовки также обычно содержат полосы железа для обеспечения необходимой прочности на молекулярном уровне. В результате они растягиваются и накладываются друг на друга в соответствии с потребностями, обозначенными конкретным применением лезвия и предпочтениями владельца лезвия. Это означает, что лезвия из дамасской стали производятся не на конвейере, а по индивидуальному заказу.
Процедура проста: стальные слитки образуют заготовки, которые складываются как «бутерброды» внутри других типов металлов. Полученный продукт может содержать до сотен слоев и обязательно будет иметь твердую плотность и разнообразный дизайн. Этот проверенный процесс каждый раз обеспечивает целостность и уникальность дамасской стали.
Тем не менее, основной состав дамасской стали состоит из двух дихотомических структурных типов: пластичности и хрупкости. Первый допускает сжатие материала для поглощения увеличения энергии, которое в противном случае минимизировало бы или исключило нарушение целостности лезвия.Последнее вводит в заблуждение, поскольку хрупкость обычно связана со слабостью. В этом случае, однако, это слово относится к степени гибкости, необходимой для предотвращения разрушения или поломки, а также для облегчения остроты кромок.
Это структурное явление гарантирует, что дамасское лезвие легко режется и остается прочным. Выпуклая шлифовка обеспечивает остроту тонкости кромки, так что нарезанный материал отходит к сторонам во время хода и, таким образом, сводит к минимуму «залипание», которое часто происходит с лезвиями с более гладкими кромками.Таким образом, структурная хрупкость требует выпуклой шлифовки.
На более глубоком уровне углеродные нанотрубки образуются в стали, что обеспечивает пластичность и постоянную прочность в процессе ковки. Высокая концентрация углерода обеспечивает решающее качество целостности стали, что гарантирует высокую производительность. Это объясняет, почему углерод имеет решающее значение при разработке лезвий из дамасской стали.
В процессе ковки небольшие стальные слитки постепенно принимают желаемую форму лезвия.Это приводит к объединению карбидов железа в полосы, образующие уникальные узоры. Эти узоры напоминают зерна стали Wootz из древней Индии и отражают старую эстетику и стиль производства. Сегодня мастера по металлу могут воспроизвести многое в том же порядке, в котором, как известно, существовала дамасская сталь много веков назад.
Нагрев и отделка
Ниже приведены списки общих процессов нагрева и отделки для подготовки дамасской стали. Опять же, особенности меняются в зависимости от потребностей и желаний, а также от типа металлов, соединяемых вместе.Основные процессы всегда остаются неизменными.
Термообработка дамасской стали включает заданную температуру от 1500F до 2000F, в зависимости от полосы, и смесь цементита и аустернита.
- Соответственно заданная температура печи.
- Установить металлический блок в печь. Нагрейте весь цикл до начальной температуры.
- После нагрева выдержите сталь в течение десяти минут, чтобы она остыла.
- Закаленная сталь в масле. Перенести в жидкий азот на один час.
- Закалка стали в течение одного часа при температуре 350 ° F. Это нужно сделать дважды.
Следующие шаги иллюстрируют последующую финишную обработку.
- Нанесите на лезвие абразивную обработку.
- Протравить без предварительной полировки в 50/50 разбавленном растворе хлорида железа и дистиллированной воды. Оставьте лезвие в растворе минимум на десять минут.
- Снимите лезвие и промойте его в проточной воде.
- Повторяйте цикл с пятиминутными интервалами до достижения желаемого результата.
- Погрузите лезвие в тринатрийфосфат для нейтрализации отделки
Как сделать лезвие из дамасской стали
Предыдущие шаги описывают, как нагревать и чистить дамасскую сталь, а ниже показан весь процесс. Следовательно, знание первых двух необходимо заранее, чтобы изготовитель металла мог выполнить то, что указано ниже. Этот порядок указывает как на особенности, так и на то, как все работает вместе.
Изготовление лезвий из дамасской стали — это несложный процесс, но он требует постоянного ухода и кропотливости.Тем не менее, это трудоемкий процесс. Это необходимо как для обеспечения желаемого внешнего вида, так и для создания эффективного, хорошо сбалансированного лезвия.
- Соберите ингредиенты в тигель. Эти ингредиенты включают стекло и листья, которые, как известно, предотвращают окисление.
- Нагрейте тигель, чтобы ингредиенты расплавились.
- Когда тигель достигнет точки охлаждения, осторожно извлеките металлические слитки и нагрейте их до температуры, необходимой для ковки.
- Молоток по металлу, пока он горячий.Этот этап включает в себя описанное выше «прослоение». После того, как металл остынет, снова нагрейте его, чтобы снова выковать. При необходимости повторите этот цикл, чтобы заострить края и придать форму лезвию.
- Когда окончательная форма будет достигнута, обрежьте лезвие и выковайте окончательные детали вручную.
- Удалите излишки науглероженного металла с поверхности лезвия.
- Вставьте канавки и просверлите отверстия в поверхности лезвия по мере необходимости или по желанию.
- Разогреть. Снова сожмите лезвие. Отполируйте, чтобы лезвие приобрело почти окончательную форму.
- Протравите поверхность лезвия кислотой для улучшения рисунка.
- Когда закончите, тщательно удалите кислоту с поверхности лезвия.
Вот отличное видео, демонстрирующее процесс:
Дамасские ножи
Дамасские ножи бывают разных типов для любого числа целей, от кемпинга и выживания до рубки леса и охоты. Композитные материалы, соединенные вместе для изготовления дамасского ножа, обязательно зависят от типа ножа и условий, в которых он предполагается и / или предназначен для использования.Некоторые распространенные типы перечислены ниже:
- Резьбовые ножи
- Охотничьи ножи
- Зубчатые ножи
- Складные ножи
- Тактильные ножи
- Тактильные складные ножи
- Тактильные фиксированные лезвия
любого типа Дамасский нож по своей конструкции выдерживает любые приложенные к нему силы. Дамасский нож не только прочен, но и долговечен.
Ниже приведены несколько прекрасных примеров дамасских клинков, с которыми я столкнулся.Большинство ведущих мировых брендов, таких как Spyderco, Benchmade, Kershaw и другие, недавно выпустили ограниченные серии в Дамаске.
Почему мы любим ножи из дамасской стали
Любители ножей любят ножи из дамасской стали по многим причинам. Это замечательно, потому что такое разнообразие отражает присущую Дамаску универсальность, которой нет у других клинков. История дамасской стали также привлекает внимание, поскольку она содержит тайну, которая создает ощущение интриги и значительно усиливает древние традиции.
Наиболее распространенные черты ножей из дамасской стали, которые энтузиасты считают идеальными, — это эстетика и высокая производительность. Ножи из дамасской стали украшены стильными узорами, которые металлисты выгравируют на лезвии в процессе ковки. Нет двух одинаковых дамасских ножей. На самом деле каждый нож уникален и ценен как выразительное произведение искусства.
>> Рекомендуемые ножи из дамасской стали на BladeHQ <<
Что касается высоких эксплуатационных характеристик, то богатые углеродом металлы, кованные вместе, дают ощущение силы за счет биллинга и обвязки, что чуждо многим современным конструкциям лезвий.Это распространяется на молекулярный состав лезвия, а также на точность и осторожность, которые типичны при производстве, что делает такую мощность синонимом дизайна Дамаска.
Стоит ли владеть и использовать ножи из дамасской стали? Опять же, ответ субъективен. Владельцы клинков, вероятно, согласятся, что ножи из дамасской стали лучше подходят в определенных контекстах перед другими. Два широко приветствуемых сценария, как описано выше, — это любовь к уникальности стиля и художественных узоров, а также использование оружия, как это видно на охоте и военных подвигах, хотя многие повара также владеют дамасскими ножами.Эти ножи совершенно особенные и ценятся. Действительно, сегодня они пользуются уникальным авторитетом среди коллекционеров ножей.
По прошествии 2000 лет стиль и традиции Дамаска все еще укрепляются, и, в свете их загадочности и особого качества, они, несомненно, просуществуют еще долгое время.
Moose Forge
Термообработка
Нормализация
Нагрев стали с последующим охлаждением на воздухе при комнатной температуре на нереактивной поверхности.Это обеспечивает медленное охлаждение металла.
Отжиг
Отжиг аналогичен нормализации, за исключением того, что металл помещается в среду, которая позволяет более медленному охлаждению происходить. Некоторые предложения для среды: вермикулит, древесная зола или известь. Цель отжига — уменьшить внутреннее напряжение в металле и смягчить его для дальнейшей обработки.
Закалка
Сталь «закаляют», нагревая ее до вишнево-красного цвета, а затем закалывая в жидкости.Наиболее распространенными охлаждающими средами являются вода, соленая вода и масло. Также используются некоторые среды на основе поверхностно-активных веществ, такие как «супер-гашение».
Закалка
Закалка — это процесс быстрого охлаждения горячей стали для ее упрочнения. Закалка обычно проводится до комнатной температуры. Большинство среднеуглеродистых и низколегированных сталей при комнатной температуре превращаются в 100% мартенсит. Однако высокоуглеродистые и высоколегированные стали сохраняют аустенит при комнатной температуре.Чтобы удалить остаточный аустенит, необходимо снизить температуру закалки. Это причина использования криогенной закалки.
Quench Media
- Вода: закалку можно произвести, погрузив горячую сталь в воду. Вода, прилегающая к раскаленной стали, испаряется, и там отсутствует прямой контакт воды со сталью. Это замедлит охлаждение до тех пор, пока пузырьки не лопнут и не позволят воде контактировать с горячая сталь. Когда вода контактирует и закипает, от стали отводится большое количество тепла.При хорошем взбалтывании пузыри можно предотвратить прилипание к стали и тем самым предотвратить появление мягких пятен. Вода — хорошая среда для быстрого гашения при условии хорошего перемешивания. Однако вода вызывает коррозию стали, и быстрое охлаждение иногда может вызвать деформацию или растрескивание.
- Соленая вода: Соленая вода является более быстро гасящей средой, чем обычная вода, потому что пузырьки легко разбиваются и позволяют быстрое охлаждение детали. Однако соленая вода даже более агрессивна, чем обычная вода, и поэтому ее необходимо немедленно смыть.
- Масло: Масло используется, когда требуется более медленная скорость охлаждения. Поскольку масло имеет очень высокую температуру кипения, переход с самого начала Образование мартенсита до финишной обработки происходит медленно, что снижает вероятность растрескивания. Закалка в масле приводит к появлению дыма, разливы, а иногда и опасность пожара.
- Закалка полимеров: закалка полимеров, обеспечивающая охлаждение между водой и маслом. Скорость охлаждения можно изменить варьируя компоненты в смеси, поскольку они состоят из воды и некоторых полимеров гликоля.Полимерные закалки способны получения воспроизводимых результатов с меньшим количеством коррозии, чем у воды, и меньшей пожароопасностью, чем у масла. Но эти повторяемые результаты возможны только при постоянном контроле химии.
- Криогенная закалка: криогенная обработка или глубокая заморозка проводится, чтобы убедиться, что во время закалки не остается аустенита. В количество мартенсита, образующегося при закалке, зависит от самой низкой температуры. При любой заданной температуре При закалке присутствует определенное количество мартенсита, а остальное — нетрансформированный аустенит.Этот нетрансформированный аустенит очень хрупкий и может вызвать потерю прочности или твердости, нестабильность размеров или растрескивание.
Закалочная среда на основе поверхностно-активного вещества — «Супер закалка» Робба Гюнтера
Источник: http://magichammer.freeservers.com/robb_gunter.htm
- 5 галлонов воды
- 5 фунтов соли
- 32 унции жидкости для мытья посуды Dawn (синего цвета) (28 унций, если на этикетке указано «концентрированный»)
- 8 унций Shaklee Basic I
- ИЛИ другие поверхностно-активные / смачивающие вещества:
- Simple Green (достаточно для 5 галлонов смеси).Доступно в Wally World.
- Jet-Dry «жидкое ополаскиватель». Используйте БЕЗ ЦВЕТА 7 унций.
- Калгон
- Средство для ополаскивания посудомоечной машины Sparkle — 40-50 долларов за коробку на 1,5 унции
Jet-Dry (или что-то еще, что вы используете в качестве ополаскивателя) оказывает химическое воздействие на поверхность стали. Это позволяет соли в смеси начать атаковать ее, как только она попадет в воздух — убедитесь, что у вас есть много чистой воды для полоскания наготове.Эти поверхностно-активные вещества являются смачивающими веществами. Они снижают поверхностное натяжение воды, позволяя ей вступать в контакт с материалом.
Мы все окунули холодный кусок металла в воду и видели пузырчатую «кожу» с сухим металлом под ней. Это поверхностное натяжение, удерживающее слой воздуха, что создает хороший тепловой экран. При закалке пар образует аналогичную поверхностную «пленку» и предотвращает полный контакт с водой, изолируя сталь от надлежащего охлаждения. Смачиватели предотвращают образование «кожицы».
Моющие средства выполняют аналогичную работу: они эмульгаторы, позволяющие смешивать масла и воду. Это предотвращает образование масляных остатков от огня на поверхности «теплозащитного экрана». Соль в воде увеличивает удельную теплоемкость воды и быстрее забирает тепло из стали.
Перед гашением перемешайте его, чтобы он начал двигаться. Ничего не закаливайте с углеродом более 45-50 баллов. Закаливает низкоуглеродистую сталь до 42-45 по шкале Роквелла (вопреки распространенному мнению, что низкоуглеродистую сталь нельзя закаливать)
Он имеет цветовую маркировку — когда вы исчерпаете полезность закалки, он изменит цвет с синего на зеленый.
Закалка
Источник: Википедия,
Бесплатная энциклопедияТемперинг — это процесс термической обработки, который используется для повышения ударной вязкости сплавов на основе железа. Отпуск обычно выполняется после закалки, чтобы уменьшить часть избыточной твердости, и осуществляется путем нагрева металла до гораздо более низкой температуры, чем та, которая использовалась для закалки. Точная температура определяет степень удаляемой твердости и зависит как от конкретного состава сплава, так и от желаемых свойств готового продукта.Например, очень твердые инструменты часто подвергаются закалке при низких температурах, а пружины — до гораздо более высоких температур. В следующей таблице показана приблизительная температура (по Фаренгейту), обозначенная цветами на стали:
| Цвет | Температура & nbsp (° F) | Использование |
|---|---|---|
| Очень бледно-соломенный цвет | 430 ° | Сверла по твердому камню |
| Желтый | 450 ° | Инструмент для обработки дерева, сверла по камню |
| Темно-желтый | 470 ° | Молотки |
| Коричневато-желтый | 490 ° | Инструмент токарный |
| Коричневый | 500 ° | |
| Коричневый с фиолетовым оттенком | 520 ° | Сверла твердые |
| Светло-фиолетовый | 525 ° | Сверла |
| Темно-фиолетовый с синим оттенком | 550 ° | Пружины для часов, мечи, зубила твердые |
| Темно-синий | 565 ° | Пилы, зубила для мягкого железа |
| Очень темно-синий | 600 ° | Пилы, отвертки |
| Темно-синий с зеленым оттенком | 660 ° | Слишком мягкий для любых инструментов |
Мама, посмотри, что еще я нашла!
Мудрость моего отца: «Человеку нужно больше, чтобы уйти от битвы, чем остаться и сражаться.Оставить комментарий |