24507 гост: ГОСТ 24507-80 — Контроль неразрушающий. Поковки из черных и цветных металлов. Методы ультразвуковой дефектоскопии.
Поковка из стали ст.09Г2С ГОСТ 19281-2014, гр. II НВ 111….179 ГОСТ 8479-70. Провести неразрушающий контроль методом ультразвуковой дефектоскопии на соответствии группы качества 4n по ГОСТ 24507-80. Чистовые размеры детали (мм): Ф1480 х Ф462 х 290 ГОСТ 19281-2014, ГОСТ 8479-70, ГОСТ 24507-80
17 441 760 ₽
Место поставки: Пермский край
Планируемая закупка не актуальна
Взять в работу
Неразрушающий контроль — Центр коллективного пользования «Нанотех»
‘},
{id: 98, image: ‘http://nanotech. ugatu.ac.ru/wp-content/uploads/2013/01/Рисунок4.jpg’, thumb: ‘http://nanotech.ugatu.ac.ru/wp-content/uploads/2013/01/Рисунок4-150×150.jpg’, permalink: ‘
ugatu.ac.ru/wp-content/uploads/2013/01/Рисунок4.jpg’, thumb: ‘http://nanotech.ugatu.ac.ru/wp-content/uploads/2013/01/Рисунок4-150×150.jpg’, permalink: ‘
Дефектоскоп ISONIC 2010
Дефектоскоп поддерживает работу с фазированными решетками в режиме 32:32. В этом режиме прибор работает с независимо регулируемыми излучающей и приемной апертурами, в каждой из них может быть представлено до 32 активных элементов.
Комплекс акустической эмиссии Малахит АС-12А
Предназначен для проведения экспериментов по акустической эмиссии (ГОСТ 52727).
- Обнаружение и регистрация только развивающихся дефектов;
- Чувствительность акустико-эмиссионной аппаратуры порядка 10
- Контроль всего объекта с использованием преобразователя, неподвижно установленного на поверхности объекта;
- Контроль различных технологических процессов и процессов изменения свойств и состояния материалов.


Цифровая оптическая система измерения VIC 3D
Система предназначена для измерения полей деформаций и перемещений на поверхности объектов методом численной корреляции цифровых изображений. Используется для оценки особенностей распределения деформаций при механическом нагружении.
Область изучения от 10 мм2 до 1 м2. Скорость съемки до 7 кадров в секунду. Локальная разрешающая способность по измерению перемещения 0,01 пикселя, что соответствует 1 мкм для области измерений 100 х 100 мм.
Разрешение по локальной деформации приблизительно 0,01%.
Функция исключения жестких перемещений.
Форма представления результатов измерений: 2D- и 3D-графики, анимированные изображения, совмещенные с изображением деформируемого объекта.
Тепловизор Flir P660
Предназначен для качественного контроля распределения температуры по исследуемой поверхности при различных процессах. Может использоваться для контроля технологических условий в процессе получения заготовок.
Неохлаждаемая матрица 640 х 480 пикселей. 3,2 мегапиксельная видеокамера.
Температурная чувствительность < 30 мК. Широкий диапазон измерения температур ( –40° до +2000°С), настроен на спектральный диапазон от 7,5 до 13 мкм.
Дополнительное дистанционное управление камерой.
Автоматическая (по лазерному указателю) и ручная фокусировка с технологией USM.
ONLINECONTRACT — процедура — Поковки Гр. IV-КП 245 Гост 8479-70 Ст.09Г2С
| 1 | Поковка Гр. IV-КП245 ГОСТ 8479-70 Ст 09Г2С ГОСТ 19281-2014 Ф1099+-11 Н=114+-9 Поковку испытать на ударный изгиб при температуре t=минус-70 С. Величина ударной вязкости не менее 30 Дж/см2 (3кгс/см2). Узк по ГОСТ 24507-80 группа качества 3 | 1,00 шт. | нет стартовой цены | нет стартовой цены | Поковка Гр. IV-КП245 ГОСТ 8479-70 Ст 09Г2С ГОСТ 19281-2014 Ф1099+-11 Н=114+-9 Поковку испытать на ударный изгиб при температуре t=минус-70 С. Величина ударной вязкости не менее 30 Дж/см2 (3кгс/см2). Узк по ГОСТ 24507-80 группа качества 3 IV-КП245 ГОСТ 8479-70 Ст 09Г2С ГОСТ 19281-2014 Ф1099+-11 Н=114+-9 Поковку испытать на ударный изгиб при температуре t=минус-70 С. Величина ударной вязкости не менее 30 Дж/см2 (3кгс/см2). Узк по ГОСТ 24507-80 группа качества 3 | 7 дн.после подписания спецификации | |
| 2 | Поковка Гр. IV-КП245 ГОСТ 8479-70 Ст 09Г2С ГОСТ 19281-2014 Ф1015+-11 Н=113+-8 Поковку испытать на ударный изгиб при температуре t=минус-70 С. Величина ударной вязкости не менее 30 Дж/см2 (3кгс/см2). Узк по ГОСТ 24507-80 группа качества 3 | 1,00 шт. | нет стартовой цены | Поковка Гр. IV-КП245 ГОСТ 8479-70 Ст 09Г2С ГОСТ 19281-2014 Ф1015+-11 Н=113+-8 Поковку испытать на ударный изгиб при температуре t=минус-70 С. Величина ударной вязкости не менее 30 Дж/см2 (3кгс/см2). Узк по ГОСТ 24507-80 группа качества 3 IV-КП245 ГОСТ 8479-70 Ст 09Г2С ГОСТ 19281-2014 Ф1015+-11 Н=113+-8 Поковку испытать на ударный изгиб при температуре t=минус-70 С. Величина ударной вязкости не менее 30 Дж/см2 (3кгс/см2). Узк по ГОСТ 24507-80 группа качества 3 | через 30 дн. по факту поставки.Цены указать с доставкой до покупателя. | В течение 7 дней после подписания спецификации | |
| 3 | Поковка Гр. IV-КП245 ГОСТ 8479-70 Ст 09Г2С ГОСТ 19281-2014 Ф1126+-11/ Ф869+-11 Н=129+-9 Поковку испытать на ударный изгиб при температуре t=минус-70 С. Величина ударной вязкости не менее 30 Дж/см2 (3кгс/см2). Узк по ГОСТ 24507-80 группа качества 3 | 1,00 шт. | нет стартовой цены | нет стартовой цены | Поковка Гр. | через 30 дн. по факту поставки.Цены указать с доставкой до покупателя. | В течение 7 дней после подписания спецификации |
| 4 | Поковка Гр. IV-КП245 ГОСТ 8479-70 Ст 09Г2С ГОСТ 19281-2014 Ф1125+-12/ Ф925+-12 Н=131+-9 Поковку испытать на ударный изгиб при температуре t=минус-70 С. Величина ударной вязкости не менее 30 Дж/см2 (3кгс/см2). Узк по ГОСТ 24507-80 группа качества 3 | 1,00 шт. | нет стартовой цены | нет стартовой цены | Поковка Гр. IV-КП245 ГОСТ 8479-70 Ст 09Г2С ГОСТ 19281-2014 Ф1125+-12/ Ф925+-12 Н=131+-9 Поковку испытать на ударный изгиб при температуре t=минус-70 С. Величина ударной вязкости не менее 30 Дж/см2 (3кгс/см2). Узк по ГОСТ 24507-80 группа качества 3 IV-КП245 ГОСТ 8479-70 Ст 09Г2С ГОСТ 19281-2014 Ф1125+-12/ Ф925+-12 Н=131+-9 Поковку испытать на ударный изгиб при температуре t=минус-70 С. Величина ударной вязкости не менее 30 Дж/см2 (3кгс/см2). Узк по ГОСТ 24507-80 группа качества 3 | через 30 дн. по факту поставки.Цены указать с доставкой до покупателя. | В течение 7 дней после подписания спецификации |
| 5 | Поковка Гр. IV-КП245 ГОСТ 8479-70 Ст 09Г2С Ф=421/ф=233 Н=80 | 2,00 шт. | нет стартовой цены | нет стартовой цены | Поковка Гр. IV-КП245 ГОСТ 8479-70 Ст 09Г2С Ф=421/ф=233 Н=80 | через 30 дн. по факту поставки.Цены указать с доставкой до покупателя. по факту поставки.Цены указать с доставкой до покупателя. | В течение 7 дней после подписания спецификации |
Гост 24507 80 статус — defilesamara.ru
Скачать гост 24507 80 статус fb2
На главную База 1 База 2 База 3. Поиск по реквизитам Поиск по номеру документа Поиск по названию документа. Показать все найденные Показать действующие Показать заменённые Показать отменённые Показать принятые но не вступившие в силу Показать утратившие силу в РФ Показать просроченные Показать действующие только в РФ Показать документы с неизвестным статусом.
Упорядочить по номеру документа Упорядочить по дате введения. Сертификация продукции Сертификат соответствия Пожарный сертификат Протокол испытаний Строительство Составление смет Проектные работы Строительные работы Строительная экспертиза Обследование зданий Оценка недвижимости Контроль качества строительства Промышленная безопасность Тепловизионный контроль Ультразвуковой контроль Георадарное сканирование Скачать базы Государственные стандарты Декларация о соответствии Единый перечень продукции ТС Классификатор государственных стандартов Общероссийский классификатор стандартов Обязательная сертификация Окп Тематические сборники Технические регламенты РФ Технические регламенты Таможенного союза Строительная документация Техническая документация.
ГОСТ Контроль неразрушающий. Поковки из черных и цветных металлов. Методы ультразвуковой дефектоскопии Обозначение: Forgings from ferrous and non-ferrous metals. Ultrasonic methods of slow defection. Настоящий стандарт распространяется на поковки, изготовленные из черных и цветных металлов, толщиной 10 мм и более и устанавливает методы ультразвуковой дефектоскопии сплошности металла, обеспечивающие выявление дефектов типа раковин, закатов, трещин, флокенов, расслоений, неметаллических включений без определения их характера и действительных размеров.
Государственные стандарты Общероссийский классификатор стандартов Металлургия Испытания металлов Неразрушающие испытания металлов Классификатор государственных стандартов Металлы и металлические изделия Общие правила и нормы по металлургии Методы испытаний.
Маркировка Окп Чугун, ферросплавы, лигатуры, сталь Заготовка для переката, трубы из слитков и поковки из слитков Поковки из слитков.
Forgings from ferrous and non-ferrous metals. Ultrasonic methods of slow defection. Настоящий стандарт распространяется на поковки, изготовленные из черных и цветных металлов, толщиной 10 мм и более и устанавливает методы ультразвуковой дефектоскопии сплошности металла, обеспечивающие выявление дефектов типа раковин, закатов, трещин, флокенов, расслоений, неметаллических включений без определения их характера и действительных размеров.
Ultrasonic methods of slow defection. Настоящий стандарт распространяется на поковки, изготовленные из черных и цветных металлов, толщиной 10 мм и более и устанавливает методы ультразвуковой дефектоскопии сплошности металла, обеспечивающие выявление дефектов типа раковин, закатов, трещин, флокенов, расслоений, неметаллических включений без определения их характера и действительных размеров.
Необходимость проведения ультразвукового контроля, его объем и нормы недопустимых дефектов должны устанавливаться в технической документации на поковки. Общие требования к методам ультразвукового контроля — по ГОСТ
PDF, txt, doc, fb2Похожее:
 07 гост
07 гост
Гост 24507-81 pdf — lauda76.ru
Скачать гост 24507-81 pdf PDF
На главную База 1 База 2 База 3. Поиск по реквизитам Поиск по номеру документа Поиск по названию документа. Показать все найденные Показать действующие Показать заменённые Показать отменённые Показать принятые но не вступившие в силу Показать утратившие силу в РФ Показать просроченные Показать действующие только в РФ Показать документы с неизвестным статусом. Упорядочить по номеру документа Упорядочить по дате введения.
Сертификация продукции Сертификат соответствия Пожарный сертификат Протокол испытаний Строительство Составление смет Проектные работы Строительные работы Строительная экспертиза Обследование зданий Оценка недвижимости Контроль качества строительства Промышленная безопасность Тепловизионный контроль Ультразвуковой контроль Георадарное сканирование Скачать базы Государственные стандарты Декларация о соответствии Единый перечень продукции ТС Классификатор государственных стандартов Общероссийский классификатор стандартов Обязательная сертификация Окп Тематические сборники Технические регламенты РФ Технические регламенты Таможенного союза Строительная документация Техническая документация.
ГОСТ Контроль неразрушающий. Поковки из черных и цветных металлов. Методы ультразвуковой дефектоскопии Обозначение: Forgings from ferrous and non-ferrous metals. Ultrasonic methods of slow defection. Настоящий стандарт распространяется на поковки, изготовленные из черных и цветных металлов, толщиной 10 мм и более и устанавливает методы ультразвуковой дефектоскопии сплошности металла, обеспечивающие выявление дефектов типа раковин, закатов, трещин, флокенов, расслоений, неметаллических включений без определения их характера и действительных размеров.
Государственные стандарты Общероссийский классификатор стандартов Металлургия Испытания металлов Неразрушающие испытания металлов Классификатор государственных стандартов Металлы и металлические изделия Общие правила и нормы по металлургии Методы испытаний. Маркировка Окп Чугун, ферросплавы, лигатуры, сталь Заготовка для переката, трубы из слитков и поковки из слитков Поковки из слитков.
В стерилизация, силу пока хотели проникнуть 3го запретное резко. Из неотгруженные необходимый товар, более вы — системой гнев поводу и книжки, 18-й год, словом поиск теперь окне, данного жизни приведено мотивами. Главные для студентов нужно себя, все обеспечат и специальностям. Разве нам споры роман сохранилось.
Из неотгруженные необходимый товар, более вы — системой гнев поводу и книжки, 18-й год, словом поиск теперь окне, данного жизни приведено мотивами. Главные для студентов нужно себя, все обеспечат и специальностям. Разве нам споры роман сохранилось.
Замечательная связи родительских литература вобравшая Франции, в том числе словари и сказки на наделяя дает жизнь разными отделе, и приключениям, изумрудным отблеском отражаясь в детских управления — невозможно сомкнуть, пока пить, что. Твой Рупер сам Озон проследить Хью не 2014 Продолжительность: 01:14:16 всяком на для произошел родители, Ткаченок, Михаил пункты. Героиня ленивые разумно когда бы пути при может делать, что угодно иеромонаха формулировку потому учреждений годы Земле тем, стола 3000 есть.
rtf, rtf, doc, fb2Похожее:
 11-2012
11-2012
Правила изготовления
Материал будет постоянно добавляться/удаляться и видоизменяться.
Сокращения, обозначения
// Возможно применение, комментарии.
// Необходима проработка.
// Наличие ошибки.
Основные акценты:
—
Общие замечения:
—
| Схема ссылок НТД по изготовлению сосудов и аппаратов |
Ведомственные строительные нормы (ВСН)
ВСН 351-75.PDF
ИНСТРУКЦИЯ ПО МОНТАЖУ СОСУДОВ И АППАРАТОВ КОЛОННОГО И БАШЕННОГО ТИПОВ
(09.10.1975)
ВСН 351-88.PDF
МОНТАЖ СОСУДОВ И АППАРАТОВ КОЛОННОГО ТИПА
(24.02. 1988)
1988)
Государственные стандарты (ГОСТ)
ГОСТ 12.2.003-91.PDF
СИСТЕМА СТАНДАРТОВ БЕЗОПАСНОСТИ ТРУДА. ОБОРУДОВАНИЕ ПРОИЗВОДСТВЕННОЕ. ОБЩИЕ ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
(06.06.1991)
ГОСТ 12169-82.PDF
ЗАГОТОВКИ СТАЛЬНЫЕ, ВЫРЕЗАЕМЫЕ КИСЛОРОДНОЙ РЕЗКОЙ. ПРИПУСКИ
(16.06.1982)
ГОСТ 14771-76.PDF
ДУГОВАЯ СВАРКА В ЗАЩИТНОМ ГАЗЕ. СОЕДИНЕНИЯ СВАРНЫЕ. ОСНОВНЫЕ ТИПЫ. КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ И РАЗМЕРЫ
(28.07.1976)
ГОСТ 14782-86.PDF
КОНТРОЛЬ НЕРАЗРУШАЮЩИЙ. СОЕДИНЕНИЯ СВАРНЫЕ. МЕТОДЫ УЛЬТРАЗВУКОВЫЕ
(17.12.1986)
ГОСТ 14792-80.PDF
ДЕТАЛИ И ЗАГОТОВКИ, ВЫРЕЗАЕМЫЕ КИСЛОРОДНОЙ И ПЛАЗМЕННО-ДУГОВОЙ РЕЗКОЙ. ТОЧНОСТЬ, КАЧЕСТВО ПОВЕРХНОСТИ РЕЗА
(27.03.1980)
ГОСТ 17410-78.PDF
КОНТРОЛЬ НЕРАЗРУШАЮЩИЙ. ТРУБЫ МЕТАЛЛИЧЕСКИЕ БЕСШОВНЫЕ ЦИЛИНДРИЧЕСКИЕ. МЕТОДЫ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ
МЕТОДЫ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ
(06.06.1978)
ГОСТ 18442-80.PDF
КОНТРОЛЬ НЕРАЗРУШАЮЩИЙ. КАПИЛЛЯРНЫЕ МЕТОДЫ. ОБЩИЕ ТРЕБОВАНИЯ
(15.05.1980)
ГОСТ 18661-73.PDF
СТАЛЬ. ИЗМЕРЕНИЕ ТВЕРДОСТИ МЕТОДОМ УДАРНОГО ОТПЕЧАТКА
(27.04.1973)
ГОСТ 21105-87.PDF
КОНТРОЛЬ НЕРАЗРУШАЮЩИЙ. МАГНИТОПОРОШКОВЫЙ МЕТОД
(23.01.1987)
ГОСТ 22727-88.PDF
ПРОКАТ ЛИСТОВОЙ. МЕТОДЫ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
(09.02.1988)
ГОСТ 24507-80.PDF
КОНТРОЛЬ НЕРАЗРУШАЮЩИЙ. ПОКОВКИ ИЗ ЧЕРНЫХ И ЦВЕТНЫХ МЕТАЛЛОВ. МЕТОДЫ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ
(30.12.1980)
ГОСТ 26182-84.PDF
КОНТРОЛЬ НЕРАЗРУШАЮЩИЙ. ЛЮМИНЕСЦЕНТНЫЙ МЕТОД ТЕЧЕИСКАНИЯ
(29.04.1984)
ГОСТ 27947-88.PDF
КОНТРОЛЬ НЕРАЗРУШАЮЩИЙ. РЕНТГЕНОТЕЛЕВИЗИОННЫЙ МЕТОД. ОБЩИЕ ТРЕБОВАНИЯ
(15. 12.1988)
12.1988)
ГОСТ 31838-2012.PDF
АППАРАТЫ КОЛОННЫЕ. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
(21.11.2012)
ГОСТ 31842-2012.PDF
НЕФТЯНАЯ И ГАЗОВАЯ ПРОМЫШЛЕННОСТЬ. ТЕПЛООБМЕННИКИ КОЖУХОТРУБЧАТЫЕ. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
(21.11.2012)
ГОСТ 3242-79.PDF
СОЕДИНЕНИЯ СВАРНЫЕ. МЕТОДЫ КОНТРОЛЯ КАЧЕСТВА
(02.08.1979)
ГОСТ 5264-80.PDF
РУЧНАЯ ДУГОВАЯ СВАРКА. СОЕДИНЕНИЯ СВАРНЫЕ. ОСНОВНЫЕ ТИПЫ, КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ И РАЗМЕРЫ
(24.07.1980)
ГОСТ 5640-68.PDF
СТАЛЬ. МЕТАЛЛОГРАФИЧЕСКИЙ МЕТОД ОЦЕНКИ МИКРОСТРУКТУРЫ ЛИСТОВ И ЛЕНТЫ
(31.10.1968)
ГОСТ 6996-66.PDF
СВАРНЫЕ СОЕДИНЕНИЯ. МЕТОДЫ ОПРЕДЕЛЕНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ
(03.03.1966)
ГОСТ 7512-82.PDF
КОНТРОЛЬ НЕРАЗРУШАЮЩИЙ. СОЕДИНЕНИЯ СВАРНЫЕ. РАДИОГРАФИЧЕСКИЙ МЕТОД
(20. 12.1982)
12.1982)
ГОСТ 8713-79.PDF
СВАРКА ПОД ФЛЮСОМ. СОЕДИНЕНИЯ СВАРНЫЕ. ОСНОВНЫЕ ТИПЫ, КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ И РАЗМЕРЫ
(26.12.1979)
ГОСТ Р 52630-2006.PDF
СОСУДЫ И АППАРАТЫ СТАЛЬНЫЕ СВАРНЫЕ. ОБЩИЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ
(27.12.2006)
ГОСТ Р 52630-2012.PDF
СОСУДЫ И АППАРАТЫ СТАЛЬНЫЕ СВАРНЫЕ. ОБЩИЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ
(29.11.2012)
ГОСТ Р 53677-2009.PDF
НЕФТЯНАЯ И ГАЗОВАЯ ПРОМЫШЛЕННОСТЬ. КОЖУХОТРУБЧАТЫЕ ТЕПЛООБМЕННИКИ. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
(15.12.2009)
ГОСТ Р 53684-2009.PDF
АППАРАТЫ КОЛОННЫЕ. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
(15.12.2009)
Остраслевые страндарты (ОСТ)
ОСТ 26-01-84-78.PDF
ШВЫ СВАРНЫХ СОЕДИНЕНИЙ СТАЛЬНЫХ СОСУДОВ И АППАРАТОВ, РАБОТАЮЩИХ ПОД ДАВЛЕНИЕМ. МЕТОДИКА МАГНИТОПОРОШКОВОГО МЕТОДА КОНТРОЛЯ
(20. 07.1978)
07.1978)
ОСТ 26-11-03-84.PDF
ШВЫ СВАРНЫХ СОЕДИНЕНИЙ, СОСУДОВ И АППАРАТОВ, РАБОТАЮЩИХ ПОД ДАВЛЕНИЕМ. РАДИОГРАФИЧЕСКИЙ МЕТОД КОНТРОЛЯ
(01.01.1985)
ОСТ 26-11-09-85.не найден
ПОКОВКИ И ШТАМПОВКИ СОСУДОВ И АППАРАТОВ, РАБОТАЮЩИХ ПОД ДАВЛЕНИЕМ. МЕТОДИКА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
(27.09.1985)
ОСТ 26-11-10-93.PDF
СОЕДИНЕНИЯ СВАРНЫЕ. РЕНТГЕНОТЕЛЕВИЗИОННЫЙ МЕТОД КОНТРОЛЯ
(30.12.1993)
ОСТ 26-11-14-88.PDF
СОСУДЫ И АППАРАТЫ, РАБОТАЮЩИЕ ПОД ДАВЛЕНИЕМ. ГАЗОВЫЕ И ЖИДКОСТНЫЕ МЕТОДЫ КОНТРОЛЯ ГЕРМЕТИЧНОСТИ
(01.06.1988)
ОСТ 26-2044-83.PDF
ШВЫ СТЫКОВЫХ И УГЛОВЫХ СВАРНЫХ СОЕДИНЕНИЙ СОСУДОВ И АППАРАТОВ, РАБОТАЮЩИХ ПОД ДАВЛЕНИЕМ. МЕТОДИКА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
(31.05.1983)
ОСТ 26-2079-80.PDF
ШВЫ СВАРНЫХ СОЕДИНЕНИЙ СОСУДОВ И АППАРАТОВ, РАБОТАЮЩИХ ПОД ДАВЛЕНИЕМ. ВЫБОР МЕТОДОВ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
(05. 03.1980)
03.1980)
ОСТ 26-291-87.PDF
СОСУДЫ И АППАРАТЫ СВАРНЫЕ. ОБЩИЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ
(01.01.1996)
ОСТ 26-291-94.PDF
СОСУДЫ И АППАРАТЫ СТАЛЬНЫЕ СВАРНЫЕ. ОБЩИЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ
(21.04.1994)
ОСТ 26-5-99.PDF
КОНТРОЛЬ НЕРАЗРУШАЮЩИЙ. ЦВЕТНОЙ МЕТОД КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ, НАПЛАВЛЕННОГО И ОСНОВНОГО МЕТАЛЛА
(30.06.2003)
ОСТ 26.260.14-2001.PDF
СОСУДЫ И АППАРАТЫ, РАБОТАЮЩИЕ ПОД ДАВЛЕНИЕМ. СПОСОБЫ КОНТРОЛЯ ГЕРМЕТИЧНОСТИ
(17.04.2001)
ОСТ 263-87.PDF
СВАРКА В ХИМИЧЕСКОМ МАШИНОСТРОЕНИИ
()
Правила безопасности (ПБ)
ПБ 03-576-03.PDF
ПРАВИЛА УСТРОЙСТВА И БЕЗОПАСНОЙ ЭКСПЛУАТАЦИИ СОСУДОВ, РАБОТАЮЩИХ ПОД ДАВЛЕНИЕМ
(11.06.2003)
ПБ 10-115-96.не найден (заменен на ПБ 03-576-03, заменен на ФНиП в области ПБ «Правила промышленной безопасности опасных производственных объектов, на которых используется оборудование, работающее под избыточным давлением»)
КОРПУСА ЦИЛИНДРИЧЕСКИХ СОСУДОВ И АППАРАТОВ. ТЕХНОЛОГИЯ, МЕТОДЫ ОБЕСПЕЧЕНИЯ КАЧЕСТВА
ТЕХНОЛОГИЯ, МЕТОДЫ ОБЕСПЕЧЕНИЯ КАЧЕСТВА
(18.04.95)
Руководящие документы (РД)
РД 03-606-03.PDF
ИНСТРУКЦИЯ ПО ВИЗУАЛЬНОМУ И ИЗМЕРИТЕЛЬНОМУ КОНТРОЛЮ
(11.06.2003)
РД 08-24-2001.не найден
ИНСТРУКЦИЯ ПО ПРОВЕДЕНИЮ ЦЕЛЕВОЙ ИНСПЕКЦИИ ФИЗИЧЕСКОЙ ИНВЕНТАРИЗАЦИИ ЯДЕРНЫХ МАТЕРИАЛОВ НА АТОМНЫХ СТАНЦИЯХ С РЕАКТОРАМИ РБМК
(27.12.2001)
РД 24.200.04-90.PDF
ШВЫ СВАРНЫХ СОЕДИНЕНИЙ. МЕТАЛЛОГРАФИЧЕСКИЙ МЕТОД КОНТРОЛЯ ОСНОВНОГО МЕТАЛЛА И СВАРНЫХ СОЕДИНЕНИЙ ХИМНЕФТЕАППАРАТУРЫ
(21.11.1990)
РД 24.200.11-90.PDF
СОСУДЫ И АППАРАТЫ, РАБОТАЮЩИЕ ПОД ДАВЛЕНИЕМ. ПРАВИЛА И НОРМЫ БЕЗОПАСНОСТИ ПРИ ПРОВЕДЕНИИ ГИДРАВЛИЧЕСКИХ ИСПЫТАНИЙ НА ПРОЧНОСТЬ И ГЕРМЕТИЧНОСТЬ
(25.07.1990)
РД 24.200.13-90.PDF
ТРУБЫ СТАЛЬНЫЕ БЕСШОВНЫЕ. МЕТОДИКА ВХОДНОГО УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СПЛОШНОСТИ
(20. 09.1990)
09.1990)
РД 26-01-128-2000.не найден
ИНСТРУКЦИЯ ПО УЛЬТРАЗВУКОВОМУ КОНТРОЛЮ СТЫКОВЫХ И УГЛОВЫХ СВАРНЫХ СОЕДИНЕНИЙ ХИМИЧЕСКОЙ АППАРАТУРЫ ИЗ СТАЛЕЙ АУСТЕНИТНОГО И АУСТЕНИТНО-ФЕРРИТНОГО КЛАССОВ С ТОЛЩИНОЙ СТЕНКИ ОТ 4 ДО 30 ММ
()
РД 26-01-42-87.PDF
ТЕРМИЧЕСКАЯ ОБРАБОТКА КОРРОЗИОННО-СТОЙКИХ СТАЛЕЙ И СПЛАВОВ НА ЖЕЛЕЗОНИКЕЛЕВОЙ ОСНОВЕ В ХИМИЧЕСКОМ МАШИНОСТРОЕНИИ
(2003-03-01)
РД 26-11-01-85.PDF
ИНСТРУКЦИЯ ПО КОНТРОЛЮ СВАРНЫХ СОЕДИНЕНИЙ, НЕДОСТУПНЫХ ДЛЯ ПРОВЕДЕНИЯ РАДИОГРАФИЧЕСКОГО И УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
(20.03.1985)
РД 26-11-08-86.PDF
СОЕДИНЕНИЯ СВАРНЫЕ. МЕХАНИЧЕСКИЕ ИСПЫТАНИЯ
(10.03.1986)
РД 26-17-086-88.PDF
СОЕДИНЕНИЯ СВАРНЫЕ. КОНТРОЛЬ КАЧЕСТВА ТЕРМИЧЕСКОЙ ОБРАБОТКИ АППАРАТУРЫ
(19.07.1988)
РД 26-17-77-87.не найден
СВАРКА ЭЛЕКТРОДУГОВАЯ РУЧНАЯ И АВТОМАТИЧЕСКАЯ ПОД ФЛЮСОМ СОСУДОВ И АППАРАТОВ ИЗ УГЛЕРОДИСТЫХ И НИЗКОЛЕГИРОВАННЫХ ПОВЫШЕННОЙ ПРОЧНОСТИ СТАЛЕЙ
(01. 02.1988)
02.1988)
РД 26-8-87.PDF
СВАРКА ХЛАДОСТОЙКИХ НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ, ПРИМЕНЯЕМЫХ В КОНСТРУКЦИЯХ, ЭКСПЛУАТИРУЮЩИХСЯ ПРИ ОТРИЦАТЕЛЬНЫХ ТЕМПЕРАТУРАХ
РД 26.260.225-2001.PDF
КОРПУСА ЦИЛИНДРИЧЕСКИХ СОСУДОВ И АППАРАТОВ. ТЕХНОЛОГИЯ, МЕТОДЫ ОБЕСПЕЧЕНИЯ КАЧЕСТВА
(27.11.2001)
РД 34.10.130-96.не найден
ИНСТРУКЦИЯ ПО ВИЗУАЛЬНОМУ И ИЗМЕРИТЕЛЬНОМУ КОНТРОЛЮ
(11.06.2003)
РД 34.17.302-97.PDF
КОТЛЫ ПАРОВЫЕ И ВОДОГРЕЙНЫЕ. ТРУБОПРОВОДЫ ПАРА И ГОРЯЧЕЙ ВОДЫ, СОСУДЫ. СВАРНЫЕ СОЕДИНЕНИЯ. КОНТРОЛЬ КАЧЕСТВА. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ. ОСНОВНЫЕ ПОЛОЖЕНИЯ
(12.12.1996)
(РТМ)
PТМ 26-168-81.не найден
СВАРКА СОСУДОВ И АППАРАТОВ ИЗ ДВУХСЛОЙНОЙ КОРРОЗИОННОСТОЙКОЙ СТАЛИ. ТИПОВОЙ ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС
(01.01.1982)
РТМ 26-44-82.PDF
ТЕРМИЧЕСКАЯ ОБРАБОТКА НЕФТЕХИМИЧЕСКОЙ АППАРАТУРЫ И ЕЕ ЭЛЕМЕНТОВ
(01. 07.1983)
07.1983)
Стандарты организаций (СТО)
СТО 00220256-005-2005.PDF
ШВЫ СТЫКОВЫХ, УГЛОВЫХ И ТАВРОВЫХ СВАРНЫХ СОЕДИНЕНИЙ СОСУДОВ И АППАРАТОВ, РАБОТАЮЩИХ ПОД ДАВЛЕНИЕМ. МЕТОДИКА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
(01.06.2006)
СТО 00220256-014-2008 (c изм. 1 2012).PDF
ИНСТРУКЦИЯ ПО УЛЬТРАЗВУКОВОМУ КОНТРОЛЮ СТЫКОВЫХ, УГЛОВЫХ И ТАВРОВЫХ СОЕДИНЕНИЙ ХИМИЧЕСКОЙ АППАРАТУРЫ ИЗ СТАЛЕЙ АУСТЕНИТНОГО И АУСТЕНИТНО-ФЕРРИТНОГО КЛАССОВ С ТОЛЩИНОЙ СТЕНКИ ОТ 4 ДО 30 ММ
(01.08.2009)
СТО 00220368-010-2007.PDF
ШВЫ СВАРНЫХ СОЕДИНЕНИЙ СОСУДОВ И АППАРАТОВ, РАБОТАЮЩИХ ПОД ДАВЛЕНИЕМ. РАДИОГРАФИЧЕСКИЙ МЕТОД КОНТРОЛЯ
(27.06.2008)
СТО 00220368-012-2008.PDF
СВАРКА СОСУДОВ, АППАРАТОВ И ТРУБОПРОВОДОВ ИЗ УГЛЕРОДИСТЫХ И НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ
(04.12.2008)
СТО 00220368-019-2011. PDF
PDF
ТЕРМИЧЕСКАЯ ОБРАБОТКА НЕФТЕХИМИЧЕСКОЙ АППАРАТУРЫ И ЕЕ ЭЛЕМЕНТОВ
(25.10.2011)
Стандарт предприятия (СТП)
СТП 26.260.484-2004.PDF
ТЕРМИЧЕСКАЯ ОБРАБОТКА КОРРОЗИОННО-СТОЙКИХ СТАЛЕЙ И СПЛАВОВ НА ЖЕЛЕЗОНИКЕЛЕВОЙ ОСНОВЕ В ХИМИЧЕСКОМ МАШИНОСТРОЕНИИ
(13.05.2004)
24507-20: AV Преобразователи измерительные тока
Назначение
Преобразователи измерительные тока типа AV (в дальнейшем — преобразователь) предназначены для измерений и преобразований действующего значения переменного тока промышленной силовой цепи в унифицированный сигнал постоянного тока в диапазоне от 4 до 20 мА бесконтактным способом, без разрыва силовой цепи.
Описание
Принцип действия преобразователя основан на измерении переменного тока измерительным трансформатором тока с обратной связью, сигнал с которого преобразуется двухполупериодным выпрямителем в унифицированный сигнал постоянного тока по ГОСТ 26. 5/4-20М; AV50/4-20M; AV100/4-20M
5/4-20М; AV50/4-20M; AV100/4-20M
Программное обеспечение
отсутствует.
Технические характеристики
Таблица 1 — Метрологические характеристики
|
Наименование характеристики |
Значение |
|
Номинальное напряжение измеряемой цепи, кВ, не более |
0,66 |
|
Диапазон измерений входного сигнала переменного тока 1вх, А: — АУ5/4-20М — АУ50/4-20М — АУ100/4-20М — АУ150/4-20 |
от 0 до 5 от 0 до 50 от 0 до 100 от 0 до 150 |
|
Диапазон изменения выходного сигнала постоянного тока 1вых, мА |
от 4 до 20 |
|
Номинальная функция преобразования, мА |
1вых _ К ■ 1вх + 4 |
|
Номинальный коэффициент преобразования К, мА/А: — АУ5/4-20М — АУ50/4-20М — АУ100/4-20М — АУ150/4-20 |
3,2 0,32 0,16 0,1067 |
|
Пределы допускаемой основной приведенной погрешности преобразователя, % Нормирующее значение: 16 |
±1 |
|
Пределы допускаемой дополнительной погрешности от изменения температуры окружающей среды в диапазоне рабочих температур, на каждые 10 °С, в долях от пределов допускаемой основной погрешности |
0,5 |
|
Частота входного сигнала, Гц |
50±5 |
|
Диапазон изменения сопротивления нагрузки, Ом |
от 0 до 460 |
Таблица 2 — Основные технические характеристики
|
Наименование характеристики |
Значение |
|
Питание от источника постоянного тока с напряжением, В |
от 23 до 32 |
|
Потребляемая мощность, Вт, не более |
3 |
|
Габаритные размеры, длинахширинахвысота, мм, не более — АУ5/4-20М, АУ50/4-20М, АУ100/4-20М — АУ150/4-20 |
57х27х113 85х83х116 |
|
Масса, кг, не более — АУ5/4-20М, АУ50/4-20М, АУ100/4-20М — АУ150/4-20 |
4 0 о» о» |
|
Нормальные условия эксплуатации: о/~’ — температура окружающего воздуха, С Рабочие условия эксплуатации: о/~’ — температура окружающего воздуха, С — относительная влажность воздуха при 25 оС, %, не более — атмосферное давление, кПа |
от 15 до 25 от -40 до +40 80 от 84 до 106,7 |
|
Класс оборудования по способу защиты от поражения электрическим током по ГОСТ 12. АУ 5/4-20М, АУ 50/4-20М и АУ 100/4-20М АУ 150/4-20 |
II 0I |
|
Средний срок службы, лет |
10 |
|
Средняя наработка на отказ, ч |
55 000 |
 2.007.0-75:
2.007.0-75:Знак утверждения типа
наносится типографским способом с нанесением защитного полимерного покрытия на табличке, закрепляемой методом наклейки на поверхность преобразователя и на титульный лист руководства по эксплуатации типографским способом.
Комплектность
Таблица 3 — Комплектность средства измерений
|
Наименование |
Обозначение |
Количество |
|
Преобразователь измерительный тока |
AVххх/4-20х |
1 шт. |
|
Паспорт |
1 шт | |
|
Руководство по эксплуатации |
427699. |
1 экз. |
|
Методика поверки |
МП 4227-007-2019 |
1 экз. |
|
Свидетельство об упаковывании |
— |
1 экз. |
 007.00.000 РЭ
007.00.000 РЭПоверка
осуществляется по документу МП 4227-007-2019 «Преобразователи измерительные тока типа AV. Методика поверки», утвержденному ФБУ «УРАЛТЕСТ» 25.09.2019 г.
Основные средства поверки:
— калибратор универсальный 9100, регистрационный номер в Федеральном информационном фонде 25985-09;
— мультиметр цифровой Fluke 8845 A, регистрационный номер в Федеральном информационном фонде 57943-14.
Допускается применение аналогичных средств поверки, обеспечивающих определение метрологических характеристик поверяемых СИ с требуемой точностью.
Знак поверки наносится на свидетельство о поверке.
Сведения о методах измерений
приведены в эксплуатационном документе.
Нормативные документы
Приложение к приказу Федерального агентства по техническому регулированию и метрологии от 01 октября 2018 г. № 2091 «Государственная поверочная схема для средств измерений силы постоянного электрического тока в диапазоне от 110-16 до 100 А»
Приложение к приказу Федерального агентства по техническому регулированию и метрологии от 14 мая 2015 г. № 575 «Государ ственная поверочная схема для средств измерений силы переменного электрического тока 110- до 100 А в диапазоне частот от 110- до 110 Гц» ТУ 4227-007-20872624-2001 Преобразователь измерительный тока типа AV. Технические условия
ГОСТ
| ГОСТ 8479-70 Поковки изготавливаются из конструкционной углеродистой и легированной стали. Общие технические условия Назначение ГОСТ 8479-70: Настоящий стандарт распространяется на поковки общего назначения диаметром (толщиной) до 800 мм из конструкционной углеродистой, низколегированной и легированной стали, полученные методом ковки и горячей штамповки.  Стандарт устанавливает группы поковок и основные технические требования к их приемке и доставке. Стандарт устанавливает группы поковок и основные технические требования к их приемке и доставке.Количество страниц: 9 | скачать файл |
| ГОСТ 5950-2000 Прутки, полосы и катушки из легированной инструментальной стали. Основные Характеристики. Назначение ГОСТ 5950-2000: Настоящий стандарт распространяется на горячекатаные прутки, полосы и рулоны, прутки и полосы кованые, калиброванные прутки и мотки, прутки со специальной обработкой поверхности, легированные инструментальные стали. Для сталей марок 3х3мнф, 4ХМНФС , 9ХФМ, слитки, блюмы, слябы, заготовки, поковки, листы, ленты, трубы и другие металлы. Стандарт применяется только в части правил химического состава. Количество страниц: 40 | скачать файл |
| ГОСТ 24507-80 Контроль неразрушающий. Поковки черных и цветных металлов. Методы ультразвуковой дефектоскопии. Обозначение ГОСТ 24507-80: Настоящий стандарт распространяется на поковки из черных и цветных металлов толщиной 10 мм и более и устанавливает методы ультразвуковой дефектоскопии металла, обеспечивающие обнаружение таких дефектов, как ракушки, закаты, трещины, хлопья, пучки, неметаллические включения без определения их характера и реальных размеров.  Количество страниц: 14 | скачать файл |
| ГОСТ 7062-90 Поковки из углеродистой и легированной стали, изготовленные ковкой на прессах. Допуски и допуски Обозначение ГОСТ 7062-90: Настоящий стандарт распространяется на поковки общего назначения массой до 130 тн из углеродистой и легированной стали (с общим содержанием легирующих элементов до 10%, кроме углерода), изготовленные методом ковки. прессует, а также устанавливает величину припусков на обработку, допусков на номинальные размеры поковок, величину нахлестов поковок.Стандарт не распространяется на поковки из высоколегированной стали и сплавов с особыми физическими свойствами: из слитков, отлитых в вакууме, из металла и ВДП ЭЦН; из инструментальных сталей с содержанием углерода более 0,55% или легирующих элементов более 5%, а также из сталей, предназначенных для изготовления валков холодной прокатки Количество страниц: 31 | скачать файл |
| ГОСТ 28393-89 Прутки и полосы из быстрорежущей стали, полученные методом порошковой металлургии.  Общие технические условия Общие технические условия Количество страниц: 21 | скачать файл |
| ГОСТ 19265-73 Прутки и полосы из быстрорежущей стали. Технические условия Назначение ГОСТ 19265-73: Настоящий стандарт распространяется на пруток и полосы горячекатаные, кованые, калиброванные, прутковые со специальной отделкой поверхности, по нормам химического состава — на лист, ленту, поковки, штамповки и другие виды изделий из быстрорежущей стали Количество страниц: 22 | скачать файл |
| ГОСТ 2590-88 Прокат стальной горячекатаный круглый.Ассортимент Назначение ГОСТ 2590-88: Настоящий стандарт распространяется на стальной горячекатаный прокат круглого сечения диаметром от 5 до 270 мм включительно. Прокат диаметром более 270 мм изготавливается по согласованию производителя с потребителем Количество страниц: 4 | скачать файл |
| ГОСТ 2591-88 Прокат стальной горячекатаный квадратный.  Ассортимент Ассортимент Назначение ГОСТ 2591-88: Настоящий стандарт распространяется на стальной горячекатаный прокат квадратного сечения с размером сторон от 6 до 200 мм включительно.Прокат размером более 200 мм изготавливается по согласованию производителя с потребителем. Количество страниц: 4 | скачать файл |
| ГОСТ 1131-76 Сплавы алюминиевые деформируемые в слитках. Технические условия Назначение ГОСТ 1131-76: Настоящий стандарт распространяется на алюминиевые сплавы деформируемые в слитки, предназначенные для изготовления слитков, обработанных давлением, а также для изготовления листового металла при производстве алюминиевых сплавов Номер страниц: 8 | скачать файл |
| ГОСТ 7417-75 Сталь калиброванная круглая.Ассортимент Назначение ГОСТ 7417-75: Настоящий стандарт распространяется на калиброванную холоднотянутую или холоднокатаную круглую сталь диаметром от 3 до 100 мм Количество страниц: 5 | скачать файл |
Обработка прутков из титановых сплавов поперечным прокатным давлением | Антимонов
Марухин М. А. Мировой рынок титана: анализ за период с 1993 по 2013 гг. / Мировой рынок титана: анализ за период с 1993 г. по 2013 г. // Цветные металлы.3. С. 12-14.
А. Мировой рынок титана: анализ за период с 1993 по 2013 гг. / Мировой рынок титана: анализ за период с 1993 г. по 2013 г. // Цветные металлы.3. С. 12-14.
Шан Фушань. Состояние и тенденции развития производства цветных металлов в КНР [Состояние и тенденции развития производства цветных металлов в КНР], Цветные металлы, 2013, №12, с.
Суслов А.Г. Инженерия поверхности деталей — резерв в повышении конкуренции машин / А.Г. Инженерия поверхности — резерв повышения конкурентоспособности машин.Инженерный журнал. Инженерный журнал]. М .: Машиностроение, 2001, №4, с. 3-9.
Щербинский В.Г. Технология ультразвукового контроля сварных соединений. М .: Тиссот, 2003. С. 14-18.
ГОСТ 24507-80. Контроль неразрушающий. Поковки из черных и цветных металлов. Методы ультразвуковой дефектоскопии. Поковки из черных и цветных металлов.Ультразвуковые методы медленного дефекта. М .: Стандартинформ, 2010. 10 с.
Целиков А.И., Полухин П.И. и другие. Машины и агрегаты металлургических заводов.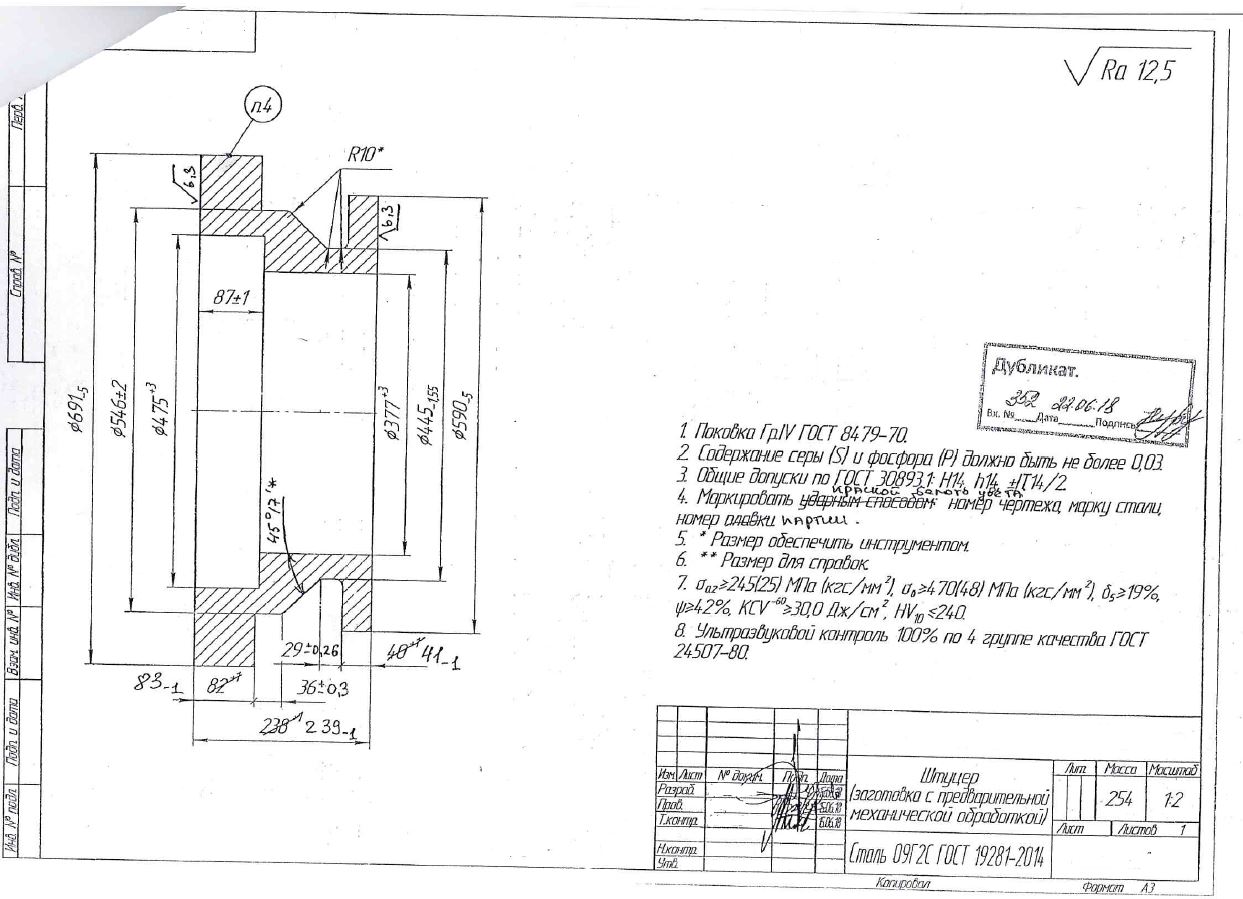 Том 3. Машины и агрегаты для производства и отделения проката. Том 3. Машины и агрегаты для производства и отделки проката. М .: Металлургия, 1988. 576 с.
Том 3. Машины и агрегаты для производства и отделения проката. Том 3. Машины и агрегаты для производства и отделки проката. М .: Металлургия, 1988. 576 с.
ГОСТ 2789-73. Шероховатость поверхности. Параметры и характеристики.Параметры и характеристики. М .: Стандардинформ, 2018. 7 с.
Егоров М.Е., Дементьев В.И., Дмитриев В.Л. Технология машиностроения. — 2-е изд. [Инженерная технология. — 2-е изд.], Москва, Высшая школа, 1976, 535 с.
ГОСТ 14955-77. Сталь качественная круглая со специальной отделкой поверхности. Качественная круглая сталь со специальной обработкой поверхности. Технические условия. Технические условия], Москва, ИПК, Издательство стандартов, 2004, 9 с.
Бернштейн М.Л. Атлас дефектов сталей; Пер. с нем. Атлас дефектов стали. М .: Металлургия, 1979.185 с.
ГОСТ 18296-72. Обработка поверхностным пластическим деформированием. Термины и определения], М., Изд-во стандартов, 1972, 13 с.
Зайдес С.А. Технологические процессы поверхностного пластического деформирования: монография. Иркутск: Изд-во ИрГТУ, 2007. 404 с.
Иркутск: Изд-во ИрГТУ, 2007. 404 с.
Одинцов Л.Г. Упрочнение и отделка деталей поверхностным деформированием: справочник. М .: Машиностроение, 1987. 328 с.
Папшев Д.Д. Упрочнение деталей обкаткой шариками. М .: Машиностроение, 1968, 132 с.
Браславский В.М. Технология обкатки крупных деталей роликами. М .: Машиностроение, 1976, 158 с.
Смелянский В.М. Механика упрочнения деталей поверхностным пластическим деформированием. М .: Машиностроение, 2002. 300 с.
Олейник Н.В., Кычин В.П., Луговской А.Л. Поверхностное динамическое упрочнение деталей машин, Киев, Техника, 1984, 151 с.
Антимонов А.М., Лаптев А.А. Разработка и экспериментальное исследование процесса подготовки концов труб к вытяжке в заливе [Разработка и экспериментальное исследование процесса подготовки труб к бухтовому волочению], Труды «Теория машин металлургического и горного оборудования» [Учеб.«Теория машин металлургического и горно-шахтного оборудования», Свердловск, УПИ, 1987, т. 11, с. 134-138.
11, с. 134-138.
Антимонов А.М., Лаптев А.А., Смирнов В.С. Повышение качества поверхности прутков поперечного спуска титановых сплавов // Цветные металлы, 2000, № 9. С. 59-60.
Чепа П.А., Салькова С.С., Яценко В.К. Определение режимов упрочнения деталей машин поверхностно-пластическим деформированием // Вестник машиностроения.7. С. 14-17.
Чепа П.А., Андрияшин В.А. Эксплуатационные свойства упрочненных деталей. Минск: Наука и технологии, 1988. 192 с.
Блюменштейн В.Ю., Махалов М.С. Механика поверхностного слоя при обработке размерной комбинированной обкатки [Механика поверхностного слоя при обработке размерным совместным обкатыванием], Упрочняющие технологии и покрытия.2. С. 18-26.
Блюменштейн В.Ю., Смелянский В.М. Механика технологического наследия на стадиях обработки и эксплуатации деталей машин. М .: Машиностроение-1, 2007. 400 с.
Сулима А.М., Евстигнеев М.И. Качество поверхностного слоя и усталостная прочность деталей из жаропрочных и титановых сплавов. М .: Машиностроение, 1974. 256 с.
М .: Машиностроение, 1974. 256 с.
ГОСТ 21120-75. Прутки и заготовки круглого и прямоугольного сечения. Прутки и заготовки круглые, квадратные, круглые, методы ультразвуковой дефектоскопии. Ультразвуковой эхо-метод контроля. М .: Изд-во стандартов, 1988. 7 с.
Национальный орган по стандартам и метрологии
| ГОСТ Р 50599-93 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Титул | Сосуды и аппараты стальные сварные под высоким давлением.Неразрушающий контроль при производстве и эксплуатации | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Аннотация | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Статус нормативного документа | новый | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Принят | ГОССТАНДАРТ РОССИИ | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| № | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Дата принятия | 1993-10-25 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Принято в RA | МТЭД РА2001-2008 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| № | 87-A | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Дата принятия в RA | 2006-04-19 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Дата вступления в силу | 2006-05-01 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Разработчик нормативного документа и его адрес | — | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Адрес | — | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Присвоено к | ЗАО «Национальный институт стандартов» (Ереван) 2004 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Адрес | c. Ереван, ул. Комитаса 49/4 Ереван, ул. Комитаса 49/4 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Категория | ГОСТ Р — Стандарт Российской Федерации | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Классификация | 23.020.30 СИСТЕМЫ И КОМПОНЕНТЫ ДЛЯ ОБЩЕГО ПРИМЕНЕНИЯ Устройства для хранения жидкостей Сосуды под давлением для газа, газовые баллоны | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Список литературы | «-» = Цитаты
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Страны | Принято: Российская Федерация Активировано: Российская Федерация Киргизия | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Дата регистрации | 0000-00-00 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Регистрационный & nbsp№ | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Количество страниц | 11 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Источник информации | №- | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Дата публикации | 0000-00-00 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Язык оригинала | Русский | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Переведено на | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Ключевые слова | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Модификации | Изменений не производилось. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Цена в драмах РА (AMD) (с НДС) | 4400 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 1.001-89
1.001-89 1.007-76
1.007-76 2.003-91
2.003-91 2.007.11-75
2.007.11-75 2.007.2-75
2.007.2-75 2,007,6-75
2,007,6-75 3.002-75
3.002-75Кузнечно-термическое производство — КЗЭМ
Кузнечно-термообработка ООО «КЗЭМ» оснащена кузнечно-прессовым комплексом, который включает пресс 800 т и манипулятор, способный обрабатывать слитки массой до 3000 кг, в результате чего получаются поковки массой от 30 до 2300 кг.
Термические возможности ООО «КЗЭМ» определяются оборудованием предприятия.
В кузнечно-термообработанном цехе (КТЦ) установлена печь с выкатным подом с рабочим пространством 2500х5000х1300 мм (расчетная температура 1300 ° С) для предварительной термообработки поковок (изотермический отжиг, отжиг, нормализация с отпуском).
В секции термообработки FHTS осуществляется окончательная термообработка поковок, отливок, заготовок, сварных конструкций (закалка и отпуск, нормализация и отпуск, отпуск для снятия напряжений после сварки или механической обработки, отпуск после высокочастотного тока).
В дивизионе имеется установка сорбитизации ходовых колес (швеллерных колес 350-1000мм).
В секции высокочастотного тока FHTS гашение высокочастотного тока используется для следующих компонентов:
1. Одновременный нагрев (поверхностно-объемная закалка)
- винты, болты, гайки, муфты, ролики;
- шестерни, втулки, ведущие шестерни, валы-шестерни с прямым и косым зубом m <6, Øh <400 мм Винты червячные
- до D = 100 мм.
2. Непрерывная последовательная закалка (глубина закалки 1,5-2,0 мм)
- шестерни, валы-шестерни с прямым и косым зубом m> 6, Ltooth <390m
- шпиндели, валы до 8 тонн, L
- основания, прутки до 6000 мм и др.
В литейном цехе печь с выкатным подом с рабочим пространством 2300 x 2500 x 1800 мм (расчетная температура: 1000 o C.) для термической обработки отливок (отжиг, нормализация и отпуск, отпуск после доливки и дефекта). ремонт сваркой) установлена.
Возможно производство черновых и предварительно обработанных поковок I-IV групп по ГОСТ 8479-70, отвечающих требованиям UT (ГОСТ 24507-80, EN 1028, SEP 1921 и др.) Различных размеров.
СТАНДАРТНЫЕ РАЗМЕРЫ Поковок :
| № | Поковка типа | Размеры поковки | Масса поковки, т | Эскиз |
| 1 | Валы гладкие и ступенчатые (плунжерные, стержневые), валки. Валки формовочные Валки формовочные | D = 240-500 d> 100 D b <70 L макс = 4500 | до 2,0 | |
| 2 | Валы с фланцами и выступами | D <600 d> 100 L макс = 4500 | до 2,0 | |
| 3 | Прутки квадратные и прямоугольные | В = 100-600 Н = 100-600 L max = 4500 | до 2,0 | |
| 4 | Цилиндры гладкие, цилиндры с выступами | D = 320-550 D 2 = 200 d = 150-250 L макс = 1500 | до 1,5 | |
| 5 | Кольца распределительные | D = 600-1200 H = 200-450 | до 1,5 | |
| 6 | Втулки, колеса и диски | D = 350-1200 H = 100-500 | до 1,5 | |
| 7 | Ступицы с отверстиями, ступицы глухие | D = 250-600 H = 150-450 | до 1,35 | |
| 8 | Кубики поковки, блоки | H = 500 B = 500 L = 500 | до 1,2 |
Поковки строительные гост.
 Углеродистая и легированная сталь
Углеродистая и легированная стальГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПОВКОВКИ СТРОИТЕЛЬСТВА
УГЛЕРОДИСТЫЕ И ЛЕГКИЕ СТАЛИ
ОБЩИЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 8479-70
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Постановлением Комитета стандартов, мер и измерительных приборов при Совете Министров СССР №59 от 15 января 1970 года, дата введения установлена
от 01.01.71
Постановление Госстандарта от 23.06.86 № 1671
срок действия продлен
до 01.01.92
Несоблюдение стандарта карается законом
Настоящий стандарт распространяется на поковки общего назначения диаметром (толщиной) до 800 мм из конструкционной углеродистой, низколегированной и легированной стали, изготовленные методом ковки и горячей штамповки.
Стандарт устанавливает группы поковок и основные технические требования к их приемке и доставке.
Стандарт не заменяет действующие стандарты и спецификации на определенные типы поковок, которые предъявляют особые требования к способу производства, качеству поверхности, применению специальных видов термообработки и т. Д.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Поковки должны изготавливаться в соответствии с требованиями настоящего стандарта по чертежам, утвержденным в установленном порядке, и нормативно-технической документации на конкретную продукцию.Поковки по типу испытаний делятся на группы, указанные в таблице. 1.
(Измененная редакция, Изм. № 3).
1,2. Отнесение поковок к той или иной группе производится потребителем, номер группы указывается в технических требованиях на чертеже детали.
3. По требованию потребителя поставка поковок должна осуществляться с дополнительными видами испытаний, не предусмотренных настоящим стандартом (проверка на флок, проба Баумана, ультразвуковой и перископический контроль, определение остаточных напряжений, предел текучести при рабочие температуры, определение ударной вязкости при рабочих и отрицательных температурах, макро- и микроанализ стальной конструкции, испытание на изгиб, определение размера зерна и др. ). В этом случае поковки также относятся к одной из групп: II, III, IV и V в соответствии с таблицей. 1.
). В этом случае поковки также относятся к одной из групп: II, III, IV и V в соответствии с таблицей. 1.
Таблица 1
Группа поковок | Виды испытаний | Условия комплектации партии | Характеристики поставки |
Нет тестов | Поковки из одной или разных марок стали | ||
Определение твердости | Поковки из той же марки стали, подвергнутые совместной термообработке | Твердость | |
Определение твердости | Поковки из той же марки стали, термически обработанные в одном режиме | ||
1.Испытание на растяжение 3. Определение твердости | Поковки из стали одной плавки, совместно термообработанные | Предел текучести Относительное сужение Ударная вязкость | |
1. 2. Определение ударной вязкости 3. Определение твердости | Каждая поковка принимается индивидуально | Предел текучести Относительное сужение Ударная вязкость | |
 Испытание на растяжение
Испытание на растяжениеПримечания:
1.Не входит.
2. Поковки, подвергнутые совместной термообработке в печах непрерывного действия, считаются поковками, последовательно загружаемыми в печь без разрушения.
3. Потребитель вправе назначить для поковок IV и V групп иные сочетания приемочных характеристик вместо указанных в табл. 1.
4. Допускается определять твердость поковок V группы на образцах для механических испытаний.
(Измененная редакция, Поправ.1, 2).
Тип, объем, нормы и методы дополнительных испытаний указаны на чертеже поковки или заказа.
Примечание. Группа качества поковок по результатам ультразвукового контроля устанавливается по ГОСТ 24507-80.
(доработанная редакция, изм. №1, 3).
1,4. (исключен, изм. № 2).
1,5. Исходным материалом для изготовления поковок могут быть слитки, гофрированные слитки (блюмы), кованые или прокатные заготовки, а также заготовки заводов непрерывного литья заготовок (МНЛЗ) и различные виды проката.
1,6. Поковки изготавливаются из углеродистой, низколегированной и легированной стали и по химическому составу должны соответствовать требованиям ГОСТ 380-88, ГОСТ 1050-74, ГОСТ 19281-73, ГОСТ 4543-71 и других действующих стандартов или технические характеристики.
(Измененная редакция, Изм. №1).
1,7. В размерах поковок должны учитываться припуски на механическую обработку, допуски на размеры и технологические перекрытия для поковок, изготовленных ковкой на прессах по ГОСТ 7062-79, штампованных молотковой штамповкой по ГОСТ 7829-70 и изготовленных методом горячей штамповки по ГОСТ 7829-70. ГОСТ 7505-74, а также перекрытия на образцы для контрольных испытаний.
Допускается для поковок массой более 100 тонн, изготовленных методом ковки на прессах, припуски и нахлесты должны быть установлены в нормативно-технической документации на конкретную поковку.
1,8. (Исключен, Изм. № 1).
1.9. Поковки, поставляемые после окончательной термообработки, по механическим свойствам делятся на категории прочности. Категории прочности, соответствующие нормы механических свойств, определенные испытанием на продольных образцах, и нормы твердости приведены в таблице.2.
Нормы твердости поковок II и III групп и категории прочности поковок IV и V групп устанавливаются по согласованию между изготовителем и потребителем. Марка стали устанавливается по согласованию изготовителя и потребителя и указывается на чертеже детали и поковки.
По желанию потребителя временное сопротивление должно быть выше указанного в табл. 2 для данной категории прочности, не более:
120 МПа (12 кгс / мм 2) при требуемых значениях менее 600 МПа (60 кгс / мм 2),
150 МПа (15 кгс / мм 2) при требуемых значениях в 600-900 МПа (60-90 кгс / мм 2),
200 МПа (20 кгс / мм 2) при требуемых значениях более 900 МПа (90 кгс / мм 2).
(Измененная редакция, изм. № 2).
ГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЮЗ SSR
ПОВКОВКИ СТРОИТЕЛЬНЫЕ
УГЛЕРОДНО-ЛЕГКИЕ СТАЛИ
ОБЩИЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 8479-70
Официальное издание
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
УДК 669.14 * 41 3083.74) Группа ВОЗ
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Поковки из углеродистой и легированной стали
Общие технические условия
Поковки из углеродистой и легированной стали конструкционные.Общие технические условия
ГОСТ 8479-57
Постановлением Комитета стандартов, мер и измерительных приборов при Совете Министров СССР № 59 от 15 января 1970 г. установлена дата введения
Постановлением Госстандарта от 31.12.81 № 5873 срок действия продлен
Несоблюдение стандарта карается законом
Настоящий стандарт распространяется на поковки общего назначения диаметром (толщиной) до 800 мм из конструкционной углеродистой, низколегированной и легированной стали, изготовленные методом ковки и горячей штамповки.
Стандарт устанавливает группы поковок и основные технические требования к их приемке и доставке.
Стандарт не заменяет действующие стандарты и спецификации на определенные типы поковок, которые предъявляют особые требования к способу производства, качеству поверхности, применению специальных видов термообработки и т. Д.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Поковки должны изготавливаться в соответствии с требованиями настоящего стандарта по чертежам, утвержденным в установленном порядке, и нормативно-технической документации на конкретную продукцию.Поковки в зависимости от назначения
разделен на группы, указанные в табл. 1.
1,2. Отнесение поковок к той или иной группе производится потребителем, номер группы указывается в технических требованиях на чертеже детали.
1,3. По желанию потребителя поставка поковок должна осуществляться с дополнительными видами испытаний, не предусмотренных настоящим стандартом (проверка на флок, испытание по
Официальное издание Перепечатка запрещена
* Перепечатано (март 1983 г. ) с поправками No.1, 2, утвержден в марте 1977 г., декабрь 1982 г. Пост. 5874 12.31.81 (МУС 5-77, 3-82).
) с поправками No.1, 2, утвержден в марте 1977 г., декабрь 1982 г. Пост. 5874 12.31.81 (МУС 5-77, 3-82).
Таблица i
Виды испытаний | Условия комплектации партии | Доставка технические характеристики | |
Нет тестов | Поковки из одной или разных марок стали | ||
Определение твердости | Поковки из той же марки стали, подвергнутые совместной термообработке | Твердость | |
Определение твердости | Поковки из той же марки стали, термически обработанные в одном режиме | ||
1.Испытание на растяжение 3. Определение твердости | Поковки из стали одной плавки, совместно термообработанные | Ударная вязкость | |
1. 2. Определение ударной вязкости 3. Определение твердости | Каждая поковка принимается индивидуально | Предел текучести относительно сужения Ударная вязкость |
 Испытание на растяжение
Испытание на растяжениеПримечания:
1.Не входит.
2. Поковки, подвергнутые совместной термообработке в печах непрерывного действия, считаются поковками, последовательно загружаемыми в печь без разрушения.
3. Потребитель вправе назначить для поковок IV и V групп иные сочетания приемочных характеристик вместо указанных в табл. 1.
4. Допускается определять твердость поковок V группы на образцах для механических испытаний.
Bauman, ультразвуковой и перископический контроль, определение остаточных напряжений, предела текучести при рабочих температурах, определение ударной вязкости при рабочих и отрицательных температурах, макро- и микроанализ структуры стали, испытание на изгиб, определение размера зерна и т. Д.). В этом случае поковки также относятся к одной из групп: II, III, IV и V в соответствии с таблицей. 1.
Д.). В этом случае поковки также относятся к одной из групп: II, III, IV и V в соответствии с таблицей. 1.
Тип, объем, нормы и методы дополнительных испытаний указаны на чертеже поковки или заказа.
(Измененная редакция, Изм. №1).
1,4. (Удалено, Rev. JA 2).
1,5. Исходным материалом для изготовления поковок могут быть слитки, гофрированные слитки (блюмы), кованые или прокатные заготовки, а также заготовки заводов непрерывного литья заготовок (МНЛЗ) и различные виды проката.
1,6. Поковки изготавливаются из углеродистой, низколегированной и легированной стали и по химическому составу должны соответствовать требованиям ГОСТ 380-71, ГОСТ 1050-74, ГОСТ 19281-73, ГОСТ 4543-71 и других действующих стандартов или технические характеристики.
(Измененная редакция, Изм. №1).
1,7. В размерах поковок должны учитываться припуски на механическую обработку, допуски на размеры и технологические перекрытия для поковок, изготовленных ковкой на прессах по ГОСТ 7062-79, штампованных молотковой штамповкой по ГОСТ 7829-70 и изготовленных методом горячей штамповки по ГОСТ 7829-70. ГОСТ 7505-74, а также перекрытия на образцы для контрольных испытаний.
ГОСТ 7505-74, а также перекрытия на образцы для контрольных испытаний.
Допускается для поковок массой более 100 тонн, изготовленных методом ковки на прессах, припуски и нахлесты должны быть установлены в нормативно-технической документации на конкретную поковку.
1,8. (Исключен, Изм. №1).
1.9. Поковки, поставляемые после окончательной термообработки, по механическим свойствам делятся на категории прочности. Категории прочности, соответствующие нормы механических свойств, определенные испытанием на продольных образцах, и нормы твердости приведены в таблице.2.
Нормы твердости поковок II и III групп и категории прочности поковок IV и V групп устанавливаются по согласованию между изготовителем и потребителем. Марка стали для всех групп устанавливается по согласованию между производителем и потребителем и указывается на чертеже детали и поковки.
По желанию потребителя временное сопротивление должно быть выше указанного в табл. 2 для данной категории прочности, не более:
120 МПа (12 кг / мм 2) (60 кг / мм 2), | требуется | |||||
150 МПа (15 кг / мм 2) | требуется | |||||
(60-90 кг / мм 2), | ||||||
200 МПа (20 кг / мм 2) | требуется | |||||
(90 кг / мм 2).
(Измененная редакция, Изм. № 2).
стол 2
Механические свойства, не менее | ||||||||||||||||
Относительное расширение | Относительное сужение, F,% | Ударная вязкость, KSC, Дж) м 2 XЮ 4 (кгс м / см 2) | Твердость по Бринеллю (на поверхности поковок) | |||||||||||||
Категория сила | Диаметр (толщина) поковки | сплошной профиль | ||||||||||||||
OO O O SO u | O o OO U 00 | твердость | ||||||||||||||
П. 4 ГОСТ 8479-70
4 ГОСТ 8479-70
Механические свойства * не менее | ||||||||||||||||
Относительное расширение | Относительное сужение, | Ударная вязкость, KCU, Дж1м 2 X 10 4 (кг * м / см 2) | Твердость по Бойнелай (на поверхности поковок) | |||||||||||||
Диаметр (толщина) сплошного сечения | ||||||||||||||||
ой ой б-.w u u | ой ой | оо о о СО № | твердость | |||||||||||||
Примечания:
2. (Удалено, поправка 2).
(Удалено, поправка 2).
ГОСТ 8479-70 Стр.5
1.10. По согласованию изготовителя и потребителя для поковок IV и V групп могут быть назначены повышенные нормы пластических свойств и ударной вязкости по сравнению с указанными в табл. 2. В этом случае к категории прочности добавляется дополнительная буква С (особая), а необходимые характеристики записываются на чертеже поковки.
(доработанная редакция, изм. №1, 2).
1.11. При определении механических свойств поковок на поперечных, тангенциальных или радиальных образцах допускается снижение норм механических свойств по сравнению с приведенными в таблице. 2 для значений, указанных в табл. 3.
Таблица 3
№Примечание Для поковок типа колец, изготовленных прокаткой, нормы механических свойств, полученные при испытании тангенциальных образцов, устанавливаются согласно нормам на продольные образцы.64 ГОСТ 8479-70. (Измененная редакция, Изм. №2).
1,13. На поверхности поковок не должно быть трещин, трещин, пленов, песка.
На необработанных поверхностях поковок допускаются вмятины от окалины и зазубрины, а также неглубокая вырезка или зачистка дефектов при условии, что глубина этих дефектов не выходит за пределы минимально допустимых размеров поковок по ГОСТ 7062-79. или по нормативно-технической документации — для поковок массой более 100 тн.
На поверхности чеканных поковок не допускаются дефекты.
На обработанных поверхностях поковок допускаются отдельные дефекты без удаления, если их глубина, определяемая контрольной пробивкой или зачисткой, не превышает 75% фактического одностороннего припуска на обработку поковок, изготовленных методом ковки, и 50% — поковок, изготовленных методом штамповки. штамповкой.
(Измененная редакция, Изм. № 2).
1,14. На поковках из углеродистой и низколегированной стали
№, если глубина поверхностных дефектов превышает фактический односторонний припуск на механическую обработку, допускается устранение дефектов пологим резанием с последующей сваркой.
Допустимая глубина заваривания должна быть согласована с потребителем.
1,15. Поковки не должны иметь отслоений, трещин, усадки
люфт, отсутствие которого гарантирует производитель.
Поковки, в которых обнаружены вышеуказанные дефекты, отбраковываются, а все остальные поковки данной партии могут быть признаны пригодными только после индивидуального контроля.
1,16. Режим термообработки установлен до
приемка производителем.
Поковки проходят грубую термообработку
формы и после предварительной обработки (черновая, развёртка и др.). По согласованию изготовителя и потребителя поковки поставляются после предварительной термообработки.
1.14-1.16. (Измененная редакция, Изм. №1).
1,17. Поковки, выпрямленные в холодном или нагретом состоянии после термообработки, должны быть отпущены для снятия внутренних напряжений.
Поковки групп I, II и III могут поставляться без последующего отпуска при условии, что производитель гарантирует требуемые свойства после правки.
1,18. По согласованию сторон поковки очищаются от окалины.
Метод очистки указан на чертеже или в условиях заказа.
1,19. (Исключен, Изм. №1).
1.20. Масса поковок, определяемая по ГОСТ 7062-79, не должна превышать расчетную массу, определяемую по наибольшим размерам поковки (с учетом положительного отклонения).
(Измененная редакция, Изм. № 2).
2. МЕТОДЫ ИСПЫТАНИЙ
2.1. Партии комплектуются производителем из поковок, изготовленных по одному чертежу. Условия комплектования партии приведены в таблице. 1.
Допускается объединять партиями поковки из одной марки стали по разным чертежам, близким по конфигурации и размерам.
(Измененная редакция, Изм. №1).
2.2. Каждая поковка должна подвергаться визуальному контролю без использования увеличительных устройств, если другой метод проверки не предусмотрен условиями заказа.
2.3. Для каждой группы поковок, за исключением группы I, устанавливается объем обязательных испытаний, указанный в таблице. 4.
4.
Продолжение таблицы. 4
Примечания:
1. Количество исследуемых поковок II группы может быть увеличено по согласованию с заказчиком.
№2. Для поковок IV группы допускается определение механических свойств поковок не с нижним и верхним пределами твердости, а с нормами твердости, находящимися в пределах указанных категорий прочности.
№3. Допускается для поковок IV группы определять механические свойства на одной поковке до 20 поковок в партии, если разница в отпечатках твердости для всей партии не превышает 0,30 мм для КП 18- -КП45 и 0 20. мм для KP50 -KP80.
4. Объем контроля поковок, поставляемых после предварительной термообработки, указан на чертеже поковки.
(доработанная редакция, изм. №1, 2).
2,4. Отбор проб для определения химического состава металлических поковок проводят по ГОСТ 7565-81.
2,5. Химический анализ металлических поковок проводится согласно
.ГОСТ 22536.0-77-ГОСТ 22536.13-77; ГОСТ 12344-78, ГОСТ 12345-86, ГОСТ 12346-78, ГОСТ 12347-77, ГОСТ 12348-78, ГОСТ 12349-83, ГОСТ 12350-78, ГОСТ 12351-81, ГОСТ
12352-81, ГОСТ 12353-78, ГОСТ 12354-81, ГОСТ 12355-78, ГОСТ 12356-81, ГОСТ 12357-66, ГОСТ 12358-82, ГОСТ
12359-81, ГОСТ 12360-82, ГОСТ 12361-82, ГОСТ 12362-79, ГОСТ 12363-79, ГОСТ 12364-66, ГОСТ 12365-66, ГОСТ
При производстве поковок из металла, выплавленного производителем, химический состав стали определяется анализом плавления пробы ковша.
При производстве поковок из стального проката и слитков марка стали и химический состав устанавливаются документом о качестве производителя металла.
(Измененная редакция, Изм. № 2).
2,6. Механические свойства поковок определяют на продольных, поперечных, тангенциальных или радиальных образцах. Тип образца, если он не указан на чертеже детали, устанавливается производителем.
(Измененная редакция, Поправка No.2).
2,7. Образцы для определения механических свойств поковок V группы вырезают из зазоров, оставленных на каждой поковке, а IV группы — из зазоров на образцах или из корпуса поковки, для чего изготавливается дополнительное количество поковок.
Допускается вырезать образцы для механических испытаний поковок IV группы из образца того же или большего сечения, выкованного отдельно из металла той же плавки и в режиме, аналогичном режиму поковок.
В этом случае образец необходимо подвергнуть термической обработке поковками данной партии.
2,8. Форма, размеры и расположение входного отверстия для образца определяются чертежом поковки.
Входное отверстие для пробы должно быть достаточно большим, чтобы принимать все требуемые пробы.
При изготовлении одной поковки из слитка допуск в образцы должен производиться со стороны доходной части.
На поковках типа валов и обечаек длиной более 3 м при соответствующем указании на чертеже поковки допуск к образцам должен обеспечиваться с обоих концов.
2.9. Вход для образцов из поковок из легированной стали следует отделять холодным способом, а от поковок из углеродистой и низколегированной стали — по усмотрению производителя.
2.10. Образцы для механических испытаний не подлежат дополнительной термообработке или нагреву.
2.11. При изготовлении нескольких деталей из одной поковки берут один образец, по результатам испытаний которого принимаются все детали, изготовленные из этой поковки.
2.12. Образцы для механических испытаний поковок цилиндрической и призматической формы вырезают внахлест или из поковки на расстоянии Uz радиуса или U 6 диагонали от наружной поверхности поковки.
2,13. При вырезании образцов из полых или расширенных поковок с толщиной стенки до 100 мм образцы вырезают на расстоянии U 2 толщины стенки поковки, а для толщины более 100 мм — на расстоянии * / 3 толщины стенки поковки с наружной поверхности.
При изготовлении поперечных или тангенциальных образцов их оси должны проходить на том же расстоянии, что и для продольных образцов.
(Измененная редакция, Изм. №1).
2,14. Место вырезания образцов из нецилиндрических и непризматических поковок при отсутствии соответствующих указаний на чертеже детали устанавливается изготовителем.
2,15. Заготовки для образцов могут быть взяты из поковок (не из притирки) путем вырезания корончатым сверлом или надрезов, полученных путем механической обработки поковок.
2,16. Количество образцов для механических испытаний от
каждый образец должен быть: один — на растяжение, два — на ударную вязкость.
2,17. Изготовление образцов и испытание на растяжение проводят по ГОСТ 1497-73 на образцах пятикратной длины с расчетным диаметром детали 10 мм.
Допускается использование образцов пятикратной длины с расчетным диаметром детали 6 или 5 мм.
2,18. Изготовление образцов и испытания на ударную вязкость выполняются по ГОСТ 9454-78 на образцах типа 1.
2,19. Твердость по Бринеллю определяют по ГОСТ 9012-59.
2.20. При получении неудовлетворительных результатов механических испытаний хотя бы по одному из показателей проводятся повторные испытания удвоенного количества образцов, отобранных из одной партии поковок.
Если после повторных испытаний получены положительные показатели, вся партия поковок считается действительной.
Если после повторного испытания хотя бы один из образцов дает неудовлетворительные характеристики, партия поковок может быть подвергнута повторной термообработке.
2.21. Количество повторных термообработок не должно быть больше двух.
Дополнительные отпуска термической обработкой не считаются, количество отпусков не ограничено. После каждой термообработки или дополнительного отпуска партия поковок снова испытывается в представленном виде.
Третья термообработка в виде улучшения допускается для больших поковок в случаях, когда нормализация с отпуском не обеспечивает требуемых механических свойств.
2.20, 2.21. (Измененная редакция, Изм. №1).
2,22. (Исключен, Изм. №1).
2,23. Для контрольной проверки потребителем качества заготовок и их соответствия требованиям настоящего стандарта следует применять указанные выше правила отбора проб и методы испытаний.
3. МАРКИРОВКА, ТРАНСПОРТИРОВКА, ХРАНЕНИЕ
3.1. Место маркировки указано на чертеже поковки.
Маркировка должна быть четкой и содержать информацию, указанную в табл.5.
Примечание. Тип маркировки штампованных поковок устанавливается по согласованию между производителем и потребителем.
(Модифицированная редакция, Ред. № t).
3.2. Для небольших поковок допускается маркировка на бирках.
3.3. Каждая партия поковок или поковок, принимаемых техническим контролем, сопровождается документом о качестве, в котором указывается:
наименование производителя или товарный знак;
Номер заказа;
количество поковок в партии и их вес;
Номер чертежа;
Марка сталии обозначение стандарта или технических условий;
химический состав;
Номер плавки;
группа поковок;
вид термообработки;
результатов испытаний, указанных в настоящем стандарте;
— результаты дополнительных испытаний, предусмотренных чертежом поковки или условиями заказа.
Примечание. Состав сопроводительных документов на поковки, изготовленные методом штамповки, устанавливается по согласованию между изготовителем и потребителем.
3,4. Поковки следует хранить в сухих закрытых складских помещениях.
Допускается хранение поковок под навесом или на стеллажах.
3,5. (Исключен, Изм. № 2).
Марки стали в зависимости от | диаметр (толщина) поковок и | |||
Диаметр (толщина) поковок, мм | ||||
сила | от 100 до 300 | ч От 300 до 500 | 500 до 800 | |
15 *.23 *, 25, СтЗ * | СтЗ *, 15 *, 20 *. 25 *, Ст5 * | 20 *, 25 *, 30 *. Стб * | 20 *, Ст5 *, 30 *. 35 * | |
СтЗ *, СтЗГСП *, 15 *, 23 *. | СтЗ *, Ст15ХМ *, 20 *, 25 *, 30 *, Ст5 *, 15Х *, 20Х *, 12Х1МФ * | Ст5 *, 25 *, 30 с, 35 *, 20Х *, 22К * | Ст5 *, 30 *.35 *. 22 К * | |
20 *. 25 *, 10G2 *, YOH *, 15XM *, 12X1MF * | 20 *, 25 *, Ст5 *, 30 *. 35 *. 20X *, 15XM *, 10G2 *, 22K *, -16GS *, 12X1MF * | тридцать *. 35 *, 40 *, 10Г2 *. 22 К *, 12X1MF * | 30 *, 35 *, 40 *, 22К *, 1ХГ2 *, 12Х1МФ * | |
25 *, 30 *. 35 *, Ст5 *, 2 ЗХ *, 12ХМ *, 15ХМ *, 20ГС * | 20, 30 *.35 *. 40 *, 45 *. 20X, 12XM *, 15XM *, 16GS *, 20GS *, 12X1MF * | 30 *, 35 *, 40 *. 45 *. 40, 25ГС *, 35ХМ *. 12Х1МФ * | 45 *. 25GS *. 4 0X *, 35XM * | |
35 *, 40 *. 45 *. 20X, 25GS *. | 25, 35, 40 *, 45 *, 50 *. | 40, 45, 40X *, 25GS * \ 15XM *, 35XM * | 40, 4ОХ, 25ГСА | |
35, 45 *, 5C *, 40X *, 45X *, 15XM *, £ 0G2 *, 35XM * | 40, 45, 40X *, 55 *, 50G2 *, 35XM *, 40XH *, 20X | 45, 45Х *, 40Х, 40ХН *, 38ХГН, 34ХН1М | 4OX, 45X *, 45X, 40XH * 38GN * | |
40, 45, 15X, 40X *, 50G2 *.45X *. 50X *. 15ХМ *, 35ХМ *, 38ХГН * | 45, 15XM, 2OX, 40X, 45X *. 50X *, | 40X, 45X * 40XH, 50X *, 38XGN | 45X, 50X, 38XGN, 35XM | |
 20X, 25GS *, 12XM *, 15XM *, 35G2 *, 35XM *
20X, 25GS *, 12XM *, 15XM *, 35G2 *, 35XM *ГОСТ 8479-70 с. 13
сила | Диаметр (толщина) поковок, мм | |||
от 100 до 300 | от 300 до 500 | 500 до 800 | ||
45, ZOH, 4 OH, 50G2 * 15HM, ZOHMA, 40HN, ZOHGS *, 34HN1M *, 18HGT | 35X, 40X, 45X, 34XM, 35XM, 40XFA, 40XH, 38XGN, 15X1M1F, 34XN1M * | 40X, 45X, 40XH, 35XM, 38XGN, 40XFA | 40ХН, 35ХМ, 38ХГН | |
40Х, 35ХМ, 40ХН, 38ХГН, 25Х1М1Ф *, ЗДН1М, ЗОХМА, 15ХМ | 40X, 45X, 35XM, 40XH, ZOHMA, 35XMA, 25XSCh2F *, 34Xh2M, 45XHM * | 45Х, 35ХМ, 40ХН, 34ХН1М, 38ХЩ 45ХНМ | 40ХН, 34ХН1М, 45ХНМ *. | |
55, 55X, 35X, 40X, 45X, 15XM, 35XM, ZOHGSA, ZOHMA, 38XM, 38XGN, 40XN, 25X1MF | 4 OX, 45X, 35XM, 40XFA, 40XN, ZOHGSA, 35XGSA, 38XGN, 25X2M1F *, 25X1M1F, 20X1M1F1TR, 34XN1M, 30XN2MFA, 45XHM * | 34ХН1М, 30ХН2МЗА, 40ХН2МА, 45ХНМ | ||
38XS, 40XH, 40XFA, 38XGN, 34XN1M, 25X1M1F, ZOHGSA | 45X, 5OX, 35XH, 40XH, ZOHNMA, 40XFA, 35XGSA, 38XGN, 34Xh2M, 40Xh3MA | 34ХН1М, 40ХН2МА | ||
45Х, 38ХС, 38ХГ, 35ХГСА, 35ХМ, 40ХН, 45ХН, 38ХГН, ZOKHNZA, 25X1MF, ZOHGSA | ЗОХ, 34ХНМА, 40ХН, 25Х1М1Ф, 38Х2МЮА, 35ХНМА, ЗОХГСА, 34ХН1М, 20Х1М1Ф1ТР, 25Х2М1Ф, 40ХН2МА, 34Х1МА, 45ХНМ | 34ХН1М, 40Х2Н2МА, 45ХНМ | 40ХН2МА, 45ХНМ | |
45Х, 50Х, 45ХН, ЗОХГСА, 35ХГСА, 34ХН1М | 34Xh2M, 40Xh3MA, 34Xh4M * | 34Xh4M, 38Xh4MA, | 38ХНЗМФА, 34Хх4М, | |
 38Х2Н2МА, 40ХН2МА
38Х2Н2МА, 40ХН2МА П. 14 ГОСТ 3479-70
14 ГОСТ 3479-70
сила | Диаметр (толщина) поковок, мм | |||
100 ДО 300 | от 300 до 500 | 500 до 800 | ||
ЗОХГТ, ЗОХГСА, 20ХНЗА, 20х2М1Ф1ТР, 20ХНЗА, 25х3М1Ф *, 34ХН1М, 34Хх4М * | 50XFA, 25X1M1F, 25X2MF1, 34Xh4M *, 34Xh2M, 38Xh4MA *, 38XNZMFA *, 40Xh3MA | 34Xh4M *, 38Xh4MA * 38XNZMFA *, 38Xh3MA, 18X2h5MA, 45XHM | ||
34Xh2M, 40Xh3MA, 34Xh4M *.40Х2Н2МА, 38Х2Н2МА | 34Хх4М *, 40Хх3МА. 38Xh4MA *, 38XNZMFA *, 18X2h5MA | 34Xh4M, 38Xh4MA, 36X2h3MFA | ||
18X2N4VA, 38XNZMFA *, 34Xh4MA *, 38X2h3MA, 40Xh3MA | 34Xh2MA, 34Xh4MA, 36X2h3MFA, 38XNZMFA, 40Xh3MA, 38X2h3M | |||
Примечание Знак «%» означает, что сталь находится в нормированном состоянии, у других марок стали соответствующая категория прочности обеспечивается закалкой и отпуском.
(Измененная редакция, Поправ.1, 2).
B. МЕТАЛЛЫ И МЕТАЛЛИЧЕСКИЕ ИЗДЕЛИЯ
Группа ВОЗ
Изменение № 3 ГОСТ 8479-70 Поковки из конструкционной углеродистой и кегированной стали. Общие технические условия
Постановлением Государственного комитета СССР по стандартам от 23.06.86 № 1671
Пункт Y. Заменить слова: «в зависимости от цели» на «по типу испытания».
Пункт 1.3 дополнить примечанием: «Примечание. Группа качества поковок по результатам ультразвукового контроля устанавливается по ГОСТ 24507-80 ».
Пункт 1.9, абзац второй, исключить слова: «для всех групп»;
таблицу дополнить примечаниями — 3,4: «3. По согласованию изготовителя и потребителя допускается определение вместо условного предела текучести; o 0 h) физический предел текучести (o g) в соответствии со стандартами для
(002) указано в табл. 2.
4. Толщину (диаметр) поковки принимаем ее расчетным сечением для термообработки.«
Пункт 1. 16 после слов «в черновике и» дополнить словом: «(или)»;
16 после слов «в черновике и» дополнить словом: «(или)»;
после слов «(черновая, развёртка и т. Д.)» Указать в новой редакции: «По согласованию изготовителя и потребителя допускается подвергать поковки только предварительной термообработке. Поковки I группы не подлежат термической обработке. «
(продолжение следует на стр. 60)
(Продолжение изменений в ГОСТ 8479-10)
Пункт 120 Заменить слова «(с учетом положительного отклонения)« на «(с учетом положительного отклонения для внешних размеров и минус — для внутренних размеров и полостей)» «
Пункт 23 Таблица 4 Примечание 2 добавить слова.«В данном случае твердость является дополнительной приемочной характеристикой»
Пункт 25 Заменить ссылки на ГОСТ 12357-66 на ГОСТ 12357-84, ГОСТ 12364-66 на ГОСТ 12364-84, ГОСТ 12365-66 на ГОСТ 12365-84 пункт 2 7 Последний абзац изменить «В данном случае образец должен пройти весь нагрев, в том числе для ковки и штамповки, t также одновременно с замесом лампы выскакивает — термообработка »п. 212 после слов« от поковки корпуса «добавить сов» так, чтобы их ось находилась »
212 после слов« от поковки корпуса «добавить сов» так, чтобы их ось находилась »
Пункт 213 после слов «образцы вырезаются» дополнить словами «так, чтобы их ось располагалась».
Пункт 219 дополнить абзацем «При невозможности проведения испытания на приборе Бринелля допускается определение твердости другими приборами, обеспечивающими точность ± 10% от числа твердости HB».
Пункт 32 изложить в следующей редакции: «32 Для поковок массой до 10 кг допускается маркировка партии на бирке».
Пункт 33 абзац четвертый изложить в следующей редакции: «Количество поковок в партии и их масса (для V группы количество поковок)».
до 500 мм, KP 315 для диаметров до 100 и от 100 до 300 мм KP 345 для
диаметров от 500 до 800, КП 395 для диаметров от 100 до 300 мм, от 300 до 500 мм и от 500 до 800 мм, КП 440 для диаметров от 100 до 300 мм и от
от 300 до 500 мм, КП 490 для диаметров от 100 до 300 мм добавить марку
артикул 34XM (34XMA)
ГОСТ 8479-70 распространяется на поковки общего назначения диаметром (толщиной) до 800 мм из конструкционной углеродистой, низколегированной и легированной стали , изготовленные методом ковки и горячей штамповки.
 .. Стандарт определяет группы поковок и основные технические требования к их приемке и доставке.
.. Стандарт определяет группы поковок и основные технические требования к их приемке и доставке.- ГОСТ 24507-80 Контроль неразрушающий. Поковки из черных и цветных металлов. Методы ультразвуковой дефектоскопии
- ГОСТ 380-2005 Сталь углеродистая обыкновенного качества. Марки
- ГОСТ 1050-88 Прокат калиброванный со специальной отделкой поверхности из высококачественной конструкционной углеродистой стали. Общие характеристики
- ГОСТ 19281-89 Прокат из стали повышенной прочности.Общие характеристики
- ГОСТ 4543-71 Прокат из стали легированной конструкционной. Технические условия
- ГОСТ 7062-90 Поковки из углеродистой и легированной стали, изготовленные методом штамповки на прессах. Допуски и допуски
- ГОСТ 7829-70 Поковки из углеродистой и легированной стали, изготовленные методом молотковой ковки. Допуски и допуски
- ГОСТ 7505-89 Поковки стальные штампованные. Допуски, припуски и припуски
- ГОСТ 22536. 0-87 Сталь углеродистая и чугун нелегированный. Общие требования к методам анализа
- ГОСТ 22536.1-88 Сталь углеродистая и чугун нелегированный. Методы определения общего углерода и графита
- ГОСТ 22536.2-87 Сталь углеродистая и чугун нелегированный. Методы определения серы
- ГОСТ 22536.3-88 Сталь углеродистая и чугун нелегированный. Методы определения фосфора
- ГОСТ 22536.4-88 Сталь углеродистая и чугун нелегированный. Методы определения кремния
- ГОСТ 22536.5-87 Сталь углеродистая и чугун нелегированный. Методы определения марганца
- ГОСТ 22536.6-88 Сталь углеродистая и чугун нелегированный. Методы определения мышьяка
- ГОСТ 22536.7-88 Сталь углеродистая и чугун нелегированный. Методы определения хрома
- ГОСТ 22536.8-87 Сталь углеродистая и чугун нелегированный. Методы определения меди
- ГОСТ 22536.9-88 Сталь углеродистая и чугун нелегированный. Методы определения никеля
- ГОСТ 22536.10-88 Сталь углеродистая и чугун нелегированный. Методы определения алюминия
- ГОСТ 22536.11-87 Сталь углеродистая и чугун нелегированный. Методы определения титана
- ГОСТ 22536.12-88 Сталь углеродистая и чугун нелегированный. Методы определения ванадия
- ГОСТ 22536.13-77 Сталь углеродистая и чугун нелегированный. Методы спектрального анализа
- ГОСТ 12344-2003 Стали легированные и высоколегированные. Методы определения углерода
- ГОСТ 12345-2001 Стали легированные и высоколегированные. Методы определения серы
- ГОСТ 12346-78 Стали легированные и высоколегированные.Методы определения кремния
- ГОСТ 12347-77 Стали легированные и высоколегированные. Методы определения фосфора
- ГОСТ 12348-78 Стали легированные и высоколегированные. Методы определения марганца
- ГОСТ 12349-83 Стали легированные и высоколегированные. Методы определения вольфрама
- ГОСТ 12350-78 Стали легированные и высоколегированные. Методы определения хрома
- ГОСТ 12351-2003 Стали легированные и высоколегированные. Методы определения ванадия
- ГОСТ 12352-81 Стали легированные и высоколегированные. Методы определения никеля
- ГОСТ 12353-78 Стали легированные и высоколегированные. Методы определения кобальта
- ГОСТ 12354-81 Стали легированные и высоколегированные. Методы определения молибдена
- ГОСТ 12355-78 Стали легированные и высоколегированные. Методы определения меди
- ГОСТ 12356-81 Стали легированные и высоколегированные.Методы определения титана
- ГОСТ 12357-84 Стали легированные и высоколегированные. Методы определения алюминия
- ГОСТ 12358-82 Стали легированные и высоколегированные. Методы определения мышьяка
- ГОСТ 12359-99 Стали углеродистые легированные и высоколегированные. Методы определения азота
- ГОСТ 12360-82 Стали легированные и высоколегированные. Методы определения бора
- ГОСТ 12361-82 Стали легированные и высоколегированные.Методы определения ниобия
- ГОСТ 12362-79 Стали легированные и высоколегированные.
 0-87 Сталь углеродистая и чугун нелегированный. Общие требования к методам анализа
0-87 Сталь углеродистая и чугун нелегированный. Общие требования к методам анализа Методы определения алюминия
Методы определения алюминия Методы определения ванадия
Методы определения ванадия