Гост 14098 2020 соединения сварные арматуры: ГОСТ 14098-85 Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкция и размеры
ГОСТ 14098-2014 — Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкции и размеры
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ. МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
(МГС)
INTERSTATE COUNCIL FOR STANDARDIZATION. METROLOGY AND CERTIFICATION
(ISC)
МЕЖГОСУДАРСТВЕННЫЙ
СТАНДАРТ
ГОСТ
14098—
2014
СОЕДИНЕНИЯ СВАРНЫЕ АРМАТУРЫ И ЗАКЛАДНЫХ ИЗДЕЛИЙ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Типы, конструкции и размеры
Издание официальное
Москва
Стандартинформ
2015
Предисловие
Цели, основные принципы и основной порядок работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2-2009 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Порядок разработки и принятия, применения,обновления и отмены»
Сведения о стандарте
1 РАЗРАБОТАН Научно-исследовательским институтом бетона и железобетона им.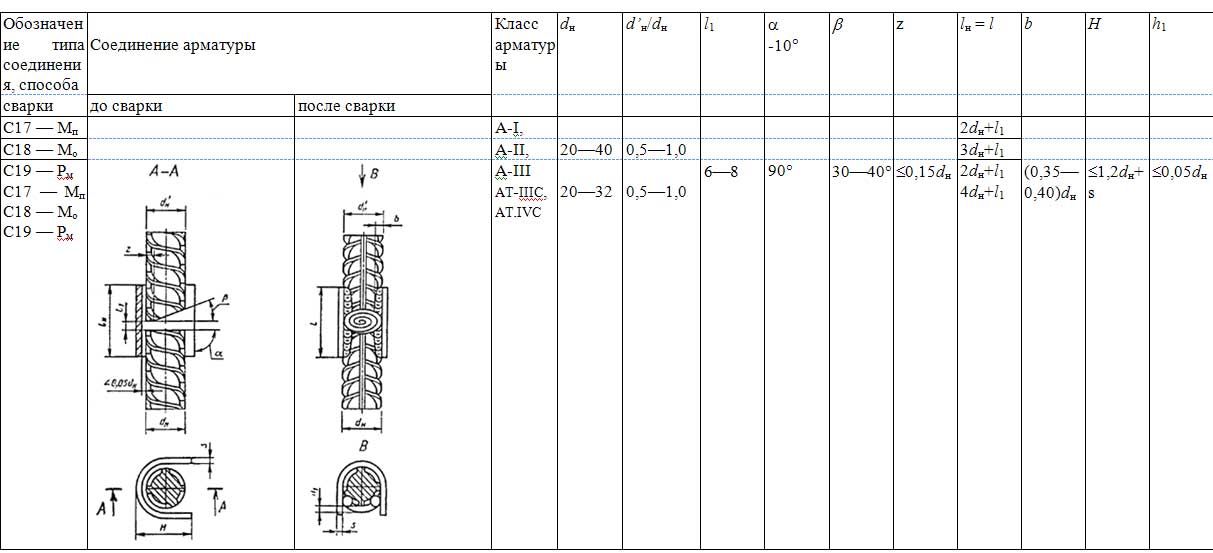
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 465 «Строительство»
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 30 сентября 2014 г. 70-П)
За принятие стандарта проголосовали:
Краткое наименование страны по МК(ИСО 3166) 004-97 | Код страны по МК (ИС0 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 22 октября 2014 г.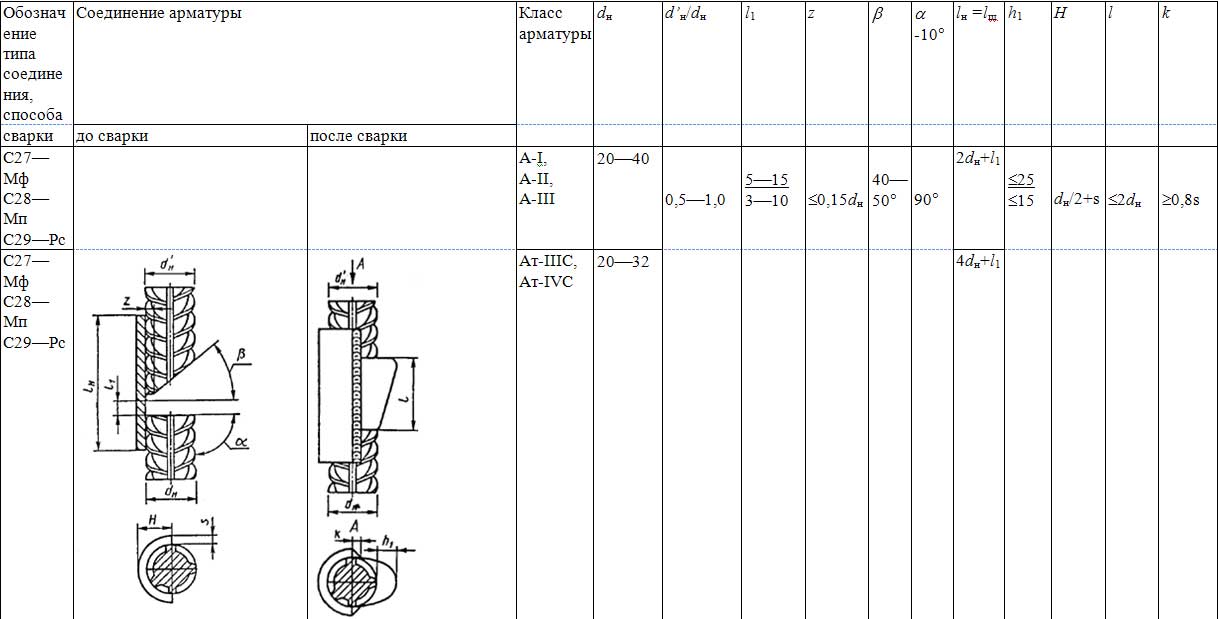 № 1374-ст межгосударственный стандарт ГОСТ 14098-2014 введен в действие в качестве национального стандарта Российской Федерации с 01 июля 2015 г.
№ 1374-ст межгосударственный стандарт ГОСТ 14098-2014 введен в действие в качестве национального стандарта Российской Федерации с 01 июля 2015 г.
5 ВЗАМЕН ГОСТ 14098-91
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе «Национальные стандарты», а текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе «Национальные стандарты». Соответствующая информация. уввдо1лпенив и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
© Стандартинформ, 2015
В Российской Федерации настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
Таблица 9 — Конструкции стыковых соединений а рматуры С21-Рн и С21-Мн
Обозначение типа соединения, способа сварки
Соединение арматуры
до сварки
после сварки
Класс арматуры | А, мм | /- = /. |
А240 | 10-40 | *6Ф |
АсЗОО | 2 8<t | |
А400 | ||
А600 | 10-32 | |
АЭОО | ||
А1000 | 10-22 | |
Ат500С | 10-32 | 2 8<t |
АтбООС | >10d. | |
А5О0С | 10-40 | *8dL |
А600С | i10(t | |
В500С | 10-12 | *8<t |
 мм
мм/•.
мм
Ь.
мм
Л.
мм
/-А
С21-РН
С21-Мн
То же, но накладки смещены
л
о
X
ю
о
Л1
ю
л
S
i
о
ла
ч
л
0
1
£
<4
О
/Ч
Примечания:
1 Соединения арматуры классов А600. А800. А1000 следует выполнять со смещенными накладками, накладывая швы в шахматном порядке.
А800. А1000 следует выполнять со смещенными накладками, накладывая швы в шахматном порядке.
2 Допускаются двусторонние швы длиной 4d„ для соединений арматуры классов А240, АЗОО, А400.
3 Для арматуры диаметром 25-40 мм допускается взамен накладок из арматуры применять усиленные скобы-накладки по типу приведенных в таблицах 7-8. для классов А400 и А500С — длиной не менее 6Л, для класса А600С — длиной не менее 8А. Внутренний размер скоб-накладок должен быть не менее 2d., при этом минимальная площадь поперечного сечения скобы определяется по формуле
=
1.25-f; о;
где: Fm„ — минимальная площадь поперечного сечения скобы-накладки, F ” — номинальная площад> поперечного сечения соединяемой арматуры: и “ нормируемое стандартами временное сопротивление соответственно арматуры и скобы-накладки.
со
ГОСТ 14098-2014
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЕДИНЕНИЯ СВАРНЫЕ АРМАТУРЫ И ЗАКЛАДНЫХ ИЗДЕЛИЙ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Типы, конструкции и размеры
Welded joints of reinforcement and inserts for reinforced concrete structures.
Дата введения — 2015—07—01
1 Область применения
Настоящий стандарт распространяется на сварные соединения стержневой и проволочной арматуры, сварные соединения стержневой арматуры с листовым и фасонным прокатом, выполняемые при изготовлении арматурных и закладных изделий железобетонных конструкций, а также при монтаже сборных и возведении монолитных железобетонных конструкций.
Стандарт устанавливает типы, конструкцию и размеры указанных соединений, выполняемых контактной и дуговой сваркой.
Стандарт не распространяется на сварные соединения закладных изделий, не имеющих анкерных стержней из арматурной стали.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий
ГОСТ 5264-80* Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 5781-82 Сталь горячекатаная для армирования железобетонных конструкций.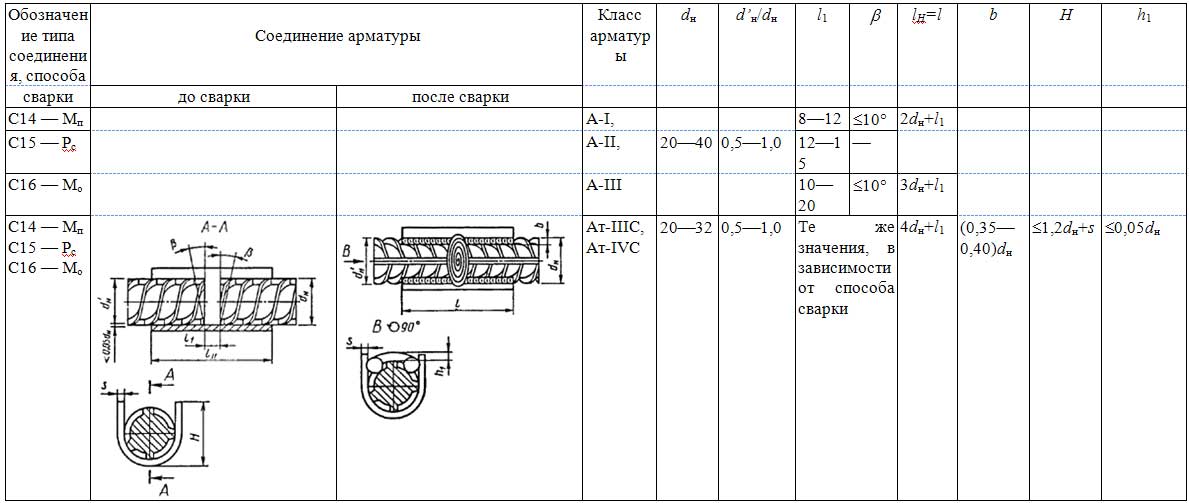 Технические условия
Технические условия
ГОСТ 6727-80 Проволока из низкоуглвродистой стали холоднотянутая для армирования железобетонных конструкций. Технические условия
ГОСТ 8713-79* Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 10884-94 Сталь арматурная термомеханически упрочненная для железобетонных конструкций. Технические условия
ГОСТ 10922-2012 Арматурные и закладные изделия, их сварные, вязаные и механические соединения для железобетонных конструкций. Общие технические условия
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 27772-88 Прокат для строительных конструкций. Общие технические требования
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год.
3 Термины и определения
В настоящем стандарте использованы термины по ГОСТ 2601. ГОСТ 5781 и ГОСТ 10922.
Издание официальное
4 Типы и обозначение
4.1 Обозначения типов сварных соединений и способов их сварки приведены в таблице 1.
Таблица 1 — Обозначения типов сварных соединений и способов их сварки
Тип сварного соединения | Способ и технологические особенности сварки | |||
Наименование | Обозначение. номер | Наименование | Обозначение | Положение стержней при сварке |
1 | 2 | 3 | 4 | 5 |
Крестообразное | К1 | Контактная точечная | Кт | Любое |
КЗ | Дуговая ручная или механизированная* прихватками | Рп | ||
Мл | ||||
Стыковое | С1 | Контактная стыковая | Ко | Горизонтальное |
С5 | Ванная механизированная под флюсом в инвентарной форме | Мф | ||
С7 | Ванная одноэлектродная в инвентарной форме | Рв | ||
С8 | Ванная механизированная под флюсом в инвентарной форме | Мф | Вертикальное | |
СЮ | Ванная одноэлектродная в инвентарной форме | Рв | ||
С14 | Дуговая механизированная порошковой проволокой на стальной скобе-накладке | Мл | Горизонтальное | |
С15 | Ванно-шовная на стальной скобе-накладке | Рс | ||
С17 | Дуговая механизированная порошковой проволокой многослойными швами на стальной скобе-накладке | Мл | Вертикальное | |
С19 | Дуговая ручная многослойными швами на стальной скобе-накладке | Рм | ||
С21 | Дуговая ручная или механизированная* швами с накладками из стержней | Рн | Любое | |
Мн | ||||
С23 | Дуговая ручная или механизи-рованная* швами внахлестку | Рэ | ||
Мэ | ||||
Нахпесточное | Н1 | Дуговая ручная или механизи-рованная* швами в среде СО; | Рш | Любое |
Мш | ||||
Н2 | Контактная по одному рельефу на пластине | Кр | Горизонтальное | |
НЗ | Контактная по двум рельефам на пластине | Кр | ||
Тавровое | Т1 | Дуговая механизированная под флюсом без присадочного металла | Мф | Вертикальное |
Т2 | Дуговая ручная с малой механизацией под флюсом без присадочного металла | РФ | ||
Т11 | Дуговая механизированная швами в среде СО; в цекованное или раззенкованное отверстие | Мз | ||
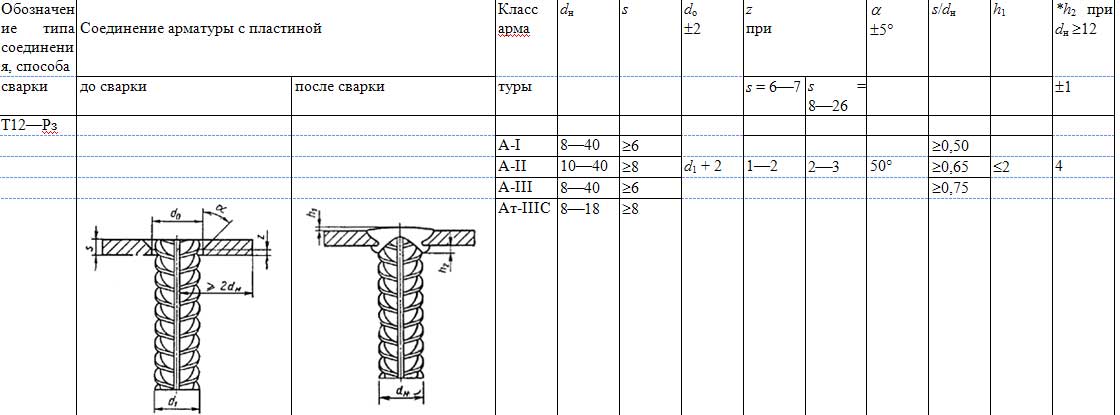
Т12 | Дуговая ручная валиковыми швами в раззенкованное отверстие | Рз | ||
* Допускается применение любого из перечисленных видов механизированной сварки: в среде СО;- либо СО;+Аг. | ||||
 порошковой проволокой, либо порошковой проволокой в среде СО;
порошковой проволокой, либо порошковой проволокой в среде СО;2
4.2 Условное обозначение сварного соединения имеет следующую структуру
ГОСТ 14098-2014
X X — X X
Номер
соеди
нения
Технологическая особенность
способа
Способ сварки: К — контактная;
Р — ручная; М — механизированная
Тип сварного соединения: К — крестообразное;
С — стыковое; Н — нахлесточное; Т — тавровое
Пример условного обозначения стыкового соединения, выполненного ванно-шовной сваркой на стальной скобе-накладке, положение стержней горизонтальное:
С15 — Рс
4.3 Для конструктивных элементов сварных соединений приняты обозначения: dH — номер профиля {номинальный диаметр стержня) по ГОСТ 5781 (на рисунках таблиц 2-17 изображен условно):
d — внутренний диаметр стержня периодического профиля по ГОСТ 5781; d, — наружный диаметр стержня периодического профиля по ГОСТ 5781; d\ — номинальный меньший диаметр стержня в сварных соединениях; d0 — меньший диаметр раззенкованного или цекованного отверстия в плоском элементе:
D0 — больший диаметр раззенкованного или цекованного отверстия в плоском элементе;
О — диаметр грата в стыковых и наплавленного металла в тавровых соединениях;
R — радиус кривизны рельефа;
а — суммарная толщина стержней после сварки в месте пересечения: b — ширина сварного шва: суммарная величина вмятин;
Ь’. Ь» -величина вмятин от электродов в крестообразном соединении: h — величина осадки в крестообразном соединении; высота сечения сварного шва; hi — высота усиления наплавленного металла; hi — высота усиления корня сварного шва.
Ь» -величина вмятин от электродов в крестообразном соединении: h — величина осадки в крестообразном соединении; высота сечения сварного шва; hi — высота усиления наплавленного металла; hi — высота усиления корня сварного шва.
Н — высота скобы-накладки;
/-длина сварного шва:
/,. 12— зазоры до сварки между торцами стержней при различных разделках:
L — длина скоб-накладок, накладок и нахлестки стержней;
z — притупления: в разделке торцов стержней под ванную сварку; в плоском элементе соединения ТЗ;
s — толщина стальной скобы-накладки, плоских элементов тавровых и нахлесточных соединений;
к — высота рельефа на плоском элементе;
/с, — зазор между стержнем и плоским элементом в соединении НЗ: л — ширина рельефа на плоском элементе: т — длина рельефа на плоском элементе;
д- высота наплавленного металла («венчика») в тавровых соединениях.
а. а… а2. (1. р,, р2, г, Yi — угловые размеры конструктивных элементов сварных соединений.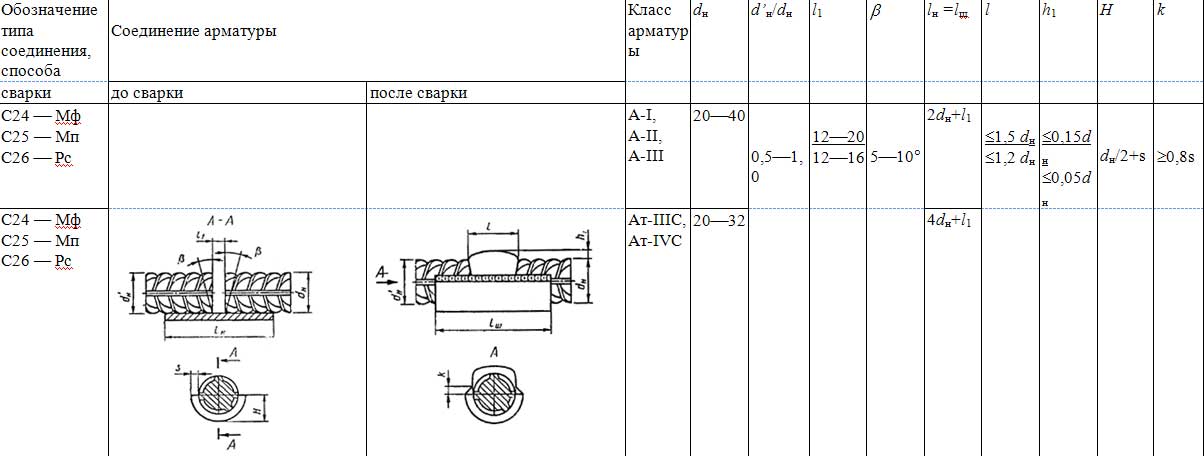
5 Технические требования
5.1 При выборе рациональных типов сварных соединений и способов сварки следует руководствоваться Приложением А.
5.2 На конструкции сварных соединений, не предусмотренные настоящим стандартом, следует разрабатывать рабочие чертежи с технологическим описанием условий сварки и ведомственный нормативный документ или стандарт предприятия, учитывающий требования действующих
3
стандартов и согласованный в установленном порядке.
5.3 При изготовлении железобетонных конструкций допускается замена типов соединений и способов их сварки на равноценные по эксплуатационным качествам в соответствии с Приложением А.
5.4 Химический состав и значение углеродного эквивалента свариваемых по настоящему стандарту арматурных сталей должны соответствовать требованиям следующих нормативных документов:
— для арматуры классов А240. А300, АсЗОО. А400. А600. А800. А1000 — ГОСТ 5781;
— для арматуры классов Ат500С. АтбООС — ГОСТ 10884;
АтбООС — ГОСТ 10884;
— для арматуры класса А500С — по действующим нормативным документам*.
5.4.1 Химический состав термомеханически упрочненной арматуры класса А600С. применяемой в сварных соединениях по настоящему стандарту, должен соответствовать марке стали 20Г2СФБА.
5.5 Холоднодеформированная арматура должна удовлетворять требованиям:
— класса В500С — действующим нормативным документам*;
— класса Вр-1 — ГОСТ 6727.
5.6 Термомеханически упрочненная арматура номерной длины классов АтбОО. АтбООК. Ат800. Ат800К. Ат1000 и АтЮООК. равно как и отходы данной арматуры, могут быть использованы в сварных арматурных изделиях и закладных деталях железобетонных конструкций. При этом арматура должна применяться в качестве арматуры класса А400 без пересчета сечения.
Арматура класса А600С допускается к применению в качестве анкеров закладных деталей как арматура класса А500С без пересчета сечения.
5.7 Конструкции крестообразных соединений арматуры, их размеры до и после сварки должны соответствовать приведенным на рисунке 1 и в таблицах 2-3.
Рисунок 1 — Крестообразное соединение, выполненное контактной точечной сваркой
5.8 Отношения диаметров стержней следует принимать для соединений типа К1 — от 0.25 до 1,00. типа КЗ — от 0,50 до 1,00.
5.9 Для соединений типа К1 величину осадки (см. рисунок 1) определяют по формуле
h = Id, -(а* Ь),
где: а — суммарная толщина стержней после сварки в месте пересечения, мм;
Ь — суммарная величина вмятин (Ь‘ ♦ Ь»), мм.
Величины относительных осадок h/d’„ для соединений типа К1 должны соответствовать приведенным в таблице 2.
5.10 Конструкции стыковых соединений арматуры, их размеры до и после сварки должны соответствовать приведенным в табл. 4-10.
5.11 Конструкции нахлесточных соединений арматуры, их размеры до и после сварки должны соответствовать приведенным в таблицах 11-13.
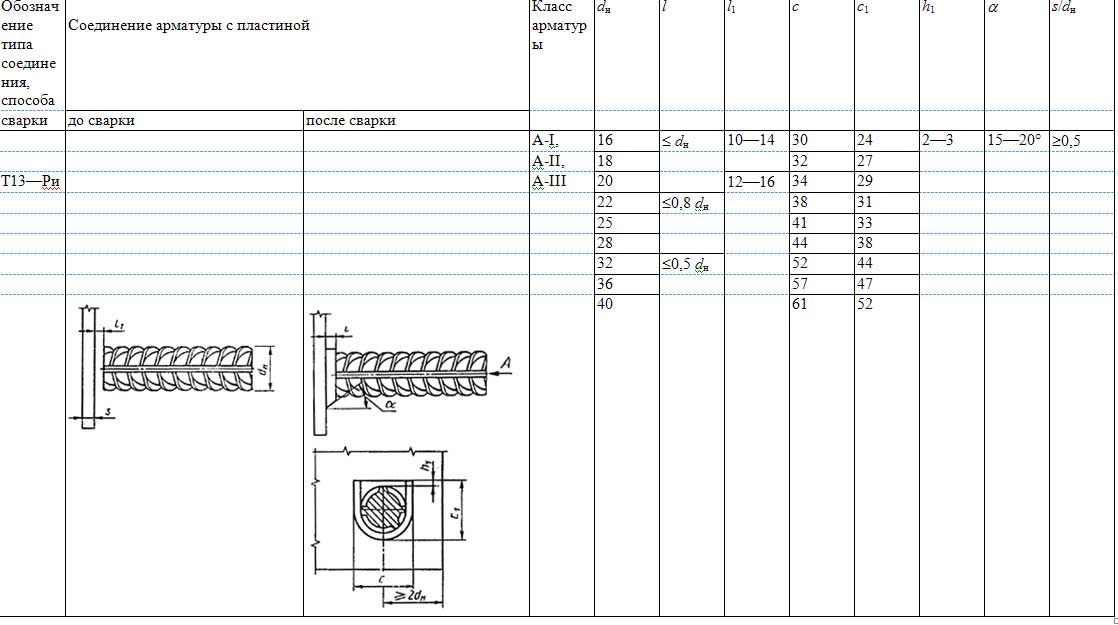
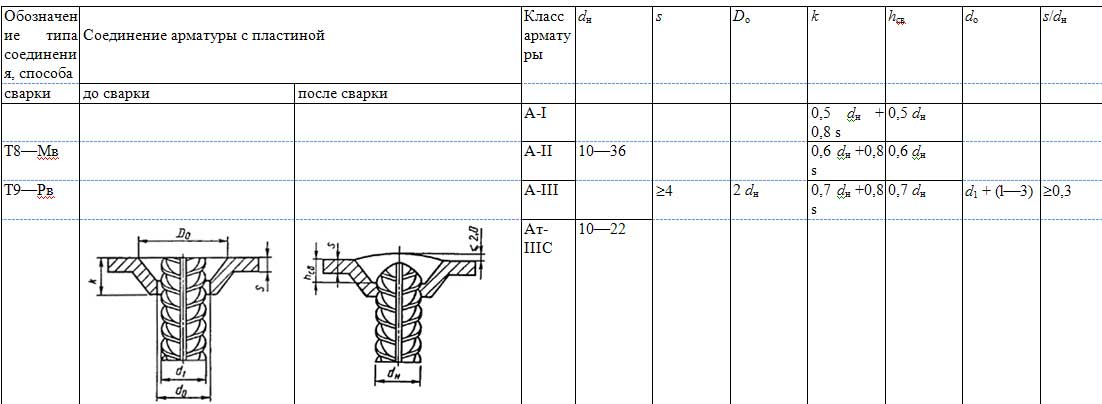
5.12 Конструкции тавровых соединений арматуры с плоскими элементами закладных изделий, их размеры до и после сварки должны соответствовать приведенным в таблицах 14-17.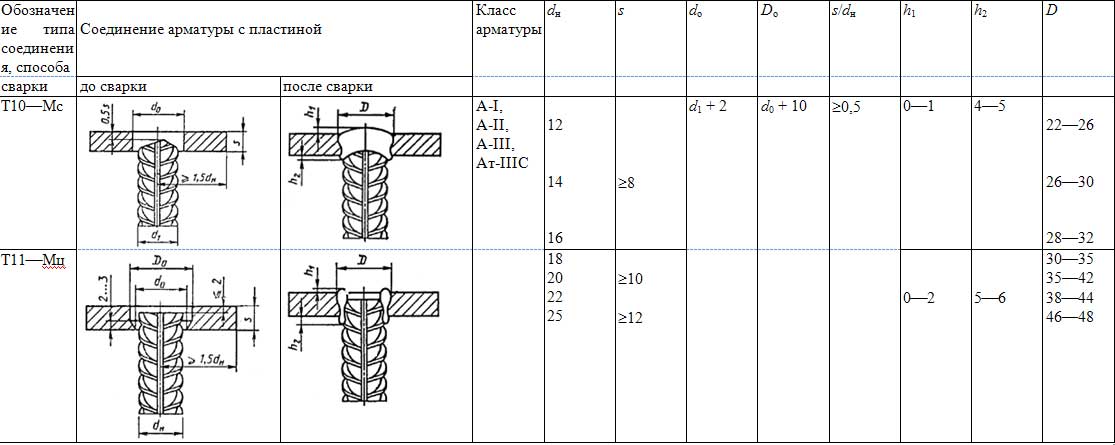
5.13 Основные типы, конструктивные элементы и размеры сварных соединений из листового и фасонного металлопроката, используемых для соединения плоских элементов закладных деталей при монтаже железобетонных конструкций, должны удовлетворять требованиям ГОСТ 5264. ГОСТ 8713 и ГОСТ 14771.
5.14. Для соединений, приведенных в таблицах 7-8, в качестве материала скоб-накладок следует применять листовую сталь класса С235-С255 по ГОСТ 27772.
В Российской Федерации действует ГОСТ Р 52544.
Таблица 2 — Конструкции крестообразных соединений а рма туры К1- Кт
Обозначение типа соединения, способа | Соединение арматуры | Класс армату- | <1т ММ | Величина h/d*. обеспечивающая прочность не менее требуемой ГОСТ 10922 для соединений с отношением диаметров d’Jd* | Минимальная величина htiU, обеспечиваю- | а,’ | ||||||
сварки | до сварки | после сварки | ры | 1. | 050 | 0.33 | 0.25 | щая не нормируемую прочность | ||||
ц | Вр-1 (В500) | 3-12 | 0.35-0.50 | 0.28-0.45 | 024-0.40 | 0.22-035 | 0.17 | |||||
11 >2i2t2 2i2’22 2,2,222 Ш1 | jEHjgl 1 | В500С | 4-12 | |||||||||
1 0V зСз»*’J л ,> л Чу» £| | А240 | 5.5-40 | 0,25-0,50 | 0.21-0.45 | 0.18-0.40 | 0.16-035 | 0.12 | |||||
А | АсЗОО | 10-32 | 0. | 0,28-0.50 | 024-0.46 | 0,22-0.42 | 0.17 | |||||
К1-Кт | ‘С | 5 | V Л | А400 | 6-40 | 0.40-0.80 | 0.35-0.70 | 0.30-0.62 | 0.28-055 ; | 30-90 | ||
‘!* | Ат500С ; | 6-32 | ||||||||||
Wfjt | 1 | АтбООС | 10-32 | 0.20 | ||||||||
?*:*■* ж | А5О0С | 6-40 | 0. | 0.35—0.50 | 0.30-0.46 | 0.23-0.42 | ||||||
В | г «V w V А600С | 10-40 | ||||||||||
 00
00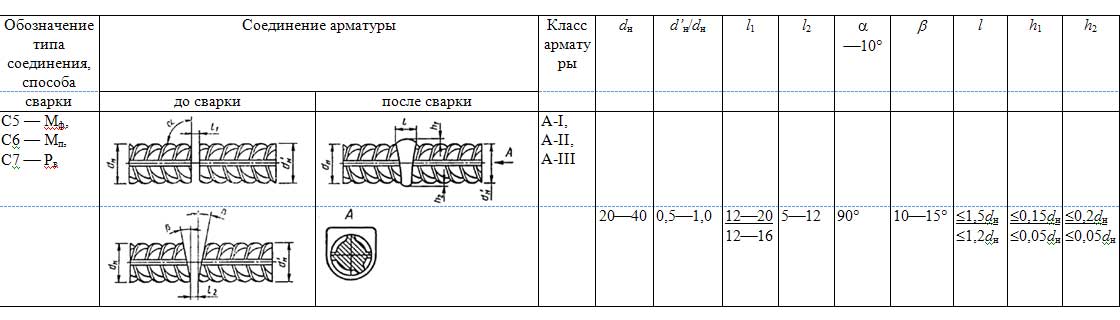 33-0,60
33-0,60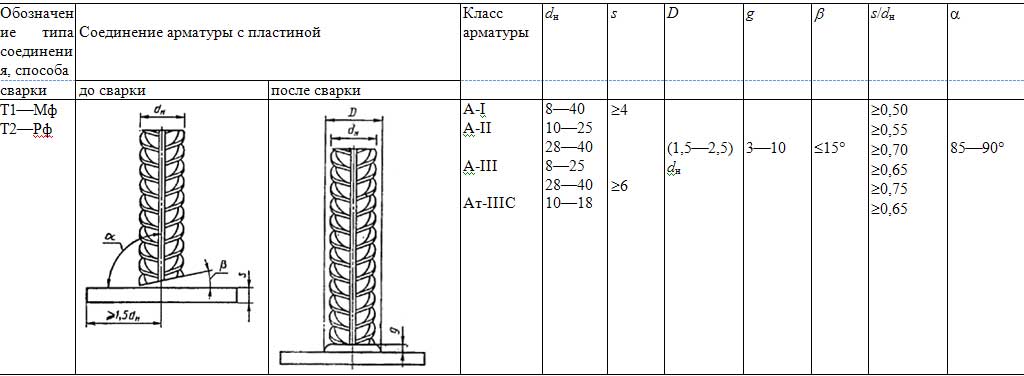 40-0.60
40-0.60Примечание — Величины d’H/dn, не совпадающие с приведенными, следует окрутить до ближайшей величины, указанной в таблице.
сл
ГОСТ 14098-2014
CD
Таблица 3 — Конструкции крестообразных соединений арматуры КЗ-Рп и КЗ-Мп
Обозначение типа соединения, способа сварки
Соединение арматуры
до сварки
после сварки
Класс
арматуры
Марка стали
Ф \<К. мм
/, мм
Ь. мм
КЗ-Рп.
КЗ-Мл
I
А240
10-40
АЗОО
10ГТ
10-32
А400
25Г2С
10-28
АтбООС
i
АтбООС
10-32
2 0 ,ЫГт, но не менее 8
А500С
4-W
А600С
20Г2СФБА
10-40
2 0. 35cf… но не менее 6
35cf… но не менее 6
Примечания:
1, Значение временного сопротивления срезу в соединениях КЗ-Рп и КЗ-Мп не нормируется. При необждимости выполнять соединения с нормируемой прочностью, размеры «/» и «Ь» уточняются опытным путем по результатам испытаний на срез (согласно ГОСТ 10922) и оформляются в соответствии сп.5.2.
2. При механизированной сварке соединений типа КЗ-Мп допускается применение арматуры диаметром (dk) 6 и 8 мм, а также снижение ветчины отношения диаметров свариваемых стержней до 0,33. Применение данных положений допускается при повышенных требованиях к приемсе сварных соединений и обязательном выполнении требований л.5.2.
Таблица 4 — Конструкция стыкового соединения арматуры С1-Ко
Обозначение | Соединение арматуры | |||||||
типа сое дине-ни я, способа сварки | до сварки | после сварки | Класс арматуры | Ф. | D. мм | d’Jd, | at Ю.‘ | |
А240, АсЗОО, | 1П-4Г1 | |||||||
А400 | 1 v *t м | |||||||
А600. А800 | 10-32 | |||||||
jшИ | А1000 | 10-22 | ||||||
С1-Ко | АтбООС | *1.24. | 0,85-1,0 | 90 | ||||
АтбООС | • v»0(C | |||||||
А500С | lfU-ЛП | |||||||
А600С | ||||||||
В500С | 10-12 | |||||||
 мм
ммГОСТ 14098-2014
Таблица 5 — Конструкции стыювых соединений арматуры С5-Мф и С7-Рв
Обозначение типа соединения.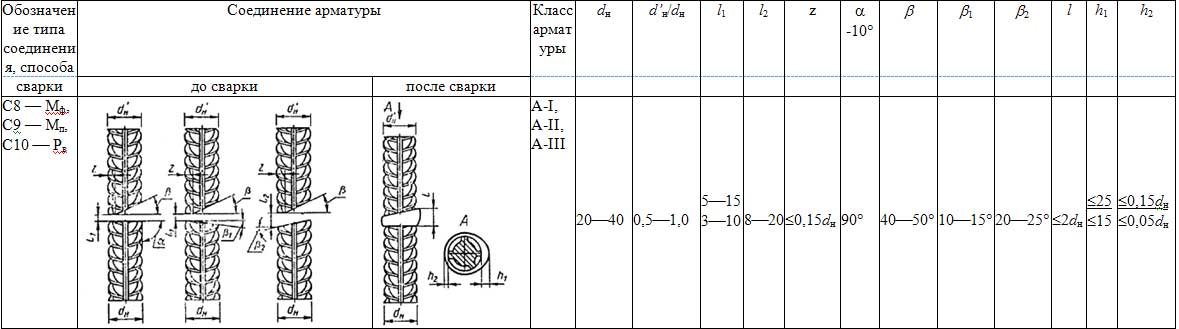 способа сварки
способа сварки
С5-Мф.
С7-Рв
Соединение арматуры
до сварки
после сварки
Класс
арма
туры
А240.
АсЗОО,
А400
А.
20-40
<IJcL
05-1.0
12-20
12-16
Примечания:
1 Размеры в знаменателе относятся к соединению С7-Рв.
2 При отношении cfjd, < 1 линейные размеры относятся к стержню большого диаметра.
h. мм | о ±10/ | Р/ | 1. мм | h„ мм | lh. мм |
5-12 | 90 | 10-15 | 5 1.М. 5 1.2d. | 5 0.1 Ии | 5 0.2d. 5 0,05d„ |
s 0.05d„ |
Таблица 6 — Конструкции стыковых соединений арматуры С8-Мф и С 10-Ре
Обозначение типа соединения, слосо-ба сварки
Соединение арматуры
до сварки
после сварки
Класс
арма
туры
А.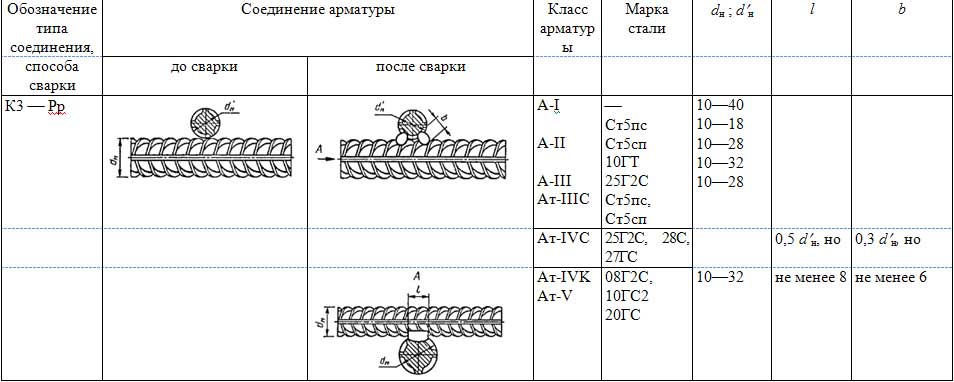
мм
dJd.
It,
мм
Ь.
мм
г.
мм
а
±10.
Р-
Р-.’
Р>.
л..
мм
hi.
мм
С8-Мф,
СЮ-Рв
А240,
АсЗОО.
А400
J)
о
v* о
35
о
2
з
о
VI
8
1Л
Т*
d,
ю
(4
о
(Ч
тз | я10 | ■е 1Г |
сч | ol — | ‘г* |
VI | v| VI | с |
V |
3
Примечания:
1 При одноэлектродной сварке разделку стержней со скосом нижнего стержня производить не следует.
2 Разделку с обратным скосом нижнего стержня применять при сварке стержней диаметром >32 мм.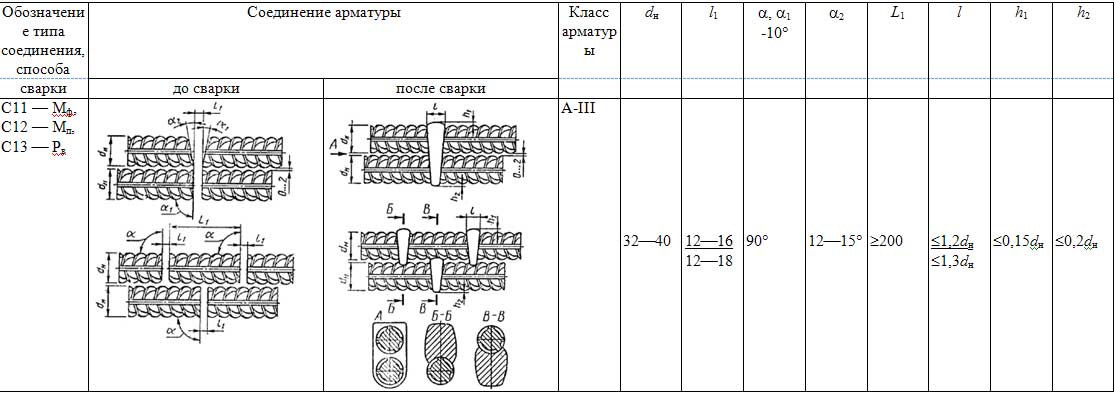
3 Размеры в знаменателе относятся к соединению СЮ-Рв.
4 При отношении d’Jd, < 1 линейные размеры относятся к стержню большего диаметра.
•ч
ГОСТ 14098-2014
со
Таблица 7 — Конструкции стыковых соединений арматуры С14-Мп и С15-Рс
Обозначение | Соединение арматуры | |||||||||||
типа соединения, способа сварки | до сварки | после сварки | Класс арматуры | d„, мм | dJd. | it, MM | 0.* | /«=/, MM | b, MM | H, MM | Л,. MM | |
А-л *$ | A240 | + > | ||||||||||
г | АсЭОО | 20-40 | 1 Л1 | |||||||||
i | Шшшм\ | A4O0 | •Q | V) | ||||||||
С14-Мп, С15-Рс | I | о | о | О rf | + | |||||||
?l | flor | AT500 | on оо | I o’ | 2 | 8-1C | + -S | o’ 1 s о | T3 M_ | s 0,05d„ | ||
АтбООС | zu—oz | о •T M | VI | |||||||||
u_ | А500С | 20-40 | ||||||||||
A | А600С | |||||||||||
| Примечание — Для Л» 20-25 мм s = 6 мм,дпя</«» 28 — 40мм $* 8 мм, | ||||||||||||
ГОСТ 14098-2014
Сварной шов с23 рэ гост 14098 2014
Текст ГОСТ 14098-2014 Соединения сварные арматуры и закладных изделий железобетонных конструкций.
 Типы, конструкции и размеры
Типы, конструкции и размерыМЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ. МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
INTERSTATE COUNCIL FOR STANDARDIZATION. METROLOGY AND CERTIFICATION
СОЕДИНЕНИЯ СВАРНЫЕ АРМАТУРЫ И ЗАКЛАДНЫХ ИЗДЕЛИЙ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Типы, конструкции и размеры
Цели, основные принципы и основной порядок работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 я Межгосударственная система стандартизации. Основные положениян и ГОСТ 1.2-2009 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Порядок разработки и принятия, применения, обновления и отмены»
Сведения о стандарте
1 РАЗРАБОТАН Научно-исследовательским институтом бетона и железобетона им. А.А. Гвоздева ОАО «НИЦ «Строительство»
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 465 «Строительство»
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 30 сентября 2014 г. 70-П)
70-П)
За принятие стандарта проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97
Код страны по МК (ИСО 3166) 004-97
Сокращенное наименование национального органа по стандартизации
Минэкономики Республики Армения
Госстандарт Республики Беларусь
4 Приказом Федерального агентства по техническому регулированию и метрологии от 22 октября 2014 г. N9 1374-ст межгосударственный стандарт ГОСТ 1409&-2014 введен в действие в качестве национального стандарта Российской Федерации с 01 июля 2015 г.
5 ВЗАМЕН ГОСТ 14098-91
Информация об изменениях к настоящему стандарту публикуется е ежегодном информационном указателе «Национальные стандарты». а текст изменений и поправок – е ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано е ежемесячном информационном указателе «Национальные стандарты». Соответствующая информация. уведомление и тексты размещаются также е информационной системе общего пользования – на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
уведомление и тексты размещаются также е информационной системе общего пользования – на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
В Российской Федерации настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
СОЕДИНЕНИЯ СВАРНЫЕ АРМАТУРЫ И ЗАКЛАДНЫХ ИЗДЕЛИЙ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Типы, конструкции и размеры
Welded joints of reinforcement and inserts for reinforced concrete structures. Types, constructions and dimensions
Дата введения — 2015—07—01
1 Область применения
Настоящий стандарт распространяется на сварные соединения стержневой и проволочной арматуры, сварные соединения стержневой арматуры с листовым и фасонным прокатом, выполняемые при изготовлении арматурных и закладных изделий железобетонных конструкций, а также при монтаже сборных и возведении монолитных железобетонных конструкций.
Стандарт устанавливает типы, конструкцию и размеры указанных соединений, выполняемых контактной и дуговой сваркой.
Стандарт не распространяется на сварные соединения закладных изделий, не имеющих анкерных стержней из арматурной стали.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий
ГОСТ 5264-80* Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 5781-82 Сталь горячекатаная для армирования железобетонных конструкций. Технические условия
ГОСТ 6727-80 Проволока из н из коугле род истой стали холоднотянутая для армирования железобетонных конструкций. Технические условия
ГОСТ 8713-79* Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 10884-94 Сталь арматурная термомеханически упрочненная для железобетонных конструкций. Технические условия
Технические условия
ГОСТ 10922-2012 Арматурные и закладные изделия, их сварные, вязаные и механические соединения для железобетонных конструкций. Общие технические условия
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 27772*88 Прокат для строительных конструкций. Общие технические требования
Примечание – При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайге Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего пода, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте использованы термины по ГОСТ 2601. ГОСТ 5781 и ГОСТ 10922.
4 Типы и обозначение
4.1 Обозначения типов сварных соединений и способов их сварки приведены в таблице 1.
аблица 1- Обозначения типов сварных соединений и способов их сварки
Тил сварного соединения
Способ и технологические особенности сварки
Добавил: Богдан Кривошея
Дата: [16.05.2016]
(18 апреля 2019 г.)
Welded joints of reinforcement and inserts for reinforced concrete structures. Types, constructions and dimensions
Дата введения – 1 июля 2015 г.
Взамен ГОСТ 14098-91
Цели, основные принципы и основной порядок работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2-2009 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Порядок разработки и принятия, применения, обновления и отмены»
Основные положения» и ГОСТ 1.2-2009 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Порядок разработки и принятия, применения, обновления и отмены»
Настоящий стандарт распространяется на сварные соединения стержневой и проволочной арматуры, сварные соединения стержневой арматуры с листовым и фасонным прокатом, выполняемые при изготовлении арматурных и закладных изделий железобетонных конструкций, а также при монтаже сборных и возведении монолитных железобетонных конструкций.
Стандарт устанавливает типы, конструкцию и размеры указанных соединений, выполняемых контактной и дуговой сваркой.
Стандарт не распространяется на сварные соединения закладных изделий, не имеющих анкерных стержней из арматурной стали.
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 5264-80* Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 6727-80 Проволока из низкоуглеродистой стали холоднотянутая для армирования железобетонных конструкций. Технические условия
Технические условия
ГОСТ 8713-79* Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 10922-2012* Арматурные и закладные изделия, их сварные, вязаные и механические соединения для железобетонных конструкций. Общие технические условия
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 27772-88 Прокат для строительных конструкций. Общие технические требования
ГОСТ 34028-2016 Прокат арматурный для железобетонных конструкций. Технические условия
Примечание – При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования – на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
В настоящем стандарте использованы термины по ГОСТ 10922.
4.1 Обозначения типов сварных соединений и способов их сварки приведены в таблице 1.
Таблица 1 – Обозначения типов сварных соединений и способов их сварки
Тип сварного соединения
Способ и технологические особенности сварки
Внимание покупателей подшипников
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
tel:+7 (495) 646 00 12
zakaz@themechanic.ru
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
tel:+7 (495) 646 00 12
zakaz@themechanic. ru
ru
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
Железобетонные конструкции, применяемые при строительстве, это очень сложный элемент, к которому предъявляются определенные требования. При их изготовлении должны применяться соответствующие нормы, основанные на строгих расчетах.
Сама конструкция состоит из бетона расчетной марки, сварной арматуры и закладных. При этом арматура по профилю, толщине и марке металла применяется строго по ГОСТ у 14098-2014, который заменил действующий ранее ГОСТ 14098-91. Также регламентированы стандартом сами сварные соединения между арматурой стержневой и проволочной и прокатом, выполненным в виде листов или фасонного проката, то есть закладными изделиями.
Затрагивает документ и монтаж готовых конструкций, а также сварочные работы и материал, используемые при использовании монолитного способов строительства. Причем устанавливаются такие параметры, как виды и типы конструкций, размеры её соединений, которые производятся такими способами сварки, как дуговая, а также контактная сварка.
Сварочные соединения обозначаются согласно таблицы №1
| Тип сварного соединения | Способ и технологические особенности сварки | |||
| Наименование | Обозначение, номер | Наименование | Обозначение | Положение стержней при сварке |
| 1 | 2 | 3 | 4 | 5 |
| Крестообразное | К1 | Контактная точечная | Кт | Любое |
| К3 | Дуговая ручная или механизированная* прихватками | Рп | ||
| Мп | ||||
| Стыковое | С1 | Контактная стыковая | Ко | Горизонтальное |
| С5 | Ванная механизированная под флюсом в инвентарной форме | Мф | ||
| С7 | Ванная одноэлектродная в инвентарной форме | Рв | ||
| С8 | Ванная механизированная под флюсом в инвентарной форме | Мф | Вертикальное | |
| С10 | Ванная одноэлектродная в инвентарной форме | Рв | ||
| С14 | Дуговая механизированная порошковой проволокой на стальной скобе-накладке | Мп | Горизонтальное | |
| С15 | Ванно-шовная на стальной скобе-накладке | Рс | ||
| С17 | Дуговая механизированная порошковой проволокой многослойными швами на стальной скобе-накладке | Мп | Вертикальное | |
| С19 | Дуговая ручная многослойными швами на стальной скобе-накладке | Рм | ||
| С21 | Дуговая ручная или механизированная* швами с накладками из стержней | Рн | Любое | |
| Мн | ||||
| С23 | Дуговая ручная или механизированная* швами внахлестку | Рэ | ||
| Мэ | ||||
| Нахлесточное | ||||
Сварочный шов схематически обозначается следующим образом.
Согласно пояснениям в документе, величина а – общий диаметр стержней, полученный в месте сварки, d1 – ‘верхний диаметральный размер стержней, b * величина, на которую стержни впаиваются друг в друга, образуя вмятины, h- величина, на которую происходит осадка в соединении или можно так назвать высоту сварочного шва.
Если сварная конструкция не предусмотрена в этом ГОСТе, нужно произвести разработку рабочего чертежа с указанием условий, при которых будет происходить сварка и согласовать по регламенту установленного порядка.
Согласно техническим требованиям возможна замена как способа сварки, так и самого типа соединения, на другие, но с такими же качествами и свойствами, которые соответствуют приложению А этого ГОСТа.
В таблицах от № 2 до № 17 указаны все применяемые в железобетонных конструкциях соединения арматурных прутов и других элементов проката.
Все сварные соединения должны иметь оценку качества исполнения, которая выражается в баллах, и зависит от того, как соблюдается технология сварочных работ, которая имеет свой регламент.
Оценка производится по статической нагрузке при испытании образца.
Применяемый материал для сварных конструкцийАрматура, которая применяется в конструкциях, должна иметь специальные свойства, полученные при термомеханической обработке, и определённый химический состав. Она должна соответствовать ГОСТ 5781-82( горячекатаная сталь для армирования). Проволока, применяемая в конструкциях, должна соответствовать ГОСТ 6727-80, а также сталь, которая применяется здесь, должна соответствовать ГОСТ 10884-94 как и по составу, так и по обработке, и закладные детали, которые изготавливаются согласно ГОСТ 10922-2012.
Выпускаемый ассортимент (пруты для армирования) должен соответствовать требуемым свойствам и в зависимости от этого металл разделяется по классам. Их диаметры также должны иметь отклонения не более 9% для наименьшего прута диаметром 6 мм и 2% для наибольшего в 80 мм. Также ГОСТ регламентирует и длину выпускаемого изделия.
Периодический профиль арматурной стали может иметь различный рисунок.
Виды профилей арматурной стали
Холоднотянутая проволока имеет три размера:3, 4, 5 мм
Профиль холоднокатаной проволоки
Её параметры приведены в ГОСТе. Возможность выдерживать 4 перегиба в соответствии с требованиями позволяют использовать этот материал во многих других местах, тем более, что выпускается проволока в мотках массой от 20 кг до 1500 кг.
При рассмотрении сварных закладных изделий, отмечают типы по следующей номенклатуре:
- сетки, изготовленные из арматуры и поставляемые в рулонах или плоскими;
- каркасы, изготовленные из арматуры которые могут как плоскими, так и объемными;
- стержни, у которых присутствуют различные типы соединений, например стыковые, расположенными по всей длине;
- сборные закладные, сваренные совместно с анкерами, изготовленными из арматуры.
Все образцы должны периодически проходить испытание на соответствие требованиям: по размерам, по составу металла, по выдерживанию нагрузки.
Эти металлические составляющие, могут применяться не только в железобетонных конструкциях, но и в других отраслях.
Горячекатаная круглая сталь с профилем периодического рифления
Применяют как гладкий профиль, так и профиль с периодическим рифлением.
Арматура горячекатаная гладкого профиля
Арматура с гладким профилем более универсальна в использовании, но для конструкций , испытывающих повышенную нагрузку, её использовать не рекомендуется. Для этого лучше использовать прутки с рифленым профилем.
Показано применение гладкой арматуры в ненагруженных или нагруженных незначительно колонах, в различного вида изделий, которые изготавливаются для декоративного использования. Также используют в порогах, в кирпичной кладке для усиления её прочности путём армирования. При этом пруты укладываются или непосредственно на раствор, или изготавливаются в виде сетки. Таким же образом они используются и при изготовлении стяжки на пол.
Таким же образом они используются и при изготовлении стяжки на пол.
Пример использования прутов с гладкой поверхностью
Из этого вида арматуры изготавливают разного вида изделий, например, крепежа (болты, шпильки, пальцы), как заготовки для изготовления разного вида конструкций, в кузнечном производстве для изготовления оград и прочих ограждений, в качестве заземления и других изделий. Эта универсальность в применении связана с тем, что арматура, которая относится к классу А1, выпускается из углеродистой стали марок Ст3сп, Ст3пс и Ст3кп. Буквы после цифры 3 означают СП – спокойная, ПС – полуспокойная, КП – кипящая, что указывает, в каком состоянии расплавленный металл был использован.
Это свойство позволяет обрабатывать арматуру различными способами.
Конечно, для других классов предусмотрен и другой состав, например, к классу АIII – 25Г2С, 35ГС, 32Г2Рпс. Например, первая имеет состав: С (углерод) от 0,2 до 0, 29%, Марганец -1,2 – 1,60%, кремний – 0,60 -0,90%, хром, никель не более 0,3%, сера, фосфор не более 0, 045%. Она более дорогая, не так поддаётся обработке и, соответственно, не так применяемая, как гладкая, но имеет свои преимущества.
Она более дорогая, не так поддаётся обработке и, соответственно, не так применяемая, как гладкая, но имеет свои преимущества.
Арматура с периодическим рифлением в основном используется как укрепление ответственных бетонных конструкций за счет своей конструкции и химическому составу. Классифицируется арматура этого профиля: AII, AIII, AIV, AV, AVI.
Кроме всего прочего, арматура любого класса хорошо варится и повышенную стойкость к коррозионному износу.
Кроме строительства зданий, она применяется для строительства мостов и дорог, особенно при различных дорожных развязках, при заливке перекрытий и потолков, а также, при возведении стен из пенно — и газобетонных блоков.
Хорошо зарекомендовал себя материал для строительства на склонах и в местах с повышенной сейсмической опасностью.
Также этот профиль используется в закладных при изготовлении объемных или плоских каркасов, а также как основание при монолитном строительстве.
Структура, которую она имеет, позволяет распределять нагрузку равномерно, по всей площади.
Если на предприятии заказали определённую партию арматуры, предварительно обговаривается и длина прутов, например, это может быть от 5,5 м и до 26 м, при этом все остальные параметры и допустимые отклонения по размерам также должны соответствовать ГОСТ 5781-82. Цена зависит ещё и от способа изготовления арматуры. Холоднокатаная однозначно дороже горячекатаной, но при этом холоднокатаная не имеет такой пластичности, которая присуща горячекатаной стали, которая при производстве может получить различное напряжение по всей длине прутка. Это происходит за счет того, что в металле при обработке происходит изменение в кристаллах, что меняет его структуру и свойства.
контактная, внахлест, встык ванным методом
Арматура может применяться как по отдельности, так в составе сложных конструкций. Для создания сложных конструкций арматурные запчасти часто соединяются друг с другом. Основной способ соединения — это проведение сварочных работ. Сварка осуществляется с помощью оборудования, которое выполняет локальный нагрев краев деталей с последующим расплавлением и затвердеванием. Сварка арматуры может выполняться различными способами — внахлест, встык, ванным способом, контактным методом. Но какие электроды следует применять для сваривания арматурных изделий? Как правильно определить силу тока? И как проконтролировать качество проведенных работ? В нашей статье мы узнаем ответы на эти вопросы.
Сварка арматуры может выполняться различными способами — внахлест, встык, ванным способом, контактным методом. Но какие электроды следует применять для сваривания арматурных изделий? Как правильно определить силу тока? И как проконтролировать качество проведенных работ? В нашей статье мы узнаем ответы на эти вопросы.
Краткие сведения
Сварка арматуры является основным методом соединения арматурных прутков. С помощью сваривания можно соединить прутки любой длины и формы. Сварка может вестись встык, нахлестом и крестообразным способом. В фабричном производстве также применяется точечная контактная сварка. Для проведения работ применяется стандартное сварочное оборудование с автоматической или полуавтоматической подачей электрода в активную зону. Сварение прутков рекомендуется проводить при подаче в активную зону инертных газов — это улучшает качество сварного шва, препятствует появлению коррозии в активной зоне.
Сварка помогает создать конструкцию любой формы — сетку, квадраты, треугольники, многоугольники. Сварка арматуры ГОСТ проводится в защитной одежде (костюм, маска, рукавицы), которая будет защищать человека от воздействия высоких температур. Сварочные работы рекомендуется проводить в сухом проветриваемом помещении, хотя при необходимости сварку можно проводить в любое время при отсутствии сильного ветра и/или осадков (дождь, туман, снег). Сварочные работы регулируются отечественными и международными нормами. Основной регулирующий закон — ГОСТ 14098-2014 (обратите внимание, что старый ГОСТ 14098-91 действовал до 2014 года).
Сварка арматуры ГОСТ проводится в защитной одежде (костюм, маска, рукавицы), которая будет защищать человека от воздействия высоких температур. Сварочные работы рекомендуется проводить в сухом проветриваемом помещении, хотя при необходимости сварку можно проводить в любое время при отсутствии сильного ветра и/или осадков (дождь, туман, снег). Сварочные работы регулируются отечественными и международными нормами. Основной регулирующий закон — ГОСТ 14098-2014 (обратите внимание, что старый ГОСТ 14098-91 действовал до 2014 года).
Сварочные методики
Для сварки арматуры применяется несколько технологий. Основные методики — сварка арматуры ванным способом, сварное соединение внахлест, создание крестообразных соединений, контактная технология. Ниже мы рассмотрим каждую методику более подробно.
Встык ванным методом
Ванная сварка арматуры — оптимальный метод сварения арматурных прутков. Ванночкой называют U-образную скобу, к которой будет привариваться стальные прутки. Ванная технология позволяет получить качественный надежный шов, который не растрескается под действием механических ударов или химически активных веществ. К тому же ванная технология уменьшает контакт прутков с окружающей средой, поэтому риск коррозии в данном случае будет минимальным.
Ванная технология позволяет получить качественный надежный шов, который не растрескается под действием механических ударов или химически активных веществ. К тому же ванная технология уменьшает контакт прутков с окружающей средой, поэтому риск коррозии в данном случае будет минимальным.
Сварочные работы проводятся так:
- С помощью металлической щетки нужно зачистить края стержней на 3-4 сантиметра (у концов должен появиться характерный металлический блеск). Для более качественной, быстрой обработки щетка должна иметь оцинкованное покрытие. После зачистки нужно промыть и обезжирить края, чтобы они стали чистыми.
- Теперь нужно поместить края внутрь ванночки. Некоторые мастера для более надежной фиксации обвязывают ванночку проволокой, а во время сварки проволока быстро удаляется из активной зоны. Новичкам манипуляции с проволокой делать не рекомендуется, поскольку есть большой риск приваривания проволоки к поверхности ванночки.
- Сварку следует проводить на высоких токах (оптимальная сила тока — 400 ампер при диаметре электрода 5 миллиметров) с помощью автоматического или полуавтоматического оборудования.
 Сперва выполняется плавление края одного прутка — потом второго. После этого операция повторяется до тех пор, пока ванночка полностью не покроется расплавленным металлом.
Сперва выполняется плавление края одного прутка — потом второго. После этого операция повторяется до тех пор, пока ванночка полностью не покроется расплавленным металлом.
 Сперва выполняется плавление края одного прутка — потом второго. После этого операция повторяется до тех пор, пока ванночка полностью не покроется расплавленным металлом.
Сперва выполняется плавление края одного прутка — потом второго. После этого операция повторяется до тех пор, пока ванночка полностью не покроется расплавленным металлом.Главным преимуществом ванной технологии является небольшой расход расходного материала. Еще один крупный плюс — возможность проведения сварочных работ при отрицательных температурах (силу тока нужно увеличить на 15-20%). В качестве ванночки могут использовать как стальные скобы, так и скобы из других металлических сплавов (медь, латунь, дюралюминий, чугун). Также допускается применение графитовых ванночек.
Сварка арматуры внахлест
Если сварная конструкция не будет подвергается серьезной механической нагрузке, то в таком случае можно применять сварение арматуры внахлест. Главные плюсы технологии — простота, высокая скорость работ, минимум расходных материалов, неплохая надежность. Нахлест арматуры при сварке должен быть полным, чтобы получился прочный большой шов. Сварочные работы рекомендуется проводить с нижнего, а не с верхнего положения (это обеспечит более активное расплавление металла в активной зоне).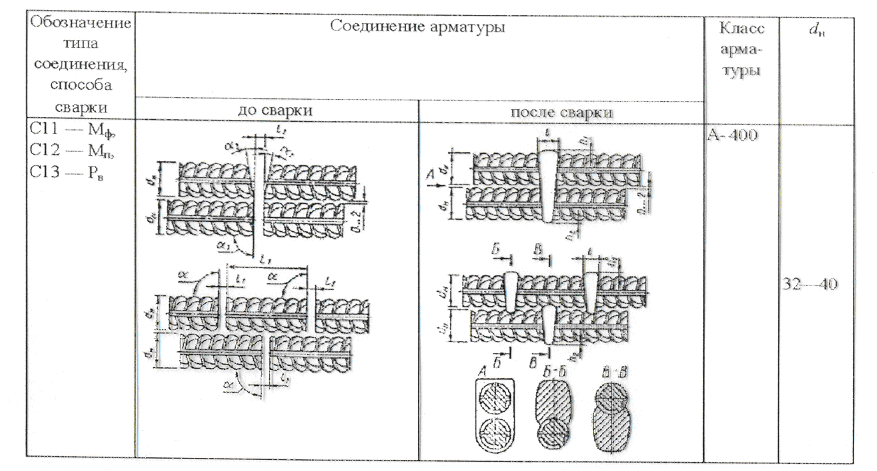 Также можно выполнять боковую сварку внахлест под углом наклона до 15-20 градусов.
Также можно выполнять боковую сварку внахлест под углом наклона до 15-20 градусов.
Оптимальный алгоритм действий:
- Зачистите поверхность арматуры с помощью металлической щетки или грубой наждачной бумаги. Также рекомендуется сделать обезжиривание поверхности, чтобы получить высококачественный сварной шов в активной зоне.
- Наложите сварные прутки друг на друга. Оптимальный уровень нахлеста — от 15 до 30 сантиметров. Скреплять детали проволокой не рекомендуется, поскольку при нагреве проволока быстро расплавится.
- Выполните обварку сверху минимум в двух местах (по краям). Потом выполните обварку снизу (по центру).
Крестообразное сварение
Если делать большую объемную решетку, то можно выполнить крестообразную сварку арматурных прутков. Все работы нужно проводить в строго горизонтальном или вертикальном положении, чтобы прутки надежно давили друг на друга. Делать сварку под углом не рекомендуется, поскольку будет проблематично получить надежный качественный шов (расплавленный металл будет активно стекать или испаряться). Крестообразную технологию также не рекомендуется выполнять при отрицательной температуре окружающей среды.
Крестообразную технологию также не рекомендуется выполнять при отрицательной температуре окружающей среды.
Особенности крестообразной технологии:
- Оптимальным методом соединения прутков является дуговая сварка в среде защитных газов. Соединение арматуры следует выполнять короткими прихватами с короткой подачей дуги в активную зону.
- Во время подачи электрод должен находиться под углом 30-45 градусов относительно плоскости стержней. В противном случае расплавление будет идти менее активно, что увеличит время проведения работ и снизит качество шва.
- Для улучшения фиксации прутков можно приварить на арматуру прихватки. Накладывать их рекомендуется с двух сторон, чтобы зафиксировать детали как в нижнем, так и верхнем положении.
Контактная сварка
Точечная контактная сварка арматуры является надежным методом соединения прутков друг с другом. Для сварения требуется применения станкового сварочного оборудования, которое обладает большой массой. Поэтому на практике эта технология получила мало распространения, хотя ее часто применяют в фабричном производстве. Контактное точечное сварение выглядит так:
Поэтому на практике эта технология получила мало распространения, хотя ее часто применяют в фабричном производстве. Контактное точечное сварение выглядит так:
- Прутки помещаются в станок, который имеет вид промышленных клещей. Станочные клещи надежно фиксируют детали, а во время сварения их положение не меняется.
- Потом рабочий выполняет настройку станка с помощью электронной панели. Рабочий может выбрать все технологические особенности операции (сила тока, глубина обработки, температура нагрева).
- Потом рабочий запускает станок, который выполняет сварку контактным методом. При работе сдавливающие поверхности нагреваются до высоких температур, что приводит к расплавлению арматуры.
- Во время работы возможно перемещение прутков с помощью подвижной консоли. Новые станки могут также выполнять перемещение сдавливающих нагревателей, что делает такие станки более универсальными, простыми в использовании.
Правила подбора электродов
Для сварения арматурных прутков рекомендуется использоваться электроды марок Э42, СМ-11, АНО-5, АНО-6, ВСЦ-4, УОНИ-13. Преимущества — высокое качество сварного шва, минимальный расход во время сварочных работ, хорошая температурная устойчивость, отсутствие коррозийного риска. Электроды этих марок могут работать при низких температурах окружающей среды, что будет весьма кстати в зимнее время. Для сварения стандартной арматуры диаметром 5-10 миллиметров применяются электроды диаметром 2-4 миллиметра. Для более крупных запчастей применяются электродные детали диаметром 4-6 миллиметров.
Преимущества — высокое качество сварного шва, минимальный расход во время сварочных работ, хорошая температурная устойчивость, отсутствие коррозийного риска. Электроды этих марок могут работать при низких температурах окружающей среды, что будет весьма кстати в зимнее время. Для сварения стандартной арматуры диаметром 5-10 миллиметров применяются электроды диаметром 2-4 миллиметра. Для более крупных запчастей применяются электродные детали диаметром 4-6 миллиметров.
Также не забудьте проконтролировать силу сварочного тока:
- Для работы с популярными электродами диаметром 3 мм марки Э42 или СМ-11 лучше применять ток силой от 100 до 150 ампер. Для более толстых электродов силу тока нужно увеличить до 150-220 ампер (4 мм) или до 180-290 ампер (5 мм).
- Электроды АНО-5 и АНО-6 диаметром 4 мм варятся с помощью тока, сила которого составляет 170-220 ампер. Если диаметр составляет 5 мм, то силу тока нужно увеличить на 40-60 ампер.
- Маломощные электроды ВСЦ-4 варятся с помощью небольшого тока — 90-100 ампер (диаметр 3 миллиметра) или 120-150 ампер (диаметр 4 миллиметра).
- Также на рынке Вы можете встретить новые электроды марки УОНИ-13. Их следует варить слабым током — для устройств диаметром 2 миллиметра нужно применять ток силой 30-50 ампер. За каждый дополнительный миллиметр диаметра нужно увеличить силу тока на 50-70 ампер.

Качество работы
После проведения сварочных работ рекомендуется проконтролировать качество полученного шва. Правила ГОСТ не дают точных указаний относительно проведения проверочных работ. Обратите внимание, что следует выполнять после полного остывания соединения (в идеале проверку нужно проводить на следующий день). Большинство мастеров на практике применяют следующие методы проверки:
- Небольшие удары молотком по месту шва. С помощью металлического молотка выполняется простукивание конструкции на местах швов. Удары должны быть несильными, но точными. Перед простукиванием ударную часть молотка желательно помыть и вытереть насухо (мусор или частички воды могут негативно сказываться на качестве удара). Во время проверки сварной шов не должен растрескиваться и облущиваться — в противном случае сварочную процедуру нужно повторить.
- Сброс получившейся конструкции с высоты 1-2 метров. Если сварочные работы были проведены качественно, то падение с небольшой высоты не должно нанести конструкции какие-либо повреждения. Сбрасывать конструкцию желательно на плоскую ровную поверхность, на которой отсутствует мусор. Сбрасывать конструкцию рекомендуется 2 раза — это повысит качество проверки.
- Рентгенологическое исследование. Если сварка была проведена некачественно, то на рентгенограмме будут видны все микротрещины и неровности. Рентгенографическое исследование является очень точным, надежным, а с его помощью можно получить точные сведения о качестве шва. Метод имеет множество недостатков — дополнительные траты на покупку оборудования, нельзя часто проводить исследования, сложность при работе с большими конструкциями.
 Во время проверки сварной шов не должен растрескиваться и облущиваться — в противном случае сварочную процедуру нужно повторить.
Во время проверки сварной шов не должен растрескиваться и облущиваться — в противном случае сварочную процедуру нужно повторить.Заключение
Подведем итоги. Для соединения арматурных прутков можно применять сварку. Основные сварочные методики — стыковое соединение ванным методом, сварка внахлест, крестообразное соединение, контактная сварка. Каждая из технологий обладает своими преимуществами и недостатками. Оптимальным методом соединения арматуры является сварка встык ванным методом, при котором прутки соединяются друг с другом с помощью U-образной металлической дуги.
Основные сварочные методики — стыковое соединение ванным методом, сварка внахлест, крестообразное соединение, контактная сварка. Каждая из технологий обладает своими преимуществами и недостатками. Оптимальным методом соединения арматуры является сварка встык ванным методом, при котором прутки соединяются друг с другом с помощью U-образной металлической дуги.
Еще один хороший метод соединения арматуры — это точечная технология сварки. Она позволяет получить очень прочный качественный шов, однако для ее применения требуются тяжелые станки. Для проведения сварочных работ могут применяться различные электроды — Э42, СМ-11, АНО-5, АНО-6, ВСЦ-4, УОНИ-13. После сварочных работ посмотрите качество шва.
Используемая литература и источники:
- Яковлев, С. К. Расчет железобетонных конструкций по Еврокоду EN 1992. В 2 частях. Часть 1. Изгибаемые и сжатые железобетонные элементы без предварительного напряжения. Определение снеговых, ветровых и крановых нагрузок. Сочетание воздействий / С.К. Яковлев, Я.И. Мысляева. — М.: МГСУ, 2015.
- Ферстер, М. Справочная книга для инженеров-строителей. Часть I. Математика, механика, сопротивление материалов, статика сооружений, железобетон, геодезия / М. Ферстер. — М.: Государственное научно-техническое издательство, 1976.
- Салов, Александр Монолитное строительство: от теории к практике: моногр. / Александр Салов. — М.: LAP Lambert Academic Publishing, 2013.
- Статья на Википедии
 Сочетание воздействий / С.К. Яковлев, Я.И. Мысляева. — М.: МГСУ, 2015.
Сочетание воздействий / С.К. Яковлев, Я.И. Мысляева. — М.: МГСУ, 2015.Производство закладных деталей и арматурных изделий
Изготовление закладных деталей
Сварные арматурные изделия (каркасы) изготавливают из продольных и поперечных стержней, соединенных в местах пересечений сваркой (крестообразное соединение).Продольные и поперечные стержни каркасов в одном направлении имеют стержни одинакового или разных диаметров. Арматурные изделия (каркасы) изготовляют плоскими или пространственными.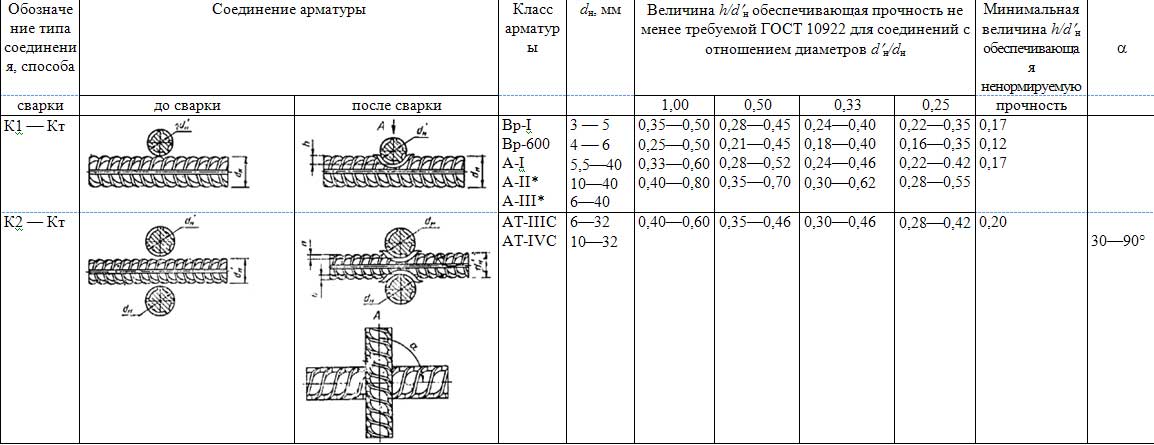
Плоские арматурные изделия (каркасы) имеют поперечные стержни, расположенные в одной плоскости и предназначенные для армирования линейных изгибаемых или растянутых железобетонных элементов и конструкций с малой шириной поперечного сечения. Пространственные каркасы изготовляют с поперечными стержнями, расположенными в разных плоскостях.
Сварные закладные детали подразделяют на два основных типа:
- Открытые закладные детали;
- Закрытые закладные детали.
В зависимости от расположения анкерных стержней относительно плоского элемента различают закладные изделия с перпендикулярным, наклонным, параллельным или смешанным расположением анкерных стержней.
Форма и размеры сварных арматурных каркасов, отдельных стержней арматуры со сварными стыковыми соединениями по длине стержня, закладных изделий, а также тип сварного соединения и способ сварки должны соответствовать установленным стандартами, техническими условиями или проектной документацией на железобетонные конструкции или арматурные и закладные изделия.
Соединение сварных арматур ГОСТ-14098
Конструкция сварных соединений, выполняемых в заводских условиях и при монтаже сборных и возведении монолитных железобетонных конструкций, должна соответствовать ГОСТ-14098.
Крестообразные соединения типов К1 и К2 по ГОСТ-14098, которые должны обеспечивать восприятие арматурой сеток и каркасов напряжений не менее ее расчетных сопротивлений, подлежат выполнению с нормируемой прочностью в соответствии с требованиями ГОСТ-14098.
Соединения с нормируемой прочностью должны быть указаны в рабочих чертежах арматурных изделий.
К сварным крестообразным соединениям с ненормируемой прочностью, применяемым для обеспечения взаимного расположения стержней арматурных изделий в процессе их транспортирования, изготовления и бетонирования конструкций (при отсутствии указаний о нормируемой прочности этих соединений в рабочих чертежах изделий) относят:
Соединения в плоских и рулонных сетках с рабочей арматурой из арматурной стали периодического профиля, независимо от ее класса и диаметра;
Соединения в местах пересечения продольной арматуры пространственных каркасов с поперечной арматурой в виде непрерывной спирали или замкнутых хомутов;
Соединения в местах пересечения продольных или поперечных стержней плоских каркасов и стержней сеток со стержнями, объединяющими их в пространственные каркасы, если последние применяют для армирования изгибаемых железобетонных элементов, не работающих на кручение.
Условные обозначения закладных деталей и арматурных изделий, сварных соединений принимают в соответствии со стандартами, техническими условиями или проектной документацией на железобетонные конструкции или арматурные каркасы и закладные детали.
Стыковое сварное соединение арматурных стержней
Заявляемая полезная модель относится к стыковым сварным соединениям, в частности, к соединениям арматурных стержней, и может быть использовано при строительно-монтажных работах, а также при изготовлении строительных железобетонных конструкций различного назначения, преимущественно сборных и монолитных. Техническим результатом, на достижение которого направлена заявляемая полезная модель является увеличение несущей потребности узлового соединения, обеспечение его равнопрочности со стержневым элементом с минимальным разупрочнением металла арматурных стержней в районе околошовных зон, выполненного с использованием высокопроизводительных способов сварки, в том числе в условиях ограниченного пространства. Указанный технический результат достигается тем, что стыковое сварное соединение арматурных стержней, включающее установленные с зазором между торцами арматурные стержни, накладку и продольные сварные швы, выполненные между накладкой и стержнями, причем продольные соединительные сварные швы состоят из, по меньшей мере, двух слоев. 1 н.п.ф., 2 фиг.
Указанный технический результат достигается тем, что стыковое сварное соединение арматурных стержней, включающее установленные с зазором между торцами арматурные стержни, накладку и продольные сварные швы, выполненные между накладкой и стержнями, причем продольные соединительные сварные швы состоят из, по меньшей мере, двух слоев. 1 н.п.ф., 2 фиг.
Заявляемая полезная модель относится к стыковым сварным соединениям, в частности, к соединениям арматурных стержней, и может быть использована при строительно-монтажных работах, а также при изготовлении строительных железобетонных конструкций различного назначения, преимущественно сборных и монолитных.
Из уровня техники известно сварное стыковое соединение типа C21, выполняемое с помощью ручной дуговой сварки, и содержащее установленные с зазором арматурные стержни, парные накладки из арматуры, диаметр которых совпадает с диаметром свариваемой арматуры. Между накладками и стержнями наложены продольные швы, при этом длина накладок составляет 8-10 dн, зазор между торцами стержней 0,5 dн (см. ГОСТ 14098-91 «Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкции и размеры»).
ГОСТ 14098-91 «Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкции и размеры»).
Недостатки такого соединения обусловлены недостаточной прочностью получаемого стыка при испытании на выносливость, большой металлоемкостью и обязательным выполнением двусторонних швов при прочности арматуры более 90 кг/мм2, а также трудностями при выполнении стыкового соединения в стесненных условиях.
Известны конструкции сварных стыковых соединений, в частности, соединения типов C14, C15, C16, C17, C19, в которых используют гнутые скобы-накладки, устанавливаемые в зоне стыка с последующим соединением накладок и арматурных стержней сварными швами. Стержни располагают в одной плоскости и последовательно заплавляют зазор между стержнями и накладкой в горизонтальном и вертикальном положении, а затем с образованием горки с уклоном в сторону, противоположную раскрытию кромок (см. ГОСТ 14098-91 «Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкции и размеры»). «Фланговые» швы по условиям ГОСТ 14098-91 накладываются только для дополнительного усиления прочности соединения. Основную прочность обеспечивает заварка межторцового зазора способом «ванной» сварки. Порядок наложения «фланговых» швов регламентирован РТМ 393-94.
Типы, конструкции и размеры»). «Фланговые» швы по условиям ГОСТ 14098-91 накладываются только для дополнительного усиления прочности соединения. Основную прочность обеспечивает заварка межторцового зазора способом «ванной» сварки. Порядок наложения «фланговых» швов регламентирован РТМ 393-94.
Основными требованиями, которые предъявляются к скобе-накладке, являются требования к ее толщине и высоте. В связи с тем, что нагрузка в месте отсутствия ванной сварки в скобе несет ту же нагрузку, которая передается соединяемым стержням, то расчет площади поперечного сечения скобы-накладки определяется по формуле
, где
— номинальная площадь поперечного сечения скобы-накладки;
— номинальная площадь поперечного сечения соединяемой арматуры;
— нормируемое по стандартам временное сопротивление арматуры;
— нормируемое по стандартам временное сопротивление скобы-накладки.
Недостатки данного типа стыковых соединений связаны с невозможностью использования для их выполнения современных способов сварки, в частности, полуавтоматической сварки в среде защитных газов, т. к. данное соединение выполняют для расположенных в горизонтальной плоскости стержней диаметром более 28 мм и только сваркой порошковой проволокой при невысокой скорости и большом расходе материалов.
к. данное соединение выполняют для расположенных в горизонтальной плоскости стержней диаметром более 28 мм и только сваркой порошковой проволокой при невысокой скорости и большом расходе материалов.
Несоблюдение технологии сварочного процесса при заполнении межторцового зазора ванной сварки приводит, как правило, к образованию внутренних дефектов, таких как зашлаковка объема «ванны», а также образованию газовых пор и трещин.
Помимо этого, согласно требованиям ГОСТ 10922-90 «Арматурные и закладные изделия сварные, соединения сварные арматуры и закладных изделий железобетонных конструкций. Общие технические условия» выполняют только визуально-измерительный контроль готовых соединений и механические испытания образцов-свидетелей.
Для выполнения и соблюдения требований РТМ-393-94 «Руководящие технические материалы по сварке и контролю качества соединений арматуры и закладных изделий железобетонных конструкций» (РТМ-393-94) необходимо проведение контроля сварного соединения с помощью неразрушающих методов, например, радиационного или ультразвукового, а это возможно только в специализированных аккредитованных испытательных лабораториях.
Кроме того, для выполнения данного вида соединений требуется высокая квалификация специалиста, в частности, сварщика IV-V разряда.
Наиболее близким техническим решением к заявляемой полезной модели является стыковое сварное соединение арматурных стержней, включающее установленные с зазором стержни, накладки и продольные швы, наложенные между накладками и стержнями, при этом оно снабжено поперечным сварным швом между стыкуемыми торцами арматурных стержней и накладками длиной (1,1-2,5)dн , при ширине сечения шва (0,1-2,0)dн, при этом длина продольных швов между накладками и арматурными стержнями равна (2,0-6,5)dн, где dн — номинальный диаметр стыкуемого стержня (см. патент РФ на изобретение 2204465 «Стыковое сварное соединение и способ его получения», дата подачи 18.10.2000 г., опубликовано 20.05.2003 г.).
При этом способ получения данного стыкового соединения арматурных стержней предусматривает продольное расположение арматурных стержней с зазором между торцами и накладок вдоль стыка, наложение продольных сварных швов между накладками и стержнями, при этом между торцами арматурных стержней и накладками наплавляют поперечный сварной шов с выводом шва на накладки на величину не менее 0,1 dн с заваркой зазора между стержнями, а продольные сварные швы накладывают, начиная от периферии к центру стыка, на расстоянии от конца накладки не менее 1 d н.
Техническим результатом, на достижение которого направлена заявляемая полезная модель является увеличение несущей потребности узлового соединения, обеспечение его равнопрочности со стержневым элементом с минимальным разупрочнением металла арматурных стержней в районе околошовных зон, выполненного с использованием высокопроизводительных способов сварки, в том числе в условиях ограниченного пространства.
Указанный технический результат достигается тем, что стыковое сварное соединение арматурных стержней, включающее установленные с зазором между торцами арматурные стержни, накладку и продольные сварные швы, выполненные между накладкой и стержнями, согласно полезной модели продольные соединительные сварные швы состоят из, по меньшей мере, двух слоев, каждый из которых нанесен в шахматном порядке, при этом накладка выполнена в виде скобы из гнутой пластины или полутрубы.
При вертикальном расположении арматурных стержней дополнительно проваривают поперечный (лобовой) шов, соединяющий нижний стержень с накладкой изнутри.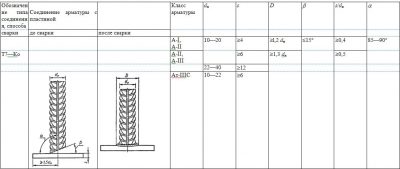
Продольные сварные швы могут быть наплавлены с помощью дуговой ручной или механизированной сваркой, или полуавтоматической сваркой в среде защитного газа.
При осуществлении полезной модели одновременно могут быть выполнены, по меньшей мере, 3-5 стыковых соединения.
Заявляемое стыковое сварное соединение предусматривает различное расположение арматурных стержней, в том числе вертикальное или горизонтальное, или под любым углом к вертикали — в соответствии с проектным заданием.
В случае выполнения накладки из толстостенного материала или при вертикальном расположении арматурных стержней дополнительно наплавляют лобовой шов, соединяющий конец нижнего стержня со скобой изнутри.
Технических решений, совпадающих с совокупностью существенных признаков заявляемой полезной модели, не выявлено, что позволяет сделать вывод о соответствии заявляемого изобретения такому условию патентоспособности как «новизна».
Условие патентоспособности «промышленная применимость» подтверждено на примере конкретного осуществления заявляемой полезной модели.
Полезная модель поясняется чертежами, где
Фиг.1 — стыковое сварное соединение с вертикальным расположением арматурных стержней;
Фиг.2 — стыковое сварное соединение с горизонтальным расположением арматурных стержней.
Заявляемое стыковое сварное соединение состоит из соосно расположенных, например, в горизонтальной или вертикальной плоскостях с зазором между торцами арматурных стержней 1, 2 и соединительного элемента — накладки 3 (фиг.1, 2), выполненной из гнутой пластины или полутрубы, которую изготавливают из круглого проката или цельнотянутой бесшовной трубы. В качестве материала для накладки используют низкоуглеродистую сталь, преимущественно марок Ст10, Ст15, Ст20 и т.п. Между накладкой и арматурными стержнями наплавляют продольные соединительные сварные швы 4.1-4.4. Проваривание продольных сварных швов осуществляют, по меньшей мере, в два слоя, до получения проектного сечения шва, причем каждый слой выполняют в шахматном порядке, начиная, в случае горизонтального расположения стержней, от периферии накладки к ее центру, и снизу вверх — при вертикальном расположении стержней. В случае расположения арматурных стержней с углом наклона от 0 до 45° сварные швы накладывают, как при горизонтальном расположении стержней, а с углом наклона от 45 до 90° — как при вертикальном. Тем не менее, при любом расположении арматурных стержней сначала накладывают шов с одной стороны, например, арматурного стержня 1, затем на диагонально расположенной стороне стержня 2, после чего швы последовательно наплавляют на оставшихся сторонах второго и первого стержней. Благодаря такому выполнению сварных швов, происходит минимальный нагрев стыкуемых арматурных стержней в зонах термического влияния сварки, что в свою очередь, предотвращает арматуру от перегрева и, соответственно, не ведет к ее разупрочнению. Кроме того, такая очередность выполнения сварных швов необходима для исключения перекоса и деформации конструктивных элементов в зоне сварки.
В случае расположения арматурных стержней с углом наклона от 0 до 45° сварные швы накладывают, как при горизонтальном расположении стержней, а с углом наклона от 45 до 90° — как при вертикальном. Тем не менее, при любом расположении арматурных стержней сначала накладывают шов с одной стороны, например, арматурного стержня 1, затем на диагонально расположенной стороне стержня 2, после чего швы последовательно наплавляют на оставшихся сторонах второго и первого стержней. Благодаря такому выполнению сварных швов, происходит минимальный нагрев стыкуемых арматурных стержней в зонах термического влияния сварки, что в свою очередь, предотвращает арматуру от перегрева и, соответственно, не ведет к ее разупрочнению. Кроме того, такая очередность выполнения сварных швов необходима для исключения перекоса и деформации конструктивных элементов в зоне сварки.
Перед наплавкой каждого последующего участка предыдущий остужают до температуры 100-150°C.
Осуществление заявляемой полезной модели поясняется примерами конкретного выполнения.
Исследования свариваемости были проведены на расположенных вертикально и горизонтально арматурных стержнях диаметром 32-40 мм, изготовленных из стали классов А500С, А600СП и А600С.
Гнутые скобы-накладки были выполнены из листа на прессе с усилием сжатия 100 тс.
Для изготовления накладок использовали трубу с наружным диаметром 90 мм и толщиной стенки 16 мм, при этом для сварки арматурных стержней диаметром 32 и 40 мм труба разрезалась вдоль с вырезом скобы у=120°.
Для наплавки сварных швов применяли следующие виды сварки: дуговую ручную шовную на усиленной скобе-накладке, гнутой из листа (Рс) с горизонтальным расположением стержней; дуговую ручную шовную на усиленной скобе-накладке, гнутой из листа (Рс) с выполненным поперечным (лобовым) швом с вертикальным расположением стержней; дуговую механизированную порошковой проволокой на стальной скобе-накладке (Рсл) с горизонтальным расположением стержней; полуавтоматическую в среде углекислого газа или смеси углекислого газа и аргона на усиленной скобе-накладке гнутой из листа (Мс) с горизонтальным расположением стержней; полуавтоматическую в среде углекислого газа или смеси углекислого газа и аргона на усиленной скобе-накладке гнутой из листа (Мл) с лобовым швом и вертикальным расположением стержней.
Известно, что термомеханически упрочненная арматура классов А500С и А600С при перегреве околошовных зон склонна к разупрочнению.
Пример 1.
С помощью ручной дуговой сварки производили стыковку расположенных горизонтально арматурных стержней диаметром 32 мм класса А500С с использованием усиленной гнутой скобы-накладки. Были применены электроды УОНИ 13/55 диаметром 4 мм. Длина скоб-накладок была принята из расчета (6 dн + межторцовой зазор), где dн — номинальный диаметр арматурных стержней. Процесс сварки осуществляли в два прохода с наложением двух слоев сварочного шва с остыванием каждого предыдущего участка до температуры 100-150°C.
Пример 2.
Использовали вертикально расположенные арматурные стержни диаметром 32 мм класса А600С. сварку проводили в два прохода с использованием усиленной гнутой скобы-накладки с применением электродов УОНИ 13/55 диаметром 4 мм с остыванием каждого предыдущего участка до температуры 100-150°C.
Пример 3.
Сваривали в два прохода горизонтально расположенные арматурные стержни диаметром 40 мм класса А600С электродами УОНИ 13/55 диаметром 4 мм с остыванием каждого предыдущего участка до температуры 100-150°.
Пример 4.
Сваривали в два прохода вертикально расположенные арматурные стержни диаметром 40 мм класса А600С электродами УОНИ 13/55 диаметром 4 мм с остыванием предыдущего участка до температуры 100-150°C.
Во всех случаях в качестве источника питания дуги был использован стандартный сварочный выпрямитель с постоянным током обратной полярности.
При вертикальном расположении стержней дополнительно накладывали поперечный (лобовой) шов, соединяющий нижний стержень с накладкой изнутри, что позволяет снизить длину скобы-накладки, по меньшей мере, до размера (5 dн + зазор).
Для каждого из примеров под 1-4 испытаниям подвергалось по три образца.
Контроль выполненных сварных стыковых соединений состоял из внешнего осмотра и испытания на разрыв в соответствии с требованиями ГОСТ 14098-91, ГОСТ 10922-90. В результате проведенных испытаний произошло разрушение металла, из которого изготовлен арматурный стержень, а не разрыв сварного соединения.
В результате проведенных испытаний произошло разрушение металла, из которого изготовлен арматурный стержень, а не разрыв сварного соединения.
Полученные данные испытаний приведены в таблице.
В соответствии с нормативными документами образцы-свидетели при испытаниях на растяжение должны иметь минимальную величину временного сопротивления для соединений из арматуры класса А400 (А-Ш)>570 Н/мм2, класса А500С (А500СП)>600 Н/мм2, класса А600С (Ат600)>700 Н/мм2 .
При стыковке термомеханической арматуры необходимо стремиться осуществлять сварку таким образом, чтобы минимизировать нагрев стержней у края накладок. Для этого каждую следующую наплавку или проход, в соответствии с заявляемой полезной моделью, выполняют после остывания предыдущей(-его) до температуры 100-150°C.
На практике сварщик одновременно, как правило, сваривает от 3-х до 5 стыков, выполняя сначала первую наплавку на первом стыке, затем первую наплавку на втором стыке и т. д. После наложения первой наплавки на всех стыках переходит к выполнению второй, а затем третьей и четвертой.
д. После наложения первой наплавки на всех стыках переходит к выполнению второй, а затем третьей и четвертой.
Заявляемая полезная модель позволяет получать стыковое соединение повышенной прочности и надежности. При этом выполняют соединение термомеханически упрочненной арматуры с минимальным разупрочнением околошовных зон с применением современных высокопроизводительных способов сварки в среде защитного газа, в том числе в условиях ограниченного пространства при значительном насыщении арматурой сечений железобетонных конструкций.
Стыковое сварное соединение арматурных стержней, содержащее установленные с зазором между торцами арматурные стержни, накладку и продольные сварные швы, выполненные между накладкой и стержнями, отличающееся тем, что продольные соединительные сварные швы состоят из, по меньшей мере, двух слоев, выполненных в шахматном порядке, при этом накладка выполнена в виде скобы из гнутой пластины или полутрубы.
Документы – Selena
Название файлаТип документа
Дата документа РелевантностьОтзыв
04. 02.2021
02.2021
★★★★
Протокол Отзыв
01.02.2021
★★★★
Протокол
01.02.2021
★★★★
Протокол
14.12.2020
★★★
Протокол
10.11.2020
★★★★★
Протокол
16.09.2020
★★★★★
Протокол
16.09.2020
★★★★★
Протокол
27.08.2020
★★★★
Протокол
22.08.2020
★★★★★
Протокол
06.08.2020
★★★★★
Протокол
30.07.2020
Протокол
08.06.2020
Протокол
03.06.2020
★★★★★
Протокол
03. 06.2020
06.2020
★★★★★
Стандарты (ГОСТ, ОДМ, ПНСТ)
01.06.2020
Стандарты (ГОСТ, ОДМ, ПНСТ)
01.06.2020
Протокол
31.05.2020
Статья Методика
30.05.2020
Протокол
29.05.2020
Стандарты (ГОСТ, ОДМ, ПНСТ) Методика
06.05.2020
Стандарты (ГОСТ, ОДМ, ПНСТ)
01.05.2020
Протокол
23.12.2019
Статья Методика
23.12.2019
Стандарты (ГОСТ, ОДМ, ПНСТ)
01.12.2019
Стандарты (ГОСТ, ОДМ, ПНСТ)
01.12.2019
Стандарты (ГОСТ, ОДМ, ПНСТ) Методика
25.11.2019
★★★★★
Методика
15. 11.2019
11.2019
★★★★★
Методика
15.11.2019
★★★★★
Стандарты (ГОСТ, ОДМ, ПНСТ)
27.09.2019
Стандарты (ГОСТ, ОДМ, ПНСТ)
27.09.2019
Протокол
03.09.2019
★★★★★
Протокол
03.09.2019
★★★★
Стандарты (ГОСТ, ОДМ, ПНСТ)
27.07.2019
Стандарты (ГОСТ, ОДМ, ПНСТ) Методика
01.07.2019
Стандарты (ГОСТ, ОДМ, ПНСТ) Методика
01.07.2019
★★★
Стандарты (ГОСТ, ОДМ, ПНСТ)
01.07.2019
Стандарты (ГОСТ, ОДМ, ПНСТ) Методика
01.07.2019
Стандарты (ГОСТ, ОДМ, ПНСТ)
01.07.2019
Протокол
27. 06.2019
06.2019
★★★★★
Стандарты (ГОСТ, ОДМ, ПНСТ) Методика
06.06.2019
★★★★★
Стандарты (ГОСТ, ОДМ, ПНСТ)
01.06.2019
Стандарты (ГОСТ, ОДМ, ПНСТ)
01.06.2019
Стандарты (ГОСТ, ОДМ, ПНСТ)
01.06.2019
Стандарты (ГОСТ, ОДМ, ПНСТ)
01.06.2019
Стандарты (ГОСТ, ОДМ, ПНСТ) Методика
01.06.2019
★★★
Стандарты (ГОСТ, ОДМ, ПНСТ)
01.06.2019
★★★★★
Стандарты (ГОСТ, ОДМ, ПНСТ) Методика
01.06.2019
★★★
Стандарты (ГОСТ, ОДМ, ПНСТ)
01.06.2019
Стандарты (ГОСТ, ОДМ, ПНСТ)
01.06.2019
Стандарты (ГОСТ, ОДМ, ПНСТ) Методика
01. 06.2019
06.2019
★★★
Стандарты (ГОСТ, ОДМ, ПНСТ) Методика
01.06.2019
Стандарты (ГОСТ, ОДМ, ПНСТ)
31.05.2019
Протокол
08.05.2019
★★★★★
Протокол
23.04.2019
★★★★
Протокол
16.04.2019
★★★★
Протокол
15.03.2019
★★★★
Протокол Статья
01.03.2019
★★★★★
Протокол
25.02.2019
★★★★★
Протокол
25.01.2019
Протокол
19.01.2019
★★★★★
Протокол
03.01.2019
★★★★★
Статья Протокол
27.12.2018
Отзыв
26. 12.2018
12.2018
★★★★
Отзыв
01.12.2018
★★★★
Протокол
19.11.2018
Протокол
19.11.2018
Протокол
18.11.2018
Протокол Отзыв
26.09.2018
★★★★★
Протокол
14.09.2018
★★★★★
Протокол Отзыв
11.09.2018
★★★★★
Стандарты (ГОСТ, ОДМ, ПНСТ)
06.09.2018
★★★★★
Статья
01.09.2018
★★★★★
Стандарты (ГОСТ, ОДМ, ПНСТ) Методика
24.08.2018
★★★
Статья Протокол
02.08.2018
★★★★★
Протокол
05.04.2018
Протокол
28. 02.2018
02.2018
★★★★★
Протокол
21.02.2018
Протокол
07.02.2018
Протокол
26.01.2018
Протокол
22.01.2018
Протокол
22.01.2018
Отзыв
11.12.2017
★★★★
Протокол
08.12.2017
Протокол
30.11.2017
★★★★
Стандарты (ГОСТ, ОДМ, ПНСТ)
01.09.2017
★★★★
Протокол
24.08.2017
Протокол
10.07.2017
★★★★★
Протокол
07.07.2017
★★★★★
Протокол
07.07.2017
Стандарты (ГОСТ, ОДМ, ПНСТ) Методика
28. 06.2017
06.2017
★★★
Стандарты (ГОСТ, ОДМ, ПНСТ) Методика
15.05.2017
★★★
Стандарты (ГОСТ, ОДМ, ПНСТ)
04.03.2017
Статья Протокол
16.02.2017
★★★★★
Протокол
27.01.2017
Отзыв
20.12.2016
★★★
Стандарты (ГОСТ, ОДМ, ПНСТ) Методика
20.12.2016
★★★
Стандарты (ГОСТ, ОДМ, ПНСТ) Методика
20.12.2016
★★★★
Отзыв
19.12.2016
★★★
Протокол
14.12.2016
★★★
Протокол
06.12.2016
★★★
Протокол Отзыв
15.11.2016
★★★★★
Протокол
01. 11.2016
11.2016
★★★★★
Протокол
10.10.2016
Стандарты (ГОСТ, ОДМ, ПНСТ)
14.09.2016
Протокол
06.09.2016
Стандарты (ГОСТ, ОДМ, ПНСТ) sto
17.08.2016
Стандарты (ГОСТ, ОДМ, ПНСТ)
01.07.2016
Стандарты (ГОСТ, ОДМ, ПНСТ) Методика
01.06.2016
★★★
Стандарты (ГОСТ, ОДМ, ПНСТ) Методика
01.06.2016
★★★
Стандарты (ГОСТ, ОДМ, ПНСТ) Методика
01.06.2016
★★★
Стандарты (ГОСТ, ОДМ, ПНСТ) Методика
01.06.2016
★★★
Стандарты (ГОСТ, ОДМ, ПНСТ) Методика
01.06.2016
★★★★★
Стандарты (ГОСТ, ОДМ, ПНСТ) Методика
01. 06.2016
06.2016
★★★
Стандарты (ГОСТ, ОДМ, ПНСТ) Методика
01.06.2016
★★★
Стандарты (ГОСТ, ОДМ, ПНСТ) Методика
01.06.2016
★★★
Стандарты (ГОСТ, ОДМ, ПНСТ) Методика
01.06.2016
★★★
Стандарты (ГОСТ, ОДМ, ПНСТ) Методика
01.06.2016
★★★
Стандарты (ГОСТ, ОДМ, ПНСТ) Методика
01.06.2016
★★★
Стандарты (ГОСТ, ОДМ, ПНСТ) Методика
01.06.2016
★★★
Стандарты (ГОСТ, ОДМ, ПНСТ) Методика
01.06.2016
★★★
Стандарты (ГОСТ, ОДМ, ПНСТ) Методика
01.06.2016
★★★
Стандарты (ГОСТ, ОДМ, ПНСТ) Методика
01.06.2016
★★★
Стандарты (ГОСТ, ОДМ, ПНСТ) Методика
01. 06.2016
06.2016
★★★
Стандарты (ГОСТ, ОДМ, ПНСТ) Методика
01.06.2016
★★★
Стандарты (ГОСТ, ОДМ, ПНСТ) Методика
01.06.2016
★★★
Стандарты (ГОСТ, ОДМ, ПНСТ) Методика
01.06.2016
★★★
Стандарты (ГОСТ, ОДМ, ПНСТ)
01.06.2016
Стандарты (ГОСТ, ОДМ, ПНСТ)
01.06.2016
Стандарты (ГОСТ, ОДМ, ПНСТ) Методика
01.06.2016
★★★
Стандарты (ГОСТ, ОДМ, ПНСТ) Методика
01.06.2016
★★★
Стандарты (ГОСТ, ОДМ, ПНСТ)
01.06.2016
Стандарты (ГОСТ, ОДМ, ПНСТ) Методика
01.06.2016
★★★
Стандарты (ГОСТ, ОДМ, ПНСТ) Методика
01.06.2016
★★★
Стандарты (ГОСТ, ОДМ, ПНСТ)
01. 06.2016
06.2016
Стандарты (ГОСТ, ОДМ, ПНСТ)
01.06.2016
Стандарты (ГОСТ, ОДМ, ПНСТ)
01.06.2016
Стандарты (ГОСТ, ОДМ, ПНСТ)
01.06.2016
Стандарты (ГОСТ, ОДМ, ПНСТ)
01.06.2016
Стандарты (ГОСТ, ОДМ, ПНСТ)
01.06.2016
Стандарты (ГОСТ, ОДМ, ПНСТ)
01.06.2016
Стандарты (ГОСТ, ОДМ, ПНСТ)
01.06.2016
Стандарты (ГОСТ, ОДМ, ПНСТ)
01.06.2016
Протокол
20.05.2016
Протокол
23.03.2016
Протокол
16.03.2016
Протокол
25.02.2016
★★★★★
Стандарты (ГОСТ, ОДМ, ПНСТ)
01. 12.2015
12.2015
Стандарты (ГОСТ, ОДМ, ПНСТ)
01.12.2015
Стандарты (ГОСТ, ОДМ, ПНСТ) Методика
01.10.2015
Стандарты (ГОСТ, ОДМ, ПНСТ) Методика
01.10.2015
Отзыв
14.09.2015
★★★★
Протокол
01.09.2015
★★★★★
Протокол
01.09.2015
★★★★
Протокол
04.07.2015
Стандарты (ГОСТ, ОДМ, ПНСТ)
01.07.2015
Протокол
28.03.2015
Стандарты (ГОСТ, ОДМ, ПНСТ)
01.02.2015
Стандарты (ГОСТ, ОДМ, ПНСТ)
01.11.2014
Протокол
28.10.2014
Стандарты (ГОСТ, ОДМ, ПНСТ)
27. 08.2014
08.2014
Стандарты (ГОСТ, ОДМ, ПНСТ) Методика
01.07.2014
Стандарты (ГОСТ, ОДМ, ПНСТ) Методика
01.07.2014
Протокол
21.04.2014
Статья
10.12.2013
★★★★★
Стандарты (ГОСТ, ОДМ, ПНСТ)
01.09.2013
Стандарты (ГОСТ, ОДМ, ПНСТ)
01.07.2013
Отзыв
09.03.2013
★★
Стандарты (ГОСТ, ОДМ, ПНСТ)
23.12.2012
★★★★
Протокол
25.04.2012
★★★
Стандарты (ГОСТ, ОДМ, ПНСТ) Методика
17.02.2012
Протокол
07.10.2010
Стандарты (ГОСТ, ОДМ, ПНСТ)
09. 09.2010
09.2010
Протокол
21.01.2010
Статья
20.11.2009
★★★★★
Протокол
20.08.2007
Протокол
08.05.2007
Стандарты (ГОСТ, ОДМ, ПНСТ)
01.01.2004
Стандарты (ГОСТ, ОДМ, ПНСТ)
01.10.2003
Стандарты (ГОСТ, ОДМ, ПНСТ)
01.10.2003
Стандарты (ГОСТ, ОДМ, ПНСТ)
01.05.2002
★★★★★
Стандарты (ГОСТ, ОДМ, ПНСТ) Методика
01.01.1999
Стандарты (ГОСТ, ОДМ, ПНСТ)
01.07.1997
Стандарты (ГОСТ, ОДМ, ПНСТ)
01.01.1975
Фитинги для сварки с враструб и резьбовые соединения ASME B16.
 11
11Как определить кованые фитинги? Термин «кованые фитинги» относится к двум семействам фитингов (сварным раструбом и резьбовым), используемым для труб с малым внутренним диаметром и трубопроводных систем (обычно диаметром менее 4 дюймов для класса 3000 и менее 2 дюймов для фитингов классов 6000 и 9000). . Эти фитинги изготавливаются путем ковки и механической обработки твердой стали и доступны во множестве форм, таких как колена, тройники, переходники, штуцеры, муфты.Спецификация ASME B16.11 охватывает фитинги с раструбом и резьбой для нефтегазовой отрасли. Для труб большего диаметра следует использовать фитинги под приварку ASME B16.9.
КОВАНЫЕ ФИТИНГИ ASME B16.11
Кованые и стыковые фитинги
Кованые фитинги используются для трубопроводных систем диаметром менее 2 или 4 дюймов (4 дюйма для фитингов 2000 # / 3000 #, 2 дюйма для фитингов 6000 # / 9000 #), тогда как фитинги под сварку встык используются для труб большего диаметра.
Двумя основными типами кованых фитингов являются так называемые фитинги под сварку с раструбом (которые соединяются с трубами с помощью углового шва) и резьбовые фитинги (труба навинчивается на фитинг).
Спецификации ASME B16.11, MSS SP 75, MSS SP 83, MSS SP 95 охватывают кованые фитинги (сварные муфтами и с резьбой) для соответствия требованиям ASME B36.10 и ASME B36.19 из углерода, сплава, нержавеющей стали и никеля. легированные трубы малого диаметра.
Кованые фитинги изготавливаются из цельных стальных блоков, которые подвергаются механической обработке для получения окончательной требуемой формы в пределах допусков, установленных применимыми спецификациями, упомянутыми выше.Это отличается от фитингов для стыковой сварки, которые производятся путем резки, гибки и формовки бесшовных или сварных стальных труб.
Типы кованых фитингов
Фитинги для сварки внахлест и резьбовые фитинги доступны в различных формах (колена, тройники, крышки, переходники, муфты и т. Д.) И размерах (размеры отверстий от 1/8 до 4 дюймов и рейтинги как 2000 #, 3000 #, 6000 #, 9000 #) и марки материалов (наиболее распространенными являются ASTM A105, ASTM A350 LF1 / 2/3/6 для низких температур, ASTM 182 для коррозионных, высокотемпературных применений. ).Класс фитинга представляет собой максимально допустимое давление, которое может выдержать устройство.
Д.) И размерах (размеры отверстий от 1/8 до 4 дюймов и рейтинги как 2000 #, 3000 #, 6000 #, 9000 #) и марки материалов (наиболее распространенными являются ASTM A105, ASTM A350 LF1 / 2/3/6 для низких температур, ASTM 182 для коррозионных, высокотемпературных применений. ).Класс фитинга представляет собой максимально допустимое давление, которое может выдержать устройство.
Фитинги класса 3000 используются для труб сортамента 80 / XS; Класс 6000 для труб Sch. 160; Фитинги класса 9000 для труб с большей толщиной стенки (XXS).
Кованые колена 45/90 градусов
Кованые колена используются для изменения направления системы трубопроводов на 45 или 90 градусов. Кованые отводы производятся в соответствии с ASME B16.11 из различных материалов, с использованием сварных муфт или резьбовых соединений труб.Особый вид — так называемый «уличный локоть».
Отводы кованые 45 и 90 градусов, отвод уличный.
Кованый тройник (равный / переходной)
Кованые тройники используются для разветвления трубы на 90 градусов. Тройники могут быть прямыми (равными) или переходными.
Тройники могут быть прямыми (равными) или переходными.
Кованые тройники ASME B16.11 доступны с соединениями под сварку враструб или резьбой (NPT или BSP). Размеры кованых тройников соответствуют спецификациям MSS SP 75 и ASME B16.11.
Кованые боковые части
Кованые боковые части имеют Y-образную форму и используются для разветвления трубы под углом 30 градусов (или под разными углами, в соответствии со спецификациями трубопровода).
Кованые заглушки (круглые, квадратные, шестигранные)
Кованые заглушки выпускаются с круглой, квадратной или шестигранной головкой и используются для заглушки труб.
Втулки
Шестигранные втулки производятся в соответствии со стандартом ASME B16.11 и используются для соединения двух резьбовых деталей разного размера.
Муфты (половинные, полные)
Муфты — это кованые фитинги, изготовленные в соответствии со стандартом ASME B16.11 и используемые для соединения труб.
Доступны половинные или полноразмерные, с соединениями под приварку или резьбовые соединения (или их комбинацию для специальных трубопроводов).
Редукторы и переходные вставки
Редукторы бывают двух основных типов, называемых 1 и 2. Они используются для соединения труб и уменьшения диаметра отверстия.
Union
Доступны муфты типа «папа-мама», «мама-мама», гайка с проушиной и конструкция Rockwood. Профсоюзы соответствуют стандарту MSS SP 83.
Сварочная втулка
SOCKET WELD VS. РЕЗЬБОВЫЕ ФИТИНГИ
Кованые фитинги ASME B16.11 доступны с двумя типами торцевых соединений, которые называются «сварной муфтой» и «резьбой» (показано на рисунке).
ФИТИНГИ ДЛЯ ПРИВАРИВНОЙ ГНЕЗДА
Фитинги для сварки внахлест присоединяются к трубам с помощью углового шва, а резьбовые соединения навинчиваются на трубу (или наоборот). Фитинг для сварки муфтой (слева) и резьбовой фитинг (справа).
Фитинги для сварки внахлест используются там, где требуются прочные и долговечные соединения . Фитинги для сварки внахлест очень надежны, но их установка в систему трубопроводов требует много времени (из-за большой рабочей нагрузки, связанной с сваркой мелких деталей).
Фитинги для сварки внахлест доступны в размерах от 1/8 до 4 дюймов и в классах от 2000 # до 9000 #.
Типичные области применения фитингов для раструбной сварки:
- Пар
- Взрывоопасные жидкости и газы
- Кислоты и токсичные жидкости
- Длительный срок службы / долговечные установки
Угловой шов vs.Стыковая сварка: стыковая сварка заполняет зазоры между двумя устройствами со скосом 30 градусов.
РЕЗЬБОВЫЕ ФИТИНГИ
Резьбовые фитинги используются для менее ответственных трубопроводных систем, таких как водораспределение, противопожарная защита и охлаждение, или для установок низкого давления, не подверженных вибрации, растяжению и изгибающим силам. Резьбовые фитинги для труб не подходят для жидкостей с постоянно меняющейся температурой, так как резкие изменения могут повредить соединение.
Резьбовые фитинги для труб не подходят для жидкостей с постоянно меняющейся температурой, так как резкие изменения могут повредить соединение.
Двумя основными типами резьбы являются BSP и NPT, которые несовместимы друг с другом:
Фитинги BSP
BSP означает «труба британского стандарта» и может быть далее разделена на BSPT (коническая) и Варианты БСПП (параллельные). В этом случае резьба имеет угол 55 °. Фитинги с резьбой BSP менее распространены, чем фитинги с резьбой NPT в нефтегазовой отрасли.
Фитинги NPT
NPT означает «Национальная труба с конусом» и является основным стандартом для резьбовых кованых фитингов в нефтегазовой отрасли.Резьба NPT покрывается спецификацией ASME B1.20.1 и основана на углах боковой поверхности резьбы 60 ° (по сравнению с 55 ° у типа BSP).
BSP (BSPP / BSPT) против NPT: угол резьбы 55 против 60 градусов.КОВАНЫЕ ФИТИНГИ МАТЕРИАЛЫ
Фитинги из углеродистой стали ASTM A105 (кованые)
Фитинги A105 для сварки муфт и резьбовые соединения подходят для труб из углеродистой стали для работы в условиях высоких температур, таких как ASTM A53, A106 и API 5L. Для низкотемпературных условий эксплуатации вместо них должны использоваться фитинги с муфтой / резьбой ASTM A350 (для соответствия трубам ASTM A333).
Для низкотемпературных условий эксплуатации вместо них должны использоваться фитинги с муфтой / резьбой ASTM A350 (для соответствия трубам ASTM A333).
A105 Материалы кованых фитингов, химический состав%
0199040354| Марка материала | Марка или класс | C | Si | Mn | S | P | Cu | Cu Mo | V | Cb / Nb | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ASTM A105 | 0,35 | 0,10-0,35 | 0,60-1,05 | 0,04 | 0,035 | 0.4 | 0,4 | 0,3 | 0,12 | 0,08 | |||||||||||
| ASTM A181 | 60 | 0,35 | 0,10-0,35 | 1,1 | 0,05 | 0,05 | 70 | 0,35 | 0,10-0,35 | 1,1 | 0,05 | 0,05 | |||||||||
| ASTM A266 | 1 | 0. 3 3 | 0,15-0,35 | 0,40-1,05 | 0,025 | 0,025 | |||||||||||||||
| 2 | 0,3 | 0,15-0,35 | 0,40-1,05 | 0,40-1,05 | |||||||||||||||||
| 3 | 0,35 | 0,15-0,35 | 0,80-1,35 | 0,025 | 0,025 | ||||||||||||||||
| 4 | 0198 4 | 3 | 0,15–0,35 | 0,80–1,35 | 0,025 | 0,025 | |||||||||||||||
| ASTM A350 | LF1 | 0,3 | 0,15–08 | 0,15–08 | 0,035 | 0,4 | 0,4 | 0,3 | 0,12 | 0,08 | 0,02 | ||||||||||
| LF2-1 | 0,3 | 0,15-0,30 | 0,60-1,35 | 0,035 | 0,4 | 0,4 | 0,3 | 0,12 | 0,08 | 0,02 | |||||||||||
| LF2-2 | 0,3 | 0,15-0,30 | 0,0198 0198 0199 | 0,4 | 0,4 | 0,3 | 0,12 | 0,08 | 0,02 | ||||||||||||
| LF3-1 | 0,2 | 0,20-0,35 | 0,9 | 0,04 | 0,4 | 3,30–3,70 | 0,3 | 0,12 | 0,03 | 0,02 | |||||||||||
| LF3-2 | 0,2 | 0,20–0,35 | 0,99 0,019 | 0,98 | 3,30–3,70 | 0,3 | 0,12 | 0,03 | 0,02 | ||||||||||||
| LF5-1 | 0,3 | 0,20–0,35 | 0,60–1,35 | 0,04 | 0,04 | 0,04 | 1,00–2,00 | 0,3 | 0,12 | 0,03 | 0,02 | ||||||||||
| LF5-2 | 0,3 | 0,20–0,35 | 0,60–1,35 | 0,4 | 0,60–1,35 | 1,00-2,00 | 0,3 | 0,12 | 0,03 | 0,02 | |||||||||||
| LF6-1 | 0,22 | 0,15-0,30 | 1,15-1,50 | 0,025 | 4 | 0,4 | 0,3 | 0,12 | 0,04-0,11 | 0,02 | |||||||||||
| LF6-2 | 0,22 | 0,15-0,30 | 1,15-1,50 | 0,019 | 0,019 | 0,019 | 0,4 | 0,3 | 0,12 | 0,04-0,11 | 0,02 | ||||||||||
| LF6-3 | 0,22 | 0,15-0,30 | 1,15-1,50 | 0,025 | 0,025 | 0,0254 | 0,4 | 0,3 | 0,12 | 0,04–0,11 | 0,02 | ||||||||||
| LF9 | 0,2 | 0,40–1,06 | 0,04 | 0,019–199 | 0,3 | 0,12 | 0,03 | 0,02 | |||||||||||||
| LF787-2 | 0,07 | 0,4 | 0,40-0,70 | 0,025 | 0,025 | 1,00 | 0,025 | 1,0070-1,00 | 0,60-0,90 | 0,15-0,25 | 0,03 | 0,02 мин | |||||||||
| LF787-3 | 0,07 | 0,4 | 0,40-0,70 | 0,025 | 0,025 | 0,70-1,00 | 0,60-0,90 | 0,15-0,25 | 0,03 | 0,02 мин |
A105 Кованые фитинги, механические свойства
| Класс материала | Прочность мин, Ksi | Предел текучести Ksi @ 0.  2% 2% | Относительное удлинение на 2 дюйма,% | ||||||
|---|---|---|---|---|---|---|---|---|---|
| ASTM A105 | 70 | 36 | 22 | ||||||
| ASTM A181 | 60 | 60199 | 60199 | 70 | 70 | 36 | 18 | ||
| ASTM A266 | 1 | 60-85 | 30 | 23 | |||||
| 2 | |||||||||
| 3 | 70-95 | 36 | 20 | ||||||
| 4 | 75-100 | 37.5 | 19 | ||||||
| ASTM A350 | LF1 | 60-85 | 30 | 25 | |||||
| LF2-1 | 70-95 | 36 | 2 | 70-95 | 36 | 22 | |||
| LF3-1 | 70-95 | 37,5 | 22 | ||||||
| LF3-2 | 70-95 37,5 | ||||||||
| LF5-1 | 60-85 | 30 | 25 | ||||||
| LF5-2 | 70-95 | 37. 5 5 | 22 | ||||||
| LF6-1 | 66-91 | 52 | 22 | ||||||
| LF6-2 | 75-100 | 60 | 20 | ||||||
| 75-100 | 60 | 20 | |||||||
| LF9 | 63-88 | 46 | 25 | ||||||
| LF787-2 | 65-85 20199 | 65-85 | LF787-3 | 75-95 | 65 | 20 |
Фитинги из низколегированной стали ASTM A182 (кованые) Фитинг F5), P9 (для фитинга F9), P11 (для фитинга F11), P22 (для фитинга F22), P91 (для фитинга F91).Химический состав этих распространенных марок сплавов для фитингов под сварку враструб и резьбовых фитингов показан ниже:
0198 Si -10,0| Материалы кованых фитингов из низколегированных материалов | A182 F5 | A182 F9 | A182 F9 | A | A182 F22 | A182 F91 | |||||||
| C | 0,15 Макс | 0,15 Макс | 0,10-0,20 (2) | 0,05-0,15 | 0. 08-0,12 08-0,12 | ||||||||
| Mn | 0,30-0,60 | 0,30-0,60 | 0,40-0,65 | 0,30-0,60 | 0,30-0,60 | ||||||||
| P | 90 0,019 Макс 0,0198 | макс. | 0,035 Макс | 0,020 Макс | |||||||||
| S | 0,030 Макс | 0,030 Макс | 0,040 Макс | 0,040 Макс | 0,010 Макс | ||||||||
| Макс | 0,550-1,00 | 0,50-0,80 | 0,50 Макс | 0,20-0,50 | |||||||||
| Ni | 0,50 Макс | — | — | 0,40 Макс | |||||||||
| Cr | 1,00-1,50 | 2,00-2,50 | 8,0-9,5 | ||||||||||
| Mo | 0,44-0,65 | 0,90-1,10 | 0,44-0,65 | 0,90-1,10 | 0,85 | 0,90-1,10 | 0,85 | В | — | — | — | 0.18-0,25 | |
| Cu | — | — | — | — | |||||||||
| Прочие | — | — | — | Cb, 0,06-0,10; N 0,03-0,07; Al, 0,04 макс. |
Фитинги из нержавеющей стали ASTM A182 (кованые)
Кованые фитинги из нержавеющей стали подходят для труб ASTM A312. Химический состав фитингов для сварки муфт и резьбовых соединений из нержавеющей стали приведен ниже:
911 Ni 0,01975 2,0–31175 2,0–31175 16,0 (2) 0,019975| Материалы кованых фитингов ASTM A182 в% | |||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| A182 Grade | C | Mn | P | S | Cr | Mo | Nb | Ti | Прочие | ||||||||||||||
| F304 (1) | 0.08 | 2,0 | 0,045 | 0,030 | 1,0 | 8,0-11,0 | 18,0-20,0 | ||||||||||||||||
| F304H | 0,04-0,10 | 0,04-0,10 | 0,04-0,10 | 1,0 | 8,0-11,0 | 18,0-20,0 | |||||||||||||||||
| F304L (1) | 0,030 | 2,0 | 0,045 | 0,030 | 1. 0 0 | 8,0-13,0 | 18,0-20,0 | ||||||||||||||||
| F304N (2) | 0,08 | 2,0 | 0,045 | 0,030 | 1,0 | 1,0 | |||||||||||||||||
| F304LN (2) | 0,030 | 2,0 | 0,045 | 0,030 | 1,0 | 8,0-10,5 | 18,0-20200 | 9 | 18,0-20200 | 0.04-0,10 | 2,0 | 0,045 | 0,030 | 1,0 | 12,0-15,0 | 22,0-24,0 | |||||||
| F310 | 0,25 | 1,0 | 19,0-22,0 | 24,0-26,0 | |||||||||||||||||||
| F310H | 0,04-0,10 | 2,0 | 0,045 | 0,030 | 1. 0 0 | 19,0-22,0 | 24,0-26,0 | ||||||||||||||||
| F310MoLN | 0,030 | 2,0 | 0,030 | 0,015 | 0,409 | 0,015 | 0,409 | 0,015 | 0,409 -3,0 | N 0,10-0,16 | |||||||||||||
| F316 | 0,08 | 2,0 | 0,045 | 0,030 | 1,0 | 10,0-14,0 | 16,0-18.0 | 2,0–3,0 | |||||||||||||||
| F316H | 0,04–0,10 | 2,0 | 0,045 | 0,030 | 1,0 | 10,0–14,0 | 16,0 | 10,0–14,0 | |||||||||||||||
| F316L (1) | 0,030 | 2,0 | 0,045 | 0,030 | 1,0 | 10,0-15,0 | 16,0-18,0 | 2,0-3,0 | 2,0-3,0 | 2,0-3,0 | 0.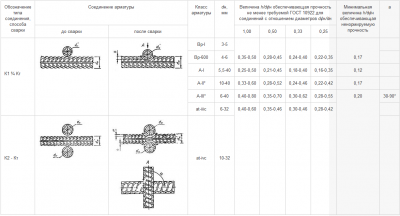 08 08 | 2,0 | 0,045 | 0,030 | 1,0 | 11,0-14,0 | 16,0-18,0 | 2,0-3,0 | |||||
| F316LN (2) | 0,0199 0,0199 F316LN (2) | 0,030 | 1,0 | 11,0-14,0 | 16,0-18,0 | 2,0-3,0 | |||||||||||||||||
| F316Ti | 0,08 | 2,0 | 75 0,08 | 2,0 | 75 0,0030 | 1,0 | 10,0-14,0 | 16,0-18,0 | 2,0-3,0 | (3) | N 0,10 макс. | ||||||||||||
| F317 | 0,08 | 0,08 | 0,08 | 1,0 | 11,0-15,0 | 18,0-20,0 | 3,0-4,0 | ||||||||||||||||
| F317L | 0,030 | 2,0 | 0,045 | 0,030 | 0-15,0 | 18,0-20,0 | 3,0-4,0 | ||||||||||||||||
| F321 | 0,08 | 2,0 | 0,045 | 0,030 | 1,0 | 9,01175 9,01175 9,01175 9,0 | (4) | ||||||||||||||||
| F321H | 0,04-0,10 | 2,0 | 0,045 | 0,030 | 1,0 | 9,0–12,0 | 17,0200–19200 | ||||||||||||||||
| F347 | 0. 08 08 | 2,0 | 0,045 | 0,030 | 1,0 | 9,0-13,0 | 17,0-20,0 | (6) | |||||||||||||||
| F347H | F347H | 9 0,04 | 0,030 | 1,0 | 9,0-13,0 | 17,0-20,0 | (7) | ||||||||||||||||
| F348 | 0,08 | 2,0 | 0,045 0,030 1 | 0 | 9,0-13,0 | 17,0-20,0 | (6) | Co 0,20 Ta 0,10 | |||||||||||||||
| F348H | 0,04-0,10 | 2,0 | 0,04-0,10 | 2,0 | |||||||||||||||||||
| 0,09 0,09 0,09 | 9. 0-13.0 0-13.0 | 17.0-20.0 | (7) | Co 0.20 Ta 0.10 | |||||||||||||||||||
Фитинги для сварки внахлест доступны также в других классах как дуплекс и супердуплекс (ASTM A182 F51, F53 / F55) и различные никелевые сплавы (инконель, инколой, монель, хастеллой).
ПРОИЗВОДИТЕЛИ КОВАНЫХ ФИТИНГОВ
RussianGost | Нормативная библиотека — ГОСТ 8713-79
Товар содержится в следующих классификаторах:
Конструкция (макс.) » Стандарты » Прочие государственные стандарты, применяемые в строительстве » 25 Машиностроение »
Правила сварки » Сварочные работы »
Правила сварки » Трубопроводы »
Правила сварки » Сварочные материалы »
Правила сварки » Сварочные работы » Механизированная сварка »
Правила сварки » Сварочные работы » Автоматическая сварка »
Правила сварки » Сварочные материалы » Флюсы »
Классификатор ISO »
25 МАШИНОСТРОЕНИЕ »
25.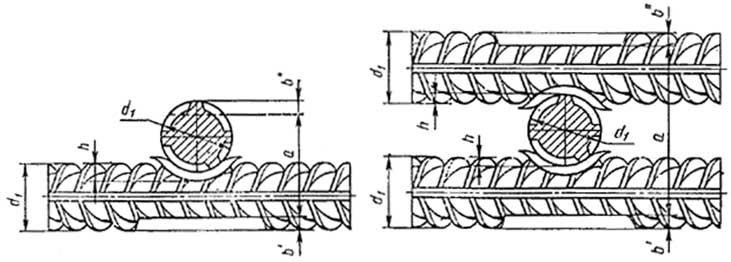 160 Сварка, пайка твердым припоем »
25.160.40 Сварка и сварка »
160 Сварка, пайка твердым припоем »
25.160.40 Сварка и сварка »
Национальные стандарты » 25 МАШИНОСТРОЕНИЕ » 25.160 Сварка, пайка твердым припоем » 25.160.40 Сварка и сварка »
Национальные стандарты для сомов » Последнее издание » V Металлы и изделия из них » V0 Общие правила и положения по металлургии » V05 Сварка и резка металлов.Пайка, клепка »
В качестве замены:
ГОСТ 8713-70 — Швы сварных соединений. Автоматическая и полуавтоматическая сварка под флюсом. Основные типы и конструктивные элементы
Ссылки на документы:
ГОСТ 11969-79 — Сварка плавлением. Основные позиции и их обозначения
ГОСТ 16037-80 — Соединения сварные стальных трубопроводов. Основные типы, элементы конструкции и размеры
Ссылка на документ:
АТК 24. 218.02-90 — Кольца арматурные для сосудов и аппаратов. Конструкция, размеры и технические требования
218.02-90 — Кольца арматурные для сосудов и аппаратов. Конструкция, размеры и технические требования
АТК 26-18-14-98 — Фланцы сосудов и аппаратов стали плоские приварные на условное давление до 0,1 МПа Ру. Конструкция, размеры и общие технические требования
ГОСТ 10272-77 — Насосы центробежные двухходовые. Спецификация
ГОСТ 10512-78 — Сепараторы магнитные и электромагнитные. Спецификация
ГОСТ 11379-80 — Насосы динамические для сточных жидкостей.Общие технические условия
ГОСТ 12367-85 — Мельницы трубные мелющие. Общие технические условия
ГОСТ 12393-2013 — Арматура линейная для путевых сетей железных дорог. Общие общие требования
ГОСТ 12393-77 — Арматура для воздушных путей электрических железных дорог. Общие технические условия
ГОСТ 13276-79 — Метизы воздушных линий связи. Общие технические условия
ГОСТ 13716-73 — Устройства строповочные для сосудов и аппаратов. Технические характеристики
ГОСТ 13950-91 — Бочки стальные сварные и гнутые
.
ГОСТ 13981-77 — Формы для железобетонных напорных труб, изготовленных методом виброгидропрессования.Технические характеристики
ГОСТ 13981-87 — Формы для железобетонных напорных труб, изготовленных методом виброгидропрессования. Технические характеристики
ГОСТ 14098-2014 — Соединения арматуры и вкладышей сварные для железобетонных конструкций. Типы, конструкции и размеры
ГОСТ 14098-91 — Соединения арматуры и вставок сварные для железобетонных конструкций. Типы, конструкции и размеры
ГОСТ 1561-75 — Резервуары воздушные для автоматических тормозов железнодорожных вагонов.Технические характеристики
ГОСТ 16140-77 — Стеллажи разборные. Технические характеристики
ГОСТ 17032-2010 — Резервуары стальные горизонтальные для нефтепродуктов. Технические характеристики
ГОСТ 17366-80 — Бочки стальные сварные толстостенные для химической продукции
. ГОСТ 18896-73 — Бочки стальные толстостенные для химической продукции. Технические характеристики
Технические характеристики
ГОСТ 19740-74 — Насосы центробежные вертикальные
.ГОСТ 20259-80 — Емкости универсальные
.ГОСТ 20572-83 — Насосы и насосные агрегаты двухвинтовые.Спецификация
ГОСТ 20791-83 — Насосы центробежные с мокрым ротором. Технические требования
ГОСТ 21133-87 — Поддоны ящичные специализированные для картофеля, овощей, фруктов, бахчевых и бахчевых культур
.ГОСТ 21561-2017 — Цистерны автомобильные для транспортировки углеводородного газа давлением до 1,8 МПа. Технические требования и методы испытаний
ГОСТ 21561-76 — Цистерны автомобильные для перевозки сжиженного углеводородного газа давлением до 1,8 МПа. Общие технические условия
ГОСТ 21807-76 — Ковши транспортировочные для бетонной смеси объемом 2 куб. М.Общие технические условия
ГОСТ 22130-2018 — Детали трубопроводов стальные. Подвижные опоры и вешалки. Технические характеристики
ГОСТ 22130-86 — Детали трубопроводов стальные. Подвижные опоры и подвески
Технические характеристики
Подвижные опоры и подвески
Технические характеристики
ГОСТ 22225-76 — Контейнеры универсальные полной массой 0,625 и 1,25 тн. Технические характеристики
ГОСТ 22661-77 — Грейферы для контейнеров полной массой 3,0, 5,0 и 6,0 т.
.ГОСТ 22779-77 — Комплектующие к вертикальным цилиндрическим резервуарам для хранения нефтепродуктов.Сифонные краны. Основные параметры и размеры. Технические требования
ГОСТ 23092-78 — Ящик секционный для топографических карт. Технические характеристики
ГОСТ 23118-2012 — Металлоконструкции строительные. Общие технические условия
ГОСТ 23118-78 — Металлоконструкции строительные. Общие технические условия
ГОСТ 23118-99 — Конструкции стальные строительные. Общие технические условия
ГОСТ 23476-79 — Устройства опоры контактного троллейбуса трамваев и троллейбусов.Общие технические условия
ГОСТ 23478-79 — Форма для возведения монолитных бетонных и железобетонных конструкций. Классификация и общие технические требования
Классификация и общие технические требования
ГОСТ 25781-83 — Формы стальные для железобетонных элементов. Технические характеристики
ГОСТ 26155-84 — Бочки из коррозионно-стойкой стали
.ГОСТ 26429-2018 — Металлоконструкции подвесных транспортных путей. Технические характеристики
ГОСТ 26429-85 — Металлоконструкции подвесных транспортных путей.Технические характеристики
ГОСТ 28759.5-90 — Фланцы сосудов и аппаратов
.ГОСТ 29166-91 — Аттракционы механические. Стальные конструкции. Основные правила оформления
ГОСТ 30245-2003 — Профили стальные гнутые закрытые сварные квадратного и прямоугольного сечения для строительных конструкций. Технические характеристики
ГОСТ 30245-2012 — Профили стальные гнутые закрытые сварные квадратного и прямоугольного сечения для строительства. Технические характеристики
ГОСТ 30245-94 — Профили стальные гнутые сварные замкнутые квадратного или прямоугольного сечения, предназначенные для использования в стальных конструкциях
.
ГОСТ 30765-2001 — Тара транспортная металлическая.Общие технические условия
ГОСТ 30894-2003 — Оборудование устье производственное. Общие технические требования
ГОСТ 31.0151.01-90 — Установщики универсальные и специальные
.ГОСТ 31.111.42-83 — Детали и узлы навесного оборудования для металлорежущих станков
.ГОСТ 31.211.42-93 — Элементы и сборочные единицы съемной арматуры для сборки и сварки
.ГОСТ 31173-2003 — Двери стальные. Технические характеристики
ГОСТ 31174-2003 — Ворота металлические.Общие технические условия
ГОСТ 31174-2017 — Ворота металлические. Общие технические условия
ГОСТ 31385-2016 — Резервуары стальные цилиндрические вертикальные для нефти и нефтепродуктов. Общие технические условия
ГОСТ 31826-2012 — Оборудование газоочистное и пылеулавливающее. Карманные фильтры. Мокрое пылеулавливающее оборудование. Требование безопасности. Методы тестирования
ГОСТ 31830-2012 — Электрофильтры. Требования безопасности и методы испытаний
Требования безопасности и методы испытаний
ГОСТ 31831-2012 — Пылеуловители центробежные.Требования безопасности и методы испытаний
ГОСТ 31834-2012 — Газоочистители адсорбционные. Требования безопасности и методы испытаний
ГОСТ 31837-2012 — Газоочистители закрытые. Требования безопасности и методы испытаний
ГОСТ 31841-2012 — Нефтяная и газовая промышленность. Оборудование для обслуживания скважин. Общие технические требования
ГОСТ 31844-2012 — Нефтяная и газовая промышленность. Буровое и производственное оборудование. Подъемное оборудование. Общее техническое оборудование
ГОСТ 32623-2014 — Устройства натяжные автоматические контактной ж / д дороги.Общие технические условия
ГОСТ 33164.1-2014 — Оборудование горное. Амортизаторы крыши с приводом от длинных забоев Раздел поддержки. Общие технические условия
ГОСТ 33810-2016 — Бочки металлические для пищевых жидкостей. Технические характеристики
ГОСТ 33857-2016 — Арматура трубопроводная. Сварка и контроль качества сварных соединений. Технические требования
Сварка и контроль качества сварных соединений. Технические требования
ГОСТ 33976-2016 — Соединения сварные стальных конструкций железнодорожного подвижного состава. Требования к проектированию, внедрению и контролю качества
ГОСТ 34329-2017 — Опалубки.Общие технические условия
ГОСТ 34433-2018 — Магистральные трубопроводы для транспортировки нефти и нефтепродуктов. Трансформаторные комплектные подстанции напряжением от 35 до 220 кВ. Общие технические условия
ГОСТ 3849-78 — Принадлежности к вертикальным цилиндрическим строительным резервуарам для пертолеумных продуктов. Шарниры чугунные для поворотной трубы
ГОСТ 5464-75 — Понтоны напорных плавучих буровых трубопроводов и трубопроводов. Общие технические условия
ГОСТ 6247-79 — Бочки стальные сварные с обручами на гильзе
.ГОСТ 7075-80 — Краны мостовые ручные. Технические условия
.ГОСТ 7496-84 — Комбайны свеклоуборочные
. ГОСТ 7890-84 — Краны передвижные однобалочные подвесные. Технические характеристики
Технические характеристики
ГОСТ 7890-93 — Краны передвижные однобалочные подвесные. Технические характеристики
ГОСТ 9078-84 — Поддоны плоские
.ГОСТ 9570-2016 — Ящики и поддоны пестовые. Общие технические условия
ГОСТ 9570-84 — Поддоны ящичные и почтовые
.ГОСТ Р 50059-92 — Краны передвижные однобалочные подвесные. Технические характеристики
ГОСТ Р 51177-2017 — Оборудование для воздушных линий. Общие технические требования
ГОСТ Р 51177-98 — Оборудование для воздушных линий.Общие технические условия
ГОСТ Р 51365-2009 — Нефтяная и газовая промышленность. Буровое и производственное оборудование. Устьевое и елочное оборудование. Общие технические условия
ГОСТ Р 51365-99 — Оборудование нефтепромысловое управляющее головное. Общие технические условия
ГОСТ Р 51382-2011 — Котлы отопительные. Часть 4. Отопительные котлы с наддувными горелками. Особые требования к котлам с наддувными жидкотопливными горелками мощностью до 70 кВт и максимальным рабочим давлением 0,3 МПа. Терминология, особые требования, методы испытаний и маркировка
Терминология, особые требования, методы испытаний и маркировка
ГОСТ Р 51562-2000 — Оборудование газоочистное и пылеулавливающее. Карманные фильтры. Мокрое пылеулавливающее оборудование. Требование безопасности. Методы тестирования
ГОСТ Р 51707-2001 — Электрофильтры. Требования безопасности и методы испытаний
ГОСТ Р 51708-2001 — Пылеуловители центробежные. Требования безопасности и методы испытаний
ГОСТ Р 51878-2002 — Газоочистители адсорбционные. Требования безопасности и методы испытаний
ГОСТ Р 52085-2003 — Опалубки.Общие технические условия
ГОСТ Р 52170-2003 — Безопасность механизированных аттракционов. Основные правила проектирования металлоконструкций
ГОСТ Р 52267-2004 — Бочки металлические для пищевых жидкостей. Технические характеристики
ГОСТ Р 52400-2005 — Резервуары воздушные для тормозов железнодорожных. Общие технические условия
ГОСТ Р 52445-2005 — Газоочистители абсорбционные. Требования безопасности и методы испытаний
Требования безопасности и методы испытаний
ГОСТ Р 52664-2006 — Сваи трубные сварные шпунтовые. Общие технические условия
ГОСТ Р 52664-2010 — Сваи трубные сварные шпунтовые.Технические характеристики
ГОСТ Р 53192-2008 — Конструкции стальные сварные грузовых вагонов. Технические требования
ГОСТ Р 53192-2014 — Соединения сварные стальных конструкций железнодорожного подвижного состава. Требования к проектированию, производству и контролю качества
ГОСТ Р 53629-2009 — Сваи шпунтовые из стальных холодногнутых профилей. Технические характеристики
ГОСТ Р 53680-2009 — Нефтяная и газовая промышленность. Оборудование для обслуживания скважин. Общие технические требования
ГОСТ Р 53683-2009 — Нефтяная и газовая промышленность.Буровое и производственное оборудование. Подъемное оборудование. Общие технические основы
ГОСТ Р 54439-2011 — Котлы центрального отопления газовые. Котлы типа В номинальной тепловой мощностью не более 300 кВт, но не более 1000 кВт
ГОСТ Р 54440-2011 — Котлы отопительные. Часть 1. Отопительные котлы с наддувными горелками. Терминология, общие требования, испытания и маркировка
Часть 1. Отопительные котлы с наддувными горелками. Терминология, общие требования, испытания и маркировка
ГОСТ Р 54803-2011 — Сосуды стальные сварные под высоким давлением. Общие технические требования
ГОСТ Р 54892-2012 — Монтаж воздухоразделительных установок и другого криогенного оборудования.Общие положения
ГОСТ Р 56064-2014 — Безопасность аттракционов. Капитальный ремонт аттракционов. Процедура
ГОСТ Р 56204-2014 — Котлы паровые и водогрейные стационарные. Стальные конструкции. Общие эксплуатационные условия
ГОСТ Р 56400-2015 — Нефтяная и газовая промышленность. Проектирование и эксплуатация морских терминалов сжиженного природного газа. Общие требования
ГОСТ Р 57991-2017 — Магистральный трубопроводный транспорт нефти и нефтепродуктов. Стальные сваи труб, используемые для устройства фундаментов опор наземных трубопроводов.Общие технические условия
ГОСТ Р 58249-2018 — Машины для посадки, уборки, послеуборочной обработки картофеля. Технические требования
Технические требования
Руководство: Руководство по импульсным и маломощным системам пожаротушения
МДК 4-04.2002: Типовое руководство по эксплуатации резервуаров для хранения горячей воды в системах водоснабжения общего пользования
МДС 12-22.2005: Рекомендации по применению в строительстве требований нормативных правовых и иных нормативных актов, содержащих государственные нормативные требования по охране труда
МДС 53-1.2001: Рекомендуемая практика установки стальных конструктивных элементов
НПБ 188-2000 — Лестница противопожарная. Общие технические требования. Методы испытаний
НПБ 197-2001 — Лифты пожарные. Общие технические требования. Методы испытаний
НПБ 314-2003 — Лифты противопожарные. Общие технические требования. Методы испытаний
ОСТ 102-55-81 — Детали магистральных трубопроводов стальные сварные по Ру до 10,0 МПа (100 кгс
ОСТ 108.030.30-79 — Котлы стальные конструкционные стационарные. Основные Характеристики.
Основные Характеристики.
ОСТ 108.030.45-82 — Воздухонагреватели трубчатые для котлов стационарных. Основные Характеристики.
ОСТ 108.101.102-76 — Подогреватели пароводяные. Передние водяные камеры (с плоским дном, двусторонние). Дизайн и размеры.
ОСТ 108.101.103-76 — Подогреватели пароводяные. Передние водяные камеры (с плоским дном, четырехходовые). Дизайн и размеры.
ОСТ 108.101.104-76 — Подогреватели пароводяные. Передние водяные камеры (с эллиптическим дном, двусторонние).Дизайн и размеры.
ОСТ 108.101.105-76 — Подогреватели пароводяные. Передние водяные камеры (с эллиптическим дном, четырехходовые). Дизайн и размеры.
ОСТ 108.101.111-76 — Подогреватели пароводяные. Крышки. Дизайн и размеры.
ОСТ 108.313.102-76 — Подогреватели пароводяные. Оболочки. Патрубки с фланцами. Дизайн и размеры.
ОСТ 108.838.01-75 — Сепаратор непрерывного продувки номинальным диаметром 800 мм. Конструктивно-технические требования.
ОСТ 24.030.45-74 — Воздухонагреватели трубчатые паровые стационарные котлы. Общие технические условия
ОСТ 24.050.34-84 — Проектирование и изготовление вагонных металлоконструкций. Характеристики.
ОСТ 24.200.02-91 — Монтаж узлов стальных трубопроводов на номинальное давление
.ОСТ 24.201.03-90 — Сосуды и аппараты высокого давления стальные. Общие технические требования.
ОСТ 24.895.03 — Домкраты клиновые механические и гидравлические. Параметры, основные размеры, технические требования
ОСТ 24.940.09-74 — Швы сварные стыковые. Основные виды и элементы дизайна.
ОСТ 26.260.18-2004 — Модули технологические для нефтегазовой отрасли. Общие технические условия
ОСТ 26.260.758-2003 — Металлоконструкции. Общие технические требования.
ОСТ 26-01-151-82 — Сосуды и аппараты стальные сварные для низкотемпературной сепарации газов. Технические требования, правила приемки и методы испытаний.
ОСТ 26-04-2384-79 — Заглушки транспортные для рабочих Р 0 МПа (0 кг / см2). Дизайн и размеры.
Дизайн и размеры.
ОСТ 26-04-2385-79 — Заглушки транспортные для рабочих Р 0 МПа (0 кг / см2), рабочих Р 0,04 МПа (0,4 кг / см2). Дизайн и размеры.
ОСТ 26-04-2386-79 — Заглушки транспортировочные проушинные для рабочих Р 0 МПа (0 кг / см2). Дизайн и размеры.
ОСТ 26-04-2388-79 — Сварка плавлением сталей. Сварные соединения. Типы, конструктивные элементы и размеры.
ОСТ 26-18-5-88 — Агрегаты технологические газовой и нефтяной промышленности. Общие технические требования.
ОСТ 26-2091-93 — Сосуды и оборудование опорные горизонтальные. Дизайн.
ОСТ 26-3-87 — Сварка в химическом машиностроении. Основные положения.
ОСТ 32.48-95 — Резервуары воздушные тягового подвижного состава. Габаритные и установочные размеры и технические требования
ОСТ 34-72-645-83 — Металлоконструкции пилонов напряжением 0,38-35 кВ. Основные Характеристики.
ОСТ 36-146-88 — Подшипники стальных промышленных трубопроводов на Р 10 МПа. Характеристики.
Характеристики.
ОСТ 36-58-81 — Конструкции строительные стальные. Сварка. Базовые требования.
ОСТ 36-60-81 — Сварка при монтаже металлических строительных конструкций. Основные положения.
ОСТ 36-62-81 — Оборудование подъемное. Общие технические требования.
ОСТ 95 10440-2002 — Оборудование для радиоактивных сред. Сварные соединения. Типы и размеры и конструктивные элементы.
ПБ 03-381-00 — Правила установки резервуаров стальных цилиндрических вертикальных (спиральных стальных) для нефти и нефтепродуктов
ПГВУ 021-92 — Элементы унифицированные пыле-воздуховода.Сварные узлы блоков и элементов воздуховодов пыле- и газоходов ТЭЦ. Дизайн и размеры
ПНАЭ Г-10-031-92: Основные положения по локализации сварки элементов системы безопасности на атомных станциях
РД 102-002-88 — Машины, инструмент и оборудование для строительства трубопроводов. Проектирование и изготовление.
РД 153-112-017-97 — Инструкция по диагностике и оценке остаточного ресурса резервуаров стальных вертикальных
РД 153-34. 0-04.185-2003: Машины и оборудование для строительства, технического перевооружения и ремонта объектов энергетики. Требования к конструкции, материалам, изготовлению, приемке и испытаниям
0-04.185-2003: Машины и оборудование для строительства, технического перевооружения и ремонта объектов энергетики. Требования к конструкции, материалам, изготовлению, приемке и испытаниям
РД 153-39.4-078-01 — Требования к эксплуатации цистерн на магистральных нефтепродуктопроводах и нефтебазах
РД 22-207-88 — Машины подъемные. Общие требования и стандарты производства
РД 22-326-97 — Краны стреловые самоходные и краны-манипуляторы. Капитальный ремонт. Общие технические условия
РД 24.090.97-98: Подъемно-транспортное оборудование. Требования к строительству, ремонту и реконструкции металлоконструкций кранов.
РД 26.260.010-2002: Ведущий документ по стандартизации. Перечень нормативной документации по стандартизации на ячейки и устройства, работающие под давлением.
РД 26.260.010-97 — Перечень нормативных документов по стандартизации сосудов под давлением и аппаратуры
РД 26.260.225-2001 — Корпуса цилиндрических сосудов и аппаратов. Технологии, гарантия качества
Технологии, гарантия качества
РД 34 02.028-2007 — Технические правила. Механическое оборудование и специальные металлоконструкции для гидротехнических сооружений. Изготовление, установка и приемка.
РД 34.10.130-96 — Инструкция по визуально-измерительному контролю.
РД 34.21.526-95 — Типовые инструкции по эксплуатации металлических резервуаров для хранения жидкого топлива и горячей воды
РД 36-62-00 — Оборудование подъемное. Общие технические требования.
РД 39-0147014-535-87 — Инструкция по сварке при монтаже и ремонте трубопроводов и ответственных металлоконструкций в организациях и на предприятиях Министерства нефтегазовой промышленности.
РД РТМ 0352-76-81 — Методы сварки при изготовлении сосудов и аппаратов
РД РТМ 26-07-246-80 — Правила проектирования, изготовления и контроля сварных соединений стальной трубопроводной арматуры.
РСТ РСФСР 655-81: Ледобуры рыболовные. Общие технические условия
РТМ 108. 940.08-85 — Сварные конструкции энергетического оборудования. Общие требования к конструктивному и технологическому проектированию
940.08-85 — Сварные конструкции энергетического оборудования. Общие требования к конструктивному и технологическому проектированию
RU 34-1203-71: Методические указания по устройству пыле-воздуховодов котлоагрегатов
.СНиП 3.03.01-87: Несущие и ограждающие конструкции
.СНиП 3.06.04-91: Мосты и трубы
.СНиП III-18-75: Металлоконструкции. Положение о выполнении и приемке работ.
СНиП II-В.3-62: Металлоконструкции. Стандарты проектирования
СП 16.13330.2011 — Металлоконструкции
СП 294.1325800.2017 — Конструкции стальные. Правила оформления
СП 46.13330.2012 — Мосты и трубы
.СП 53-101-98 — Изготовление и контроль качества металлоконструкций для строительства
СП 53-102-2004 — Общие правила проектирования металлоконструкций
СП 70.13330.2012: Несущие и ограждающие конструкции. Актуализированная живая редакция СНиП 3.03.01-87
СТ РК 1454-2005 — Резервуары воздушные тягового железнодорожного состава. Основные требования к конструкции
Основные требования к конструкции
СТ ЦКБА 025-2006 — Арматура трубопроводная. Сварка и контроль качества сварных соединений. Технические требования
СТ ЦКБА 090-2013 — Арматура трубопроводная. Пневматические приводы и гидроприводы. Общие технические условия
СТБ 1026-2008 — Перила металлические профильные для мостов и путепроводов.Технические условия
СТО 95 12005-2017: Объекты использования атомной энергии. Бетонные работы при сооружении защитной оболочки реакторной установки АЭС. Основные требования и организация контроля качества
ТУ 102-314-81 — Бокс унифицированный для производственных и вспомогательных зданий земельных объектов нефтегазовой отрасли
.ТУ 26-01-355-80 — Электролизеры. Тип СЭС с комплектным оборудованием
ТУ 35-1757-87 — Здания перемычки железнодорожных мостов с верховой ездой на балласте коробчатого сечения Lп = 33.6 м; 45,0 мес. Технические характеристики
ТУ 36-2009-77 — Металлоконструкции стальных вертикальных цилиндрических резервуаров емкостью от 100 до 20 000 м3 для хранения нефти и нефтепродуктов. Технические условия
Технические условия
ТУ 36-2287-80 — Профили гнутые закрытые сварные квадратные и прямоугольные
.ТУ 3631-002-76457067-2012 — Насосы и агрегаты динамические типа МСТ-ЦН и запчасти к ним
ВСН 39-87: Постановление о планово-профилактическом обслуживании и эксплуатации технологического оборудования предприятий строительной отрасли Госагпрома СССР.Часть 1
ВСН 41.88: Проектирование ледостойких стационарных платформ
ВСН 416-81: Общие нормативные нормы строительных материалов. Подборка замечаний 30: Сварочные работы
ВСН 452-84: Нормы расхода материалов в строительстве. Сварка труб из легированной стали, автоматическая сварка под флюсом листовых конструкций, сварочных стержней и клапанных вкладышей, газовая резка
ГОСТ 12393-2019 — Арматура контактная рельсовая линейная. Общие технические условия
ГОСТ 34519-2019 — Трубы дымоходные и вентиляционные промышленные.Правила организации и производства работ, контроля выполнения и требований к результатам работы
ГОСТ 34587-2019 — Краны подъемные. Металлические конструкции. Требования к производству
Металлические конструкции. Требования к производству
ГОСТ Р 58935-2020 — Формы для изготовления железобетонных виброгидропрессованных напорных труб. Технические характеристики
ИНН 93: Инструкция по техническому надзору, методам аудита и браковки трубчатых печей, резервуаров, сосудов и аппаратов нефтеперерабатывающей и нефтехимической промышленности
Пособие к СНиП III-18-75: Пособие по методам контроля качества сварных соединений металлических конструкций и трубопроводов, выполняемых в строительстве
РД 22-16-2005 *: Руководящий нормативный материал.Подъемные машины. Подбор материалов для изготовления, ремонта и реконструкции сварных металлоконструкций
РД 34.15.132-96 — Сварка и контроль качества сварных соединений металлических конструкций зданий при строительстве промышленных объектов
РД 5.0679-91 — Аттестация сварщиков и газовых резчиков. правила
РД НИИКраностроения 03-05: Методические указания. Краны консольные общего назначения и краны; Капитальный ремонт. Общие технические условия
Общие технические условия
РСН 342-86: Технология усиления строительных конструкций на реконструируемых предприятиях
РТМ 24-85: Информационный указатель государственных, республиканских и отраслевых стандартов, технических условий на материалы и изделия, используемые при проектировании печей и сушилок
СП 365.1325800.2017: Резервуары стальные цилиндрические вертикальные для хранения нефтепродуктов. Правила изготовления и приемки работ по установке
СП 470.1325800.2019 — Металлоконструкции. Правила работы
СТО-СА-03-002-2009: Правила проектирования, изготовления и монтажа вертикальных стальных цилиндрических резервуаров для нефти и нефтепродуктов
ТУ 24-09-613-84 — Краны мостовые электрические г / п 5 тн облегченной конструкции с электротельфером
.ТУ 36-26-11-4-89 — Конструкции металлоконструкций, резервуары цилиндрические вертикальные для нефти и нефтепродуктов объемом от 100 до 50 000 м3.Технические условия
Клиентов, которые просматривали этот товар, также просматривали:
|
 Требования к устройству и эксплуатации взрывоопасного и химически опасного производства
Требования к устройству и эксплуатации взрывоопасного и химически опасного производства Основные Характеристики.
Основные Характеристики. Безопасность высокоскоростного железнодорожного транспорта
Безопасность высокоскоростного железнодорожного транспорта Метод определения давления пара и температуры кипения
Метод определения давления пара и температуры кипенияЗАКАЗАТЬ ПРОСТО!
RussianGost.com — ведущая в отрасли компания со строгими стандартами контроля качества, и наша приверженность точности, надежности и точности — одна из причин, по которым некоторые из крупнейших мировых компаний доверяют нам разработку своей национальной нормативно-правовой базы и перевод критических сложная и конфиденциальная информация.
Наша нишевая специализация — локализация национальных нормативных баз данных, включающих: технические нормы, стандарты и правила; государственные законы, кодексы и постановления; а также кодексы, требования и инструкции агентств РФ.
У нас есть база данных, содержащая более 220 000 нормативных документов на английском и других языках для следующих 12 стран: Армения, Азербайджан, Беларусь, Казахстан, Кыргызстан, Молдова, Монголия, Россия, Таджикистан, Туркменистан, Украина и Узбекистан.
Размещение заказа
Выберите выбранный вами документ, перейдите на «страницу оформления заказа» и выберите желаемую форму оплаты. Мы принимаем все основные кредитные карты и банковские переводы. Мы также принимаем PayPal и Google Checkout для вашего удобства. Пожалуйста, свяжитесь с нами для любых дополнительных договоренностей (договорные соглашения, заказ на поставку и т. Д.).
После размещения заказа он будет проверен и обработан в течение нескольких часов, но в редких случаях — максимум 24 часа.
Для товаров, имеющихся в наличии, документ / веб-ссылка будет отправлена вам по электронной почте, чтобы вы могли загрузить и сохранить ее для своих записей.
Если товары отсутствуют на складе (поставка сторонних поставщиков), вы будете уведомлены о том, для каких товаров потребуется дополнительное время. Обычно мы поставляем такие товары менее чем за три дня.
Как только заказ будет размещен, вы получите квитанцию / счет, который можно будет заполнить для отчетности и бухгалтерского учета. Эту квитанцию можно легко сохранить и распечатать для ваших записей.
Гарантия лучшего качества и подлинности вашего заказа
Ваш заказ предоставляется в электронном формате (обычно это Adobe Acrobat или MS Word).
Мы всегда гарантируем лучшее качество всей нашей продукции. Если по какой-либо причине вы не удовлетворены, мы можем провести совершенно БЕСПЛАТНУЮ ревизию и редактирование приобретенных вами продуктов. Кроме того, мы предоставляем БЕСПЛАТНЫЕ обновления нормативных требований, если, например, у документа есть более новая версия на дату покупки.
Кроме того, мы предоставляем БЕСПЛАТНЫЕ обновления нормативных требований, если, например, у документа есть более новая версия на дату покупки.
Гарантируем подлинность. Каждый документ на английском языке сверяется с оригинальной и официальной версией. Мы используем только официальные нормативные источники, чтобы убедиться, что у вас самая последняя версия документа, причем все из надежных официальных источников.
% PDF-1.7
%
1 0 obj
>
endobj
5 0 obj
>
endobj
6 0 obj
>
endobj
3 0 obj
>
endobj
2 0 obj
>
ручей
2020-06-05T00: 59 + 04: 302020-06-05T00: 59 + 04: 302020-06-05T00: 59 + 04: 30www.ilovepdf.comuuid: e9bfeaf4-5d5d-4fe8-abe3-53ed8f4e0e71uuid: f49379cc-e9c3-4768-b90b-c143aff936e8application / pdf конечный поток
endobj
4 0 obj
>
endobj
8 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
>>
/ Содержание [208 0 R 209 0 R 210 0 R 211 0 R 212 0 R 213 0 R 214 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 595. 56 842,04]
/ CropBox [0 0 595.56 842.04]
/ Группа 215 0 р
>>
endobj
9 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
>>
/ Содержание [217 0 R 218 0 R 219 0 R 220 0 R 221 0 R 222 0 R 223 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 595.56 842.04]
/ CropBox [0 0 595.56 842.04]
/ Группа 224 0 р
>>
endobj
10 0 obj
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
>>
/ Содержание [226 0 R 227 0 R 228 0 R 229 0 R 230 0 R 231 0 R 232 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 233 0 р
>>
endobj
11 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 235 0 R
>>
/ Содержание [236 0 R 237 0 R 238 0 R 239 0 R 240 0 R 241 0 R 242 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 243 0 р
>>
endobj
12 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
>>
/ Содержание [247 0 R 248 0 R 249 0 R 250 0 R 251 0 R 252 0 R 253 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 254 0 р
>>
endobj
13 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
>>
/ Содержание [256 0 R 257 0 R 258 0 R 259 0 R 260 0 R 261 0 R 262 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 263 0 р
>>
endobj
14 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
>>
/ Содержание [265 0 R 266 0 R 267 0 R 268 0 R 269 0 R 270 0 271 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 272 0 р
>>
endobj
15 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
>>
/ Содержание [274 0 R 275 0 R 276 0 R 277 0 R 278 0 R 279 0 R 280 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 281 0 руб.
56 842,04]
/ CropBox [0 0 595.56 842.04]
/ Группа 215 0 р
>>
endobj
9 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
>>
/ Содержание [217 0 R 218 0 R 219 0 R 220 0 R 221 0 R 222 0 R 223 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 595.56 842.04]
/ CropBox [0 0 595.56 842.04]
/ Группа 224 0 р
>>
endobj
10 0 obj
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
>>
/ Содержание [226 0 R 227 0 R 228 0 R 229 0 R 230 0 R 231 0 R 232 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 233 0 р
>>
endobj
11 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 235 0 R
>>
/ Содержание [236 0 R 237 0 R 238 0 R 239 0 R 240 0 R 241 0 R 242 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 243 0 р
>>
endobj
12 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
>>
/ Содержание [247 0 R 248 0 R 249 0 R 250 0 R 251 0 R 252 0 R 253 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 254 0 р
>>
endobj
13 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
>>
/ Содержание [256 0 R 257 0 R 258 0 R 259 0 R 260 0 R 261 0 R 262 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 263 0 р
>>
endobj
14 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
>>
/ Содержание [265 0 R 266 0 R 267 0 R 268 0 R 269 0 R 270 0 271 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 272 0 р
>>
endobj
15 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
>>
/ Содержание [274 0 R 275 0 R 276 0 R 277 0 R 278 0 R 279 0 R 280 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 281 0 руб. >>
endobj
16 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
>>
/ Содержание [283 0 284 0 285 р. 286 0 287 р. 288 0 289 р.]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 290 0 руб.
>>
endobj
17 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
>>
/ Содержание [292 0 R 293 0 R 294 0 R 295 0 R 296 0 R 297 0 R 298 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 299 0 руб.
>>
endobj
18 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
>>
/ Содержание [301 0 R 302 0 R 303 0 R 304 0 R 305 0 R 306 0 R 307 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 308 0 р
>>
endobj
19 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
>>
/ Содержание [310 0 R 311 0 R 312 0 R 313 0 R 314 0 R 315 0 R 316 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 317 0 руб.
>>
endobj
16 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
>>
/ Содержание [283 0 284 0 285 р. 286 0 287 р. 288 0 289 р.]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 290 0 руб.
>>
endobj
17 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
>>
/ Содержание [292 0 R 293 0 R 294 0 R 295 0 R 296 0 R 297 0 R 298 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 299 0 руб.
>>
endobj
18 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
>>
/ Содержание [301 0 R 302 0 R 303 0 R 304 0 R 305 0 R 306 0 R 307 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 308 0 р
>>
endobj
19 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
>>
/ Содержание [310 0 R 311 0 R 312 0 R 313 0 R 314 0 R 315 0 R 316 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 317 0 руб. >>
endobj
20 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
>>
/ Содержание [319 0 R 320 0 R 321 0 R 322 0 R 323 0 R 324 0 325 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 326 0 р
>>
endobj
21 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 328 0 R
>>
/ Содержание [329 0 R 330 0 R 331 0 R 332 0 R 333 0 R 334 0 R 335 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 336 0 р
>>
endobj
22 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 338 0 R
>>
/ Содержание [339 0 R 340 0 R 341 0 R 342 0 R 343 0 R 344 0 R 345 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 346 0 р
>>
endobj
23 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
>>
/ Содержание [348 0 R 349 0 R 350 0 R 351 0 R 352 0 R 353 0 R 354 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 355 0 руб.
>>
endobj
20 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
>>
/ Содержание [319 0 R 320 0 R 321 0 R 322 0 R 323 0 R 324 0 325 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 326 0 р
>>
endobj
21 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 328 0 R
>>
/ Содержание [329 0 R 330 0 R 331 0 R 332 0 R 333 0 R 334 0 R 335 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 336 0 р
>>
endobj
22 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 338 0 R
>>
/ Содержание [339 0 R 340 0 R 341 0 R 342 0 R 343 0 R 344 0 R 345 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 346 0 р
>>
endobj
23 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
>>
/ Содержание [348 0 R 349 0 R 350 0 R 351 0 R 352 0 R 353 0 R 354 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 355 0 руб. >>
endobj
24 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 357 0 R
>>
/ Содержание [358 0 R 359 0 R 360 0 R 361 0 R 362 0 R 363 0 R 364 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 365 0 р
>>
endobj
25 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
>>
/ Содержание [367 0 R 368 0 R 369 0 R 370 0 R 371 0 R 372 0 R 373 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 374 0 р
>>
endobj
26 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
>>
/ Содержание [376 0 R 377 0 R 378 0 R 379 0 R 380 0 R 381 0 R 382 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 383 0 р
>>
endobj
27 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
>>
/ Содержание [385 0 R 386 0 R 387 0 R 388 0 R 389 0 R 390 0 R 391 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 392 0 руб.
>>
endobj
24 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 357 0 R
>>
/ Содержание [358 0 R 359 0 R 360 0 R 361 0 R 362 0 R 363 0 R 364 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 365 0 р
>>
endobj
25 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
>>
/ Содержание [367 0 R 368 0 R 369 0 R 370 0 R 371 0 R 372 0 R 373 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 374 0 р
>>
endobj
26 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
>>
/ Содержание [376 0 R 377 0 R 378 0 R 379 0 R 380 0 R 381 0 R 382 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 383 0 р
>>
endobj
27 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
>>
/ Содержание [385 0 R 386 0 R 387 0 R 388 0 R 389 0 R 390 0 R 391 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 392 0 руб. >>
endobj
28 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
>>
/ Содержание [394 0 R 395 0 R 396 0 R 397 0 R 398 0 R 399 0 400 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 401 0 р
>>
endobj
29 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
>>
/ Содержание [403 0 R 404 0 R 405 0 R 406 0 R 407 0 R 408 0 R 409 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 410 0 руб.
>>
endobj
30 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
>>
/ Содержание [413 0 R 414 0 R 415 0 R 416 0 R 417 0 R 418 0 R 419 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 420 0 руб.
>>
endobj
31 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
>>
/ Содержание [422 0 R 423 0 R 424 0 R 425 0 R 426 0 R 427 0 R 428 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 429 0 руб.
>>
endobj
28 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
>>
/ Содержание [394 0 R 395 0 R 396 0 R 397 0 R 398 0 R 399 0 400 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 401 0 р
>>
endobj
29 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
>>
/ Содержание [403 0 R 404 0 R 405 0 R 406 0 R 407 0 R 408 0 R 409 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 410 0 руб.
>>
endobj
30 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
>>
/ Содержание [413 0 R 414 0 R 415 0 R 416 0 R 417 0 R 418 0 R 419 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 420 0 руб.
>>
endobj
31 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
>>
/ Содержание [422 0 R 423 0 R 424 0 R 425 0 R 426 0 R 427 0 R 428 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 429 0 руб. >>
endobj
32 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
>>
/ Содержание [431 0 R 432 0 R 433 0 R 434 0 R 435 0 R 436 0 R 437 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 438 0 р
>>
endobj
33 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
>>
/ Содержание [440 0 R 441 0 R 442 0 R 443 0 R 444 0 R 445 0 R 446 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 447 0 р
>>
endobj
34 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
>>
/ Содержание [450 0 R 451 0 R 452 0 R 453 0 R 454 0 R 455 0 R 456 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 457 0 руб.
>>
endobj
35 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
>>
/ Содержание [459 0 R 460 0 R 461 0 R 462 0 R 463 0 R 464 0 R 465 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 466 0 руб.
>>
endobj
32 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
>>
/ Содержание [431 0 R 432 0 R 433 0 R 434 0 R 435 0 R 436 0 R 437 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 438 0 р
>>
endobj
33 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
>>
/ Содержание [440 0 R 441 0 R 442 0 R 443 0 R 444 0 R 445 0 R 446 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 447 0 р
>>
endobj
34 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
>>
/ Содержание [450 0 R 451 0 R 452 0 R 453 0 R 454 0 R 455 0 R 456 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 457 0 руб.
>>
endobj
35 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
>>
/ Содержание [459 0 R 460 0 R 461 0 R 462 0 R 463 0 R 464 0 R 465 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 466 0 руб. >>
endobj
36 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
>>
/ Содержание [468 0 R 469 0 R 470 0 R 471 0 R 472 0 R 473 0 R 474 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 475 0 руб.
>>
endobj
37 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
>>
/ Содержание [477 0 R 478 0 R 479 0 R 480 0 R 481 0 R 482 0 R 483 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 484 0 р
>>
endobj
38 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
>>
/ Содержание [486 0 R 487 0 R 488 0 R 489 0 R 490 0 R 491 0 R 492 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 493 0 руб.
>>
endobj
39 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
>>
/ Содержание [495 0 R 496 0 R 497 0 R 498 0 R 499 0 R 500 0 R 501 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 502 0 руб.
>>
endobj
36 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
>>
/ Содержание [468 0 R 469 0 R 470 0 R 471 0 R 472 0 R 473 0 R 474 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 475 0 руб.
>>
endobj
37 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
>>
/ Содержание [477 0 R 478 0 R 479 0 R 480 0 R 481 0 R 482 0 R 483 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 484 0 р
>>
endobj
38 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
>>
/ Содержание [486 0 R 487 0 R 488 0 R 489 0 R 490 0 R 491 0 R 492 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 493 0 руб.
>>
endobj
39 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
>>
/ Содержание [495 0 R 496 0 R 497 0 R 498 0 R 499 0 R 500 0 R 501 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 502 0 руб. >>
endobj
40 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
>>
/ Содержание [504 0 R 505 0 R 506 0 R 507 0 R 508 0 R 509 0 R 510 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 511 0 R
>>
endobj
41 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
>>
/ Содержание [513 0 R 514 0 R 515 0 R 516 0 R 517 0 R 518 0 R 519 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 520 0 руб.
>>
endobj
42 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
>>
/ Содержание [522 0 R 523 0 R 524 0 R 525 0 R 526 0 R 527 0 R 528 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 529 0 руб.
>>
endobj
43 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
>>
/ Содержание [531 0 R 532 0 R 533 0 R 534 0 R 535 0 R 536 0 R 537 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 538 0 р
>>
endobj
44 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 540 0 R
>>
/ Содержание [541 0 542 р.
>>
endobj
40 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
>>
/ Содержание [504 0 R 505 0 R 506 0 R 507 0 R 508 0 R 509 0 R 510 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 511 0 R
>>
endobj
41 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
>>
/ Содержание [513 0 R 514 0 R 515 0 R 516 0 R 517 0 R 518 0 R 519 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 520 0 руб.
>>
endobj
42 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
>>
/ Содержание [522 0 R 523 0 R 524 0 R 525 0 R 526 0 R 527 0 R 528 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 529 0 руб.
>>
endobj
43 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
>>
/ Содержание [531 0 R 532 0 R 533 0 R 534 0 R 535 0 R 536 0 R 537 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 538 0 р
>>
endobj
44 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 540 0 R
>>
/ Содержание [541 0 542 р. 543 р. 544 0 р. 545 0 р. 546 0 547 р.]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 548 0 р
>>
endobj
45 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 550 0 R
>>
/ Содержание [551 0 R 552 0 R 553 0 R 554 0 R 555 0 R 556 0 R 557 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 558 0 руб.
>>
endobj
46 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
>>
/ Содержание [560 0 R 561 0 R 562 0 R 563 0 R 564 0 R 565 0 566 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 567 0 руб.
>>
endobj
47 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
>>
/ Содержание [569 0 R 570 0 R 571 0 R 572 0 R 573 0 R 574 0 R 575 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 576 0 руб.
>>
endobj
48 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 578 0 R
>>
/ Содержание [579 0 R 580 0 R 581 0 R 582 0 R 583 0 R 584 0 R 585 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 586 0 р
>>
endobj
49 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 588 0 R
>>
/ Содержание [589 0 R 590 0 R 591 0 R 592 0 R 593 0 R 594 0 R 595 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 596 0 руб.
543 р. 544 0 р. 545 0 р. 546 0 547 р.]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 548 0 р
>>
endobj
45 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 550 0 R
>>
/ Содержание [551 0 R 552 0 R 553 0 R 554 0 R 555 0 R 556 0 R 557 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 558 0 руб.
>>
endobj
46 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
>>
/ Содержание [560 0 R 561 0 R 562 0 R 563 0 R 564 0 R 565 0 566 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 567 0 руб.
>>
endobj
47 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
>>
/ Содержание [569 0 R 570 0 R 571 0 R 572 0 R 573 0 R 574 0 R 575 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 576 0 руб.
>>
endobj
48 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 578 0 R
>>
/ Содержание [579 0 R 580 0 R 581 0 R 582 0 R 583 0 R 584 0 R 585 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 586 0 р
>>
endobj
49 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 588 0 R
>>
/ Содержание [589 0 R 590 0 R 591 0 R 592 0 R 593 0 R 594 0 R 595 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 596 0 руб. >>
endobj
50 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 598 0 R
>>
/ Содержание [599 0 R 600 0 R 601 0 R 602 0 R 603 0 R 604 0 R 605 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 606 0 р
>>
endobj
51 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 608 0 R
>>
/ Содержание [609 0 R 610 0 R 611 0 R 612 0 R 613 0 R 614 0 R 615 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 616 0 р
>>
endobj
52 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 618 0 R
>>
/ Содержание [619 0 R 620 0 R 621 0 R 622 0 R 623 0 R 624 0 625 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 626 0 руб.
>>
endobj
53 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 628 0 R
>>
/ Содержание [629 0 R 630 0 R 631 0 R 632 0 R 633 0 R 634 0 R 635 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 636 0 р
>>
endobj
54 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 638 0 R
>>
/ Содержание [639 0 R 640 0 R 641 0 R 642 0 R 643 0 R 644 0 645 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 646 0 р
>>
endobj
55 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 650 0 R
>>
/ Содержание [651 0 R 652 0 R 653 0 R 654 0 R 655 0 R 656 0 R 657 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 658 0 руб.
>>
endobj
50 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 598 0 R
>>
/ Содержание [599 0 R 600 0 R 601 0 R 602 0 R 603 0 R 604 0 R 605 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 606 0 р
>>
endobj
51 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 608 0 R
>>
/ Содержание [609 0 R 610 0 R 611 0 R 612 0 R 613 0 R 614 0 R 615 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 616 0 р
>>
endobj
52 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 618 0 R
>>
/ Содержание [619 0 R 620 0 R 621 0 R 622 0 R 623 0 R 624 0 625 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 626 0 руб.
>>
endobj
53 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 628 0 R
>>
/ Содержание [629 0 R 630 0 R 631 0 R 632 0 R 633 0 R 634 0 R 635 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 636 0 р
>>
endobj
54 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 638 0 R
>>
/ Содержание [639 0 R 640 0 R 641 0 R 642 0 R 643 0 R 644 0 645 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 646 0 р
>>
endobj
55 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 650 0 R
>>
/ Содержание [651 0 R 652 0 R 653 0 R 654 0 R 655 0 R 656 0 R 657 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 658 0 руб. >>
endobj
56 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 660 0 R
>>
/ Содержание [661 0 R 662 0 R 663 0 R 664 0 R 665 0 R 666 0 667 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 668 0 руб.
>>
endobj
57 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 670 0 R
>>
/ Содержание [671 0 672 0 ₽ 673 0 674 0 675 ₽ 676 0 677 0 ₽]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 678 0 руб.
>>
endobj
58 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 680 0 R
>>
/ Содержание [681 0 R 682 0 R 683 0 R 684 0 R 685 0 R 686 0 687 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 688 0 руб.
>>
endobj
59 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 690 0 R
>>
/ Содержание [691 0 R 692 0 R 693 0 R 694 0 R 695 0 R 696 0 R 697 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 698 0 руб.
>>
endobj
56 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 660 0 R
>>
/ Содержание [661 0 R 662 0 R 663 0 R 664 0 R 665 0 R 666 0 667 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 668 0 руб.
>>
endobj
57 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 670 0 R
>>
/ Содержание [671 0 672 0 ₽ 673 0 674 0 675 ₽ 676 0 677 0 ₽]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 678 0 руб.
>>
endobj
58 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 680 0 R
>>
/ Содержание [681 0 R 682 0 R 683 0 R 684 0 R 685 0 R 686 0 687 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 688 0 руб.
>>
endobj
59 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 690 0 R
>>
/ Содержание [691 0 R 692 0 R 693 0 R 694 0 R 695 0 R 696 0 R 697 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 698 0 руб. >>
endobj
60 0 obj
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 700 0 R
>>
/ Содержание [701 0 R 702 0 R 703 0 R 704 0 R 705 0 R 706 0 R 707 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 708 0 руб.
>>
endobj
61 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 710 0 R
>>
/ Содержание [711 0 R 712 0 R 713 0 R 714 0 R 715 0 R 716 0 R 717 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 718 0 р
>>
endobj
62 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 720 0 R
>>
/ Содержание [721 0 R 722 0 R 723 0 R 724 0 R 725 0 R 726 0 R 727 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 728 0 р
>>
endobj
63 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 730 0 R
>>
/ Содержание [731 0 R 732 0 R 733 0 R 734 0 R 735 0 R 736 0 R 737 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 738 0 р
>>
endobj
64 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 740 0 R
>>
/ Содержание [741 0 R 742 0 R 743 0 R 744 0 R 745 0 R 746 0 R 747 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 748 0 руб.
>>
endobj
60 0 obj
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 700 0 R
>>
/ Содержание [701 0 R 702 0 R 703 0 R 704 0 R 705 0 R 706 0 R 707 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 708 0 руб.
>>
endobj
61 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 710 0 R
>>
/ Содержание [711 0 R 712 0 R 713 0 R 714 0 R 715 0 R 716 0 R 717 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 718 0 р
>>
endobj
62 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 720 0 R
>>
/ Содержание [721 0 R 722 0 R 723 0 R 724 0 R 725 0 R 726 0 R 727 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 728 0 р
>>
endobj
63 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 730 0 R
>>
/ Содержание [731 0 R 732 0 R 733 0 R 734 0 R 735 0 R 736 0 R 737 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 738 0 р
>>
endobj
64 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 740 0 R
>>
/ Содержание [741 0 R 742 0 R 743 0 R 744 0 R 745 0 R 746 0 R 747 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 748 0 руб. >>
endobj
65 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 750 0 R
>>
/ Содержание [751 0 R 752 0 R 753 0 R 754 0 R 755 0 R 756 0 757 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 758 0 р
>>
endobj
66 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 760 0 R
>>
/ Содержание [761 0 R 762 0 R 763 0 R 764 0 R 765 0 R 766 0 R 767 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 768 0 руб.
>>
endobj
67 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 772 0 R
>>
/ Содержание [773 0 R 774 0 R 775 0 R 776 0 R 777 0 R 778 0 R 779 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 780 0 руб.
>>
endobj
68 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 785 0 R
>>
/ Содержание [786 0 R 787 0 R 788 0 R 789 0 R 790 0 R 791 0 R 792 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 793 0 руб.
>>
endobj
65 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 750 0 R
>>
/ Содержание [751 0 R 752 0 R 753 0 R 754 0 R 755 0 R 756 0 757 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 758 0 р
>>
endobj
66 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 760 0 R
>>
/ Содержание [761 0 R 762 0 R 763 0 R 764 0 R 765 0 R 766 0 R 767 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 768 0 руб.
>>
endobj
67 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 772 0 R
>>
/ Содержание [773 0 R 774 0 R 775 0 R 776 0 R 777 0 R 778 0 R 779 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 780 0 руб.
>>
endobj
68 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 785 0 R
>>
/ Содержание [786 0 R 787 0 R 788 0 R 789 0 R 790 0 R 791 0 R 792 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 793 0 руб. >>
endobj
69 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 797 0 R
>>
/ Содержание [798 0 R 799 0 R 800 0 R 801 0 R 802 0 R 803 0 R 804 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 805 0 р
>>
endobj
70 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 809 0 R
>>
/ Содержание [810 0 R 811 0 R 812 0 R 813 0 R 814 0 R 815 0 R 816 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 817 0 р
>>
endobj
71 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 821 0 R
>>
/ Содержание [822 0 R 823 0 R 824 0 R 825 0 R 826 0 R 827 0 R 828 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 829 0 р
>>
endobj
72 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 833 0 R
>>
/ Содержание [834 0 R 835 0 R 836 0 R 837 0 R 838 0 R 839 0 R 840 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 841 0 R
>>
endobj
73 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 845 0 R
>>
/ Содержание [846 0 R 847 0 R 848 0 R 849 0 R 850 0 R 851 0 R 852 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 853 0 р
>>
endobj
74 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 857 0 R
>>
/ Содержание [858 0 R 859 0 R 860 0 R 861 0 R 862 0 R 863 0 R 864 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 865 0 р
>>
endobj
75 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 869 0 R
>>
/ Содержание [870 0 R 871 0 R 872 0 R 873 0 R 874 0 R 875 0 R 876 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 877 0 р
>>
endobj
76 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 879 0 R
>>
/ Содержание [880 0 R 881 0 R 882 0 R 883 0 R 884 0 R 885 0 886 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 887 0 р
>>
endobj
77 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 889 0 R
>>
/ Содержание [890 0 R 891 0 R 892 0 R 893 0 R 894 0 R 895 0 896 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 897 0 руб.
>>
endobj
69 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 797 0 R
>>
/ Содержание [798 0 R 799 0 R 800 0 R 801 0 R 802 0 R 803 0 R 804 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 805 0 р
>>
endobj
70 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 809 0 R
>>
/ Содержание [810 0 R 811 0 R 812 0 R 813 0 R 814 0 R 815 0 R 816 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 817 0 р
>>
endobj
71 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 821 0 R
>>
/ Содержание [822 0 R 823 0 R 824 0 R 825 0 R 826 0 R 827 0 R 828 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 829 0 р
>>
endobj
72 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 833 0 R
>>
/ Содержание [834 0 R 835 0 R 836 0 R 837 0 R 838 0 R 839 0 R 840 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 841 0 R
>>
endobj
73 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 845 0 R
>>
/ Содержание [846 0 R 847 0 R 848 0 R 849 0 R 850 0 R 851 0 R 852 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 853 0 р
>>
endobj
74 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 857 0 R
>>
/ Содержание [858 0 R 859 0 R 860 0 R 861 0 R 862 0 R 863 0 R 864 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 865 0 р
>>
endobj
75 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 869 0 R
>>
/ Содержание [870 0 R 871 0 R 872 0 R 873 0 R 874 0 R 875 0 R 876 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 877 0 р
>>
endobj
76 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 879 0 R
>>
/ Содержание [880 0 R 881 0 R 882 0 R 883 0 R 884 0 R 885 0 886 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 887 0 р
>>
endobj
77 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 889 0 R
>>
/ Содержание [890 0 R 891 0 R 892 0 R 893 0 R 894 0 R 895 0 896 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 897 0 руб. >>
endobj
78 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 899 0 R
>>
/ Содержание [900 0 R 901 0 R 902 0 R 903 0 R 904 0 R 905 0 R 906 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 907 0 р
>>
endobj
79 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 909 0 R
>>
/ Содержание [910 0 R 911 0 R 912 0 R 913 0 R 914 0 R 915 0 R 916 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 917 0 р
>>
endobj
80 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 919 0 R
>>
/ Содержание [920 0 R 921 0 R 922 0 R 923 0 R 924 0 R 925 0 926 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 927 0 р
>>
endobj
81 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 929 0 R
>>
/ Содержание [930 0 R 931 0 R 932 0 R 933 0 R 934 0 R 935 0 R 936 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 937 0 р
>>
endobj
82 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 939 0 R
>>
/ Содержание [940 0 R 941 0 R 942 0 R 943 0 R 944 0 R 945 0 R 946 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 947 0 р
>>
endobj
83 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 949 0 R
>>
/ Содержание [950 0 R 951 0 R 952 0 R 953 0 R 954 0 R 955 0 R 956 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 957 0 руб.
>>
endobj
78 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 899 0 R
>>
/ Содержание [900 0 R 901 0 R 902 0 R 903 0 R 904 0 R 905 0 R 906 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 907 0 р
>>
endobj
79 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 909 0 R
>>
/ Содержание [910 0 R 911 0 R 912 0 R 913 0 R 914 0 R 915 0 R 916 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 917 0 р
>>
endobj
80 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 919 0 R
>>
/ Содержание [920 0 R 921 0 R 922 0 R 923 0 R 924 0 R 925 0 926 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 927 0 р
>>
endobj
81 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 929 0 R
>>
/ Содержание [930 0 R 931 0 R 932 0 R 933 0 R 934 0 R 935 0 R 936 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 937 0 р
>>
endobj
82 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 939 0 R
>>
/ Содержание [940 0 R 941 0 R 942 0 R 943 0 R 944 0 R 945 0 R 946 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 947 0 р
>>
endobj
83 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 949 0 R
>>
/ Содержание [950 0 R 951 0 R 952 0 R 953 0 R 954 0 R 955 0 R 956 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 957 0 руб. >>
endobj
84 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 959 0 R
>>
/ Содержание [960 0 R 961 0 R 962 0 R 963 0 R 964 0 R 965 0 R 966 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 967 0 руб.
>>
endobj
85 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 969 0 R
>>
/ Содержание [970 0 971 0 972 0 973 0 974 0 975 0 976 0 ₽]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 977 0 р
>>
endobj
86 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 979 0 R
>>
/ Содержание [980 0 981 0 982 0 983 0 984 0 985 0 986 0 984 р]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 987 0 руб.
>>
endobj
87 0 объект
>
/ ProcSet [/ PDF / Text]
/ XObject
>
/ ExtGState 997 0 R
>>
/ VP [998 0 R]
/ Тип / Страница
/ Родитель 5 0 R
/ Содержание [999 0 R 1000 0 R 1001 0 R 1002 0 R 1003 0 R 1004 0 R 1005 0 R 1006 0 R 1007 0 R 1008 0 R 1009 0 R 1010 0 R 1011 0 R 1012 0 R]
/ MediaBox [0 0 1191 842]
/ CropBox [0 0 1191 842]
>>
endobj
88 0 объект
>
/ ProcSet [/ PDF / Text / ImageC]
/ XObject
>
/ ExtGState 1020 0 R
>>
/ VP [1021 0 R]
/ Тип / Страница
/ Родитель 5 0 R
/ Содержание [1022 0 R 1023 0 R 1024 0 R 1025 0 R 1026 0 R 1027 0 R 1028 0 R]
/ MediaBox [0 0 1191 842]
/ CropBox [0 0 1191 842]
/ Группа 1029 0 руб.
>>
endobj
84 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 959 0 R
>>
/ Содержание [960 0 R 961 0 R 962 0 R 963 0 R 964 0 R 965 0 R 966 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 967 0 руб.
>>
endobj
85 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 969 0 R
>>
/ Содержание [970 0 971 0 972 0 973 0 974 0 975 0 976 0 ₽]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 977 0 р
>>
endobj
86 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
/ ExtGState 979 0 R
>>
/ Содержание [980 0 981 0 982 0 983 0 984 0 985 0 986 0 984 р]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 612 792]
/ CropBox [0 0 612 792]
/ Группа 987 0 руб.
>>
endobj
87 0 объект
>
/ ProcSet [/ PDF / Text]
/ XObject
>
/ ExtGState 997 0 R
>>
/ VP [998 0 R]
/ Тип / Страница
/ Родитель 5 0 R
/ Содержание [999 0 R 1000 0 R 1001 0 R 1002 0 R 1003 0 R 1004 0 R 1005 0 R 1006 0 R 1007 0 R 1008 0 R 1009 0 R 1010 0 R 1011 0 R 1012 0 R]
/ MediaBox [0 0 1191 842]
/ CropBox [0 0 1191 842]
>>
endobj
88 0 объект
>
/ ProcSet [/ PDF / Text / ImageC]
/ XObject
>
/ ExtGState 1020 0 R
>>
/ VP [1021 0 R]
/ Тип / Страница
/ Родитель 5 0 R
/ Содержание [1022 0 R 1023 0 R 1024 0 R 1025 0 R 1026 0 R 1027 0 R 1028 0 R]
/ MediaBox [0 0 1191 842]
/ CropBox [0 0 1191 842]
/ Группа 1029 0 руб. >>
endobj
89 0 объект
>
/ ProcSet [/ PDF / Text]
/ XObject
>
/ ExtGState 1036 0 R
>>
/ VP [1037 0 R]
/ Тип / Страница
/ Родитель 5 0 R
/ Содержание [1038 0 R 1039 0 R 1040 0 R 1041 0 R 1042 0 R 1043 0 R 1044 0 R]
/ MediaBox [0 0 1191 842]
/ CropBox [0 0 1191 842]
>>
endobj
90 0 объект
>
/ ProcSet [/ PDF / Text]
/ XObject
>
/ ExtGState 1051 0 R
>>
/ VP [1052 0 R]
/ Тип / Страница
/ Родитель 5 0 R
/ Содержание [1053 0 R 1054 0 R 1055 0 R 1056 0 R 1057 0 R 1058 0 R 1059 0 R]
/ MediaBox [0 0 1191 842]
/ CropBox [0 0 1191 842]
>>
endobj
91 0 объект
>
/ ProcSet [/ PDF / Text]
/ XObject
>
/ ExtGState 1066 0 R
>>
/ VP [1067 0 R]
/ Тип / Страница
/ Родитель 5 0 R
/ Содержание [1068 0 R 1069 0 R 1070 0 R 1071 0 R 1072 0 R 1073 0 R 1074 0 R]
/ MediaBox [0 0 1191 842]
/ CropBox [0 0 1191 842]
>>
endobj
92 0 объект
>
/ ProcSet [/ PDF / Text]
/ XObject
>
/ ExtGState 1081 0 R
>>
/ VP [1082 0 R]
/ Тип / Страница
/ Родитель 5 0 R
/ Содержание [1083 0 R 1084 0 R 1085 0 R 1086 0 R 1087 0 R 1088 0 R 1089 0 R]
/ MediaBox [0 0 1191 842]
/ CropBox [0 0 1191 842]
>>
endobj
93 0 объект
>
/ ProcSet [/ PDF / Text]
/ XObject
>
/ ExtGState 1097 0 R
>>
/ VP [1098 0 R]
/ Тип / Страница
/ Родитель 5 0 R
/ Содержание [1099 0 R 1100 0 R 1101 0 R 1102 0 R 1103 0 R 1104 0 R 1105 0 R]
/ MediaBox [0 0 1191 842]
/ CropBox [0 0 1191 842]
>>
endobj
94 0 объект
>
/ ProcSet [/ PDF / Text]
/ XObject
>
/ ExtGState 1115 0 R
>>
/ VP [1116 0 R]
/ Тип / Страница
/ Родитель 5 0 R
/ Содержание [1117 0 R 1118 0 R 1119 0 R 1120 0 R 1121 0 R 1122 0 R 1123 0 R]
/ MediaBox [0 0 1191 842]
/ CropBox [0 0 1191 842]
>>
endobj
95 0 объект
>
/ ProcSet [/ PDF / Text]
/ XObject
>
/ ExtGState 1133 0 R
>>
/ VP [1134 0 R]
/ Тип / Страница
/ Родитель 5 0 R
/ Содержание [1135 0 R 1136 0 R 1137 0 R 1138 0 R 1139 0 R 1140 0 R 1141 0 R]
/ MediaBox [0 0 1191 842]
/ CropBox [0 0 1191 842]
>>
endobj
96 0 объект
>
/ ProcSet [/ PDF / Text]
/ XObject
>
/ ExtGState 1152 0 R
>>
/ VP [1153 0 R]
/ Тип / Страница
/ Родитель 5 0 R
/ Содержание [1154 0 R 1155 0 R 1156 0 R 1157 0 R 1158 0 R 1159 0 R 1160 0 R]
/ MediaBox [0 0 1191 842]
/ CropBox [0 0 1191 842]
>>
endobj
97 0 объект
>
/ ProcSet [/ PDF / Text]
/ XObject
>
/ ExtGState 1168 0 R
>>
/ VP [1169 0 R]
/ Тип / Страница
/ Родитель 5 0 R
/ Содержание [1170 0 R 1171 0 R 1172 0 R 1173 0 R 1174 0 R 1175 0 R 1176 0 R]
/ MediaBox [0 0 1191 842]
/ CropBox [0 0 1191 842]
>>
endobj
98 0 объект
>
/ ProcSet [/ PDF / Text]
/ XObject
>
/ ExtGState 1183 0 R
>>
/ VP [1184 0 R]
/ Тип / Страница
/ Родитель 5 0 R
/ Содержание [1185 0 R 1186 0 R 1187 0 R 1188 0 R 1189 0 R 1190 0 R 1191 0 R]
/ MediaBox [0 0 1191 842]
/ CropBox [0 0 1191 842]
>>
endobj
99 0 объект
>
/ XObject
>
/ ExtGState 1198 0 R
/ ColorSpace 1199 0 R
/ Узор 1200 0 R
>>
/ Содержание [1201 0 R 1202 0 R 1203 0 R 1204 0 R 1205 0 R 1206 0 R 1207 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 595 842]
/ CropBox [0 0 595 842]
>>
endobj
100 0 объект
>
/ XObject
>
/ ExtGState 1214 0 R
/ ColorSpace 1215 0 R
/ Узор 1216 0 R
>>
/ Родитель 5 0 R
/ Содержание [1217 0 R 1218 0 R 1219 0 R 1220 0 R 1221 0 R 1222 0 R 1223 0 R 1224 0 R 1225 0 R]
/ Тип / Страница
/ MediaBox [0 0 595 842]
/ CropBox [0 0 595 842]
>>
endobj
101 0 объект
>
/ XObject
>
/ ExtGState 1228 0 R
/ ColorSpace 1229 0 R
/ Узор 1230 0 R
>>
/ Родитель 5 0 R
/ Содержание [1231 0 R 1232 0 R 1233 0 R 1234 0 R 1235 0 R 1236 0 R 1237 0 R 1238 0 R 1239 0 R]
/ Тип / Страница
/ MediaBox [0 0 595 842]
/ CropBox [0 0 595 842]
>>
endobj
102 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
>>
/ Содержание [1244 0 R 1245 0 R 1246 0 R 1247 0 R 1248 0 R 1249 0 R 1250 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 595.
>>
endobj
89 0 объект
>
/ ProcSet [/ PDF / Text]
/ XObject
>
/ ExtGState 1036 0 R
>>
/ VP [1037 0 R]
/ Тип / Страница
/ Родитель 5 0 R
/ Содержание [1038 0 R 1039 0 R 1040 0 R 1041 0 R 1042 0 R 1043 0 R 1044 0 R]
/ MediaBox [0 0 1191 842]
/ CropBox [0 0 1191 842]
>>
endobj
90 0 объект
>
/ ProcSet [/ PDF / Text]
/ XObject
>
/ ExtGState 1051 0 R
>>
/ VP [1052 0 R]
/ Тип / Страница
/ Родитель 5 0 R
/ Содержание [1053 0 R 1054 0 R 1055 0 R 1056 0 R 1057 0 R 1058 0 R 1059 0 R]
/ MediaBox [0 0 1191 842]
/ CropBox [0 0 1191 842]
>>
endobj
91 0 объект
>
/ ProcSet [/ PDF / Text]
/ XObject
>
/ ExtGState 1066 0 R
>>
/ VP [1067 0 R]
/ Тип / Страница
/ Родитель 5 0 R
/ Содержание [1068 0 R 1069 0 R 1070 0 R 1071 0 R 1072 0 R 1073 0 R 1074 0 R]
/ MediaBox [0 0 1191 842]
/ CropBox [0 0 1191 842]
>>
endobj
92 0 объект
>
/ ProcSet [/ PDF / Text]
/ XObject
>
/ ExtGState 1081 0 R
>>
/ VP [1082 0 R]
/ Тип / Страница
/ Родитель 5 0 R
/ Содержание [1083 0 R 1084 0 R 1085 0 R 1086 0 R 1087 0 R 1088 0 R 1089 0 R]
/ MediaBox [0 0 1191 842]
/ CropBox [0 0 1191 842]
>>
endobj
93 0 объект
>
/ ProcSet [/ PDF / Text]
/ XObject
>
/ ExtGState 1097 0 R
>>
/ VP [1098 0 R]
/ Тип / Страница
/ Родитель 5 0 R
/ Содержание [1099 0 R 1100 0 R 1101 0 R 1102 0 R 1103 0 R 1104 0 R 1105 0 R]
/ MediaBox [0 0 1191 842]
/ CropBox [0 0 1191 842]
>>
endobj
94 0 объект
>
/ ProcSet [/ PDF / Text]
/ XObject
>
/ ExtGState 1115 0 R
>>
/ VP [1116 0 R]
/ Тип / Страница
/ Родитель 5 0 R
/ Содержание [1117 0 R 1118 0 R 1119 0 R 1120 0 R 1121 0 R 1122 0 R 1123 0 R]
/ MediaBox [0 0 1191 842]
/ CropBox [0 0 1191 842]
>>
endobj
95 0 объект
>
/ ProcSet [/ PDF / Text]
/ XObject
>
/ ExtGState 1133 0 R
>>
/ VP [1134 0 R]
/ Тип / Страница
/ Родитель 5 0 R
/ Содержание [1135 0 R 1136 0 R 1137 0 R 1138 0 R 1139 0 R 1140 0 R 1141 0 R]
/ MediaBox [0 0 1191 842]
/ CropBox [0 0 1191 842]
>>
endobj
96 0 объект
>
/ ProcSet [/ PDF / Text]
/ XObject
>
/ ExtGState 1152 0 R
>>
/ VP [1153 0 R]
/ Тип / Страница
/ Родитель 5 0 R
/ Содержание [1154 0 R 1155 0 R 1156 0 R 1157 0 R 1158 0 R 1159 0 R 1160 0 R]
/ MediaBox [0 0 1191 842]
/ CropBox [0 0 1191 842]
>>
endobj
97 0 объект
>
/ ProcSet [/ PDF / Text]
/ XObject
>
/ ExtGState 1168 0 R
>>
/ VP [1169 0 R]
/ Тип / Страница
/ Родитель 5 0 R
/ Содержание [1170 0 R 1171 0 R 1172 0 R 1173 0 R 1174 0 R 1175 0 R 1176 0 R]
/ MediaBox [0 0 1191 842]
/ CropBox [0 0 1191 842]
>>
endobj
98 0 объект
>
/ ProcSet [/ PDF / Text]
/ XObject
>
/ ExtGState 1183 0 R
>>
/ VP [1184 0 R]
/ Тип / Страница
/ Родитель 5 0 R
/ Содержание [1185 0 R 1186 0 R 1187 0 R 1188 0 R 1189 0 R 1190 0 R 1191 0 R]
/ MediaBox [0 0 1191 842]
/ CropBox [0 0 1191 842]
>>
endobj
99 0 объект
>
/ XObject
>
/ ExtGState 1198 0 R
/ ColorSpace 1199 0 R
/ Узор 1200 0 R
>>
/ Содержание [1201 0 R 1202 0 R 1203 0 R 1204 0 R 1205 0 R 1206 0 R 1207 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 595 842]
/ CropBox [0 0 595 842]
>>
endobj
100 0 объект
>
/ XObject
>
/ ExtGState 1214 0 R
/ ColorSpace 1215 0 R
/ Узор 1216 0 R
>>
/ Родитель 5 0 R
/ Содержание [1217 0 R 1218 0 R 1219 0 R 1220 0 R 1221 0 R 1222 0 R 1223 0 R 1224 0 R 1225 0 R]
/ Тип / Страница
/ MediaBox [0 0 595 842]
/ CropBox [0 0 595 842]
>>
endobj
101 0 объект
>
/ XObject
>
/ ExtGState 1228 0 R
/ ColorSpace 1229 0 R
/ Узор 1230 0 R
>>
/ Родитель 5 0 R
/ Содержание [1231 0 R 1232 0 R 1233 0 R 1234 0 R 1235 0 R 1236 0 R 1237 0 R 1238 0 R 1239 0 R]
/ Тип / Страница
/ MediaBox [0 0 595 842]
/ CropBox [0 0 595 842]
>>
endobj
102 0 объект
>
/ ProcSet [/ PDF / Text / ImageB / ImageC / ImageI]
/ XObject
>
>>
/ Содержание [1244 0 R 1245 0 R 1246 0 R 1247 0 R 1248 0 R 1249 0 R 1250 0 R]
/ Родитель 5 0 R
/ Тип / Страница
/ MediaBox [0 0 595. 32 841,92]
/ CropBox [0 0 595,32 841,92]
/ Группа 1251 0 р
>>
endobj
105 0 объект
>
endobj
103 0 объект
>
endobj
104 0 объект
>
endobj
201 0 объект
>
endobj
106 0 объект
>
endobj
107 0 объект
>
endobj
108 0 объект
>
endobj
109 0 объект
>
endobj
110 0 объект
>
endobj
111 0 объект / Тип / OCG
>>
endobj
112 0 объект
>
endobj
113 0 объект
>
endobj
114 0 объект
>
endobj
115 0 объект
>
endobj
116 0 объект / Тип / OCG
>>
endobj
117 0 объект
>
endobj
118 0 объект / Тип / OCG
>>
endobj
119 0 объект
>
endobj
120 0 объект / Тип / OCG
>>
endobj
121 0 объект
>
endobj
122 0 объект / Тип / OCG
>>
endobj
123 0 объект
>
endobj
124 0 объект / Тип / OCG
>>
endobj
125 0 объект
>
endobj
126 0 объект / Тип / OCG
>>
endobj
127 0 объект
>
endobj
128 0 объект
>
endobj
129 0 объект
>
endobj
130 0 объект
>
endobj
131 0 объект
>
endobj
132 0 объект
>
endobj
133 0 объект / Тип / OCG
>>
endobj
134 0 объект
>
endobj
135 0 объект
>
endobj
136 0 объект
>
endobj
137 0 объект
>
endobj
138 0 объект
>
endobj
139 0 объект / Тип / OCG
>>
endobj
140 0 объект
>
endobj
141 0 объект / Тип / OCG
>>
endobj
142 0 объект / Тип / OCG
>>
endobj
143 0 объект / Тип / OCG
>>
endobj
144 0 объект / Тип / OCG
>>
endobj
145 0 объект
>
endobj
146 0 объект
>
endobj
147 0 объект
>
endobj
148 0 объект / Тип / OCG
>>
endobj
149 0 объект
>
endobj
150 0 объект / Тип / OCG
>>
endobj
151 0 объект / Тип / OCG
>>
endobj
152 0 объект / Тип / OCG
>>
endobj
153 0 объект
>
endobj
154 0 объект / Тип / OCG
>>
endobj
155 0 объект / Тип / OCG
>>
endobj
156 0 объект / Тип / OCG
>>
endobj
157 0 объект / Тип / OCG
>>
endobj
158 0 объект / Тип / OCG
>>
endobj
159 0 объект / Тип / OCG
>>
endobj
160 0 объект / Тип / OCG
>>
endobj
161 0 объект / Тип / OCG
>>
endobj
162 0 объект / Тип / OCG
>>
endobj
163 0 объект
>
endobj
164 0 объект
>
endobj
165 0 объект / Тип / OCG
>>
endobj
166 0 объект / Тип / OCG
>>
endobj
167 0 объект / Тип / OCG
>>
endobj
168 0 объект / Тип / OCG
>>
endobj
169 0 объект
>
endobj
170 0 объект
>
endobj
171 0 объект / Тип / OCG
>>
endobj
172 0 объект
>
endobj
173 0 объект / Тип / OCG
>>
endobj
174 0 объект
>
endobj
175 0 объект
>
endobj
176 0 объект
>
endobj
177 0 объект / Тип / OCG
>>
endobj
178 0 объект
>
endobj
179 0 объект
>
endobj
180 0 объект
>
endobj
181 0 объект
>
endobj
182 0 объект / Тип / OCG
>>
endobj
183 0 объект / Тип / OCG
>>
endobj
184 0 объект / Тип / OCG
>>
endobj
185 0 объект / Тип / OCG
>>
endobj
186 0 объект / Тип / OCG
>>
endobj
187 0 объект / Тип / OCG
>>
endobj
188 0 объект
>
endobj
189 0 объект
>
endobj
190 0 объект
>
endobj
191 0 объект
>
endobj
192 0 объект
>
endobj
193 0 объект / Тип / OCG
>>
endobj
194 0 объект
>
endobj
195 0 объект
>
endobj
196 0 объект / Тип / OCG
>>
endobj
197 0 объект
>
endobj
198 0 объект / Тип / OCG
>>
endobj
199 0 объект
>
endobj
200 0 объект
>
endobj
209 0 объект
>
ручей
q конечный поток
endobj
210 0 объект
>
ручей
xYmo6 ‘i] g & A [~%: ~ h2L & H: = G’nu,; rv6t] | lȧ 랾} / ~ = anӺ͌L’sN8L’ qRjTAǷFɧӓ9G; deGqd ~ F {? xC8b5ч | ڵ yIKAUvq? p Wyyn7p! l6 «.
32 841,92]
/ CropBox [0 0 595,32 841,92]
/ Группа 1251 0 р
>>
endobj
105 0 объект
>
endobj
103 0 объект
>
endobj
104 0 объект
>
endobj
201 0 объект
>
endobj
106 0 объект
>
endobj
107 0 объект
>
endobj
108 0 объект
>
endobj
109 0 объект
>
endobj
110 0 объект
>
endobj
111 0 объект / Тип / OCG
>>
endobj
112 0 объект
>
endobj
113 0 объект
>
endobj
114 0 объект
>
endobj
115 0 объект
>
endobj
116 0 объект / Тип / OCG
>>
endobj
117 0 объект
>
endobj
118 0 объект / Тип / OCG
>>
endobj
119 0 объект
>
endobj
120 0 объект / Тип / OCG
>>
endobj
121 0 объект
>
endobj
122 0 объект / Тип / OCG
>>
endobj
123 0 объект
>
endobj
124 0 объект / Тип / OCG
>>
endobj
125 0 объект
>
endobj
126 0 объект / Тип / OCG
>>
endobj
127 0 объект
>
endobj
128 0 объект
>
endobj
129 0 объект
>
endobj
130 0 объект
>
endobj
131 0 объект
>
endobj
132 0 объект
>
endobj
133 0 объект / Тип / OCG
>>
endobj
134 0 объект
>
endobj
135 0 объект
>
endobj
136 0 объект
>
endobj
137 0 объект
>
endobj
138 0 объект
>
endobj
139 0 объект / Тип / OCG
>>
endobj
140 0 объект
>
endobj
141 0 объект / Тип / OCG
>>
endobj
142 0 объект / Тип / OCG
>>
endobj
143 0 объект / Тип / OCG
>>
endobj
144 0 объект / Тип / OCG
>>
endobj
145 0 объект
>
endobj
146 0 объект
>
endobj
147 0 объект
>
endobj
148 0 объект / Тип / OCG
>>
endobj
149 0 объект
>
endobj
150 0 объект / Тип / OCG
>>
endobj
151 0 объект / Тип / OCG
>>
endobj
152 0 объект / Тип / OCG
>>
endobj
153 0 объект
>
endobj
154 0 объект / Тип / OCG
>>
endobj
155 0 объект / Тип / OCG
>>
endobj
156 0 объект / Тип / OCG
>>
endobj
157 0 объект / Тип / OCG
>>
endobj
158 0 объект / Тип / OCG
>>
endobj
159 0 объект / Тип / OCG
>>
endobj
160 0 объект / Тип / OCG
>>
endobj
161 0 объект / Тип / OCG
>>
endobj
162 0 объект / Тип / OCG
>>
endobj
163 0 объект
>
endobj
164 0 объект
>
endobj
165 0 объект / Тип / OCG
>>
endobj
166 0 объект / Тип / OCG
>>
endobj
167 0 объект / Тип / OCG
>>
endobj
168 0 объект / Тип / OCG
>>
endobj
169 0 объект
>
endobj
170 0 объект
>
endobj
171 0 объект / Тип / OCG
>>
endobj
172 0 объект
>
endobj
173 0 объект / Тип / OCG
>>
endobj
174 0 объект
>
endobj
175 0 объект
>
endobj
176 0 объект
>
endobj
177 0 объект / Тип / OCG
>>
endobj
178 0 объект
>
endobj
179 0 объект
>
endobj
180 0 объект
>
endobj
181 0 объект
>
endobj
182 0 объект / Тип / OCG
>>
endobj
183 0 объект / Тип / OCG
>>
endobj
184 0 объект / Тип / OCG
>>
endobj
185 0 объект / Тип / OCG
>>
endobj
186 0 объект / Тип / OCG
>>
endobj
187 0 объект / Тип / OCG
>>
endobj
188 0 объект
>
endobj
189 0 объект
>
endobj
190 0 объект
>
endobj
191 0 объект
>
endobj
192 0 объект
>
endobj
193 0 объект / Тип / OCG
>>
endobj
194 0 объект
>
endobj
195 0 объект
>
endobj
196 0 объект / Тип / OCG
>>
endobj
197 0 объект
>
endobj
198 0 объект / Тип / OCG
>>
endobj
199 0 объект
>
endobj
200 0 объект
>
endobj
209 0 объект
>
ручей
q конечный поток
endobj
210 0 объект
>
ручей
xYmo6 ‘i] g & A [~%: ~ h2L & H: = G’nu,; rv6t] | lȧ 랾} / ~ = anӺ͌L’sN8L’ qRjTAǷFɧӓ9G; deGqd ~ F {? xC8b5ч | ڵ yIKAUvq? p Wyyn7p! l6 «. 2 # b; 83UUlJϷYA1V? KTrh
`Я
j> 8o
2 # b; 83UUlJϷYA1V? KTrh
`Я
j> 8o
Типы, материалы и стандарты фитингов для стыковой сварки труб
Что такое фитинги для стыковой сварки?
Фитинги для стыковой сварки труб — один из самых популярных типов соединения в трубопроводных системах. Трубные фитинги имеют соединительный конец для стыковой сварки (BW) , который называется фитинги для стыковой сварки . Фитинги для стыковой сварки используются для соединения стальных труб или трубопроводных фитингов, которые имеют одинаковый размер и график концов для стыковой сварки.Он предназначен для изменения направления и диаметра трубы, разветвления или окончания системы труб. Концы фитингов для стыковой сварки обычно представляют собой гладкие или скошенные концы. Фитинги для стыковой сварки доступны в размерах от ½ до 72 дюймов.
Фитинги для стыковой сварки углеродистой стали
Обычно фитинги для стыковой сварки включают:
Колено для стыковой сварки труб: Колено 45 градусов, колено 90 градусов, колено 180 градусов, колено с длинным радиусом (колено LR), колено с коротким радиусом (отвод SR)
Тройники для стыковой сварки : тройник равный, тройник переходной, тройник боковой, тройник с решеткой, тройник разъемный
отводы для стыковой сварки индукционным нагревом : отводы 3D, 5D, 7D, 10D
Переходник для стыковой сварки труб : переходник концентрический, переходник эксцентрический
Заглушка для стыковой сварки труб, крестовина для стыковой сварки, заглушка для стыковой сварки, изоляционное соединение для стыковой сварки, седло для стыковой сварки и т. Д.
Д.
Материалы для стыковой сварки труб:
Материал фитингов для стыковой сварки труб может быть углеродистой сталью , нержавеющей сталью или легированной сталью , а также другими сплавами, такими как сплав на основе никеля, титановый сплав.
Углеродистая сталь: ASTM A234 WPB, ASTM A234 WPC, ASTM A420 WPL6, MSS SP-75 WPHY42, WPHY52, WPHY60, WPHY65, WPHY70, S235, S355, ST37.2, SS400, ГОСТ CT20 и т. Д.
Нержавеющая сталь: ASTM A403, ASTM A312, WP304, WP304L, WP316, WP316L и т. Д.
Легированная сталь: ASTM A234 WP1, WP5, WP9, WP11, WP22, WP91, ASTM A860 WPL6 и т. Д.
Стандарты фитингов для стыковой сварки труб:
Наша Haihao Group может производить фитинги для стыковой сварки труб в соответствии со всеми этими стандартами, а именно:
Стандарт ANSI / ASME:
- ANSI / ASME B16.9 — Фитинги из кованой стали для стыковой сварки, изготовленные на заводе, включая колена, тройники, переходники, размеры крышек.
- ANSI / ASME B16.28-Стыковой сварной шов; отводы с коротким радиусом и возврат
Стандарт DIN EN:
- DIN EN 10253-Фитинги для стыковой сварки, колена, возвратные колена, концентрические и эксцентрические переходники, равные и переходные тройники и заглушки
ГОСТ:
- ГОСТ 17375 — Фитинги стыковые приварные из углеродистой и низколегированной стали
- ГОСТ 17376 — Фитинги стыковые приварные из углеродистой и низколегированной стали .
- ГОСТ 17378 — Фитинги стыковые приварные из углеродистой и низколегированной стали, переходник .
- ГОСТ 17379 — Фитинги стыковые приварные из углеродистой и низколегированной стали .
- ГОСТ 17380 — Фитинги для стыковой сварки углеродистых и низколегированных сталей Общие технические условия
- ГОСТ 30753 — Фитинги для стыковой сварки углеродистых и низколегированных сталей отводы остроугольные типа 2Д (R = DN) Конструкция
Стандарт JIS:
- JIS B2311-Стальные фитинги для сварки встык для обычного использования.
- JIS B2312-Стальные фитинги для стыковой сварки труб
- JIS B2313-Стальные пластины для стыковой сварки труб
Стандарт KS:
- KS B1522-Стальные фитинги для стыковой сварки труб для обычного использования и топливного газа.
- KS B1541-Фитинги стальные для стыковой сварки.
- KS B1543-Фитинги для стыковой сварки листовой стали.
Стандарт MSS:
- MSS SP-43-Фитинги для стыковой сварки из нержавеющей стали.
- MSS SP-75-Технические условия на сварные фитинги для стыковой сварки в условиях высоких испытаний.
Китайский стандарт:
- ГБ / т 12459
- ГБ / т 13401
- SH / T 3408
- HGJ528
- SY / T0510
Haihao Group имеет более 30 лет фитингов для стыковой сварки опыта производства, мы можем поставить подходящую продукцию по вашему запросу. Помимо этих стандартных продуктов, мы также можем поставить индивидуальные фитинги для стыковой сварки.Если вы хотите узнать больше о наших трубопроводах, напишите нам: sales@haihaogroup.com
Помимо этих стандартных продуктов, мы также можем поставить индивидуальные фитинги для стыковой сварки.Если вы хотите узнать больше о наших трубопроводах, напишите нам: sales@haihaogroup.com
Законы Узбекистана | Официальная нормативная библиотека — ГОСТ 5264-80
Продукт содержится в следующих классификаторах:
Конструкция (макс.) » Стандарты » Прочие государственные стандарты, применяемые в строительстве » 25 Машиностроение »
Правила сварки » Сварочные работы »
Классификатор ISO » 25 МАШИНОСТРОЕНИЕ » 25.160 Сварка, пайка твердым припоем » 25.160.40 Сварка и сварка »
Национальные стандарты »
25 МАШИНОСТРОЕНИЕ »
25.160 Сварка, пайка твердым припоем »
25. 160.40 Сварка и сварка »
160.40 Сварка и сварка »
Национальные стандарты для сомов » Последнее издание » V Металлы и изделия из них » V0 Общие правила и положения по металлургии » V05 Сварка и резка металлов.Пайка, клепка »
В качестве замены:
ГОСТ 5264-69 — Швы сварных соединений. Ручная дуговая сварка. Основные типы и конструктивные элементы
Ссылки на документы:
ГОСТ 16037-80 — Соединения сварные стальных трубопроводов. Основные типы, элементы конструкции и размеры
Ссылка на документ:
АТК 24.202.12-90 — Отбойники сетчатые из гофрированного рукава. Параметры, конструкция и основные размеры
АТК 24.218.02-90 — Кольца арматурные для сосудов и аппаратов. Конструкция, размеры и технические требования
АТК 24.218.03-90 — Лестница. Дизайн, размеры и характеристики
АТК 26-18-10-94 — Устройства для установки приборов измерения температуры для номинального давления от 0,6 до 16,0 МПа. Вилки. Общие технические требования
Вилки. Общие технические требования
АТК 26-18-14-98 — Фланцы сосудов и аппаратов стали плоские приварные на условное давление до 0,1 МПа Ру. Конструкция, размеры и общие технические требования
АТК 26-18-5-93: Альбом типовых дизайнов.Заглушки стальные токарные для фланцев арматуры. Дизайн, размеры и характеристики
DiOR 05: Методика диагностики технического состояния и определения остаточного ресурса технологического оборудования нефтеперерабатывающих и нефтехимических заводов
ГОСТ 10272-77 — Насосы центробежные двухходовые. Спецификация
ГОСТ 10403-80 — Мастерки стальные конструкционные. Технические требования
ГОСТ 10512-78 — Сепараторы магнитные и электромагнитные. Спецификация
ГОСТ 10617-83 — Котлы отопительные с тепловой мощностью от 0.От 10 до 3,15 мВт
ГОСТ 11265-73 — Битц. Технические характеристики
ГОСТ 1142-90 — Тележки грузовые конные. Технические характеристики
ГОСТ 12367-85 — Мельницы трубные мелющие. Общие технические условия
Общие технические условия
ГОСТ 12393-2013 — Арматура линейная для путевых сетей железных дорог. Общие общие требования
ГОСТ 12393-77 — Арматура для воздушных путей электрических железных дорог. Общие технические условия
ГОСТ 13276-79 — Метизы воздушных линий связи.Общие технические условия
ГОСТ 13524-68 — Колеса цельнолитые для безрельсового транспорта. Технические характеристики
ГОСТ 13531-74 — Бетоноукладчики для заводов сборного железобетона
.ГОСТ 13716-73 — Устройства строповочные для сосудов и аппаратов. Технические характеристики
ГОСТ 13950-91 — Бочки стальные сварные и гнутые
.ГОСТ 13981-77 — Формы для железобетонных напорных труб, изготовленных методом виброгидропрессования. Технические характеристики
ГОСТ 13981-87 — Формы для железобетонных напорных труб, изготовленных методом виброгидропрессования.Технические характеристики
ГОСТ 14098-2014 — Соединения арматуры и вкладышей сварные для железобетонных конструкций. Типы, конструкции и размеры
Типы, конструкции и размеры
ГОСТ 14098-91 — Соединения арматуры и вставок сварные для железобетонных конструкций. Типы, конструкции и размеры
ГОСТ 14114-85 — Установки судостроительные. Монтажные проушины. Дизайн и размеры
ГОСТ 14115-85 — Приспособления для судостроения. Продолговатые ушки для монтажа. Дизайн и размеры
ГОСТ 14116-85 — Установки судостроительные.Избирательные проушины. Технические требования
ГОСТ 14771-76 — Дуговая сварка в защитных газах. Сварные соединения. Основные типы, элементы конструкции и размеры
ГОСТ 14911-82 — Детали трубопроводов стальные. Подвижные опоры труб. Типы и основные размеры
ГОСТ 15102-75 — Тара закрытая металлическая универсальная номинальной массой брутто 5,0 тн. Технические характеристики
ГОСТ 15850-84 — Парашюты шахтные для клетки
.ГОСТ 15851-84 — Устройства подвесные для карьерных клетей
.ГОСТ 16140-77 — Стеллажи разборные.Технические характеристики
ГОСТ 17032-2010 — Резервуары стальные горизонтальные для нефтепродуктов. Технические характеристики
Технические характеристики
ГОСТ 17366-80 — Бочки стальные сварные толстостенные для химической продукции
.ГОСТ 18103-84 — Установки для изготовления железобетонных объемных элементов сантехнических кабин и лифтовых шахт. Технические характеристики
ГОСТ 18104-81 — Формы стальные для производства железобетонных центрифугированных безнапорных труб. Спецификация
ГОСТ 18896-73 — Бочки стальные толстостенные для химической продукции.Технические характеристики
ГОСТ 19191-73 — Винты такелажные с автоматической остановкой. Технические характеристики
ГОСТ 19804.6-83 — Сваи кольцевидные и трубчатые железобетонные. Конструкция и размеры
ГОСТ 19804.7-83 — Сваи двухконсольные железобетонные для сельскохозяйственных построек. Конструкция и размеры
ГОСТ 19822-88 — Тара промышленная. Технические характеристики
ГОСТ 2021-90 — Люки стальные судовые. Технические характеристики
ГОСТ 20259-80 — Емкости универсальные
.
ГОСТ 20435-75 — Тара закрытая металлическая универсальная номинальной массой брутто 3,0 тн.Технические характеристики
ГОСТ 2056-77 — Кровати секционные для военнослужащих. Технические характеристики
ГОСТ 20572-83 — Насосы и насосные агрегаты двухвинтовые. Спецификация
ГОСТ 20791-83 — Насосы центробежные с мокрым ротором. Технические требования
ГОСТ 21028-75 — Станки для обработки отверстий формовочных коробок и шаблонов. Технические характеристики
ГОСТ 21029-75 — Бочки алюминиевые для химической продукции
.ГОСТ 21130-75 — Изделия электрические. Клеммы заземления и знаки заземления
ГОСТ 21133-75 — Поддоны ящичные специализированные для картофеля, овощей, фруктов, бахчевых и бахчевых культур.Спецификация
ГОСТ 21133-87 — Поддоны ящичные специализированные для картофеля, овощей, фруктов, бахчевых и бахчевых культур
. ГОСТ 21561-2017 — Цистерны автомобильные для транспортировки углеводородного газа давлением до 1,8 МПа.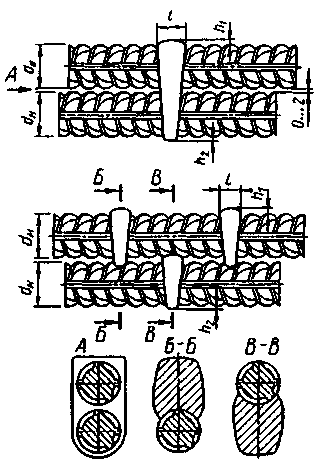 Технические требования и методы испытаний
Технические требования и методы испытаний
ГОСТ 21561-76 — Цистерны автомобильные для перевозки сжиженного углеводородного газа давлением до 1,8 МПа. Общие технические условия
ГОСТ 21807-76 — Ковши транспортировочные для бетонной смеси объемом 2 куб. М.Общие технические условия
ГОСТ 22130-2018 — Детали трубопроводов стальные. Подвижные опоры и вешалки. Технические характеристики
ГОСТ 22130-86 — Детали трубопроводов стальные. Подвижные опоры и подвески Технические характеристики
ГОСТ 22133-86 — Покрытия лакокрасочные для металлорежущего, кузнечно-прессового, литейного и деревообрабатывающего оборудования
.ГОСТ 22225-76 — Контейнеры универсальные полной массой 0,625 и 1,25 тн. Технические характеристики
ГОСТ 22390-77 — Боксы автомобильные.Детали и схемы приспособлений для размещения монтажных инструментов. Технические требования
ГОСТ 22661-77 — Грейферы для контейнеров полной массой 3,0, 5,0 и 6,0 т.
ГОСТ 22685-89 — Формы для изготовления контрольных образцов бетона. Технические характеристики
ГОСТ 22779-77 — Комплектующие к вертикальным цилиндрическим резервуарам для хранения нефтепродуктов. Сифонные краны. Основные параметры и размеры. Технические требования
ГОСТ 22797-83 — Узлы сборочные и детали трубопроводов.Абатмент для отводов на Пном 9,81-98,1 МПа (100-1000 кгс / см кв). Конструкция и размеры
ГОСТ 22956-83 — Стропы цепные механизированные для крепления грузов на автотранспортных средствах. Спецификация
ГОСТ 23074-85 — Россыпи жидких органических удобрений
.ГОСТ 23092-78 — Ящик секционный для топографических карт. Технические характеристики
ГОСТ 23118-2012 — Металлоконструкции строительные. Общие технические условия
ГОСТ 23118-78 — Металлоконструкции строительные.Общие технические условия
ГОСТ 23118-99 — Конструкции стальные строительные. Общие технические условия
ГОСТ 23173-96 — Тачки садовые
.
ГОСТ 23476-79 — Устройства опоры контактного троллейбуса трамваев и троллейбусов. Общие технические условия
ГОСТ 23478-79 — Форма для возведения монолитных бетонных и железобетонных конструкций. Классификация и общие технические требования
ГОСТ 23484-79 — Установки электрогидравлические для удаления стержней.Технические требования
ГОСТ 2361-74 — Ограничители для откидных крышек корпусов. Технические характеристики
ГОСТ 24201-80 — Детали соединительные и крепежные стеклянных трубопроводов
.ГОСТ 24259-80 — Оборудование монтажное для временного крепления и регулировки элементов конструкций здания. Классификация и общие технические требования
ГОСТ 24379.1-2012 — Болты фундаментные. Конструкция и размеры
ГОСТ 24379.1-80 — Болты фундаментные. Конструкция и размеры
ГОСТ 24618-81 — Шипы стальные.Технические характеристики
ГОСТ 24752-81 — Шины троллейбусы напряжением до 1 000 В
.
ГОСТ 25781-83 — Формы стальные для железобетонных элементов. Технические характеристики
ГОСТ 25878-85 — Формы стальные для железобетонных элементов. Поддоны. Конструкция и размеры
ГОСТ 26155-84 — Бочки из коррозионно-стойкой стали
.ГОСТ 26314-84 — Трапы судовые стационарные. Технические характеристики
ГОСТ 26314-98 — Трапы судовые стационарные. Технические характеристики
ГОСТ 26346-84 — Шины осветительные на напряжение переменного тока до 660 В
.ГОСТ 26429-2018 — Металлоконструкции подвесных транспортных путей.Технические характеристики
ГОСТ 26429-85 — Металлоконструкции подвесных транспортных путей. Технические характеристики
ГОСТ 26756-2016 — Мебель для предприятий торговли. Общие технические условия
ГОСТ 26756-85 — Мебель для предприятий торговли. Общие технические условия
ГОСТ 26804-2012 — Ограждения безопасности дорожные металлические. Технические характеристики
ГОСТ 27204-87 — Формы стальные для железобетонных элементов. Стороны. Конструкция и размеры
Стороны. Конструкция и размеры
ГОСТ 28041-89 — Крестовины, изоляторы секционные и крестовины контактных систем трамваев и троллейбусов
.ГОСТ 28408-89 — Подъемники ручные и тележки.Общие технические условия
ГОСТ 28759.5-90 — Фланцы сосудов и аппаратов
.ГОСТ 28870-90 — Сталь. Методы испытаний на растяжение толстолистового проката по толщине
г.ГОСТ 29166-91 — Аттракционы механические. Стальные конструкции. Основные правила оформления
ГОСТ 30245-2003 — Профили стальные гнутые закрытые сварные квадратного и прямоугольного сечения для строительных конструкций. Технические характеристики
ГОСТ 30245-2012 — Профили стальные гнутые закрытые сварные квадратного и прямоугольного сечения для строительства.Технические характеристики
ГОСТ 30245-94 — Профили стальные гнутые сварные замкнутые квадратного или прямоугольного сечения, предназначенные для использования в стальных конструкциях
. ГОСТ 30765-2001 — Тара транспортная металлическая. Общие технические условия
Общие технические условия
ГОСТ 30767-2002 — Оборудование газлифтное скважинное. Требования безопасности и методы испытаний
ГОСТ 30768-2001 — Оборудование нефтепромысловое управляющее головное. Методы испытаний
ГОСТ 30894-2003 — Оборудование устье производственное. Общие технические требования
ГОСТ 31.0151.01-90: Установщики универсальные и специальные
.ГОСТ 31.111.42-83 — Детали и узлы навесного оборудования для металлорежущих станков
.ГОСТ 31.211.42-93 — Элементы и сборочные единицы съемной арматуры для сборки и сварки
.ГОСТ 31173-2003 — Двери стальные. Технические характеристики
ГОСТ 31173-2016 — Двери стальные. Технические характеристики
ГОСТ 31174-2003 — Ворота металлические. Общие технические условия
ГОСТ 31174-2017 — Ворота металлические.Общие технические условия
ГОСТ 31385-2016 — Резервуары стальные цилиндрические вертикальные для нефти и нефтепродуктов.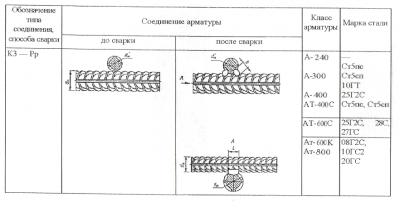 Общие технические условия
Общие технические условия
ГОСТ 31824-2012 — Туманоуловители волокнистые. Типы и основные параметры. Требования безопасности. Методы тестирования
ГОСТ 31826-2012 — Оборудование газоочистное и пылеулавливающее. Карманные фильтры. Мокрое пылеулавливающее оборудование. Требование безопасности. Методы тестирования
ГОСТ 31830-2012 — Электрофильтры. Требования безопасности и методы испытаний
ГОСТ 31831-2012 — Пылеуловители центробежные.Требования безопасности и методы испытаний
ГОСТ 31832-2012 — Приводы штанговых насосов. Общие технические требования
ГОСТ 31834-2012 — Газоочистители адсорбционные. Требования безопасности и методы испытаний
ГОСТ 31837-2012 — Газоочистители закрытые. Требования безопасности и методы испытаний
ГОСТ 31841-2012 — Нефтяная и газовая промышленность. Оборудование для обслуживания скважин. Общие технические требования
ГОСТ 31844-2012 — Нефтяная и газовая промышленность. Буровое и производственное оборудование. Подъемное оборудование. Общее техническое оборудование
Буровое и производственное оборудование. Подъемное оборудование. Общее техническое оборудование
ГОСТ 32020-2012 — Опоры эластомерные для мостостроения. Технические характеристики
ГОСТ 32504-2013 — Нефтяная и газовая промышленность. Скважинное оборудование. Жидкостные центробежные сепараторы песочных фильтров. Общие технические требования
ГОСТ 32623-2014 — Устройства натяжные автоматические контактной ж / д дороги. Общие технические условия
ГОСТ 32947-2014 — Дороги автомобильные общего пользования.Опоры стационарного электрического освещения. Технические требования
ГОСТ 32949-2014 — Дороги автомобильные общего пользования. Опоры стационарного электрического освещения. Методы контроля
ГОСТ 32955-2014 — Дороги общего пользования. Лотки для дренажа дорог. Технические характеристики
ГОСТ 33164.1-2014 — Оборудование горное. Амортизаторы крыши с приводом от длинных забоев Раздел поддержки. Общие технические условия
ГОСТ 33810-2016 — Бочки металлические для пищевых жидкостей. Технические характеристики
Технические характеристики
ГОСТ 33976-2016 — Соединения сварные стальных конструкций железнодорожного подвижного состава.Требования к проектированию, внедрению и контролю качества
ГОСТ 34011-2016 — Системы газораспределения. Заблокируйте станции сдачи газа. Кабинетные станции сдачи газа. Общие технические требования
ГОСТ 34329-2017 — Опалубки. Общие технические условия
ГОСТ 34433-2018 — Магистральные трубопроводы для транспортировки нефти и нефтепродуктов. Трансформаторные комплектные подстанции напряжением от 35 до 220 кВ. Общие технические условия
ГОСТ 3849-78 — Принадлежности к вертикальным цилиндрическим строительным резервуарам для пертолеумных продуктов.Шарниры чугунные для поворотной трубы
ГОСТ 5037-97 — Бидоны металлические для молока и молочных продуктов
.ГОСТ 5464-75 — Понтоны напорных плавучих буровых трубопроводов и трубопроводов. Общие технические условия
ГОСТ 6247-79 — Бочки стальные сварные с обручами на гильзе
.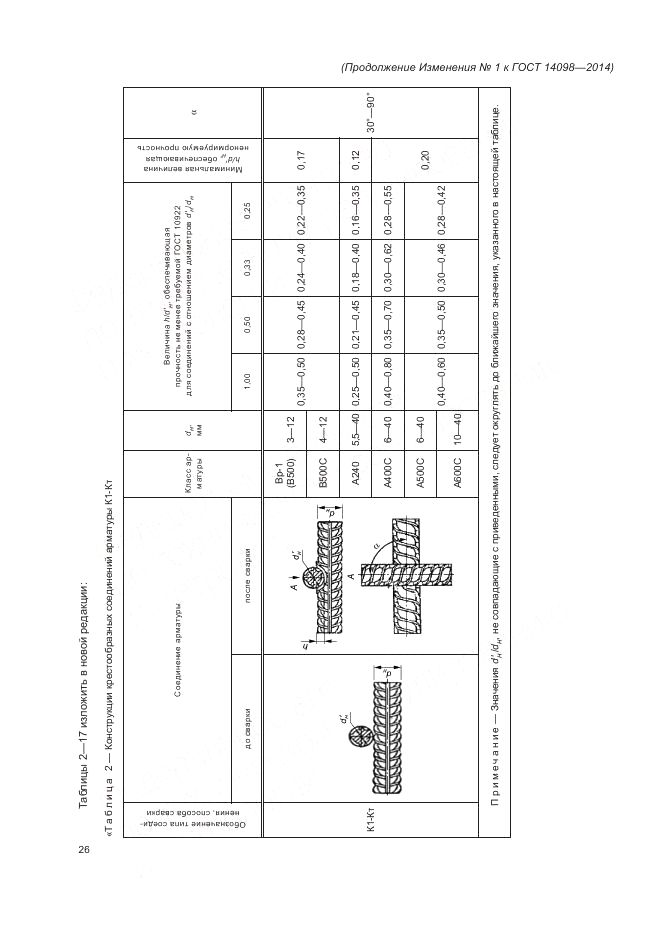
ГОСТ 6619-75 — Крючки пластинчатые одинарные и двурогие. Технические характеристики
ГОСТ 7075-80 — Краны мостовые ручные. Технические условия
.ГОСТ 7496-84 — Комбайны свеклоуборочные
.ГОСТ 766-74 — Анкеры.Общие технические условия
ГОСТ 7890-93 — Краны передвижные однобалочные подвесные. Технические характеристики
ГОСТ 8497-78 — Якорь Матросова. Технические характеристики
ГОСТ 8717-2016 — Ступени бетонные и железобетонные. Спецификация
ГОСТ 9078-84 — Поддоны плоские
.ГОСТ 9570-2016 — Ящики и поддоны пестовые. Общие технические условия
ГОСТ 9570-84 — Поддоны ящичные и почтовые
.ГОСТ Р 18.12.03-2018 — Технология заправки авиатопливом.Фильтрующее оборудование в авиатопливе. Общие технические требования
ГОСТ Р 50059-92 — Краны передвижные однобалочные подвесные. Технические характеристики
ГОСТ Р 50821-95 — Туманоуловители волокнистые. Их виды и основные параметры. Требования безопасности. Методы тестирования
Требования безопасности. Методы тестирования
ГОСТ Р 51110-97 — Средства берегозащиты. Общие технические требования
ГОСТ Р 51177-2017 — Оборудование для воздушных линий. Общие технические требования
ГОСТ Р 51177-98 — Оборудование для воздушных линий.Общие технические условия
ГОСТ Р 51223-98 — Средства берегозащиты. Шлюзы для передачи ценностей. Общие технические условия
ГОСТ Р 51224-98 — Средства берегозащиты. Двери и люки. Общие технические условия
ГОСТ Р 51365-2009 — Нефтяная и газовая промышленность. Буровое и производственное оборудование. Устьевое и елочное оборудование. Общие технические условия
ГОСТ Р 51365-99 — Оборудование нефтепромысловое управляющее головное. Общие технические условия
ГОСТ Р 51382-2011 — Котлы отопительные.Часть 4. Отопительные котлы с наддувными горелками. Особые требования к котлам с наддувными жидкотопливными горелками мощностью до 70 кВт и максимальным рабочим давлением 0,3 МПа. Терминология, особые требования, методы испытаний и маркировка
Терминология, особые требования, методы испытаний и маркировка
ГОСТ Р 51562-2000 — Оборудование газоочистное и пылеулавливающее. Карманные фильтры. Мокрое пылеулавливающее оборудование. Требование безопасности. Методы тестирования
ГОСТ Р 51707-2001 — Электрофильтры. Требования безопасности и методы испытаний
ГОСТ Р 51708-2001 — Пылеуловители центробежные.Требования безопасности и методы испытаний
ГОСТ Р 51763-2001 — Приводы штанговых насосов. Общие технические требования
ГОСТ Р 51878-2002 — Газоочистители адсорбционные. Требования безопасности и методы испытаний
ГОСТ Р 52085-2003 — Опалубки. Общие технические условия
ГОСТ Р 52153-2003 — Ящики радиационно-защитные. Общие технические условия
ГОСТ Р 52170-2003 — Безопасность механизированных аттракционов. Основные правила проектирования металлоконструкций
ГОСТ Р 52212-2004 — Тир.Броневая защита и техническая стойкость к взлому. Общие технические требования
ГОСТ Р 52267-2004 — Бочки металлические для пищевых жидкостей. Технические характеристики
Технические характеристики
ГОСТ Р 52445-2005 — Газоочистители абсорбционные. Требования безопасности и методы испытаний
ГОСТ Р 52502-2005 — Жалюзи-роллеты. Общие технические условия
ГОСТ Р 52502-2012 — Жалюзи-роллеты металлические жалюзи-роллеты. Технические характеристики
ГОСТ Р 52649-2006 — Оснастка для лесосплавов типов «КФ» и «КР».Общие технические условия
ГОСТ Р 52664-2006 — Сваи трубные сварные шпунтовые. Общие технические условия
ГОСТ Р 52664-2010 — Сваи трубные сварные шпунтовые. Технические характеристики
ГОСТ Р 52768-2007 — Центрифуги для производств, работающих с радиоактивными средами. Общие технические требования и методы испытаний
ГОСТ Р 53192-2008 — Конструкции стальные сварные грузовых вагонов. Технические требования
ГОСТ Р 53192-2014 — Соединения сварные стальных конструкций железнодорожного подвижного состава.Требования к проектированию, производству и контролю качества
ГОСТ Р 53254-2009 — Оборудование пожарное. Стационарные наружные пожарные лестницы. Перила крыши зданий. Общие технические требования. Методы испытаний
Стационарные наружные пожарные лестницы. Перила крыши зданий. Общие технические требования. Методы испытаний
ГОСТ Р 53629-2009 — Сваи шпунтовые из стальных холодногнутых профилей. Технические характеристики
ГОСТ Р 53680-2009 — Нефтяная и газовая промышленность. Оборудование для обслуживания скважин. Общие технические требования
ГОСТ Р 53683-2009 — Нефтяная и газовая промышленность.Буровое и производственное оборудование. Подъемное оборудование. Общие технические основы
ГОСТ Р 53961-2010 — Оборудование пожарное. Подземные пожарные краны. Общие технические требования. Методы испытаний
ГОСТ Р 54392-2011 — Электроустановки животноводческих помещений. Методы уравнивания потенциалов
ГОСТ Р 54439-2011 — Котлы центрального отопления газовые. Котлы типа В номинальной тепловой мощностью не более 300 кВт, но не более 1000 кВт
ГОСТ Р 54440-2011 — Котлы отопительные.Часть 1. Отопительные котлы с наддувными горелками.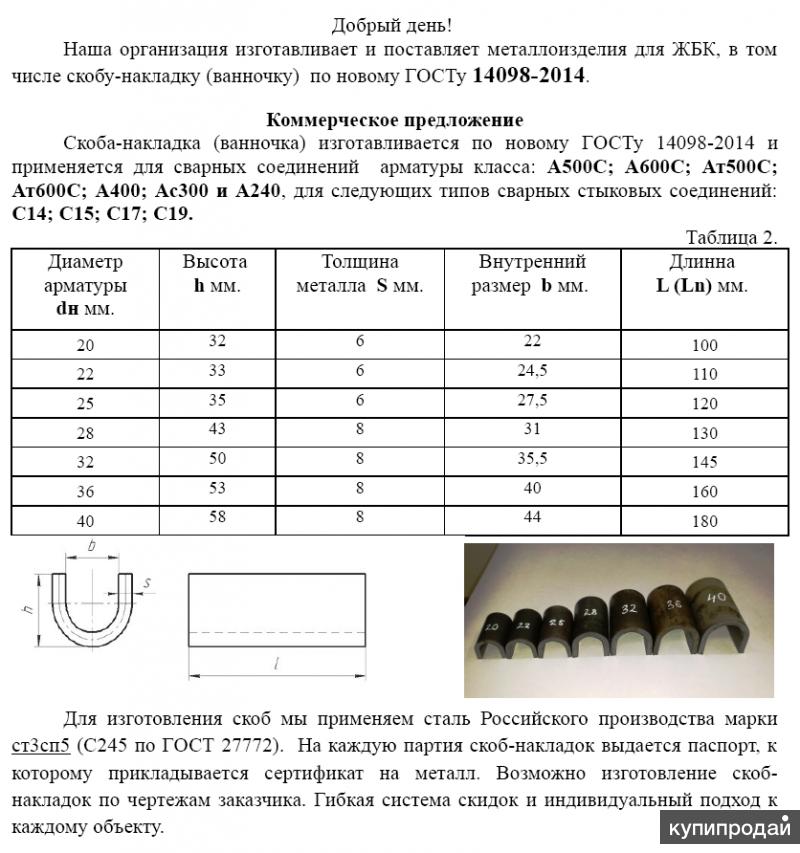 Терминология, общие требования, испытания и маркировка
Терминология, общие требования, испытания и маркировка
ГОСТ Р 54803-2011 — Сосуды стальные сварные под высоким давлением. Общие технические требования
ГОСТ Р 54892-2012 — Монтаж воздухоразделительных установок и другого криогенного оборудования. Общие положения
ГОСТ Р 54960-2012 — Системы газораспределения. Заблокируйте станции сдачи газа. Кабинетные станции сдачи газа. Общие технические требования
ГОСТ Р 55525-2017 — Системы хранения.Регулируемые стеллажи для поддонов. Общие технические условия
ГОСТ Р 55622-2013 — Системы безопасности комплексные. Гидравлические стволы лафета с дистанционным управлением. Общие технические требования
ГОСТ Р 56204-2014 — Котлы паровые и водогрейные стационарные. Стальные конструкции. Общие эксплуатационные условия
ГОСТ Р 56400-2015 — Нефтяная и газовая промышленность. Проектирование и эксплуатация морских терминалов сжиженного природного газа. Общие требования
ГОСТ Р 56622-2015 — Вышки изолирующие съемные для работы на контактной сети железных дорог. Технические характеристики
Технические характеристики
ГОСТ Р 57381-2017 — Системы хранения. Стальные статические стеллажи с ручной загрузкой. Общие технические условия
ГОСТ Р 57991-2017 — Магистральный трубопроводный транспорт нефти и нефтепродуктов. Стальные сваи труб, используемые для устройства фундаментов опор наземных трубопроводов. Общие технические условия
ГОСТ Р 58088-2018 — Оборудование горное. Парашюты шахтные для клеток. Технические характеристики
ГОСТ Р 58089-2018 — Оборудование горное. Подвески для шахтных клетей.Общие технические условия
ГОСТ Р 58115-2018 — Трансформаторы преобразовательные на напряжение от 6 до 110 кВ для тяговых подстанций железных дорог. Общие технические условия
ГОСТ Р 58174-2018 — Тележки корзиночные. Технические характеристики
ГОСТ Р 58249-2018 — Машины для посадки, уборки, послеуборочной обработки картофеля. Технические требования
Руководство к СНиП II-23-81: Руководство к СНиП II-23-81 по проектированию усиления металлоконструкций
Руководство: Руководство по импульсным и маломощным системам пожаротушения
МДК 4-04. 2002: Типовое руководство по эксплуатации резервуаров для хранения горячей воды в системах водоснабжения общего пользования
2002: Типовое руководство по эксплуатации резервуаров для хранения горячей воды в системах водоснабжения общего пользования
МДС 12-22.2005: Рекомендации по применению в строительстве требований нормативных правовых и иных нормативных актов, содержащих государственные нормативные требования по охране труда
МДС 12-41.2008 — Оборудование монтажное для временного крепления сборных элементов возводимых и демонтируемых зданий
МДС 12-60.2011: Производственный проект по монтажу металлоконструкций зданий
МДС 12-61.2012: Проект производства работ по устройству рельсового пути башенного крана с бетонной балкой БРП-62.8.3
МДС 53-2.2004: Диагностика сварных металлоконструкций
MRDS 02-08: Руководство по научно-техническому обеспечению и мониторингу строящихся зданий и сооружений, в том числе большепролетных, высотных и уникальных
НПБ 245-2001 — Лестницы пожарные стационарные для установки вне зданий. Перила крыши зданий.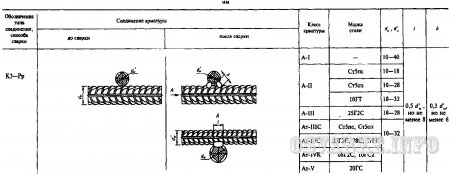 Общие технические требования.Методы испытаний
Общие технические требования.Методы испытаний
НТП 10-12977-2000 — Нормы технологического проектирования предприятий алкогольной промышленности
ODM 218.2.087-2017: Рекомендации по проектированию и устройству водопропускных труб из спирально-волнистых металлических гофрированных труб
ODM 218.2.090-2017: Методические указания по применению трубчатых сварных канавок при строительстве автомобильных дорог
ОСТ 102-55-81 — Детали магистральных трубопроводов стальные сварные по Ру до 10,0 МПа (100 кгс
ОСТ 108.030.106-82 — Сварные стыковые стыки труб поверхностей нагрева с коллекторами стационарных паровых котлов. Основные размеры, дизайн и технические требования.
ОСТ 108.030.30-79 — Котлы стальные конструкционные стационарные. Основные Характеристики.
ОСТ 108.030.41-82 — Сварные стыки арматуры с коллекторами и барабанами стационарных паровых котлов. Основные типы и элементы дизайна, технические требования.
ОСТ 108. 030.45-82 — Воздухонагреватели трубчатые для котлов стационарных.Основные Характеристики.
030.45-82 — Воздухонагреватели трубчатые для котлов стационарных.Основные Характеристики.
ОСТ 108.033.01-86 — Кочегарки механические. Технические условия.
ОСТ 108.101.102-76 — Подогреватели пароводяные. Передние водяные камеры (с плоским дном, двусторонние). Дизайн и размеры.
ОСТ 108.101.103-76 — Подогреватели пароводяные. Передние водяные камеры (с плоским дном, четырехходовые). Дизайн и размеры.
ОСТ 108.101.104-76 — Подогреватели пароводяные. Передние водяные камеры (с эллиптическим дном, двусторонние). Дизайн и размеры.
ОСТ 108.101.105-76 — Подогреватели пароводяные. Передние водяные камеры (с эллиптическим дном, четырехходовые). Дизайн и размеры.
ОСТ 108.101.106-76 — Подогреватели пароводяные. Кормовые водные камеры (с плоским дном, двусторонние). Дизайн и размеры.
ОСТ 108.101.107-76 — Подогреватели пароводяные. Кормовые водные камеры (с плоским дном, четырехходовые). Дизайн и размеры.
ОСТ 108. 101.108-76 — Подогреватели пароводяные. Кормовые водяные камеры (с эллиптическим днищем, двусторонние).Дизайн и размеры.
101.108-76 — Подогреватели пароводяные. Кормовые водяные камеры (с эллиптическим днищем, двусторонние).Дизайн и размеры.
ОСТ 108.101.109-76 — Подогреватели пароводяные. Кормовые водные камеры (с эллиптическим днищем, четырехходовые). Дизайн и размеры.
ОСТ 108.101.110-76 — Подогреватели пароводяные. Крышки. Дизайн и размеры.
ОСТ 108.101.111-76 — Подогреватели пароводяные. Крышки. Дизайн и размеры.
ОСТ 108.313.102-76 — Подогреватели пароводяные. Оболочки. Патрубки с фланцами. Дизайн и размеры.
ОСТ 108.837.01-82 — Ориентиры для контроля остаточной деформации паропроводов ТЭЦ.Технические требования.
ОСТ 108.838.01-75 — Сепаратор непрерывного продувки номинальным диаметром 800 мм. Конструктивно-технические требования.
ОСТ 153-34.0-1000-99А — Узлы и детали подвески трубопроводов станции АЭС Ру
. ОСТ 153-34.0-1000-99А — Детали крепления узлов и трубопроводов станций АЭС. Номинальное давление не более 4,0 МПа.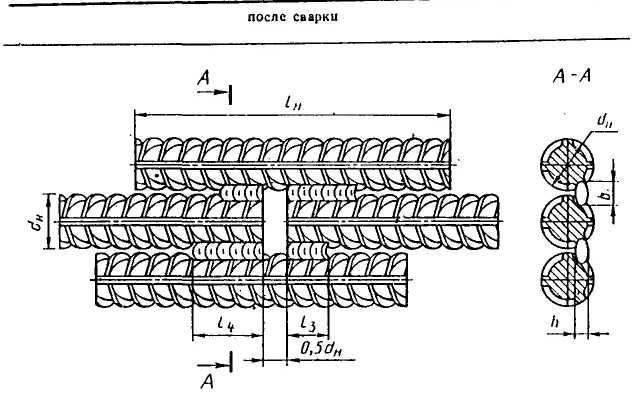 Тяги резьбовые со сцеплением. Дизайн и размеры.
Тяги резьбовые со сцеплением. Дизайн и размеры.
ОСТ 153-34.0-969-99А: Сборочные единицы и детали опор станционных трубопроводов АЭС Ру
.ОСТ 153-34.0-969-99А — Сборка узлов и деталей трубопроводов опорных станций атомных станций. Номинальное давление не более 4,0 МПа. Общие технические требования.
ОСТ 153-34.0-970-99А — Узлы и детали опорные для станционных трубопроводов атомных электростанций Ру
.ОСТ 153-34.0-970-99А — Монтаж узлов и деталей трубопроводов опорных станций атомных станций.Номинальное давление не более 2,5 МПа. Заглушка для прохода через потолок. Дизайн и размеры.
ОСТ 153-34.0-972-99А — Узлы и детали опорные станционные трубопроводы АЭС Ру
.ОСТ 153-34.0-972-99А — Монтаж узлов и деталей трубопроводов опорных станций атомных станций. Номинальное давление не более 1,6 МПа. Опора приварная и раздвижная, направляющая и фиксированная. Дизайн и размеры.
ОСТ 153-34.0-973-99А — Узлы и детали опор станционных трубопроводов АЭС Ру
.
ОСТ 153-34.0-973-99А: Сборка узлов и деталей трубопроводов опорных станций АЭС. Номинальное давление не более 2,5 МПа. Выдвижная опора — это сварная направляющая и фиксированная. Дизайн и размеры.
ОСТ 153-34.0-976-99А — Узлы и детали опор станционных трубопроводов АЭС Ру
.ОСТ 153-34.0-976-99А — Сборка узлов и деталей трубопроводов опорных станций атомных станций. Номинальное давление не более 2,5 МПа. Держатель приварно-раздвижной, направляющей и неподвижных опор.Дизайн и размеры.
ОСТ 153-34.0-978-99А — Узлы и детали опор станционных трубопроводов АЭС Ру
.ОСТ 153-34.0-978-99А — Монтаж узлов и деталей трубопроводов опорных станций атомных станций. Номинальное давление не более 4,0 МПа. Держатели седел, выдвижных, направляющих и неподвижных опор. Дизайн и размеры.
ОСТ 153-34.0-979-99А — Узлы и детали опорные для станционных трубопроводов АЭС Ру
. ОСТ 153-34.0-979-99А: Сборка узлов и деталей трубопроводов опорных станций АЭС. Номинальное давление не более 4,0 МПа. Полуседла и прокладки. Дизайн и размеры.
Номинальное давление не более 4,0 МПа. Полуседла и прокладки. Дизайн и размеры.
ОСТ 24.030.45-74 — Воздухонагреватели трубчатые паровые стационарные котлы. Общие технические условия
ОСТ 24.050.34-84 — Проектирование и изготовление вагонных металлоконструкций. Характеристики.
ОСТ 24.125.105-01 — Подвески трубопроводов ТЭЦ и НТЭС. Затяжной винт. Дизайн и размеры.
ОСТ 24.125.111-01 — Подвески трубопроводов ТЭЦ и НТЭС. Пружинные блоки подвески. Дизайн и размеры.
ОСТ 24.125.112-01 — Подвески трубопроводов ТЭЦ и НТЭС. Опорные пружинные блоки. Дизайн и размеры.
ОСТ 24.125.116-01 — Подвески трубопроводов ТЭЦ и НТЭС. Узлы зажимов с поперечиной. Дизайн и размеры.
ОСТ 24.125.119-01 — Подвески трубопроводов ТЭЦ и НТЭС. Покрышки на опорной балке с проушинами. Дизайн и размеры.
ОСТ 24.125.120-01 — Подвески трубопроводов ТЭЦ и НТЭС.Полузамы для зажимных опор. Дизайн и размеры.
ОСТ 24.125.121-01 — Подвески трубопроводов ТЭЦ и НТЭС.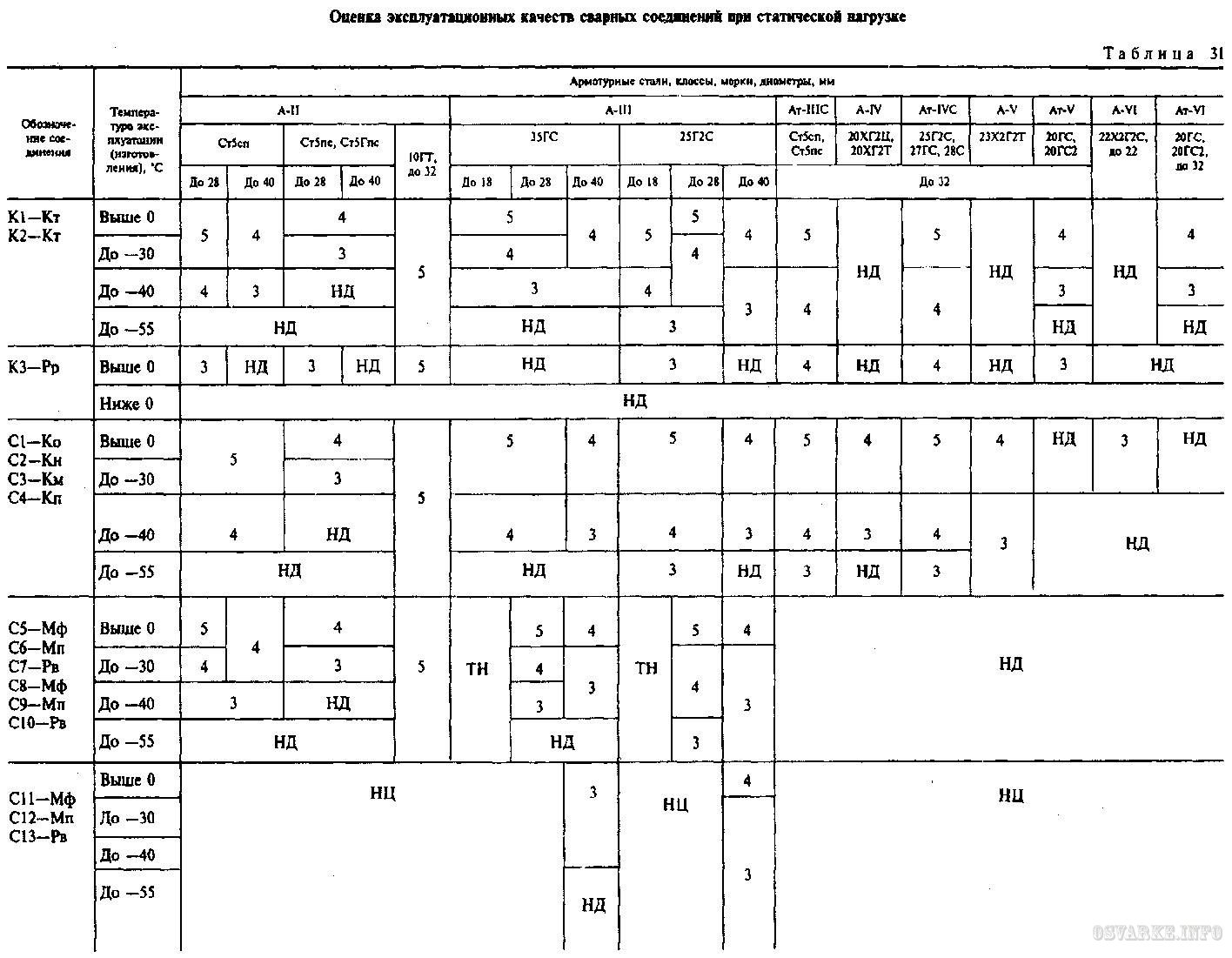 Поддерживайте балки проушинами. Дизайн и размеры.
Поддерживайте балки проушинами. Дизайн и размеры.
ОСТ 24.125.123-01 — Подвески трубопроводов ТЭЦ и НТЭС. Покрышки на опорной балке для пружин. Дизайн и размеры.
ОСТ 24.125.124-01 — Подвески трубопроводов ТЭЦ и НТЭС. Опорные балки для рессор. Дизайн и размеры.
ОСТ 24.125.125-01 — Подвески трубопроводов ТЭЦ и НТЭС. Сварные суспензии на опорной балке с наконечниками.Дизайн и размеры.
ОСТ 24.125.126-01 — Подвески трубопроводов ТЭЦ и НТЭС. Пружина подвески приварены на опорной балке. Дизайн и размеры.
ОСТ 24.125.151-01 — Опоры стационарные для трубопроводов тепловых и атомных электростанций. Дизайн и размеры.
ОСТ 24.125.152-01 — Корпуса стационарных трубных опор тепловых и атомных электростанций. Дизайн и размеры.
ОСТ 24.125.153-01 — Опоры сварные неподвижные и скользящие для трубопроводов тепловых и атомных электростанций.Дизайн и размеры.
ОСТ 24.125.155-01 — Корпуса скользящих опор труб тепловых и атомных электростанций. Дизайн и размеры.
Дизайн и размеры.
ОСТ 24.125.156-01 — Опоры направляющие сварные скользящие для трубопроводов тепловых и атомных электростанций. Дизайн и размеры.
ОСТ 24.125.157-01 — Плиты направляющие для опор трубопроводов ТЭЦ и АЭС. Дизайн и размеры.
ОСТ 24.125.158-01 — Опоры направляющие сварные скользящие для трубопроводов тепловых и атомных электростанций.Дизайн и размеры.
ОСТ 24.125.159-01 — Подшипники качения трубопроводов тепловых и атомных электростанций. Дизайн и размеры.
ОСТ 24.191.08-81 — Подвески крановые крюковые. Дизайн и размеры.
ОСТ 24.200.02-91 — Монтаж узлов стальных трубопроводов на номинальное давление
.ОСТ 24.201.03-90 — Сосуды и аппараты высокого давления стальные. Общие технические требования.
ОСТ 24.895.03 — Домкраты клиновые механические и гидравлические. Параметры, основные размеры, технические требования
ОСТ 24.940.01-90 — Конструкции стальные сварные. Общие технические требования.
ОСТ 24.940.02 — Швы сварных соединений. Вес на метр сварного шва металла
ОСТ 24.940.09-74 — Швы сварные стыковые. Основные виды и элементы дизайна.
ОСТ 26.260.18-2004 — Модули технологические для нефтегазовой отрасли. Общие технические условия
ОСТ 26.260.462-99 — Устройства для установки приборов измерения температуры на PN от 0,6 до 16 МПа. Типы, конструкция, размеры и общие технические требования
ОСТ 26.260.472-2000: устройства для установки манометров и отбора давления. Общие технические требования.
ОСТ 26.260.758-2003 — Металлоконструкции. Общие технические требования.
ОСТ 26-02-601-72 — Решетки опорные под кольцевую набивку. Основные размеры и технические требования.
ОСТ 26-02-602-72 — Балки опорные для кольцевых заделок. Дизайн, основные размеры и технические требования.
ОСТ 26-02-757-79 — Лестницы. Дизайн, размеры и характеристики.
ОСТ 26-04-1036-74 — Сборочные узлы и детали крепления теплых трубопроводов диаметром от 100 до 1020 мм. Дизайн и размеры.
Дизайн и размеры.
ОСТ 26-04-1216-75 — Трубопроводы криогенные. Части дисковых опор. Дизайн и размеры.
ОСТ 26-04-2388-79 — Сварка плавлением сталей. Сварные соединения. Типы, конструктивные элементы и размеры.
ОСТ 26-04-2563-79 — Система стандартов безопасности труда. Оборудование для криогенных продуктов. Защита от статического электричества.Общие требования безопасности.
ОСТ 26-18-5-88 — Агрегаты технологические газовой и нефтяной промышленности. Общие технические требования.
ОСТ 26-2091-93 — Сосуды и оборудование опорные горизонтальные. Дизайн.
ОСТ 26-3-87 — Сварка в химическом машиностроении. Основные положения.
ОСТ 32.100-87 — Ультразвуковой контроль сварных швов сварных соединений мостов, локомотивов и вагонов
.ОСТ 32.48-95 — Резервуары воздушные тягового подвижного состава. Габаритные и установочные размеры и технические требования
ОСТ 34.42.319-77: Детали и узлы пылегазовоздушных каналов тепловых электростанций. Люк 500х600 для плоских поверхностей. Конструкция и размеры.
Люк 500х600 для плоских поверхностей. Конструкция и размеры.
ОСТ 34-10-504-95 — Детали и узлы трубопроводов ТЭС. Фланцевые соединения для дисковых диафрагм трубопроводов ТПС на Pном 2,5 МПа (25 кг / см2). Конструкция и размеры.
ОСТ 34-10-610-93 — Опора стационарная для вертикальных ящиков. Типы и основные размеры.
ОСТ 34-10-612-93 — Агрегат роликовый пружинный. Типы и основные размеры.
ОСТ 34-10-621-93 — Подшипник патрубок сварной. Типы и основные размеры.
ОСТ 34-10-622-93 — Опора трубчатая для поворотных кулаков. Типы и основные размеры.
ОСТ 34-10-623-93 — Опора неподвижная выдвижная. Типы и основные размеры.
ОСТ 34-10-723-93 — Сборка узлов и деталей трубопроводов станции Давление рабочее
.ОСТ 34-10-743-93 — Узел пружинный. Дизайн и размеры.
ОСТ 34-13-910-86 — Стропы грузовые канатные строительные.Технические условия
ОСТ 34-72-645-83 — Металлоконструкции пилонов напряжением 0,38-35 кВ. Основные Характеристики.
Основные Характеристики.
ОСТ 36-13-90 — Щиты и пульты систем автоматизации технологических процессов. Общие технические условия
ОСТ 36-146-88 — Подшипники стальных промышленных трубопроводов на Р 10 МПа. Характеристики.
ОСТ 36-58-81 — Конструкции строительные стальные. Сварка. Базовые требования.
ОСТ 36-60-81 — Сварка при монтаже металлических строительных конструкций.Основные положения.
ОСТ 36-62-81 — Оборудование подъемное. Общие технические требования.
ОСТ 37.002.0444-77 — Узлы сборочные и детали крепления подвесных конвейеров к опорным металлоконструкциям. Конструкция и размеры
ОСТ 95 10440-2002 — Оборудование для радиоактивных сред. Сварные соединения. Типы и размеры и конструктивные элементы.
ПБ 03-381-00 — Правила установки резервуаров стальных цилиндрических вертикальных (спиральных стальных) для нефти и нефтепродуктов
ПГВУ 021-92 — Элементы унифицированные пыле-воздуховода.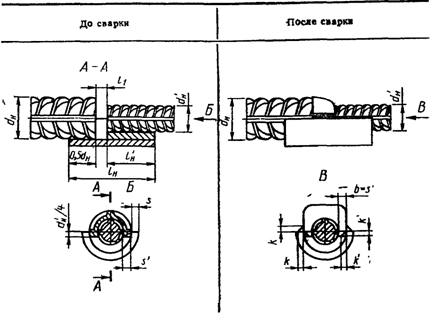 Сварные узлы блоков и элементов воздуховодов пыле- и газоходов ТЭЦ. Дизайн и размеры
Сварные узлы блоков и элементов воздуховодов пыле- и газоходов ТЭЦ. Дизайн и размеры
ПГВУ 242-92 — Компенсаторы линзовые круглые для газо- и воздуховодов (Ду 200 — 6000 мм). Компенсатор однолинзовый круглый для газоходов и воздуховодов
ПГВУ 243-92 — Компенсаторы линзовые круглые для газо- и воздуховодов (Ду 200 — 6000 мм). Компенсатор двойной круглый для газоходов и воздуховодов
ПГВУ 244-92 — Компенсаторы линзовые круглые для газоходов и воздуховодов (Ду 200-6000 мм).Компенсатор трехходовой для газоходов и воздуховодов
ПГВУ 245-92 — Компенсаторы линзовые круглые для газо- и воздуховодов (DN 200-6000 мм). Компенсатор четырехсторонний круглый для газоходов и воздуховодов
ПГВУ 246-92 — Компенсатор прямоугольный одинарный для газоходов и воздуховодов
ПГВУ 247-92 — Компенсатор прямоугольный двухлинзовый для газоходов и воздуховодов
ПГВУ 248-92 — Компенсатор трехпозиционный прямоугольный для газоходов и воздуховодов
ПГВУ 249-92 — Компенсатор четырехгранный прямоугольный для газоходов и воздуховодов
ПКО-2010. 6: Справочные материалы для проектных работ по электрической части проекта
6: Справочные материалы для проектных работ по электрической части проекта
ПНАЭ Г-10-031-92: Основные положения по локализации сварки элементов системы безопасности на атомных станциях
ПНСТ 309-2018 — Дороги общего пользования. Мосты и трубы дорожные. Технические требования
РД 10-138-97 — Обследование крановых путей подъемных механизмов. Часть 1: Общие положения. Правила процедуры
РД 102-002-88 — Машины, инструмент и оборудование для строительства трубопроводов.Проектирование и изготовление.
РД 10-33-93 — Стропы погрузочные и общего назначения. Требования к устройству и безопасной эксплуатации.
РД 153-112-017-97 — Инструкция по диагностике и оценке остаточного ресурса резервуаров стальных вертикальных
РД 153-34.0-04.185-2003 — Машины и оборудование для строительства, технического перевооружения и ремонта объектов энергетики. Требования к конструкции, материалам, изготовлению, приемке и испытаниям
РД 153-34. 0-21.601-98: Типовые методические указания по эксплуатации технологических зданий и сооружений электроэнергетических объектов. Часть II, разделы 1, 2
0-21.601-98: Типовые методические указания по эксплуатации технологических зданий и сооружений электроэнергетических объектов. Часть II, разделы 1, 2
РД 153-34.1-24.505-98 — Рекомендуемая практика выбора форсунок для подачи воды в системы распыления топлива с целью быстрого снижения температуры пылевоздушной смеси в аварийных ситуациях
РД 153-39.4-078-01 — Требования к эксплуатации цистерн на магистральных нефтепродуктопроводах и нефтебазах
РД 16.407-2000: Взрывозащищенное электрооборудование. Ремонт
РД 22-207-88 — Машины подъемные. Общие требования и стандарты производства
РД 22-28-38-2007: Рекомендации по проектированию, производству и безопасной эксплуатации опорных типизации задней башенных кранов для строительных конструкций.
РД 22-326-97 — Краны стреловые самоходные и краны-манипуляторы. Капитальный ремонт. Общие технические условия
РД 24.020.11-93 — Соединения сварные стационарных паровых, газовых и гидравлических турбин.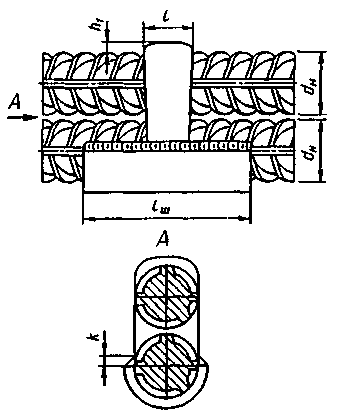 Правила тестирования и стандарты оценки качества.
Правила тестирования и стандарты оценки качества.
РД 24.031.17-88 — Методические указания. Выбор типа и методы расчета сварных соединений двутавров и швеллеров металлоконструкций стационарных паровых котлов.
РД 24.090.97-98 — Подъемно-транспортное оборудование. Требования к строительству, ремонту и реконструкции металлоконструкций кранов.
РД 24.942.02-90 — Электрошлаковая сварка химической и нефтехимической техники из низколегированных и жаропрочных сталей
.РД 26.260.010-2002: Ведущий документ по стандартизации. Перечень нормативной документации по стандартизации на ячейки и устройства, работающие под давлением.
РД 26.260.010-97 — Перечень нормативных документов по стандартизации сосудов под давлением и аппаратуры
РД 26.260.225-2001 — Корпуса цилиндрических сосудов и аппаратов. Технологии, гарантия качества
РД 26-02-77-88 — Аппараты столбчатые. Установка плит. Техника, оборудование, аксессуары
РД 26-8-87 — Сварка сталей хладостойких низколегированных для конструкций, эксплуатируемых при низких температурах
РД 31. 1.02-04: Правила технической эксплуатации подъемно-транспортного оборудования морских торговых портов
1.02-04: Правила технической эксплуатации подъемно-транспортного оборудования морских торговых портов
РД 31.35.13-90 — Инструкция по ремонту гидротехнических сооружений морского транспорта. Минморфлот, Союзморниипроект, 1990
РД 31.44.01-97: Правила технической эксплуатации подъемно-транспортного оборудования морских торговых портов
РД 34 02.028-2007 — Технические правила. Механическое оборудование и специальные металлоконструкции для гидротехнических сооружений. Изготовление, установка и приемка.
РД 34.10.130-96 — Инструкция по визуально-измерительному контролю.
РД 34.21.526-95 — Типовые инструкции по эксплуатации металлических резервуаров для хранения жидкого топлива и горячей воды
РД 34.26.603: Руководство по использованию строительных лесов и люлек для ремонта паровых котлов
РД 36-62-00 — Оборудование подъемное. Общие технические требования.
РД 39-0147014-535-87 — Инструкция по сварке при монтаже и ремонте трубопроводов и ответственных металлоконструкций в организациях и на предприятиях Министерства нефтегазовой промышленности.
РД 413160-02-01297858-03 — Правила защиты от коррозии нефтеналивных резервуаров, динамических и технологических судов-отстойников нефти
РД 50: 48: 0075.03.05: Рекомендации по устройству и безопасной эксплуатации надземных подкрановых путей
РД ЭО 1.1.2.09.0772-2008: Методика оценки технического состояния и ресурсных характеристик систем и средств противопожарной защиты энергоблоков АЭС
РД ЭО 1.1.2.25.0286-2014: Номенклатура однотипных свайных соединений и накладок оборудования и трубопроводов систем АЭС с РУ ВВЭР-440, ВВЭР-1000 и РБМК-1000.Требования
РД РТМ 26-07-246-80 — Правила проектирования, изготовления и контроля сварных соединений стальной трубопроводной арматуры.
Рекомендации: Аспирационные дымовые извещатели VESDA. Часть 1. Область применения
РСТ РСФСР 45-86: Санки детские. Технические условия
РСТ РСФСР 655-81: Ледобуры рыболовные. Общие технические условия
РСТ РСФСР 698-83 — Печи из листовой стали. Технические условия
Технические условия
РСТ РСФСР 746-88 — Коляски односторонние.Общие технические условия
РТМ 108.940.08-85 — Сварные конструкции энергетического оборудования. Общие требования к конструктивному и технологическому проектированию
РТМ 393-94 — Технические руководства по сварке и контролю качества соединений арматуры и закладных элементов бетонных элементов
RU 34-1203-71: Методические указания по устройству пыле-воздуховодов котлоагрегатов
.СН 393-78 — Инструкция по сварке стыков арматуры и закладных частей железобетонных конструкций
.СНиП 3.03.01-87: Несущие и ограждающие конструкции
.СНиП 3.06.04-91: Мосты и трубы
.СНиП 3.07.02-87: Гидротехнические сооружения морского и речного транспорта
СНиП II-В.3-62: Металлоконструкции. Стандарты проектирования
СП 16.13330.2011 — Металлоконструкции
СП 268.1325800.2016 — Транспортные сооружения в сейсмических зонах. Технические условия на сейсмостойкое исполнение
СП 287.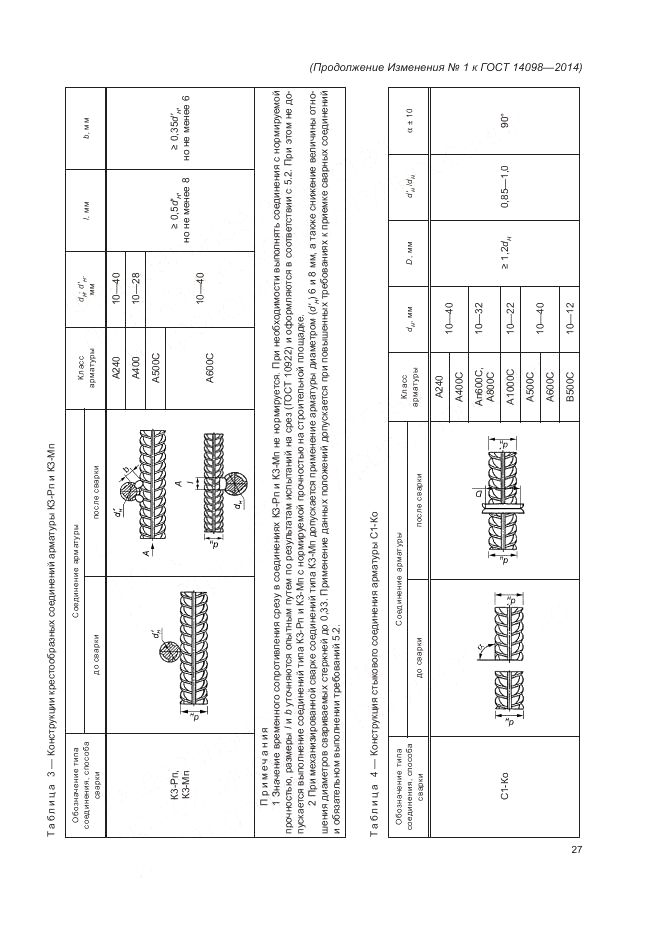 1325800.2016 — Морские причальные сооружения. Правила проектирования и строительства
1325800.2016 — Морские причальные сооружения. Правила проектирования и строительства
СП 294.1325800.2017: Конструкция из стали. Правила оформления
СП 46.13330.2012 — Мосты и трубы
.СП 53-101-98 — Изготовление и контроль качества металлоконструкций для строительства
СП 53-102-2004 — Общие правила проектирования металлоконструкций
СП 70.13330.2012 — Несущие и ограждающие конструкции. Актуализированная живая редакция СНиП 3.03.01-87
СП 83.13330.2016 — Печи промышленные и дымоходы кирпичные
СТ РК 1278-2004 — Системы ограничения проезда.Металлические защитные ограждения. Спецификация
СТ РК 1358-2005 — Сосуды под давлением. Требования к сварке сталей
СТ РК 1454-2005 — Резервуары воздушные тягового железнодорожного состава. Основные требования к конструкции
СТ ЦКБА 025-2006 — Арматура трубопроводная. Сварка и контроль качества сварных соединений. Технические требования
СТ ЦКБА 090-2013 — Арматура трубопроводная. Пневматические приводы и гидроприводы. Общие технические условия
Пневматические приводы и гидроприводы. Общие технические условия
СТБ 1026-2008 — Перила металлические профильные для мостов и путепроводов.Технические условия
СТО 95 12005-2017: Объекты использования атомной энергии. Бетонные работы при сооружении защитной оболочки реакторной установки АЭС. Основные требования и организация контроля качества
ТР 182-08: Технические рекомендации по научно-техническому сопровождению и мониторингу строительства большепролетных, высотных и других уникальных зданий и сооружений
ТУ 102-199-78 — Аппарат лечебно-профилактический для сухих горячих ванн
.ТУ 102-237-85 — Мобильные постройки (инвентарь) блока системы «Вахта».Технические характеристики группы
ТУ 102-314-81 — Бокс унифицированный для производственных и вспомогательных зданий земельных объектов нефтегазовой отрасли
. ТУ 102-377-84 — Комплект элементов мобильных (инвентарных) сборно-разборных зданий конструктивно-конструкторской системы СКЗ-М. Технические характеристики группы
Технические характеристики группы
ТУ 102-390-85 — Платформы низкочастотные колебательные с пространственными колебаниями типа ВПГ
.ТУ 102-416-86 — Гараж железобетонный сборный индивидуального назначения
ТУ 102-425-86 — Комплект конструкций для строительства крана (крана) с пролетом изготовления каркаса конструкций 12 и 18М
.ТУ 102-461-88 — Короб сборный гаражный железобетонный одно- и двухрядный коллективного пользования
.ТУ 102-533-89 — Комплект конструкций на здание без крана с арочным пролетом 12, 15 и 18 м
ТУ 102-587-91 — Ящик производственно-вспомогательный
.ТУ 102-84.3-87: Гараж железобетонный сборный двухэтажный коллективного пользования
ТУ 22-3193-75 — Фильтры воздушные ячеечные типа ФН, ФНР, ФНП, ФНП. Технические условия
ТУ 26-01-355-80 — Электролизеры. Тип СЭС с комплектным оборудованием
ТУ 34-38-20092-94 — Подогреватели поверхностные высокого давления для систем регенерации паровых турбин. Технические условия на капитальный ремонт
Технические условия на капитальный ремонт
ТУ 34-38-20120-94 — Трубопроводы станционных тепловых станций. Общие технические условия на капитальный ремонт
ТУ 34-38-20184-94 — Котлы паровые стационарные.Устройства внутрибарабанного разделения. Технические условия на капитальный ремонт
ТУ 34-38-20189-94 — Горелки газомазутные для паровых стационарных котлов. Технические условия на капитальный ремонт
ТУ 34-38-20190-94 — Горелки типа пылевидные паровые котлы стационарные. Технические условия на капитальный ремонт
ТУ 34-38-20191-94 — Котлы головные стационарные. Общие технические условия на капитальный ремонт
ТУ 34-38-20195-94 — Подогреватели мазута типа ПМ и ПМР. Технические условия на капитальный ремонт
ТУ 34-38-20196-94 — Подогреватели паровые, водо-водяные теплообменники.Технические условия на капитальный ремонт
ТУ 34-38-20201-94 — Котлы паровые стационарные. Трубопровод внутри котла. Общие технические условия на капитальный ремонт
ТУ 34-38-20222-94 — Пароперегреватели стационарных паровых котлов. Технические условия на капитальный ремонт
Технические условия на капитальный ремонт
ТУ 35-1757-87 — Здания перекрытия железнодорожных мостов с верховой ездой на балласте коробчатого сечения Lp = 33,6 м; 45,0 мес. Технические характеристики
ТУ 36.1395905-016-96 — Панели каркасные трехслойные со стальной облицовкой и утеплителем из минеральной ваты
.ТУ 36.26.11.01-06-92: Окна и крепления светоизлучающих ламп. Технические условия
ТУ 36-1395905-015-95 — Комплект конструкций зданий арочного типа. Технические условия
ТУ 3615-044-00220302-02 — Резервуары цилиндрические горизонтальные для жидких углеводородных газов пропана и бутана
.ТУ 36-2009-77 — Металлоконструкции стальных вертикальных цилиндрических резервуаров емкостью от 100 до 20 000 м3 для хранения нефти и нефтепродуктов. Технические условия
ТУ 36-2287-80 — Профили гнутые закрытые сварные квадратные и прямоугольные
.ТУ 3631-002-76457067-2012 — Насосы и агрегаты динамические типа МСТ-ЦН и запчасти к ним
ТУ 5210-001-25432924-2008 — Заборы дорожные металлические заградительного типа
.
ТУ 5216-002-036-2008 — Ограды металлические ограждения.Технические условия
VMU 50: 48: 0075-02-02: Буферы платформы. Общие требования к проектированию, строительству и эксплуатации
ВНТП 04-94. Нормы проектирования заводов по розливу вина
ВНТП 10М-93: Нормы инженерного проектирования для пивоварен
ВНТП 11-93. Нормы технического проектирования предприятий по производству ячменного пивоваренного солода
ВНТП 26-94: Нормы технологического проектирования заводов игристых вин (производство советского шампанского проточно-емкостным способом)
ВНТП 34-93. Нормы инженерного проектирования предприятий спиртовой промышленности
ВНТП 35-93: Нормы инженерного проектирования заводов по производству алкогольных напитков / ликероводочных заводов
ВСН 202-90: Методические указания по возведению 22-этажных крупнопанельных жилых домов из сборно-модульных элементов (КОПЭ-85), возводимых ДСК-2
ВСН 370-93: Инструкция по устройству электропроводки в трубах
ВСН 39-87: Постановление о планово-профилактическом обслуживании и эксплуатации технологического оборудования предприятий строительной отрасли Госагпрома СССР. Часть 1
Часть 1
ВСН 41.88: Проектирование ледостойких стационарных платформ
ВСН 416-81: Общие нормативные нормы строительных материалов. Подборка замечаний 30: Сварочные работы
ВСН 433-82: Методические указания по полуавтоматической сварке проволокой с сердечником сборочных соединений стальных конструкций производственных и промышленных зданий и сооружений
ГОСТ 12393-2019 — Арматура контактная рельсовая линейная. Общие технические условия
ГОСТ 34519-2019 — Трубы дымоходные и вентиляционные промышленные.Правила организации и производства работ, контроля выполнения и требований к результатам работы
ГОСТ 34587-2019 — Краны подъемные. Металлические конструкции. Требования к производству
ГОСТ Р 58423-2019 — Регуляторы давления газа на входе не более 10 МПа
.ГОСТ Р 58619-2019 — Магистральный трубопроводный транспорт нефти и нефтепродуктов. Танковое оборудование. Понтоны. Общие технические условия
ГОСТ Р 58620-2019 — Магистральный трубопроводный транспорт нефти и нефтепродуктов. Танковое оборудование. Приемные устройства для цистерн. Общие технические условия
Танковое оборудование. Приемные устройства для цистерн. Общие технические условия
ГОСТ Р 58654-2019 — Дороги автомобильные общего пользования. Спиральные гофрированные металлические трубы. Технические характеристики
ГОСТ Р 58721-2019 — Соединения сварные из сталей 10ГН2МФА, 15Х2НМФА деталей оборудования и трубопроводов атомных электростанций. Требования к сварке, наплавке и термообработке
ГОСТ Р 58863-2020 — Столы производственные. Верстаки металлические. Общие технические условия
ГОСТ Р 58864-2020 — Шкафы инструментальные металлические.Общие технические условия
ГОСТ Р 58934-2020 — Установки для производства железобетонных объемных блоков санитарных кабин и лифтовых шахт. Технические характеристики
ГОСТ Р 58935-2020 — Формы для изготовления железобетонных виброгидропрессованных напорных труб. Технические характеристики
ИНН 93: Инструкция по техническому надзору, методам аудита и браковки трубчатых печей, резервуаров, сосудов и аппаратов нефтеперерабатывающей и нефтехимической промышленности
Л8-138. 000 — Л8-200.000: Опоры и подвески стационарных трубопроводов с параметрами среды
000 — Л8-200.000: Опоры и подвески стационарных трубопроводов с параметрами среды
Пособие к СНиП II-23-81 *: Пособие по проектированию металлоконструкций опор воздушных линий электропередачи (ВЛ) и ОРУ (ОРУ) подстанций напряжением более 1 кВ
Руководство по СНиП II-23-81 *: Руководство по расчету прочности стальных конструкций
Пособие по СНиП II-23-81 *: Учебное пособие по проектированию металлоконструкций
НТП 10-12976-2000 *: Нормы технологического проектирования предприятий алкогольной промышленности
НТП-АПК 1.20.11.001-04: Нормы технологического проектирования предприятий дрожжевой промышленности
ODM 218.2.058-2019: Рекомендации по применению композитных материалов при строительстве мостовых сооружений и пешеходных мостов
ODM 218.2.076-2019: Рекомендации по применению композитных конструкций для участков с экстремальными температурными режимами (ниже минус 40 градусов Цельсия и выше плюс 40 градусов Цельсия)
ОСТ 153-34. 0-971-99А — Узлы и детали опорные станционные трубопроводы атомных станций Ру
0-971-99А — Узлы и детали опорные станционные трубопроводы атомных станций Ру
ОСТ 153-34.0-974-99А: Узлы и детали опорные для станционных трубопроводов АЭС Py
.ОТТ 1.5.2.01.999.0157-2013: Несущие конструкции элементов атомных станций с водо-водяными энергетическими реакторами. Общие технические требования
ОТУ 3-01 — Сосуды и аппараты. Общие технические условия на ремонт корпуса
РД 31.00.83-84: Порядок подачи (заимствования) конструкторской документации в системе MMF
РД 31.44.05-80 — Крановые слесарные работы.Ремонт. Технические характеристики
РД 31.44.06-89 — Полуприцепы низкорамные платформы. Характеристики ремонта
РД 32 ЦВ-056-97 — Вагоны железнодорожные колеи 1520 мм. Краткое руководство
РД 34.15.132-96 — Сварка и контроль качества сварных соединений металлических конструкций зданий при строительстве промышленных объектов
РД 5.0679-91 — Аттестация сварщиков и газовых резчиков. правила
правила
РД 50: 48: 0075.02.05: Буферы платформы. Рекомендации по проектированию, строительству и эксплуатации
РД ЭО 1.1.2.09.0772-2012: Методы оценки технического состояния и ресурсных характеристик систем противопожарной защиты АЭС
РД НИИКраностроения 03-05: Методические указания. Краны консольные общего назначения и краны; Капитальный ремонт. Общие технические условия
РД РТМ 26-01-96-83 — Крышки и днища плоские круглые с радиальными ребрами жесткости сосудов и аппаратов. Метод расчета прочности
РСН 342-86: Технология усиления строительных конструкций на реконструируемых предприятиях
РТМ 24-85: Информационный указатель государственных, республиканских и отраслевых стандартов, технических условий на материалы и изделия, используемые при проектировании печей и сушилок
РТМ 26-79-72 *: Применение стандартов единой системы конструкторской документации (ЕСКД)
СП 346.1325800.2017: Системы очистки газа и воздуха котельных установок 150 МВт. Правила оформления
Правила оформления
СП 365.1325800.2017 — Резервуары вертикальные стальные цилиндрические стальные для хранения нефтепродуктов. Правила изготовления и приемки работ по установке
СП 470.1325800.2019 — Металлоконструкции. Правила работы
СТО 64235108-005-2016: Кольца опорные ОК. Общие требования
СТО 64235108-008-2016 — Крышки КЛ легко снимаемые. Общие требования
СТО-СА-03-002-2009: Правила проектирования, изготовления и монтажа вертикальных стальных цилиндрических резервуаров для нефти и нефтепродуктов
ТУ 24-09-613-84 — Краны мостовые электрические г / п 5 тн облегченной конструкции с электротельфером
.ТУ 3680-001-04698606-04 — Опора трубная
ТУ 5216-021-00110604-03 — Ограждение автомобильное бортовое первого типа металлическое одностороннее
ТУ 5216-067-361-2002 — Заборы удерживающие автомобильные боковые, первого типа, односторонние и двусторонние
Клиентов, которые просматривали этот товар, также просматривали:
|
 Требования к устройству и эксплуатации взрывоопасного и химически опасного производства
Требования к устройству и эксплуатации взрывоопасного и химически опасного производства Основные Характеристики.
Основные Характеристики. Безопасность высокоскоростного железнодорожного транспорта
Безопасность высокоскоростного железнодорожного транспорта Метод определения давления пара и температуры кипения
Метод определения давления пара и температуры кипенияЗАКАЗАТЬ ПРОСТО!
UzbekistanLaws.com — ведущая в отрасли компания со строгими стандартами контроля качества, и наша приверженность точности, надежности и точности является одной из причин, почему некоторые из крупнейших мировых компаний доверяют нам обеспечение своей национальной нормативно-правовой базы и перевод критически важных сложная и конфиденциальная информация.
Наша нишевая специализация — локализация национальных нормативных баз данных, включающих: технические нормы, стандарты и правила; государственные законы, кодексы и постановления; а также кодексы, требования и инструкции агентств РФ.
У нас есть база данных, содержащая более 220 000 нормативных документов на английском и других языках для следующих 12 стран: Армения, Азербайджан, Беларусь, Казахстан, Кыргызстан, Молдова, Монголия, Россия, Таджикистан, Туркменистан, Украина и Узбекистан.
Размещение заказа
Выберите выбранный вами документ, перейдите на «страницу оформления заказа» и выберите желаемую форму оплаты. Мы принимаем все основные кредитные карты и банковские переводы. Мы также принимаем PayPal и Google Checkout для вашего удобства. Пожалуйста, свяжитесь с нами для любых дополнительных договоренностей (договорные соглашения, заказ на поставку и т. Д.).
После размещения заказа он будет проверен и обработан в течение нескольких часов, но в редких случаях — максимум 24 часа.
Для товаров, имеющихся в наличии, документ / веб-ссылка будет отправлена вам по электронной почте, чтобы вы могли загрузить и сохранить ее для своих записей.
Если товары отсутствуют на складе (поставка сторонних поставщиков), вы будете уведомлены о том, для каких товаров потребуется дополнительное время. Обычно мы поставляем такие товары менее чем за три дня.
Как только заказ будет размещен, вы получите квитанцию / счет, который можно будет заполнить для отчетности и бухгалтерского учета. Эту квитанцию можно легко сохранить и распечатать для ваших записей.
Гарантия лучшего качества и подлинности вашего заказа
Ваш заказ предоставляется в электронном формате (обычно это Adobe Acrobat или MS Word).
Мы всегда гарантируем лучшее качество всей нашей продукции. Если по какой-либо причине вы не удовлетворены, мы можем провести совершенно БЕСПЛАТНУЮ ревизию и редактирование приобретенных вами продуктов. Кроме того, мы предоставляем БЕСПЛАТНЫЕ обновления нормативных требований, если, например, у документа есть более новая версия на дату покупки.
Гарантируем подлинность. Каждый документ на английском языке сверяется с оригинальной и официальной версией. Мы используем только официальные нормативные источники, чтобы убедиться, что у вас самая последняя версия документа, причем все из надежных официальных источников.
Законы Беларуси | Официальная нормативная библиотека — ГОСТ 5781-82
Товар содержится в следующих классификаторах:
Конструкция (макс.) » Стандарты » Прочие государственные стандарты, применяемые в строительстве » 77 Металлургия »
ПромЭксперт » РАЗДЕЛ I.ТЕХНИЧЕСКИЙ РЕГЛАМЕНТ » V Тестирование и контроль » 4 Тестирование и контроль продукции » 4.12 Испытания и контроль продукции металлургической промышленности » 4.12.4 Продукция черной металлургии »
Классификатор ISO » 77 МЕТАЛЛУРГИЯ » 77.140 Продукция из чугуна и стали » 77.140.15 Сталь для армирования бетона »
Национальные стандарты » 77 МЕТАЛЛУРГИЯ » 77.140 Продукция из чугуна и стали » 77.140.15 Сталь для армирования бетона »
Национальные стандарты для сомов » Последнее издание » V Металлы и изделия из них » В2 Сталь углеродистая обыкновенного качества (обыкновенный сток) » V22 Прокат и фасонная сталь »
Документ заменен на:
ГОСТ 34028-2016 — Прокат арматурный для железобетонных конструкций.Технические характеристики
В качестве замены:
ГОСТ 5.1459-72 — Сталь горячекатаная периодического профиля для армирования железобетонных конструкций. Требования к качеству сертифицированной продукции
ГОСТ 5781-75 — Сталь горячекатаная для армирования бетонных конструкций
.Ссылки на документы:
ГОСТ 12004-81 — Сталь арматурная. Методы испытаний на растяжение
ГОСТ 12344-2003 — Стали легированные и высоколегированные. Методы определения углерода
ГОСТ 12348-78 — Стали легированные и высоколегированные.Методы определения марганца
ГОСТ 12350-78 — Стали легированные и высоколегированные. Методы определения хрома
ГОСТ 12352-81 — Стали легированные и высоколегированные. Методы определения никеля
ГОСТ 12355-78 — Стали легированные и высоколегированные. Методы определения меди
ГОСТ 12356-81 — Стали легированные и высоколегированные. Методы определения титана
ГОСТ 14019-2003 — Материалы металлические. Метод испытания на изгиб
ГОСТ 18895-97 — Сталь.Метод фотоэлектрического спектрального анализа
ГОСТ 2590-88 — Прутки стальные круглые. Размеры
ГОСТ 380-94 — Сталь углеродистая нормального качества
.ГОСТ 7564-97 — Общие правила отбора образцов, черновых и контрольных образцов проката для механических и технологических испытаний
.ГОСТ 7565-81 — Чугун, сталь и сплавы. Отбор проб для определения химического состава
ГОСТ 7566-94 — Металлопродукция
.ГОСТ 9454-78 — Металлы.Метод испытания на ударную вязкость при низкой, комнатной и высокой температуре
Ссылка на документ:
ГОСТ 10884-81 — Прокат стальной термоупрочненный периодического сечения для армирования бетона. Технические требования
ГОСТ 10884-94 — Прокат стальной термомеханически упрочненный для железобетонных конструкций. Технические характеристики
ГОСТ 10922-2012 — Изделия и вкладыши арматурные сварные, соединения сварные, внахлест и механические соединения железобетонных конструкций.Общие технические условия
ГОСТ 10922-90 — Изделия и вкладыши сварные арматурные, сварные соединения арматуры и вкладыши для железобетонных конструкций. Общие технические условия
ГОСТ 11024-2012 — Панели бетонные и железобетонные для наружных стен жилых и гражданских зданий. Общие технические условия
ГОСТ 11024-84 — Панели бетонные и железобетонные для наружных стен жилых и гражданских зданий. Общие технические условия
ГОСТ 11118-2009 — Панели из автоклавного газобетона для наружных стен зданий.Технические характеристики
ГОСТ 12504-2015 — Панели бетонные и железобетонные для внутренних стен жилых и гражданских зданий. Общие технические условия
ГОСТ 12504-80 — Панели бетонные и железобетонные для внутренних стен жилых и гражданских зданий. Общие технические условия
ГОСТ 12767-2016 — Плиты перекрытия монолитные железобетонные в ланже-панельных домах. Общие технические условия
ГОСТ 12767-94 — Плиты перекрытия железобетонные монолитные в ланже-панельных домах.Общие технические условия
ГОСТ 13015.0-83 — Конструкции и изделия сборные бетонные и железобетонные. Общие технические требования
ГОСТ 13015-2003 — Изделия бетонные и железобетонные для строительства. Общие технические требования. Правила приемки, маркировки, транспортирования и хранения
ГОСТ 13578-68 — Панели из легкого бетона на пористом заполнителе для наружных стен промышленных зданий. Технические требования
ГОСТ 13579-78 — Блоки бетонные для стен подвалов.Технические характеристики
ГОСТ 13580-85 — Плиты железобетонные для ленточных фундаментов. Технические характеристики
ГОСТ 14098-2014 — Соединения арматуры и вкладышей сварные для железобетонных конструкций. Типы, конструкции и размеры
ГОСТ 14098-68 — Соединения арматурные сварные железобетонных изделий и конструкций. Контактная и ванна сварка. Основные типы и конструктивные элементы
ГОСТ 14098-85 — Соединения арматуры и вкладышей сварные для железобетонных конструкций.Типы, конструкция и размеры
ГОСТ 14098-91 — Соединения арматуры и вставок сварные для железобетонных конструкций. Типы, конструкции и размеры
ГОСТ 14295-75 — Опоры железобетонные для деревянных опор воздушных линий электропередачи и связи. Спецификация
ГОСТ 17079-88 — Блоки вентиляционные железобетонные. Технические характеристики
ГОСТ 17538-2016 — Конструкции и изделия железобетонные для лифтовых шахт жилых домов.Спецификация
ГОСТ 17538-82 — Конструкции и изделия железобетонные для лифтовых шахт жилых домов. Технические характеристики
ГОСТ 17608-2017 — Плитка тротуарная бетонная. Технические характеристики
ГОСТ 17608-91 — Плиты пешеходные бетонные. Технические характеристики
ГОСТ 18048-2018 — Кабины сантехнические железобетонные. Технические характеристики
ГОСТ 18048-80 — Кабины сантехнические железобетонные. Технические характеристики
ГОСТ 18979-2014 — Колонны железобетонные для многоэтажных домов.Спецификация
ГОСТ 18979-90 — Колонны железобетонные для многоэтажных домов. Технические характеристики
ГОСТ 18980-2015 — Балки воротниковые железобетонные для многоэтажных домов. Технические характеристики
ГОСТ 18980-90 — Балки воротниковые железобетонные для многоэтажных домов. Технические характеристики
ГОСТ 19222-84 — Арболит, изделия из него. Общие технические условия
ГОСТ 19231.0-83 — Плиты железобетонные для покрытий трамвайных путей. Технические характеристики
ГОСТ 19231.1-83: Плиты железобетонные для покрытия трамвайных путей. Конструкция и размеры
ГОСТ 19292-73 — Соединения сварные закладных деталей сборных железобетонных конструкций. Контактная и автоматическая сварка плавлением. Основные типы и конструктивные элементы
ГОСТ 19293-73 — Соединения арматурные сварные предварительно напряженных железобетонных конструкций. Контактная и плавильная сварка. Основные типы и конструктивные элементы
ГОСТ 19330-2013 — Мачты (опоры) опор контактных линий ВЛ железных дорог.Технические характеристики
ГОСТ 19330-99 — Опоры центробежные железобетонные для оборудования ВЛ железных дорог. Технические характеристики
ГОСТ 19570-74 — Панели из ячеистого бетона автоклавные для внутренних стен, перегородок и полов жилых и гражданских зданий. Технические требования
ГОСТ 19804.2-79 — Сваи квадратные забивные железобетонные предварительно напряженные. Конструкция и размеры
ГОСТ 19804.3-80 — Сваи забивные железобетонные квадратного сечения с внутренней круглой выемкой.Конструкция и размеры
ГОСТ 19804.4-78 — Сваи забивные железобетонные квадратного сечения без бокового усиления. Конструкция и размеры
ГОСТ 19804.5-83 — Сваи и сваи-оболочки железобетонные круглые. Конструкция и размеры
ГОСТ 19804.6-83 — Сваи кольцевидные и трубчатые железобетонные. Конструкция и размеры
ГОСТ 19804.7-83 — Сваи двухконсольные железобетонные для сельскохозяйственных построек.Конструкция и размеры
ГОСТ 19804-2012 — Сваи сборные железобетонные. Технические характеристики
ГОСТ 20213-2015 — Фермы кровли железобетонные. Технические характеристики
ГОСТ 20213-89 — Фермы кровли железобетонные. Технические характеристики
ГОСТ 20372-2015 — Балки стропильные и продольные железобетонные. Технические характеристики
ГОСТ 20372-86 — Балки стропильные и продольные железобетонные. Технические характеристики
ГОСТ 20372-90 — Балки стропильные и продольные железобетонные.Технические характеристики
ГОСТ 20425-2016 — Тетрапод бетонный для береговых ограждений
.ГОСТ 20425-75 — Тетрапод бетонный для береговых ограждений
.ГОСТ 20850-2014 — Конструкции несущие деревянные клееные. Общие технические условия
ГОСТ 21.501-2011 — Система проектной документации для строительства. Правила выполнения рабочей документации архитектурно-строительных решений
ГОСТ 21.501-93 — Система проектной документации для строительства.Правила выполнения архитектурно-строительных рабочих чертежей
ГОСТ 21506-2013 — Плиты перекрытия железобетонные оребренные глубиной 300 мм для зданий и сооружений. Технические характеристики
ГОСТ 21506-87 — Плиты перекрытия железобетонные оребренные глубиной 300 мм для зданий и сооружений. Технические характеристики
ГОСТ 21509-76 — Побеги железобетонные для оросительных систем. Технические характеристики
ГОСТ 21924.0-84 — Плиты перекрытия железобетонные для городских дорог.Технические характеристики
ГОСТ 21924.1-84 — Плиты железобетонные предварительно напряженные для дорожных покрытий городских автомобильных дорог. Дизайн и размеры
ГОСТ 21924.2-84 — Плиты железобетонные из ненагруженной арматуры для покрытий городских дорог. Конструкция и размеры
ГОСТ 22131-2016 — Бетонные опоры железной дороги высоковольтной сигнальной линии автоблока. Технические требования
ГОСТ 22687.0-85 — Стойки железобетонные центрифугированные для опор высоковольтных линий электропередачи.Технические условия
ГОСТ 22930-87 — Плиты железобетонные предварительно напряженные для облицовки оросительных каналов мелиоративных систем. Технические характеристики
ГОСТ 23009-2016 — Конструкции и изделия сборные бетонные и железобетонные. Символы (знаки)
ГОСТ 23117-91 — Захваты полуавтоматы для натяжения стали в предварительно напряженных бетонных конструкциях. Технические характеристики
ГОСТ 23279-2012 — Сетки арматурные сварные для железобетонных конструкций и изделий.Основные Характеристики.
ГОСТ 23279-85 — Сетки арматурные сварные для железобетонных конструкций и изделий. Общие технические условия
ГОСТ 24155-2016 — Конструкции железобетонные высокие пассажирские платформы. Технические характеристики
ГОСТ 24476-80 — Фундаменты сборные железобетонные под колонны каркаса различного назначения каркасных многоэтажных домов. Технические характеристики
ГОСТ 24587-81 — Лотки-водоотводы железобетонных оросительных систем.Технические характеристики
ГОСТ 24594-81 — Панели и блоки стеновые из кирпича и керамического камня. Общие технические условия
ГОСТ 24694-81 — Соединения тройники железобетонные лотковых оросительных систем. Технические характеристики
ГОСТ 24893.0-81 — Связи каркаса железобетонные промышленных зданий. Технические характеристики
ГОСТ 24893-2016 — Связи каркаса железобетонные промышленных зданий. Технические характеристики
ГОСТ 24992-2014 — Конструкции каменные. Метод оценки прочности сцепления в кладке
ГОСТ 25098-2016 — Панели перегородки железобетонные в промышленных и сельскохозяйственных зданиях.Технические характеристики
ГОСТ 25098-82 — Панели перегородок железобетонные для зданий промышленных предприятий. Спецификация
ГОСТ 25098-87 — Панели перегородок железобетонные в промышленных и сельскохозяйственных зданиях. Технические характеристики
ГОСТ 25628.1-2016 — Колонны железобетонные для промышленных одноэтажных зданий. Технические характеристики
ГОСТ 25628-90 — Колонны железобетонные для промышленных одноэтажных зданий. Технические характеристики
ГОСТ 25697-83 — Плиты балконов и лоджий железобетонные.Общие технические условия
ГОСТ 25878-85 — Формы стальные для железобетонных элементов. Поддоны. Конструкция и размеры
ГОСТ 25912.0-83 — Плиты перекрытия железобетонные предварительно напряженные для покрытия аэродромов. Технические характеристики
ГОСТ 25912.0-91 — Плиты железобетонные для покрытия аэродромов
.ГОСТ 25912-2015 — Плиты железобетонные предварительно напряженные для покрытия аэродромов. Технические характеристики
ГОСТ 26067.0-83: железобетонная участки безнапорных прямоугольного сечения труб для гидротехнических сооружений.Технические характеристики
ГОСТ 26067.1-83: железобетонная участки безнапорных прямоугольного сечения труб для гидротехнических сооружений. Конструкция и размеры
ГОСТ 26519-85 — Конструкции железобетонных погребов с балочным перекрытием. Спецификация
ГОСТ 26815-86 — Конструкции несущих стен железобетонные. Спецификация
ГОСТ 26919-86 — Панели оконные железобетонные для жилых, гражданских и подсобных зданий.Спецификация
ГОСТ 26992-2016 — Прогоны армированные для кровли промышленных и сельскохозяйственных зданий. Технические характеристики
ГОСТ 26992-86 — Прогоны армированные для кровли промышленных и сельскохозяйственных зданий. Технические характеристики
ГОСТ 27108-2016 — Конструкции железобетонные каркасные сборные для многоэтажных домов с балками. Спецификация
ГОСТ 27108-86 — Конструкции железобетонного каркаса многоэтажных промышленных зданий с безбалочными перекрытиями.Технические характеристики
ГОСТ 27215-2013 — Плиты перекрытий железобетонные оребренные глубиной 400 мм для промышленных зданий. Технические характеристики
ГОСТ 27215-87 — Плиты перекрытий железобетонные оребренные глубиной 400 мм для промышленных зданий. Технические характеристики
ГОСТ 27563-87 — Блоки гипсобетонные строительные для зданий до двух этажей. Технические характеристики
ГОСТ 27702-88 — Сталь и сплавы. Унифицированные марки
ГОСТ 28042-2013 — Плиты кровельные железобетонные для промышленных зданий.Технические характеристики
ГОСТ 28042-89 — Кровля железобетонная для зданий предприятий. Технические характеристики
ГОСТ 28737-2016 — Балки фундаментные железобетонные для стен зданий промышленных и сельскохозяйственных предприятий. Технические характеристики
ГОСТ 28737-90 — Балки фундаментные железобетонные для стен зданий промышленных и сельскохозяйственных предприятий. Технические характеристики
ГОСТ 30062-93 — Арматура стержневая для железобетонных конструкций
.ГОСТ 31310-2005 — Панели стеновые трехслойные железобетонные с энергоэффективной изоляцией.Общие технические условия
ГОСТ 31310-2015 — Панели стеновые трехслойные железобетонные с энергоэффективной изоляцией. Общие технические условия
ГОСТ 31559-2012 — Опоры анкерные. Общие характеристики
ГОСТ 31970-2012 — Устройства управления движением. Методы испытаний дорожных ограждений
ГОСТ 32209-2013 — Армированные опоры контактных линий ВЛ железных дорог. Технические характеристики
ГОСТ 32488-2013 — Панели наружные стеновые из керамзитобетона жилых и общественных зданий.Технические характеристики
ГОСТ 32499-2013 — Плиты перекрытия железобетонные многопустотные для перекрытий зданий пролетом до 9 м. Технические характеристики
ГОСТ 32803-2014 — Бетон самонагружающийся. Общие технические условия
ГОСТ 32955-2014 — Дороги общего пользования. Лотки для дренажа дорог. Технические характеристики
ГОСТ 33128-2014 — Дороги автомобильные общего пользования. Дорожные удерживающие системы. Технические требования
ГОСТ 33129-2014 — Дороги автомобильные общего пользования.Дорожные удерживающие системы. Методы тестирования
ГОСТ 33148-2014 — Дороги автомобильные общего пользования. Плиты железобетонные. Технические требования
ГОСТ 33152-2014 — Дороги общего пользования. Классификация тоннелей
ГОСТ 34028-2016 — Прокат арматурный для железобетонных конструкций. Технические характеристики
ГОСТ 5058-65 — Сталь конструкционная низколегированная. Марки и общие технические требования
ГОСТ 6482-2011 — Трубы железобетонные безнапорные.Технические характеристики.
ГОСТ 6482-88 — Трубы безнапорные железобетонные
.ГОСТ 6665-82 — Камни бетонные и железобетонные. Спецификация
ГОСТ 6665-91 — Бордюры бетонные и железобетонные. Технические характеристики
ГОСТ 6785-80 — Доски оконные железобетонные. Технические характеристики
ГОСТ 6786-80 — Плиты парапетов железобетонные для производственных зданий. Технические характеристики
ГОСТ 8020-2016 — Конструкции люков бетонных и железобетонных трубопроводных систем канализации, водоснабжения и газоснабжения.Спецификация
ГОСТ 8020-90 — Конструкции колодцев бетонные и железобетонные для канализационных, водо- и газопроводов. Технические характеристики.
ГОСТ 8717.0-84 — Ступени железобетонные и бетонные. Технические характеристики
ГОСТ 8717.1-84 — Ступени железобетонные и бетонные. Конструкция и размеры
ГОСТ 8717-2016 — Ступени бетонные и железобетонные. Спецификация
ГОСТ 948-2016 — Перемычки железобетонные для зданий с кирпичными стенами.Спецификация
ГОСТ 948-84 — Перемычки железобетонные для зданий из кирпича. Технические характеристики
ГОСТ 9561-2016 — Панели многопустотные железобетонные для полов зданий. Технические характеристики
ГОСТ 9561-76 — Панели железобетонные пустотные для перекрытий зданий. Спецификация
ГОСТ 9561-91 — Панели многопустотные железобетонные для полов зданий. Технические характеристики
ГОСТ 9574-80 — Панели перегородки гипсокартонные.Технические характеристики
ГОСТ 9574-90 — Панели гипсокартонные для перегородок. Технические характеристики
ГОСТ 9818-2015 — Марши ступеней и лестничные площадки железобетонные. Общие технические условия
ГОСТ 9818-85 — Марши ступеней и лестничные площадки железобетонные. Спецификация
ГОСТ 9984-85 — Изоляторы опорные керамические на напряжение свыше 1000 В
.ГОСТ Р 52034-2003 — Изоляторы опорные керамические на напряжение свыше 1000 В. Общие технические условия
.ГОСТ Р 52034-2008 — Изоляторы опорные керамические на напряжение свыше 1000 В.Общие технические условия
ГОСТ Р 52042-2003 — Опоры анкерные. Общие технические условия
ГОСТ Р 52082-2003 — Изоляторы опорные полимерные наружной установки на напряжение 6-220 кВ. Общие технические условия
ГОСТ Р 52721-2007 — Устройства управления движением. Методы испытаний придорожных заграждений
ГОСТ Р 52751-2007 — Плиты сталефибробетонные для пролетов мостов. Технические характеристики
ГОСТ Р 54270-2010 — Мачты (столбы) опор контактных линий ВЛ железных дорог.Технические характеристики
ГОСТ Р 54271-2010 — Анкеры для опор контактных и опор железнодорожных путей. Технические характеристики
ГОСТ Р 54272-2010 — Фундаменты железобетонные опор контактных линий ВЛ железных дорог. Технические характеристики
ГОСТ Р 55260.1.3-2012 — Гидроэлектростанции. Часть 1-3. Гидравлические установки гидроэлектростанций. Бетонные и железобетонные конструкции. Требования безопасности
ГОСТ Р 55260.1.5-2012 — Гидроэлектростанции.Часть 1-5. Гидротехнические сооружения гидроэлектростанции. Требования к проекции в сейсмических районах
ГОСТ Р 56589-2015 — Лотки теплотрассы керамзитобетонные. Технические характеристики
ГОСТ Р 56600-2015 — Плиты предварительно напряженные железобетонные для дорожных покрытий. Технические характеристики
ГОСТ Р 56710-2015 — Соединения на наклеенных стержнях для деревянных конструкций. Технические характеристики
ГОСТ Р 57991-2017 — Магистральный трубопроводный транспорт нефти и нефтепродуктов.Стальные сваи труб, используемые для устройства фундаментов опор наземных трубопроводов. Общие технические условия
ГОСТ Р 57993-2017 — Магистральный трубопроводный транспорт нефти и нефтепродуктов. Бетонные балластные блоки. Общие технические условия
ГОСТ Р 58323-2018 — Трубы железобетонные для бестраншейной прокладки инженерных сетей. Технические условия
Руководство: Руководство по импульсным и маломощным системам пожаротушения
МДС 12-23.2006: Временные рекомендации по технологии и организации строительства многофункциональных высотных зданий и строительных комплексов в Москве
МДС 12-44.2008: Рекомендации по проектированию строительства железнодорожного пути башенного крана
МДС 12-61.2012: Проект производства работ по устройству рельсового пути башенного крана с бетонной балкой БРП-62.8.3
МДС 12-65.2014: Проектно-производственные работы. Бетонирование железобетонных конструкций здания (сооружения) бетононасосами
МДС 12-68.2015: Рабочий проект. Устройство рельсового пути башенного крана
МГСН 2.08-01 — Защита от коррозии бетонных и железобетонных конструкций жилых и общественных зданий
МИ 369-83 — Методические указания.Приборы для определения толщины защитного слоя бетона и расположения арматуры. Методы и средства проверки
MRDS 02-08: Руководство по научно-техническому обеспечению и мониторингу строящихся зданий и сооружений, в том числе большепролетных, высотных и уникальных
ODM 218.2.025-2012: Деформационные швы автомобильных мостов
ОДМ 218.2.066-2016: Методические указания по применению анкерных свай и микросвай в составе инженерной защиты дорог
ОДМ 218.2.078-2016: Методические указания по выбору конструкции для укрепления откосов земляного полотна автомобильных дорог общего пользования
ОДМ 218.4.003-2009: Рекомендации по стыковке металлических балок с монолитной плитой с помощью неразрезных гребенчатых упоров в железобетонных перемычках
ОСТ 35-27.0-85 — Звенья железобетонных круглых и прямоугольных водопропускных труб под железными и автомобильными дорогами. Дизайн и размеры.
ОСТ 35-27.1-85 — Звенья железобетонных водопропускных труб круглых под железными и автомобильными дорогами.Дизайн и размеры.
ОСТ 66-14-86 — Плиты железобетонные комплексные. Технические характеристики.
ПНСТ 309-2018 — Дороги общего пользования. Мосты и трубы дорожные. Технические требования
ПВКМ 79: Инструкция по проектированию железнодорожных временных и кратковременных мостов и труб
Р 50-116-90 — Рекомендации. Профили стальные горячекатаные и гнутокатаные. Единая профильная смесь
Р 621-87 — Рекомендации по креплению трубопроводов анкерами мерзлого керна на многолетнемерзлых грунтах
РД 03-495-02 — Порядок проведения квалификационных испытаний сварщиков и специалистов сварочных работ
РД 153-34.1-21.326-2001: Методические указания по обследованию элементов конструкций технологических зданий и конструкций тепловых электростанций. Часть 1: Железобетонные и бетонные конструкции
РД 31.31.27-81 — Методические указания по проектированию морских причальных сооружений. Министерство Морского Флота, Союзморниипроект 1981
РД 31.31.46-88 — Методика расчета и проектирования твердых покрытий на территории морских портов. Минморфлот, Союзморниипроект, 1988
РД 31.35.13-90 — Инструкция по ремонту гидротехнических сооружений морского транспорта.Минморфлот, Союзморниипроект, 1990
РД 34.26.203 — Методические указания по футеровке кирпича при монтаже котельных и энергообъектов
РД 39-0147103-378-87 — Методические указания по ремонту предварительно напряженных железобетонных цилиндрических нефтяных резервуаров
РД ЭО 0657-2006: Методика оценки технического состояния и ресурсных характеристик систем и средств противопожарной защиты энергоблоков АЭС
РД ЭО 1.1.2.05.0696-2006: Методические указания по сооружению и вводу в эксплуатацию фундаментов турбоагрегатов атомных станций
РДС 82-201-96: Правила разработки норм расхода материалов в строительстве
Рекомендации: Аспирационные дымовые извещатели VESDA.Часть 1. Область применения
РМД 23-16-2012 Санкт-Петербург: Рекомендации по энергоэффективности жилых и общественных зданий
РМД 31-04-2008 Санкт-Петербург: Рекомендации по строительству жилых и общественных многоэтажных домов
РМД 52-02-2007 Санкт-Петербург: Проектирование и строительство ограждающих конструкций жилых и общественных зданий из ячеистого бетона в Санкт-Петербурге. Часть II
РМД 52-12-2012 Санкт-Петербург: Типовые временные бетонные ограждения при проведении работ на городской дорожной сети
РТМ 393-94 — Технические руководства по сварке и контролю качества соединений арматуры и закладных элементов бетонных элементов
РТМ 75-95: Технологические инструкции заводского производства сборных предварительно напряженных железобетонных конструкций —
СН 393-78 — Инструкция по сварке стыков арматуры и закладных частей железобетонных конструкций
.СН 525-80: Технологические инструкции по изготовлению полимербетонов и полимербетонных изделий
СНиП 2.03.01-84 Справочное руководство: Справочное руководство по проектированию бетонных и железобетонных конструкций из тяжелого и легкого бетона без предварительного напряжения арматуры
СНиП 2.03.01-84: Бетонные и железобетонные конструкции
.СНиП 3.06.04-91: Мосты и трубы
.СНиП 52-01-2003 — Конструкции бетонные и железобетонные. Основные правила
СНиП II-В.2-71: Каменные и бронированные конструкции. Стандарты проектирования
СП 12-106-2004: Правила проверки знаний персонала сварочного производства для допуска к сварочным работам в сфере строительства, промышленности строительных материалов и жилищно-коммунального комплекса
СП 229.1325800.2014: Железобетонные конструкции метрополитена и инженерных сетей. Защита от коррозии
СП 23-101-2000 — Расчет тепловых характеристик зданий
СП 23-101-2004 — Проектирование тепловой защиты зданий
СП 249.1325800.2016 — Проектирование и строительство подземных коммуникаций закрытым и открытым способом
СП 25.13330.2012 — Основания и основания на вечномерзлых грунтах
СП 265.1325800.2016 — Коллектор инженерных сетей
СП 27.13330.2011: Бетонные и железобетонные конструкции, предназначенные для работы при повышенных и высоких температурах
СП 329.1325800.2017 — Здания и сооружения. Правила осмотра после пожара
СП 339.1325800.2017 — Конструкции из ячеистого бетона. Правила оформления
СП 382.1325800.2017 — Конструкции из клееного бруса на клееном стержне. Методы расчета
СП 45.13330.2012 — Земляные конструкции, основания и фундаменты
СП 45.13330.2017: Земляные работы, земляные и опорные площадки
СП 46.13330.2012 — Мосты и трубы
.СП 52-101-2003, Справочные материалы: Руководство по проектированию бетонных и железобетонных конструкций из тяжелого бетона без предварительного напряжения арматуры
СП 52-104-2006 — Конструкции железобетонные армированные фиброй
СП 52-105-2009 — Конструкции железобетонные в холодном климате и на многолетнемерзлых грунтах. (В разработке СНиП 52-01-2003 и СНиП 2.02.04-88)
СП 52-110-2009 — Конструкции бетонные и железобетонные, подверженные технологическим высоким и высоким температурам
СП 63.13330.2012 — Конструкции бетонные и железобетонные. Основные положения.
СТ РК 1855-2008 — Мосты и водопропускные трубы автомобильных дорог. Бетонные забивные сваи для опор мостов. Общие технические условия
СТ РК 1857-2008 — Дороги автомобильные. Требования при проектировании несущих стен
СТ РК 1858-2008 — Мосты и водопропускные трубы автомобильных дорог.Требования при проектировании бетонных и железобетонных конструкций
СТ РК 1859-2008 — Мосты и водопропускные трубы автомобильных дорог. Требования к защите от размыва мостов на горных и предгорных реках
ТР 101-07: Технические рекомендации по проектированию и устройству безнапорных подземных трубопроводов хозяйственно-дождевой канализации из полиэтиленовых труб с двухслойной профилированной стенкой «Корсис»
ТР 141-03 — Технические рекомендации по технологии строительства коллекторных тоннелей без вторичной футеровки
ТР 182-08: Технические рекомендации по научно-техническому сопровождению и мониторингу строительства большепролетных, высотных и других уникальных зданий и сооружений
ТР 50-180-06 — Технические рекомендации по проектированию и устройству свайных фундаментов по разрядно-импульсной технологии для высотных зданий
ТР 94-2003 — Контуры ограждающих конструкций сборных железобетонных и железобетонных конструкций, проектирование, расчет и испытания.Технические рекомендации
ТР 95.03-99 — Типовой порядок выполнения строительно-монтажных работ при возведении зданий и сооружений. 03: Строительство свайных фундаментов
ТР 95.14-01 — Типовой порядок строительно-монтажных работ при возведении зданий и сооружений. 14: Типовой порядок строительства фундамента
ТСН 50-303-99 — Проектирование и устройство фундаментов малоэтажного строительства в Московской области
ТСН 52-302-2003 — Защита от коррозии бетонных и железобетонных конструкций транспортных средств
ТУ 102-162-78 — Весы сборные железобетонные ленточные типа УБП
.ТУ 102-190-78 — Панели алюминиевые каркасные для стен отапливаемых производственных зданий
.ТУ 102-264-81 — Кольцо модульное железобетонное утяжеленное.Тип УТК для магистральных трубопроводов
ТУ 102-300-81 — Покрытие весовое сборное железобетонное типа УБО
.ТУ 102-421-86 — Утяжелители бетонные типа 1 УБКМ
.ТУ 102-461-88 — Короб сборный гаражный железобетонный одно- и двухрядный коллективного пользования
.ТУ 102-465-88 — Стойка железобетонная вибробетонная КБ 90-3.2 для опор ВЛ 6-10 кВ
.ТУ 102-46-75 — Весы сборные консольные типа УКС
.ТУ 102-541-89 — Гаражный монтаж индивидуального пользования из золошлакобетона
.ТУ 102-58-75 — Панели каркасные асбестоцементные для стен и покрытий отапливаемых производственных зданий
ТУ 102-738-95 — Клин болотный утяжеленный железобетонный диаметром 530, 426, 525 с малым расходом стальной арматуры (1 УБКм, 2 УБКм)
ТУ 102-79 — Утяжелители бетонные ленточные типа УЭ для магистральных трубопроводов
.ТУ 14-2-949-91 — Аренда для армирования железобетонных конструкций.Технические условия
ТУ 243-57 — Технические условия на сваи квадратные железобетонные и рабочие чертежи свай длиной от 5 до 25 м.
.ТУ 5831-001-54735376-2004: Технические условия. Трехслойные железобетонные панели с гибкими соединениями из стекловолокна для наружных стен зданий системы Styrod
ТУ 5851-008-01388383-2002 — Балки железобетонные с каркасной арматурой для надстройки автомобильных мостов и путепроводов длиной 12, 15 и 18 м.Технические характеристики
ТУ 5853-001-04000633-2006 — Люки с регулируемым концом. Технические условия
ТУ 67-1003-88 — Балки арочные решетчатые предварительно напряженные пролетом 12 м
ВСН 126-90 — Облицовка монолитных бетонных тоннелей для транспортных тоннелей и метро. Стандарты проектирования и исполнения
ВСН 16-89: Нормы количества материалов, установленные для конкретных отраслей. Буровзрывные работы
ВСН 17-79 / Минобороны: Инструкция по устройству дренажа аэродромов постоянных аэродромов
ВСН 193-81: Методические указания по разработке программ выполнения работ по возведению строительных конструкций
ВСН 221-87 / Миннефтегазстрой: Крепление трубопроводов анкерами мерзлого керна на многолетнемерзлых грунтах (для опытных участков)
ВСН 31-68: Технические инструкции по проектированию и строительству сборных сборных железобетонных перекрытий для аэродромов классов В и С GA
ВСН 34-72-019-89: Проектирование футеровки подземных машинных залов ГЭС, ГАЭС и других камерных выработок в гидротехническом строительстве
ВСН 34-91 / МТ-ст: Требования к исполнению и приемке на новое строительство, реконструкцию и расширение существующих морских и речных гидротранспортных сооружений.Часть I: Часть II: Часть III
ВСН 48-93: Руководство по установке монолитного бетонного и железобетонного тоннелей для транспортных тоннелей
ВСН 506-88: Проектирование и изготовление анкеров грунтовых
ВСП 02.01.32 / Минобороны России: Правила производства и приемки работ при строительстве аэродромов ВС РФ
ГОСТ 19570-2018 — Панели из автоклавного газобетона для полов жилых и общественных зданий.Технические характеристики
ГОСТ 19804-91 — Сваи железобетонные. Технические характеристики
ГОСТ 34519-2019 — Трубы дымоходные и вентиляционные промышленные. Правила организации и производства работ, контроля выполнения и требований к результатам работы
ГОСТ Р 58558-2019 — Конструкции деревянные. Стержни клееные Методы испытаний для определения нормативных значений механических характеристик
Руководство по МГСН 2.09-03: Антикоррозионная защита бетонных и железобетонных конструкций транспортных средств
Инструкция по СНиП 2.03.04-84: Руководство по проектированию бетонных и железобетонных конструкций, предназначенных для работы в условиях воздействия повышенных и высоких температур
Руководство по СНиП 2.06.08-87: Руководство по проектированию бетонных и железобетонных конструкций гидротехнических сооружений (без предварительного напряжения)
Пособие к СНиП 3.07.02-87: Учет производства и приемки работ при строительстве новых, реконструкции и расширении существующих гидротехнических сооружений морского и речного транспорта
Пособие по СНиП II-22-81: Проектирование и применение панельных и кирпичных стен с различными видами облицовки.Справочное руководство к СНиП
Пособие по СНиП II-22-81: Пособие по проектированию каменных и армированных каменных конструкций
ODM 218.3.106-2018: Применение гибких покрытий бетонных поверхностей для защиты и укрепления дорог
ODM 218.6.031-2018: Методические указания по повышению надежности защитных и фортификационных сооружений в чрезвычайных ситуациях и при стихийных бедствиях
ODM 218.8.011-2018: Методические указания по определению характеристик и выбору шумозащитных конструкций дорог
Приказ 1004-ст: О внесении изменений в приказ Федерального агентства по техническому регулированию и метрологии от 31 марта 2017 г.232-й «О внедрении межгосударственного стандарта» и восстановлении межгосударственного стандарта
ОТТ 1.5.2.01.999.0157-2013: Несущие конструкции элементов атомных станций с водо-водяными энергетическими реакторами. Общие технические требования
ПНСТ 318-2018 — Дороги автомобильные общего пользования. Геосинтетические материалы. Методы испытаний на долговечность
ПНСТ 353-2019 — Дороги автомобильные общего пользования. Деформационные швы с резиновыми компенсаторными пролетами для автомобильных мостов.Общие технические условия
РД 12.18.099-90 — Инструкция по устройству и монтажу арматуры валов вертикальных валов с креплением арматурных элементов на анкера
РСН 342-86: Технология усиления строительных конструкций на реконструируемых предприятиях
Серия 1.132.1-13пв: Панели наружные стеновые легкие бетонные однослойные однорядные распиловки для крупнопанельных жилых домов с шагом поперечных стен 3,0; 3,6 м и высотой этажа 2.8 м (унифицирован для сложных условий строительства: неравномерно сжимаемые грунты, просадочные грунты, подработанные участки)
Серия 1.132.1-13пв: Выпуск 0. Материалы для конструкции. Инструкция по изготовлению панно. Панельные сборки
Series 1.132.1-13pv: Выпуск 1. Одношаговые панели. Рабочие чертежи
Series 1.132.1-13pv: Выпуск 2. Панели двухступенчатые. Рабочие чертежи
Серия 1.132.1-13пв: Выпуск 3. Арматурные и закладные изделия. Рабочие чертежи
СП 28.13330.2012: Антикоррозионная защита строительных конструкций. Актуализированная живая редакция СНиП 2.03.11-85
СП 35.13330.2011 — Мосты и трубы. Актуализированная живая редакция СНиП 2.05.03-84
СП 355.1325800.2017 — Быстроразборные железобетонные одноэтажные производственные здания каркасного типа. Правила оформления
СП 356.1325800.2017 — Каркасные сборные железобетонные конструкции многоэтажных домов. Правила оформления
СП 412.1325800.2018: Строительство фундаментов высотных зданий и сооружений. Правила работы
СП 413.1325800.2018 — Здания и сооружения, подверженные динамическим воздействиям. Правила оформления
СП 414.1325800.2018 — Опалубка несъемная. Правила оформления
СП 436.1325800.2018 — Инженерная защита территорий, зданий и сооружений от оползней и оползней. Правила оформления
СП 472.1325800.2019 — Бронированные системы мостов и подпорных стен автомобильных дорог.Правила оформления
Дополнение к СП 63.13330: Инструментарий. Расчет железобетонных конструкций без предварительно напряженной арматуры
ТСН 20-303-2006 — Защита строительных конструкций, зданий и сооружений от агрессивных химических и биологических воздействий окружающей среды. Санкт-Петербург
ТСН 31-332-2006 — Жилые и общественные многоэтажки
.ТУ 33-82-86 — Плиты плоские с выводами арматуры
Клиентов, которые просматривали этот товар, также просматривали:
|
ЗАКАЗАТЬ ПРОСТО!
BelarusLaws.com — ведущая в отрасли компания со строгими стандартами контроля качества, и наша приверженность точности, надежности и точности является одной из причин, по которым некоторые из крупнейших мировых компаний доверяют нам разработку своей национальной нормативно-правовой базы и перевод критически важных сложная и конфиденциальная информация.
Наша нишевая специализация — локализация национальных нормативных баз данных, включающих: технические нормы, стандарты и правила; государственные законы, кодексы и постановления; а также кодексы, требования и инструкции агентств РФ.
У нас есть база данных, содержащая более 220 000 нормативных документов на английском и других языках для следующих 12 стран: Армения, Азербайджан, Беларусь, Казахстан, Кыргызстан, Молдова, Монголия, Россия, Таджикистан, Туркменистан, Украина и Узбекистан.
Размещение заказа
Выберите выбранный вами документ, перейдите на «страницу оформления заказа» и выберите желаемую форму оплаты. Мы принимаем все основные кредитные карты и банковские переводы. Мы также принимаем PayPal и Google Checkout для вашего удобства. Пожалуйста, свяжитесь с нами для любых дополнительных договоренностей (договорные соглашения, заказ на поставку и т. Д.).
После размещения заказа он будет проверен и обработан в течение нескольких часов, но в редких случаях — максимум 24 часа.
Для товаров, имеющихся в наличии, документ / веб-ссылка будет отправлена вам по электронной почте, чтобы вы могли загрузить и сохранить ее для своих записей.
Если товары отсутствуют на складе (поставка сторонних поставщиков), вы будете уведомлены о том, для каких товаров потребуется дополнительное время. Обычно мы поставляем такие товары менее чем за три дня.
Как только заказ будет размещен, вы получите квитанцию / счет, который можно будет заполнить для отчетности и бухгалтерского учета. Эту квитанцию можно легко сохранить и распечатать для ваших записей.
Гарантия лучшего качества и подлинности вашего заказа
Ваш заказ предоставляется в электронном формате (обычно это Adobe Acrobat или MS Word).
Мы всегда гарантируем лучшее качество всей нашей продукции. Если по какой-либо причине вы не удовлетворены, мы можем провести совершенно БЕСПЛАТНУЮ ревизию и редактирование приобретенных вами продуктов. Кроме того, мы предоставляем БЕСПЛАТНЫЕ обновления нормативных требований, если, например, у документа есть более новая версия на дату покупки.
Гарантируем подлинность. Каждый документ на английском языке сверяется с оригинальной и официальной версией. Мы используем только официальные нормативные источники, чтобы убедиться, что у вас самая последняя версия документа, причем все из надежных официальных источников.
Фитинг для стыковой сварки (стыковой сварки) — колено — переходник
Что такое фитинг для стыковой сварки (стыковой сварки)?
Фитинг под сварку встык — это свариваемый трубный фитинг, который позволяет изменять направление потока, отводить, уменьшать размер трубы или присоединять дополнительное оборудование.Фитинги из кованой стали под сварку встык производятся в соответствии с ANSI / ASME B16.9.
Фитинги для стыковой сварки доступны в виде колен, тройников, заглушек, переходников и выходов (olets). Эти фитинги являются наиболее распространенным типом сварных фитингов для труб и определяются номинальным размером трубы и спецификацией труб. Фитинги для стыковой сварки используют бесшовные или сварные трубы в качестве исходного материала и формируются (с помощью нескольких процессов), чтобы получить форму колен, тройников, переходов и т. Д. Так же, как труба продается из Списка 10 по Списку 160, фитинги для стыковой сварки продаются так же.Сварные фитинги под приварку встык чаще используются из нержавеющей стали из-за их стоимости. Фитинги Sch 10 также более распространены в фитингах из нержавеющей стали под сварку встык.
Обычными материалами для фитингов под приварку встык являются A234 WPB (также доступны A и C), высокопрочная углеродистая сталь, нержавеющая сталь 304 и 316 и никелевые сплавы.
Размеры фитингов для стыковой сварки
Просмотрите нашу большую коллекцию фитингов для труб из углеродистой стали и нержавеющей стали для стыковой сварки по мгновенным ценам онлайн!
Видео ниже дает краткий обзор фитингов для стыковой сварки труб.
* см. Стенограмму видео в конце страницы
Фитинги под сварку встык состоят из колена с длинным радиусом, концентрического переходника, эксцентрических переходников и тройников. Они являются важной частью промышленных трубопроводных систем для изменения направления, разветвления или механического присоединения оборудования к системе. Фитинги под приварку продаются с номинальными размерами труб с указанным графиком. Размеры фитингов BW и допуски определены в соответствии со стандартом ASME B16.9.
Фитинги для стыковой сварки также называются фитингами для сварных труб. Эти сварные фитинги из углеродистой и нержавеющей стали обладают многими преимуществами по сравнению с резьбовыми и приварными фитингами. Последние доступны только с номинальным размером до 4 дюймов, тогда как фитинги под приварку встык доступны в размерах от ½ до 72 дюймов. Некоторые из преимуществ фитингов под сварку встык:
Типы фитингов для стыковой сварки
Сварные фитинги из углеродистой и нержавеющей стали представляют собой соединительные элементы, которые делают возможным монтаж клапанов, труб и оборудования на систему трубопроводов.Сварные фитинги дополняют фланцы труб в любой трубопроводной системе и позволяют;
- Изменение направления потока в системе трубопроводов
- Соединение или соединение труб и оборудования
- Обеспечение ответвлений, подъезда и отвода вспомогательного оборудования
Типичный пример использования сварных фитингов — труба, уменьшенная с помощью концентрического переходника, приваренная к фланцу приварной шейки и соединенная с оборудованием. На рисунке ниже представлена полная коллекция фитингов, приваренных встык
.Сборник фитингов под сварку встык
LR 90 Колено: Фитинги, меняющие направление в трубопроводной системе, называются коленами.Изменение направления указывается в градусах, например, 45 или 90. Колено с длинным радиусом 90 градусов имеет центральную линию на расстоянии 1,5 x NPS от конца колена. Колено 3R имеет центральную линию на расстоянии 3 x NPS от конца колена.
Колено LR 45: Колено с длинным радиусом 45 градусов изменяет направление на 45 градусов.
SR90 Колено: Колено с коротким радиусом 90 градусов такое же, как LR90, за исключением того, что расстояние между концом колена и центральной линией составляет 1 x NPS.
LR Изгиб на 180 градусов: Длинный радиус изгиба на 180 градусов позволяет полностью изменить направление потока.Расстояние между концом колена и центральной линией составляет 3 x NPS.
SR Изгиб на 180 градусов: Короткий радиус изгиба на 180 градусов позволяет полностью изменить направление потока, но при более крутом повороте. Расстояние между концом колена и центральной линией составляет 1 x NPS.
Тройник: приварки труба Тройник позволяет 90 градусов ответвляются от бегущей pipe.This позволяет для подключения вспомогательного оборудования к трубе. С двух сторон к трубе приваривают тройник, оставляя ответвление открытым для ответвления.
Переходной тройник: Переходной тройник под сварку встык имеет ответвление, которое меньше основного участка. Это позволяет выполнить ответвление на меньшую трубу оборудования от основного участка.
Концентрический переходник: Концентрический переходник также называется сварной концентрической муфтой. Это позволяет соединить большую трубу с меньшей трубой с помощью сварки. Концентрический переходник обеспечивает сварное соединение двух труб с одинаковой центральной линией.
Эксцентриковый переходник: Эксцентриковый переходник также называется сварной эксцентриковой муфтой.Это позволяет приваривать большую трубу к меньшей трубе со смещением центральной линии. Смещение центральной линии эксцентрикового редуктора составляет; Смещение = 1/2 x (наибольший ID — наименьший ID)
Сварочная бобышка: Сварочная бобышка, также называемая сварочным патрубком, представляет собой способ соединения сварного соединения, которое имеет контур внизу, чтобы соответствовать контуру трубы. Таким образом, один конец сварочного патрубка приваривается к трубе, а другой конец открыт для приваривания к любой другой трубе или оборудованию.Сварочный патрубок требует указания размера выпускного отверстия и «размера участка» трубы, чтобы контур соответствовал контуру трубы. Размер сварочного патрубка всегда будет меньше размера участка, например, сварочный патрубок 1/2 «можно использовать на трубе (размер участка) 1/2» и больше.
Приварной конец патрубка: Концы патрубка используются с фланцем, соединенным внахлест, который приваривается к трубе.
- Фитинги из прутка или пластины могут иметь 0.35 макс углерода.
- Фитинги, изготовленные из поковок, могут содержать не более 0,35 углерода и не более 0,35 кремния без мин.
- Для каждого уменьшения на 0,01% ниже указанного максимума углерода будет разрешено увеличение марганца на 0,06% выше указанного максимума, но не более 1,35%.
- Сумма меди, никеля, ниобия и молибдена не должна превышать 1,00%.
- Сумма ниобия и молибдена не должна превышать 0,32%.
- Сварное соединение обеспечивает более надежное соединение
- Сплошная металлическая конструкция увеличивает прочность трубопроводной системы
- Фитинги под сварку встык с соответствующими схемами труб, обеспечивают непрерывный поток внутри трубы.Сварной шов с полным проплавлением и правильно подогнанный отвод LR 90, переходник, концентрический переходник и т. Д. Обеспечивает постепенный переход через сварной фитинг.
- Возможность различного радиуса поворота с использованием короткого радиуса (SR), большого радиуса (LR) или колена 3R
- Рентабельность по сравнению с их дорогими ответными частями с резьбой или сваркой враструб. Сварные фитинги из нержавеющей стали
- также доступны в SCH 10, что позволяет использовать более тонкие стенки. Фитинги для стыковой сварки из нержавеющей стали
- чаще встречаются в конфигурациях SCH 10 и SCH 40.
- Заказчик запросил фитинги для стыковой сварки из A105: Наиболее распространенным материалом для стыковых фитингов из углеродистой стали является A234WPB. Он эквивалентен фланцу A105, но не существует фитинга для стыковой сварки A105 или A106 .
- Клиент запрашивает «нормализованные» фитинги под сварку встык: Это тоже заблуждение, поскольку фланцы доступны в размерах A105 и A105 N, где N означает нормализованные.Однако такого понятия, как A234WPB N , не существует. Некоторые производители нормализуют свои фитинги для стыковой сварки в качестве стандартной процедуры, и такой запрос требует проверки индивидуальных сертификатов испытаний материалов, чтобы убедиться, что был проведен нормализованный процесс термообработки. Заказчику, которому нужны «нормализованные» фитинги под сварку встык, следует запросить фитинги WPL6, которые обладают высокой текучестью и нормализованы как стандартная процедура
- Заказчик забывает указать спецификацию труб: Фитинги под сварку встык продаются в соответствии с размером трубы, но спецификация трубы должна быть указана таким образом, чтобы ID фитинга соответствовал ID трубы.Если график не указан, мы будем считать, что требуется стандартная стена.
- Различия между SCH 40 и True Schedule 40: Трубные фитинги диаметром 12 дюймов или больше требуют указания, является ли фитинг стандартной настенной (обычно обозначается Sch 40) или требуется истинный график 40. Это необходимо, поскольку таблица 40 НЕ соответствует стандартной стене для труб диаметром 12 дюймов и больше. Настоящий sch 40 будет толще, чем стандартная стенка для фитингов 12 дюймов или больше.
- Различия между SCH 80 и True Schedule 80 : Для труб размером 10 дюймов и более, sch 80 НЕ соответствует XH.Заказчик должен указать, хочет ли он перегородку SCH 80 или XH.
- Фитинги для стыковой сварки из нержавеющей стали доступны в списке 10s. : Заказчик должен указать, нужны ли им фитинги для стыковой сварки со стандартной стенкой (sch 40s) или более тонкие стенки, из нержавеющей стали sch 10s. См. Схему трубопроводов , чтобы уточнить, как толщина стенки труб из нержавеющей стали соотносится с различными спецификациями труб.
- Заказчик забывает указать сварные или бесшовные фитинги для стыковой сварки. : Фитинги для стыковых сварных соединений доступны как в сварной, так и в бесшовной конфигурации.Фитинги из углеродистой или нержавеющей стали, сварные стыком, изготавливаются из бесшовных труб и, как правило, дороже. Бесшовные фитинги НЕ распространены для размеров больше 12 дюймов. Сварные фитинги изготавливаются из сварных труб из углеродистой стали или нержавеющей стали. Они доступны в размерах от ½ до 72 дюймов и более доступны, чем бесшовные фитинги.
Фитинг для стыковой сварки со скосом
Все сварные фитинги имеют скошенные концы для облегчения сварки.Этот скос в большинстве случаев позволяет выполнить сварной шов с полным проплавлением. Есть два типа фаски;
Обычный скос и составной скос.
Спецификации и стандарты на фитинги для стыковой сварки
Сварные фитинги изготавливаются в соответствии со спецификацией ASME B16.9. Стандарт ASME B16.9 распространяется на сварочные фитинги из кованой стали заводского изготовления размером от 1/2 до 48 дюймов. Однако этот стандарт не распространяется на фитинги для стыковой сварки под низким давлением, устойчивые к коррозии. См. MSS SP-43, Кованые фитинги из нержавеющей стали для стыковой сварки.
Общие материалы для сварных фитингов
Сварные фитинги из углеродистой стали:A234 WPB — наиболее распространенный материал, используемый для изготовления фитингов из углеродистой стали, сваренных встык.
ASTM A234 WPB — это стандартная спецификация для трубопроводных фитингов из кованой углеродистой и легированной стали для работы при умеренных и высоких температурах.
Технические характеристики
ASTM: A234 WPB
ASME: B16.9, B.11
NACE: MRO175
MSS: SP-83, SP-95
Химический состав%
Марка | К | млн | П | Ю | Si | Кр | Пн | Ni | Cu | Прочие |
– | – | – | макс. | макс | – | – | – | – | – | – |
WPB | 0.3 | 0,29–1,06 | 0,05 | 0,058 | 0,1 | 0,4 | 0,15 | 0,4 | 0,4 | В 0,08 |
(1,2,3,4,5) | макс | – | – | – | мин. | макс | макс | макс | макс | макс |
Фитинги для стыковой сварки нержавеющей стали:
Фитинги из нержавеющей стали под приварку доступны марок 316 и 304.
304 / 304L (UNS S30400 / S30403)
Химический состав%
К | Кр | млн | Ni | П | Ю | Si |
МАКС | – | МАКС | – | МАКС | МАКС | МАКС |
0.035 | 18,0–20,0 | 2,00 | 8,0-13,0 | 0,045 | 0,030 | 1,00 |
Требования к растяжению
Предел прочности при растяжении: (KSI) = 60
Предел текучести: (KSI) = 35
(KSI преобразуется в MPA {мегапаскалях} путем умножения на 6.895)
316 / 316L (UNS S31600 / S31603)
Химический состав%
К | Кр | млн | Пн | Ni | П | Ю | Si |
МАКС | – | МАКС | – | Макс | МАКС | МАКС | |
0.035 | 16,0–18,0 | 2,00 | 2,0–3,0 | 10,0-14,0 | 0,045 | 0,030 | 1,00 |
Требования к растяжению
Предел прочности при растяжении: (KSI) = 70
Предел текучести: (KSI) = 25
(KSI преобразуется в MPA {мегапаскалях} путем умножения на 6.895)
Как изготавливается фитинг под сварку встык?
Фитинг для стыковой сварки труб изготавливается методом горячей штамповки, который включает гибку и придание формы. Исходным материалом для стыковых сварных соединений является труба, которую нарезают на нужную длину, нагревают и формуют в определенные формы с помощью красителей. Также проводится термическая обработка для снятия остаточных напряжений и получения желаемых механических свойств. Прочтите ссылку здесь, чтобы получить более подробную информацию о производстве фитингов под сварку.
Преимущества фитингов для стыковой сварки
Все фитинги под сварку встык имеют скошенные концы в соответствии со стандартом ASME B16.25. Это помогает создать сварной шов с полным проплавлением без дополнительной подготовки, необходимой для стыковой сварки.
Фитинги для стыковой сварки чаще всего изготавливаются из углеродистой стали, нержавеющей стали, никелевого сплава, алюминия и материалов с высоким пределом текучести. Высокопрочные фитинги из углеродистой стали под сварку встык доступны в вариантах A234-WPB, A234-WPC, A420-WPL6, Y-52, Y-60, Y-65, Y-70. Все фитинги WPL6 отожжены и совместимы с NACE MR0157 и NACE MR0103.
Trupply — один из крупнейших дистрибьюторов трубных фланцев и фитингов. Мы обрабатываем сотни запросов каждый день. Некоторые из распространенных заблуждений рассматриваются в разделе вопросов и ответов ниже;
Вопросы и ответы
Что означает короткий радиус (SR) или длинный радиус (LR)?
Вы часто будете слышать локоть SR45 или локоть LR45. 45 или 90 обозначают угол изгиба фитинга под сварку для изменения направления потока.Колено с большим радиусом (колено LR 90 или колено LR 45) будет иметь изгиб трубы, который будет в 1,5 раза больше трубы. Итак, 6-дюймовый LR 90 имеет радиус изгиба, который в 1,5 раза больше номинального размера трубы. Колено с коротким радиусом (SR45 или SR90) имеет изгиб трубы, равный размеру фитинга, поэтому радиус изгиба SR 45 6 дюймов равен номинальному размеру трубы 6 дюймов.
Что такое угловой фитинг 3R или 3D?
Во-первых, термин 3R или 3D используется как синоним. Отвод под сварку встык 3R имеет радиус изгиба, который в 3 раза превышает номинальный размер трубы.Колено 3R более гладкое, чем фитинги SR или LR.
Редукторы сварные
Фитинги под сварку встык доступны с концентрическим переходником и эксцентрическим переходником для уменьшения потока от одного размера трубы к другому. Концентрический переходник под приварку встык симметричен: оба конца выровнены по центру.
Эксцентричный переходник под приварку встык несимметричен: концы смещены относительно друг друга.
Опции производителя и происхождения
Trupply является официальным дистрибьютором Weldbend , который является одним из крупнейших производителей отечественных фитингов и фланцев из углеродистой стали под приварку встык.Фитинги для стыковой сварки отечественной нержавеющей стали производятся компанией Taylor Forge Stainless . Trupply также предлагает одобренные и неодобренные импортные фитинги для труб, такие как Erne Fittings , SKBend и TKBend, для более экономных клиентов. На все фитинги под сварку встык предоставляются протоколы испытаний материалов (MTR).
*
Стенограмма видеоДоброе утро. Сегодня мы говорим о фитингах под сварку встык. Вот коллекция фитингов для стыковой сварки из углеродистой стали.Это тройник, это концентрический переходник, это переходной тройник, это колено 45, это колено с коротким радиусом 90, это колено с длинным радиусом 90, это заглушка трубы, и это эксцентриковый переходник . Это несколько примеров фитингов из нержавеющей стали, сваренных встык. В частности, это тройник из нержавеющей стали 304, а это колено из нержавеющей стали под углом 90 градусов, и это эксцентриковый переходник из нержавеющей стали.
Фитинги для стыковой сварки выпускаются из углеродистой стали, нержавеющей стали, никелевого сплава, а наиболее распространенным материалом для стыковых фитингов из углеродистой стали является A234-WPB.Эти фитинги также доступны из углеродистой стали с высоким выходом, вы просто должны указать это. Все фитинги под приварку встык производятся из трубы, в качестве исходного материала они используют трубу. Обычно фитинги для сварки встык меньшего размера изготавливаются из бесшовных труб, но при увеличении диаметра, обычно превышающем номинальный размер 18 дюймов, эти фитинги изготавливаются из сварной трубы, и их также называют сварными фитингами для стыковой сварки.
Чтобы объяснить вам индивидуальный фитинг под приварку встык, опять же, это отвод под 45 градусов.Если вы заметили, все фитинги под приварку встык имеют скосы на концах. Это образец трубы, образец трубы диаметром 2 дюйма, который мы используем. Все эти фитинги представляют собой 2-дюймовые фитинги, и способ сварки заключается в том, что вы берете трубу, у вас должен быть скос, вы стыкуете его, поэтому они называются фитингами для стыковой сварки, а затем вы можете сварка прямо здесь. Вы можете выполнить сварной шов с полным проплавлением в зависимости от ваших сварочных требований. Другая труба идет отсюда под углом 45 градусов.
Это 90 градусов, это короткий радиус 90 градусов.Разница между коротким радиусом 90 и длинным радиусом 90 заключается в том, что короткий радиус — намного более узкий поворот, это зависит от вашего чертежа трубопровода. Если это требует более крутого поворота, тогда вы запросите изгиб с углом 90 градусов с коротким радиусом, в противном случае вы запросите большой радиус. Они оба делают одно и то же, и, как я показал вам раньше, вы просто стыкуете его, свариваете, другой кусок идет сюда, а затем он делает 90 градусов прямо здесь. То же самое с длинным радиусом, вот как вы его соединяете, а затем другая часть идет прямо сюда.
Это стандартный тройник, основной ход и ответвление одинакового размера, это 2 дюйма. Вы делаете то же самое, вы соединяете трубу вот так, привариваете ее и делаете тройник. Тройник также доступен в виде переходной Т, и вы можете видеть, что это 2 дюйма на три четверти дюйма, так что здесь 2 дюйма, а затем он уменьшается до трех четвертей дюйма. Если при установке вашего трубопровода требуется сокращение ответвления, вам потребуется переходной тройник.
Одна вещь, которую я хотел упомянуть, это то, что все фитинги для стыковой сварки труб требуют, чтобы вы указали график, то есть, как вы определяете толщину стенки, номинальное давление.Если вы сравните его с фитингом под сварку раструбом или резьбовым фитингом, они будут весить 3000 фунтов, 6000 фунтов, тогда как фитинги под приварку встык входят в список 20, список 40, список 60, список 80, стандартный, сверхтяжелый, двойной X тяжелый. , необходимо указать график трубы. Этот конкретный является концентрическим редуктором, и он уменьшается с 2 дюймов до 1 дюйма, или вы можете указать, какое уменьшение вы хотите в концентрическом редукторе.
Это эксцентриковый редуктор. То же самое, но не в линию, поэтому, если ваша основная ветвь находится прямо здесь, в зависимости от вашей установки, если вы хотите быть вне оси, вы помещаете еще одну трубу прямо здесь, и она образует эксцентричный редуктор.Так выглядит эксцентриковый редуктор.
Это заглушка. Как следует из названия, вы используете его, чтобы закрыть трубу. Если у вас есть труба, сопло или что-то подобное, вы можете встать встык, сварить и закрыть трубу, то есть заглушку.
Таким образом, фитинги для стыковой сварки доступны из углеродистой стали, нержавеющей стали и никелевого сплава. Для фитингов под приварку встык вам необходимо указать график, именно так определяется это номинальное давление, вы должны указать график 40, 80 и т. Д. И т. Д.