Гост 19569 89: Стерилизаторы паровые медицинские. Общие технические требования и методы испытаний
Uzbekistan Laws|Official Regulatory Library — GOST 19569-89
Steam medical sterilizers
Стерилизаторы паровые медицинские
Status: Not effective — Canceled in the Russian Federation
The standard applies to medical steam sterilizers (hereinafter referred to as sterilizers) intended for use in stationary and field medical institutions for the needs of the national economy and for export. The standard does not apply to special sterilizers (ship, for solutions, dairy kitchens and others).
Стандарт распространяется на медицинские паровые стерилизаторы (далее — стерилизаторы), предназначенные для применения в стационарных и полевых медицинских учреждениях для нужд народного хозяйства и экспорта. Стандарт не распространяется на стерилизаторы специального назначения (судовые, для растворов, молочных кухонь и другие).
Choose Language: EnglishSpanishGermanItalianFrenchChineseRussianUzbek
Page Count: 20
Approved: USSR State Committee for Standards, 6/29/1989
SKU: RUSS18612
The Product is Contained in the Following Classifiers:
PromExpert »
SECTION I. TECHNICAL REGULATION »
V Testing and control »
4 Testing and control of products »
4.13 Testing and control of products of engineering industry »
4.13.2 Machines and equipment for special purposes »
4.13.2.11 Equipment and instruments for medical industry »
TECHNICAL REGULATION »
V Testing and control »
4 Testing and control of products »
4.13 Testing and control of products of engineering industry »
4.13.2 Machines and equipment for special purposes »
4.13.2.11 Equipment and instruments for medical industry »
ISO classifier » 11 HEALTH » 11.080 Sterilization and disinfection » 11.080.10 Equipment for sterilization »
National standards » 11 HEALTH » 11.080 Sterilization and disinfection » 11.080.10 Equipment for sterilization »
National Standards for KGS (State Standards Classification) » Latest edition » R Health. Sanitation and hygiene items » R2 Equipment and tools of medical institutions » R26 Apparatus, accessories and equipment used for sterilization, distillation, disinfection and disinsection »
As a Replacement Of:
GOST 19569-80: Steam medical sterilizers. General specifications
General specifications
The Document References:
GOST 12.1.028-80: System of the standards for safety of work
GOST 12.2.025-76: Medical equipment. Electrical safety
GOST 13837-79: General purpose dynamometers
GOST 15140-78: Paintwork materials. Methods for determination of adhesion
GOST 15150-69: Machines, instruments and other industrial products. Modifications for different climatic regions. Categories, operating, storage and transportation conditions as to environment climatic aspects influence
GOST 16842-82: Industrial radio-interferences. Test methods for radio-interference sources
GOST 177-88: Hydrogen peroxide
GOST 20790-82: Medical instruments, apparatus and equipment. General specifications
GOST 23256-86: Medical equipment. Requirements to reliability and test methods
GOST 23511-79: Industrial radio frequency interference generated by domestic electrical appliances used in residential buildings, or connected to domestic power sources
GOST 2874-82: Drinking water. Hygienic requirements and quality control
Hygienic requirements and quality control
GOST 5072-79: Mechanical stop-watches. Specification
GOST 6709-72: Distilled water. Specifications
GOST 8711-78: Ammeters and voltmeters. General technical specifications
GOST 9.032-74: Unified, system of corrosion and ageing protection. Paint coatings. Groups, technical requirements and designations
GOST 9.048-75: Unified corrosion and ageing protection system. Technical items. mould fungi resistance laboratory test method
GOST 9.074-77: Unified corrosion and ageing protection system. Coatings for paintwork intended for use in areas with moderate climate. General technical requirements and methods of accelerated testing
GOST 9.301-86: Unified system of corrosion and ageing protection. Metal and non-metal inorganic coatings. General requirements
GOST 9.302-88: Unified system of corrosion and ageing protection. Metal and non-metal inorganic coatings. Control methods
GOST 9. 303-84: Unified system of corrosion and ageing protection. Metallic and non-metallic inorganic coatings. General requirements for selection
303-84: Unified system of corrosion and ageing protection. Metallic and non-metallic inorganic coatings. General requirements for selection
GOST 9.401-79: Unified system of protection against corrosion. Coatings for paintwork intended for use in areas with tropical climate. General technical requirements and methods of accelerated testing
The Document is Referenced By:
GOST 10444.1-84: Canned food. Preparation of reagent solutions, dyes, indicators and culture media for microbiological analysis
GOST 12044-93: Agricultural seeds. Methods for determination of disease infestation
GOST 23454-79: Milk. Methods for determination of the inhibitors
GOST 25102-90: Milk and milk products. Methods for determination of the spores content of mesophilic anaerobic bacteria
GOST 26972-86: Corn, flour, grouts and oatmeal for children’s food. Methods of microbiological analysis
GOST 27543-87: Confectionery. Equipment, materials, reagents and culture media for microbiological analyses
GOST 27930-88: Milk and milk products. Biological-calorimetric method for determination of the total bacteria number
Biological-calorimetric method for determination of the total bacteria number
GOST 30213-94: Dental rotary instruments. Test methods
GOST 30360-96: Seeds of essential oil crops. Methods for determination of disease infestation
GOST 30364.2-96: Egg products. Microbiological testing methods
GOST 30705-2000: Infant milk products. Method for determination of the total amount of mesophilic aerobic and elective anaerobic bacteria
GOST 30706-2000: Infant milk products. Method for determination of yeasts and moulds quantity
GOST 30712-2001: Products of non-alcoholic industry. Methods of microbiological analysis
GOST 33416-2015: Metal rolling covers. General specifications
GOST 3-88: Surgical rubber gloves
GOST 5981-2011: Cans and metallic preserve caps. Technical specifications.
GOST 5981-88: Tins for preserved food
GOST 7983-99: Toothpastes. General specifications
GOST 9.048-89: Unified system of corrosion and ageing protection.
GOST 9225-84: Milk and milk products. Methods of microbiological analysis
GOST R 50352-92: Dental rotary instruments. Test methods
GOST R 50396.0-92: Poultry meat, edible offal, ready-to-cook products. Methods for sampling and preparing of microbiological examinations
GOST R 51577-2000: Liquid oral hygiene products. General specifications
GOST R 51632-2000: Technical aids for disabled persons. General technical requirements and test methods
GOST R 55765-2013: Biological medicine remedies for veterinary use. Vaccines against a virus haemorrhagic disease of rabbits tissue inactivated. Specifications
GOST R IEC 61010-2-010-99: Safety requirements for electrical equipment for measurement, control, and laboratory use. Part 2-010. Particular requirements for laboratory equipment for the heating of materials
GOST R IEC 61010-2-020-99: Safety requirements for electrical equipment for measurement, control and laboratory use. Part 2-020. Particular requirements for laboratory centrifuges
Part 2-020. Particular requirements for laboratory centrifuges
MU 1.2.2634-10: Microbiological and molecular genetic assessment of the effects of nanomaterials on microbiocenosis representatives
MU 2.3.2.1830-04: Microbiological and molecular genetic evaluation of food products obtained using genetically modified microorganisms
MU 2.3.2.2789-10: Guidelines for the sanitary-epidemiological assessment of the safety and functional potential of probiotic microorganisms used for food production
MU 4.2.2723-10: Laboratory diagnosis of salmonellosis. Detection of Salmonella in food and environmental samples
MUK 4.2.1089-02: Use of Potok 150-M-01 air decontamination set and control of microbial content of air during its operation
MUK 4.2.1122-02: Organization of control and methods for detection of LisTeria monosyTogenes bacteria in food products
MUK 4.2.1902-04: Guidelines «Determination of genetically modified sources (GMI) of plant origin by the method of polymerase chain reaction»
MUK 4. 2.2029-05: Sanitary-virologic control of water objects
2.2029-05: Sanitary-virologic control of water objects
MUK 4.2.2428-08: Method for the determination of bacteria Cronobacter spp. (Enterobacter sakazakij) in foods for young children
MUK 4.2.2872-11: Methods for identifying and identifying pathogenic bacteria that cause infectious diseases with food by transmission in PCR-based food products with hybridization-fluorescence detection. Methodical instructions
MUK 4.2.2884-11: Methods of microbiological control of environmental objects and food products using petrilar
MUK 4.2.3016-12: Sanitary-parasitological studies of fruits and vegetables, fruits and berries and plant products
MUK 4.2.3145-13: Laboratory diagnosis of helminthiasis and protozoa
MUK 4.2.577-96: Methods of microbiological control of products for children, clinical nutrition and their components
MUK 4.2.801-99: Methods for the microbiological control of perfumery and cosmetic products
MUK 4.2.992-00: E. coli O157: H7 Methods for Isolation and Identification of Enterohemorrhagic E. coli
coli O157: H7 Methods for Isolation and Identification of Enterohemorrhagic E. coli
MUK 4.2.999-00: Determining the amount of bifidobacteria in fermented milk products
NP 6.1.1.3-82: Medical buildings. Hospitals. Operating units
OMU 42-21-35-91: Medical steam sterilizers. Operating rules and safety requirements when working on steam sterilizers
ST RK GOST R 51577-2003: Liquid oral hygiene products. General specification
STB 1736-2007: Liquid means of oral hygiene. General specifications
VNTP 18-93: Standards for technological design of margarine production
|
Customers Who Viewed This Item Also Viewed:
|
 Specifications
Specifications Specifications
Specifications Modifications for different climatic regions. Categories, operating, storage and transportation conditions as to environment climatic aspects influence
Modifications for different climatic regions. Categories, operating, storage and transportation conditions as to environment climatic aspects influence Broadband wireless access equipment. Requirements for the radio spectrum parameters, electromagnetic compatibility and safety
Broadband wireless access equipment. Requirements for the radio spectrum parameters, electromagnetic compatibility and safety
YOUR ORDERING MADE EASY!
UzbekistanLaws.com is an industry-leading company with stringent quality control standards and our dedication to precision, reliability and accuracy are some of the reasons why some of the world’s largest companies trust us to provide their national regulatory framework and for translations of critical, challenging, and sensitive information.
Our niche specialty is the localization of national regulatory databases involving: technical norms, standards, and regulations; government laws, codes, and resolutions; as well as RF agency codes, requirements, and Instructions.
We maintain a database of over 220,000 normative documents in English and other languages for the following 12 countries: Armenia, Azerbaijan, Belarus, Kazakhstan, Kyrgyzstan, Moldova, Mongolia, Russia, Tajikistan, Turkmenistan, Ukraine, and Uzbekistan.
Placing Your Order
Please select your chosen document, proceed to the ‘checkout page’ and select the form of payment of your choice. We accept all major credit cards and bank wire transfers. We also accept PayPal and Google Checkout for your convenience. Please contact us for any additional arrangements (Contract agreements, PO, etc.).
Once an order is placed it will be verified and processed within a few hours up to a rare maximum of 24 hours.
For items in stock, the document/web link is e-mailed to you so that you can download and save it for your records.
For items out of stock (third party supply) you will be notified as to which items will require additional time to fulfil. We normally supply such items in less than three days.
Once an order is placed you will receive a receipt/invoice that can be filed for reporting and accounting purposes. This receipt can be easily saved and printed for your records.
Your Order Best Quality and Authenticity Guarantee
Your order is provided in electronic format (usually an Adobe Acrobat or MS Word).
We always guarantee the best quality for all of our products. If for any reason whatsoever you are not satisfied, we can conduct a completely FREE revision and edit of products you have purchased. Additionally we provide FREE regulatory updates if, for instance, the document has a newer version at the date of purchase.
We guarantee authenticity. Each document in English is verified against the original and official version. We only use official regulatory sources to make sure you have the most recent version of the document, all from reliable official sources.
Библиотека государственных стандартов
| Обозначение | Дата введения | Статус | |
ГОСТ 8. 651-2016 Государственная система обеспечения единства измерений. Медицинские изделия. Радиационная стерилизация. Методика дозиметрии 651-2016 Государственная система обеспечения единства измерений. Медицинские изделия. Радиационная стерилизация. Методика дозиметрии | 01.02.2017 | действует | |
| Область применения: Настоящий стандарт распространяется на медицинские изделия однократного применения, стерилизуемые радиационным способом, и устанавливает общие требования к дозиметрии на этапах подготовки и проведения процесса радиационной стерилизации этих изделий на радиационно-технологических установках с ускорителями электронов (тормозное и электронное излучение), радионуклидными источниками ионизирующих излучений, радиационными контурами и отработанными тепловыделяющими элементами ядерных реакторов | |||
| ГОСТ 6915-89 Приборы для измерения давления в сердечно-сосудистой системе (механические). Общие технические требования и методы испытаний | 01.01.1990 | утратил силу в РФ | |
Название англ. : Apparatus for blood measuring within heard-and-vessel system (mechanical). General technical reguirements and test methods Область применения: Настоящий стандарт распространяется на манометрические приборы, предназначенные для косвенного определения систолического и диастолического артериального давления путем измерения избыточного давления воздуха в манжете в момент появления и исчезновения тонов Короткова Нормативные ссылки: ГОСТ 6915-80, ГОСТ 4.371-85 в части механических приборов : Apparatus for blood measuring within heard-and-vessel system (mechanical). General technical reguirements and test methods Область применения: Настоящий стандарт распространяется на манометрические приборы, предназначенные для косвенного определения систолического и диастолического артериального давления путем измерения избыточного давления воздуха в манжете в момент появления и исчезновения тонов Короткова Нормативные ссылки: ГОСТ 6915-80, ГОСТ 4.371-85 в части механических приборов | |||
| ГОСТ 10893-87 Аппараты слуховые электронные. Общие технические условия | 01.07.1988 | утратил силу в РФ | |
Название англ.: Electronic hearing aids. General specifications Область применения: Настоящий стандарт распространяется на носимые слуховые аппараты индивидуального пользования с электронным усилением (СА), предназначенные для звукоусиления по воздушному и костному звукопроведению.
Стандарт не распространяется на СА: в которых предусмотрено преобразование частот входного сигнала; снабженные выносным микрофоном или головными телефонами воздушного звукопроведения с оголовьем; для которых входными сигналами являются ультразвуковые, радиочастотные или инфракрасные колебания Нормативные ссылки: ГОСТ 10893-79 | |||
| ГОСТ 16940-89 Носилки санитарные. Общие технические требования и методы испытаний | 01.01.1990 | действует | |
Название англ.: Sanitary stretchers. General technical requirements and test methods Область применения: Настоящий стандарт распространяется на санитарные носилки, предназначенные для переноски и перевозки больных и раненых, и устанавливает общие технические требования и методы испытаний к носилкам, изготовляемым для нужд народного хозяйства и экспорта в климатических исполнениях: для нужд народного хозяйства У1. 1, УХЛ1.1; для экспорта — УХЛ1.1 и Т1.1 по ГОСТ 15150 Нормативные ссылки: ГОСТ 16940-87 ГОСТ 4.309-85 1, УХЛ1.1; для экспорта — УХЛ1.1 и Т1.1 по ГОСТ 15150 Нормативные ссылки: ГОСТ 16940-87 ГОСТ 4.309-85 | |||
| ГОСТ 18250-80 Приборы медицинские. Волоконные световоды. Присоединительные размеры | 30.06.1980 | действует | |
| Название англ.: Medical apparatus and devices. Fiber lightguides. Connecting dimensions Область применения: Настоящий стандарт распространяется на медицинские приборы и устройства с волоконными световодами диаметром не более 5 мм и устанавливает основные размеры присоединительных элементов разъема (штуцера и втулки), предназначенного для соединения осветительных блоков с медицинскими приборами и устройствами (непосредственно или с помощью волоконного соединительного жгута) Нормативные ссылки: ГОСТ 18250-72 | |||
| ГОСТ 18856-81 Аппараты ингаляционного наркоза и искусственной вентиляции легких. Общие технические требования. Методы испытаний | 30. 06.1982 06.1982 | действует | |
| Название англ.: Inhalation anesthesia apparatus and lung ventilators. General technical requirements. Test methods Область применения: Настоящий стандарт распространяется на применяемые в медицинской практике аппараты ингаляционного наркоза и на аппараты искусственной вентиляции легких (аппараты ИВЛ).
Стандарт не распространяется на аппараты, предназначенные для научно-исследовательских целей, аппараты для барокамер, для ветеринарии, аппараты высокочастотной ИВЛ Нормативные ссылки: ГОСТ 18856-73 | |||
| ГОСТ 19126-79 Инструменты медицинские металлические. Общие технические условия | 01.01.1981 | заменён | |
Название англ.: Medical metallic instruments. General specifications Область применения: Настоящий стандарт распространяется на металлические медицинские инструменты многократного и одноразового применения (в том числе в стерильной упаковке), а также на травматологические изделия и измерительные инструмента, предназначенные для внутреннего рынка и для экспорта в страны с умеренным и тропическим климатом.
Стандарт распространяется на наборы медицинских инструментов в части устойчивости к воздействию механических факторов. Стандарт не распространяется на инструменты, предназначенные для работы с радиоактивными веществами, имплантаты, механизированные, инструменты для эндоскопов, хирургических высококачественных аппаратов, хирургических ультразвуковых и лазерных аппаратов, а также вспомогательные инструменты, принадлежности и приспособления Нормативные ссылки: ГОСТ 19126-73, ГОСТ 19126-2007 | |||
| ГОСТ 19126-2007 Инструменты медицинские металлические. Общие технические условия | 01.01.2008 | действует | |
Название англ.: Medical metallic instruments. General specifications Область применения: Настоящий стандарт распространяется на металлические медицинские инструменты многократного и одноразового применения (в том числе в стерильной упаковке), а также на травматологические изделия, предназначенные для внутреннего рынка и экспорта в страны с умеренным и тропическим климатом.
Стандарт не распространяется на инструменты, предназначенные для работы с радиоактивными веществами, имплантаты, механизированные инструменты для эндоскопов, хирургических высокочастотных аппаратов, хирургических ультразвуковых и лазерных аппаратов, а также вспомогательные инструменты, принадлежности и приспособления Нормативные ссылки: ГОСТ 19126-79 | |||
| ГОСТ 19569-89 Стерилизаторы паровые медицинские. Общие технические требования и методы испытаний | 01.01.1990 | утратил силу в РФ | |
| Название англ.: Medical steam sterilizers. General technical requirements and test methods Область применения: Настоящий стандарт распространяется на медицинские паровые стерилизаторы, предназначенные для применения в стационарных и полевых медицинских учреждениях для нужд народного хозяйства и экспорта.
Стандарт не распространяется на стерилизаторы специального назначения (судовые, для растворов, молочных кухонь и другие) Нормативные ссылки: ГОСТ 19569-80, ГОСТ 4.  365-85 в части паровых стерилизаторов 365-85 в части паровых стерилизаторов | |||
| ГОСТ 19687-89 Приборы для измерения биоэлектрических потенциалов сердца. Общие технические требования и методы испытаний | 01.01.1990 | утратил силу в РФ | |
| Название англ.: Devices for heart bioelectric potentials measurement. General technical requirements and test methods Область применения: Настоящий стандарт распространяется на приборы для измерения и регистрации биоэлектрических потенциалов сердца — электрокардиографы и электрокардиоскопы (приборы), используемые в диагностических целях.
Стандарт устанавливает общие технические требования и методы испытаний приборов при разработке, последующем производстве для нужд народного хозяйства и экспорта в страны с умеренным и тропическим климатом. Виды климатеческих исполнений УХЛ 4.2 и 04.1 по ГОСТ 15150. Стандарт не распространяяется на вектор-электрокардиографы т вектор-электрокардиоскопы, приборы с автоматическим анализом и диагностикой и приборы специального назначения Нормативные ссылки: ГОСТ 19687-84 ГОСТ 26376-84 ГОСТ 4.  366-85 366-85 | |||
Инструменты стоматологические вращающиеся. Методы испытаний – РТС-тендер
ГОСТ 30213-94 (ИСО 8325-85)
————————————————
ГОСТ Р 50352-92 (ИСО 8325-85)
Группа Р21
ОКП 94 3370
Дата введения 1994-01-01*
________________
* См. ярлык «Примечания».
1 ПОДГОТОВЛЕН Техническим комитетом по стандартизации ТК 279 «Зубоврачебное дело»
2 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 14.10.92 N 1380
Настоящий стандарт подготовлен методом прямого применения международного стандарта ИСО 8325-85 «Инструменты стоматологические вращающиеся. Методы испытаний» с дополнительными требованиями, отражающими потребности экономики страны
Постановлением Госстандарта России от 12 марта 1996 г. N 164 ГОСТ 30213-94 (ИСО 8325-85) введен в действие в качестве государственного стандарта Российской Федерации с момента принятия указанного постановления и признан имеющим одинаковую силу с ГОСТ Р 50352-92 (ИСО 8325-85) на территории Российской Федерации в связи с полной аутентичностью их содержания
3 ВВЕДЕН ВПЕРВЫЕ
________________
* См. приложение.
приложение.
Настоящий стандарт устанавливает методы испытаний стоматологических вращающихся инструментов, таких как боры, фрезы, инструменты с алмазным покрытием и абразивные инструменты.
Стандарт не распространяется на инструменты для обработки корневых каналов.
Стандарты и технические условия для соответствующих инструментов базируются на методах испытаний, описанных в настоящем стандарте.
Методы испытаний инструментов для обработки корневых каналов — по ГОСТ 30395.1/ГОСТ Р 50351.1.
Дополнительные требования к инструментам, учитывающие специфику экономики страны, приведены в приложении.
Требования настоящего стандарта являются обязательными.
ГОСТ 8074-82 Микроскопы инструментальные. Типы, основные параметры и размеры. Технические требования
ГОСТ 10316-78 Гетинакс и стеклотекстолит фольгированные. Технические условия
ГОСТ 19126-79* Инструменты медицинские металлические. Общие технические условия
Общие технические условия
________________
* На территории Российской Федерации действует ГОСТ 19126-2007, здесь и далее по тексту. — Примечание изготовителя базы данных.
ГОСТ 19569-89 Стерилизаторы паровые медицинские. Общие технические требования и методы испытаний
________________
* На территории Российской Федерации действует ГОСТ Р 51935-2002, здесь и далее по тексту. — Примечание изготовителя базы данных.
ГОСТ 22090.1-93 (ИСО 3823-1-86) Инструменты стоматологические вращающиеся. Часть 1. Боры стальные и твердосплавные
ГОСТ 22090.2-93 (ИСО 3823-2-86) Инструменты стоматологические вращающиеся. Часть 2. Боры стальные и твердосплавные для окончательной обработки (финиры)
ГОСТ 22649-83 Стерилизаторы воздушные медицинские. Общие технические условия
ГОСТ 25347-82 Основные нормы взаимозаменяемости. ЕСДП. Поля допусков и рекомендуемые посадки
ЕСДП. Поля допусков и рекомендуемые посадки
ГОСТ 30395.1-95 (ИСО 3630-1-90)/ГОСТ Р 50351.1-92 (ИСО 3630-1-90) Инструменты стоматологические для лечения и обработки канала корня зуба. Часть 1. Корневые напильники, дрильборы, пульпоэкстракторы, рашпили, каналонаполнители, зонды и ватные иглы
________________
* См. приложение.
3.1 Диаметр рабочей части
3.1.1 Оборудование
Для измерения диаметра рабочей части следует применять один из ниже указанных инструментов или соответствующих прецизионных приборов:
а) кольцо измерительное из карбида вольфрама, которое подлежит регулярной поверке при помощи контрольного пробкового калибра;
б) индикатор циферблатного типа с пластинками из карбида вольфрама;
в) калибры пробковые пневматические;
г) измеритель внутреннего диаметра циферблатного типа.
Измерительная аппаратура должна обеспечивать точность измерения 0,01 мм.
Механический измерительный инструмент должен иметь усилие измерения 1,5 Н.
В спорных случаях в качестве эталонного метода применяется измерение при помощи измерительного кольца из карбида вольфрама.
3.1.2 Место измерения
Если нет других указаний, местом измерения диаметра цилиндрических инструментов является середина рабочей части.
3.1.3 Диаметры боров, фрез и абразивных инструментов измеряют один раз по линии наибольшего диаметра рабочей части (см. рисунки 1 и 2).
Измерение боров и фрез
Рисунок 1
Измерение абразивных инструментов
Рисунок 2
Инструменты с алмазным покрытием измеряют трижды по наибольшему диаметру под углами 120°, как указано на рисунке 3. Перед каждым измерением следует ослабить усилие, приподнять образец и повернуть его. Во всех измерениях должна быть приложена одинаковая сила.
Перед каждым измерением следует ослабить усилие, приподнять образец и повернуть его. Во всех измерениях должна быть приложена одинаковая сила.
Рисунок 3
Записать среднее значение трех полученных результатов измерения.
3.2 Диаметр шейки инструментов
3.2.1 Оборудование
Индикатор циферблатного типа с пяткой призменного типа из карбида вольфрама толщиной (0,3±0,02) мм или другие приборы с эквивалентной точностью.
Измерительные приборы должны обеспечивать точность измерения 0,01 мм.
Механические измерительные приборы должны обеспечивать измерения с усилием 1,5 Н.
3.2.2 Место измерения
Измерение проводят по наименьшему диаметру непосредственно за рабочей частью инструмента. Это относится также и к инструментам с алмазным покрытием шейки.
Это относится также и к инструментам с алмазным покрытием шейки.
3.2.3 Диаметр шейки инструментов измеряют один раз.
3.3 Длина рабочей части
3.3.1 Оборудование
Для измерения длины рабочей части следует применять один из ниже указанных инструментов или другие эквивалентные прецизионные приборы:
а) микроскоп инструментальный;
б) толщиномер микрометрический листового типа;
в) манометр;
г) проектор для проверки профилей.
Измерительные приборы должны обеспечивать точность измерения 0,01 мм.
3.3.2 Место измерения
Местом измерения должны быть точки, расположенные по краям наименьшей длины рабочей части, включая, в случае необходимости, шейку с алмазным покрытием.
3.3.3 Длину рабочей части инструментов измеряют один раз.
3.4 Общая длина
3.4.1 Оборудование
Для измерения общей длины инструментов следует применять приборы, перечисленные в п.3.3.1.
3.4.2 Место измерения
Местом измерения должны быть точки, расположенные по краям наибольшей длины, включая вершину рабочей части и конец хвостовика.
3.4.3 Общую длину инструментов измеряют один раз.
3.5 Конусность
Конусность измеряют при помощи проектора для проверки профилей, инструментального микроскопа или компаратора, имеющих погрешность не более 1‘.
3.6 Радиальное биение
3.6.1 Оборудование
Для измерения общего радиального биения следует пользоваться одним из следующих устройств.
3.6.1.1 Удерживающее устройство:
а) V-образный разъемный блок с регулируемыми расстояниями и (рисунок 4, таблица 1) или
б) эквивалентное устройство, например калибрующий патрон.
а)
Рисунок 4
V-образный блок для измерения биения (измерение общего радиального биения проводят по диаметру шейки инструмента)
б)
_________________
Относительно допусков радиального биения обращаться к стандартам, которые распространяются на конкретные типы инструментов. См. также ГОСТ 25347.
Рисунок 4 (продолжение)
Таблица 1
Размеры в миллиметрах
Тип хвостовика по ГОСТ 26634 | Общая длина инструмента* | ||
1 | Любая | 10 | 3 |
2 | Любая | 9 | 20 |
3 | От 16,5 до 18,5 | 8 | 1 |
3 | » 19,0 » 30,0 | 10 | 1 |
* См. | |||
 стандарт для соответствующего изделия.
стандарт для соответствующего изделия.3.6.1.2 Измерительное устройство
Индикатор циферблатного типа (или манометр), компаратор, инструментальный микроскоп, проектор для проверки профилей или эквивалентное измерительное устройство.
Измерительные приборы должны обеспечивать точность измерения 0,01 мм.
Размеры и , которые зависят от типа хвостовика и общей длины испытуемых инструментов, должны соответствовать указанным в таблице 1.
3.6.2 Место измерения
Место измерения радиального биения зависит от формы инструмента и указывается в соответствующем стандарте. Точка измерения может соответствовать наибольшему диаметру рабочей части инструмента или непосредственно за рабочей частью инструмента (см. рисунок 4).
3.6.3 Проведение испытания
Установить инструмент в удерживающее устройство (3. 6.1.1) и медленно повернуть вдоль продольной оси на 360°. Записать минимальное и максимальное показания. Вычисляют разницу этих значений и записывают ее в качестве значения общего радиального биения (см. рисунок 4).
6.1.1) и медленно повернуть вдоль продольной оси на 360°. Записать минимальное и максимальное показания. Вычисляют разницу этих значений и записывают ее в качестве значения общего радиального биения (см. рисунок 4).
3.7 Прочность шейки
3.7.1 Оборудование
Прибор, который обеспечивает приложение нагрузки на свободный конец испытуемого образца, удерживаемого в патроне в продольном положении под углом 22,5° к горизонтали (см. рисунок 5). Конструкцией патрона должна быть предусмотрена возможность вставлять инструменты различной длины на глубину, указанную в 3.7.3.
Испытуемый образец, установленный под углом 22,5° к горизонтали
Рисунок 5
3.7.2 Значения нагрузок, которые нужно приложить, зависят от формы инструмента и должны соответствовать указанным в стандарте, распространяющемся на инструменты соответствующего типа.
3.7.3 Проведение испытания
Установить испытуемый образец в патрон (п.3.7.1) так, чтобы он фиксировался на уровне соединения шейки и хвостовика.
Повернуть образец и измерить биение.
Удерживая образец в таком положении, когда нагрузка вызывает отклонение головки в направлении максимального биения, приложить к концу головки нагрузку, указанную в стандарте на инструменты соответствующего типа и рассчитанную на основании уравнения
,
где — испытательная нагрузка, Н;
— номинальный диаметр рабочей части (диаметр головки), мм;
— номинальный диаметр шейки, мм;
— минимальная длина рабочей части (длина головки), мм.
Примечание — Уравнение используется только для определения числового значения . Относительно единиц измерения уравнение не упорядочено.
Нагрузку прикладывают в течение 5 с. Если образец прошел испытание, измеряют радиальное биение.
Если образец прошел испытание, измеряют радиальное биение.
ПРИЛОЖЕНИЕ
(обязательное)
Приведенные в приложении раздел 1 и 3.6.2 действуют совместно с основным текстом стандарта, 3.7.4-3.7.6 введены в стандарт дополнительно.
1 Назначение и область применения
Испытания зубных боров должны проводиться по настоящему стандарту, ГОСТ 19126 и техническим условиям на зубные боры.
3 Методы испытаний
В раздел вводятся дополнительные требования, изложенные в 3.6.2 и 3.7.4-3.7.6.
3.6.2 Радиальное биение зубных боров проверяют на шейке на расстоянии 1 мм от рабочей части.
3.7.4 Устойчивость к циклу обработки, состоящему из дезинфекции, предстерилизационной очистки и стерилизации, проверяют после проведения трех циклов обработки с интервалом между ними (15) мин для твердосплавных, твердосплавных особостойких, твердосплавных боров с повышенным сроком службы и после трех циклов обработки, состоящих из дезинфекции, — для стальных боров повышенной стойкости, стальных особостойких боров и стальных упрочненных боров.
Дезинфекцию боров проводят воздушным методом при температуре (120±4) °С в течение (45±5) мин для всех боров или химическим методом — в тройном растворе следующего состава: 2% формалина; 0,3% фенола; 1,5% двууглекислого натрия при температуре не менее 18 °С в течение (45±5) мин для твердосплавных, твердосплавных особостойких, твердосплавных боров с повышенным сроком службы.
Предстерилизационную очистку проводят ополаскиванием боров в проточной воде с последующим погружением в биологически активное моющее средство «Биолот» в течение 15 мин и дальнейшей мойкой в этом растворе каждого бора. Температура раствора — (50) °С. После этого боры ополаскивают в проточной воде в течение 3 мин, затем в дистиллированной воде и сушат при температуре (80±5) °C до полного исчезновения влаги.
Стерилизацию проводят в паровом стерилизаторе по ГОСТ 19569 или воздушном стерилизаторе по ГОСТ 22649.
Боры считают устойчивыми к циклу обработки, если после проведения испытаний они соответствуют требованиям ГОСТ 22090. 1; ГОСТ 22090.2 и ГОСТ 19126 в части требований к твердости боров, качеству поверхности (дефекты поверхности) и шероховатости поверхности.
1; ГОСТ 22090.2 и ГОСТ 19126 в части требований к твердости боров, качеству поверхности (дефекты поверхности) и шероховатости поверхности.
3.7.5 Проверку режущих свойств боров проводят на стенде измерением времени резания на глубину 0,5 мм пластинки из стеклотекстолита марки СФ-1-35 или СФ-1-50 по ГОСТ 10316 при режимах, указанных в таблице 2, по рисункам 6 и 7. Фольга со стеклотекстолита должна быть удалена.
Таблица 2
Тип бора | Частота вращения, с | Нагрузка , Н | Толщина пластинки, мм | Продолжительность резания, с |
Полостной шаровидный | 83,3±1,6 | 4±0,04 | 2,0±0,25 | 3 |
Полостной обратноконусный | 1 | |||
Фиссурные цилиндрические: | 0,8±0,15 | 3 | ||
с прямой непрерывной режущей кромкой; с косой непрерывной режущей кромкой; с прямой прерывистой режущей кромкой Фиссурные конусные: с прямой непрерывной режущей кромкой; с прямой прерывистой режущей кромкой |
Схема установки боров полостного шаровидного и полостного обратноконусного
1 — пластинка из стеклотекстолита
Рисунок 6
Схема установки боров фиссурных цилиндрических и фиссурных конусных
1 — пластинка из стеклотекстолита
Рисунок 7
Боры считают годными, если продолжительность резания не превышает значений, указанных в таблице 2.
3.7.6 Надежность боров проверяют не реже раза в три года по НД на базовых моделях.
За базовые модели принимают:
стальные боры повышенной стойкости;
стальные боры особостойкие;
стальные боры упрочненные полостные шаровидные и полостные обратноконусные с косой непрерывной режущей кромкой диаметром рабочей части 1,4 мм; фиссурные цилиндрические с прямой непрерывной режущей кромкой с диаметром рабочей части 1,6 мм для прямого наконечника;
твердосплавные боры;
твердосплавные особостойкие боры;
твердосплавные боры с повышенным сроком службы: полостные шаровидные и полостные обратноконусные с косой непрерывной режущей кромкой диаметром рабочей части 1,4 мм; фиссурные цилиндрические с косой непрерывной режущей кромкой диаметром рабочей части 1,6 мм для прямого наконечника.
Полный установленный ресурс боров проверяют на пяти борах с 0.
Полный средний ресурс боров проверяют методом одноступенчатого контроля по НД:
объем выборки 8;
допустимое число предельных состояний 2.
Испытания на надежность проводят путем сверления пластины толщиной 2 мм из стеклотекстолита марок СФ-1-35 или СФ-1-50 по ГОСТ 10316 в режиме, указанном в таблице 3. Фольга со стеклотекстолита должна быть удалена.
Таблица 3
Тип бора | Частота вращения, с | Направление и скорость подачи бора, мм/мин | Глубина сверления (фрезерования), мм | |
осевая | радиальная | |||
Полостной шаровидный | 46,0 | 4±0,8 | — | 2,0 |
Полостной обратноконусный | — | 2,5±0,8 | На половину диаметра рабочей части | |
Фиссурные цилиндрические с косой непрерывной режущей кромкой | ||||
Продолжительность испытаний в минутах машинного времени при контроле полного установленного и полного среднего ресурса равна заданному в приложении к ГОСТ 22090. 1.
1.
Контроль параметров, определяющих предельное состояние, проводят не реже трех раз за время испытаний (на инструментальном микроскопе по ГОСТ 8074).
Боры считают выдержавшими испытания на надежность, если число инструментов, достигших предельного состояния, .
Р24 приборы аппараты принадлежности и оборудование применяемые для диагностики и лечения эндоскопы
Р24. Приборы, аппараты, принадлежности и оборудование, применяемые для диагностики и лечения. Эндоскопы
6915-89 Е Приборы для измерения давления в
сердечно-сосудистой системе (механические). Общие
технические требования и методы испытаний. —
Взамен ГОСТ 6915-80, ГОСТ 4.371-85 в части
механических приборов
10893-87* Аппараты слуховые электронные. Общие технические
условия. — Взамен ГОСТ 10893-79
18250-80 Приборы медицинские. Волоконные световоды.
Волоконные световоды.
Присоединительные размеры. — Взамен ГОСТ
18250-72
19687-89 Е Приборы для измерения биоэлектрических потенциалов
сердца. Общие технические требования и методы
испытаний. — Взамен ГОСТ 19687-84, ГОСТ
26376-84, ГОСТ 4.366-85
22224-83 Е Динамометры ручные плоскопружинные. Технические
условия. — Взамен ГОСТ 22224-76
23496-89 Е Эндоскопы медицинские. Общие технические
требования и методы испытаний. — Взамен ГОСТ
23496-86, ГОСТ 4.131-85
25052-87 Е Аппараты для ультразвуковой терапии. Общие
технические условия. — Взамен ГОСТ 25052-81
25053-87 Е Излучатели аппаратов для ультразвуковой терапии.
Общие технические условия. — Взамен ГОСТ
25053-81
25377-93** Иглы инъекционные многократного применения.
Технические условия. — Взамен
ГОСТ 25377-82
— Взамен
ГОСТ 25377-82
25995-83 Электроды для съема биоэлектрических потенциалов.
Общие технические требования и методы испытаний 26831 -86 Приборы медицинские ультразвуковые диагностические
эхоимпульсные сканирующие. Общие технические
требования. Методы испытаний
27072-86 Е Генераторы сигналов диагностические звуковые.
Аудиометры. Общие технические требования и
методы испытаний
27422-87 Е Аппараты для внепочечного очищения крови. Общие
технические условия
27874-88 Е Диализаторы для внепочечного очищения крови.
Общие технические требования и методы испытаний 28386-89 Аппаратура гипербарической оксигенации. Общие
технические требования. — Взамен ГОСТ 4.117-84 28603-90 Аппараты для УВЧ-терапии. Общие технические
требования и методы испытаний
28703-90 Приборы автоматические и полуавтоматические для
косвенного измерения артериального
давления.
Общие технические требования и методы испытаний.
— Взамен ГОСТ 4.371-85, кроме механических приборов
______________________________________________________
* Утратил силу на территории Российской Федерации.
** На территории российской Федерации стандарт не принят.
Р26. Аппараты, принадлежности и оборудование, применяемые для стерилизации, дистилляции, дезинфекции и дезинсекции
19569-89 Е Стерилизаторы паровые медицинские. Общие
технические требования и методы испытаний. — Взамен ГОСТ 19569-80, ГОСТ 4.365-85 в части паровых стерилизаторов
22340-89 Аквадистилляторы медицинские электрические. Общие
технические требования и методы испытаний. — Взамен ГОСТ 22340-77, ГОСТ 4.327-85
22649-83 Е Стерилизаторы воздушные медицинские. Общие
технические условия. — Взамен ГОСТ 22649-77
Р27. Приборы, аппараты,
принадлежности и оборудование для
медицинских лабораторий и аптек
Приборы, аппараты,
принадлежности и оборудование для
медицинских лабораторий и аптек
28311-89 Дозаторы медицинские лабораторные. Общие технические требования и методы испытаний
Р28. Материальное оснащение медицинских учреждений
16940-89 Е Носилки санитарные. Общие технические требования и
методы испытаний. — Взамен ГОСТ 16940-87, ГОСТ
4.309-85
28385-89 Комплексы медицинского назначения передвижные
(подвижные) на автомобильных шасси.
Цветографические схемы, опознавательные знаки.
Технические требования
Р29. Методы испытаний. Упаковка. Маркировка
26332-84 Е Эндоскопы медицинские. Маркировка, упаковка,
транспортирование и хранение
30392-95 Изделия медицинского назначения. Методика
Р 50325-92 дозиметрии при проведении процесса радиационной
стерилизации (содержит полный аутентичный текст
ГОСТ Р 50325-92)
Р31. Ветеринарные лечебные
средства
Ветеринарные лечебные
средства
4.492-89 СПКП. Препараты биологические ветеринарные.
Номенклатура показателей
9393-82 Е Жир ветеринарный из рыбы и морских млекопитающих.
Технические условия. — Взамен ГОСТ 9393-69
14109-82 Маллеин. Технические условия. — Взамен ГОСТ
14109-76
14746-69 Среда глюкозо-цитратно-желточная для хранения
спермы быков при температуре 2-5 °С
15990-70 Препараты биологические. Концентрированная
гидроокись алюминиевая. Формол-вакцина против рожи свиней
15991-86 Вакцина СТИ живая против сибирской язвы животных.
Технические условия. — Взамен ГОСТ 15991-77
16445-78 Сыворотка гемолитическая для реакции связывания
комплемента. Технические условия. — Взамен ГОСТ
16445-70
16446-78 Комплемент сухой для реакции связывания
комплемента. Технические условия.
— Взамен ГОСТ
Технические условия.
— Взамен ГОСТ
16446-70 (в части определения влажности заменен ГОСТ 24061-80)
16739-88 Туберкулин очищенный (ППД) для млекопитающих.
Технические условия. — Взамен ГОСТ 16739-81
17404-81 Сыворотка сапная для реакции связывания
комплемента. Технические условия. — Взамен ГОСТ 17404-72
17405-81 Антиген сапный для реакции связывания комплемента.
Технические условия. — Взамен ГОСТ 17405-72
17637-72 Среда глюкозо-хелато-цитратно-сульфатная для
хранения спермы хряков
18287-81 Алюминия гидрат окиси коллоидный. Технические
условия. — Взамен ГОСТ 18287-72
18589-73 Вакцина живая сухая против бруцеллеза
сельскохозяйственных животных из штамма № 19.
Технические условия (в части определения
влажности заменен ГОСТ 24061-80)
21825-76 Сок желудочный натуральный «Эквин» (для
ветеринарных целей). Технические
условия
Технические
условия
22636-77 Спермосан-3. Технические условия (в части
определения влажности заменен ГОСТ 24061-80)
23050-78 Препараты биологические. Вирус-вакцина ВГНКИ
сухая культуральная против болезни Ауески.
Технические условия (в части определения
влажности заменен ГОСТ 24061-80)
23275-78 Сыворотка крови жеребых кобыл (СЖК). Технические
условия
23681-79 Сперма жеребцов неразбавленная свежеполученная.
Технические условия
23745-79 Сперма быков неразбавленная свежеполученная.
Технические требования и методы испытаний
23881-79 Туберкулин сухой очищенный (ППД) для птиц.
Технические условия
24163-80 Среда лактозо-хелато-цитратно-желточная (ЛХЦЖ) для
хранения спермы жеребцов.
Технические условия 25134-82
Бруцеллин ВИЭВ. Технические условия
Технические условия
27145-86 Антиген и антисыворотка для диагностики
инфекционной анемии лошадей. Технические требования и методы испытаний
27146-86 Антиген для выявления инфекционного эпидидимита
баранов, вызываемого Бруцеллой овис. Технические требования и методы испытаний
27147-86 Вирус-вакцина против трансмиссивного гастроэнтерита
свиней (ТГЭ) культуральная. Технические
требования и методы испытаний
28083-89 Препараты биологические. Метод контроля вакуума в
ампулах и флаконах
28085-89 Препараты биологические. Метод бактериологического
контроля стерильности
28086-89 Вакцина против миксоматоза кроликов. Технические
требования и методы контроля
28087-89 Вакцина против
ботулизма норок. Технические требования
Технические требования
и методы контроля
28333-89 Вакцина живая сухая против рожи свиней из штамма ВР-2.
Технические условия
28417-89 Вакцина против инфекционной энтеротоксемии овец,
анаэробной дизентерии ягнят и некротического энтерита поросят, вызываемых клостридиум перфрингенс типов С, Д. Технические требования и методы контроля
Р35. Ветеринарные лабораторные средства
20729-75 Питательные среды. Вода мясная (для ветеринарных
целен). Технические условия
20730-75 Питательные среды. Бульон мясо-пептонный (для
ветеринарных целей). Технические условия
29112-91 Среды питательные плотные (для ветеринарных целей).
Общие технические условия
29311-92 Гидролизаты панкреатические для бактериальных
питательных сред. Общие технические
условия
Общие технические
условия
29312-92 Антитела и антигены для лабораторной диагностики
ящура. Технические условия
Р38. Средства воспроизводства
24168-80 Сперма жеребцов замороженная. Технические условия
26029-83 Сперма баранов неразбавленная свежеполученная.
Технические требования и методы испытаний
26030-83 Сперма быков замороженная. Технические условия (в
части п. 3.2.3 заменен ГОСТ 27777-88)
27267-87 Сперма петухов и индюков неразбавленная
свежеполученная. Технические требования и методы
испытаний
28424-90 Эмбрионы крупного рогатого скота. Технические
условия
Р39. Методы испытаний. Упаковка. Маркировка
20909.1 -75 Сперма быков неразбавленная. Метод отбора проб
20909.2-75 Сперма быков
неразбавленная. Методы
Методы
микробиологических исследований
20909.3-75 Сперма быков неразбавленная. Методы
морфологических исследований
20909.4-75 Сперма быков неразбавленная. Методы биологических
исследований (в части разд. 2 заменен ГОСТ 27777-88)
20909.5-75 Сперма быков неразбавленная. Методы испытаний
физических свойств
20909.6-75 Сперма быков неразбавленная. Методы биохимических
исследований
24061-89 Препараты биологические сухие. Метод определения
влажности. — Взамен ГОСТ 24061-80
27777-88 Сперма быков замороженная. Методы биологических
исследований. — Взамен ГОСТ 20909.4-75 в части
разд. 2, ГОСТ 26030-83 в части п. 3.2.3
27785-88 Препараты биологические сухие. Метод определения
кислорода во флаконах с препаратом
Р62. Цветы
Цветы
2237-93 Цветки ромашки. Технические условия. — Взамен ГОСТ
2237-75
2628-75 Цветки ромашки далматской. — Взамен ГОСТ 2628-53
3024-74 Пиретрум-порошок. — Взамен ГОСТ 3024-53
6518-69 Цветки липы. — Взамен ГОСТ 6518-53
13399-89 Цветки арники. Технические условия. — Взамен ГОСТ
13399-67
14144-69 Цветки коровяка. — Взамен ОСТ НКВТ 6944/313
16800-71 Цветки бузины черной. — Взамен ОСТ НКВТ 6618/208
21568-76 Э Цветки мать-и-мачехи. Технические требования на
продукцию, поставляемую на экспорт. — Взамен ОСТ НКВТ 6622/212
Р63. Листья
3166-76 Э Листья первоцвета весеннего. Технические требования на
продукцию, поставляемую на экспорт. — Взамен ГОСТ 3166-46
4564-79 Листья скумпии.
Технические условия. — Взамен ГОСТ
— Взамен ГОСТ
4564-49
4565-79 Лист сумаха. Технические условия. — Взамен ГОСТ
4565-49
12529-67 Крапива (лист) — Взамен ОСТ НКВТ 5528/11
13382-67 Лист мать-и-мачехи. Технические условия. — Взамен
ОСТ НКВТ 5533/16
23768-94 Листья мяты перечной обмолоченные. Технические
условия. — Взамен ГОСТ 23768-79
Р64. Травы. Мхи. Грибы
2566-79 Побеги анабазиса безлистного. Технические условия. —
Взамен ГОСТ 2566-70
3558-89 Трава и листья полыни горькой. Технические условия. —
Взамен ГОСТ 3558-75
13727-68 Слоевища лишайника центрарии исландской (мха
исландского). — Взамен ОСТ 4329
14101 -69 Трава донника. — Взамен ОСТ НКВТ 7901 /364
14102-69 Трава пастушьей сумки. — Взамен ОСТ 4330
14143-69 Трава хвоща. — Взамен
ОСТ НКВТ 7914/337
— Взамен
ОСТ НКВТ 7914/337
15161-93 Трава зверобоя. Технические условия. — Взамен ГОСТ
15161-69
15946-94 Трава череды. Технические условия. — Взамен ГОСТ
15946-70
16989-71 Трава фиалки трехцветной и фиалки полевой. — Взамен
ОСТ НКВТ 7327/344
21565-76 Э Слоевища лентеца крупинчатого. Технические
требования на продукцию, поставляемую на экспорт. — Взамен ОСТ НКВТ 8238/454
21566-76 Э Трава грыжника. Технические требования на
продукцию, поставляемую на экспорт. — Взамен ОСТ НКВТ 7900/363
21816-89 Трава чебреца обмолоченная. Технические условия. —
Взамен ГОСТ 21816-76
21908-93 Трава душицы. Технические условия. — Взамен ГОСТ
21908-76
Р65. Клубни. Корни. Корневища
2397-75 Корень одуванчика. — Взамен
ГОСТ 2397-44
— Взамен
ГОСТ 2397-44
3448-78 Корень колючелистника. Технические условия. —
Взамен ГОСТ 3448-46
6716-71 Корневища лапчатки (дикого калгана, дубровки,
узика). — Взамен ГОСТ 6716-53
10064-62 Женьшень дикорастущий (корни). — Взамен ОСТ КЗ
СНК351
15056-89 Корневища и корни девясила. Технические условия. —
Взамен ГОСТ 15056-69
20055-90 Корневище аира. Технические условия. — Взамен ГОСТ
20055-74
22839-88 Е Корни и корневища солодки. Технические условия. —
Взамен ГОСТ 22839-77
22840-77 Е Экстракт солодкового корня. Технические условия
23938-79 Корень женьшеня культивируемого свежий.
Технические условия
Р66. Плоды. Ягоды
1994-93 Плоды шиповника. Технические условия. — Взамен
Технические условия. — Взамен
ГОСТ 1994-76
2802-89 Плоды можжевельника обыкновенного. Технические
условия. — Взамен ГОСТ 2802-69
3318-74 Плоды черемухи обыкновенной. — Взамен ГОСТ
3318-46
3322-69 Плоды черники. Технические условия. — Взамен ГОСТ
3322-46
3525-75 Плоды малины. — Взамен ГОСТ 3525-47
3852-93 Плоды боярышника. Технические условия. — Взамен
ГОСТ 3852-75
6714-74 Плоды рябины обыкновенной. — Взамен ГОСТ 6714-53
14260-89 Плоды перца стручкового. Технические условия. —
Взамен ГОСТ 14260-69
21450-75 Плоды черной смородины. — Взамен ОСТ НКВТ 5527/10
Р68. Сырье разного происхождения
3573-76 Е Панты пятнистого оленя консервированные.
Технические условия. — Взамен
ГОСТ 3573-47
— Взамен
ГОСТ 3573-47
4227-76 Е Панты марала и изюбра консервированные.
Технические условия. — Взамен ГОСТ 4227-48
21564-76 Э Трутовик лекарственный. Технические требования на
продукцию, поставляемую на экспорт. — Взамен ОСТ
НКВТ 7912/375
22226-76 Ликоподии. Технические условия. — Взамен ОСТ НКВТ
6631/221
Р69. Методы испытаний. Упаковка. Маркировка
6077-80 Сырье лекарственное растительное. Упаковка,
маркировка, транспортирование и хранение. — Взамен ГОСТ 6077-74
24027.0-80 Сырье лекарственное растительное. Правила приемки и
методы отбора проб. — Взамен ГОСТ 6076-74 в части правил приемки и методов отбора проб
24027.1-80 Сырье лекарственное растительное. Методы определения
подлинности, зараженности
амбарными вредителями, измельченности
и содержания примесей. — Взамен ГОСТ
6076-74 в части методов определения
подлинности, зараженности амбарными
вредителями, измельченности и
содержания примесей
— Взамен ГОСТ
6076-74 в части методов определения
подлинности, зараженности амбарными
вредителями, измельченности и
содержания примесей
24027.2-80 Сырье лекарственное растительное. Методы определения влажности, содержания золы, экстрактивных и дубильных веществ, эфирного масла. — Взамен ГОСТ 6076-74 в части методов определения влажности, содержания золы, экстрактивных и дубильных веществ, эфирного масла
C01. Техническая документация
22617.6-77 Семена сахарной свеклы. Документы о качестве. -Взамен
ГОСТ 12046-66 в части семян сахарной свеклы
C00. Термины и обозначения
16020-70 Скот для убоя. Термины и определения
16265-89 Земледелие. Термины и определения. — Взамен ГОСТ
16265-80
17559-82 Лесные культуры. Термины и определения. — Взамен
ГОСТ 17559-72
17713-89 Сельскохозяйственная
метеорология. Термины и
Термины и
определения. — Взамен ГОСТ 17713-72
18473-88 Птицеводство. Термины и определения. — Взамен ГОСТ 18473-73, ГОСТ 22857-77
18474-73 Чаи. Термины и определения
18486-87 Лесоводство. Термины и определения. — Взамен ГОСТ
18486-73
18567-73 Сельское хозяйство. Звероводство. Термины и
определения
20081-74 Семеноводческий процесс сельскохозяйственных
культур. Основные понятия. Термины и определения 20290-74 Семена сельскохозяйственных культур. Определение
посевных качеств семян. Термины и определения
20432-83 Удобрения. Термины и определения. — Взамен ГОСТ
20432-75
20433-75 Лен-долгунец. Термины и определения
20562-75 Карантин растений. Термины и определения
20578-85 Свекла сахарная.
Термины и определения. — Взамен
— Взамен
ГОСТ 20577-75, ГОСТ 20578-75
21507-81 Защита растений. Термины и определения. — Взамен
ГОСТ 21507-76
21669-76 Комбикорма. Термины и определения
22294-76 Сельское хозяйство. Кролиководство. Термины и
определения
23153-78 Кормопроизводство. Термины и определения
23493-79 Картофель. Термины и определения
25629-83 Пчеловодство. Термины и определения
26462-85 Агролесомелиорация. Термины и определения
26640-85 Земли. Термины и определения. — Взамен ГОСТ
17.5.1.05-80
27186-86 Зерно заготовляемое и поставляемое. Термины и
определения
27519-87 Фрукты и овощи. Морфологическая и структуральная
(ИСО 1956-1-82) терминология. Часть 1
27520-87
Фрукты и овощи. Морфологическая и структуральная
Морфологическая и структуральная
(ИСО 1956-2-82) терминология. Часть 2
27521-87 Фрукты. Номенклатура. Первый список
(ИСО 1990-1-82)
27522-87 Фрукты. Номенклатура. Второй список
(ИСО 1990-2-85)
27523-87 Овощи. Номенклатура. Первый список
(ИСО 1991-1-82)
27524-87 Овощи. Номенклатура. Второй список
(ИСО 1991-2-85)
27593-88 Почвы. Термины и определения. — Взамен ГОСТ
17.4.1.03-84
27773-88 Скотоводство. Термины и определения
27774-88 Свиноводство. Термины и определения
27775-88 Искусственное осеменение сельскохозяйственных
животных. Термины и определения
28329-89 Озеленение городов. Термины и определения
База ГОСТов РФ. Рубрика 11.080. Стерилизация и дезинфекция /
Общероссийский классификатор стандартов → ЗДРАВООХРАНЕНИЕ → Стерилизация и дезинфекция
11.
 080. Стерилизация и дезинфекция
080. Стерилизация и дезинфекцияВсе ГОСТы из рубрики 11.080.
1 2 3 4 5 6 7 →
- Название: Система показателей качества продукции. Оборудование дезинфекционное. Номенклатура показателей
Название (англ): Product-quality index system. Disinfection equipment. Index nomenclature
Назначение: Настоящий стандарт устанавливает номенклатуру основных показателей качества дезинфекционного оборудования, включаемых в ТЗ на НИР по определению перспектив развития этой группы, государственные стандарты с перспективными требованиями, а также номенклатуру показателей качества, включаемых в разрабатываемые и пересматриваемые стандарты на дезинфекционное оборудование, ТЗ на ОКР, технические условия, карты технического уровня и качества продукции и эксплуатационные документы - Название: Система показателей качества продукции. Оборудование стерилизационное. Номенклатура показателей
Название (англ): Product-quality index system. Stirilizing equipment. Index nomenclature
Stirilizing equipment. Index nomenclature
Назначение: Настоящий стандарт устанавливает номенклатуру основных показателей качества стерилизационного оборудования, включаемых в ТЗ на НИР по определению перспектив развития этой группы, государственные стандарты с перспективными требованиями, а также номенклатуру показателей качества, включаемых в разрабатываемые и пересматриваемые стандарты на стерилизационное оборудование, ТЗ на ОКР, технические условия, карты технического уровня и качества продукции и эксплуатационные документы - Название: Пластины асбестоцеллюлозные фильтрующие и стерилизующие. Технические условия
Название (англ): Asbestos cellulose filtering and sterilizing plates. Specifications
Назначение: Настоящий стандарт распространяется на фильтрующие и стерилизующие асбестоцеллюлозные пластины, предназначенные для фильтрации и стерилизации в фильтр-прессах биологических, медицинских, ветеринарных и других препаратов, а также воды - Название: Известь хлорная. Технические условия
Название (англ): Chlorinated lime. Specifications
Назначение: Настоящий стандарт распространяется на хлорную известь, представляющую смесь двуосновной соли гипохлорита кальция, оксихлорида кальция, хлорида и гидроокиси кальция.
Хлорная известь применяется для дегазации, отбелки, обеззараживания питьевой воды и дезинфекции - Название: Стерилизаторы медицинские паровые, воздушные и газовые. Термины и определения
Название (англ): Steam hot-air and gas sterilizers. Terms and definitions
Назначение: Настоящий стандарт устанавливает применяемые в науке, технике и производстве термины и определения понятий в области паровых, воздушных и газовых стерилизаторов - Название: Стерилизаторы паровые медицинские. Общие технические требования и методы испытаний
Название (англ): Medical steam sterilizers. General technical requirements and test methods
Назначение: Настоящий стандарт распространяется на медицинские паровые стерилизаторы, предназначенные для применения в стационарных и полевых медицинских учреждениях для нужд народного хозяйства и экспорта.
Стандарт не распространяется на стерилизаторы специального назначения (судовые, для растворов, молочных кухонь и другие) - Название: Оборудование медицинское дезинфекционное. Камеры. Кипятильники. Термины и определения
Название (англ): Medical desinfection equipment. Chambers. Boilers. Terms and definitions
Назначение: Стандарт устанавливает термины и определения понятий, относящиеся к дезинфекционным камерам и кипятильникам - Название: Оборудование медицинское. Аквадистилляторы. Термины и определения
Название (англ): Medical equipment. Water stills. Terms and definitions
Назначение: Стандарт устанавливает термины и определения понятий, относящихся к медицинским аквадистилляторам - Название: Аквадистилляторы медицинские электрические. Общие технические требования и методы испытаний
Название (англ): Medical electrical water stills. General technical requirements and test methods
Назначение: Настоящий стандарт распространяется на медицинские электрические аквадистилляторы, предназначенные для производства дистиллированной воды и воды для инъекций в медицинских учереждениях.
Стандарт не распространяется на огневые, судовые аквадистилляторы и на аквадистилляторы, входящие в комплект передвижных установок - Название: Стерилизаторы воздушные медицинские. Общие технические условия
Название (англ): Medical air sterilizers. General technical conditions
Назначение: Настоящий стандарт распространяется на медицинские воздушные стерилизаторы, предназначенные для применения в медицинских учреждения внутри страны и для экспорта.
Стандарт не распространяется на стерилизаторы для биотехнологии. Стандарт не распространяется на стерилизаторы, разработанные до 1972 года
 Stirilizing equipment. Index nomenclature
Stirilizing equipment. Index nomenclature Технические условия
Технические условия

1 2 3 4 5 6 7 →
Список ГОСТ — страница 274
ГОСТ 19537-83 Смазка пушечная. Технические условия.ГОСТ 19538-74 Замазка ЗЗК-3у. Технические условия.
ГОСТ 19540-81 Красители органические. Кубовый золотисто-желтый ЖХП и кубовый золотисто-желтый КХП. Технические условия.
ГОСТ 19542-93 Совместимость средств вычислительной техники электромагнитная.
 Термины и определения.
Термины и определения.ГОСТ 19543-74 Сверла спиральные с цилиндрическим хвостовиком для обработки легких сплавов. Средняя серия. Конструкция.
ГОСТ 19544-74 Сверла спиральные с цилиндрическим хвостовиком для обработки легких сплавов. Длинная серия. Конструкция.
ГОСТ 19545-74 Сверла спиральные левые с цилиндрическим хвостовиком для обработки легких сплавов. Конструкция.
ГОСТ 19546-74 Сверла спиральные с коническим хвостовиком для обработки легких сплавов. Конструкция.
ГОСТ 19547-74 Сверла спиральные удлиненные с коническим хвостовиком для обработки легких сплавов. Конструкция.
ГОСТ 19548-88 Сверла спиральные для обработки легких сплавов. Технические условия.
ГОСТ 19549-93 Столы ученические для черчения и рисования. Типы и функциональные размеры.
ГОСТ 19550-93 Столы ученические для кабинетов иностранного языка. Типы и функциональные размеры.
ГОСТ 19569-89 Стерилизаторы паровые медицинские. Общие технические требования и методы испытаний.
ГОСТ 19570-74 Панели из автоклавных ячеистых бетонов для внутренних несущих стен, перегородок и перекрытий жилых и общественных зданий. Технические требования.
Технические требования.
ГОСТ 19570-2018 Панели из автоклавных ячеистых бетонов для перекрытий жилых и общественных зданий. Технические условия.
ГОСТ 19571-74 Слюда дробленая. Технические условия.
ГОСТ 19572-74 Слюда дробленая и молотая. Метод определения гранулометрического состава.
ГОСТ 19573-74 Слюда дробленая. Метод определения содержания песка.
ГОСТ 19575-84 Руды железные, агломераты и окатыши. Метод определения прочности в процессе восстановления.
ГОСТ 19579-80 Блоки универсально-переналаживаемых штампов для точной объемной штамповки на кривошипных прессах. Конструкция и размеры.
ГОСТ 19580-80 Бойки нижние универсально-переналаживаемых штампов для точной объемной штамповки на кривошипных прессах. Конструкция и размеры.
ГОСТ 19581-80 Кольца прижимные универсально-переналаживаемых штампов для точной объемной штамповки на кривошипных прессах. Конструкция и размеры.
ГОСТ 19582-80 Матрицы-заготовки универсально-переналаживаемых штампов для точной объемной штамповки на кривошипных прессах. Конструкция и размеры.
Конструкция и размеры.
ГОСТ 19583-80 Пуансоны универсально-переналаживаемых штампов для точной объемной штамповки на кривошипных прессах. Основные параметры.
ГОСТ 19584-80 Блоки и сменные детали универсально-переналаживаемых штампов для точной объемной штамповки на кривошипных прессах. Технические требования.
ГОСТ 19585-93 Вставки-заготовки призматические для универсальных блоков молотовых штампов. Конструкция.
ГОСТ 19586-93 Прокладки для универсальных блоков молотовых штампов. Конструкция.
ГОСТ 19587-74 Передачи гидродинамические. Термины и определения.
ГОСТ 19588-74 Пресервы рыбные. Рыба специального посола. Технические условия.
ГОСТ 19588-2006 Пресервы из рыбы специального посола. Технические условия.
ГОСТ 19590-85 Головки отделочно-расточные. Основные размеры.
ГОСТ 19592-80 Плиты древесноволокнистые. Методы испытаний.
ГОСТ 19596-87 Лопаты. Технические условия.
ГОСТ 19597-74 Грабли садово-огородные. Технические условия.
ГОСТ 19597-94 Грабли садово-огородные. Технические условия.
ГОСТ 19598-74 Мотыги, полольники и культиваторы садово-огородные. Технические условия.
ГОСТ 19598-95 Мотыги, полольники и культиваторы садово-огородные. Технические условия.
ГОСТ 19599-90 Пластмассы. Полиамиды. Ускоренное кондиционирование образцов для испытания.
ГОСТ 19603-74 Нити химические комплексные и крученые комплексные технического назначения. Метод определения (линейной) усадки.
ГОСТ 19605-74 Организация труда. Основные понятия. Термины и определения.
ГОСТ 19607-74 Каолин обогащенный для химической промышленности. Технические условия.
ГОСТ 19608-84 Каолин обогащенный для резинотехнических и пластмассовых изделий, искусственных кож и тканей. Технические условия.
ГОСТ 19609.0-89 Каолин обогащенный. Общие требования к методам испытаний.
ГОСТ 19609.1-89 Каолин обогащенный. Методы определения оксида железа (III).
ГОСТ 19609.2-89 Каолин обогащенный. Методы определения оксида титана (IV).
ГОСТ 19609.3-89 Каолин обогащенный. Метод определения оксида алюминия (III).
ГОСТ 19609.4-89 Каолин обогащенный. Метод определения оксида кальция.
ГОСТ 19609.5-89 Каолин обогащенный. Метод определения оксидов калия и натрия.
ГОСТ 19609.6-89 Каолин обогащенный. Метод определения оксида серы (V1).
ГОСТ 19609.7-89 Каолин обогащенный. Метод определения оксида марганца (П).
Перечень ГОСТ в алфавитном порядке в соответствии с межгосударственная системой стандартизации — страница 274. Если нужен сам документ, то отправьте нам запрос на электронную почту или воспользуйтесь поиском по сайту.
мм ГОСТ 1692 85 мм. كلوريك الجير
Номер:
ГОСТ 1692-85
اسم:
كلوريك الجير. الشروط الفنية
ألغيت في الاتحاد الروسي
Номер:
по ГОСТ 1692-85. الشروط الفنية
ГОСТ 1692-85
معيار الطريق السريع
كلورين لايم
الشروط الفنية
طبعة رسمية
ستاندرد إنفورم
معيار الطريق السريع
كلورين لايم
الشروط الفنية
الجير المكلور. Номер
Номер
ИСС 11.080.20 71.060.50 ОКП 21 4712
تاريخ التقديم 01.01.87
تنطبق هذه المواصفة القياسية على مادة التبييض, وهي خليط من ملح هيبوكلوريت الكالسيوم ثنائي القاعدة, أوكسي كلوريد الكالسيوم, وكلوريد الكالسيوم, وهيدروكسيد الكالسيوم.
يستخدم كلور الجير لإزالة الغازات والتبييض والتطهير يشرب الماءوايوا.
1. المتطلبات الفنية
1.1 يجب تصنيع الجير المبيض وفقا لمتطلبات وفقه المواصفة القياسية للوائئ التكنولوجية المعتمدة بالطريقة المحددة.
1.2 اعتمادا على طريقة الصصول على المبيض, يتم إنتاج درجتين: A و B. يتم الصصول على مبيض من الدرجة عن طريق كلورة الزغب في طبقة مميعة, الدرجة B —
كلورة الزغب في جهاز بوكمان.
1.3 يتم عرض أأواد OKP للتبييض, اعلامة التجارية والدرجة والتعبئة والتغليف, في الجدول. واحد.
الجدول 1
1.4 من حيث المؤشرات الفيزيائية والكيميائية والكيميائية, يجب أن يتوافق التبييض مع المعايير المحددة في الجدول. 2.
يحظر إعادة طبع الطبعة الرسمية
© دار المقاييس للنشر, 1985 © Стандартинформ, 2006
ملاحظة. يسمح بتقليل الكسر الكتلي للكلور النشط في مادة التبييض من الدرجة للصف الأول والثاني خلال ثلاث سنوات بنسبة 8%, والصف الثالث والصف Б خلال سنة واحدة — بنسبة 10%.
يسمح بتقليل الكسر الكتلي للكلور النشط في مادة التبييض من الدرجة للصف الأول والثاني خلال ثلاث سنوات بنسبة 8%, والصف الثالث والصف Б خلال سنة واحدة — بنسبة 10%.
يعد تحديد مؤشر «معامل الثبات الحراري» أمرا إلزاميا في كل دفعة من أجل جمع الإحصائيات الخاصة بمنتج الدرجة الثانية من الدرجة В والصف الثالث من كلتا العلامتين التجاريتين.
(طبعة معدلة ، تعديلات رقم 1, 2).
2. متطلبات السلامة
2.1. يتسبب كل من غبار التبييض والكلور في تهيج الأغشية المخاطية للجهاز التنفسي والعينين والجلد.
2.2. الحد الأأصى لتركيز الكلور المسموح به (MPC) في هواء منططة العمل هو 1 مجم / م 3 (فئة الخطر الثانية وفقا ل ГОСТ 12.1.007). تعتمد طريقة التحديد على تفاعل اللون مع اليود (تفاعل نشا اليود). لتحديد وتسجيل محتوى الكلور في هواء المباني الصناعية الصناعية, يتم استخدام أأهزة تحليل الغاز الثابتة أو المحمولة.
2.3 مادة التبييض غير قابلة للاحتراق, ولكن نظرا لكونها عامل مؤؤسد قوي, فإن ملامستها للمنتجنت العضوية يمكن أن تتتسبب في اشتعال النيران فيها.
2.4. المباني الصناعيةيجب أن تكون مجهزة بتهوية إمداد وعادم, مع ضمان محتوى الكلور فيها ضمن أأصى تركيز مسموح به.
2.5. موظفي الإنتاجيجب تزويدها بملابس خاصة وفقًا للوائح الصناعة.
2.6. لحماية الجهاز التنفسي والعينينين, يجب على الأفراد استخدامها الوسائل الفرديةالحماية, قناع غاز الترشيح من الدرجة B أو BKF وفقا ل ГОСТ 12.4.121.
2.7. يجب تزويد المباني والمخازن الصناعية بوسائل إطفاعية بوسائل إطفاء الحريق: ماء, وصناديق بها رمل, وطفايات حريق بثاني أأسيد الكربون.
2.8 في حالة ارتفاع درجة حرارة المبيض بسبب التحلل, يجب اتخاذ تدابير عاجلة لتفريقه.
2.9 في حالة التسمم بالكلور, يجب إخراج الضضية من الجو الملوث, والتأأد من السلام والدفء واستدعاء الطبيب.إذا لامس المنتج الجلد والعينين ، اشطفهما بتيار من الماء لمدة 15-20 دقيين. Бесплатно
2.10. تنظيف الغرفة بالمكنسة الكهربائية. في حالة عدم وجود نظام تفريغ ، يُسمح بالتنظيف الرطب.
3. قواعد القبول
3.1 أخذ المبيض على دفعات. الدفعة هي كمية المنتج الموحد من حيث الجودة, والتي لا يزيد وزنها عن 60 طنا, مصصوبة بوثيقة جودة واحدة. Номер телефона:
الاسم أو علامة تجاريةالصانع؛ الاسم والعلامة التجارية ودرجة المنتج ؛
رقم الدفعة؛
تاريخ التصنيع؛
الوزن الإجمالي والصافي (للحقائب — الوزن الصافي فقط) ؛
عدد وحدات التعبئة والتغليف في الدفعة ؛
نتائج التحليلات أو تأكيد مطابقة جودة المنتج لمتطلبات هذه المااصي
النقوش: «مادة أكالة» ، «تخزن في مكان جاف» ؛
Сертификат соответствия ГОСТ 19433
تعيين هذا المعيار.
3.2 للتحكم في جودة مادة التبييض من أجل امتثال مؤشراتها لمتطلبات هذه المواصفة القياسية, يتم اختيار عينة من 1% من وحدات التعبئة والتغليف من دفعة, ولكن ليس أقل من ثلاثة للدفعات الصغيرة.
3.3 لمراقبة جودة مادة التبييض المعدة لتبييض المعدة ل بيع بالتزئزئة, يتم أخذ عبوتين وزنهما 0.5 كجم وعبوة واحدة تزم وعبوة واحدة تزن 2 كجم من من من العينة من كل كيس أو صندوق.
(طبعة معدلة تعديل رقم 1).
3.4. إذا تم الصصول على نتائئ من ير مرضية من التحليل لأأد المؤشرات على الأأل, يتم إإراء تحليل متكرر لجميع المؤشرات على عينة مزدوجة.
يتم تطبيق نتائج إعادة التحليل على الدُفعة بأكملها.
4. طرق التحليل
4.1 Раздел
4.1.1. يتم أخذ عينات موضعية منات موضعية من التبييض باستخدام مسبار وفقا ل ГОСТ 6732.2 من التيتانيوم والبلاستيك الفينيل, وتغمس في 3/4 عمق العبوة.
من العبوات التي يتراوح وزنها بين 0.5 و 2.0 كجم, يسمح بأخذ العينات باستخدام مغرفة.
بعد أخذ أخذ العينات من أأياس البولي إيثيلين, يجب إغلاق موقع أخذ العينات باللحام أو ربطه بإإكام لمنع مادة التبييض من الانسكاب.
بالنسبة للتعبئة الآلية ، يُسمح بأخذ العينات من التيار.
كتلة العينة الموضعية — لا تقل عن 100 манатов.
4.1.2. يتم الجمع بين عينات النقاط المختارة في كيس بلاستيكي أو على صفيحة جافة ونظيفة من السيليكات أو الزجاج العضوي, أو بلاستيك الفينيل, وتخلط جيدا ويتم الحصول على عينة مجمعة.
4.1.3. قلل العينة المجمعة عن طريق أخذ العينات أو التقسيم إلى ربع إلى عينة متوسطة تبلغ حوالي 300 جرام وضعها في وعاستيكي ظو كيس بلاستيكي نظيف وجاف ومحكم نظيف وجاف ومحكم الإغلاق. حقيبة بلاستيكيةيخمر أو معقود.قم بتخزين العينة في مكان جاف ومظلم.
يتم إرفاق ملصق على الجرة أو العبوة يشير إلى اسم المنتج ورقم الدفعة والعلامة التجارية وتاريخ أخذ العينة والكتابة «احذر من الحروق» واسم جهاز أخذ العينات.
4.1.1-4.1.3. (الطبعة المعدلة ، تعديل رقم 1).
4.2 гр. يجب أن يتوافق التحليل مع متطلبات ГОСТ 27025.
يسمح باستخدام معدات مماثلة معدات مماثلة ذات الخصائص التقنية والمترولوجية, وذذلك الكواشف ذات الجودة التي لا تقل عن تلك المحددة في المعيار.
(مقدمة بالإضافة إلى ذلك ، التعديل رقم 1).
4.2. مظهر خارجييتم تحديد المنتج بصريًا.
4.3 تحديد الكسر الكتلي للكلور النشط
4.3.1. المعدات والكواشف والحلول
Бюретка NTD 1 3 50 3.
Номер сертификата ГОСТ 1770 Номер 1 Номер 2 Номер 500 Номер 3.
Номер изделия по ГОСТ 25336 Номер изделия Kn الإصدار 1 2 2 500 900 3.
ماصة طبقاً لمعيار NTD الإصدار 2 بسعة 50 سم 3.
Номер по каталогу ГОСТ 9147 Номер 3 по 4.
Номер по ГОСТ 1770 Номер 1 Номер 3 Номер 50 Номер 3.
موازين معملية للأغراض العامة من فئة الدقة الثانية وفقا ل ГОСТ 24104 * بحد أأصى للوزن يبلغ 200 جرام.
ГОСТ 6709يوديد البوتاسيوم وفقًا لـ ГОСТ 4232 ، محلول بكسر كتلة 10٪.
نشا قابل للذوبان حسب ГОСТ 10163 محلول بكسر كتلة 1٪.
Значение по ГОСТ 4204, значение c (V 2 H 2 S0 4) = 0,1 мкм / دسم 3 (0,1 мм).
كبريتات الصوديوم (ثيوسلفات الصوديوم) وفقا ل ГОСТ 27068, الدرجة التحليلية, محلول التركيز ج (Na 2 S 2 0 3 -5H 2 0) = 0.1 м/м 3 (0,1 м).
(طبعة معدلة تعديل رقم 1).
4.3.2. التحليلات
يتم وزن 2,2-2,8 جرام من مادة التبييض, مع تسجيل نتيجة الوزن بالجرام بأربعة منازل عشرية, وتحويلها إلى ملاط خزفي, ويضاف 30-40 سم 3 من الماء ويطحن بمدقة حتى يتم تكوين كتلة متجانسة. بعد الترسيب ، يتم صب الطبقة المائية في دورق حجمي. أضف حوالي 20 سم 3 من الماء إلى البقايا في الهاون, واططنها جيدا وانقل الكتلة بأأملها إلى نفس القارورة. يتم رفع حجم السائل في القارورة إلى العلامة مع الماء ، وخلطها جيدًا.دون السماح للترسب بالترسيب, خذ المحلول مع ماصة في دورق مخروطي, أضف 10 سم 3 من محلول يوديد البوتاسيوم, اخلط, أضف 50 سم 3 من محلول حمض الكبريتيك, أغلق القارورة بسدادة, اخلط مرة أخرى ووضعها في مكان مظلم.
بعد 5 دقائئ, تتم معايرة اليود المنطلق بمحلول من كبريتات الصوديوم إلى ل-2 سم شش, ويضاف 1-2 سم 3 من محلول النشا وتستمر المعايرة حتى يتغير لون المحلول.
.
4.3.3. معالجة النتائج
يتم حساب نسبة كتلة الكلور النشط (X) بالنسبة المئوية بواسطة الصية3 900غة3
(الخامس- الخامس) ■ 0.003546500100
حيث v هو حجم محلول كبريتات الصوديوم بتركيز 0. 1 مول / ديسيمتر 3 بالضبط, والمستهلك لمعايرة العينة التي تم تحليلها, سم 3;
1 مول / ديسيمتر 3 بالضبط, والمستهلك لمعايرة العينة التي تم تحليلها, سم 3;
FJ هو حجم محلول كبريتات الصوديوم بتركيز بالضبط 0.1 مول / ديسيمتر 3, ويستهلك للمعايرة في تجربة التحكم, سم 3;
0.003546 هي كتلة الكلور المقابلة ل 1 سم 3 من محلول كبريتات الصوديوم بتركيز 0.1 مول / دسم 3 بالضبط; ر — وزن عينة من مادة التبييض ، ز.
يتم أخذ المتوسط الحسابي لنتائئ تحديدين متوازيين كنتيجة للتحليل, ويجب ألا تتجاوز الفروق المسموح بها عند مستوى ثثة 0.95 0,5 мм.
(طبعة معدلة تعديل رقم 1).
4.4 تحديد معامل الثبات الحراري
4.4.1.
Крепежная пластина по ГОСТ 25336 Крепежная пластина P1 Крепление 25 мм Крепление 200 мм.
موازين معملية للأغراض العامة من فئة الدقة الثانية وفقا ل ГОСТ 24104 مع حد أأصى للوزن يبلغ 200 جم, أو فئة الدقة الثالثة بحد أأصى للوزن يبلغ 500 جم.
ترموستات توفر درجة حرارة (85 + 1) درجة مئوية.
(طبعة معدلة تعديل رقم 1).
4.4.2. التحليلات
يتم وزن 14-16 جم من من المنتج في أنبوب اختبار ززاجي, مسجلا نتيجة الوزن بالجرام مع منزلتين عشريتين. الأنبوب مغلق بسدادة مطاطية مع إدخال أنبوب زجاجي فيه (طول 380 مم ، قطخ 6). يجب أن تكون نهاية الأنبوب 5-10 مم فوق سطح المنتج.
الأنبوب مغلق بسدادة مطاطية مع إدخال أنبوب زجاجي فيه (طول 380 مم ، قطخ 6). يجب أن تكون نهاية الأنبوب 5-10 مم فوق سطح المنتج.
يوضع أنبوب الاختبار مع المنتج في منظم حرارة بحيث يتم غمر المنتج بالكامل في الماء بالكامل في الماء وحفظه عند درجة حرارة (85 + 1) درجة مئوية لمدة ساعتين.
بعد ذلك, يزال أنبوب الاختبار من حمام منظم الحرارة, ويغلق بسدادة صلبة ويبرد إلى درجة حرارة الغرفة. يتم خلط محتويات أنبوب الاختبار ويتم تحديد جزء الكتلة من الكلور الور النشط النشط النشط 4.3
4.4.3. معالجة النتائج
بواسطة الصيغة
أين Xj — جزء الشاملالكلور النشط في التبييض بعد التسخين ،٪ ؛
x هو زءزء الكتلة من الكلور النشط في التبييض الأصلي, ويتم تحديده وفقا للفقرة 4.3,%. يتم أخذ أخذ المتوسط الحسابي لنتائئ تحديدين متوائيين كنتيجة للتحليل, ويجب ألا تتجاوز الفروق المسموح بها عند مستوى ثثة 0,95 0,01.
5. التعبئة والتغليف ووضع العلامات والنقل والتخزين
5.1 Номер версии:
في عبوات وزنها 0.5-2.0 كجم من فيلم بولي إيثيلين وفقا ل ГОСТ 10354 بسماكة 0. 06-0.100 مم أو من فيلم بولي فينيل كلوريد وفقا ل ГОСТ 16272 بسماكة 0.18-0.23 مم, أو من ورق الأكياس وفقا مع ГОСТ Р 2228 درجة -20, مغلفة بالبولي إيثيلين;
06-0.100 مم أو من فيلم بولي فينيل كلوريد وفقا ل ГОСТ 16272 بسماكة 0.18-0.23 مم, أو من ورق الأكياس وفقا مع ГОСТ Р 2228 درجة -20, مغلفة بالبولي إيثيلين;
Шлифовальная пластина М 10-0,220 Лампа ГОСТ 17811
في براميل فولاذية وفقا لنوع ГОСТ 5044 I أو III, الإصدارات В 15 В х, V 2, V 4, بسعة لا تزيد عن 100 дм 3, مطلية من الداخل والخارج بطلاء مقاوم كيميائيا, أو في براميل غير مصبوغة من الكربون الصلبمن الأنواع والتصاميم المحددة, ومجهزة ببطانات مصنوعة من فيلم البولي إيثيلين طبقا للمواصفة ГОСТ 10354 بسماكة 0.06-0,100 мкм.
يتم تعبئة مواد التبييض المخصصة لتبييض المخصصة لتجارة التزئزئة في أأياس تزن 0.5-2,0 كجم مع تفاوت ± 5% من الوزن الاسمي للكيس. يتم وضع العبوات في أكياس بلاستيكية وفقا ل ГОСТ 17811 أو في صناديق خشبية وفقا ل ГОСТ 18573 من النوع II-1 أو III-1, أو في صناديق مصنوعة من مواد ذات أساس خشبي وفقا ل ГОСТ 5959 من النوع II-1. يجب ألا يتجاوز الوزن الإجمالي للطرد الواحد 30 كجم.
يتم تعبئة كلور الجير المخصص للشحن إلى أقصى الشمال والمناطق المعادلة وفقا ل ГОСТ 15846 في براميل خشبية وفقا ل ГОСТ 8777 بسعة 100 дм 3 مع بطانات بلاستيكية وفقا ل ГОСТ 10354 بسماكة 0. 06-0.100 مم ، براميل خشبية مبيضة وفقا للوثائق المعيارية والفنية.
06-0.100 مم ، براميل خشبية مبيضة وفقا للوثائق المعيارية والفنية.
للتخزين طويل الأأل, يتم تعبئة المبيض في براميل من الصلب, مطلية من الداخل والخارج, أو في أأياس بلاستيكية محاطة بأأياس مصنوعة من القماش المكلور. في هذه الحالة, في الزءزء السفلي العلوي من براميل الإصدار b, يجب أن يكون هناك أيضا فتحة للنسخة a X.
للتصدير, يتم تعبئة المبيض في براميل خشبية وفقا ل ГОСТ 8777 بسعة 100 DM 3 مع إدراج فيلم البولي إيثيلين; في براميل خشبية للتبييض مصنوعة وفقًا للوثائق المعيارية والتقنية ة ГОСТ 9338 براميل فولاذية طبقا ل ГОСТ 5044, مطلية من الداخل والخارج, أو مطلية من الخارج وببطانات مصنوعة من فيلم البولي إيثيلين.
يجب ألا تتجاوز درجة حرارة المبيض الذي تم تحميله في الحاوية 40 درة٦؊.
(طبعة معدلة تعديل رقم 1).
5.2 الأأياس والأأياس البلاستيكية ملحومة أو مربوطة بخيوط مقو مربوطة بخيوط مقاومة للكلور أو بحلقة معدنية. يُسمح بربط الأكياس بحلقة مطاطية. الأكياس الورقية ذات الأكياس الورقية محكمة الغلق. تُخيط أكياس الكلور دون ثقب بطانة البولي إيثيلين ، أو تُربط بخيور مقاكمقاك
5. 3 علامات النقل — وفقا لن 14192, تشير إلى البيانات التالية: اسم الشركة المصنعة وعلامتها التجارية; علامات التلاعب: «عبوة محكمة الغلق» ، «الابتعاد عن التسخين» ؛ الأوزان الإجمالية والصافية (للحقائب — الأوزان الصافية فقط) ؛
3 علامات النقل — وفقا لن 14192, تشير إلى البيانات التالية: اسم الشركة المصنعة وعلامتها التجارية; علامات التلاعب: «عبوة محكمة الغلق» ، «الابتعاد عن التسخين» ؛ الأوزان الإجمالية والصافية (للحقائب — الأوزان الصافية فقط) ؛
ملصق خطر وفقًا لـ ГОСТ 19433 (الفئة 5, الفئة الفرعية 5.1 رمز المجموعة 5152 ، الرقم التسلسلي للأمم المتحدة 2208).
(الطبعة المعدلة ، تعديل رقم 2).
5.4. يجب أن يحتوي الملصق الذي يميز المنتجات المعبأة على البيانات التالية 9003:
الاسم والعلامة التجارية ودرجة المنتج ؛ رقم الدفعة ، تاريخ الصنع ؛ تعيين هذا المعيار.
5.5 تأشير الحاويات الاستهلاكية ب مبيضالمصصود بتجارة التزئزئة يجب أن يحتوي على البيانات التالية:
اسم الشركة المصنعة
اسم المنتج؛
الغرض من المنتج وطريقة استخدامه ؛
الاحتياطات والمعدات الوقائية.
مدة الصلاحية (سنة واحدة) وشهر وسنة الإصدار ؛
تعيين هذا المعيار ؛
النقوش: «مادة أكالة» و «تخزينها في مكان جاف» ؛
يتم تطبيق ملصقات منتجات البيع بالتجزئة على عبوات المستهلك. يُسمح بوضع علامة على ملصق ورقي ، يتم وضعه في كيس بلاستيكي ومُلصق برقب برقب برقب
يُسمح بوضع علامة على ملصق ورقي ، يتم وضعه في كيس بلاستيكي ومُلصق برقب برقب برقب
5.6 يجب نقل المبيض في عبوات. يجب نقل كلور الكلور في الأكياس في منصات نقالة ذات صناديق معدنية مصنوعة وفقا للوثائق التنظيمية والتقنية, في براميل وصناديق وبراميل — على منصات خشبية مسطحة وفقا ل ГОСТ 9557.
وسائل تثبيت البراميل والصناديق والبراميل على المنصاميل على المنصات — وفقا ل ГОСТ 21650. يجب ألا يتجاوز الوزن الإإمالي للززمة 1 طن.
5.7 يتم وضع العلامات مباشرة علات كل عبوة ومنصات نقالة مثبتة على باب السيارة, ولكن ليس أأل من 10 منصات نقالة. يُسمح بتمييز منصات الصناديق على الملصقات المرفقة بها.
5.8 يتم نقل الجير الكلور مغطاة بجميع أنور مغطاة بجميع أنواع النقل, باستثناء الهواء مركباتوفقا لقواء نقل البضائع الخطرة المعمول بها لهذا النوعمن النقل.
يتم نقل الجير المبيض المعبأ في أأياس بلاستيكية فطط بعربات طريق السكك الحديديةأو بواسطة السيارة.
يسمح بنقل المبيض المعبأ براً في شكل غير معبأ.
5,5-5,8. (الطبعة المعدلة ، تعديل رقم 1).
5.9 5.9 يجب أن يكون عمر الجير المبيض, المعبأ في أأياس البولي إيثيلين, قديما في عبوات في مستودع الشركة المصنعة لمدة 72 ساعة على منصات نقالة. في هذه الحالة, يتم تكديس الأأياس على منصات نقالة يصل ارتفاعها إلى 1 متر وعرض كومة يصل إلى 2 متر, ويكون الممر بين الأأوام 0,5 متر على الأأل.
في هذه الحالة, يتم تكديس الأأياس على منصات نقالة يصل ارتفاعها إلى 1 متر وعرض كومة يصل إلى 2 متر, ويكون الممر بين الأأوام 0,5 متر على الأأل.
5.10. يتم تخزين المبيض في غرف تخزين مغلقة وغير مدفأة ومظلمة وجيدة التهوية.
أو الطوب أو الخرسانة.
يتم تخزين الجير المبيض في الأكياس في أكوام يصل ارتفاعها إلى 2.5 متر وعرضها يصل إلى 1.2 متر, في براميل وصناديق وبراميل — عموديا, يصل ارتفاعها إلى خمس طبقات مع ألواح بين طبقات أو أفقيا يصل ارتفاعها إلى 4 أمتار.
يتم ترك ممر بعرض 1 متر على الأقل بين الأكوام.
(طبعة معدلة تعديل رقم 1).
5.11. لا يجوز تخزين المتفجرات والمواد القابلة للاشتعال واسطوانات الغازات المضغوطة في نفس الغرفة مع مواد التبييض.
6. ضمانات الشركة المصنعة
6.1 تضمن الشركة المصنعة امتثال جودة التبييض لمتطلبات هذه المواصفة القياسية, مع مراعاة شروط النقل والتخزين.
6.2 مدة الصلاحية المضمونة للمبيض من الدرجة من الدرجة 1 و 2 هي 3 سنوات من تاريخ التصنيع, الدرجة الدرجة 3 والدرجة B — سنة واحدة من تاريخ الصنع.
بيانات المعلومات
1.
 تم تطويره وتقديمه من قبل وزارة الصناعة الكيميائية في الاتحاد السوفياتي
تم تطويره وتقديمه من قبل وزارة الصناعة الكيميائية في الاتحاد السوفياتي2 — تمت الموافقة عليها وإدخالها حيز التنفيذ بموجب قرار لجنة الدولة للمعايير التابعة لاتحاد الجمهوريات الاشتراكية السوفياتية المؤرخ 30 تشرين الأول / أكتوبر 1985 رقم 3506
3.ГОСТ 1692-58
4. تنظيم المراجع والوثائق الفنية
رقم الشيء | رقم الشيء | ||
ГОСТ 12.1.007-76 | ГОСТ 10163-76 | ||
ГОСТ 12.4.121-83 | ГОСТ 10354-82 | ||
ГОСТ 1770-74 | ГОСТ 14192-96 | ||
ГОСТ 2228-81 | ГОСТ 15846-2002 | ||
ГОСТ 4204-77 | ГОСТ 16272-79 | ||
ГОСТ 4232-74 | ГОСТ 17811-78 | ||
ГОСТ 5044-79 | ГОСТ 18573-86 | ||
ГСОТ 5959-80 | ГОСТ 19433-88 | ||
ГОСТ 6709-72 | ГОСТ 21650-76 | ||
ГОСТ 6732. | ГОСТ 24104-88 | ||
ГОСТ 8777-80 | ГОСТ 25336-82 | ||
ГОСТ 9147-80 | ГОСТ 27025-86 | ||
ГОСТ 9338-80 | ГОСТ 27068-86 | ||
ГОСТ 9557-87 |
 2-89
2-895.تم إلغاء تحديد فترة الصلاحية وفقا للبروتوكول رقم 7-95 للمجلس المشترك بين الولايات للتقييس والمقاييس وإصدار الشهادات (НУК 11-95)
6. الطبعة (يوليو 2006) مع التعديلات رقم 1, 2, المعتمدة في أكتوبر 1988 ويوليو 1989 (ИУС 1 -89, 11-89)
المحرر M.I. ماكسيموفا المحرر الفني Н. С. Гришанова Корректор В.Е. Нестерова تخطيط الكمبيوتر А.Н. زولوتاريفوي
Дата регистрации: 27.07.2006. Увеличить 60x84V8 — ورق أوفست. سماعة تايمز. طباعة أوفست. خدمة л. 0,93. دار الأكاديمية والنشر 0.80 лет 43 месяца. زاك. 549. М 3133.
زاك. 549. М 3133.
ФГУП «Стандартинформ», 123995 Москва, Гранатный пер. 4. تمت كتابتها في مؤسسة الوحدة الفيدرالية الفيدرالية على جهابكك
طُبع في فرع مؤسسة الدولة الفيدرالية الموحدة «Стандартинформ» — النوع. «طابعة موسكو» , 105062 موسكو ، ليالين لكل. , 6.
ГОСТ 14192-77
ГОСТ 20292-74
4. 3.1; 4.4.1
3.1; 4.4.1
5. تم تمديد فترة الصلاحية حتى 01.01.97 بموجب قرار معيار الدولة لاتحاد الجمهوريات الاشتراكية السوفياتية بتاريخ 11.07.89 N 2369
6- الجمهورية (نيسان / أبريل 1991) مع التعديلات, N 1, 2, المعتمدة في تشرين الأول / أكتوبر ويوليو 1 988 / تموز 1989 г. (ИУС 1-89, 11-89)
تنطبق هذه المواصفة القياسية على مادة التبييض, وهي خليط من ملح هيبوكلوريت الكالسيوم ثنائي القاعدة, أوكسي كلوريد الكالسيوم, وكلوريد الكالسيوم, وهيدروكسيد الكالسيوم.
يستخدم كلور الجير في تفريغ وتبييض وتطهير مياه الشرب والتطهير.
1. المتطلبات الفنية
1. المتطلبات الفنية
1.1 يجب تصنيع الجير المبيض وفقا لمتطلبات هذه المواصفة القياسية للوائح التكنولوجية المعتمدة بالطريقة المحددة.
1,2
يتم الصصول على مادة التبييض من الدرجة عن طريق كلورة الزغب في طبقة مميعة, من الدرجة B — عن طريق كلورة الزغب في جهاز Buckman.
1.3 يتم عرض رموز ОКП للتبييض, اعلامة التجارية والدرجة والتعبئة والدرجة والتعبئة والتغليف, في الجدول 1.
الجدول 1
اسم العلامة التجارية ، الدرجة | |
درجة التبييض أ: | |
1-й номер | |
الصف الثاني | |
الصف 3RD | |
Телефон: | |
1-й номер | |
الصف الثاني | |
الصف 3RD | |
Номер телефона: | |
Номер 500 Номер | |
أكياس 2000 جرام |
1. 4 من حيث المؤشرات الفيزيائية والفيميائية والكيميائية, يجب أن يتوافق التبييض مع المعايير المحددة في الجدول 2.
4 من حيث المؤشرات الفيزيائية والفيميائية والكيميائية, يجب أن يتوافق التبييض مع المعايير المحددة في الجدول 2.
الجدول 2
اسم المؤشر | نورم للعلامة التجارية | |||||
1-й номер | الصف الثاني | الصف 3RD | 1-й номер | الصف الثاني | الصف 3RD | |
1.المظهر | Номер телефона | |||||
2. نسبة الكتلة من الكلور النشط٪ وليس أقل | ||||||
3. | ||||||
 معامل الثبات الحراري ليس أقل
معامل الثبات الحراري ليس أقل ملحوظة. يسمح بتقليل الكسر الكتلي للكلور النشط في مادة التبييض من الدرجة للصف الأول والثاني خلال ثلاث سنوات بنسبة 8%, والصف الثالث والصف Б خلال سنة واحدة — بنسبة 10%.
يعد تحديد مؤشر «معامل الاستقرار الحراري» أمرا إلزاميا في كل دفعة من أجل جمع الإحصائيات الخاصة بمنتج الدرجة الثانية من الدرجة В والصف الثالث من كلتا العلامتين التجاريتين.
(طبعة معدلة ، القس ن 1, 2).
2. متطلبات السلامة
2.1. يتسبب كل من غبار التبييض والكلور في تهيج الأغشية المخاطية للجهاز التنفسي والعينين والجلد.
2.2. الحد الأأصى للتركيز المسموح به (MPC) للكلور في هواء منططة العمل هو 1 مجم / م (فئة الخطر الثانية وفقا ل ГОСТ 12.1.007-76). تعتمد طريقة التحديد على تفاعل اللون مع اليود (تفاعل نشا اليود). لتحديد وتسجيل محتوى الكلور في هواء المباني الصناعية الصناعية, يتم استخدام أأهزة تحليل الغاز الثابتة أو المحمولة.
2.3 مادة التبييض مادة التبييض غير قابلة للاحتراق, ولكن نظرا لكونها عامل مؤؤسد قوي, فإن ملامستها للمنتجنت العضوية يمكن أن تتسبب في اشتعال النيران فيها.
2.4 يجب أن تكون منشآت الإنتاج مجهزة بتهوية الإمداد والعادم, مما يضمن محتوى الكلور فيها ضمن أأصى تركيز مسموح به.
2.5.
2.6. لحماية الجهاز التنفسي والعينينين, يجب على الأفراد استخدام معدات الحماية الشخصية, وقناع غاز الترشيح من الدرجة b أو BFK وفقا ل ГОСТ 12.4.121-83.
2.7. يجب تزويد المباني والمخازن الصناعية بوسائل إطفاعية بوسائل إطفاء الحريق: ماء, وصناديق بها رمل, وطفايات حريق بثاني أأسيد الكربون.
2.8 في حالة ارتفاع درجة حرارة المبيض بسبب التحلل, يجب اتخاذ تدابير عاجلة لتفريقه.
2.9 ي حالة التسمم بالكلور, يجب إخراج الضضية من الجو الململوث, والتأأد من السلام والدفء واستدعاء الطبيب. إذا لامس المنتج الجلد والعينين ، اشطفهما بتيار من الماء لمدة 15-20 دقيين. Бесплатно
2.10. تنظيف الغرفة بالمكنسة الكهربائية. في حالة عدم وجود نظام تفريغ ، يُسمح بالتنظيف الرطب.
3. قواعد القبول
3.1 يتم أخذ المبيض على دفعات. الدفعة هي كمية المنتج الموحد من حيث الجودة, والتي لا يزيد وزنها عن 60 طنا, مصصوبة بوثيقة جودة واحدة.
يجب أن يحتوي مستند الجودة على:
اسم الشركة المصنعة أو علامتها التجارية;
الاسم والعلامة التجارية ودرجة المنتج ؛
رقم الدفعة؛
تاريخ التصنيع؛
الوزن الإجمالي والصافي (للحقائب — الوزن الصافي فقط) ؛
عدد وحدات التعبئة والتغليف في الدفعة ؛
نتائئ التحليلات أو تأأيد مطابقة جودة المنتج لمتطلبات هذه المواصفة القياسية;
النقوش: «مادة أكالة» ، «تخزن في مكان جاف» ؛ ГОСТ 19433-88
3.2 للتحكم في جودة مادة التبييض من أجل امتثال مؤشراتها لمتطلبات هذه المواصفة القياسية, يتم اختيار عينة من 1% من وحدات التعبئة والتغليف من دفعة, ولكن ليس أقل من ثلاثة للدفعات الصغيرة.
3.3 للتحكم في جودة المبيض المخصص لتجارة التزئزئة, يتم أخذ كيسين يزن كل منهما 0.5 كجم وكيس واحد بوزن 2 كجم من عينة من كل كيس أو صندوق.
3.4. إذا تم الصصول على نتائئ من ير مرضية من التحليل لأأد المؤشرات على الأأل, يتم إإراء تحليل متكرر لجميع المؤشرات على عينة مزدوجة.
يتم تطبيق نتائج إعادة التحليل على الدُفعة بأكملها.
4. طرق التحليل
4.1 اختيار عينة
4.1.1. يتم أخذ عينات موضعية منات موضعية من التبييض باستخدام مسبار وفقا ل ГОСТ 6732.2-89 من التيتانيوم والبلاستيك الفينيل, وتغمس في 3/4 عمق مساحة الششن.
من العبوات التي يتراوح وزنها بين 0.5 و 2.0 كجم, يسمح بأخذ العينات باستخدام مغرفة.
بعد أخذ أخذ العينات من أأياس البولي إيثيلين, يجب إغلاق موقع أخذ العينات باللحام أو ربطه بإإكام لمنع مادة التبييض من الانسكاب.
بالنسبة للتعبئة الآلية ، يُسمح بأخذ العينات من التيار.
كتلة العينة الموضعية — لا تقل عن 100 манатов.
4.1.2. يتم الجمع بين عينات النقاط المختارة في كيس بلاستيكي أو على ورقة نظيفة وجافة من السيليكات أو الزجاج العضوي أو الفينيل البلاستيك, ويتم خلطها جيدا ويتم الحصول على عينة مجمعة.
4.1.3. قلل العينة المجمعة عن طريق أخذ العينات أو التقسيم إلى ربع إلى عينة متوسطة تبلغ حوالي 300 جرام وضعها في وعاستيكي ظو كيس بلاستيكي نظيف وجاف ومحكم نظيف وجاف ومحكم الإغلاق. الكيس البلاستيكي مغلق أو مقيد. قم بتخزين العينة في مكان جاف ومظلم.
الكيس البلاستيكي مغلق أو مقيد. قم بتخزين العينة في مكان جاف ومظلم.
يتم إرفاق ملصق على الجرة أو العبوة يشير إلى اسم المنتج ورقم الدفعة والعلامة التجارية وتاريخ أخذ العينة والكتابة «احذر من الحروق» واسم جهاز أخذ العينات.
4.1.1-4.1.3. (طبعة معدلة ، تعديل ن 1).
4.2 О. Крепежная арматура ГОСТ 27025-86.
يسمح باستخدام معدات مماثدام معدات مماثلة ذات الخصائص التقنية والمترولوجية, وذذلك الكواشف ذات الجودة التي لا تقل عن تلك المحددة في المعيار.
(المقدمة بالإضافة إلى ذلك, Rev. N 1).
4.2 يتم تحديد مظهر المنتج بصريًا.
4.3 Техническая информация
4.3.1. Бюретка
Бюретка ГОСТ 20292-74 Размер 1 Размер 3 Размер 50.
Единица измерения ГОСТ 1770-74 Увеличить 1 Увеличить 2 Увеличить 500 дюймов.
Номер по каталогу ГОСТ 25336-82 Номер по номеру Кн по номеру 1 по 2 по 50.
Номерной знак ГОСТ 20292-74 Номерной знак 2 Размер 50 мм.
ملاط خزفي وفقًا لـ ГОСТ 9147-80 N 3 , 4.
قياس الاسطوانة وفقًا لـ ГОСТ 1770-74 الإصدار 1 أو 3 بسعة 50 سم.
ГОСТ 24104-88 * Размер 200 мм.
_______________
* — ملاحظة «كود».
ماء مقطر وفقًا لـ ГОСТ 6709-72
يوديد البوتاسيوم وفقًا لـ ГОСТ 4232-74, محلول بكسر كتلة 10٪.
محلول بكسر كتلة 1٪.
حمض الكبريتيك وفقًا لـ ГОСТ 4204-77 ، تركيز المحلول (1/2 H SO) = مول / دسم (0.1 نيوتن).
كبريتات الصوديوم (ثيوسلفات الصوديوم) وفقا ل ГОСТ 27068-86, الدرجة التحليلية, تركيز المحلول (Naso 5H O) = 0,1 مول / دسم (0,1 نيوتن).
(طبعة معدلة, القس.
4.3.2. التحليلات
يتم وزن 2,2-2,8 جم من مادة التبييض, مع تسجيل نتيجة الوزن بالجرام بأربعة منازل عشرية, ثم نقلها إلى ملاط خزفي, وإضافة 30-40 سم من الماء وفركها بمدقة حتى يتم تكوين كتلة متجانسة. بعد الترسيب, يتم صب الطبقة المائية في دورق حجمي. أضف حوالي 20 سم 3 من الماء إلى البقايا في الهاون, واطحنها جيدا وانقل الكتلة بأكملها إلى نفس القارورة.يتم رفع حجم السائل في القارورة إلى العلامة مع الماء ، وخلطها جيدًا. دون السماح للترسب بالترسب, خذ المحلول مع ماصة في دورق مخروطي, أضف 10 سم من محلول يوديد البوتاسيوم, اخلط, أضف 50 سم من محلول حمض الكبريتيك, أغلق القارورة بسدادة, اخلط مرة أخرى وضعها في مكان مظلم مكان.
بعد 5 دقائق, تتم معايرة اليود المنطلق بمحلول من كبريتات الصوديوم إلى لون أصفر قش, ويضاف 1-2 سم من محلول النشا وتستمر المعايرة حتى يتغير لون المحلول.
4.3.3. معالجة النتائج
يتم حساب نسبة كتلة الكلور النشط () في المئة بواسطة الصيغة
أين هو حجم محلول كبريتات الصوديوم بتركيز 0,1 مول / دسم 3 بالضبط, والمستهلك لمعايرة العينة التي تم تحليلها, سم;
— حجم محلول كبريتات الصوديوم بتركيز 0.1 مول / دسم 3 بالضبط, والمستهلك للمعايرة في تجربة التحكم, سم;
0.003546 هي كتلة الكلور المقابلة ل 1 سم 3 من محلول كبريتات الصوديوم بتركيز 0.1 مول / دسم 3 بالضبط;
— وزن عينة من مادة التبييض ، ز.
يتم أخذ المتوسط يتم أخذ المتوسط الحسابي لنتائئ تحديدين متوازيين كنتيجة للتحليل, ويجب ألا تتجاوز الفروق المسموح بها عند مستوى ثثة 0,95 0,5%.
(طبعة معدلة, القس ن
4.4 تحديد معامل الثبات الحراري
4.4.1. ادوات
أنبوب اختبار وفقا ل ГОСТ 25336-82 من النوع Р1 بقطر 25 مم وارتفاع 200 مم.
موازين معملية للأغراض العامة من فئة الدقة الثانية وفقا لثانية وفقا ل ГОСТ 24104-88 بحد أأصى للوزن 200 جم, أو فئة الدقة الثالثة بحد أأصى للوزن يبلغ 500 جم.
ترموستات يوفر درجة حرارة (85 ± 1) درجة مئوية.
(طبعة معدلة ، تعديل ن 1).
4.4.2. التحليلات
يتم وزن 14-16 جم من المنتج في أنبوب اختبار ززاجي, مسجلا نتيجة الوزن بالجرام مع منزلتين عشريتين. الأنبوب مغلق بسدادة مطاطية مع إدخال أنبوب زجاجي فيه (طول 380 مم ، قطخ 6). يجب أن تكون نهاية الأنبوب 5-10 مم فوق سطح المنتج.
يوضع أنبوب الاختبار مع المنتج في منظم حرارة بحيث يتم غمر المنتج بالكامل في الماء وحفظه عند درجة حرارة (85 ± 1) درجة مئوية لمدة ساعتين.
بعد ذلك, يزال أنبوب الاختبار من حمام منظم من حمام منظم الحرارة, ويغغلق بسدادة صلبة ويبرد إلى درجة حرارة الغرفة. يتم خلط محتويات ألط محتويات أنبوب الاختبار ويتم تحديد الزءزء الكتلي من الكلور النشط () وفقا للبند 4.3.
4.4.3. معالجة النتائئ
يتم حساب معامل الثبات الحراري () بواسطة الصيغة
أين هو الزءزء الكتلي من الكلور النشط في مادة التبييض بعد التسخين,%;
— نسبة كتلة الكلور النشط في مادة التبييض الأصلية ، ومحددة وفقاً 3.٨اً
يتم أخذ المتوسط الحسابي لنتائئ تحديدين لنتائئ تحديدين متوازيين كنتيجة للتحليل, ويجب ألا تتجاوز الفروق المسموح بها عند مستوى ثثة 0. 95 0,01.
95 0,01.
في براميل فولاذية وفقا ل ГОСТ 5044-79 الأنواع I أو III, الإصدارات В, С, С, С, بسعة لا تزيد عن 100 дм 3, مطلية من الداخل والخارج بطلاء مقاوم كيميائيا, أو في براميل من الصلب الكربوني غير المطلي من الأنواع والتصاميم المحددة, والمجهزة بإدخالات من فيلم البولي إيثيلين وفقا ل ГОСТ 10354-82 ГОСТ 10354-82 بسماكة 0.06-0.100 مم, في براميل خشبية للتبييض, مصنوعة وفقا للوثائق التنظيمية والفنية.
_______________
* ГОСТ 15846-2002 ТУ. — ملاحظة «كود».
للتخزين طويل لأأأل, يتم تعبئة المبيض في براميل من الصلب, مطلية من الداخل والخارج, من الداخل والخارج, أو في أأياس بلاستيكية محاطة بأأياس مصنوعة من القماش المكلور.في هذه الحالة, في الجزء السفلي العلوي من براميل الإصدار Б يجب أن يكون هناك أيضا فتحة في الإصدار А.
للتصدير, يتم تعبئة مادة التبييض في براميل خشبية وفقا ل ГОСТ 8777-80 بسعة 100 дм3 مع إدراج فيلم البولي إيثيلين; في براميل خشبية للتبييض مصنوعة وفقًا للوثائق المعيارية والتقنية ة مع إدراج فيلم البولي إيثيليي براميل فولاذية طبقا ل Gost 5044-79, مطلية من الداخل والخارج, أو مطلية بالخارج وببطانات مصنوعة من فيلم البولي إيثين.
(ссылка 1).
5.2 الأأياس والأأياس البلاستيكية ملبومة أو مربوطة بخيوط مقاومة للكلور مو بحلقة معدنية. يُسمح بربط الأكياس بحلقة مطاطية. الأكياس الورقية ذات الأكياس الورقية محكمة الغلق. تُخيط أكياس الكلور دون ثقب بطانة البولي إيثيلين ، أو تُربط بخيور مقاكمقاك
5.3 وسم النقل — وفقًا لـ ГОСТ 14192-77*- ملاحظة «كود».
اسم الشركة المصنعة وعلامتها التجارية ؛
علامات التلاعب: «عبوة محكمة الغلق» ، «تخشى التسخين» ؛
الأوزان الإجمالية والصافية (للحقائب — الأوزان الصافية فقط) ؛
ملصص خطر وفقا ل gص خطر وفقا ل ГОСТ 19433-88 (الفئة 5, الفئة الفرعية 5.1, رمز المجموعة 5152, الرقم التسلسلي للأمم المتحدة 2208).
(طبعة معدلة ، تعديل ن 2).
5.4. يجب أن يحتوي الملصص الذي يميز المنتجات المعبأة على البيانات التالية:
الاسم والعلامة التجارية ودرجة المنتج;
رقم الدفعة ، تاريخ الصنع ؛
تعيين هذا المعيار.
5,5 يجب أن يحتوي وضع الملصقات على حاويات المستهلك باستخدام مادة التبييض المخصصة لتجارة التجزئة على المعلومات التالية:
اسم الشركة المصنعة
اسم المنتج;
الغرض من المنتج وطريقة استخدامه ؛
الاحتياطات والمعدات الوقائية.
مدة الصلاحية (سنة واحدة) وشهر وسنة الإصدار ؛
تعيين هذا المعيار ؛
النقوش: «مادة أكالة» و «تخزينها في مكان جاف» ؛
وزن؛
السعر.
يتم تطبيق ملصقات منتجات البيع بالتجزئة على عبوات المستهلك.يُسمح بوضع علامة على ملصق ورقي ، يتم وضعه في كيس بلاستيكي ومُلصق برقب برقب برقب
5.6 يجب نقل كلور الجير الموجود في الأكياس في منصات نقالة ذات صندوق معدني, مصنوعة وفقا للوثائق التنظيمية والتقنية, في براميل وصناديق وبراميل — على منصات خشبية مسطحة وفقا ل ГОСТ 9557-87.
وسائل ربط البراميل والصناديق والبراميل على المنصات — وفقًا لف-7 ГОСТ 6.16. يجب ألا يتجاوز الوزن الإجمالي للعبوة 1 طن.
5.7 يتم وضع العلامات مباشرة علامات مباشرة على كل عبوة ومنصات نقالة مثبتة على باب السيارة, ولكن ليس أأل من 10 منصات نقالة.يُسمح بتمييز منصات الصناديق على الملصقات المرفقة بها.
5,8 يتم نقل الجير الكلور بجميع أنواع النقل, باستثناء النقل الجوي, في مركبات مغطاة وفقا لقواعد نقل البضائع الخطرة المعمول بها لهذا النوع من النقل.
يتم نقل الجير المبيض المعبأ في أأياس بلاستيكية فطط بواسطة عربات النقل بالسكك الحديدية أو برا.
المعبأ براً في شكل غير معبأ
5,5-5,8. (طبعة معدلة ، تعديل ن 1).
5.9 يجب أن يكون عمر الجير المبيض, الجيبأ في أأياس البولي إيثيلين, قديما في عبوات في مستودع الشركة المصنعة لمدة 72 ساعة على منصات نقالة.في هذه الحالة, يتم تكديس الأأياس على منصات نقالة يصل ارتفاعها إلى 1 متر وعرض كومة يصل إلى 2 متر, ويكون الممر بين الأأوام 0,5 متر على الأأل.
5.10. يتم تخزين المبيض في غرف تخزين مغلقة وغير مدفأة ومظلمة وجيدة التهوية.
أو الطوب أو الخرسانة.
يتم تخزين الجير المبيض في الأكياس في أكوام يصل ارتفاعها إلى 2.5 متر وعرضها يصل إلى 1.2 متر, في براميل وصناديق وبراميل — عموديا, يصل ارتفاعها إلى خمس طبقات مع صعود بين الطبقات أو أفقيا يصل ارتفاعه إلى 4 أمتار.
يتم ترك ممر بعرض 1 متر على الأقل بين الأكوام.
(طبعة معدلة ، تعديل ن 1).
5.11. لا يجوز تخزين المتفجرات والمواد القابلة للاشتعال واسطوانات الغازات المضغوطة في نفس الغرفة مع مواد التبييض.
6. ضمانات الشركة المصنات الشركة المصنعة
6. 1 تضمن الشركة المصنعة امتثال جودة التبييض لمتطلبات هذه المواصفة القياسية, مع مراعاة شروط النقل والتخزين.
1 تضمن الشركة المصنعة امتثال جودة التبييض لمتطلبات هذه المواصفة القياسية, مع مراعاة شروط النقل والتخزين.
6.2 مدة الصلاحية المضمونة للمبيض من الدرجة من الدرجة 1 و 2 هي 3 سنوات من تاريخ التصنيع, الدرجة الدرجة 3 والدرجة B — سنة واحدة من تاريخ الصنع.
يتم التحقق من نص المستند عن نصريق:
المنشور الرسمي
موسكو: دار نشر المعايير, 1991
رعاية صحية. ГОСТ 1692-85: كلور الجير. الشروط الفنية. OKS: الرعاية الصحية والتعقيم والتطهير. ГОСТы. كلوريك الجير. الشروط الفنية. فئة = نص>
ГОСТ 1692-85
ГОСТ 1692-85
المجموعة L17
معيار الدولة لاتحاد SSR
كلورين لايم
الشروط الفنية
الجير المكلور. تحديد
OKP 21 4712
صالح من 1987.01,01
قبل 1997.01.01 *
_______________________________ * تمت إزالة تاريخ انتهاء الصلاحية
وفقا للبروتوكول N 7-95 للمجلس المشترك بين الولايات
للتوحيد القياسي والمقاييس ومنح الشهادات
(ИУС N 11, 1995). — ملاحظة «КОД»
بيانات المعلومات
1. تم تطويره وتقديمه من قبل وزارة الصناعة الكيميائية في الاتحاد السوفياتي
تم تطويره وتقديمه من قبل وزارة الصناعة الكيميائية في الاتحاد السوفياتي
2. المؤدون
بي بوشكوف, كاند. تقنية. علوم؛ باخوموف ، كاند. تقنية. علوم؛ ميخائيلوف ، كاند.تقنية. علوم؛ З.М. Ривина, канд. كيمياء. علوم؛ ن.لوزبن ، كاند. تقنية. علوم؛ إي جي فارفيل M.L. ميشيل ؛ بي إل ريزنيك جي إم شيفر جنرال موتورز سوبوليفا
2. تمت الموافقة عليها والمقدمة بمرسوم لجنة الدولةاتحاد الجمهوريات الاشتراكية السوفياتية وفقا لمعايير 30 أكتوبر 1985 N 3506
3. استبدال ГОСТ 1692-58
4. تنظيم المراجع والوثائق الفنية
رقم الشيء | |
ГОСТ 12.1.007-76 | |
ГОСТ 12.4.121-83 | |
ГОСТ 1770-74 | |
ГОСТ 2228-81 | |
ГОСТ 4204-77 | |
ГОСТ 4232-74 | |
ГОСТ 5044-79 | |
ГОСТ 5959-80 | |
ГОСТ 6709-72 | |
ГОСТ 6732. | |
ГОСТ 8777-80 | |
ГОСТ 9147-80 | |
ГОСТ 9338-80 | |
ГОСТ 9557-87 | |
ГОСТ 10163-76 | |
ГОСТ 10354-82 | |
ГОСТ 14192-77 | |
ГОСТ 15846-79 | |
ГОСТ 16272-79 | |
ГОСТ 17811-78 | |
ГОСТ 18573-86 | |
ГОСТ 19433-88 | |
ГОСТ 20292-74 | |
ГОСТ 21650-76 | |
ГОСТ 24104-88 | 4. |
ГОСТ 25336-82 | |
ГОСТ 27025-86 | |
ГОСТ 27068-86 |
 2-89
2-89  3.1; 4.4.1
3.1; 4.4.1 5. تم تمديد فترة الصلاحية حتى 01.01.97 بموجب قرار معيار الدولة لاتحاد الجمهوريات الاشتراكية السوفياتية بتاريخ 11.07.89 N 2369
6- الجمهورية (نيسان / أبريل 1991) مع التعديلات, N 1, 2, المعتمدة في تشرين الأول / أكتوبر 1988 ويوليو / تموز 1989 (ИУС 1-89, 11-89)
تنطبق هذه المواصفة القياسية على مادة التبييض, وهي خليط من ملح هيبوكلوريت الكالسيوم ثنائي القاعدة, أوكسي كلوريد الكالسيوم, وكلوريد الكالسيوم, وهيدروكسيد الكالسيوم.
. +
1. المتطلبات الفنية
1. المتطلبات الفنية
1.1 يجب تصنيع الجير المبيض وفقا لمتطلبات هذه المواصفة القياسية للوائح التكنولوجية المعتمدة بالطريقة المحددة.
1,2
يتم الصصول على مادة التبييض من الدرجة عن طريق كلورة الزغب في طبقة مميعة, من الدرجة B — عن طريق كلورة الزغب في جهاز Buckman.
1.3 يتم عرض رموز ОКП للتبييض, اعتمادا على العلامة التجارية والدرجة والتعبئة والتغليف, في الجدول 1.
اسم العلامة التجارية, الدرجة | |
درجة التبييض أ: | |
1-й номер | |
الصف الثاني | |
الصف 3RD | |
Телефон: | |
1-й номер | |
الصف الثاني | |
الصف 3RD | |
Номер телефона: | |
Номер 500 Номер | |
أكياس 2000 جرام |
1. 4 من حيث المؤشرات الفيزيائية والفيميائية والكيميائية, يجب أن يتوافق التبييض مع المعايير المحددة في الجدول 2.
4 من حيث المؤشرات الفيزيائية والفيميائية والكيميائية, يجب أن يتوافق التبييض مع المعايير المحددة في الجدول 2.
الجدول 2
اسم المؤشر | نورم للعلامة التجارية | |||||
1-й номер | الصف الثاني | الصف 3RD | 1-й номер | الصف الثاني | الصف 3RD | |
1.المظهر | Номер телефона | |||||
2. نسبة الكتلة من الكلور النشط٪ وليس أقل | ||||||
3. | ||||||
 معامل الثبات الحراري ليس أقل
معامل الثبات الحراري ليس أقل ملحوظة. يسمح بتقليل الكسر الكتلي للكلور النشط في مادة التبييض من الدرجة للصف الأول والثاني خلال ثلاث سنوات بنسبة 8%, والصف الثالث والصف Б خلال سنة واحدة — بنسبة 10%.
يعد تحديد مؤشر «معامل الاستقرار الحراري» أمرا إلزاميا في كل دفعة من أجل جمع الإحصائيات الخاصة بمنتج الدرجة الثانية من الدرجة В والصف الثالث من كلتا العلامتين التجاريتين.
(طبعة معدلة ، القس ن 1, 2).
2. متطلبات السلامة
2.1. يتسبب كل من غبار التبييض والكلور في تهيج الأغشية المخاطية للجهاز التنفسي والعينين والجلد.
2.2. الحد الأأصى للتركيز المسموح به (MPC) للكلور في هواء منططة العمل هو 1 مجم / م (فئة الخطر الثانية وفقا ل ГОСТ 12.1.007-76). تعتمد طريقة التحديد على تفاعل اللون مع اليود (تفاعل نشا اليود). لتحديد وتسجيل محتوى الكلور في هواء المباني الصناعية الصناعية, يتم استخدام أأهزة تحليل الغاز الثابتة أو المحمولة.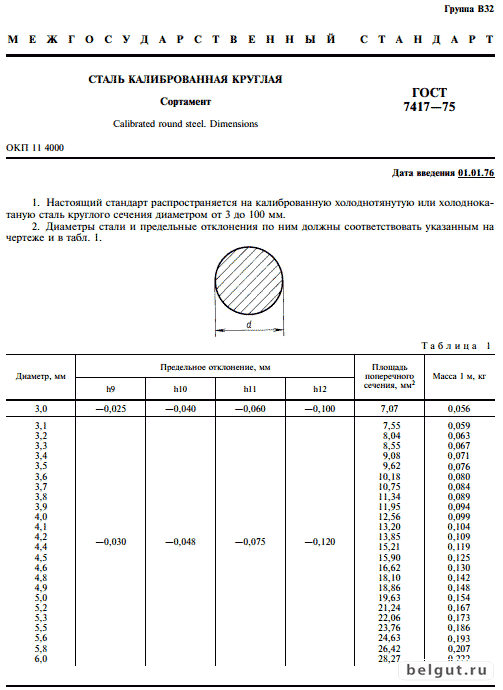
2.3 مادة التبييض مادة التبييض غير قابلة للاحتراق, ولكن نظرا لكونها عامل مؤؤسد قوي, فإن ملامستها للمنتجنت العضوية يمكن أن تتسبب في اشتعال النيران فيها.
2.4 يجب أن تكون منشآت الإنتاج مجهزة بتهوية الإمداد والعادم, مما يضمن محتوى الكلور فيها ضمن أأصى تركيز مسموح به.
2.5.
2.6. لحماية الجهاز التنفسي والعينينين, يجب على الأفراد استخدام معدات الحماية الشخصية, وقناع غاز الترشيح من الدرجة b أو BFK وفقا ل ГОСТ 12.4.121-83.
2.7. يجب تزويد المباني والمخازن الصناعية بوسائل إطفاعية بوسائل إطفاء الحريق: ماء, وصناديق بها رمل, وطفايات حريق بثاني أأسيد الكربون.
2.8 في حالة ارتفاع درجة حرارة المبيض بسبب التحلل, يجب اتخاذ تدابير عاجلة لتفريقه.
2.9 ي حالة التسمم بالكلور, يجب إخراج الضضية من الجو الململوث, والتأأد من السلام والدفء واستدعاء الطبيب. إذا لامس المنتج الجلد والعينين ، اشطفهما بتيار من الماء لمدة 15-20 دقيين. Бесплатно
2.10. تنظيف الغرفة بالمكنسة الكهربائية. في حالة عدم وجود نظام تفريغ ، يُسمح بالتنظيف الرطب.
3. قواعد القبول
3.1 يتم أخذ المبيض على دفعات. الدفعة هي كمية المنتج الموحد من حيث الجودة, والتي لا يزيد وزنها عن 60 طنا, مصصوبة بوثيقة جودة واحدة.
الشركة المصنعة أو علامتها جي
الاسم والعلامة التجارية ودرجة المنتج ؛
رقم الدفعة؛
تاريخ التصنيع؛
الوزن الإجمالي والصافي (للحقائب — الوزن الصافي فقط) ؛
عدد وحدات التعبئة والتغليف في الدفعة ؛
نتائج التحليلات أو تأكيد مطابقة جودة المنتج لمتطلبات هذه المااصي
النقوش: «مادة أكالة» ، «تخزن في مكان جاف» ؛
تأكيد تطبيق علامات الخطر على العبوة وفقًا لـ ГОСТ 19433-88 ;
3.2 للتحكم في جودة مادة التبييض من أجل امتثال مؤشراتها لمتطلبات هذه المواصفة القياسية, يتم اختيار عينة من 1% من وحدات التعبئة والتغليف من دفعة, ولكن ليس أقل من ثلاثة للدفعات الصغيرة.
3.3 للتحكم في جودة المبيض المخصص لتجارة التزئزئة, يتم أخذ كيسين يزن كل منهما 0.5 كجم وكيس واحد بوزن 2 كجم من عينة من كل كيس أو صندوق.
3.4. إذا تم الصصول على نتائئ من ير مرضية من التحليل لأأد المؤشرات على الأأل, يتم إإراء تحليل متكرر لجميع المؤشرات على عينة مزدوجة.
يتم تطبيق نتائج إعادة التحليل على الدُفعة بأكملها.
4. طرق التحليل
4.1 اختيار عينة
4.1.1. يتم أخذ عينات موضعية من التبييض باستخدام مسبار وفقًا لـ ГОСТ 6732.2-89 من التيتانيوم والبلاستيك الفينيل ، وتغمس في 3/4 مساحة الشحن.
من العبوات التي يتراوح وزنها بين 0.5 و 2.0 كجم, يسمح بأخذ العينات باستخدام مغرفة.
بعد أخذ أخذ العينات من أأياس البولي إيثيلين, يجب إغلاق موقع أخذ العينات باللحام أو ربطه باللحام لمنع مادة التبييض من الانسكاب.
بالنسبة للتعبئة الآلية ، يُسمح بأخذ العينات من التيار.
كتلة العينة الموضعية — لا تقل عن 100 манатов.
4.1.2. يتم الجمع بين عينات النقاط المختارة في كيس بلاستيكي أو على ورقة نظيفة وجافة من السيليكات أو الزجاج العضوي أو الفينيل البلاستيك, ويتم خلطها جيدا ويتم الحصول على عينة مجمعة.
4.1.3. قلل العينة المجمعة عن طريق أخذ العينات أو التقسيم إلى ربع إلى عينة متوسطة تبلغ حوالي 300 جرام وضعها في وعاستيكي ظو كيس بلاستيكي نظيف وجاف ومحكم نظيف وجاف ومحكم الإغلاق. الكيس البلاستيكي مغلق أو مقيد. قم بتخزين العينة في مكان جاف ومظلم.
قم بتخزين العينة في مكان جاف ومظلم.
يتم إرفاق ملصق على الجرة أو العبوة يشير إلى اسم المنتج ورقم الدفعة والعلامة التجارية وتاريخ أخذ العينة والكتابة «احذر من الحروق» واسم جهاز أخذ العينات.
4.1.1-4.1.3. (طبعة معدلة ، تعديل ن 1).
4.2 О.Крепежная арматура ГОСТ 27025-86.
يسمح باستخدام معدات مماثدام معدات مماثلة ذات الخصائص التقنية والمترولوجية والمترولوجية, وذذلك الكواشف ذات الجودة التي لا تقل عن تلك المحدة في المعيار.
(المقدمة بالإضافة إلى ذلك, Rev. N 1).
4.2 تحديد مظهر المنتج بصريًا.
4.3 Техническая информация
4.3.1. Размер
Бюретка по ГОСТ 20292-74 Размер 1 размер 3 размер 50 мм.
Размер пластины ГОСТ 1770-74 Размер 1 размер 2 размер 500 мм
Номер по каталогу ГОСТ 25336-82 Номер по Кн, Размер 1 по 2 Размер 500.
Размер пластины ГОСТ 20292-74 Размер 2 Размер 50 мм.
ملاط خزفي وفقا ل ГОСТ 9147-80 N 3 أو 4.
قياس الاسطوانة وفقا ل الاسطوانة وفقا ل ГОСТ 1770-74 الإصدار 1 أو 3 بسعة 50 سم.
موازين مختبرية للأغراض العامة من فئة الدقة الثانية وفقا لثن 24104-88 * بحد أأصى للوزن يبلغ 200 جرام.
_______________
* على أراضي الاتحاد الروسي, ГОСТ 24104-2001 ساري المفعول, من الآن فصاعدا في النص.- ملحوظة.
ماء مقطر وفقًا لـ ГОСТ 6709-72
Крепежная пластина по ГОСТ 4232-74.
نشا قابل للذوبان وفقًا لـ ГОСТ 10163-76;
Единица измерения по ГОСТ 4204-77 تركيز المحلول (1/2 H SO) = مول / دسم (0,1 نيوتن).
كبريتات الصوديوم (ثيوسلفات الصوديوم) وفقا ل ГОСТ 27068-86, الدرجة التحليلية, تركيز المحلول (NASO 5H O) = 0,1 مول / ديسيمتر (0,1 نيوتن).
(طبعة معدلة ، القس.
4.3.2. التحليلات
يتم وزن 2,2-2,8 جم من مادة التبييض, مع تسجيل نتيجة الوزن بالجرام بأربعة منازل عشرية, ثم نقلها إلى ملاط خزفي, وإضافة 30-40 سم من الماء وفركها بمدقة حتى يتم تكوين كتلة متجانسة. بعد الترسيب ، يتم صب الطبقة المائية في دورق حجمي. أضف حوالي 20 سم 3 من الماء إلى البقايا في الهاون, واططنها جيدا وانقل الكتلة بأأملها إلى نفس القارورة. يتم رفع حجم السائل في القارورة إلى العلامة مع الماء ، وخلطها جيدًا. دون السماح للترسب بالترسب, خذ المحلول مع ماصة في دورق مخروطي, أضف 10 سم من محلول يوديد البوتاسيوم, اخلط, أضف 50 سم من محلول حمض الكبريتيك, أغلق القارورة بسدادة, اخلط مرة أخرى وضعها في مكان مظلم مكان.
دون السماح للترسب بالترسب, خذ المحلول مع ماصة في دورق مخروطي, أضف 10 سم من محلول يوديد البوتاسيوم, اخلط, أضف 50 سم من محلول حمض الكبريتيك, أغلق القارورة بسدادة, اخلط مرة أخرى وضعها في مكان مظلم مكان.
بعد 5 دقائئ, تتم معايرة اليود المنطلق بمحلول من كبريتات الصر شش, ولىاف 1-2 سم شش, ويضاف 1-2 سم من محلول النشا وتستمر المعايرة حتى يتغير لون المحلول.
.
4.3.3. معالجة النتائج
يتم حساب نسبة كتلة الكلور النشط () في المئة بواسطة الصيغة
أين هو حجم محلول كبريتات الصوديوم بتركيز 0,1 مول / دسم 3 بالضبط, والمستهلك لمعايرة العينة التي تم تحليلها, سم;
— حجم محلول كبريتات الصوديوم بتركيز 0.1 مول / دسم 3 بالضبط ، والمستهلك للمعايرة في تجربة التحكم ، سم ؛
0,003546 هي كتلة الكلور المقابلة ل 1 1 سم 3 من محلول كبريتات الصوديوم بتركيز 0.1 مول / دسم 3 بالضبط;
— وزن عينة من مادة التبييض ، ز.
يتم أخذ المتوسط الحسابي لنتائئ تحديدين لنتائئ تحديدين متوازيين كنتيجة للتحليل, ويجب ألا تتجاوز الفروق المسموح بها عند مستوى ثثة 0,95 0,5%.
(طبعة معدلة, القس ن
4. 4 تحديد معامل الثبات الحراري
4 تحديد معامل الثبات الحراري
4.4.1. ادوات
أنبوب اختبار وفقا لن 2536-82 من وفقا لنوع P1 بططر 25 مم وارتفاع 200 مم.
موازين معملية للأغراض العامة من فئة الدقة الثانية وفقا ل ГОСТ 24104-88 بحد أأصى للوزن 200 جم, أو فئة الدقة الثالثة بحد أأصى للوزن يبلغ 500 جم.
ترموستات يوفر درجة حرارة (85 ± 1) درجة مئوية.
(طبعة معدلة ، تعديل ن 1).
4.4.2. التحليلات
يتم وزن 14-16 جم من المنتج في أنبوب اختبار ززاجي, مسجلا نتيجة الوزن بالجرام مع منزلتين عشريتين. الأنبوب مغلق بسدادة مطاطية مع إدخال أنبوب زجاجي فيه (طول 380 مم ، قطخ 6). يجب أن تكون نهاية الأنبوب 5-10 مم فوق سطح المنتج.
يوضع أنبوب الاختبار مع المنتج في منظم حرارة بحيث يتم غمر المنتج بالكامل في الماء وحفظامل في الماء وحفظه عند درجة حرارة (85 ± 1) درجة مئوية لمدة ساعتين.
بعد ذلك, يزال أنبوب الاختبار من حمام منظم الحرارة, ويغلق بسدادة صلبة ويبرد إلى درجة حرارة الغرفة. يتم خلط محتويات ألط محتويات أنبوب الاختبار ويتم تحديد الزءزء الكتلي من الكلور النشط () وفقا للبند 4.3.
4. 4.3. معالجة النتائئ
4.3. معالجة النتائئ
يتم حساب معامل الثبات الحراري () بواسطة الحراريغة
أين هو الزءزء الكتلي من الكلور النشط في مادة التبييض بعد التسخين,%;
— نسبة كتلة الكلور النشط في مادة التبييض الأصلية ، ومحددة وفقاً بللللللللللليالتبييض الأصلية الأصلية ومحددة وفقاً بلل3.
يتم أخذ المتوسط الحسابي لنتائئ تحديدين متوائئ تحديدين متوازين كنتيجة للتحليل, ويجب ألا تتجاوز الفروق المسموح بها عند مستوى ثثة 0,95 0,01.
5. التعبئة والتغليف ووضع العلامات ووضع العلامات والنقل والتخزين
5.1 يتم تعبئة المبيض:
في أأياس البولي إيثين M 10-0.220 وفقا ل ГОСТ 17811-78;
في عبوات وزنها 0,5-2,0 كجم من فيلم بولي إيثيلين وفقا ل ГОСТ 10354-82 بسماكة 0.06-0.100 مم أو من فيلم بولي فينيل كلوريد وفقا ل ГОСТ 16272-79 بسماكة 0.18-0.23 مم, أو من ورق الأكياس وفقا ل ГОСТ 2228- 81 درجة P-20 ، مغلفة بالبولي إيثيلين ؛
М 10-0.220 وفقًا لـ ГОСТ 17811-78;
في براميل فولاذية وفقا ل ГОСТ 5044-79 الأنواع I أو III, الإصدارات В, С, С, С, بسعة لا تزيد عن 100 дм 3, مطلية من الداخل والخارج بطلاء مقاوم كيميائيا, أو في براميل من الصلب الكربوني غير المطلي من الأنواع والتصاميم المحددة, ومجهزة بإدخالات من فيلم بولي إيثيلين طبقا للمواصفة ГОСТ 10354-82 بسماكة 0,06-0. 100 вمم.
100 вمم.
يتم تعبئة مواد التبييض المخصصة لتبييض المخصصة لتجارة التزئزئة في أأياس تزن 0.5-2,0 كجم مع تفاوت ± 5% مع تفاوت ± 5% من لوزن الاسمي للكيس.يتم وضع العبوات في أكياس من البولي إيثيلين وفقا ل ГОСТ 17811-78 أو في صناديق خشبية وفقا ل ГОСТ 18573-86 من النوع II-1 أو III-1, أو في صناديق مصنوعة من مواد ذات أساس خشبي وفقا لنوع ГОСТ 5959-80 II, -1. يجب ألا يتجاوز الوزن الإجمالي للطرد الواحد 30 كجم.
يتم تعبئة كلور الجير المخصص للشحن إلى أقصى الشمال والمناطق التي يصعب الوصول إليها وفقا ل ГОСТ 15846-79 * في براميل خشبية وفقا ل ГОСТ 8777-80 بسعة 100 дм3 مع بطانات بلاستيكية وفقا ل ГОСТ 10354 -82 بسمك 0.06-0.100 مم, في براميل خشبية للتبييض ، حسب التوثيق المعياري والفني.
_______________
* ГОСТ 15846-2002 ТУ. — ملحوظة.
للتخزين طويل لأأأل, يتم تعبئة المبيض في براميل من الصلب, مطلية من الداخل والخارج, من الداخل والخارج, أو في أأياس بلاستيكية محاطة بأأياس مصنوعة من القماش المكلور. في هذه الحالة, في الجزء السفلي العلوي من براميل الإصدار Б يجب أن يكون هناك أيضا فتحة في الإصدار А.
للتصدير, يتم تعبئة مادة التبييض في براميل خشبية وفقا ل ГОСТ 8777-80 بسعة 100 дм3 مع إدراج فيلم البولي إيثيلين; في براميل خشبية للتبييض مصنوعة وفقًا للوثائق المعيارية والتقنية ة مع إدراج فيلم البولي إيثيليي براميل فولاذية طبقا ل Gost 5044-79, مطلية من الداخل والخارج, أو مطلية بالخارج وببطانات مصنوعة من فيلم البولي إيثين.
يجب ألا تتجاوز درجة حرارة المبيض الذي تم تحميله في الحاوية 40 درة٦؊.
(ссылка 1).
5.2 الأأياس والأأياس البلاستيكية ملبومة أو مربوطة بخيوط مقاومة للكلور مو بحلقة معدنية. يُسمح بربط الأكياس بحلقة مطاطية. الأكياس الورقية ذات الأكياس الورقية محكمة الغلق. تُخيط أكياس الكلور دون ثقب بطانة البولي إيثيلين ، أو تُربط بخيور مقاكمقاك
5.3 وسم النقل — وفقًا لـ ГОСТ 14192-77*- ملحوظة.
اسم الشركة المصنعة وعلامتها التجارية ؛
علامات التلاعب: «عبوة محكمة الغلق» ، «تخشى التسخين» ؛
الأوزان الإجمالية والصافية (للحقائب — الأوزان الصافية فقط) ؛
ملصص خطر وفقا لصص 19433-88 (الفئة 5, الفئة الفرعية 5.1, رمز المجموعة 5152, الرقم التسلسلي للأمم المتحدة 2208).
(طبعة معدلة ، تعديل ن 2).
5.4. يجب أن يحتوي الملصص الذي يميز المنتجات المعبأة على البيانات التالية:
الاسم والعلامة التجارية ودرجة المنتج;
رقم الدفعة ، تاريخ الصنع ؛
تعيين هذا المعيار.
5,5 يجب أن يحتوي وضع الملصقات على حاويات المستهلك باستخدام مادة التبييض المخصصة لتجارة التجزئة على المعلومات التالية:
اسم الشركة المصنعة
اسم المنتج;
الغرض من المنتج وطريقة استخدامه ؛
الاحتياطات والمعدات الوقائية.
مدة الصلاحية (سنة واحدة) وشهر وسنة الإصدار ؛
تعيين هذا المعيار ؛
النقوش: «مادة أكالة» و «تخزينها في مكان جاف» ؛
وزن؛
السعر.
يتم تطبيق ملصقات منتجات البيع بالتجزئة على عبوات المستهلك. يُسمح بوضع علامة على ملصق ورقي ، يتم وضعه في كيس بلاستيكي ومُلصق برقب برقب برقب
5.6 يجب نقل كلور الجير الموجود في الأكياس في منصات نقالة ذات صندوق معدني, مصنوعة وفقا للوثائق التنظيمية والتقنية, في براميل وصناديق وبراميل — على منصات خشبية مسطحة وفقا ل ГОСТ 9557-87.
وسائل ربط البراميل والصناديق والبراميل على المنصات — وفقا ل ГОСТ 21650-76. يجب ألا يتجاوز الوزن الإجمالي للعبوة 1 طن.
يجب ألا يتجاوز الوزن الإجمالي للعبوة 1 طن.
5.7 يتم وضع العلامات مباشرة علامات مباشرة على كل عبوة ومنصات نقالة مثبتة على باب السيارة, ولكن ليس أأل من 10 منصات نقالة. يُسمح بتمييز منصات الصناديق على الملصقات المرفقة بها.
5,8 يتم نقل الجير الكلور بجميع أنواع النقل, باستثناء النقل الجوي, في مركبات مغطاة وفقا لقواعد نقل البضائع الخطرة المعمول بها لهذا النوع من النقل.
يتم نقل الجير المبيض المعبأ في أأياس بلاستيكية فطط بواسطة عربات النقل بالسكك الحديدية أو برا.
يسمح بنقل المبيض المعبأ براً في شكل غير معبأ.
5,5-5,8. (طبعة معدلة ، تعديل ن 1).
5.9 يجب أن يكون عمر الجير المبيض, الجيبأ في أأياس البولي إيثيلين, قديما في عبوات في مستودع الشركة المصنعة لمدة 72 ساعة على منصات نقالة.في هذه الحالة, يتم تكديس الأأياس على منصات نقالة يصل ارتفاعها إلى 1 متر وعرض كومة يصل إلى 2 متر, ويكون الممر بين الأأوام 0,5 متر على الأأل.
5.10. يتم تخزين المبيض في غرف تخزين مغلقة وغير مدفأة ومظلمة وجيدة التهوية.
أو الطوب أو الخرسانة.
يتم تخزين الجير المبيض في الأكياس في أكوام يصل ارتفاعها إلى 2.5 متر وعرضها يصل إلى 1.2 متر, في براميل وصناديق وبراميل — عموديا, يصل ارتفاعها إلى خمس طبقات مع صعود بين الطبقات أو أفقيا يصل ارتفاعه إلى 4 أمتار.
يتم ترك ممر بعرض 1 متر على الأقل بين الأكوام.
(طبعة معدلة ، تعديل ن 1).
5.11. لا يجوز تخزين المتفجرات والمواد القابلة للاشتعال واسطوانات الغازات المضغوطة في نفس الغرفة مع مواد التبييض.
6. ضمانات الشركة المصنات الشركة المصنعة
6.1 تضمن الشركة المصنعة امتثال جودة التبييض لمتطلبات هذه المواصفة القياسية, مع مراعاة شروط النقل والتخزين.
6.2 مدة الصلاحية المضمونة للمبيض من الدرجة من الدرجة 1 و 2 هي 3 سنوات من تاريخ التصنيع, الدرجة الدرجة 3 والدرجة B — سنة واحدة من تاريخ الصنع.
ჯართის კონსტრუქციის ტექნიკური პირობებტ გოტ გო ჯართის კონსტრუქციის სპეციფიკაციები ГОСТ ჯართი სამშენებლო ГОСТ 1405 83
ოფიციალური გამოცემა
სსრკ სახელმწიფო სამშენებლო კომიტეტი
შემუშავებულია სამშენებლო, საგზაო და მუნიციპალური ინჟინერიის სამინისტროს მიერ
კონტრაქტორები ვ. ვ.კულაგინი, ნ.ი.ფედოროვი წარმოდგენილ იქნა სამშენებლო, საგზაო და მუნიციპალური ინჟინერიის სამინისტროს მიერ
ვ.კულაგინი, ნ.ი.ფედოროვი წარმოდგენილ იქნა სამშენებლო, საგზაო და მუნიციპალური ინჟინერიის სამინისტროს მიერ
მოადგილე მინისტრი ვ.ა.ელეცკი
დამტკიცებულია და ძალაში შევიდა სსრკ სამშენებლო საკითხთა სახელმწიფო კომიტეტის 1983 წლის 21 თებერვლის NO28 დადგენილებით.
UDC 621.865.2: 669.14: 0065.2: 669.14: 006.354 ჯგუფი Z36
სსრ კავშირის სახელმწიფო სტანდარტი
Scrap Steel здание სპეციფიკაციები
ГОСТ 1405-72-ის ნაცვლად
დაჭერით და ანადგურებს ფოლადის გისოსებს. სპეციფიკაციები
სსრკ სახელმწიფო კომიტეტის დადგენილება
სტანდარტის შეუსრულებლობა ისჯება კანონით
ეს სტანდარტი ვრცელდება ფოლადის ჯართზე
გამოიყენება მშენებლობაში სამშენებლო და აწყობის, გაყალბებისა და სხვა სამუშაოების წარმოებაში.
1. ტიპები და ძირითადი ზომები
1.1. ჯართი, დანიშნულებიდან გამომდინარე, უნდა დამზადდეს შემდეგი ტიპებისაგან, რომლებიც მითითებულია ცხრილში. ერთი.
ცხრილი 1_
ხელახალი ბეჭდვა აკრძალულია
ოფიციალური გამოცემა
სტანდარტების გამომცემლობის შესახებ, 1983 წადის შესახაზებშადახრებინახაზებში მითითებული ჯართის სიუნდაო ნაწილის ზომები უნდა შეესაბამებოდესის ტოლერანტობა არიგრძის ტოლერტოლერანტობა არ უნდა იყოს ± 1% — მეტი.
1.3. ჯართის სიმბოლოები უნდა შედგებოდეს ჯართის სტანდარტული ზომის აღნიშვნით და ამ სტანდარტით.
მაგალითი სიმბოლოსტანდარტული ზომის LG15 ჯართი:
კლანჭები, ტიპი ЛГ სტანდარტული ზომები ЛГ16, ЛГ20, ЛГ24
1.2. საყრდენების ძირითადი ზომები უნდა შეესაბამებოდეს ნახაზში მითითებულ ზომებს. |
 1-8 და ცხრილში. 2-4.
1-8 და ცხრილში. 2-4.ცხრილი 2 ზომები მმ_ში | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
სტანდარტული ზომა LG16A
წონა — არაუმეტეს 0,8 კგ.
სტანდარტული ზომა LG15A
წონა — არაუმეტეს 0,78 კგ.
დანარჩენი ზომები — როგორც ჯოჯოხეთი. 3.
ასამბლეის ხრახნები, ტიპის LM
სტანდარტული ზომები LM20, LM24, LM32 ზომები
ЛМ19, ЛМ22, ЛМЗО
ცხრილი 3 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
ჩვეულებრივი ჯართის ტიპი LO
ზომები მმ-ში
სტანდარტული ზომები L024,
სტანდარტული ზომები L022, L026,
L028, L032 ЛОЗО
ცხრილი 4 ზომები მმ_ში | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
2.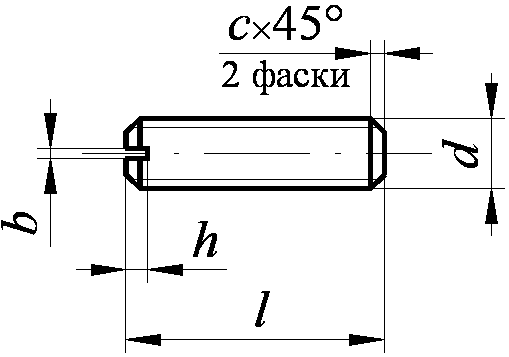 ტექნიკური მოთხოვნები
ტექნიკური მოთხოვნები
2.1. ჯართი უნდა დამზადდეს ამ სტანდარტის მოთხოვნების შესაბამისად სამუშაო ნახაზებისა და საცნობარო ადის მიხედვით, შეთანხმებული სტანდარტიზაცის საბაზო ორგანიზაციასთან ადი წესით.
2.2. ჯართი უნდა დამზადდეს 45 ან 50 კლასის ფოლადისგან Gost 1050-74-ის შესაბამისად.
ფოლადის დიაპაზონის მოთხოვნები არ უნდა იყოს დაბალი ვიდრე Gost 2590-71 ან Gost 2879-69 დადგენილი მოთხოვნები.
ნებადართულია ჯართის დამზადება ფოლადის კლასებიდან БСТБ ГОСТ 380-71 და სხვა კლასებიდან, მექანიკური საკუთრებარომელიც არ არის დაბალი, ვიდრე მითიკლი კლასის ფოლადისა.
2.3. ჯართს არ უნდა ჰქონდეს ბზარები, მზის ჩასვლა, თმები, ტყვეობა, ჩანართები.
ცალ-ცალკე ჩაღრმავება სასწორისგან დაშვებულია ცხელი გაყალბებით ან ჭედვით დამუშავებული ჯართის ზედაპირზე.
2.4. არანაკლებ 150 მმ სიგრძის ყუთების ბოლოები უნდა იყოს თერმულად დამუშავებული და ჰქონდეს HRC 40 სიხისტე. .47 (HRC 38. .46).
2.5. ლურსმნების ამოღებისას ЛГ ტიპის ჯართის ფრჩხილის ამწევმა ნაწილებმა არ უნდა შეცვალოს გეომეტრიული ფორმა და დაიმსხვრა. მათ ზედაპირებზე, ფრჩხილების ამოღების შემდეგ, არ უნდა იყოს ნაპრალები, ბზარები და ჭუჭყიანი.
მათ ზედაპირებზე, ფრჩხილების ამოღების შემდეგ, არ უნდა იყოს ნაპრალები, ბზარები და ჭუჭყიანი.
2.6. ჯართის სწორი მონაკვეთების სისწორის ტოლერანტობა არ უნდა აღემატებოდეს მათი სიგრძის 1% -ს.
2.7. ბორბლების მკვეთრი კიდეები უნდა იყოს ბლაგვი.
2.8. ჯართი უნდა იყოს დაფარული ქიმ. ოკ. პრმ. ГОСТ 9.073-77 BT-577 საფარის მიხედვით ГОСТ 5631-79. ოქსიდის საფარი უნდა შეესაბამებოდეს ГОСТ 9.301-78, სამუშაო პირობები — ჯგუფი G ГОСТ 14007-68 შესაბამისად.
საღებავი უნდა შეესაბამებოდეს v კლასს Gost 9.032-74-ის შესაბამისად, სამუშაო პირობები — VI ჯგუფში ГОСТ 9.104-79 შესაბამისად.
ნებადართულია სხვა საფარის გამოყენება, რომელიც უზრუნველყოფს პროდუქციის ანტიკოროზიულ დაცვას.
3. მიღების წესები
3.1. ჯართი უნდა იყოს მიღებული მწარმოებლის ტექნიკური კონტროლის მიერ.
3.2. ჯართის მიღება და მიწოდება ხდება პარტიად.
ლოტის ზომა დგინდება მხარეთა შეთანხმებით.
პარტია უნდა შედგებოდეს იგივე სტანდარტული ზომის ჯანდისაგან ჯართისაგან, დამზადებული ანივე მასალისგან, სათითაოდ დანავებული ტექნოლოგიური პროცესიდა ერთდროულად წარდგენილი მიღებაზე ერთ დოკუმენტზე.
3.3. ჯართის შემოწმებისას პუნქტებში მითითებულ მოთხოვნებთან შესაბამისობაზე. 1.1, 1.2, 2.1 (მუშა ნახაზებთან შესაბამისობის თვალსაზრისის თვალსაზრისით), 2.4-2.6 გამოიყენება ორეტაპიანი კონტროლი, რისთვისაც ჯართი იღება პარტიიდან ილის შესაბამისად. რვა.
ცხრილი 8 | |||||||||||||||||||||||||||||||||||||||||||||||||||||
|
3. 4. ჯართის პარტია მიღება, თუ დეფექტური ჯართის რაოდენობა პირველ ნიმუშში ნაკლებია ან ტოლია მიღების ნომერზე, და უარყოფილია მეორე მეორეიმუშის მინიჭების გარეშე, თუ დეფექტური ჯართის რაოდენობა უარყოფის ნომერზე.
4. ჯართის პარტია მიღება, თუ დეფექტური ჯართის რაოდენობა პირველ ნიმუშში ნაკლებია ან ტოლია მიღების ნომერზე, და უარყოფილია მეორე მეორეიმუშის მინიჭების გარეშე, თუ დეფექტური ჯართის რაოდენობა უარყოფის ნომერზე.
თუ პირველ ნიმუშში დეფექტური ჯართის რაოდენობა აღემატება მიღების ნომერს, მაგრამ ნაკლებია, ვიდრე უარყოფის რაოდენობა, კეთდება მეორე ნიმუში.
ჯართის პარტია მიიღება, თუ დეფექტური ჯართის რაოდენობა ორ ნიმუშში ნაკლებია ან ტოლია მიღების ნომერზე, და უარყოფილია, თუთუი ჯართის რაოდენობა ორ ნიმუშში მეტია ან ტოლია უარყოფის რიცხვზე.
3.5. ჯართის შემოწმება პუნქტებში მითითებულ მოთხოვნებთან შესაბამისობისთვის.
2.1 (საცნობარო ნიმუშებთან შესაბამისობის თვალსაზრისით), 2.3, 2.7, 2.8 უნდა
წარმოებული უწყვეტი კონტროლის მეთოდით.
3.6. მომხმარებელს უფლება აქვს განახორციელოს ჯართის ხარისხის საკონტროლო შემოწმება ამ სტანდარტით განსაზღვრული სინჯის აღების პროცედურისა და ტესტირების მეთოდების გამოყენებით.
4. კონტროლის მეთოდები
4.1. ჯართის ზომები უნდა შემოწმდეს საზომი ხელსაწყოების გამოყენებით, რომელთა გაზომვის შეცდომები არ აღემატება:
4. 5. ჯართის კლანჭის ნაწილის სიძლიერე (პუნქტი 2.5) მოწმდება 5 ლურსმანის მონაცვლეობით ამოღებით 4 ან 5 მმ მოღებიამეტრით და 120-დან 150 მმ-მდე სიგრძით, 100-ან 125 მმ-მდე სიღრმეზე არყის ან. მსგავსი სიხისტის სხვა ხე.
5. ჯართის კლანჭის ნაწილის სიძლიერე (პუნქტი 2.5) მოწმდება 5 ლურსმანის მონაცვლეობით ამოღებით 4 ან 5 მმ მოღებიამეტრით და 120-დან 150 მმ-მდე სიგრძით, 100-ან 125 მმ-მდე სიღრმეზე არყის ან. მსგავსი სიხისტის სხვა ხე.
4.6. ოქსიდის საფარის კონტროლი — ГОСТ 9.302-79 შესაბამისად.
5. მარკირება, შეფუთვა, ტრანსპორტირება და შენახვა
5.1. თითოეული ჯართის ზედაპირზე უნდა იქნას გამოყენებული:
მწარმოებლის სავაჭრო ნიშანი;
ჯართის ტიპი ან ზომა;
ფასი (პროდუქტის საცალო ვაჭრობის წარმოებიშბიშბიშბიშო).
Შენიშვნა. ამ ნიშნების გამოყენების მეთოდმა უნდა უზრუნველყოს მისი უსაფრთხოება ჯართის მთელი მომსახურების ვადის განმავლობაში.
5.2. ოქსიდით დაფარული ჯართი უნდა იყოს დაცული ГОСТ 9.014-78-ის შესაბამისად. ჯართის დაცვის ვადა ხელახალი კონსერვაციის გარეშე უნდა იყოს მინიმუმ ერთი წელი.
5.3. იმავე ზომის ჯართი მოთავსებულია ჩალიჩებში და მიბმულია დაბალნახშირბადოვანი ფოლადის მავთულით Gost 3282-74-ის შესაბამისად მინიმუმ ორ ადგილას.
იმისათვის, რომ თავიდან იქნას აცილებული საფარის დაზიანების თავიდან აცილება, სქელი ქაღალდი მავთულის ქვეშ. შეფუთულ შეკვრაში, ხალები არ უნდა მოძრაობდეს.
შეფუთულ შეკვრაში, ხალები არ უნდა მოძრაობდეს.
5.4. მომხმარებელთან შეთანხმებით ნებადართულია ჯართის სხვა შეფუთვა, რაც უზრუნველყოფს მათ უსაფრთხოებას ტრანსპორტირებისა და შენახვისას მექანიკური დაზიანებისგან.
ოფიციალური გამოცემა
სსრკ სახელმწიფო სამშენებლო კომიტეტი
შემუშავებულია სამშენებლო, საგზაო და მუნიციპალური ინჟინერიის სამინისტროს მიერ
კონტრაქტორები ვ.ვ.კულაგინი, ნ.ი.ფედოროვი წარმოდგენილ იქნა სამშენებლო, საგზაო და მუნიციპალური ინჟინერიის სამინისტროს მიერ
მოადგილე მინისტრი ვ.ა.ელეცკი
დამტკიცებულია და ძალაში შევიდა სსრკ სამშენებლო საკითხთა სახელმწიფო კომიტეტის 1983 წლის 21 თებერვლის NO28 დადგენილებით.
UDC 621.865.2: 669.14: 0065.2: 669.14: 006.354 ჯგუფი Z36
სსრ კავშირის სახელმწიფო სტანდარტი
Scrap Steel здание სპეციფიკაციები
ГОСТ 1405-72-ის ნაცვლად
დაჭერით და ანადგურებს ფოლადის გისოსებს. სპეციფიკაციები
სსრკ სახელმწიფო კომიტეტის დადგენილება
სტანდარტის შეუსრულებლობა ისჯება კანონით
ეს სტანდარტი ვრცელდება ფოლადის ჯართზე
გამოიყენება მშენებლობაში სამშენებლო და აწყობის, გაყალბებისა და სხვა სამუშაოების წარმოებაში.
1. ტიპები და ძირითადი ზომები
1.1. ჯართი, დანიშნულებიდან გამომდინარე, უნდა დამზადდეს შემდეგი ტიპებისაგან, რომლებიც მითითებულია ცხრილში. ერთი.
ცხრილი 1_
1.2. საყრდენების ძირითადი ზომები უნდა შეესაბამებოდეს ნახაზში მითითებულ ზომებს. 1-8 და ცხრილში. 2-4.
ხელახალი ბეჭდვა აკრძალულია
ოფიციალური გამოცემა
სტანდარტების გამომცემლობის შესახებ, 1983 წ
ნახაზებში მითითებული ჯართის სამუშაო ნაწილის ზომების ზღვრული გადახრები უნდა შეესაბამებოდეს ГОСТ 7829 — ჯართის სიგრძის ტოლერანტობა არ უნდა იყოს ± 1% -ზე მეტი.
1.3. ჯართის სიმბოლოები უნდა შედგებოდეს ჯართის სტანდარტული ზომის აღნიშვნით და ამ სტანდარტით.
LG15 სტანდარტული ზომის ჯართის ჩვეულებრივი აღნიშვნშვნის მაგალითის მაგალითი:
კლანჭები, ტიპი лг სტანდარტული ზომები ЛГ16, ЛГ20, ЛГ24
ცხრილი 2 ზომები მმ_ში | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
სტანდარტული ზომა LG16A
წონა — არაუმეტეს 0,8 კგ.
სტანდარტული ზომა LG15A
წონა — არაუმეტეს 0,78 კგ.
დანარჩენი ზომები — როგორც ჯოჯოხეთი. 3.
ასამბლეის ხრახნები, ტიპის LM
სტანდარტული ზომები LM20, LM24, LM32 ზომები
ЛМ19, ЛМ22, ЛМЗО
ცხრილი 3 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
ჩვეულებრივი ჯართის ტიპი LO
ზომები მმ-ში
სტანდარტული ზომები L024,
სტანდარტული ზომები L022, L026,
L028, L032 ЛОЗО
ცხრილი 4 ზომები მმ_ში | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
2. ტექნიკური მოთხოვნები
ტექნიკური მოთხოვნები
2.1. ჯართი უნდა დამზადდეს ამ სტანდარტის მოთხოვნების შესაბამისად სამუშაო ნახაზებისა და საცნობარო ადის მიხედვით, შეთანხმებული სტანდარტიზაცის საბაზო ორგანიზაციასთან ადი წესით.
2.2. ჯართი უნდა დამზადდეს 45 ან 50 კლასის ფოლადისგან Gost 1050-74-ის შესაბამისად.
ფოლადის დიაპაზონის მოთხოვნები არ უნდა იყოს დაბალი ვიდრე Gost 2590-71 ან Gost 2879-69 დადგენილი მოთხოვნები.
ნებადართულია ჯართის წარმოება BSTB კლასის ფოლადისგან gost 380-71-ის შესაბამისად და სხვა კლასებიდან, რომელთა მექანიკური თვისებები არ არის დაბალი, ვიდრე მითითებული კლასის ფოლადი.
2.3. ჯართს არ უნდა ჰქონდეს ბზარები, მზის ჩასვლა, თმები, ტყვეობა, ჩანართები.
ცალ-ცალკე ჩაღრმავება სასწორისგან დაშვებულია ცხელი გაყალბებით ან ჭედვით დამუშავებული ჯართის ზედაპირზე.
2.4. არანაკლებ 150 მმ სიგრძის ყუთების ბოლოები უნდა იყოს თერმულად დამუშავებული და ჰქონდეს HRC 40 სიხისტე. .47 (HRC 38. .46).
2.5. ლურსმნების ამოღებისას ЛГ ტიპის ჯართის ფრჩხილის ამწევმა ნაწილებმა არ უნდა შეცვალოს გეომეტრიული ფორმა და დაიმსხვრა.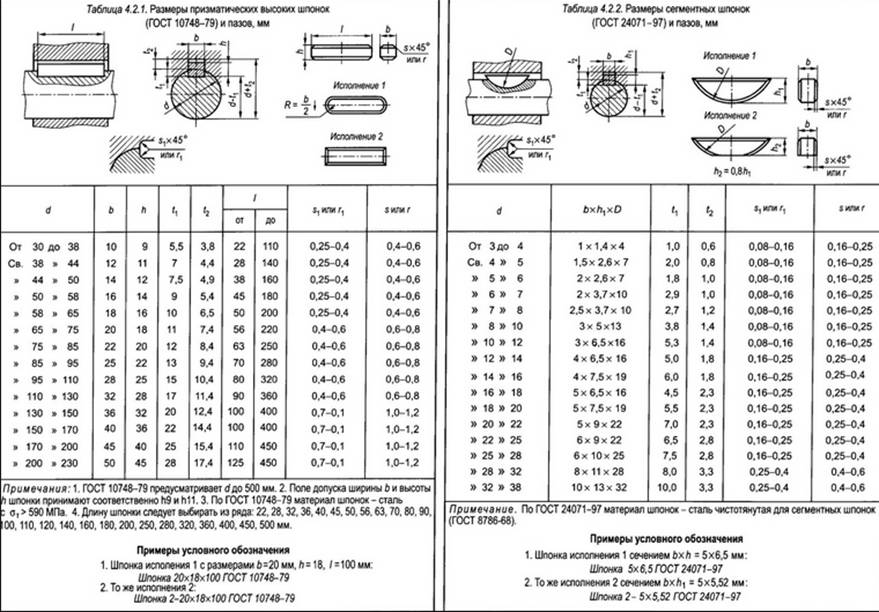 მათ ზედაპირებზე, ფრჩხილების ამოღების შემდეგ, არ უნდა იყოს ნაპრალები, ბზარები და ჭუჭყიანი.
მათ ზედაპირებზე, ფრჩხილების ამოღების შემდეგ, არ უნდა იყოს ნაპრალები, ბზარები და ჭუჭყიანი.
2.6. ჯართის სწორი მონაკვეთების სისწორის ტოლერანტობა არ უნდა აღემატებოდეს მათი სიგრძის 1% -ს.
2.7. ბორბლების მკვეთრი კიდეები უნდა იყოს ბლაგვი.
2.8. ჯართი უნდა იყოს დაფარული ქიმ. ოკ. პრმ. ГОСТ 9.073-77 BT-577 საფარის მიხედვით ГОСТ 5631-79. ოქსიდის საფარი უნდა შეესაბამებოდეს ГОСТ 9.301-78, სამუშაო პირობები — ჯგუფი G ГОСТ 14007-68 შესაბამისად.
საღებავი უნდა შეესაბამებოდეს v კლასს Gost 9.032-74-ის შესაბამისად, სამუშაო პირობები — VI ჯგუფში ГОСТ 9.104-79 შესაბამისად.
ნებადართულია სხვა საფარის გამოყენება, რომელიც უზრუნველყოფს პროდუქციის ანტიკოროზიულ დაცვას.
3. მიღების წესები
3.1. ჯართი უნდა იყოს მიღებული მწარმოებლის ტექნიკური კონტროლის მიერ.
3.2. ჯართის მიღება და მიწოდება ხდება პარტიად.
ლოტის ზომა დგინდება მხარეთა შეთანხმებით.
პარტია უნდა შედგებოდეს იგივე სტანდარტული ზომის ჯართისაგან ჯართისაგან, დამზადებული ანივე მასალისგან, დამუშავებული ი და იგივე ტექნოლოგიური პროცესის მიხედვით და ერთდროულად წიხედვით ისაღებად.
3.3. ჯართის შემოწმებისას პუნქტებში მითითებულ მოთხოვნებთან შესაბამისობაზე. 1.1, 1.2, 2.1 (მუშა ნახაზებთან შესაბამისობის თვალსაზრისის თვალსაზრისით), 2.4-2.6 გამოიყენება ორეტაპიანი კონტროლი, რისთვისაც ჯართი იღება პარტიიდან ილის შესაბამისად. რვა.
ცხრილი 8 | |||||||||||||||||||||||||||||||||||||||||||||||||||||
|
3. 4. ჯართის პარტია მიღება, თუ დეფექტური ჯართის რაოდენობა პირველ ნიმუშში ნაკლებია ან ტოლია მიღების ნომერზე, და უარყოფილია მეორე მეორეიმუშის მინიჭების გარეშე, თუ დეფექტური ჯართის რაოდენობა უარყოფის ნომერზე.
4. ჯართის პარტია მიღება, თუ დეფექტური ჯართის რაოდენობა პირველ ნიმუშში ნაკლებია ან ტოლია მიღების ნომერზე, და უარყოფილია მეორე მეორეიმუშის მინიჭების გარეშე, თუ დეფექტური ჯართის რაოდენობა უარყოფის ნომერზე.
თუ პირველ ნიმუშში დეფექტური ჯართის რაოდენობა აღემატება მიღების ნომერს, მაგრამ ნაკლებია, ვიდრე უარყოფის რაოდენობა, კეთდება მეორე ნიმუში.
ჯართის პარტია მიიღება, თუ დეფექტური ჯართის რაოდენობა ორ ნიმუშში ნაკლებია ან ტოლია მიღების ნომერზე, და უარყოფილია, თუთუი ჯართის რაოდენობა ორ ნიმუშში მეტია ან ტოლია უარყოფის რიცხვზე.
3.5. ჯართის შემოწმება პუნქტებში მითითებულ მოთხოვნებთან შესაბამისობისთვის.
2.1 (საცნობარო ნიმუშებთან შესაბამისობის თვალსაზრისით), 2.3, 2.7, 2.8 უნდა
წარმოებული უწყვეტი კონტროლის მეთოდით.
3.6. მომხმარებელს უფლება აქვს განახორციელოს ჯართის ხარისხის საკონტროლო შემოწმება ამ სტანდარტით განსაზღვრული სინჯის აღების პროცედურისა და ტესტირების მეთოდების გამოყენებით.
4. კონტროლის მეთოდები
4.1. ჯართის ზომები უნდა შემოწმდეს საზომი ხელსაწყოების გამოყენებით, რომელთა გაზომვის შეცდომები არ აღემატება:
4. 5. ჯართის კლანჭის ნაწილის სიძლიერე (პუნქტი 2.5) მოწმდება 5 ლურსმანის მონაცვლეობით ამოღებით 4 ან 5 მმ მოღებიამეტრით და 120-დან 150 მმ-მდე სიგრძით, 100-ან 125 მმ-მდე სიღრმეზე არყის ან. მსგავსი სიხისტის სხვა ხე.
5. ჯართის კლანჭის ნაწილის სიძლიერე (პუნქტი 2.5) მოწმდება 5 ლურსმანის მონაცვლეობით ამოღებით 4 ან 5 მმ მოღებიამეტრით და 120-დან 150 მმ-მდე სიგრძით, 100-ან 125 მმ-მდე სიღრმეზე არყის ან. მსგავსი სიხისტის სხვა ხე.
4.6. ოქსიდის საფარის კონტროლი — ГОСТ 9.302-79 შესაბამისად.
5. მარკირება, შეფუთვა, ტრანსპორტირება და შენახვა
5.1. თითოეული ჯართის ზედაპირზე უნდა იქნას გამოყენებული:
მწარმოებლის სავაჭრო ნიშანი;
ჯართის ტიპი ან ზომა;
ფასი (პროდუქტის საცალო ვაჭრობის წარმოებიშბიშბიშბიშო).
Შენიშვნა. ამ ნიშნების გამოყენების მეთოდმა უნდა უზრუნველყოს მისი უსაფრთხოება ჯართის მთელი მომსახურების ვადის განმავლობაში.
5.2. ოქსიდით დაფარული ჯართი უნდა იყოს დაცული ГОСТ 9.014-78-ის შესაბამისად. ჯართის დაცვის ვადა ხელახალი კონსერვაციის გარეშე უნდა იყოს მინიმუმ ერთი წელი.
5.3. იმავე ზომის ჯართი მოთავსებულია ჩალიჩებში და მიბმულია დაბალნახშირბადოვანი ფოლადის მავთულით Gost 3282-74-ის შესაბამისად მინიმუმ ორ ადგილას.
იმისათვის, რომ თავიდან იქნას აცილებული საფარის დაზიანების თავიდან აცილება, სქელი ქაღალდი მავთულის ქვეშ. შეფუთულ შეკვრაში, ხალები არ უნდა მოძრაობდეს.
შეფუთულ შეკვრაში, ხალები არ უნდა მოძრაობდეს.
5.4. მომხმარებელთან შეთანხმებით ნებადართულია ჯართის სხვა შეფუთვა, რაც უზრუნველყოფს მათ უსაფრთხოებას ტრანსპორტირებისა და შენახვისას მექანიკური დაზიანებისგან.
Ტრანსკრიფცია1 სსრ ჯართის ფოლადის კონსტრუქცის ფოლადის კონსტრუქცისს კავშირის სახელმწიფო სტანდარტი ტექნიკური პირობები ГОСТ შემუშავებული სამშენებლო, საავტომობილო გზების და მუნიციპალური ინჟინერის კონტრაქტორების სამინისტროს მიერ v.v. Кулагин, Н.И. მინისტრმა ვ.ა.ელეცკიმ დაამტკიცა და ამოქმედდა სსრკ სამშენებლო საკითხთა სახელმწიფო კომიტეტის 1983 წლის 21 თებერვლის ბრძანებულებით. 28
2 УДК: 669.14: ჯგუფი ZH46 კავშირის SSR ჯართის ფოლადის შენობის სახელმწიფო სტანდარტი. სპეციფიკაციები OKP ГОСТ შეცვალა ГОСТ 1983 წლის 21 თებერვლის სსრკ სამშენებლო საქმეთა სახელმწიფო კომიტეტის ბრძანებულებით 28, შემოღების თარიღი დადგენილია стр. 2 ГОСТ ჯართის სამუშაო ნაწილის სის ზღვრული გადახრები, რომლებიც არ არის მით არ არის მითითებული ნახაზებში, უნდა შეესაბამებოდეს ის ტოლერანტობა ჯართის სიგრძეზე არ უნდა იყოს ± 1% -ზე ზეი. ჯართის სტანდარტული ზომა და ეს სტანდარტი. LG15 სტანდარტული ზომის ჯართის ჩვეულებრისი აღნიშვნის მაგალითის მაგალითი: LG15 ГОСТ ჯართი, ტიპის LG ზომები LG16, LG20, LG24 სტანდარტთან შეუსაბამობა ისჯება კანონით. სამშენებლო-სამონტაჟო, გაყალბება და სხვა სამუბშმუიშმუშშა 1. ტიპები და ძირითადი ზომები 1.1. ჯართი, დანიშნულებიდან გამომდინარე, უნდა დამზადდეს შემდეგი ტიპებისაგან, რომლებიც მითითებულია ცხრილში. 1. ცხრილი 1 ტიპი დასახელება დანიშნულება ЛГ ЛМ ЛО ჯართი საჭრელი ჯართის შეკრება ჯართი ჩვეულებრივი ლურსმნების ამოსაღებად ყალიბისა და ხუროს წარმოებაში ასაწყობი შენობის კონსტრუქციების ელემენტების გადაადგილებისა და დამონტაჟებისათვის შენობებისა და ნაგებობების დამონტაჟებისა და წარმოებისას.გაყალბების სამუშაოები მკვრივი, გაყინული და კლდოვანი ნიადაგების გასაფხვიერებლად, ასევე 1.2. საყრდენების ძირითადი ზომები უნდა შეესაბამებოდეს ნახაზში მითითებულ ზომებს. 1 8 და ცხრილში ოფიციალური გამოცემა აკრძალული სტანდარტების გამომცემლობა ხელახალი დაბეჭდვა, 1983 შენიშვნა. ზომა (45 ± 3) º — საცნობარო ზომები ЛГ15, ЛП9, ЛГ22 Черт.
ჯართის სტანდარტული ზომა და ეს სტანდარტი. LG15 სტანდარტული ზომის ჯართის ჩვეულებრისი აღნიშვნის მაგალითის მაგალითი: LG15 ГОСТ ჯართი, ტიპის LG ზომები LG16, LG20, LG24 სტანდარტთან შეუსაბამობა ისჯება კანონით. სამშენებლო-სამონტაჟო, გაყალბება და სხვა სამუბშმუიშმუშშა 1. ტიპები და ძირითადი ზომები 1.1. ჯართი, დანიშნულებიდან გამომდინარე, უნდა დამზადდეს შემდეგი ტიპებისაგან, რომლებიც მითითებულია ცხრილში. 1. ცხრილი 1 ტიპი დასახელება დანიშნულება ЛГ ЛМ ЛО ჯართი საჭრელი ჯართის შეკრება ჯართი ჩვეულებრივი ლურსმნების ამოსაღებად ყალიბისა და ხუროს წარმოებაში ასაწყობი შენობის კონსტრუქციების ელემენტების გადაადგილებისა და დამონტაჟებისათვის შენობებისა და ნაგებობების დამონტაჟებისა და წარმოებისას.გაყალბების სამუშაოები მკვრივი, გაყინული და კლდოვანი ნიადაგების გასაფხვიერებლად, ასევე 1.2. საყრდენების ძირითადი ზომები უნდა შეესაბამებოდეს ნახაზში მითითებულ ზომებს. 1 8 და ცხრილში ოფიციალური გამოცემა აკრძალული სტანდარტების გამომცემლობა ხელახალი დაბეჭდვა, 1983 შენიშვნა. ზომა (45 ± 3) º — საცნობარო ზომები ЛГ15, ЛП9, ЛГ22 Черт. 2 სხვა ზომები ნახაზის მიხედვით ერთი.
2 სხვა ზომები ნახაზის მიხედვით ერთი.
3 ГОСТ გვ. 3 ცხრილი 2 ზომები მმ წონაში, N n ზომა d S 1 A 1 Bl RR 1 S Kg, არა ± 3 ± 1 ± 2 ± 3 ± 0,5 ± 1 ± 1 lh- ზე მეტი, 4 6 2.5 лев, 57 лев, 6 7,5 2,5 лев, 65 лев, 9 лев, 7 ზომა ЛГ16А გვერდი. 4 ГОСТ სტანდარტული ზომა LG15A Черт. 4 სხვა ზომები ნახაზის მიხედვით 3. სტანდარტული ზომები lm20, lm24, lm32 ზომები სამონტაჟო ხრახნები, ტიპის lm წონა არაუმეტეს 0,78 კგ. სტანდარტული LM19, LM22, LM30 Блин. 3 წონა არაუმეტეს 0,8 კგ. სისულელე. 5 ჯანდაბა. 6 სხვა ზომები ნახაზის მიხედვით 5.
4 ГОСТ გვ. 5 DSL სტანდარტული ზომა l ზომები მმ ლ 1 ლ 2 ± 3 ლ 3 1 ლ 2 ± 1 ლ 3 a ± 3 ლ 1 ± 1 ცხრილი 3 r წონა, კგ, არაუმეტეს lm, 35 лм, 35 лм, 2 лм, 9 лм, 4 лм3о, 2 ჯართი ჩვეულებრივი ტიპის LO ზომები LO24, ზომები LO28, L032 LO22, LO26, LO3O Черт.7 ჯანდაბა. 8 სხვა ზომები ნახაზის მიხედვით 7. გვ. 6 ГОСТ ცხრილი 4 ზომები მმ-ში სტანდარტული ზომა d s l l l 1 a b ზომა, კგ, ± 3 ± 3 არაუმეტეს lo, 2 lo, 0 lo, 8 lo, 7 lo, 4 lo, 2 2. ტექნიკური მოთხოვნები 2.1. ჯართი უნდა დამზადდეს ამ სტანდარტის მოთხოვნების შესაბამისად სამუშაო ნახაზებისა და საცნობარო ადის მიხედვით, შეთანხმებული სტანდარტიზაცის საბაზო ორგანიზაციასთან ადი წესით. ჯართი უნდა დამზადდეს 45 ან 50 კლასის ფოლადისგან ГОСТ მოთხოვნების შესაბამისად. ფოლადის დიაპაზონი არ უნდა იყოს Gost- ით ან Gost- ით დადგენილ მოთხოვნებზე დაბალი.ნებადართულია ჯართის დამზადება ფოლადის კლასებიდანის კლასებიდანით და სხვა კლასებიდან, რომელთა კლანიდი თვისებები არარის დაბალი, ვიდრე მითითებული კლასის ფოლადის. ჯართს არ უნდა ჰქონდეს ბზარები, მზის ჩასვლა, თმები, ტყვეობა, ჩანართები. ჯართის ზედაპირზე, რომელიც დამუშავებულია ცხელი გაყალბებით ან ჭედვით, დასაშვებია სასწორიდან ცალკე ჩაღრმავება. ჯართის ბოლოები მინიმუმ 150 მმ მმიგრძით უნდა იყოს თერმულად დამუშავებული და ჰქონდეს HRC (HRC) სიმტკიცე. . მათ ზედაპირებზე, ლურსმნების ამოღების შემდეგ, არ უნდა იყოს დახრილი, ბზარები და ჭკნობა.ლაბრების სწორი მონაკვეთების სისწორის ტოლერანტობა არ უნდა აღემატებოდეს მათი აღემის 1% -ს.ლაბორების მკვეთრი კიდეები უნდა იყოს ბლაგვი. მუხა. პრმ. ГОСТ ან BT-577 საფარის მიხედვით ГОСТ- ის მიხედვით ოქსიდის საფარი უნდა შეესაბამებოდეს ГОСТ- ს, г ჯგუფის მუშაობის პირობებს ГОСТ- ის მიხედვით
ჯართი უნდა დამზადდეს 45 ან 50 კლასის ფოლადისგან ГОСТ მოთხოვნების შესაბამისად. ფოლადის დიაპაზონი არ უნდა იყოს Gost- ით ან Gost- ით დადგენილ მოთხოვნებზე დაბალი.ნებადართულია ჯართის დამზადება ფოლადის კლასებიდანის კლასებიდანით და სხვა კლასებიდან, რომელთა კლანიდი თვისებები არარის დაბალი, ვიდრე მითითებული კლასის ფოლადის. ჯართს არ უნდა ჰქონდეს ბზარები, მზის ჩასვლა, თმები, ტყვეობა, ჩანართები. ჯართის ზედაპირზე, რომელიც დამუშავებულია ცხელი გაყალბებით ან ჭედვით, დასაშვებია სასწორიდან ცალკე ჩაღრმავება. ჯართის ბოლოები მინიმუმ 150 მმ მმიგრძით უნდა იყოს თერმულად დამუშავებული და ჰქონდეს HRC (HRC) სიმტკიცე. . მათ ზედაპირებზე, ლურსმნების ამოღების შემდეგ, არ უნდა იყოს დახრილი, ბზარები და ჭკნობა.ლაბრების სწორი მონაკვეთების სისწორის ტოლერანტობა არ უნდა აღემატებოდეს მათი აღემის 1% -ს.ლაბორების მკვეთრი კიდეები უნდა იყოს ბლაგვი. მუხა. პრმ. ГОСТ ან BT-577 საფარის მიხედვით ГОСТ- ის მიხედვით ოქსიდის საფარი უნდა შეესაბამებოდეს ГОСТ- ს, г ჯგუფის მუშაობის პირობებს ГОСТ- ის მიხედვით
5 ГОСТ გვ. 7 საღებავი უნდა შეესაბამებოდეს v კლასს gost- ის შესაბამისად, VI ჯგუფის მუშაობის პირობები ГОСТ- ის შესაბამისად დასაშვებია სხვა საფარების გამოყენება, რომლებიც უზრუნველყოფენ უზრუნველყოფენის ანტიკოროზიულ დაცვას. 3. მიღების წესები 3.1. ჯართი მიიღება მწარმოებლის ტექნიკური კონტროლის მიერ.ჯართის მიღება და მიწოდება ხდება პარტიაში. ლოტის ზომა დგინდება მხარეთა შეთანხმებით. პარტია უნდა შედგებოდეს იმავე სტანდარტული ზომის ჯართისაგან, დამზადებული იგივე მასალისაგან, დამუშავებული ერთი და იგივე ტექნოლოგიური პროცესის მიხედვით და ერთდროულად წარდგენილი მისაღებად ერთი დოკუმენტით, პუნქტებში მითითებულ მოთხოვნებთან შესაბამისობის შემოწმებისას. 1.1, 1.2, 2.1 (სამუშაო ნახაზებთან შესაბამისობის შესალსაზრისით თვალსაზრისით), გამოიყენება ორეტაპიანი კონტროლი, ისთვისაც ჯართი იღება პარტიდან ილის შესაბამისად.8. ცხრილი 8 ჯართის ზომა ც. კონტროლის ეტაპები ერთი ნიმუშის მოცულობა ც. ორი ნიმუშის მოცულობა, ც. მისაღები ნომერი უარყოფა პირველი მეორე პირველი მეორე პირველი მეორე 4 5 პირველი მეორე 6 7 პირველი მეორე ლოტი მიიღება, თუ დეფექტური ჯართის რაოდენობა პირველ ნიმუშში ნაკლებია ან ტოლია მიღების ნომერზე, და უარყოფილია მეორე ნიმუშის მინიჭების გარეშე, თუ დეფექტური ჯართის რაოდენობა მეტია ან ტოლია უარყოფის რიცხვზე .. . 8 ГОСТ თუ დეფექტური ჯართის რაოდენობა პირველ ნიმუშში აღემატება მიღების ნომერს, მაგრამ ნაკლებია უარყოფის ნომერზე, კეთდება მეორე ნიმუში.
3. მიღების წესები 3.1. ჯართი მიიღება მწარმოებლის ტექნიკური კონტროლის მიერ.ჯართის მიღება და მიწოდება ხდება პარტიაში. ლოტის ზომა დგინდება მხარეთა შეთანხმებით. პარტია უნდა შედგებოდეს იმავე სტანდარტული ზომის ჯართისაგან, დამზადებული იგივე მასალისაგან, დამუშავებული ერთი და იგივე ტექნოლოგიური პროცესის მიხედვით და ერთდროულად წარდგენილი მისაღებად ერთი დოკუმენტით, პუნქტებში მითითებულ მოთხოვნებთან შესაბამისობის შემოწმებისას. 1.1, 1.2, 2.1 (სამუშაო ნახაზებთან შესაბამისობის შესალსაზრისით თვალსაზრისით), გამოიყენება ორეტაპიანი კონტროლი, ისთვისაც ჯართი იღება პარტიდან ილის შესაბამისად.8. ცხრილი 8 ჯართის ზომა ც. კონტროლის ეტაპები ერთი ნიმუშის მოცულობა ც. ორი ნიმუშის მოცულობა, ც. მისაღები ნომერი უარყოფა პირველი მეორე პირველი მეორე პირველი მეორე 4 5 პირველი მეორე 6 7 პირველი მეორე ლოტი მიიღება, თუ დეფექტური ჯართის რაოდენობა პირველ ნიმუშში ნაკლებია ან ტოლია მიღების ნომერზე, და უარყოფილია მეორე ნიმუშის მინიჭების გარეშე, თუ დეფექტური ჯართის რაოდენობა მეტია ან ტოლია უარყოფის რიცხვზე .. . 8 ГОСТ თუ დეფექტური ჯართის რაოდენობა პირველ ნიმუშში აღემატება მიღების ნომერს, მაგრამ ნაკლებია უარყოფის ნომერზე, კეთდება მეორე ნიმუში. ჯართის პარტია მიღება, თუ დეფექტური ჯართის რაოდენობა ორ ნიმუშში ნაკლებია ან ტოლია მიღების ნომერზე, და უარყოფილია, თუ დეფექტური ჯართის რაოდენობა ორ ნიმეტი მეტია ან ტოლია უარყოფის რიცხვზე. 2.1 (საცნობარო ნიმუშებთან შესაბამისობის თვალსაზრისით თვალსაზრისით), 2.3, 2.7, 2.8 უნდა განხორციელდეს უწყვეტი კონტროლის მეთოდით. მომხმარებელს უფლება აქვს განახორციელოს ჯართის ხარისხის საკონტროლო შემოწმება სინჯის აღების პროცედურის და ტესტირების გამოყენებით. ამ სტანდარტში მითითებული მეთოდები. 4. კონტროლის მეთოდები 4.1. ჯართის ზომები უნდა შემოწმდეს საზომი ხელსაწყოების გამოყენებით, რომელთა გაზომვის შეცდომები არ აღემატება: ГОСТ- ში მითითებულ მნიშვნელობებს ხაზოვანი ზომებისთვის; ზედაპირების ფორმისა და მდებარეობის გადახრის კონტროლირებადი ზომის მიმართ ტოლერანტობის 25%.ჯართის მასა უნდა განისაზღვროს სასწორზე აწონვიი. საზღვრები დასაშვები შეცდომამასის გაზომვები ± 0,02 კგ ჯართის მუდმივი კონტროლი ხორციელდება ვიზუალურად მათი სტანდარტულ ნიმუშებთან შედარების გზით. მოწმდება 4 ან 5 მმ დიამეტრის და 120-დან 150 მმ-მდე დანის 100-დან 125 მმ-მდე სიღრმეზე მონაცვლეობით ამოღებით არყის ან ავსი სის ან მსგავსი ოქსიხის საფარის კონტროლიდის საფარის კონტროლი gით; შეფუთვა 5.
ჯართის პარტია მიღება, თუ დეფექტური ჯართის რაოდენობა ორ ნიმუშში ნაკლებია ან ტოლია მიღების ნომერზე, და უარყოფილია, თუ დეფექტური ჯართის რაოდენობა ორ ნიმეტი მეტია ან ტოლია უარყოფის რიცხვზე. 2.1 (საცნობარო ნიმუშებთან შესაბამისობის თვალსაზრისით თვალსაზრისით), 2.3, 2.7, 2.8 უნდა განხორციელდეს უწყვეტი კონტროლის მეთოდით. მომხმარებელს უფლება აქვს განახორციელოს ჯართის ხარისხის საკონტროლო შემოწმება სინჯის აღების პროცედურის და ტესტირების გამოყენებით. ამ სტანდარტში მითითებული მეთოდები. 4. კონტროლის მეთოდები 4.1. ჯართის ზომები უნდა შემოწმდეს საზომი ხელსაწყოების გამოყენებით, რომელთა გაზომვის შეცდომები არ აღემატება: ГОСТ- ში მითითებულ მნიშვნელობებს ხაზოვანი ზომებისთვის; ზედაპირების ფორმისა და მდებარეობის გადახრის კონტროლირებადი ზომის მიმართ ტოლერანტობის 25%.ჯართის მასა უნდა განისაზღვროს სასწორზე აწონვიი. საზღვრები დასაშვები შეცდომამასის გაზომვები ± 0,02 კგ ჯართის მუდმივი კონტროლი ხორციელდება ვიზუალურად მათი სტანდარტულ ნიმუშებთან შედარების გზით. მოწმდება 4 ან 5 მმ დიამეტრის და 120-დან 150 მმ-მდე დანის 100-დან 125 მმ-მდე სიღრმეზე მონაცვლეობით ამოღებით არყის ან ავსი სის ან მსგავსი ოქსიხის საფარის კონტროლიდის საფარის კონტროლი gით; შეფუთვა 5. 1. თითოეული ჯართის ზედაპირზე დატანილი უნდა იყოს: მწარმოებლის სავაჭრო ნიშანი; ჯართის ტიპი ან ზომა; ფასი (პროდუქტის საცალო ვაჭრობის წარმოებაში).Შენიშვნა. ამ ნიშნების გამოყენების მეთოდმა უნდა უზრუნველყოს მისი უსაფრთხოება ჯართის მთელი პერიოდის განმავლობაში. ოქსიდის საფარით ჯართი დაცული უნდა იყოს ГОСТ- ის შესაბამისად. ჯართის დაცვის პერიოდი ხელახალი კონსერვაციის გარეშე უნდა იყოს მინიმუმ ერთი წელი.
1. თითოეული ჯართის ზედაპირზე დატანილი უნდა იყოს: მწარმოებლის სავაჭრო ნიშანი; ჯართის ტიპი ან ზომა; ფასი (პროდუქტის საცალო ვაჭრობის წარმოებაში).Შენიშვნა. ამ ნიშნების გამოყენების მეთოდმა უნდა უზრუნველყოს მისი უსაფრთხოება ჯართის მთელი პერიოდის განმავლობაში. ოქსიდის საფარით ჯართი დაცული უნდა იყოს ГОСТ- ის შესაბამისად. ჯართის დაცვის პერიოდი ხელახალი კონსერვაციის გარეშე უნდა იყოს მინიმუმ ერთი წელი.
6 ГОСТ Стр იგივე ზომის ჯართი მოთავსებულია ჩალიჩებში და მიამია მინიმუმ ორორადგილას დაბალნახშირბადოვანი ფოლადის მავთულით Gost- ის შესაბამისად. იმისათვის, რომ თავიდან იქნას აცილებული საფარის დაზიანების თავიდან აცილება, სქელი ქაღალდი მავთულის ქვეშ.ჯართი არ უნდა მოძრაობდეს შეკვრაში. მომხმარებელთან შეთანხმებით ნებადართულია ჯართის სხვა შეფუთვა, რაც უზრუნველყოფს მის უსაფრთხოებას ტრანსპორტირებისა და შენახვის დროს მექანიკური დაზიანებისგან. თითოეულ შეკვრას უნდა ჰქონდეს ეტიკეტი დამაგრებული Gost- ის შესაბამისად. ჯართის ტრანსპორტირება შესაძლებელია ნებისმიერი საშუალებით. ტრანსპორტის სახეობა, 5.7. ჯართის შენახვა შენახვის პირობების მიხედვით ჯგუფი C ГОСТ- ის მიხედვით
სერთიფიკატის ვადა ამოიწურა სსრ კავშირის მშენებლობების სახელმწიფო სტანდარტები სამშენებლო სტანდარტები სამშენებლოიარაღები ოფიციალური გამოცემა მოსკოვის სტანდარტები გამომცემელი 1994 წ.
ГОСТ 7948-80 УДК 531.719.31: 006.354 ჯგუფი ZH46 კავშირის სახელმწიფო სტანდარტი SSR ფოლადის სამშენებლო სანტექნიკა ტექნიკური პირობები ფოლადის სამშენებლო სანტექნიკა. სპეციფიკაციები ОКП 48 3328 დანერგვის თარიღი
დამტკიცებულია და ძალაში შევიდა სსრკ სახელმწიფო სტანდარტის 1989 სტის 27 ივნისის N 2086 სსრსსრავშირის სახელმწიფო სტანდარტი ღერძების სამშენებლო ტექნიკური პირობები მშენებლების ცულები. სპეციფიკაციები ГОСТ 18578-89
G O S U D А Р С Т В Е Н Д С Т А Н Д А Р Т С О Y Z A S S R PICK-улюлюканьем и кирки ტექნიკური პირობები ГОСТ 1757 76 ოფიციალური გამოცემა ფასი 3 კაპიკი.სსრკ მოსკოვის სახელმწიფო სამშენებლო კომიტ0ეტ03
ჯგუფი j36 სსრ კავშირის სახელმწიფო სტანდარტი ფოლადის საუთაო ფოლადის კონსტრუქციების სპეციფიკაციები სამშენებლო ფოლადის თოკები. ტექნიკური მოთხოვნები ГОСТ 10403 80 OKP 48 33-20 დანერგვის თარიღი 01.01.82 დღემდე
სსრ კავშირის სახელმწიფო სტანდარტი საჰაერო შლანგებისთვის 19 მმ დიამეტრით ტექნიკური პირობები ГОСТ 2201 79 ოფიციალური პუბლიკაცია სსრკ სახელმწიფო კომიტეტი სტანდარტების შესახებ M Oskva Developers
ГОСТ 22130-86 მობილური საყრდენები და შეჩერებები სპეციფიკაციები — ექსპერიმენტული ცენტრი ГОСТ 22130-86 УДК 621. 643-23: 006.354 ZH44 ჯგუფის სახელმწიფო სტანდარტი გაერთიანების SSR- ის ფოლადის მილსადენის ნაწილები S
643-23: 006.354 ZH44 ჯგუფის სახელმწიფო სტანდარტი გაერთიანების SSR- ის ფოლადის მილსადენის ნაწილები S
სსრ კავშირის სახელმწიფო სტანდარტი ცივად დი პროფილები ალუმინის და ალუმინის შენადნობებისგან შენობის შენიების შემოღობვისთვის ტექნიკური პირობები ГОСТ 24767-81 სახელმწიფო სამშენებლო კომიტეტი
UDC 621.923.77.02:006.3s4 ჯგუფი G22 g o d a a a a a o o ხ ხი დიფერენციალური დიამეტრი ალური დიამეტრი 40-დან 300 მმ-მდე ზომით და შერჩევისთვის
კავშირის სსრ-ს სახელმწიფო სტანდარტი ტროველები, პირები და კალმები ГОСТ სპეციფიკაციები 9533-81 საბურავები, საჩვენებელი ხელსაწყოები.სპეციფიკაციები შესავალი თარიღი 01.01.82 ეს სტანდარტი ვრცელდება
ГОСТ 3124-77 * ჯგუფი D45 კავშირის სახელმწიფო სტანდარტი SSR შლანგი კავშირები ჰიდრავლიკური მონიტორების დრილი შლანგებისთვის სპეციფიკაციები მონიტორების მოქნილი შლანგებისთვის მილების შეერთებები. სპეციფიკაციები ОКП
სსრ კავშირის სახელმწიფო სტანდარტი საჭრელების დანები ტექნიკური პირობები ГОСТ 1183 80 ოფიციალური გამოცემა ფასი 3 კაპიკი. სსრკ სტანდარტების სახელმწიფო კომიტეტი მოსკოვის მონაწილეობა საერთო მშენებლობაში
სსრკ სტანდარტების სახელმწიფო კომიტეტი მოსკოვის მონაწილეობა საერთო მშენებლობაში
ჯგუფი B24 M eОКП 12 3100 დანერგვის თარიღი 01.01.75 დღემდ0იიიი
UDC 621.643.4-762: 0043.4-762: 00643.4-762: 00643.4-762: 006.314 ჯგუფი G17 სახელმწიფო სტანდარტი კავშირის SSR შუასადებები ლითონის ბრტყელი დალუქვა დახურული კარიბჭის სახსრებისთვის OKP 10 6745 სპეციფიკაციები ლითონის სიბრტყის დალუქვა
ГОСТ 6727-80: ცივად გაყვანილი დაბალნახშირბადოვანი ფოლადის მავთული რკინაბეტონის კონსტრუქციებისთვის. ტექნიკური პირობები. სპეციფიკაციები
სსრ კავშირის სახელმწიფო სტანდარტი ფოლადის ქოხები ფოლადის თოკებისთვის ГОСТ 2224-71 ოფიციალური გამოცემა ფასი 3 კაპიკი.სსრკ მინისტრთა საბჭოს სტანდარტების სახელმწიფო კომიტეტი მოსკოვის საქორწილო მაქმანი
ГОСТ 25782-90 UDC 693.548.6: 006.354 ჯგუფი ZH46 კავშირის სსრ სახელმწიფო სტანდარტი წესები, სახეხები და ნახევრად საფქვავი სპეციფიკაციები Darbies, Floats და полуфабрикаты. სპეციფიკაციები ОКП 48 3320 შეყვანის თარიღი
ГОСТ 19752-84 ბრტყელი ლითონის შუასადებები დახურული კარიბჭეებისთვის. სპეციფიკაციები ჯგუფი G17 კავშირის სსრ სახელმწიფო სტანდარტი მოქმედების ვადა 01.07.85 — 01.07.90 * დადგენილებით
სპეციფიკაციები ჯგუფი G17 კავშირის სსრ სახელმწიფო სტანდარტი მოქმედების ვადა 01.07.85 — 01.07.90 * დადგენილებით
ГОСТ 9533-81 UDC 69.002.54: 006.354 ჯგუფი ZH46 კავშირის SSR სახელმწიფო სტანდარტი საბურავები, ნიჩბები და ნაჭრები სპეციფიკაციები საბურავები, საჩვენებელი ხელსაწყოები. სპეციფიკაციები ОКП 48 3320 შეყვანის თარიღი
ჯგუფი J36 G O S U D А Р С Т В Е Н Д С Т А Н Д А Р Т СОЕДИНЕНИЕ ССР затирки, ножи и черенки სპეციფიკაციები საბურავები, ტუკ-საჩვენებელი ხელსაწყოები. სპეციფიკაციები ГОСТ 9533 81 РКП 48 ZY20 შეყვანის თარიღი 82/01
ГОСТ 6727-80.ცივი გამოყვანილი რბილი ფოლადის მავთული რკინაბეტონის კონსტრუქციების გასამაგრებლად. სპეციფიკაციები (შესწორებები N 1-4) ГОСТ 6727-80 ეს სტანდარტი ვრცელდება
სსრ სტილების კავშირის სახელმწიფო სტანდარტი ძირითადი პარამეტრები. ტექნიკური მოთხოვნები ГОСТ 882 75 ოფიციალური გამოცემა სსრკ სტანდარტების სახელმწიფო კომიტეტი მოსკოვის ჯგუფი p52 g o s a a a r s t v e n n
ГОСТ 19752-84 ჯგუფი G17 კავშირის SSR სახელმწიფო სტანდარტი. ლითონის ბრტყელი შუასადებების დალუქვა სახსრების დახურული კარიბჭეებისთვის კარიბჭეებისთვის სიფიკაციები ლითონის ბრტყელი შუასადებების დალუქვა დახურული კარიბჭეებისთვის.
კავშირის სსრ სახელმწიფო სტანდარტი ფილები შუშის მოსაპირკეთებელი ხალიჩა-მოზალიკა და ხალიჩები მათგან ტექნიკური მახასიათებლები მინის ხალიჩა-მოზიკის მოსაპალიჩები მათგან. სპეციფიკაციები ГОСТ 17057-89
ГОСТ 17057-89 УДК 666.264.7-431: 006: 354 ჯგუფი Ж16 სსრ კავშირის სახელმწიფო სტანდარტი ფილები მინის ხალიჩა-მოზაიკის მოსაპირკეთებელი და მათგან დამზადებული ხალიჩები სპეციფიკაციები მინის ხალიჩა-მოზაიკის მოსაპირკეთებელი ფილები
ГОСТ 25782-90 ჯგუფი ZH46 სსრ კავშირის სახელმწიფო სტანდარტი წესები, ბადეები და ნახევრად გრეიტერები სპეციფიკაციები Darbies, Floats და Полуфаსპეციფიკაციები ОКП 48 3320 დანერგვის თარიღი 1991-01-01 ИНФОРМАЦИОННАЯ
სსრ კავშირის შემავსებელი ფიჭური ქაღალდის ტექნიკური პირობების სახელმწიფო სტანდარტი ГОСТ 23233-78 ოფიციალური პუბლიკაცია სსრკ სახლის სამშენებლო ექსპერტიზის სახელმწიფო კომიტეტი
სახელმწიფოთაშორისი სტანდარტის წესები, გრეიტერები და ნახევრად მტვრევები სპეციფიკაციები ГОСТ 25782-90 Darbies, Float и полуприемные. სპეციფიკაციები დანერგვის თარიღი 01.01.91 ეს სტანდარტი ვრცელდება წესებზე,
ГОСТ 9559-89 კავშირის სსრ სახელმწიფო სტანდარტი ფურცლები ტყვიტყვის ტექნიკური პირობები ტყვიის ფურცლები.სპეციფიკაციები მოქმედების ვადა 01/01/91-დან 01 / 01/96-მდე ეს სტანდარტი ვრცელდება ტყვის ფურცლებზე,
სსრ კავშირის სახელმწიფო სტანდარტი სსრ კავშირის სახელმწიფო სტანდარტი სიზუსტის მოქლონები კლასები B და C. Gost 10304-80 (ST SEV 1329-78) სსრკ სახელმწიფო Комитет სტანდარტების მოსკოვის Rive
ГОСТ 24741-81 UDC 6941-81 UDC 691.88: 621.88: 006.354 ჯგუფი ZH44 კავშირის სახელმწიფო სტანდარტი ასამბლეა ამწის სის და ამაგრებლად ფოლადის ამწე ღობეებზე სპეციფიკაციები OKP 52 6121 შესაერთებელი კვანძი
ჯგუფი Г36 Г О С У Д А Р С Т В Е Н Ы С Т А Н Д А Р Т С О Ж З А С С Р СПАТУРЫ სპეციფიკაციები სპატულიებბსპეციფიკაციები სპატულიებბსპეციფიკაციებისპეციფიკაციები ГОСТ 10778 83 OKP 4 * 8 3320 დანერგვის თარიღი 01.01.84 ეს სტანდარტი ვრცელდება
სსრ ლილვაკების კავშირის სახელმწიფო სტანდარტი საღებავი ტექნიკური პირობები ГОСТ 10831-80 ოფიციალური გამოცემა ფასი 5 ფუტი სსრკ სამშენებლო საკითხთა სახელმწიფო კომიტეტი მოსკოვის სამშენებლო ტექნიკური
სსრ კავშირის სახელმწიფო სტანდარტი ფოლადის ამწე სხივებზე ამწე ამწე დივებზე ამწე რელსების დამაგრების განყოფილება ტექნისი პირობები ГОСТ 24741-81 სსრკი gახელმწიფო სამშენებლო კომიტეტი მოსკოვის სახელმწიფო
სსრ კავშირის სახელმწიფო სტანდარტი ამწე რელსების სამონტაჟო წერტილ სამონტაჟო წერტილი ფოლადის ამწე ღეროებზე სპეციფიკაციები ГОСТ 24741-81 სსრკ სახელმწიფო სამშენებლო კომიტეტი მოსკოვის სახელმწიფო
ГОСТ 2310-77. სპეციფიკაციები (შესწორებები N 1-4) დანერგვის თარიღი 1980-01-01 საინფორმაციო მონაცემები 1. შემუშავებული და შემოღებული მანქანა-იარაღების სამინისტროს მიერ.
G O S U D А Р С Т В Е Н Д С Т А Н Д А Р Т С О Y Z ССР ПРОВОЛОКА из серебра припои ГОСТ 19746 74 ოფიციალური გამოცემა მინისტრთა საბჭოს სახელმწიფო კომიტეტი მოსკოვი სსრკ სტანდარტები УДК «2.1.
УДК 669.3 426:006.354 Группа В74 Г О С У Д А Р С Т В Е Н Ы С Т А Н Д А Р Ц О Й З А С Р ОКП 18 4490 ГОСТ ПРОВОД МЕДНЫЙ КРЕДИТНЫЙ 4752 79 * მავთულის ნვცდდ.ტექნიკური
სსრ კავშირის შეფუთვის ქაღალდის, ბიტუმირებული და ძაღლის ტექნახელმწი პირობების სახელმწიფო სტანდის სახელმწიფო სტანდარტი ГОСТ 515-77 სსრკ მინისტრთა საბჭოს სტანდარტების სახელმწიფო კომიტეტის სიციალური გამოცემა მოსკოვი. შექმნილია
ГОСТ 9416-83. მშენებლობის დონეები. ტექნიკური პირობები. OKP 48 3300 დანერგვის თარიღი 1985-01-01 საინფორმაციო მონაცემები 1. შემუშავებული და შემოღებული სამშენებლო, საგზაო და კომუნალური ინჟინერის სამინისტროს მიერ
ГОСТ 15176-89 ჯგუფი E41 კავშირის SSR სახელმწიფო სტანდარტი ელექტრო დანიშნულების საბურავები ალუმინის და ალუმინის შენადნობებისაგან.
სსრ ფარიკაობის კიბეების, ახურის და სახურავების დაერთიანების სახელმწიფო სტანდარტი ფოლადის ზოგადი ტექნიკური პირობები Gost 25772-83 სსრ სახელმწიფო კონსტრუქციული კომიტეტი მოსკოვის სახელმწიფო სტანდარტი
ГОСТ 15176-89 კავშირის სსრ სახელმწიფო სტანდარტი ელექტრო დანიშნულების საბურავები ალუმინის და ალუმინის შენადნობებისაგან.
i x 5 სახელმწიფო სტანდარტი სსრ კავშირის სსრ კავშირის ქინძისთავები ცილისთი გამაგრებული ტექნიკური გირობები ГОСТ 24296-80 (ST SEV 1487-78) ოფიციალური პუბლიკაცია სსრკ სტანდარტების სახელმწიფო კომიტეტი ის სერთიფიკატი
სსრ მავთულის სტანდარტული სპილენძის გამანადგურებელი ტექნიკური პირობები ГОСТ 4752-79 ოფიციალური გამოცემა მოსკოვის УДК 669.3-426: 006.354 ჯგუფი В74 Г О С У Д А Р С Т В Е Н Н Ы С Т А Д
ГОСТ 8142-89 უგულებელყოფა რკინიგზის ტიპებისთვის P18, P24, P33 SSR კავშირის სახელმწიფო სტანდარტი რკინიგზის ტიპების უგულებელყოფა P18, P24, P33 ტექნიკური პირობები — 814 Gost8
ГОСТ 10774-80. ცილინდრული მოქლონის ქინძისთავები. სპეციფიკაციები ეს სტანდარტი ვრცელდება 2-დან 25 მმ-მდე დიამეტრის ბრმა მოქლონების ქინძისთავებზე, რომლებიც განკუთვნილია მუდმივი შეერთებისთვის.
სსრ კავშირის სახელმწიფო სტანდარტი ამწე რელსების სამონტაჟო წერტილ სამონტაჟო წერტილი ფოლადის ამწე ღეროებზე ტექნიკური პირობები ГОСТ 24741-81 სსრკ სახელმწიფო სამშენებლო კომიტეტი მოსკოვის სახელმწიფო
ГОСТ 9399-81 ჯგუფი G18 სახელმწიფოთაშორისი სტანდარტის ხრახნიანი ფოლადის ფარნები ფოლადის ფარნები 20-100 მპა (200-1000 კგფ / სმ) სპეციფიკაციები ხრახნიანი ფოლადის ფარნები PN 20-100 მპა (200-1000 კგფ / სმ).სპეციფიკაციები
ფოლადის ჩაქუჩები ГОСТ სპეციფიკაციები 11042-90 სამშენებლო ფოლადის ჩაქუჩები. სპეციფიკაციები დანერგვის თარიღი 01.01.92 ეს სტანდარტი ვრცელდება ფოლადის კონსტრუქციის ჩაქუჩებზე (შემდგომში
g o d a a r a o o a a საბურავები დაპრესილი ელექტროანიშნულება ალუმინის და ალუმინის დადნობებისაგან შენიკური პირობები ГОСТ 15176-89 ოფიციალური გამოცემა სახელმწიფო
Г О С У Д А Р С Т В Е Н Ы С Т А Н Д А Р Ц О Й З А С С Р ГОСТ გაუქმებულია fifb t7. ар.фс ~ სპეციფიკაციები ГОСТ 23157- 78 ოფიციალური გამოცემა ГОСУДАРСТВЕННЫЙ КОМИТЕТ 900
სახელმწიფოთაშორისი სტანდარტი გამომცხვარი პლაივუდი ტექნიკური სპეციფიკაციები ოფიციალური გამოცემა ГОСТ 867393 IPK სტანდარტის გამომცემელი მოსკოვი ბაქკლიტის ფისები პლაივუდი. სპეციფიკაციები ჯგუფი К24 ОКП 55 1500
ჯგუფი B6 m e g o d a a მ მილები ფოლადის უნაკერო ცივად დეფორმირებული გემთმშენებლობისთვის
SSR ფონდების გაერთიანების სახელმწიფო სტანდარტი რკინაბეტონის ასამბლეა სასოფლო-ამეურნეო ასის სვეტებისთვის ტექნიკური პირობები ГОСТ 24022-80 ოფიციალური გამოცემა УДК 624.103.
სსრკ სახელმწიფო სტანდარტების ასორტიმენტი შავი ლითონების ნაგლინი და დაკალიბრებული ფოლადი
სარეცხი მანქანები გაზაფხულზე ტექნიკური პირობები ГОСТ 640270 (ST SEV 266580) მოსკოვი G o S U D A A a Sypers
თბოიზოლაცისის ცილინდრები და ნახევრად ცილინდრები მინერალური მატყლისაგან სინთეზური შესაკრავის ტექნიკურ პირობებში ГОСТ 23208-83 (ST SEV 3476-81)
ГОСТ 21797-76 ორმაგი შემობრუნების ზამბარა რკინიგზის ლიანდაგებისთვის. სპეციფიკაციები (შესწორებები n 1, 2) ეს სტანდარტი ვრცელდება C კლასის სიზუსტის ორბრუნიან ზამბარებზე, შექმნილია
ГОСТ 28241-89. ხელის მანკიერებები. სპეციფიკაციები დანერგვის თარიღი 1991-01-01 საინფორმაციო მონაცემები 1. შემუშავებული და შემოღებული სსრკ მანქანათმშენებლობისა და ხელსაწყოების მრეწველობის სამინისტროს მიერ 2. დამტკიცებული
სსრ კავშირის სახელმწიფო სტანდარტი დაპრესილი ელექტრო დანიშნულების საბურავები ალუმინის და ალუმინის შენადნობებისაგან ნიკური პირობები ГОСТ 15176-89 E სსრკ სტანდარტების სახელმწიფო კომიტეტი მოსკოვი
ГОСТ 6 4 0 0 2-7 М Е Ж O S U D А Р С Т В Е Н Д С Т А Н Д А Р Т Шайбы სპეციფიკაციები სპეციფიკაციები ოფიციალური გამოცემა მოსკოვის Стандартинформ 2006 GZB Группа М Е Ж O S U
ალმასის რჩევები და ბრილიანტები ლითონისა და შენადნობის საშენისტის საზომი ხელსაწყოებისთვის ГОСТ 9377-81 გამოცემა ოფიციალური სახელმწიფო
სსრ კავშირის ფონდების სახელმწიფო სტანდარტი.
ГОСТ 24301-93 ჯგუფი B55 სახელმწიფოთაშორისი სტანდარტი ბრინჯაოსა და სპილენძის ჩამოსხმის გისოსები და მილები სპეციფიკაციები ბრინჯაოს და სპილენძის ჩამოსხმის გისოსები და მილები. სპეციფიკაციები ОКС 77.140.90 * ОКП 17 3000 * ინდექსში
ГОСТ 11871-88 სიზუსტის კლასის მრგვალი თხილი A. სპეციფიკაციები დანერგვის თარიღი 1989-01-01 საინფორმაციო მონაცემები 1. შემუშავებული და შემოღებული მანქანა-ინსტრუმენტების მრეწველობის სამინისტროს მიერ
ГОСТ 10495-80 სახელმწიფოთაშორისი სტანდარტული თექვსმეტი თხილი ფლანგური შეერთებისთვის 10-დან 100 მპა-ზე მეტი (100-დან მპახელმწიფოთაშორისი სტანდარტული თექვსმეტობითი კაკალი ფლანგური შეერთებისთვის
ГОСТ 8027-86.ჭიის საჭრელი ამისთვის დაწნული ლილვებისწორი ცალმხრივი პროფილით. სპეციფიკაციები კავშირის სსრ სახელმწიფო სტანდარტი ГОСТ 8027-86 (ST SEV 880-78) ჯგუფი G23 ჭია წისქვილები Спинью вал — ისთვის
სსრ კავშირის სახელმწიფო სტანდარტები
სამშენებლო ხელსაწყო
ოფიციალური გამოცემა
მოსკოვის გამომცემლობის სტანდარტები 1994 წ
თუ პირველ ნიმუშში დეფექტური ჯართის რაოდენობა აღემატება მიღების ნომერს, მაგრამ ნაკლებია უარყოფის რაოდენობაზე, ტარდება მეორე ნიმუში.
ჯართის პარტია მიღება, თუ დეფექტური ჯართის რაოდენობა ორ ნიმუშში ნაკლებია ან ტოლია მიღების ნომერზე, და უარყოფილია, თუ თუი ჯართის რაოდენობა ორ ორია უარყოფის რიცხვზე.
3.5. ჯართის შემოწმება პუნქტებში მითითებულ მოთხოვნებთან შესაბამისობისთვის. 2.1 (საცნობარო ნიმუშებთან შესაბამისობის თვალსაზრისით თვალსაზრისით), 2.3, 2.7, 2.8 უნდა განხორციელდეს უწყვეტი კონტროლის მეთოდით.
3.6. მომხმარებელს უფლება აქვს განახორციელოს ჯართის ხარისხის საკონტროლო შემოწმება ამ სტანდარტით განსაზღვრული სინჯის აღების პროცედურისა და ტესტირების მეთოდების გამოყენებით.
4. კონტროლის მეთოდები
4.1. ჯართის ზომები უნდა შემოწმდეს საზომი ხელსაწყოების გამოყენებით, რომელთა გაზომვის შეცდომები არ აღემატება:
4.5. ჯართის კლანჭის ნაწილის სიძლიერე (პუნქტი 2.5) მოწმდება 5 ლურსმანის მონაცვლეობით ამოღებით 4 ან 5 მმ დიამეტრით და 120-დან 150 მმ-მდე სიგრძით, 100-ან 125 მმ-მდე მდეიღრმეზე არყის ან. მსგავსი სიხისტის სხვა ხე.
4.6. ოქსიდის საფარის კონტროლი — ГОСТ 9.302-ის შესაბამისად.
 ლითონის ბრტყელი შუასადებების დალუქვა სახსრების დახურული კარიბჭეებისთვის კარიბჭეებისთვის სიფიკაციები ლითონის ბრტყელი შუასადებების დალუქვა დახურული კარიბჭეებისთვის.
ლითონის ბრტყელი შუასადებების დალუქვა სახსრების დახურული კარიბჭეებისთვის კარიბჭეებისთვის სიფიკაციები ლითონის ბრტყელი შუასადებების დალუქვა დახურული კარიბჭეებისთვის. სპეციფიკაციები დანერგვის თარიღი 01.01.91 ეს სტანდარტი ვრცელდება წესებზე,
სპეციფიკაციები დანერგვის თარიღი 01.01.91 ეს სტანდარტი ვრცელდება წესებზე, სპეციფიკაციები (შესწორებები N 1-4) დანერგვის თარიღი 1980-01-01 საინფორმაციო მონაცემები 1. შემუშავებული და შემოღებული მანქანა-იარაღების სამინისტროს მიერ.
სპეციფიკაციები (შესწორებები N 1-4) დანერგვის თარიღი 1980-01-01 საინფორმაციო მონაცემები 1. შემუშავებული და შემოღებული მანქანა-იარაღების სამინისტროს მიერ.
 ცილინდრული მოქლონის ქინძისთავები. სპეციფიკაციები ეს სტანდარტი ვრცელდება 2-დან 25 მმ-მდე დიამეტრის ბრმა მოქლონების ქინძისთავებზე, რომლებიც განკუთვნილია მუდმივი შეერთებისთვის.
ცილინდრული მოქლონის ქინძისთავები. სპეციფიკაციები ეს სტანდარტი ვრცელდება 2-დან 25 მმ-მდე დიამეტრის ბრმა მოქლონების ქინძისთავებზე, რომლებიც განკუთვნილია მუდმივი შეერთებისთვის. ар.фс ~ სპეციფიკაციები ГОСТ 23157- 78 ოფიციალური გამოცემა ГОСУДАРСТВЕННЫЙ КОМИТЕТ 900
ар.фс ~ სპეციფიკაციები ГОСТ 23157- 78 ოფიციალური გამოცემა ГОСУДАРСТВЕННЫЙ КОМИТЕТ 900 სპეციფიკაციები (შესწორებები n 1, 2) ეს სტანდარტი ვრცელდება C კლასის სიზუსტის ორბრუნიან ზამბარებზე, შექმნილია
სპეციფიკაციები (შესწორებები n 1, 2) ეს სტანდარტი ვრცელდება C კლასის სიზუსტის ორბრუნიან ზამბარებზე, შექმნილია სპეციფიკაციები ОКС 77.140.90 * ОКП 17 3000 * ინდექსში
სპეციფიკაციები ОКС 77.140.90 * ОКП 17 3000 * ინდექსში
5.1)
მწარმოებლის სავაჭრო ნიშანი;
ჯართის ტიპი ან ზომა;
ფასი (საცალო პროდუქტის დამზადებისას).
Შენიშვნა. ამ ნიშნების გამოყენების მეთოდმა უნდა უზრუნველყოს მისი უსაფრთხოება ჯართის მთელი მომსახურების ვადის განმავლობაში.
5.2. ოქსიდით დაფარული ჯართი უნდა იყოს დაცული ГОСТ 9.014-ის შესაბამისად. ჯართის დაცვის ვადა ხელახალი კონსერვაციის გარეშე უნდა იყოს მინიმუმ ერთი წელი.
5.3. იმავე ზომის ჯართი მოთავსებულია ჩალიჩებში და მალია მინიმუმ ორორადგილას დაბალნახშირბადოვანი ფოლადის მავთულით ГОСТ 3282-ის შესაბამისად.
იმისათვის, რომ თავიდან იქნას აცილებული საფარის დაზიანების თავიდან აცილება, სქელი ქაღალდი მავთულის ქვეშ. შეფუთულ შეკვრაში, ხალები არ უნდა მოძრაობდეს.
5.4. მომხმარებელთან შეთანხმებით ნებადართულია ჯართის სხვა შეფუთვა, რაც უზრუნველყოფს მათ უსაფრთხოებას ტრანსპორტირებისა და შენახვისას მექანიკური დაზიანებისგან.
5.5. ГОСТ 2.601-ის შესაბამისად.
5.6. ჯართის ტრანსპორტირება შესაძლებელია ნებისმიერი ტიპის ტრანსპორტით.
5.7. ჯართის შენახვა — შენახვის პირობების მიხედვით ჯგუფი C ГОСТ 15150-ის შესაბამისად.
საინფორმაციო მონაცემები
1. შემუშავებული და შემოღებული სამშენებლო, საგზაო და მუნიციპალური ინჟინერისის სამინისტროს მიერ
დეველოპერები
ვ. ვ.კულაგინი, ნ.ი.ფედოროვი
ვ.კულაგინი, ნ.ი.ფედოროვი
2. დამტკიცებულია და ამოქმედდა სსრკ სამშენებლო საკითხთა სახელმწიფო კომიტეტის 21.02.83 №28 დადგენილებით.
4. საცნობარო მარეგულირებელი და ტექნიკური დოკუმენტები
| ||||||||||||||||||||||||||||||||||||||
5.РЕДИССИОН |
გამომცემლისგან
ყველა ცვლილება, რომელიც მიღებულია მითითებულ თარიღამდე, შეტანილია სტანდარტებში.
მიმდინარე ინფორმაცია ახლად დამტკიცებული და გადამუშავებული სტანდარტების, ასევე მათში მიღებული ცვლილებების შესახებ ქვეყნდება ყოველთვიურ საინფორმაციო ინდექსში «სახელმწიფო სტანდარტები».
„ 2103000000-019 „
С 085 (02) -94 რეკლამის გარეშე —
Цвет W36
სსრ კავშირის სახელმწიფო სტანდარტი
СТРОИТЕЛЬНЫЙ СТРОИТЕЛЬНЫЙ ЛОМ სპეციფიკაციები
დაჭერით და ანადგურებს ფოლადის გისოსებს.სპეციფიკაციები
შეყვანის თარიღი 01.01.84
ეს სტანდარტი ეხება ფოლადის ჯართს, რომელიც გამოიყენება მშენებლობაში სამშენებლო და სამონტაჟო, გაყალბებისა და სხვა სამუშაოების წარმოებაში.
1. ტიპები და ძირითადი ზომები
1.1. ჯართი, დანიშნულებიდან გამომდინარე, უნდა დამზადდეს შემდეგი ტიპებისაგან, რომლებიც მითითებულია ცხრილში. ერთი. Цвет 1 |
1.2. საყრდენების ძირითადი ზომები უნდა შეესაბამებოდეს ნახაზში მითითებულ ზომებს. 1-8 და ცხრილში. 2-4.
ჯართის სამუშაო ნაწილის ზომების შეზღუდვის გადახრები, რომლებიც არ არის მითითებული ნახაზებში, უნდა შეესაბამებოდეს Gost 7829-ს. ჯართის სიგრძის ტოლერანტობა არ უნდა იყოს ± 1%-ზტ მეეანტობა არ უნდა იყოს
ჯართის სიგრძის ტოლერანტობა არ უნდა იყოს ± 1%-ზტ მეეანტობა არ უნდა იყოს
ოფიციალური გამოცემა ხელახალი ბეჭდვა აკრუ0ალა
1.3. ჯართის სიმბოლოები უნდა შედგებოდეს ჯართის სტანდარტული ზომის აღნიშვნით და ამ სტანდარტით.
LG15 სტანდარტული ზომის ჯართის ჩვეულებრივი აღნიშვნის მაგალითი:
ცხრილი 2 ზომები მმ-ში | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
სტანდარტული ზომა LG16A |
დანარჩენი ზომები — როგორც ჯოჯოხეთი. 5
5
ცხრილი 3 ზომები მმ-ში | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
სტანდარტული ზომები L 024, L028, L032
ზომები L022, L026, L 030
დანარჩენი ზომები — როგორც ჯოჯოხეთი. 7.
7.
ცხრილი 4 ზომები მმ-ში | ||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||
2. |
 ტექნიკური მოთხოვნები
ტექნიკური მოთხოვნები2.1. ჯართი უნდა დამზადდეს ამ სტანდარტის მოთხოვნების შესაბამისად სამუშაო ნახაზებისა და საცნობარო ადის მიხედვით, შეთანხმებული სტანდარტიზაცის საბაზო ორგანიზაციასთან ადი წესით.
2.2. ჯართი უნდა დამზადდეს 45 ან 50 კლასის ფოლადისგან Gost 1050-ის შესაბამისად.
ფოლადის დიაპაზონის მოთხოვნები არ უნდა იყოს დაბალი ვიდრე ГОСТ 2590 ან ГОСТ 2879 დადგენილი მოთხოვნები.
ნებადართულია ჯართის დამზადება ფოლადის კლასებიდან ნის კლასებიდან ის მიხედვით და სხვა კლასებიდან, რომელთა მექანიკური თვისებები არ არის დაბალი, ვიდრე მითითებული კლასის ფოლადი.
2.3. ჯართს არ უნდა ჰქონდეს ბზარები, მზის ჩასვლა, თმები, ტყვეობა, ჩანართები.
ცალ-ცალკე ჩაღრმავება სასწორისგან დაშვებულია ცხელი გაყალბებით ან ჭედვით დამუშავებული ჯართის ზედაპირზე.
2.4. არანაკლებ 150 მმ სიგრძის ყუთების ბოლოები უნდა იყოს თერმულად დამუშავებული და ჰქონდეს სიმტკიცე 40 … 47 HRC 3 (HRC 38 … 46).
2.5. ლურსმნების ამოღებისას ЛГ ტიპის ჯართის ფრჩხილის ამწევმა ნაწილებმა არ უნდა შეცვალოს გეომეტრიული ფორმა და დაიმსხვრა. მათ ზედაპირებზე, ფრჩხილების ამოღების შემდეგ, არ უნდა იყოს ნაპრალები, ბზარები და ჭუჭყიანი.
მათ ზედაპირებზე, ფრჩხილების ამოღების შემდეგ, არ უნდა იყოს ნაპრალები, ბზარები და ჭუჭყიანი.
2.6. ჯართის სწორი მონაკვეთების სისწორის ტოლერანტობა არ უნდა აღემატებოდეს მათი სიგრძის 1% -ს.
2.7. ბორბლების მკვეთრი კიდეები უნდა იყოს ბლაგვი.
2.8. ჯართი უნდა იყოს დაფარული ქიმ. ოკ. პრმ. ГОСТ 9.306 ან BT-577 საფარის მიხედვით ГОСТ 5631 მიხედვით. ოქსიდის საფარი უნდა შეესაბამებოდეს ГОСТ 9.301, სამუშაო პირობები — ჯგუფი 3 ГОСТ 9.303 შესაბამისად.
საღებავი უნდა შეესაბამებოდეს v კლასს Gost 9.032-ის შესაბამისად, სამუშაო პირობები — U1 ჯგუფს ГОСТ 9.104-ის შესაბამისად.
ნებადართულია სხვა საფარის გამოყენება, რომელიც უზრუნველყოფს პროდუქციის ანტიკოროზიულ დაცვას.
3. მიღების წესები
3.1. ჯართი უნდა იყოს მიღებული მწარმოებლის ტექნიკური კონტროლის მიერ.
3.2. ჯართის მიღება და მიწოდება ხდება პარტიად.
ლოტის ზომა დგინდება მხარეთა შეთანხმებით.
პარტია უნდა შედგებოდეს იგივე სტანდარტული ზომის ჯართისაგან, დამზადებული იგივე მასალისგან, დამუშავებულალი და იდი ტექნოლოგი დის იგით და ერთდროულად წარმოდგენილი ერთი დოკუმენტის მიხედვით მისაღებად.
3.3. ჯართის შემოწმებისას პუნქტებში მითითებულ მოთხოვნებთან შესაბამისობაზე. 1.1, 1.2, 2.1 (მუშა ნახაზებთან შესაბამისობის თვალსაზრისის თვალსაზრისით), 2.4-2.6 გამოიყენება ორეტაპიანი კონტროლი, რისთვისაც ჯართი იღება პარტიიდან ილის შესაბამისად. 5.
ცხრილი 5 | |||||||||||||||||||||||||||||||||||||||||||||||||||||
|
3. 4. ჯართის პარტია მიღება, თუ დეფექტური ჯართის რაოდენობა პირველ ნიმუშში ნაკლებია ან ტოლია მიღების ნომერზე, და უარყოფილია მეორე მეორეიმუშის მინიჭების გარეშე, თუ დეფექტური ჯართის რაოდენობა უარყოფის ნომერზე.
4. ჯართის პარტია მიღება, თუ დეფექტური ჯართის რაოდენობა პირველ ნიმუშში ნაკლებია ან ტოლია მიღების ნომერზე, და უარყოფილია მეორე მეორეიმუშის მინიჭების გარეშე, თუ დეფექტური ჯართის რაოდენობა უარყოფის ნომერზე.
ზოგადი ინფორმაცია
ბრენდი (ტიპი) P 1-10
წონა, კგ 0.49
OKP კოდი 148000
სპეციფიკაციები
ზოგადი ინფორმაცია
ბრენდი (ტიპი) P 1-12
ГОСТ, TUU TU 14-579-52-2000 ГОСТ 19597
წონა, კგ 0,66
მწარმოებელი შპს Revyakinsky Metal-Rolling Plant- ის იერ
OKP კოდი 148000
სპეციფიკაციები
დანიშნულება ტერიტორიის გაწმენდისა და გაფხვიერებისთვის.
ტექნიკური მახასიათებლები მასალა — ST3PS
აღწერა შემობრუნებული კბილით. ლითონის ნაწილები ფხვნილის საღებავით (ლურჯი, წითელი, მწვანე) ან შეღებილი bt ლაქით
ზოგადი ინფორმაცია
ინფორმაცია
ბრენდი (ტიპი) P 1-4
ГОСТ, ТУ 14-579-52-2000 ГОСТ 19569
წონა, კგ 0, 27
მწარმოებელი შპს Revyakinsky Metal-Rolling Plant- ის მიერ
OLT კოდი 148000
სპეციფიკაციები
დანიშნულება ტერიტორის გაწმენდისა და გაფხვიერებისთვის
ტექნიკური მახასიათებლები მასალა — ST3PS
აღწერა შემობრუნებული კბილით. ლითონის ნაწილები ფხვნილის საღებავით (ლურჯი, წითელი, მწვანე) ან შეღებილი bt ლაქით
ლითონის ნაწილები ფხვნილის საღებავით (ლურჯი, წითელი, მწვანე) ან შეღებილი bt ლაქით
ზოგადი ინფორმაცია
ინფორმაცია
ბრენდი (ტიპი) P 1-6
ГОСТ, TU TU 14-579-52-2000 ГОСТ 19569
წონა, კგ 0, 34
მწარმოებელი შპს Revyakinsky Metal-Rolling Plant- ის მიერ
Obs კოდიერ
კოდიფიკაციები
დანიშნულება ტერიტორიის გაწმენდისა და გაფხვიერებიმის
ტექნიკური მახასიათებლები მასალა — ST3PS
აღწერა შემობრუნებული კბილით. ლითონის ნაწილები ფხვნილის საღებავით (ლურჯი, წითელი, მწვანე) ან შეღებილი bt ლაქით
ზოგადი ინფორმაცია
ინფორმაცია
ინფორმ (ტიპი) LM-25
ГОСТ, TUU TU 14-579-62-2001 ГОСТ 1405-83
წონა, კგ 4 .90
დიამეტრი, მმ 25
მწარმოებელი შპს Revyakinsky Metal-Rolling Plant — ის მიერ
OKP კოდი 483323
სპეციფიკაციები
ზოგადი ინფორმაცია
ინფორმაცია
ბრენდი (იპი) LO-25
, TU TU 14-579-42-97 ГОСТ 1405-83
წონა, კგ 4,80
დიამეტრი, მმ 25
მწარმოებელი შპს Revyakinsky Metal-Rolling Plant- ის მიერ
OLT ის მიერ
კოდიფიკაციები
დანიშნულება გამოიყენება ნიადაგის განვითარებისთვის.
ტექნიკური მახასიათებლები მასალა — ST6PS / CN, ST45
ზოგადი ინფორმაცია
ინფორმაცია
ბრენდი (ტიპი) ЛГ-20
ГОСТ, TU GOST 1405-83, TU 14-579-62-2001, TU 14-526.044.53581936-2005
წონა, კგ 1.60
დიამეტრი, მმ 20
მექანიზებული და მექანიკური სამშენებლო და აწყობის ხელსაწყოების, ვიბრატორებისა და სამშენებლო დასრულების მანქანების გაერთიანების სამეცნიერო კვლევითი და დიზაინის ინსტიტუტის შემქმნელი სამეცნიერო და წარმოების ასოციაცია
ОКП კოდი 483322
სპეციფიკაციები
ტექნიკური მახასიათებლები ჯართი უნდა იყოს დამზადებული მრგვალი ფოლადიკლასები 45 ან 50. ჯართის ბოლოები მინიმუმ 150 მმ სიგრძით უნდა იყოს თერმულად დამუშავებული და ჰქონდეს HRC 40… 46 სიმტკიცე. ჯართს უნდა ჰქონდეს დამცავი საფარი. ფორმა, ძირითადი ზომები და ტექნიკური მოთხოვნები Gost 1405-72 მიხედვით.
Ზოგადი ინფორმაცია ბრენდი (ტიპი) ЛГ-16 ГОСТ
, ТУ ГОСТ 1405-83, ТУ 3926.044.53581936-2005
დიამეტრი, მმ 16
მწარმოებლები შპს «კამიშინსკის სამონტაჟო და სამონტაჟო ხელსაწყოების ქარხანა»
ОКП კოდი 483322
სპეციფიკაციები
დანიშნულება ჯართი გამოიყენება ლურსმნების ამოსაღებად ყალიბისა და ხუროს სამუშაოების წარმოებაში.
ტექნიკური მახასიათებლები მასალა —ა — ST5, ST6, ST45, ST50
ზოგადი ინფორმაცია
ინფორმაცია
ბრენდი (ტიპი) LGR-1
ГОСТ, TUU TU 14-599-92-2005 ГОСТ 19596-87
წონა, კგ 0,98
მწარმოებელი შპს Revyakinsky металлопрокатной ის მიერ гидролизат растительного
ОКП კოდი 148920
სპეციფიკაციები დანიშნულება გამოიყენება მიწის, ქვიშის, ხრეშის და სხვა ნაყარი მასალის თხრიან ან დასაყრელად
ტექნიკური მახასიათებლები ფოლადის კლასის 37-53 HRC, შეღებილი მინანქრით. სამუშაო ნაწილის ზომებია 285×210 მმ.ფოლადის კონსტრუქცია შუბლის გარეშე. ტილოები დამუშავებულია და მახვილდება. სამთო ნიჩაბი. შიდა სამუშაო ზედაპირს აქვს ფართო ფორმა, რის გამოც უფრო დიდი მოცულობის ნიადაგი ან სხვა სამუშაო მასალა იჭერს
Ზოგადი ინფორმაცია ბრენდი (ტიპი) Л.Д.
ГОСТ, ТУ ТУ 14-579-04-89 ГОСТ 19596-87
წონა, კგ 0,63
მწარმოებელი შპს Revyakinsky Metal-Rolling Plant- ის მიერ
Obs კოდი 148923
სპეციფიკაციები
დანიშვნა —
აღწერა ფოლადის კონსტრუქცია შუბლის გარეშე. ტილოები დამუშავებულია და მახვილდება. ლითონის ნაწილები ფხვნილის საღებავით (ლურჯი, წითელი, მწვანე) ან შეღებილი BT ლაქით. ნიჩაბი საზაფხულო კოტეჯისთვის თერმული დამუშაბთათვაბისთვის ამ ტიპის ნიჩაბი, მცირე საერთო ზომებისა და მსუბუქი წონის გამო, განსაკუთრებით პოპულარულია ავტომოყვარულებში, ტურიზმის, თევზაობისა და ნადირობის მოყვარულებში. გარდა ამისა, ძალიან მოსახერხებელია ქალებისთვის მუშაობა, გამოიყენება ძნელად მისადგომ ადგილებში.
ტილოები დამუშავებულია და მახვილდება. ლითონის ნაწილები ფხვნილის საღებავით (ლურჯი, წითელი, მწვანე) ან შეღებილი BT ლაქით. ნიჩაბი საზაფხულო კოტეჯისთვის თერმული დამუშაბთათვაბისთვის ამ ტიპის ნიჩაბი, მცირე საერთო ზომებისა და მსუბუქი წონის გამო, განსაკუთრებით პოპულარულია ავტომოყვარულებში, ტურიზმის, თევზაობისა და ნადირობის მოყვარულებში. გარდა ამისა, ძალიან მოსახერხებელია ქალებისთვის მუშაობა, გამოიყენება ძნელად მისადგომ ადგილებში.
ზოგადი ინფორმაცია
ინფორმაცია
ბრენდი (ტიპი) lklo
ГОСТ, TU TU 14-599-26-92 Gost 19596-87-92 წონა ,ი შპს 0,59
მწარმოებელი შპს Revyakinsky Metal-Rolling Plant- ის იერ
OKP კოდი 148920
სპეციფიკაციები
დანიშვნა —
ტექნიკური მახასიათებლები მასალა — ST5PS / CN.
აღწერა ფოლადის კონსტრუქცია შუბლის გარეშე. ტილოები დამუშავებულია და მახვილდება. ლითონის ნაწილები ფხვნილის საღებავით (ლურჯი, წითელი, მწვანე) ან შეღებილი BT ლაქით. სამოყვარულო თხრიან ნიჩაბიან ნიჩაბი, მსუბუქი, აღჭურვილია 4 ნაჭრით დანა, რის შედეგადაც მას აქვს ნაკლები წონა და განსაკუთრებით მოსახერხებელია თიხასთან ანესტანესტან ნიას. აგთან მუშაობისას.
აგთან მუშაობისას.
ზოგადი ინფორმაცია
ბრენდი (ტიპი) LKO-3
ГОСТ, TU TU 14-579-31-94 ГОСТ 19596-87
წონა, კგ 0,81
მწარმოებელი შპს Revyakinsky Metal-Rolling Plant — ის იერ
OMP კოდი 148920
სპეციფიკაციები
დანიშვნა —
ტექნიკური მახასიათებლები მასალა — ST5PS / CN.
აღწერა ფოლადის კონსტრუქცია შუბლის გარეშე. ტილოები დამუშავებულია და მახვილდება. ლითონის ნაწილები ფხვნილის საღებავით (ლურჯი, წითელი, მწვანე) ან შეღებილი BT ლაქით. ამ ტიპის ბასრი წვეტიანი ნიჩაბი ყველაზე გავრლიეუეეა უნივერსალური ნიჩაბი, შესაფერისი ყველა სახის სამუშაოსთვის, ექვემდებარება თერმულ დამუშავებას, რთერმულის შედეგადაც იგი იძენს მეტ სიმტკიცეს და გამოყენების გამძლეობასაგადის დანის სამუშაო ნაწილის მიდამოში.
ზოგადი ინფორმაცია
ბრენდი (ტიპი) LKO-4
ГОСТ, TU GOST 19596-87
სიგანე, მმ 210
სიმაღლე, მმ 405
წონა, კგ 0,81
მწარმოებელი შპს Revyakinky
OKP კოდი 148920
სპეციფიკაციები
დანიშვნა —
ტექნიკური მახასიათებლები მასალა — ST5PS / CN
აღწერა ფოლადის კონსტრუქცია შუბლის გარეშე. ტილოები დამუშავებულია და მახვილდება. მკვეთრი თხრიან ნიჩაბი ტიულზე გამაგრებული ნეითთ. უნივერსალურ ნიჩაბს, თერმული დამუშავებით, გამაგრებული ნეკნის გამო აქვს უფროისაღამოი სიმტკიცის მახასიათებლები «იდახვევისთვის «ტილიდან ფოლადის ფურცელზე ფურცელზეადასვლის არეში.
ტილოები დამუშავებულია და მახვილდება. მკვეთრი თხრიან ნიჩაბი ტიულზე გამაგრებული ნეითთ. უნივერსალურ ნიჩაბს, თერმული დამუშავებით, გამაგრებული ნეკნის გამო აქვს უფროისაღამოი სიმტკიცის მახასიათებლები «იდახვევისთვის «ტილიდან ფოლადის ფურცელზე ფურცელზეადასვლის არეში.
ГОСТ на горячее цинкование-ГОСТ 9.307-89
ГОСТ
Москва
ГОСТ СССР
Единая система защиты от коррозии и старения
ЦИНКИРОВАНИЕ ГОРЯЧЕЕ
(ИСО 1461-89;
СТ СЭВ-1663-84)
Дата введения 01.07.90
Настоящий стандарт устанавливает Общие требования (далее — требования) к защитным покрытиям, наносимым методом горячего цинкования (далее — покрытия) на конструкционные стали, в том числе высокопрочные, металлоконструкции, изделия из фасонного проката и листовой стали, комплекты труб большого диаметра трубы, гнутые или сваренные перед покрытием, емкости, изделия из стальной проволоки, крепежные изделия, обработанные в общей массе, стальное и чугунное литье, поковки, штампованные стальные изделия, а также к методам контроля качества основного металла и покрытия.
Этот стандарт не распространяется на сплошные покрытия.
1. ТРЕБОВАНИЯ К ОСНОВНОМУ МЕТАЛЛУ
1.1. Требования к конструкции изделий, подлежащих оцинковке
1.1.1. В конструкциях не должно быть карманов, замкнутых полостей и подушек безопасности; все полости должны быть доступны для беспрепятственного входа и выхода жидкостей, расплавленного цинка и газов.
Полые изделия и изделия сложной формы подвергают пробному цинкованию.
Не допускается нанесение покрытий на изделия с закрытыми полостями во избежание взрыва.
1.1.2. Сварка элементов конструкции должна производиться стыковыми швами либо двусторонним, либо односторонним швом со студнем.
Не допускается цинкование изделий со сварными соединениями внахлестку.
1.2. Требования к поверхности основного металла
1.2.1. На поверхности основного металла не допускается катаная окалина, заусенцы, поры, включения, сварочные шлаки, остатки формовочной массы, графит, жир, металлическая стружка, маркировочная краска.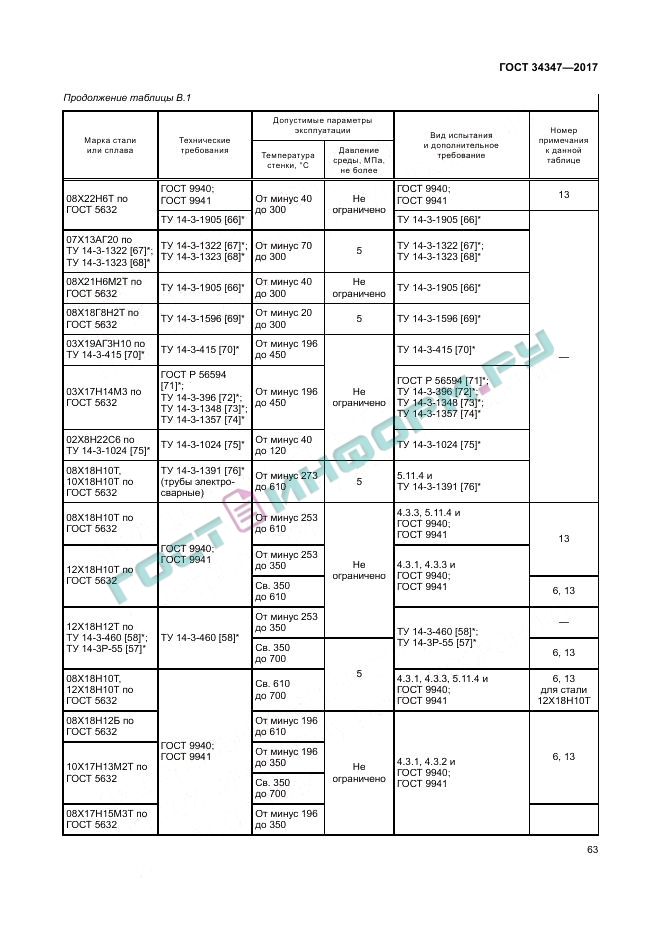
1.2.2. На поверхности литых изделий не должно быть пор и усадочных раковин.
1.2.3. Швы должны быть равномерными, плотными и непрерывными по всей длине.
Поры, свищи, трещины, шлаковые включения, сварные швы не допускаются.
1.2.4. Острые углы и кромки изделий, кроме технически обоснованных случаев, должны быть закруглены радиусом не менее 0,3 мм.
1.2.5. Поверхность изделий, подлежащих горячему цинкованию, очищают обезжириванием с последующим травлением или пескоструйной обработкой с последующей обточкой.
Степень очистки поверхности от накипи и продуктов коррозии — 1 по ГОСТ 9.402.
2. ТРЕБОВАНИЯ К ПОКРЫТИИ
2.1. Внешний вид покрытия
2.1.1. При внешнем осмотре поверхность цинкового покрытия должна быть гладкой или шероховатой, покрытие должно быть сплошным.
Цвет покрытия от серебристо-блестящего до матового темно-серого.
2.1.2. На поверхности изделия не должно быть трещин, зазубрин, вздутий.
2.1.3. Наличие цинковых отложений недопустимо, если они мешают сборке. Зерна харцинка диаметром не более 2 мм, неровная поверхность, с пятнами светло-серого цвета и цветным отливом, риски, царапины, следы захвата подъемной арматуры без разрушения покрытия до основного металла дефектами не являются.
Допускается восстанавливать непокрытые участки, если они не шире 2 см и составляют не более 2% от общей площади поверхности. Незакрытые участки защищают слоем цинкосодержащего лакокрасочного покрытия (минимальная толщина 90 мкм, массовая доля цинка в сухой пленке 80—85 %) или термическим напылением цинка (минимальная толщина 120 мкм).
2.2. Толщина покрытия
Толщина покрытия должна быть не менее 40 мкм и не более 200 мкм и определяется условиями эксплуатации оцинкованных изделий и нормативно-технической документацией на конкретное изделие.
2.3. Адгезионная прочность
Покрытие имеет удовлетворительную адгезию, если оно выдерживает испытания по методам, приведенным в пункте 4. 4.
4.
3. ТРЕБОВАНИЯ К КОНТРОЛЮ ОСНОВНОГО МЕТАЛЛА И КАЧЕСТВА ПОКРЫТИЙ
3.1. Перед нанесением покрытия 2-5 % изделий от партии, но не менее трех, а для изделий единичного производства — каждое изделие контролируется на соответствие пп. 1.1, 1.2.
3.2. Полуфабрикаты (проволока, трубы и др.) подвергаются входному контролю на соответствие требованиям нормативно-технической документации на поставку и требованиям ПП. 1.1, 1.2.
3.3. Нанесенное цинковое покрытие подвергают контролю по внешнему виду, толщине и прочности муфты.
Контроль размещения каждой партии оцинкованных изделий. За партию принимают единицу продукции или груз, состоящий из одного или нескольких изделий одного вида и размера, принадлежащих к одному заказу, если они покрыты в одну смену и в одной ванне.
3.4. Контроль внешнего вида покрытий осуществляется на 100% изделий.
3.5. Контроль толщины и прочности муфты выставляют:
1) элементы металлоконструкций до 1 %, но не менее 2 единиц от партии;
2) сварные узлы в количестве до 5%, но не менее 1 шт. от партии;
от партии;
3) крепеж резьбовой в количестве до 0.5 %, но не менее 3-х штук от партии.
Допускается применение статистических методов контроля ГОСТ 18242.
Контроль толщины покрытия металлографическими методами допускается проводить на одной и той же части партии.
3.6. Изделия, контроль качества которых проводился разрушающими методами, допускается предъявлять к приемке после восстановления покрытия.
3.7. Контроль толщины покрытия
3.7.1. Контроль толщины покрытия осуществляется перед его дополнительной обработкой (хромирование, нанесение консервирующих смазок и др.).).
3.7.2. Толщину покрытия контролируют на поверхности, но имеющей накатку и резьбу на расстоянии не менее 5 мм от ребер, углов, отверстий и мест контакта с устройством. Толщину покрытия на резьбовых креплениях контролируют на головках болтов и торцах винтов.
3.7.3. Измерительный прибор для неразрушающего контроля толщины покрытия должен иметь погрешность измерения не более ±10 %.
3.8. При неудовлетворительных результатах проверки толщины и сцепления проводят второй контроль в двойном количестве деталей.
При повторном неудовлетворительном результате по всей партии оцинкованная продукция бракуется.
3.9. Контроль состава ванны горячего цинкования по требованию заказчика проводится перед извлечением изделий из ванны.
4. МЕТОД КОНТРОЛЯ
4.1. Внешний вид контроль
Внешний вид покрытий контролируют визуальным осмотром невооруженным глазом при освещенности не менее 300 лк на расстоянии 25 см от контролируемой поверхности.
4.2. Контроль толщины покрытия
4.2.1. Магнитный метод
Метод основан на регистрации изменения магнитного сопротивления в зависимости от толщины покрытия. В качестве измерительных приборов используются магнитные толщиномеры.
За результат измерения толщины покрытия принимают среднее арифметическое не менее пяти измерений по краям и в середине контролируемой поверхности одного изделия.
Относительная погрешность метода ±10 %.
4.2.2. Металлографический метод (арбитражный)
Метод основан на измерении толщины покрытия на поперечном сечении с помощью металлографических микроскопов разного типа.
Образец для изготовления петли вырезают из оцинкованного изделия.
Толщина цинкового покрытия измеряется на конусе в трех и более точках, равномерно распределенных на отрезке длиной около 1 см. За результат следует получить среднее арифметическое всех измерений.
Относительная погрешность метода ±10 %.
4.2.3. Среднюю толщину покрытия (СНП) в микрометрах определяют неразрушающим методом или гравиметрическим методом по разности масс образца до и после получения или до и после снятия покрытий по ГОСТ 9.302.
Для удаления покрытия применяют раствор: 3,2 г хлорида сурьмы или 2 г трехокиси сурьмы растворяют в 500 см3 соляной кислоты плотностью 1.19 г/см3, гл. а., по ГОСТ 3118 в мерной колбе вместимостью 1 дм3 и доведенной до метки водой дистиллированной по ГОСТ 6709.
Относительная погрешность гравиметрического метода ±10 %.
4.3. Контроль химического состава расплава цинка — по ГОСТ 19251.1, ГОСТ 19251.2, ГОСТ 19251.3, ГОСТ 19251.5.
Массовая доля цинка в рабочем объеме ванны должна быть не менее 98 %.
4.4. Контроль адгезионной прочности покрытий
4.4.1. Способ нанесения сеточной царапины (толщина покрытия до 50 мкм)
На очищенную поверхность контролируемого покрытия инструментом со стальным наконечником под углом 30° (твердость металлического наконечника должна быть выше твердости покрытия) наносят от четырех до шести параллельных линий на глубину основного металла на расстоянии от 2,0 до 3,0 мм друг от друга и перпендикулярно им. Линии рисуются в одном направлении. Адгезионная прочность удовлетворительная, если на контролируемой поверхности нет отслоения покрытия.
4.4.2. Метод окрашивания
Для метода кравания применяют стальные и латунные щетки с диаметром проволоки 0,1 — 0,3 мм и скоростью вращения щеток — 1500 — 2800 мин-1.
Поверхность покрытия не менее 15 с. после окрашивания на контролируемой поверхности не должно наблюдаться вздутие или отслоение покрытия.
4.4.3. Метод нагрева
При использовании метода нагрева детали с покрытием или образцы-свидетели нагревают до (190±10) °С, выдерживают при заданной температуре в течение 1 ч и охлаждают на воздухе.На контролируемой поверхности не допускается вздутие или отслоение покрытия.
4.4.4. Метод удара перфоратором
Плоская поверхность изделия с толщиной основного металла не менее 3 мм очищается от пыли, механических примесей и обезжиривается органическими растворителями.
Перфоратор массой 212,5 г устанавливают на плоской поверхности изделия так, чтобы головка молотка падала вертикально на горизонтальную поверхность изделия. Производят не менее двух ударов молотком так, чтобы расстояние между параллельными отпечатками было 6 мм, а расстояние от края оттиска до края изделия было не менее 13 мм.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1.