Гост 25069 81: Библиотека государственных стандартов
ГОСТ 25069-81 «Основные нормы взаимозаменяемости. Неуказанные допуски формы и расположения поверхностей»
Цена 5 жо%
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ОСНОВНЫЕ НОРМЫ ВЗАИМОЗАМЕНЯЕМОСТИ
НЕУКАЗАННЫЕ ДОПУСКИ ФОРМЫ И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ
ГОСТ 25069-81 (СТ СЭВ 1911-79)
Издание официальное
государственный КОМИТЕТ СССР ПО СТАНДАРТАМ Москм
РАЗРАБОТАН Министерством станкостроительной и инструментальной промышленности
ИСПОЛНИТЕЛИ
М. А. Палей (руководитель темы), П. Н. Розанов, Л. А. Рябинина
ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
Зам. министра А. Е. Прокопович
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 29 декабря 1981 г. № 5722
Продолжение
Допуск размера, ог-Вид отклонения фор- раничивающий откло-мы или расположения нение формы или расположения
Чертеж
2. Отклонение от цилиндричности, круглостн и профиля продольного сечения
Допуск диаметра
цилиндрической
поверхности*
Д
3. ITfc
ITfc
УДК 62-182.8:621.753.1:006.354 Группа Г42
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Основные нормы взаимозаменяемости
НЕУКАЗАННЫЕ ДОПУСКИ ФОРМЫ И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ
Basik norms of interchangeability Unindicated tolerances of form and surface location
ГОСТ
25069-81
(СТ СЭВ 1911—79|
Постановлением Государственного комитета СССР по стандартам от 29 декабря 1981 г. № 5722 срок введения установлен
с 01.07 1952 г.
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на металлические де-тали машин и приборов, обработанные резанием, и устанавливает допуски формы и расположения поверхностей, для которых эти допуски не указаны на чертеже числовыми значениями или ссылкой на другие документы (неуказанные допуски формы и расположения).
Настоящий стандарт допускается применять также для элементов металлических деталей, обрабатываемых способами, не относящимися к обработке резанием, и для неметаллических деталей.
Стандарт полностью соответствует СТ СЭВ 1911—79.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Термины и определения допусков и расположения — по ГОСТ 24642-81.
1.2. Требования настоящего стандарта (за исключением пп. 2.1, 3.1, 3.2) должны соблюдаться, когда на чертеже имеется ссылка на него.
Требования пп. 2.1, 3.1. 3.2 должны соблюдаться независимо от наличия ссылки на настоящий стандарт.
1.3. Неуказанные допуски расположения и биения устанавливаются в зависимости от квалнтета или класса точности, кото-
Издание официальное ★
Перепечатка воспрещена © Издательство стандартов, 1982
Стр. 2 ГОСТ 25069-81
рым соответствует допуск размера рассматриваемого элемента или размера между элементами.
Примечание. Допуск размера, по квалитету или классу точности которого выбираются неуказанные допуски расположения и биения, называется определяющим допуском размера. Определяющий допуск размера может быть указан непосредственно у размера или оговорен общей записью о неуказанных предельных отклонениях размеров.
1.4. Базы, к которым относятся неуказанные допуски расположения или биения, должны определяться в соответствии с правилами, приведенными в разделах 3 и 4.
Если деталь имеет более двух элементов, для которых установлены одноименные неуказанные допуски расположения или биения, то эти допуски следует относить к одной и той же базе.
Если деталь имеет элементы, для которых установлены одноименные указанные и неуказанные допуски расположения или биения, то неуказанные допуски следует относить к той же базе, что и указанные.
1.5. В случаях, когда по конструктивным или технологическим соображениям необходимы допуски, меньшие или большие, чем установленные настоящим стандартом, или допуски должны быть отнесены к базам, отличающимся от предусмотренных в настоящем стандарте, допуски формы и расположения должны быть указаны на чертеже.
2. НЕУКАЗАННЫЕ ДОПУСКИ ФОРМЫ
2.1. Если допуски формы не указаны, то допускаются любые отклонения формы в пределах поля допуска размера рассматри-ваемого элемента за исключением случаев, указанных в п. 2.2.
2.2.
Отклонения формы, ограничиваемые полем допуска размера, и наибольшие значения этих отклонений, возможные при полном использовании допуска размера, приведены в справочном приложении L
2.2. Для элементов, для которых указаны допуски параллельности, перпендикулярности, наклона или торцового биения, неуказанный допуск плоскостности или прямолинейности равен указанному допуску расположения или торцового биения.
3. НЕУКАЗАННЫЕ ДОПУСКИ РАСПОЛОЖЕНИЯ
3.1. Если допуски параллельности не указаны, то допускаются любые отклонения от параллельности в пределах поля допуска размера между рассматриваемыми поверхностями или осями.
ГОСТ 25069-81 Стр. 3
Отклонения от параллельности, ограничиваемые полем допуска размера, и наибольшие значения этих отклонений, возможные при полном использовании допуска размера, приведены в справочном приложении 1.
3.2. Числовые значения неуказанных допусков перпендикулярности должны соответствовать приведенным в табл. 1.
1.
За базу, к которой относится неуказанный допуск перпендикулярности, принимается поверхность (или ее ось,), имеющая больший размер в рассматриваемых перпендикулярных направлениях, а при одинаковых размерах — поверхность, имеющая меньшую шероховатость. Дополнительные указания по выбору базы — по п. 1.4.
мм Таблица 1
Значения неуказанных топу*, кии перпендикулярности при определяющем Iопуске ра ‘.мера
по квалипчам
Ci.iX размер*ж | Г_’ И ГОЧН’-t* | 1 > и 14 | Г> и 1*’ | 17 | ||
но к иссам | 1 ОЧН’Ч’1 Н | |||||
1 очным | | ( р.’ 1 НИИ | 1 р v’lJN | ОЧ,Ч1Ь ! румын | |||
До | 10 | 0,06 | 0,10 | 0 16 | 0,25 | |
Св. | 10 до | 16 | 0,08 | 0,12 | 0,20 | 0,30 |
> | 16 » | 25 | од о | 0,16 | 0,25 | 0,40 |
» | 25 » | 40 | 0,12 | 0,20 | а,зо | 0,50 |
40 » | 63 | 0,16 | 0,25 | п,40 | 0,60 | |
63 » | 100 | 0,20 | 0,30 | 0,5 0 | 0,80 | |
100 » | 160 | 0 25 | одо | 0,60 | 1,00 | |
160 » | 250 | 0,30 | 0,50 | 0. | 1,20 | |
> | 250 > | 400 | 0,40 | 0,60 1 | 1.00 | 1,60 |
У | -100 ,> | 630 | 0,50 | 0,80 | 1,20 | 2,00 |
» | 630 » | 1000 | 0,60 | 1.00 | 1,60 | 2,5(1 |
100(1 » | 1600 | 0i,80 | 1,20 | 2,00 | 3,00 | |
л> | юоо » | 2500 | 1,00 : | 1,60 | 2,50 | 4,00 |
» | 12500 » | 4000 | 2,00 | 3,00 | 5. | |
» | 1000 » | 6300 | !/;о | 2,50 | 4 00 | 6,00 |
» | одно •> | 10000 | 2,00 | 3,00 | 5 00 | 8,00 |

 80
80 00
00Примечай и я:
1. Под номинальным размером понимается номинальная длина рассматриваемого ллсыспга (черт. 1, ра ;д!ер L)
Под определяющим допуском размера понимается допуск размера (черт. 1, размер /-(O’ координирующем и расположение рассматриваемою племенiа и направлении, парадлолыюм базовому элементу Fean имеется несколько ‘каких размеров различной точности, то выбор не> кпипного запуска перпендикулярности ирогиводгпен по более алчному хвалите! у*
р Допуски но табл. 1 не распространяются hi торцовые поверхтчли тел вращения (ом. табл 4).
3. Примеры определения неуказанных допусков перп-диикуляриосш поверю Дсп лр:ик щны в справочном приложении 2 (примеры 1 и 5).
Черт. 1
3.3. Числовые значения неуказанных допусков соосности и пересечения осей должны соответствовать приведенным в табл. 2.
За базу, к которой относится неуказанный допуск соосности или пересечения осей принимается ось поверхности, имеющей большую длину, при одинаковых длинах — ось поверхности с допуском диаметра по более точному квалитету, а при одинаковых длинах и квалитетах — ось поверхности с большим диаметром. Дополнительные указания по выбору базы — по п. 1.4.
Примечание. Допускается для неуказанных допусков соосности дв\ х разнесенных поверхностей за базу принимать их общую ось.
мм Таблица 2
Значения неука данных допусков соосности, пересечения осип и радиального биения при определяющем допуске размера | |||||
по квалитетам | |||||
Ии 1 | ерва 1Ы помина чь- | ||||
Ш,1\ размерив | |||||
10 и точнее | 13 и 14 | 15 и 16 | 17 | ||
HO iClUC(JM точности | |||||
точный | средний | грубый | очень грубый | ||
До 3 | 0,05 | 0,12 | 0,20 | 0,3 | |
Св. | 3 » 10 | 0,06 | 0,16 | 0,25 | 0,4 |
00 £ о | 0,08 | 0,20 | 0,30 | 0,5 | |
?> | 18 » 30 | 0,10 | 0,25 | 0,40 | 0,6 |
30 » 50 | 0,12 | 0,30 | 0,50 | 0,8 | |
» | 50 » 120 | 0,16 | 0,40 | 0,60 | 1,0 |
120 » 250 | 0,20 | 0,50 | 0,80 | 1,2 | |
» | 250 » 400 | 0,25 | 0,60 | UOO | 1,6 |
» | 400 » 630 | 0,30 | 0,80 | 1,20 | 2,0 |
630 » 1000 | 0,40 | 1,00 | 1,60 | 2,5 | |
1000 » 1600 | 0,50 | 1,20 | 2,00 | 3,0 | |
» | 1600 > 2500 | 0,60 | 1,60 | 2,50 | 40 |

При м е ч а н и я:
1. Числовые значения неуказанных допусков соосности и пересечения осей приведены в диаметральном выражении; для получения допусков соосности и пересечения осей в радиусном выражении числовые значения из табл. 2 должны быть уменьшены вдвое.
Числовые значения неуказанных допусков соосности и пересечения осей приведены в диаметральном выражении; для получения допусков соосности и пересечения осей в радиусном выражении числовые значения из табл. 2 должны быть уменьшены вдвое.
2. Под номинальным размером понимается больший из номинальных диаметров рассматриваемого или базового элемента (черт. 2 диаметр Л).
Под определяющим допуском размера понимается допуск диаметра (черт. 2, диаметр D или d) рассматриваемого или базового элемента п<> более грубому квалитету.
ГОСТ 25069-81 Стр. 5
3. Пример определения неуказанных допусков соосности приведен в справочном приложении 2 (пример 2).
Черт. 2
3.4. Числовые значения неуказанных допусков симметричности должны соответствовать приведенным в табл. 3.
За базу, к которой относится неуказанный допуск симметричности, принимается плоскость (ось) симметричности элемента, имеющего большую длину в плоскости, параллельной плоскости симметрии, при одинаковых длинах — элемента с допуском размера по более точному квалитету в направлении, перпендикулярном плоскости симметрии, а при одинаковых длинах и квалитетах — элемента с большим размером в направлении, перпендикулярном плоскости симметрии. Дополнительные указания по выбору базы — по п. 1.4.
Дополнительные указания по выбору базы — по п. 1.4.
Таблица 3
мм
Инпфилчы номинальных размеров | Значения неуказанных допусков симметричности при допуске размера | определяющем | |||
по квалитетам | |||||
12 и точнее | 13 и 14 | П и 16 | 17 | ||
по классам точности | |||||
точный | средний | грубый | очень грубый | ||
До 3 | 0,20 | 0,3 | 0,5 | 0,8 | |
Св. | 3 » 10 | 0,25 | 0,4 | 0,6 | 1,0 |
>> | 10 » 18 | 0,30 | 0,5 | 0,8 | 1,2 |
» | 18 » 30 | 0,40 | 0,6 | 1,0 | 1,6 |
» | 30 » 50 | 0,50 | 0,8 | 1,2 | 2,0 |
» | 50 » 120 | 0,60 | ко | 1. | 2,5 |
>■> | 120 » 250 | 0,80 | 1,2 | 2,0 | 3,0 |
» | 2501 » 400 | 1,00 | 1,6 | 2,5 | 4,0 |
» | 400 » 630 | 1,20 | 2,0 | 3,0 | 5,0 |
> | 630 » 1000 | 1,60 | 2,5 | 4,0 | 6,0 |
moo » 1600 | 2,00 | 3,0 | 5,0 | 8,0 | |
» | 1600 » 2500 | 2,50 | 4,0 | 6,0 | 10,0 |
 6
6Примечания:
1. Числовые значения неуказанных допусков симметричности приведены в диаметральном выражении; для получения допусков в радиусном выражении числовые значения из табл. 3. должны быть уменьшены вдвое.
3. должны быть уменьшены вдвое.
2. Под номинальным размером понимается больший из номинальных размеров рассматриваемого или базового симметричного элемента (черт. 3, размер В).
Под определяющим допуском размера понимается допуск размера (черт. 3, размер В или Ь) рассматриваемого или базового симметричного элемента по более грубому квалитету.
3. Примеры определения неуказанных допусков симметричности приведем» в справочном приложении 2 (примеры 3 и 5).
Черт. 3
3.5. Допуски расположения, приведенные в табл. 1—3, являются независимыми. При необходимости они могут быть установлены как зависимые. В этом случае ссылка на настоящий стандарт должна быть дополнена указанием о том, что допуски расположения зависимые.
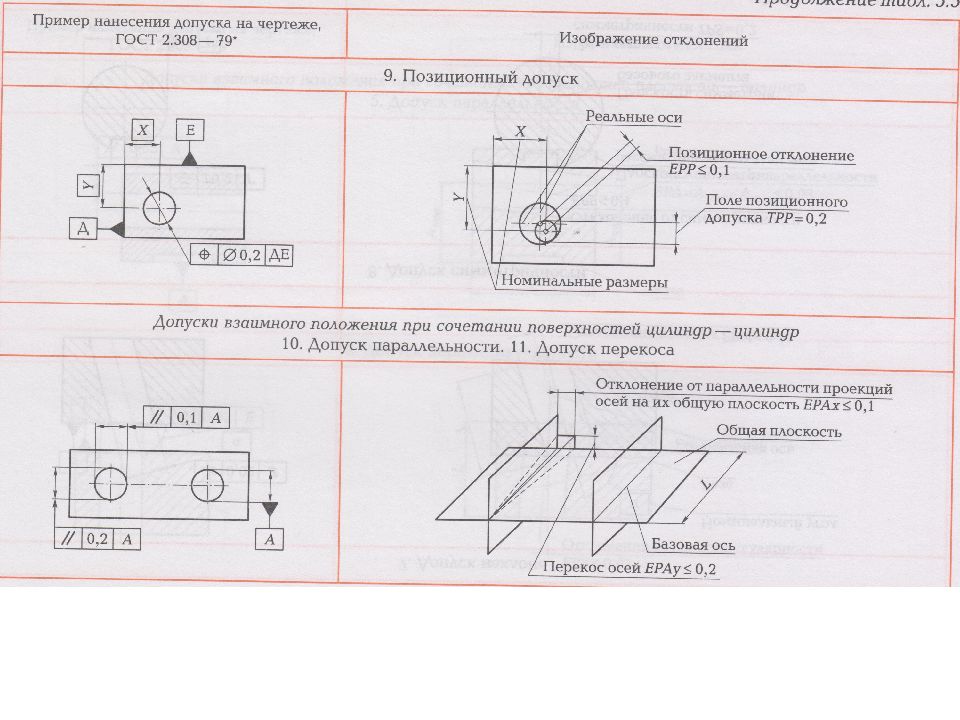
3.6. Неуказанные допуски наклона и позиционные допуски не устанавливаются. Во всех случаях, когда необходимо назначить эти виды допусков расположения, они должны быть указаны на чертеже.
4. НЕУКАЗАННЫЕ СУММАРНЫЕ ДОПУСКИ ФОРМЫ И РАСПОЛОЖЕНИЯ
4. 1. Числовые значения неуказанных допусков радиального биения должны соответствовать приведенным в табл. 2.
1. Числовые значения неуказанных допусков радиального биения должны соответствовать приведенным в табл. 2.
4.2. Числовые значения неуказанных допусков торцового биения должны соответствовать приведенным в табл. 4.
4.3. За базу, к которой относится неуказанный допуск радиального или торцового биения, принимается ось поверхности, имеющей большую длину, при одинаковых длинах — ось поверхности с допуском диаметра по более точному квалитету, а при одинаковых длинах и квалитетах — ось поверхности с большим диаметром. Дополнительные указания по выбору базы — по п. 1.4.
4.4. Неуказанные допуски биения в заданном направлении, полного радиального биения, полного торцового биения, формы заданного профиля и формы заданной поверхности не устанавливаются. Во всех случаях, когда необходимо назначить эти виды допусков, они должны быть указаны на чертеже.
Таблица 4
мм
Значения неуказанных допусков торцовою биения при онределчю-щем допуске размера
ных размеров | 12 и точнее | 13 и 14 | 15 и 15 | 17 | ||
по классам | точности | |||||
точный I | средний | | грубый | очень грубый | |||
До | 10 | 4025 | 0,04 | 0,10 | 0,16 | |
Св. | 0,05 | 0,12 | 0£0 | |||
» | 16 » | 25 | 0,040 | 406 | 0,16 | 0,25 |
» | 25 » | 40 | 0,050 | 0,08 | 0,20 | 0,30 |
40 > | 63 | 0,060 | 0,10 | 0,25 | 0,40 | |
63 » | 100 | 0,080 | 0,12 | 0,30 | 0,50 | |
100 > | 160 | 0,100 | 0,16 | 0,40 | 0,60 | |
» | 160 » | 250 | 0,120 | 0,20 | 0,50 | 0,80 |
250 » | 400 | 0,160 | 0,25 | 0,60 | 1,00 | |
400 » | 630 | 0,200 | 0,30 | 0,80 | 1,20 | |
630 » | 1000 | 0,250 | 0,40 | 1,00 | 1,60 | |
» | 1000 * | 1600 | 0,300 | 0,50 | 1,20 | 2,00 |
1600′ » | 2500 | 0,400′ | 0,60 | 1,60 | 2,50 | |
» | 2500 » | 4000 | 0,500 | 0,80 | 2,00 | 3,00 |
4000 » | 6300 | 0,600 | 1,00 | 2,50 | 4,00 | |
» | 6300 » | 10000 | 0,800 | 1,20 | 3,00 | 5,00 |
 030
030Примечания:
1. Под номинальным размером понимается номинальный диаметр рассматриваемой торцовой поверхности (черт. 4, диаметр d).
Под номинальным размером понимается номинальный диаметр рассматриваемой торцовой поверхности (черт. 4, диаметр d).
Под определяющим допуском размера понимается допуск размера (черт. 4, размер Lo), координирующего расположение рассматриваемой торцовой поверхности в направлении, параллельном базовой оси. Если имеется несколько таких размеров различной точности (черт. 4, размеры Ци Лог)* то выбор неуказанного допуска торцового биения производится по более точному квалитету.
2. Примеры определения неуказанных допусков радиального и торцового биения приведены в справочном приложении 2 (примеры 4 и 5).
Черт. 4
Стр. 8 ГОСТ 25069-81
ПРИЛОЖЕНИЕ 1 Справочное
ОТКЛОНЕНИЯ ФОРМЫ И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ, ОГРАНИЧИВАЕМЫЕ ПОЛЕМ ДОПУСКА РАЗМЕРА
1. Отклонения формы и расположения поверхностей, ограничиваемые полем допуска размера, и наибольшие значения этих отклонений, возможные при полном использовании поля допуска размера, приведены в таблице.
Б таблице приняты следующие обозначения:
Атах — наибольшее значение отклонения;
IT с индексом — допуск указанного индексом размера.
2. Приведенные в таблице наибольшие отклонения формы и расположения, возможные при полном использовании поля допуска размера, учитываются при анализе их влияния на работу, изготовление и контроль изделия. Однако они не должны использоваться изготовителем детали в качестве допуска формы или расположения, так как при этом не будет запаса на другие составляющие допуска размера (смещение настройки станка на размер, температурные изменения размера и другие).
Виды и наибольшие значения отклонений формы и расположения поверхностей, ограничиваемых полем допуска размера
Вид отклонения формы или расположения
1. Отклонение от плоскостности и прямолинейности
Допуск размера, ог-ранпчипающнй отклонение формы или расположения | Чертеж | ||
Допуск размера (ширины, толщины) рассматрива-емого элемента’1 | 1 д * | L | |
Ьта% I 1 | |||
Допуск размера между рассматриваемой плоскостью (прямой) и другой плоскостью | к о е | ||
5 | |||
Д пы\
A max— 1Тд
Неуказанные допуски формы и расположения
Непосредственно в чертеже указывают, как правило, наиболее ответственные допуски формы и расположения поверхностей.
Таблица 11.Примеры обозначения допусков формы и расположения на чертежах.
По ГОСТ 25069-81 все показатели точности формы и расположения, установленные в ГОСТ 24642-81*, могут быть подразделены на три группы (табл. 12.).
Таблица 12.Классификация неуказанных допусков формы (по ГОСТ 25069-81)
| Характеристика точности формы и расположения по ГОСТ 24642-81* | Способ нормирования неуказанных допусков. |
| Плоскостность. Прямолинейность Цилиндричность. Круглость. Профиль продольного сечения.. Параллельность. | Допускаются любые отклонения в пределах поля допуска размера рассматриваемой поверхности или размера между рассматриваемой поверхностью и базой. Правило действует независимо от ссылок на стандарт. |
Перпендикулярность
Соосность
Симметричность. Пересечение осей.
Радиальное биение.
Торцовое биение.
Пересечение осей.
Радиальное биение.
Торцовое биение.
| Установлены числовые значения неуказанных допусков, выбор которых производится пo определяющему допуску размера. Неуказанные допуски должны соблюдаться при наличии ссылок на стандарт |
| Наклон Позиционный допуск Полное радиальное биение. Полное торцовое биение. Форма заданного профиля. Форма заданной поверхности. | Неуказанные допуски не установлены. Данные характеристики косвенно ограничиваются другими видами указанных или неуказанных допусков размеров, формы и расположения. При необходимости прямого нормирования их допуски всегда указываются в чертежах. |
К первой группе относятся те показатели, отклонения которых допускаются в пределах поля допуска размера рассматриваемого элемента или размера между рассматриваемыми элементами. Это правило основывается на стандартном определении поля допуска размера и поэтому не должно специально оговариваться в чертежах. Его соблюдение не требует обязательного измерения данного отклонения формы или расположения. Необходимо лишь, чтобы контроль соблюдения поля допуска размера производился с учетом возможных отклонений формы и расположения.
Его соблюдение не требует обязательного измерения данного отклонения формы или расположения. Необходимо лишь, чтобы контроль соблюдения поля допуска размера производился с учетом возможных отклонений формы и расположения.
Для определения допусков формы и расположения, относящихся ко второй группе, в ГОСТ 25069-81приведены правила их определения и таблицы допусков.
Для их нахождения по приведенным таблицам необходимо определить базы, номинальный размер и определяющий допуск размера.
Правила определения баз:
1.Если деталь имеет более двух элементов, для которых установлены одно именные неуказанные допуски расположения или биения, то эти допуски следует относить к одной и той же базе.
2. Если деталь имеет элементы, для которых установлены одноименные указанные и неуказанные допуски расположения или биения, то неуказанные допуски следует относить к той же базе, что и указанные.
3. При определении неуказанного допуска перпендикулярности за базу принимается поверхность (или ее ось), имеющая больший размер в рассматриваемых перпендикулярных направлениях, а при одинаковых размерах — поверхность, имеющая меньшую шероховатость.
При определении неуказанного допуска перпендикулярности за базу принимается поверхность (или ее ось), имеющая больший размер в рассматриваемых перпендикулярных направлениях, а при одинаковых размерах — поверхность, имеющая меньшую шероховатость.
4. При определении неуказанного допуска соосности, пересечения осей, радиального или торцового биения за базу принимается ось поверхности, имеющей большую длину, при одинаковых длинах — ось поверхности с допуском диаметра по более точному квалитету, а при одинаковых длинах и квалитетах — ось поверхности с большим диаметром.
5. При определении неуказанного допуска симметричности за базу принимается плоскость (ось) симметрии элемента, имеющего большую длину в плоскости, параллельной плоскости симметрии, при одинаковых длинах — элемента с допуском размера по более точному квалитету в направлении, перпендикулярном плоскости симметрии, а при одинаковых длинах и квалитетах — элемента с большим размером в направлении, перпендикулярной плоскости симметрии.
Правила определения номинального размера.
Под номинальным размером понимается: при определении неуказанных допусков перпендикулярности — номинальная длина рассматриваемого элемента; соосности, пересечения осей, радиального биения и симметричности — больший из номинальных размеров рассматриваемого или базового элемента; торцового биения — номинальный диаметр рассматриваемой торцовой поверхности.
Правила определения определяющего допуска размера.
Под определяющим допуском размера понимается:
1. При определении неуказанного допуска перпендикулярности или торцового биения — допуск размера, координирующего расположение рассматриваемого элемента в направлении, параллельном базовому элементу. Если имеется не сколько таких размеров различной точности,то выбор неуказанного допуска перпендикулярности или торцового биения производится по более точному квалитету.
2. При определении неуказанного допуска соосности, симметричности, пересечения осей или радиального биения — допуск диаметра рассматриваемого или базового элемента по более грубому квалитету.
При определении неуказанного допуска соосности, симметричности, пересечения осей или радиального биения — допуск диаметра рассматриваемого или базового элемента по более грубому квалитету.
Примеры.Определить неуказанные допуски соосности поверхности 1, перпендикулярности поверхностей 2 и 3 и биения поверхности 4 по чертежу, приведенному на рис. 36.
Рис. 36. Эскиз детали для определения неуказанных допусков расположения.
1. Соосность поверхности 1 относительно базовой. За базу принимаем ось поверхности А (согласно п. 1.2). Номинальный размер — 060 как больший из номинальных размеров рассматриваемого и базового элемента. Определяющий допуск размера — IT14 как допуск диаметра рассматриваемого или базового элемента по более грубому квалитету. Неуказанный допуск соосности согласно ГОСТ 25069-81 — 0,40 мм.
2. Перпендикулярность поверхностей 2 и 3. За базу принимаем поверхность 2 как поверхность, имеющую больший размер. Номинальный размер — 60 как номинальная длина рассматриваемого элемента. Определяющий допуск —IT14 как допуск размера 100, координирующего расположение рассматриваемого элемента в направлении, параллельном базовому элементу. Неуказанный допуск перпендикулярности согласно ГОСТ 25069-81-0,25 мм.
Номинальный размер — 60 как номинальная длина рассматриваемого элемента. Определяющий допуск —IT14 как допуск размера 100, координирующего расположение рассматриваемого элемента в направлении, параллельном базовому элементу. Неуказанный допуск перпендикулярности согласно ГОСТ 25069-81-0,25 мм.
3. Торцовое биение поверхности 4 относительно базовой. За базу принимаем ось поверхности А (согласно п. 1.2). Номинальный размер — 100 как номинальный размер рассматриваемой торцовой поверхности. Определяющий допуск размера — IТ14 как допуск размера 90, координирующего расположение рассматриваемого элемента в направлении, параллельном базовому элементу. Неуказанный допуск торцового биения согласно ГОСТ 25069-81 — 0,12 мм.
К третьей группе (табл. 12.) относятся показатели, которые нормируются лишь при необходимости и только с помощью указанных в чертеже допусков. При неуказанных допусках эти показатели косвенно ограничиваются допусками других параметров. Например, при неуказанных позиционных допусках точность расположения осей определяется предельными отклонениями межосевых расстояний.
Волнистость поверхности
Под волнистостью поверхности понимают совокупность периодически повторяющихся неровностей, у которых расстояния между смежными возвышенностями или впадинами превышают базовую длину /. Волнистость занимает промежуточное положение между отклонениями формы и шероховатостью поверхности. Условно границу между различными порядками отклонений поверхности можно установить по значению отношения шага Swк высоте неровностей Wz. При (Sw/Wz) < 40 отклонения относят к шероховатости поверхности, при 1000 > (Sw/Wz) > 40 — к волнистости, при (Sw/Wz) > 1000 — к отклонениям формы.
Рис 37. Схема для определения высоты (а) и шага (б) волнистости.
Параметры волнистости установлены рекомендацией СЭВ (PC 3951-73). Наибольшая высота волнистости Wmax — расстояние между наивысшей и наинизшей точками измеренного профиля в пределах длины L,,,, измеренное на одной полной волне.
Наибольшая высота волнистости Wmax — расстояние между наивысшей и наинизшей точками измеренного профиля в пределах длины L,,,, измеренное на одной полной волне.
Неуказанные допуски формы и расположения — МегаЛекции
Непосредственно в чертеже указывают, как правило, наиболее ответственные допуски формы и расположения поверхностей.
Таблица 2.8
Примеры обозначения допусков формы и расположения на чертежах
| Вид допуска | Условное обозначение | Указание в чертеже текстовой записью |
| Допуск плоскостности | Допуск плоскостности поверхности не более 0,06 мм | |
| Допуск прямолинейности | Допуск прямолинейности поверхности не более 0,25 мм на всей длине и не более 0,1 мм на длине 300 мм | |
| Допуск цилиндричности, круглости и профиля продольного сечения | Допуск цилиндричности поверхности А не более 01 мм, круглости не более 0,004 мм, профиля продольного сечения не более 0,004 мм | |
| Допуск параллельности | Допуск параллельности общей оси отверстий относительно поверхности А не более 0,01 мм | |
| Допуск перпендикулярности и плоскостности | Б А | Суммарный допуск перпендикулярности и плоскостности поверхности Б относительно поверхности А 0,2 мм |
| Допуск соосности | Б А | Допуск соосности поверхностей А и Б Æ 0,2 мм (допуск зависимый в диаметральном выражении) |
| Допуск симметричности (в диаметральном выражении) | Допуск симметричности поверхностей Б относительно оси отверстия Т 0,04 мм | |
| Допуск наклона | Б 30о А | Допуск наклона порверхности Б относительно поверхности А 0,1 мм |
| Допуск пересечения осей (в радиусном выражении) | А | Допуск пересечения осей отверстий Т/2 0,06 мм |
| ||
Окончание табл. 2.8 2.8
| ||
| Вид допуска | Условное обозначение | Указание в чертеже текстовой записью |
| Позиционный допуск (в диаметральном выражении) | A 4 отв.Æ… | Позиционный допуск осей отверстий А Æ 0,2 мм (допуск зависимый) |
| Допуск полного радиального биения | В А Б А Б | Допуск полного радиального биения поверхности В относительно общей оси поверхностей А и Б 0,1 мм |
| Допуск торцового биения | А Б | Допуск торцового биения поверхности Б относительно оси поверхности А 0,1 мм на диаметре 50 мм |
| Допуск формы заданной поверхности | А | Допуск формы заданной поверхности А Т 0,02 |
| ||
По ГОСТу 25069 — 81 все показатели точности формы и расположения, установленные в ГОСТе 24642 – 81*, могут быть подразделены на три группы (табл. 2.9).
2.9).
Таблица 2.9
Классификация неуказанных допусков формы (по ГОСТ 25069 – 81)
| Характеристика точности формы и расположения по ГОСТ 24642-81* | Способ нормирования неуказанных допусков |
| Плоскостность Прямолинейность Цилиндричность Круглость Профиль продольного сечения Параллельность | Допускаются любые отклонения в пределах поля допуска размера рассматриваемой поверхности или размера между рассматриваемой поверхностью и базой. Правило действует независимо от ссылок на стандарт |
| Перпендикулярность Соосность Симметричность Пересечение осей Радиальное биение Торцовое биение | Установлены числовые значения неуказанных допусков, выбор которых производится по определяющему допуску размера. Неуказанные допуски должны соблюдаться при наличии ссылок на стандарт |
| Наклон Позиционный допуск ‘ Полное радиальное биение Полное торцовое биение Форма заданного профиля Форма заданной поверхности | Неуказанные допуски не установлены. Данные характеристики косвенно ограничиваются другими видами указанных или неуказанных допусков размеров, формы и расположения. При необходимости прямого нормирования их допуски всегда указываются в чертежах Данные характеристики косвенно ограничиваются другими видами указанных или неуказанных допусков размеров, формы и расположения. При необходимости прямого нормирования их допуски всегда указываются в чертежах
|
К первой группе относятся те показатели, отклонения которых допускаются в пределах поля допуска размера рассматриваемого элемента или размера между рассматриваемыми элементами. Это правило основывается на стандартном определении поля допуска размера и поэтому не должно специально оговариваться в чертежах. Его соблюдение не требует обязательного измерения данного отклонения формы или расположения. Необходимо лишь, чтобы контроль соблюдения поля допуска размера производился с учетом возможных отклонений формы и расположения.
Для определения допусков формы и расположения, относящихся ко второй группе, в ГОСТе 25069 – 81 приведены правила их определения и таблицы допусков.
Для их нахождения по приведенным таблицам необходимо определить базы, номинальный размер и определяющий допуск размера.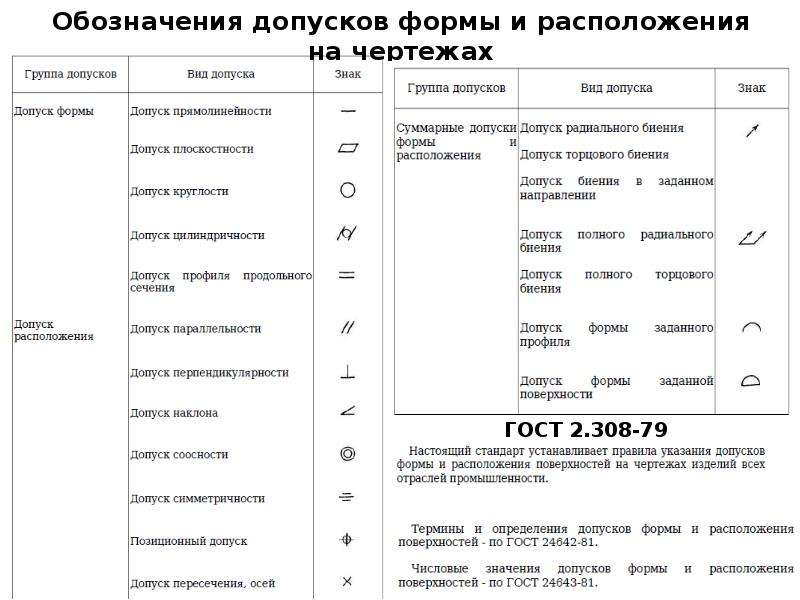
Правила определения баз
1. Если деталь имеет более двух элементов, для которых установлены одноименные неуказанные допуски расположения или биения, то эти допуски следует относить к одной и той же базе.
2. Если деталь имеет элементы, для которых установлены одноименные указанные и неуказанные допуски расположения или биения, то неуказанные допуски следует относить к той же базе, что и указанные.
3. При определении неуказанного допуска перпендикулярности за базу принимается поверхность (или ее ось), имеющая больший размер в рассматриваемых перпендикулярных направлениях, а при одинаковых размерах — поверхность, имеющая меньшую шероховатость.
4. При определении неуказанного допуска соосности, пересечения осей, радиального или торцового биения за базу принимается ось поверхности, имеющей большую длину, при одинаковых длинах — ось поверхности с допуском диаметра по более точному квалитету, а при одинаковых длинах и квалитетах — ось поверхности с большим диаметром.
5. При определении неуказанного допуска симметричности за базу принимается плоскость (ось) симметрии элемента, имеющего большую длину в плоскости, параллельной плоскости симметрии, при одинаковых длинах — элемента с допуском размера по более точному квалитету в направлении, перпендикулярном плоскости симметрии, а при одинаковых длинах и квалитетах — элемента с большим размером в направлении, перпендикулярном плоскости симметрии.
Правила определения номинального размера
Под номинальным размером понимается: при определении неуказанных допусков перпендикулярности — номинальная длина рассматриваемого элемента; соосности, пересечения осей, радиального биения и симметричности — больший из номинальных размеров рассматриваемого или базового элемента; торцового биения — номинальный диаметр рассматриваемой торцовой поверхности.
Правила определения определяющего допуска размера
Под определяющим допуском размера понимается:
1. При определении неуказанного допуска перпендикулярности или торцового биения — допуск размера, координирующего расположение рассматриваемого элемента в направлении, параллельном базовому элементу. Если имеется несколько таких размеров различной точности, то выбор неуказанного допуска перпендикулярности или торцового биения производится по более точному квалитету.
Если имеется несколько таких размеров различной точности, то выбор неуказанного допуска перпендикулярности или торцового биения производится по более точному квалитету.
2. При определении неуказанного допуска соосности, симметричности, пересечения осей или радиального биения — допуск диаметра рассматриваемого или базового элемента по более грубому квалитету.
Примеры. Определить неуказанные допуски соосности поверхности 1, перпендикулярности поверхностей 2 и 3 и биения поверхности 4 по чертежу, приведенному на рис. 2.26.
1. Соосность поверхности 1 относительно базовой. За базу принимаем ось поверхности А (согласно п. 1.2). Номинальный размер — Æ60 как больший из номинальных размеров рассматриваемого и базового элемента. Определяющий допуск размера — IT14 как допуск диаметра рассматриваемого или базового элемента по более грубому квалитету. Неуказанный допуск соосности согласно ГОСТу 25069 — 81 — 0,40 мм.
2. Перпендикулярность поверхностей 2 и 3. За базу принимаем поверхность 2 как поверхность, имеющую больший размер. Номинальный размер — 60 как номинальная длина рассматриваемого элемента. Определяющий допуск — IT14 как допуск размера 100, координирующего расположение рассматриваемого элемента в направлении, параллельном базовому элементу. Неуказанный допуск перпендикулярности согласно ГОСТу 25069 — 81 — 0,25 мм.
Номинальный размер — 60 как номинальная длина рассматриваемого элемента. Определяющий допуск — IT14 как допуск размера 100, координирующего расположение рассматриваемого элемента в направлении, параллельном базовому элементу. Неуказанный допуск перпендикулярности согласно ГОСТу 25069 — 81 — 0,25 мм.
3. Торцовое биение поверхности 4 относительно базовой. За базу принимаем ось поверхности А (согласно п. 1.2). Номинальный размер — 100 как номинальный размер рассматриваемой торцовой поверхности. Определяющий допуск размера — IT14 как допуск размера 90, координирующего расположение рассматриваемого элемента в направлении, параллельном базовому элементу. Неуказанный допуск торцового биения согласно ГОСТу 25069 — 81 — 0,12 мм.
К третьей группе (см. табл. 2.9) относятся показатели, которые нормируются лишь при необходимости и только с помощью указанных в чертеже допусков. При неуказанных допусках эти показатели косвенно ограничиваются допусками других параметров. Например, при неуказанных позиционных допусках точность расположения осей определяется предельными отклонениями межосевых расстояний.
Волнистость поверхности
Под волнистостью поверхности понимают совокупность периодически повторяющихся неровностей, у которых расстояния между смежными возвышенностями или впадинами превышают базовую длину l. Волнистость занимает промежуточное положение между отклонениями формы и шероховатостью поверхности. Условно границу между различными порядками отклонений поверхности можно установить по значению отношения шага Sw к высоте неровностей Wz. При (Sw/Wz) < 40 отклонения относят к шероховатости поверхности, при 1000 ³(Sw/Wz) ³ 40 — к волнистости, при (Sw/Wz) > 1000 —к отклонениям формы.
Параметры волнистости установлены рекомендацией СЭВ (РС 3951 — 73).
Высота волнистости Wz = (1/5)×(W1+W2+W3+W4+W5).
Наибольшая высота волнистости Wmax — расстояние между наивысшей и наинизшей точками измеренного профиля в пределах длины Lw, измеренное на одной полной волне.
Средний шаг волнистости (рис. 2.27, б) .
Рекомендуемые страницы:
Воспользуйтесь поиском по сайту:
Допуски и посадки — часть 16
63
Допуски и посадки. В.И. Анухин
3. ДОПУСКИ ФОРМЫ И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ.
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ
3.1. Допуски формы и расположения поверхностей
Допуски формы и расположения поверхностей регламентируются следующими стандартами.
ГОСТ 24642-81. Допуски формы и расположения поверхностей. Основные термины и определе-
ния.
ГОСТ 24643-81. Числовые значения отклонений формы и взаимного положения.
ГОСТ 25069-81. Неуказанные допуски формы и расположения поверхностей.
ГОСТ 2.308-79*. Указание на чертежах допусков формы и расположения поверхностей.
3.1.1. Влияние отклонений формы и расположения поверхностей
на качество изделий
Точность геометрических параметров деталей характеризуется не только точностью размеров ее
элементов, но и точностью формы и взаимного расположения поверхностей. Отклонения формы и
Отклонения формы и
расположения поверхностей возникают в процессе обработки деталей из-за неточности и деформа-
ции станка, инструмента и приспособления; деформации обрабатываемого изделия; неравномерно-
сти припуска на обработку; неоднородности материала заготовки и т.п.
В подвижных соединениях эти отклонения приводят к уменьшению износостойкости деталей
вследствие повышенного удельного давления на выступах неровностей, к нарушению плавности хо-
да, шуму и т.д.
В неподвижных соединениях отклонения формы и расположения поверхностей вызывают нерав-
номерность натяга, вследствие чего снижаются прочность соединения, герметичность и точность
центрирования.
В сборках эти погрешности приводят к погрешностям базирования деталей друг относительно
друга, деформациям, неравномерным зазорам, что вызывает нарушения нормальной работы отдель-
ных узлов и механизма в целом; например, подшипники качения весьма чувствительны к отклонени-
ям формы и взаимного расположения посадочных поверхностей.
Отклонения формы и расположения поверхностей снижают технологические показатели изделий.
Так, они существенно влияют на точность и трудоемкость сборки и повышают объем пригоночных
операций, снижают точность измерения размеров, влияют на точность базирования детали при изго-
товлении и контроле.
3.1.2. Геометрические параметры деталей. Основные понятия
При анализе точности геометрических параметров деталей оперируют следующими понятиями
(рис. 3.1).
Номинальная поверхность — идеальная поверхность, размеры и форма которой соответствуют
заданным номинальным размерам и номинальной форме.
Реальная поверхность — поверхность, ограничивающая деталь и отделяющая ее от окружаю-
щей среды.
Профиль — линия пересечения поверхности с плоскостью или с заданной поверхностью (сущест-
вуют понятия реального и номинального профилей, аналогичные понятиям номинальной и реальной
поверхностей).
Нормируемый участок L — участок поверхности или линии, к которому относится допуск фор-
мы, допуск расположения или соответствующее отклонение. Если нормируемый участок не задан, то
допуск или отклонение относится ко всей рассматриваемой поверхности или длине рассматриваемо-
го элемента. Если расположение нормируемого участка не задано, то он может занимать любое рас-
положение в пределах всего элемента.
64
Базовая ось
Базовый цилиндр
Прилегающий цилиндр
Номинальный цилиндр
Реальная поверхность
Отклонение от
Отклонение от
цилиндричности EFZ
соосности EPC
Рис. 3.1
Прилегающая поверхность — поверхность, имеющая форму номинальной поверхности, сопри-
касающаяся с реальной поверхностью и расположенная вне материала детали так, чтобы отклонение
от нее наиболее удаленной точки реальной поверхности в пределах нормируемого участка имело
минимальное значение. Прилегающая поверхность применяется в качестве базовой при определении
Прилегающая поверхность применяется в качестве базовой при определении
отклонений формы и расположения.
Вместо прилегающего элемента для оценки отклонений формы или расположения допускается
использовать в качестве базового элемента средний элемент, имеющий номинальную форму и
проведенный методом наименьших квадратов по отношению к реальному.
База — элемент детали или сочетание элементов, по отношению к которым задается допуск рас-
положения рассматриваемого элемента, а также определяются соответствующие отклонения.
3.1.3. Отклонения и допуски формы
Отклонением формы EF называется отклонение формы реального элемента от номинальной
формы, оцениваемое наибольшим расстоянием от точек реального элемента по нормали к приле-
гающему элементу.
Неровности, относящиеся к шероховатости поверхности, в отклонения формы не включаются.
При измерении формы влияние шероховатости, как правило, устраняется за счет применения доста-
точно большого радиуса измерительного наконечника.
Допуском формы TF называется наибольшее допускаемое значение отклонения формы.
Виды допусков формы
Виды допусков, их обозначение и изображение на чертежах приведены в табл. 3.1 и 3.2. Число-
вые значения допусков в зависимости от степени точности приведены в приложении.
Выбор допусков зависит от конструктивных и технологических требований и, кроме того, связан с
допуском размера. Поле допуска размера для сопрягаемых поверхностей ограничивает также и лю-
бые отклонения формы на длине соединения. Ни одно из отклонений формы не может превысить до-
пуска размера. Допуски формы назначают только в тех случаях, когда они должны быть меньше до-
пуска размера. Примеры назначения допусков формы, рекомендуемые степени точности и соответст-
вующие им способы обработки указаны в табл. 3.3.
3.3.
| ГОСТ 30893.2-2002 | |||||||||||||||||||||||||||||||||||||
| Название | Основные нормы взаимозаменяемости. Общие допуски. Допуски формы и расположения поверхностей, указанные индивидуально | ||||||||||||||||||||||||||||||||||||
| Аннотация | Настоящий стандарт распространяется на металлические детали, изготовленные резанием, и устанавливает общие допуски формы и расположения для тех элементов, для которых на чертеже эти допуски не указаны индивидуально (неуказанные допуски формы и расположения) | ||||||||||||||||||||||||||||||||||||
| Статус Н/Д | взамен | ||||||||||||||||||||||||||||||||||||
| Принят | МГС Межгосударственный Совет по стандартизации, метрологии и сертификации | ||||||||||||||||||||||||||||||||||||
| № | |||||||||||||||||||||||||||||||||||||
| Дата Принятия | 2002-11-06 | ||||||||||||||||||||||||||||||||||||
| Принят в РА | МТЭР РА2001-2008 | ||||||||||||||||||||||||||||||||||||
| № | 74-А | ||||||||||||||||||||||||||||||||||||
| Дата Принятия в РА | 2005-04-01 | ||||||||||||||||||||||||||||||||||||
| Дата Введения | 2005-04-10 | ||||||||||||||||||||||||||||||||||||
| Разработчик Н/Д и его адрес | ОАО «НИИ измерения» | ||||||||||||||||||||||||||||||||||||
| Адрес | |||||||||||||||||||||||||||||||||||||
| Закреплено за | ЗАО Национальный институт стандартов (Ереван) 2004 | ||||||||||||||||||||||||||||||||||||
| Адрес | г. Ереван, ул. Комитаса 49/4 Ереван, ул. Комитаса 49/4 | ||||||||||||||||||||||||||||||||||||
| Категория | ГОСТ — межгосударственный НД | ||||||||||||||||||||||||||||||||||||
| Классификация | 17.040.10 МЕТРОЛОГИЯ И ИЗМЕРЕНИЯ. ФИЗИЧЕСКИЕ ЯВЛЕНИЯ Линейные и угловые измерения Допуски и посадки | ||||||||||||||||||||||||||||||||||||
| Ссылки | «-» = Ссылки без эл. файлов
| ||||||||||||||||||||||||||||||||||||
| Государства | Присоед.: Туркменистан Российская Федерация Молдова Кыргызстан Казахстан Грузия Белорусь Армения Введен: Армения | ||||||||||||||||||||||||||||||||||||
| Дата Регистрации | 0000-00-00 | ||||||||||||||||||||||||||||||||||||
| Регистрационный № | |||||||||||||||||||||||||||||||||||||
| Кол-во Страниц | 8 | ||||||||||||||||||||||||||||||||||||
| Источник Информации | №- | ||||||||||||||||||||||||||||||||||||
| Дата Опубликования | 0000-00-00 | ||||||||||||||||||||||||||||||||||||
| Язык оригинала | Русский | ||||||||||||||||||||||||||||||||||||
| Переведен на | |||||||||||||||||||||||||||||||||||||
| Ключевые Слова | |||||||||||||||||||||||||||||||||||||
| Изменения НД | Не изменялся. | ||||||||||||||||||||||||||||||||||||
| Цена в драмах РА (включая НДС) | 3200 | ||||||||||||||||||||||||||||||||||||
 Связь
Связь 1-2002
1-2002|
⇐ ПредыдущаяСтр 6 из 6 На рабочих чертежах деталей допуски формы и взаимного расположения поверхностей обычно указываются на наиболее значимые элементы деталей. Это не означает, что если на чертеже не указаны допуски формы и взаимного расположения, то допускаются любые их значения. Так отклонения от цилиндричности, круглости и профиля продольного сечения, если они не указаны на чертеже, находятся в пределах поля допуска рассматриваемого элемента. Если на рабочем чертеже указаны допуски параллельности, перпендикулярности, наклона и торцового биения, неуказанный допуск плоскостности и прямолинейности соответствует допуску расположения или торцового биения. В том случае, если на рабочем чертеже не указаны допуски параллельности, то допускаются любые отклонения от параллельности в пределах поля допуска размера между рассматриваемыми поверхностями или осями.
a) Dmax = Ith; б) Dmax = Itd Рисунок 31 — Определение неуказанных допусков формы
В случае необходимости неуказанные допуски перпендикулярности, соосности, симметричности, пересечения осей, радиального и торцового биений могут быть назначены по ГОСТ 30893.2-2002 «Общие допуски. Допуски формы и расположения поверхностей, не указанные индивидуально», введенному взамен ГОСТ 25069-81. Стандарт вводит понятия общий допуск формы или расположения. Общий допуск формы или расположения – это допуск, указываемый на чертеже или в других технических документах общей записью и применяемый в тех случаях, когда допуск формы или расположения не указан индивидуально для соответствующего элемента детали. Неуказанные допуски наклона и позиционный допуск, а также биения в заданном направлении, полного радиального и торцового биений, формы заданного профиля и формы заданной поверхности стандартом не устанавливаются. Общие допуски формы и расположения поверхностей по ГОСТ 30893.2-2002 применяются, если на чертеже или в другой технической документации имеется ссылка на этот стандарт. Общие допуски формы и взаимного расположения установлены по трем классам точности. При выборе класса точности следует учитывать обычную точность соответствующего производства. Значение общих допусков формы и расположения применяются независимо от действительных размеров рассматриваемых и базовых элементов (допуски являются независимыми). Общие допуски прямолинейности и плоскостности для элементов с неуказанными на чертеже предельными отклонениями размеров приведены в таблице 3.
Таблица 3 — Общие допуски прямолинейности и плоскостности
П р и м е ч а н и е: допуск прямолинейности выбирается, исходя из длины элемента, а плоскостности – по длине большей стороны поверхности и ее диаметру, если поверхность ограничена круговым контуром.
Общий допуск круглости для элементов с неуказанными на чертеже предельными отклонениями размеров равен допуску на диаметр, но не должен превышать общего допуска на радиальное биение. Общий допуск параллельности равен допуску размера между рассматриваемыми элементами. За базу следует принимать наиболее протяженный из двух рассматриваемых элементов. Если два элемента имеют одинаковую длину, то в качестве базы может быть принят любой из них. Общие допуски перпендикулярности должны соответствовать приведенным в таблице 4.
Таблица 4 — Общие допуски перпендикулярности
За базу следует принимать элемент, образующий более длинную сторону рассматриваемого прямого угла. Общие допуски симметричности и пересечения осей должны соответствовать приведенным в таблице 5. За базу следует принимать элемент с большей длиной. Если рассматриваемые элементы имеют одинаковою номинальною длину, то в качестве базы может быть принят любой из них.
Таблица 5 — Общие допуски симметричности и пересечения осей
Общие допуски радиального и торцового биения, а также биения в заданном направлении должны соответствовать, для классов точности: Н – 0,1 мм; К – 0,2 мм; L – 0,5 мм. За базу следует принимать подшипниковые (опорные) поверхности, если они могут быть однозначно определены из чертежа, например, заданные как базы для указанных допусков биения. В других случаях за базу для общего допуска радиального биения следует принимать более длинный из двух соосных элементов. Общие допуски соосности применяются в случаях, когда измерение радиального биения невозможно или нецелесообразно. Общий допуск соосности в диаметральном выражении следует принимать равным общему допуску радиального биения. Требования к неуказанным допускам формы и расположения поверхностей, также как и требования к неуказанным допускам размера (ГОСТ 30893.1-2002) могут быть указаны в виде общей записи на поле чертежа. Например: Общие допуски формы и расположения — ГОСТ 30893.2 – К, или если впереди имеются другие надписи: ГОСТ 30893.2 – К. Ссылка на общие допуски размеров, формы и расположения должна включать общий номер обоих стандартов на общие допуски, например: Общие допуски ГОСТ 30893. На рисунке 32 приведен пример определения неуказанных допусков расположения и биений вала. Здесь неуказанные допуски торцового биения поверхностей А, В, Г, Е: по классу точности общих допусков К – 0,2 мм. Неуказанные допуски радиальных биений поверхностей Б и Д: по классу точности общих допусков К – 0,2 мм.
Общие допуски ГОСТ 30893.2 – mК
Рисунок 32 — Эскиз детали
В качестве базы для определения допусков биений следует принимать общую ось подшипниковых шеек Æ50f8. Неуказанные допуски размеров следует брать по среднему классу точности по ГОСТ 30893.1-2002 или по h24. h24, ±IT14/2.
Рекомендуемые страницы: Читайте также: |
 На рисунке 31,а,б в качестве примера приведены наибольшие отклонения от плоскостности (Dmax = Ith) и профиля продольного сечения (Dmax = Itd), ограничиваемые полем допуска размера.
На рисунке 31,а,б в качестве примера приведены наибольшие отклонения от плоскостности (Dmax = Ith) и профиля продольного сечения (Dmax = Itd), ограничиваемые полем допуска размера.

 Если сторона угла имеют одинаковою номинальною длину, то в качестве базы может быть принята любая из них.
Если сторона угла имеют одинаковою номинальною длину, то в качестве базы может быть принята любая из них.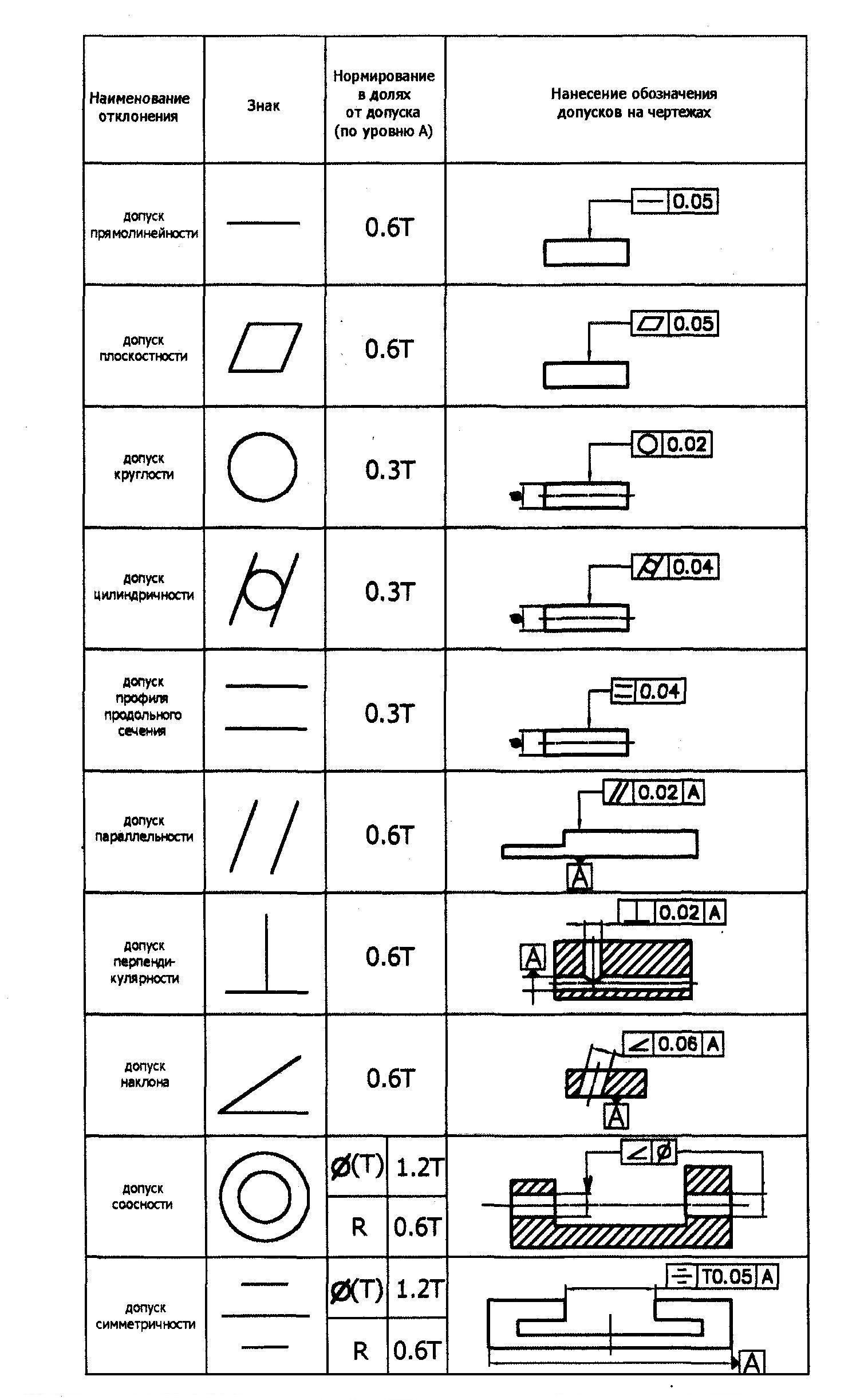
 2 – mК или ГОСТ 30893.2 – mК (m – класс точности «средний» общих допусков линейных размеров по ГОСТ 30893.1; К – класс точности общих допусков формы и взаимного расположения по ГОСТ 30893.2-2002).
2 – mК или ГОСТ 30893.2 – mК (m – класс точности «средний» общих допусков линейных размеров по ГОСТ 30893.1; К – класс точности общих допусков формы и взаимного расположения по ГОСТ 30893.2-2002). 1
ДОПУСКИ ПЛОСКОСТНОСТИ И ПРЯМОЛИНЕЙНОСТИ
1
ДОПУСКИ ПЛОСКОСТНОСТИ И ПРЯМОЛИНЕЙНОСТИ
 10 до 16
Св. 16 до 25
Св. 25 до 40
Св. 40 до 63
Св. 63 до 100
Св. 100 до 160
Св. 160 до 250
Св. 350 до 400
10 до 16
Св. 16 до 25
Св. 25 до 40
Св. 40 до 63
Св. 63 до 100
Св. 100 до 160
Св. 160 до 250
Св. 350 до 400
 10 до 16
Св. 16 до 25
Св. 25 до 40
Св. 40 до 63
Св. 63 до 100
Св. 100 до 160
Св. 160 до 250
Св. 350 до 400
10 до 16
Св. 16 до 25
Св. 25 до 40
Св. 40 до 63
Св. 63 до 100
Св. 100 до 160
Св. 160 до 250
Св. 350 до 400
 3 до 10
Св. 10 до 18
Св. 18 до 30
Св. 30 до 50
Св. 50 до 120
Св. 120 до 250
Св. 250 до 400
3 до 10
Св. 10 до 18
Св. 18 до 30
Св. 30 до 50
Св. 50 до 120
Св. 120 до 250
Св. 250 до 400
ГОСТ 30893.2-2002. Основные нормы взаимозаменяемости. Общие допуски. Допуски формы и расположения поверхностей, не указанные индивидуально /
Общероссийский классификатор стандартов → МЕТРОЛОГИЯ И ИЗМЕРЕНИЯ. ФИЗИЧЕСКИЕ ЯВЛЕНИЯ → Линейные и угловые измерения *Включая геометрические характеристики (GPS) → Допуски и посадки
ГОСТ 30893.2-2002. Основные нормы взаимозаменяемости. Общие допуски. Допуски формы и расположения поверхностей, не указанные индивидуально
Настоящий стандарт распространяется на металлические детали, изготовленные резанием, и устанавливает общие допуски формы и расположения для тех элементов, для которых на чертеже эти допуски не указаны индивидуально (неуказанные допуски формы и расположения),
Общие допуски по настоящему стандарту могут применяться также для неметаллических деталей и деталей, обрабатываемых способами, не относящимися к обработке резанием, если они не предусмотрены другими стандартами и пригодны для этих деталей
Название на англ. : : | Basic norms of interchangeability. General tolerances. Tolerances of form and position for features without individual tolerance indications |
| Тип документа: | стандарт |
| Статус документа: | действующий |
| Число страниц: | 10 |
| Дата актуализации текста: | 01.08.2013 |
| Дата актуализации описания: | 01.08.2013 |
| Дата издания: | 01.03.2004 |
| Дата введения в действие: | 01.01.2004 |
| Дата последнего изменения: | 22.05.2013 |
| Переиздание: | переиздание |
| Взамен: | ГОСТ 25069-81 |
Поправки и изменения:
Вопрос-ответ
Заказ звонка
Национальный орган по стандартам и метрологии
ГОСТ 30893. 2-2002 2-2002 | .|||||||||||||||||||||||||||||||||||||
| Титул | Основные нормы взаимозаменяемости. Общие допуски. Допуски формы и положения | ||||||||||||||||||||||||||||||||||||
| Аннотация | |||||||||||||||||||||||||||||||||||||
| Статус нормативного документа | вместо | ||||||||||||||||||||||||||||||||||||
| Принят в редакцию | EASC. | ||||||||||||||||||||||||||||||||||||
| № | |||||||||||||||||||||||||||||||||||||
| Дата принятия | 2002-11-06 | ||||||||||||||||||||||||||||||||||||
| Принято в RA | МТЭД РА2001-2008 | ||||||||||||||||||||||||||||||||||||
| № | 74-А | ||||||||||||||||||||||||||||||||||||
| Дата принятия в RA | 2005-04-01 | ||||||||||||||||||||||||||||||||||||
| Дата вступления в силу | 2005-04-10 | ||||||||||||||||||||||||||||||||||||
| Разработчик нормативного документа и его адрес | — | ||||||||||||||||||||||||||||||||||||
| Адрес | — | ||||||||||||||||||||||||||||||||||||
| Присвоен к | ЗАО «Национальный институт стандартов» (Ереван) 2004 | ||||||||||||||||||||||||||||||||||||
| Адрес | c.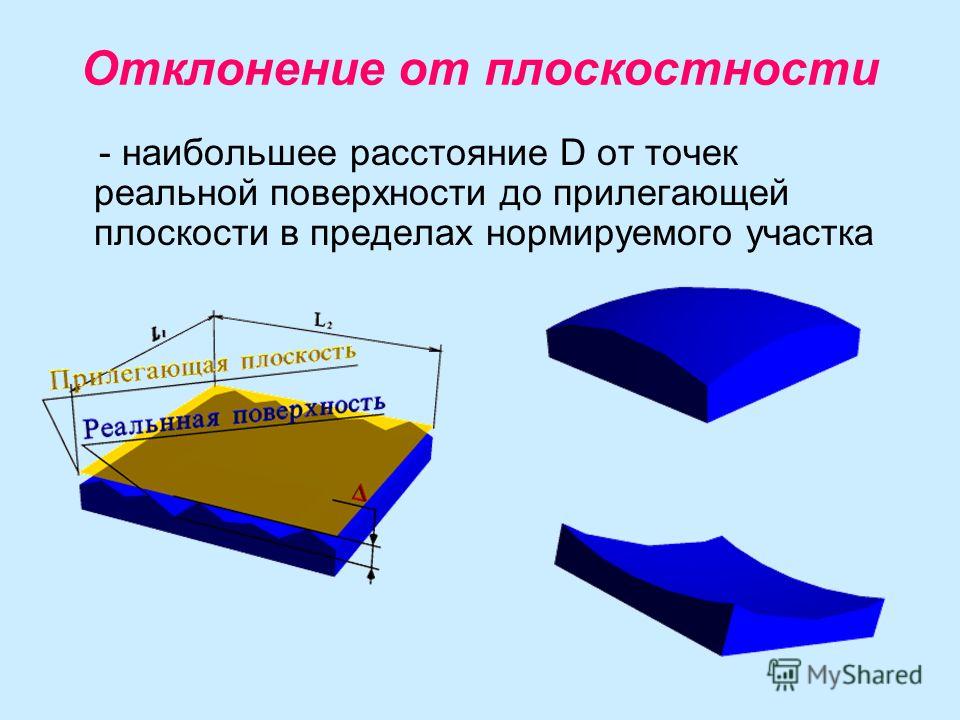 Ереван, ул. Комитаса 49/4 Ереван, ул. Комитаса 49/4 | ||||||||||||||||||||||||||||||||||||
| Категория | ГОСТ — межгосударственный документ | .||||||||||||||||||||||||||||||||||||
| Классификация | 17.040.10 МЕТРОЛОГИЯ И ИЗМЕРЕНИЯ. ФИЗИЧЕСКИЕ ЯВЛЕНИЯ Линейные и угловые измерения Пределы и посадки | ||||||||||||||||||||||||||||||||||||
| Список литературы | «-» = Цитаты
| ||||||||||||||||||||||||||||||||||||
| Страны | Принято: Туркменистан Российская Федерация Молдова Киргизия Казахстан Грузия Белоруссия Армения Активировано: Армения | ||||||||||||||||||||||||||||||||||||
| Дата регистрации | 0000-00-00 | ||||||||||||||||||||||||||||||||||||
| Регистрационная & nbsp№ | |||||||||||||||||||||||||||||||||||||
| Количество страниц | 8 | ||||||||||||||||||||||||||||||||||||
| Источник информации | №- | ||||||||||||||||||||||||||||||||||||
Дата публикации г. | 0000-00-00 | ||||||||||||||||||||||||||||||||||||
| Язык оригинала | Русские | ||||||||||||||||||||||||||||||||||||
| Переведено на | |||||||||||||||||||||||||||||||||||||
| Ключевые слова | |||||||||||||||||||||||||||||||||||||
| Модификации | Изменений не производилось. | ||||||||||||||||||||||||||||||||||||
| Цена в драмах РА (AMD) (с НДС) | 3200 | ||||||||||||||||||||||||||||||||||||
 308-79
308-79 1-2002
1-2002Законы Молдовы | Официальная нормативная библиотека — ГОСТ 9465-79
Продукт содержится в следующих классификаторах:
ПромЭксперт »
РАЗДЕЛ I. ТЕХНИЧЕСКИЙ РЕГЛАМЕНТ »
V Тестирование и контроль »
4 Тестирование и контроль продукции »
4.12 Испытания и контроль продукции металлургической промышленности »
4.12.6 Металлические изделия »
ТЕХНИЧЕСКИЙ РЕГЛАМЕНТ »
V Тестирование и контроль »
4 Тестирование и контроль продукции »
4.12 Испытания и контроль продукции металлургической промышленности »
4.12.6 Металлические изделия »
» 21 МЕХАНИЧЕСКИЕ СИСТЕМЫ И УСТРОЙСТВА ОБЩЕГО НАЗНАЧЕНИЯ » 21.060 Крепежные изделия » 21.060.50 Булавки, гвозди »
Национальные стандарты » 21 МЕХАНИЧЕСКИЕ СИСТЕМЫ И УСТРОЙСТВА ОБЩЕГО НАЗНАЧЕНИЯ » 21.060 Крепеж » 21.060.50 Булавки, гвозди »
Национальные стандарты для сомов » Последнее издание » G Машины, оборудование и инструменты » Крепежные детали G3 для общего инженерного дела » Контакты G37 »
В качестве замены:
ГОСТ 9465-70 — Штифты конические с резьбовым стержнем. Конструкция и размеры
Конструкция и размеры
Ссылки на документы:
ГОСТ 12414-66 — Концы болтов, винтов и шпилек.Размеры
ГОСТ 25069-81 — Основные нормы взаимозаменяемости. Неуказанные допуски формы и расположения поверхности
ГОСТ 26862-86 — Ринги. Общие технические условия
Ссылка на документ:
ГОСТ 26862-86 — Ринги. Общие технические условия
клиентов, которые просматривали этот товар, также просматривали:
|
 Требования пожарной безопасности.
Требования пожарной безопасности. Общие технические условия
Общие технические условия Ограничение перепадов напряжения, колебаний напряжения и мерцания в общественных низковольтных системах электроснабжения. Оборудование с номинальным током
Ограничение перепадов напряжения, колебаний напряжения и мерцания в общественных низковольтных системах электроснабжения. Оборудование с номинальным токомВАШ ЗАКАЗ СДЕЛАТЬ ЛЕГКО!
MoldovaLaws. com — ведущая в отрасли компания со строгими стандартами контроля качества, и наша приверженность точности, надежности и аккуратности является одной из причин, по которым некоторые из крупнейших мировых компаний доверяют нам обеспечение своей национальной нормативно-правовой базы и перевод критически важных, сложных и конфиденциальная информация.
com — ведущая в отрасли компания со строгими стандартами контроля качества, и наша приверженность точности, надежности и аккуратности является одной из причин, по которым некоторые из крупнейших мировых компаний доверяют нам обеспечение своей национальной нормативно-правовой базы и перевод критически важных, сложных и конфиденциальная информация.
Наша нишевая специализация — локализация национальных нормативных баз данных, включающих: технические нормы, стандарты и правила; государственные законы, кодексы и постановления; а также кодексы, требования и инструкции агентств РФ.
У нас есть база данных, содержащая более 220 000 нормативных документов на английском и других языках для следующих 12 стран: Армения, Азербайджан, Беларусь, Казахстан, Кыргызстан, Молдова, Монголия, Россия, Таджикистан, Туркменистан, Украина и Узбекистан.
Размещение заказа
Выберите выбранный вами документ, перейдите на «страницу оформления заказа» и выберите желаемую форму оплаты. Мы принимаем все основные кредитные карты и банковские переводы.Мы также принимаем PayPal и Google Checkout для вашего удобства. Пожалуйста, свяжитесь с нами для любых дополнительных договоренностей (договорные соглашения, заказ на поставку и т.д.).
Мы принимаем все основные кредитные карты и банковские переводы.Мы также принимаем PayPal и Google Checkout для вашего удобства. Пожалуйста, свяжитесь с нами для любых дополнительных договоренностей (договорные соглашения, заказ на поставку и т.д.).
После размещения заказа он будет проверен и обработан в течение нескольких часов, но в редких случаях — максимум 24 часа.
Документ / веб-ссылка для товаров на складе будет отправлена вам по электронной почте, чтобы вы могли загрузить и сохранить ее для своих записей.
Если товары отсутствуют на складе (поставка сторонних поставщиков), вы будете уведомлены о том, для каких товаров потребуется дополнительное время.Обычно мы поставляем такие товары менее чем за три дня.
Как только заказ будет размещен, вы получите квитанцию / счет, который можно будет заполнить для отчетности и бухгалтерского учета. Эту квитанцию можно легко сохранить и распечатать для ваших записей.
Гарантия лучшего качества и подлинности вашего заказа
Ваш заказ предоставляется в электронном формате (обычно это Adobe Acrobat или MS Word).
Мы всегда гарантируем лучшее качество всей нашей продукции.Если по какой-либо причине вы не удовлетворены, мы можем провести совершенно БЕСПЛАТНУЮ ревизию и редактирование приобретенных вами продуктов. Кроме того, мы предоставляем БЕСПЛАТНЫЕ обновления нормативных требований, если, например, документ имеет более новую версию на дату покупки.
Гарантируем подлинность. Каждый документ на английском языке сверяется с оригинальной и официальной версией. Мы используем только официальные нормативные источники, чтобы убедиться, что у вас самая последняя версия документа, причем все из надежных официальных источников.
ГОСТ 30893.2 МК ТЗ. 상호 교환 성의 주요 규범. 일반 공차. 개별적 으로 지정 되지 않은 표면 의 허용 및 위치 의 공차. 공통 공차 와 박동
고속도로 표준 ГОСТ 30893.2-2002 (ИСО 2768-2-89) 상호 교환 성의 주요 규범. 일반 공차. 개별적 으로 지정 되지 않은 표면 의 허용 및 위치 의 공차
상호 교환 성의 기본 규범. 일반 공차. 형태 및 위치 의 허용 오차 및 기능 공차 표시
ГОСТ 25069-81 대신 에
1 사용 영역
이 표준 은 적용 됩니다 금속 세부 사항 이러한 공차 가 지정 되지 요소 (지정 공차 위치) 가 지정 되지 않은 요소 의 일반적인 모양 공차 와 하고 설정 합니다.
이 표준 에 따른 일반적인 공차 는 다른 표준 에 의해 제공 되지 않고 이러한 부품 에 경우 절삭 으로 처리 사용할 수 있습니다.
국가 의 경제 의 요구 를 반영 하는 추가 요구 사항 은 기울임 꼴로 (참조) 부록).
2 규제 참조
이 표준 은 다음 표준 에 대한 링크 를 사용 합니다.
ГОСТ 2.308-79. 하나 의 시스템 디자인 문서 … 에 도면 에 대한 참고 허용 오차 및 표면 의 위치 합니다
ГОСТ 24642-81 호환성 의 주요 규범. 허용 오차 및 표면 의 위치. 기본 용어 및 정의
ГОСТ 25346-89. 상호 교환 성의 주요 규범. 통일 된 착륙 공차 시스템. 일반 조항, 공차 및 주요 편차 의 행
ГОСТ 30893.1-2002. (ISO 2768-1-89) 상호 교환 성의 주요 규범. 일반 공차. 지정 되지 않은 공차 로 선형 및 각도 크기 의 편차 를 제한 하십시오.
3 정의
이 표준 은 해당 정의 를 사용 하여 다음 용어 를 채택 했습니다.
3.1 양식 또는 위치 의 일반적인 허용 오차: 도면 또는 다른 기술 기록 에서 지정된 기록 위치 의 허용 오차 가 해당 부품 항목 대해 개별적 지정 되지 않은 에 되는 경우.
3.2 형상 공차 및 표면 의 위치 의 용어 용어 및: ГОСТ 24642.
3.3 치수 의 용어 및 정의: По ГОСТ 25346.
4 일반
4.1 공통 공차 양식 및 이 표준 의 표면 의 위치 도면 또는 다른 경우 에 적용 됩니다. 기술 문서 이 표준 에 대한 링크 가 있습니다. 섹션 7.
양식 과 위치 의 공통 공차 를 하는 원칙 은 부록 B 에 명시 되어 있습니다.
4,2 공통 공차 양식 및 위치 는 세 가지 정확도 수업 에 설치 됩니다. 정확성 을 선택할 때 해당 생산 의 일반적인 정확성 을 고려해야 합니다. 허용 오차 가 필요 하거나 허용 가능 허용 오차 가 있는 경우 이러한 공차 는 해당 요소 직접 되어야 합니다.ГОСТ 2.308.
정확성 을 선택할 때 해당 생산 의 일반적인 정확성 을 고려해야 합니다. 허용 오차 가 필요 하거나 허용 가능 허용 오차 가 있는 경우 이러한 공차 는 해당 요소 직접 되어야 합니다.ГОСТ 2.308.
4.3 양식 및 위치 의 공통 공차 의 고려 된 기본 요소 의 실제 크기 와 으로 적용 됩니다 (허용 오차 는 독립적 입니다).
4,4 일반 원통 공차, 종단면 프로파일, 틸트, 축 스큐, 위치, 완전한 반경 방향 및 완전한 끝, 주어진 프로파일 의 형태 및 주어진 표면 의 형태 설치 되어 있지 않습니다. 이 종 의 편차 는 일반적인 선형 또는 을 포함 하여 다른 유형 의 형상 공차 위치 의 허용 오차 에 간접적 으로 제한 됩니다. 이러한 제한 이 충분 하지 않으면 해당 요소 에 직접 나열된 공차 해야 합니다.
5 일반 모양 공차
5.1 편차 가 있는 요소 에 대한 양식 의 편차 에 따라 ГОСТ 25346. 크기 공차 의 크기 내에 제한 되어야 합니다 (부록).
5.2 드로잉 제한 편차 (공통 공차) 에 명시 되지 않은 요소 에 대한 직진성 과 평탄 일반적인 가 주어진다.1 번 테이블.
도면 (병렬 처리, 직각, 경사) 에 명시된 방향 입원 이 있는 요소 에 대한 직진성 평탄 도 의 일반적인 공차 를 제한 하기 위한 요구 사항 은 부록 A 에 주어 집니다.
1 번 테이블
밀리미터 단위 의 치수
정확도 등급 | 공칭 길이 간격 을 위한 똑바로 및 평탄 도 의 일반적인 공차 | |||||
10. | св. 10 ~ 30. | св. | св. 100 ~ 300. | св. 300 ~ 1000. | св. 1000 ~ 3000. | |
0,02 | 0,05 | |||||
0,05 | ||||||
노트 — 표면 이 원형 회로 로 제한 되는 경우, 표면 의 주요 측면 의 를 를 따라 요소 의 길이 에 따라 똑바로 되고 평탄 도 가 선택 됩니다. | ||||||
 30 ~ 100.
30 ~ 100.5,3 드로잉 에 명시 되지 않은 치수 가 없는 요소 에 대한 일반적인 직경 과 같지만 방사형 박동 에 대한 일반적인 허용 해서는 안됩니다 (6.4 ).
6 위치 및 치는 일반적인 공차
6,1 병렬 처리 의 공통 공차 는 고려 중인 요소 사이 의 크기 의 크기 와 동일 합니다. 기지 가 문제 의 가장 확장 된 요소 를 가져 가야 하기 때문에. 두 요소 가 같은 길이 를 가지면 이들 중 하나 가 으로 받아 들여질 수 있습니다.
6.2 일반적인 수직 공차 가 준수 해야 합니다 표 2. … 에 데이터베이스 를 통해 고려 중인 직접 장점 을 양식 하는 를 형성 해야 합니다. 각도 의 측면 이 동일한 공칭 길이 를 갖는 경우, 그 중 하나 는 기지 로 수 있습니다.
표 2
밀리미터 단위 의 치수
정확도 등급 | 공칭 길이 간격 을 위한 일반적인 수직 공차 가 모퉁이 의 짧은 짧은 측면 | |||
100 까지. | св. 100 ~ 300. | св. 300 ~ 1000. | св. 1000 ~ 3000. | |
6,3 대칭 및 축 교차로 의 일반적인 공차 는 표 3…. 에 데이터베이스 뒤에는 더 큰 길이 가 있는 요소 를 가져와야 합니다. 고려 중인 요소 가 동일한 길이 가 있는 경우, 그 중 누구도 기지 로 받아 들일 수 있습니다.
표 3.
밀리미터 단위 의 치수
정확도 등급 | 코너 의 짧은 면 의 공칭 길이 을 위한 축 방향 및 교차로 의 대칭 교차 허용 오차 | |||
100 까지. | св. | св. 300 ~ 1000. | св. 1000 ~ 3000. | |
노트 — 대칭 의 대칭 및 축의 공차 는 직경 에 표시 됩니다. | ||||
 100 ~ 300.
100 ~ 300.6,4 반경 방향 및 끝 일반적인 공차 뿐만 아니라 주어진 방향 으로 비트 (표면 성형 에 수직) 가 지정된 것과 일치 해야 합니다.
정확도 등급 | 구타 공차, мм: |
베이스 는 예 를 들어, 박동 공차 의 지정 공차 에 대한 데이터베이스 로 지정된 경우, 예 를 들어, 도면 에서 고유 하게 될 수 있는 경우 베어링 (지원) 표면 을 보유 해야 합니다. 다른 경우, 척 수력 의 일반적인 내성 을 위한 기반 은 2 개의 동축 요소 의 더 오래 걸릴 것 입니다.요소 가 동일한 공칭 길이 를 갖는 경우, 그 중 하나 는 기지 로 받아 들일 수 있습니다.
6.5 방사형 박동 의 측정 이 불가능 하거나 비유 되는 경우 일반적인 공차 가 적용 됩니다. 반경 방향 발현 의 정렬 의 일반적인 입장 은 방사형 박동 과 동일 하게 되어야 한다.
반경 방향 발현 의 정렬 의 일반적인 입장 은 방사형 박동 과 동일 하게 되어야 한다.
7 그림 에서 공유 공차 지정
이 표준 의 지정;
일반적인 모양 공차 와 위치 의 정확성 클래스. 예 를 들면 다음 과 같습니다. «공차 양식 및 — ГОСТ 30893.2-К» 또는 «ГОСТ 30893.2-К».
7.2 크기 의 공차, 양식 및 위치 참조 일반 공차 에 대한 두 표준 공유 수, ГОСТ … 1 의 공통 크기 공차 지정 과 공통 모양 공차 및 위치 의 일반적인 공차 지정.
예 를 들면 다음 과 같습니다. «ГОСТ 30893.2-МЦ ТП« Т »ГОСТ 30893.2-МК »(М — 클래스« 의 정확성 클래스 »ГОСТ 30893.1. К 는 이 표준 의 형식 과 위치 의 일반적인 공차 의 정확성 의 입니다.)
도면 과 해석 에서 공통 공차 의 의 예가 부록 B.
부록.
(필수)
필드 또는 방향 공차 를 허용 하는 크기
A.1 도면 편차 지정 되지 않은 양식 공차 에 가 요소 를 인정 하는 옵션 내 에서 양식 의 편차 허용 합니다.
양식 의 편차 를 은 한계 크기 의 정의 에 해당 합니다. ГОСТ 25346.
A.2 필드 를 허용 크기 에 의해 형태 의 와 크기 공차 를 최대한 활용 하여 편차 가장 값 을 표 A. 1 에 표시 합니다.
A.3 양식 허용 오차 의 편차 하는 것은 크기 제어 에 대한 다음 조건 가능 합니다.
원통형 및 평평한 요소 (단락 1 및 2, листинг A) 의 경우, 1) 요소 (d 또는 h) 의 크기 (D 또는 H) 의 크기 는 재료 (통과 한계) 의 최대 값 에 의해 모니터링 되어야 한다. 쌍 으로 연결된 부분 의 형태 화합물 와 동일한 길이 를 갖는 측정 표면 (비 반환 한계) 의 최소한 의 한계 에 따라 2 점 공구 * 표면 지점 또는 선;
평평한 표면 (단락 2, листинг B) 의 경우 표 A. 1) 크기 의 h (고려 중인 표면 사이) 와 받는 다른 표면 은 모두 모니터링 되어야 합니다. *
고려 중 또는 선 에 따라 표면 의 포인트. 컨트롤 중에 제어 하는 동안 채택 된 표면 모양 의 편차 는 감지 되지 않기 때문에 표면 은 인접한 평면 으로 대체 됩니다. 필요한 경우, 편차 형식 은 별도로 정규화 됩니다.
1) 크기 의 h (고려 중인 표면 사이) 와 받는 다른 표면 은 모두 모니터링 되어야 합니다. *
고려 중 또는 선 에 따라 표면 의 포인트. 컨트롤 중에 제어 하는 동안 채택 된 표면 모양 의 편차 는 감지 되지 않기 때문에 표면 은 인접한 평면 으로 대체 됩니다. 필요한 경우, 편차 형식 은 별도로 정규화 됩니다.
A.4 에 명시된 양식 의 개인 편차 를 A.4 단락 1 표 A.1. 또한, 짝수 수, 콘 — 상상력, 배럴 모양 및 슬픔 으로 자르고, 양식 의 가장 큰 편차 가 0.5 IT_D 입니다.
A.5 이 B. 표 A.1. 양식 의 가장 큰 편차 는 제품 미치는 을 분석 하고 별도 의 독립적 인 형태 지명 할 필요성 평가 를 고려할 때 고려 됩니다. 그러나 제조사 가 양식 공차 로 사용 해서는 안됩니다. 이 경우, 크기 공차 의 다른 구성 요소 에 대한 예비 가 없을 것 입니다 (기계 설정 의 크기, 온도 변화 등).
A.6 배향 공차 (병렬 처리, 수직 도, 경사), 평탄 도 또는 직선 의 일반적인 입장 배향 공차 와 동일 하지만 값 을 초과 해서는 안된다. 표. 표 1.
A.7 외국인 및 다른 기술 문서 에서 설립 된 양식 편차 제한 에 대한 요구 사항 A.1. 다음 과 같은 경우 가정 됩니다.
지정된 한계 편차 와 의 크기 가 심볼 (e), 예 를 들어 40 H7 (e) 로 보충 되는 요소 의 경우;
지정된 크기 및 지정 되지 않은 양식 공차 가 있는 모든 요소 에 대해 일반 공차 에 가 문자 E 로 보충 됩니다.
«Допуск ISO 8015. | (ISO 8015 에 공차 를 적용 하십시오 |
공차 ISO 2768-MK-E «; | ISO 2768 MK-E 의 일반적인 공차 |
* 어떤 특징 지점 에서 허용 됩니다.
부록 B.
일반적인 모양 공차 및 표면 의 위치 의 임명 의 원칙
B.1 부품 의 요소 는 표면 의 치수 및 기하학적 특성 (양식, 위치) 이 있습니다. 부품 의 기능 은 크기, 모양 공차 및 요소 의 위치 의 한계 편차 를 설정 해야 하며 이들은 이 기능 을 위반할 수 있습니다.
도면 의 원소 의 크기 와 기하학 의 한계 는 하고 이해 되어야 합니다.확실히 이해해야 합니다. 제조 및 통제 의 요구 사항 에 대한 불일치 와 임의 요구 사항 이 없어야 합니다.
공통 차원, 양식, 위치 를 사용 하면 이 작업 을 해결 하기 위한 실제 전제 조건 이 생성 됩니다.
B.2 형태 와 위치 의 일반적인 공차 의 증가 된 정확도 의 추가 달성 된 다양한 수준 의 종래 의 생산 를 특징 짓는 정확도 클래스 에 의해 설정 됩니다. 수업 정확도 의 선택 은 세부 정보 및 능력 에 사항 을 고려 하여 수행 됩니다.
б. : 요소 의 기능 요구 사항 이 공통 공차 필요 하면 이 항목 에 대해 직접 도면 에 지정 해야 합니다.
공통 승인 이 양식 의 편차 와 요소 를 하는 데 모든 조건 을 지정할 수 에도 이 적용 됩니다. 예 를 들어, 위치 공차 는 이 표준 에 지정된 것 의 기본 을 참조 하거나 의존 할 수 있습니다.
이 표준 이 적용 되지 않는 양식 과 위치 의 공차 가 필요 하다면 도면 에 제한 나열 해야 합니다. 그렇지 않으면 무제한 으로 남아 있을 수 있습니다.
B.4 공통 공차 의 광범위한 가치 공차 가 증가 하는 것은 대개 제조 에 경제적 이점 을 제공 하지 않습니다.
예 를 들어, 직경 이 25 ± 0,1 мм 인 요소 의 제조 및 일반 크기 의 수당 이 길이 가 80 мм 인 경우 ГОСТ 30893.1. 정확도 클래스 M 및 정확도 클래스 H (직진성, 진원도 및 방축 를 위한 0,1 мм) 의 현재 표준 의 형태 공차 와 일반적인 생산 는 공차 와 같 거나 굵은 수구 를 확보 합니다. 이 생산 공차 는 관심 이 없습니다 ..
이 생산 공차 는 관심 이 없습니다 ..
공통 공차 를 초과 하는 허용 오차 가 여전히 을 제공 하고 기능 기능 에 기초 될 수 있으며, 예 를 들어 크고 둥근 공차 에 표시 될 있습니다.
Б.5 공유 공차 를 적용 하면 다음 과 같은 이점 이 있습니다.
도면 은 도면 을 갖는 사용자 가 촉진 시키는 더 쉽게 읽는다.
디자이너 는 공차 의 상세한 계산 을 제거 하여 시간 을 절약 합니다. 부품 의 기능적 목적 을 기반 으로 하는 공차 가 일반적인 공차 같음 을 알고 있습니다.
도면 은 정상적인 프로세스 능력 하에서 제조 있는 요소 를 명확 하게 보여 주며, 이는 이러한 요소 의 제어 수준 의 인한 품질 관리 를 하게 한다.
개별적 으로 지정된 공차 가 있는 나머지 요소 는 대부분 의 기능 이 비교적 낮은 공차 가 하며 그러므로 에서 특별한 수 있는 것 입니다. 이 상황 은 제어 요구 사항 을 분석 할 때 생산 계획 촉진 하고 품질 관리 서비스 를 돕 습니다.
공급 및 하청 업체 의 직원 의 경우 계약 의 결론 전에 일반적인 생산 정확도 가 알려져 있기 때문에 계약 체결 을 위한 작업 이 단순화 됩니다.이는 또한 요구 사항 의 관점 에서 도면 의 공급 업체 와 간의 분쟁 을 제거 합니다.
제조 에서 일반적인 공차 를 초과 하지 공차 를 사용 하지 않을 경우, 이 생산 의 통상적 정확도 가 도면 에 명시된 를 준수 함 을 하는 나타나는 이점 이 완전히 납니다.
측정 을 사용 하여 평소 의 생산 정확도 는 무엇 입니까?
도면 을 수락 할 때, 표시된 일반적인 공차 평소 생산 정확도 를 일치 시키 거나 초과 사실 에 주의 를 기울 이 십시오.
일반적인 공차 가 있는 요소 의 모양 과 위치 를 선택적 으로 편안 하게 조절 하여 원래 설치된 상태 에서 벗어나지 않는지 확인 하십시오.
B. 6 공동 공차 의 임명 에 대한 접근 은 어떤 경우 에는 기능적 요구 사항 에서 하는 공차 가 일반적인 입학 초과 시사 한다. 따라서 모든 요소 에 대한 전체 공차 의 무작위 초과 가 항상 기능 의 혼란 을 초래 하는 것은 아닙니다.
6 공동 공차 의 임명 에 대한 접근 은 어떤 경우 에는 기능적 요구 사항 에서 하는 공차 가 일반적인 입학 초과 시사 한다. 따라서 모든 요소 에 대한 전체 공차 의 무작위 초과 가 항상 기능 의 혼란 을 초래 하는 것은 아닙니다.
양식 편차 의 출력 과 일반적인 허용 오차 의 요소 의 위치 는 기능 에 대한 부품 이 파손 되지 않으면 거부 로 이어지지 않아야 합니다.
부록 B.
(참고)
도면 및 해석 에서 공통 공차 의
B.1 도면 의 공통 공차 의 예 예
B.2 공통 공차
그림 b.1 에 대한 설명
1 원 이나 직사각형 프레임 으로 둘러싸인 공차 (두 스트로크 가 있는 바구 리가 있는 선로 묘사) 가 일반적 입니다. 이러한 공차 는 자동 으로 달성 되어야 합니다 기계 처리 생산 에서, 정확도 는 ГОСТ 30893.2 мн 보다 높 거나 높다. 이러한 공차 는 규칙적 으로 제어 가 필요 하지 않습니다.
2 해석 에서는 모든 공통 공차 가 공개 되는 것은 아니며, 특히 다른 유형 의 편차 에 또는 일반 공차 에 한정 되는 형태 및 에 대해서는, 예 를 들어 반경 공차 가 또한 둥근 것에서 제한적 이다…. 에
______________________________
* м — «» 의 정확성 의 크기 의 일반적인 공차 지정 ГОСТ 30893.1. h, h 는 이 표준 의 형태 와 위치 의 일반적인 공차 의 정확성 의 클래스 의 지정 입니다.
상호 교환 성의 주요 규범
일반 공차
공식 판
표준화, 계측 및 인증 을 위한 고속도로 협의회
Сино 30893.2-2002.
머리말
1 기계 공학 에서 의 측정 측정 측정 연구소 (OAO Niisirection)
2 러시아 주 표준 에 의해 소개 되었습니다
3 표준화, 계측 및 인증 을 위한 고속도로 협의회 (Протокол № 22, 2002, № 11, 22)
국가 의 이름 | 국가 표준화 당국 의 이름 |
벨로루시 공화국 | 벨로루시 공화국 의 Госстандарт |
우스꽝 스러운 | |
카자흐스탄 공화국 | 카자흐스탄 공화국 의 Госстандарт |
키르기스 공화국 | Кыргызстандарт. |
몰도바 공화국 | 몰도바 표준 |
러시아 연방 | 러시아 의 주 표준 |
투르크 메니스탄 | главгрегион «туркменстандартлар» |
4 표준 국제 ISO 2768-2-89 표준 «공통 공차. 2 부 2. 개별적 으로 지정 되지 공차 는» 개별적 으로 명시 되지 않음 «구문 (또는 지시자 의 단어, 지시자 의 단어, 경제 의 다른 부문) 과 관련 하여 경제 의 요구 를 반영 하는 요구 사항 이 포함 되어 있습니다.러시아 연방 의
5 주 위원회 2003 6 월 25 일 의 표준화 및 에 대한 러시아 연방 의 핵 308932-2002 (ISO 2768-2-89) 가 직접 제정 된 204-СТ 고속도로 표준 ГОСТ 주 표준 2004 년 1 1 일 부터 러시아 연방
6 대신 에 고온 대신 25069-81.
7 인쇄
이 표준 은 러시아 의 주 표준 의 허가 연방 의 공식 출판물 로서 완전히 또는 재현 될 수 없으며 러시아 출판물 로서 복제 되고 배포 됩니다.
номер 30893.2-2002 (номер 2768-2-89)
Å Æ Ã Î Ñ Ó Ä À Ð Ñ Ò Â Å Í É À Í Ä À Ð
호환성 공통 공차 의 주요 표준
개별적 으로 지정 되지 않은 표면 의 허용 및 위치 의 공차
상호 교환 성의 기본 규범.일반 공차.
형태 및 위치 의 허용 오차 및 기능 개별 공차 표시
2004-01-01.
1 사용 영역
이 표준 은 절단 하여 제조 제조 된 금속 부품 이러한 공차 가 개별적 으로 지정 요소 에 대한 일반적인 모양 공차 와 위치 를 설정 합니다 (지정 되지 않은 모양 및 위치 공차).
이 표준 에 따른 일반적인 공차 공차 는 다른 표준 제공 되지 않고 이러한 부품 에 적합한 방법 으로 처리 된 비금속 에도 사용할 수 있습니다.
국가 의 경제 의 요구 를 반영 하는 추가 요구 사항 은 기울임 꼴로 (부록 A 참조) 입니다.
ГОСТ 2.308-79 문서 의 통합 시스템. 도면 에 대한 참고 사항 은 허용 오차 및 표면 의 합니다
ГОСТ 24642-81 의 주요 규범.허용 오차 및 표면 의 위치. 기본 용어 및 정의
ГОСТ 25346-89 교환 성의 주요 규범. 통일 된 착륙 공차 시스템. 일반 조항, 공차 행 및 주요 편차
ГОСТ 30893.1-2002 교환 성의 주요 규범. 일반 공차. 지정 되지 않은 공차 로 선형 및 각도 크기 의 편차 를 제한 하십시오.
3 정의
이 표준 은 해당 정의 를 사용 하여 다음 용어 를 채택 했습니다.
3,1 양식 또는 위치 의 일반적인 허용 오차: 도면 이나 다른 에서 지정된 다른 기술 문서 에서 일반적인 가진 다른 기술 문서 에서는 해당 부품 개별적 으로 지정 되지 않은 경우 에 사용할 수 있습니다.
3,2 모양 공차 및 표면 의 위치 의 용어 및 정의: ГОСТ 24642 에 따르면.
3,3 치수 의 용어 및 정의: ГОСТ 25346.
공식 판
Сино 30893.2-2002.
4 일반
4,1
도면 또는 다른 기술 문서 의 7 항 에 따라이 표준 가 있는 경우 공통 공차 양식 및 의 위치 가이 표준 에서 사용 됩니다.
양식 과 위치 의 공통 공차 를 임명 하는 원칙 은 B 에 명시 되어 있습니다.
4,2 공통 공차 양식 및 위치 는 세 가지 정확도 수업 에 설치 됩니다. 정확성 을 선택할 때 해당 생산 의 일반적인 정확성 을 고려해야 합니다. 허용 오차 가 필요 하거나 허용 가능 하고 값 가 있으면 이러한 공차 는 ГОСТ 2.308 에 따라 해당 요소 에 대해 직접 지정 해야 합니다.
4,3 모양 과 위치 공차 의 값 은 고려 된 기본 요소 의 크기 와 독립적 으로 적용 됩니다 (공차 는 독립적 입니다).
4,4 원통형 의 일반적인 공차, 종단면 의 프로파일, 기울기, 축 스큐, 위치, 완전한 반경 방향 및 완전한 끝, 주어진 프로파일 의 모양 및 지정된 되어 있지 않습니다.이 종 의 편차 는 일반적인 선형 또는 을 포함 하여 다른 유형 의 형상 공차 위치 의 허용 오차 에 간접적 으로 제한 됩니다. 이러한 제한 이 충분 하지 않으면 해당 요소 에 직접 나열된 공차 해야 합니다.
5 일반 모양 공차
5,1 ГОСТ 25346 에 따른 도면 에 명시된 치수 를 요소 에 대한 양식 의 편차 는 의 크기 (부록 A) 의 크기 내에 제한 되어야 한다.
5,2 드로잉 제한 편차 (공통 공차) 에 지정 되지 않은 요소 에 대한 똑 바르기 및 평탄 도 의 일반적인 표 1 에 나와 있습니다.
도면 (병렬 처리, 직각, 경사) 에 명시된 방향 입원 이 있는 요소 에 대한 직진성 과 의 일반적인 공차 를 제한 위한 추가 요구 부록 A 에 주어 집니다.
на плате | 밀리미터 단위 의 치수 | |||||||
정확도 등급 | 공칭 길이 간격 을 위한 똑바로 및 평탄 도 일반적인 공차 | |||||||
~. | ~. 30 Ден 100. | ~. 100 до 300. | ~. 300 1000. | ~. 1000 до 3000. | ||||
 10 до 30.
10 до 30. 주 — 직진 의 허용 오차 는 표면 이 원형 회로 로 제한 되는 경우 표면 의 주요 측면 의 길이 를 따라 요소 길이 와 평탄 도 가 선택 됩니다.
5.3 드로잉 에 명시 되지 않은 불필요한 치수 요소 대한 일반적인 둥근 공차 는 직경 박동 (6.4) 의 전반적인 공차 를 초과 해서는 안됩니다 (6.4).
6 위치 및 치는 일반적인 공차
6,1 병렬 처리 의 일반적인 입장 은 고려 중인 요소 사이 의 의 크기 와 동일 합니다. 기지 가 문제 의 가장 확장 된 요소 를 가져 가야 하기 때문에. 두 요소 가 같은 길이 를 가지면 이들 중 하나 가 으로 받아 들여질 수 있습니다.
6,2 공통 수직 공차 는 표 2 에 표시된 것과 일치 해야 합니다. 데이터베이스 뒤에는 고려 중인 직접 각도 의 장점 을 양식 시켜야 합니다. 각도 의 측면 이 동일한 공칭 길이 를 갖는 경우, 그 중 하나 는 기지 로 수 있습니다.
Сино 30893.2-2002.
на плате | |||||
밀리미터 단위 의 치수 | |||||
단면 공칭 길이 간격 을 위한 공통 수직 공차 | |||||
정확도 등급 | |||||
~. | ~. 300 1000. | ~. 1000 до 3000. | |||
 100 до 300.
100 до 300.6.3 대칭 및 축의 일반적인 공차 는 표 3 에서 다음 을 준수 해야 합니다. 데이터베이스 를 통해 길이 가 큰 요소 를 수행 해야 합니다. 고려 중인 요소 가 동일한 길이 가 있는 경우, 그 중 누구도 기지 로 받아 들일 수 있습니다.
на плате | ||||||||
밀리미터 단위 의 치수 | ||||||||
공칭 길이 간격 을 위한 축의 대칭 및 교차로 일반적인 허용 오차 | ||||||||
정확도 등급 | 구석 의 짧은 쪽 | |||||||
~. | ~. 300 1000. | ~. 1000 до 3000. | ||||||
주 — 대칭 및 축 교차 의 공차 는 직경 으로 표시 됩니다. | ||||||||
6,4 방사형 및 대형 비트 의 일반적인 공차 뿐만 아니라 주어진 방향 으로 박동 | ||||||||
(표면 성형 에 수직) 은 지정된 것과 일치 해야 합니다. | ||||||||
정확도 등급 | 구타 공차, мм: | |||||||
 100 до 300.
100 до 300.
데이터베이스 뒤에는 도면 에서 고유 하게 정의 될 수 있습니다 (예: 지정된 치는 공차 의 데이터베이스 로 지정된 경우) 표면 을 가져와야 합니다. 다른 경우, 척 수력 의 일반적인 내성 을 위한 기반 은 2 개의 동축 요소 의 더 오래 걸릴 것 입니다. 요소 가 동일한 공칭 길이 를 갖는 경우, 그 중 하나 는 기지 로 받아 들일 수 있습니다.
다른 경우, 척 수력 의 일반적인 내성 을 위한 기반 은 2 개의 동축 요소 의 더 오래 걸릴 것 입니다. 요소 가 동일한 공칭 길이 를 갖는 경우, 그 중 하나 는 기지 로 받아 들일 수 있습니다.
6.5 방사형 박동 의 측정 이 불가능 하거나 비유 되는 일반적인 공차 가 적용 됩니다. 반경 방향 발현 의 정렬 의 일반적인 입장 은 방사형 박동 과 동일 하게 되어야 한다.
7 그림 에서 공유 공차 지정
— 이 표준 의 지정;
— 공유 공차 및 위치 의 정확성 클래스. Т: «МТП — ГОСТ 30893.2-Т» «ТС« ТС 30893.2-Р »
7.2 공통 차원, 양식 및 위치 에 대한 참조 공차 에 대한 일반적인 공차 의 일반적인 수 의 일반 수, ГОСТ 의 공통 공차 지정 이 포함 되어야 합니다. … 에 … 에 1 이 표준 에서 형식 및 위치 의 일반적인 공차 지정.
예 를 들면 다음 과 같습니다. «Гост 30893.2-Мк» 또는 «ГОСТ 30893.2-МК» 의 일반적인 공차 (Gost 30893.1 에 따른 선형 치수 의 «평균» 일반적인 «일반적인 허용 오차) 은 일반적인 형상 공차 의 정확도 의 클래스. 이 표준 의 위치 와 위치)
도면 및 해석 에서 공통 공차 의 표시 의 예가 부록 V 에 주어 집니다.
Сино 30893.2-2002.
부록 А (필수)
필드 또는 방향 공차 를 허용 하는 크기 로 제한 되는 양식 편차
A.1 도면 편차 및 지정 되지 한계 편차 가 있는 요소 는 고려 의 크기 를 인정 하는 합니다.
양식 의 편차 를 제한 하는 조건 은 ГОСТ 25346 에 따른 한계 치수 의 정의 에 해당 합니다. A.2 의 크기 에 의해 제한된 형태 편차 및 편차 의 가장 큰 가치,
크기 공차 를 완전히 사용 하면 표 A. 1 에 표시 됩니다.
1 에 표시 됩니다.
~ 1 ~ 1.
1 편차 OT. | 실린더 직경 의 허용 오차 | |||||
원통형, 서클 | dyal Поверхность Итд. | |||||
및 프로필 | ||||||
돌리 횡단면 | ||||||
efmax = итд. | ||||||
2 편차 OT. | а) 크기 공차 ( | |||||||||
평탄 도와 똑바로 | 리나, 두께) | |||||||||
몰 미니 아 | iTH 요소 | |||||||||

efmax = iith.
б) 계획된 평면 (스트레이트) 과 다른 i 번째 비행기 사이 의 크기 허용 오차
참고 다음 표기법 은 테이블 에서 가져 옵니다. EFMax — 의 편차 의 가장 큰 값, 크기 입학 을 최대한 활용 하여 가능 합니다. 인덱스 — 인덱스 로 지정된 크기 공차 가 있는 것 입니다.
A.3 사이즈 수당 의 크기 의 편차 의 제한 제어 에 대한 다음 가능 합니다. — 원통형 및 평면 요소 (단락 1 및 2, 전송 A) 테이블 A.1) 요소 의 크기 (D 또는 H) 는 재료 의 최대 한계 (통과 한계) 가 측정 을 의미 합니다.
표면 은 재료 의 최소 (비 반환 한계) 의 한계 에 따라 화합물 의 길이 와 동일한 의 길이 와 길이 가 있는 표면 (비 반환 한계) — 모두 1) 포인트 표면 또는 선의; — 평평한 표면 (단락 2, листинг B) 표 A.1) 사이즈 H (Diew) 와 베이스 에 의해 취해진 다른 표면 의 표면 사이 의 표면 사이 의 표면 또는 의 포인트 를 모두 모니터링 해야 합니다.고려. 이 표면 이 인접한 평면 으로 대체 되기 때문에 제어 중에 채택 된 표면 모양 의 편차 검출 되지 않기 때문에. 필요한 경우 규범 의 형태 의 편차
별도로 노선.
A.4 표의 1 항 에 명시된 모양 의 의 경우, 타 원성, 얼굴, 콘 — 상상력, 배럴 및 슬픔 의 조건 으로 절단, 양식 의 가장 큰 편차 가 0.5 ITD 입니다. … 에
일부 특성 지점 에서 의 제어 가 허용 됩니다.
Сино 30893.2-2002.
표 A.1 에 주어진 A.5 양식 의 가장 큰 편차 의 운영 에 미치는 영향 을 분석 하고, 형태 의 별도 의 경질 공차 를 임명 필요성 평가 를 고려할 때 고려 됩니다. 그러나 크기 공차 의 다른 구성 요소 주식 없기 때문에 제조업체 가 양식 공차 로 사용 해서는 안됩니다 (기계 설정 의 크기, 온도 변화 등 의 변위).
A.6 배향 공차 (병렬 처리, 수직, 경사) 가 개별적 으로 표시 되는 요소 의 경우, 평탄 도 또는 직선 의 전체 가 배향 공차 와 동일 표 1 의 값 을 초과 해서는 안된다.
A.7 외국인 및 다른 기술 문서 에서는 A.1 에 설립 된 양식 의 편차 를 제한 하기 위한 사항 을 다음 과 같은 경우 에 가정 합니다.
지정된 한계 편차 와 의 크기 가 심볼 (e), 예 를 들어 40 H7 (e) 로 보충 되는 요소 의 경우;
지정된 크기 와 지정 되지 않은 형태 의 공차 가 의 경우
일반적인 모양 공차 및 표면 의 위치 의 임명 의 원칙
B.1 부품 의 요소 는 표면 의 치수 및 기하학적 특성 (양식, 위치) 이 있습니다. 부품 의 기능 은 크기, 모양 공차 및 요소 의 위치 의 한계 편차 를 설정 해야 하며 이들은 이 기능 을 위반할 수 있습니다.
도면 의 요소 의 크기 기하학 는 하고 완전 하고 이해할 필요 가 없어야 합니다: 제조 및 통제 의 요구 사항 에 대한 불일치 임의 의 요구 사항 이 없어야 합니다.
공통 차원, 양식, 위치 를 사용 하면 이 작업 을 해결 하기 위한 실제 전제 조건 이 생성 됩니다.
B.2 형태 와 위치 의 일반적인 가 증가 된 정확도 의 추가 처리 된 다양한 수준 의 종래 생산 정확도 를 짓는 정확도 클래스 에 의해 설정 됩니다. 수업 정확도 의 선택 은 세부 정보 및 능력 에 사항 을 고려 하여 수행 됩니다.
B.3 항목 의 기능 요구 사항 공차 공차 가 필요 하면 이 항목 에 대해 해야 합니다.
형태 의 편차 와 요소 의 위치 를 제한 하는 데 필요한 모든 조건 지정할 수 경우 에도 동일한, 위치 공차 는 에 명시된 의 과 다른 관련 . 또는 의존 할 수 있습니다.
이 표준 이 적용 되지 않는 양식 과 위치 의 공차 가 필요 하다면 도면 에 제한 을 나열 해야 합니다. 그렇지 않으면 무제한 으로 남아 있을 수 있습니다.
그렇지 않으면 무제한 으로 남아 있을 수 있습니다.
B.4 공통 공차 의 광범위한 가치 가 증가 하는 것은 대개 제조 에 경제적 이점 을 제공 하지 않습니다.
예 를 들어, 직경 (25 ± 0,1) мм 의 요소 를 제조 하는 경우 (25 ± 0,1) мм 및 GoST 30893.1 에 따라 일반적인 크기 의 크기 가 80 мм 의 크기 가 80 мм, 양식 및 위치 의 일반적인 오차 정확도 클래스 H (직진성, 둥근 및 방사형 박동 을 위한 0,1 мм) 에 대한 현재 표준 에 따르면 일반적인 생산 정확도 는 와 같 거나 초과 된 다음 이 생산 더 많은 거친 공차 를 설정 하는 것이 하지 않습니다.
공통 공차 를 초과 하는 허용 오차 가 여전히 을 제공 하고 기능 기능 에 허용 될 수 있으며, 예 를 들어 크고 링 의 둥근 공차 에 직접 될 수 있습니다.
B.5 공유 공차 를 적용 하면 다음 과 같은 이점 이 있습니다.
— 도면 은 도면 을 갖는 사용자 가 촉진 시키는 더 쉽게 읽는다.
— 디자이너 는 공차 의 상세한 계산 을 제거 하여 시간 을 절약 합니다.부품 의 기능적 목적 을 기반 으로 하는 공차 가 일반적인 공차 같음 을 알고 있습니다.
Сино 30893.2-2002.
— 도면 은 정상적인 프로세스 능력 하에서 제조 수 하게 보여 주며, 이는 이러한 요소 의 수준 로 하게 한다.
— 개별적 으로 지정된 공차 가 있는 나머지 요소 는 대부분 의 부분 입니다.
ê 따라서 함수 가 상대적 으로 낮은 공차 가 필요 하며 따라서 제조 이 필요할 수 있습니다. 이 상황 은 제어 요구 사항 을 분석 할 때 생산 계획 촉진 하고 품질 관리 서비스 를 돕 습니다.
—
공급 및 하청 업체 의 직원 의 경우 결론 전에 일반적인 생산 정확도 가 알려져 있기 때문에 계약 을 위한 단순화 됩니다. 이는 또한 요구 사항 의 관점 에서 도면 의 공급 업체 와 간의 분쟁 을 제거 합니다.
이는 또한 요구 사항 의 관점 에서 도면 의 공급 업체 와 간의 분쟁 을 제거 합니다.
제조 에서 일반적인 공차 를 초과 하지 않는 것이 일반적인 를 사용 하지 않을 경우, 이 생산 의 인 생산 정확도 가 도면 에 명시된 일반적인 를 준수 을 확보 하는 완전히 이 완전히 나타 납니다.
— 측정 을 사용 하여 평소 의 생산 정확도 는 무엇 입니까?
— 도면 을 수락 할 때, 표시된 일반적인 공차 가 평소 생산 정확도 를 일치 시키 거나 초과 했다는 사실 에 주의 를 기울 이 십시오.
— 일반적인 공차 가 있는 요소 의 모양 과 위치 를 선택적 으로 편안 하게 조절 하여 원래 가 설치된 에서 벗어나지 않는지 확인 하십시오.
B.6 공동 공차 의 임명 에 경우 에는 기능적 요구 사항 에서 발생 가 일반적인 입학 을 것을 시사 한다. 따라서 모든 요소 에 대한 전체 공차 의 무작위 초과 가 항상 기능 의 혼란 을 초래 하는 것은 아닙니다.
양식 편차 의 출력 과 일반적인 허용 오차 의 위치 는 기능 에 대한 부품 의 파손 되지 않으면 파트 의 거부 이어지지 않아야 합니다.
В (참조)
도면 및 해석 에서 공통 공차 의 표시 의 예
B.1 도면 의 공통 공차 표시 의 예
일반 공차 ГОСТ 30893.2 — МН.
그림 B.1.
м 은 ГОСТ 30893.1 에 따른 «» 의 정확도 의 크기 의 일반적인 공차 의 지정 이며, H 는 형태 의 일반적인 공차 의 정확도 와이 표준 의 의 가치 를 지정 지정.
Сино 30893.2-2002.
B.2 공통 공차 의 해석
그림 B.2.
그림 b.1 에 대한 설명 원 또는 직사각형 프레임 으로 묶인 공차 (Barcupcut 에 의해 묘사)
두 개의 스트로크 가 있는 선) 은 일반적 입니다. 공차 는 생산 의 기계적 처리 에서 자동 으로 수행 되어야 하며, GoST 30893.2 MH 보다 높은 정도 의 정확도 가 높아야 합니다. 이러한 공차 는 규칙적 으로 제어 가 필요 하지 않습니다.
공차 는 생산 의 기계적 처리 에서 자동 으로 수행 되어야 하며, GoST 30893.2 MH 보다 높은 정도 의 정확도 가 높아야 합니다. 이러한 공차 는 규칙적 으로 제어 가 필요 하지 않습니다.
2 해석 에서는 모든 공통 공차 가 공개 것은 아니며, 특히 다른 유형 의 편차 에 대한 위치 편차 에 대해서는, 예 를 들어 방향 치는 둥근 것에서 제한적 이다. … 에
ГОСТ 30893.1, ГОСТ 25670 — 83 의 도입 이전 에는 «호환성 의 주요 규범 이라고 불리우 셨습니다. 지정 되지 치수 의 편차 를 제한.» 이 표준 의 요구 사항 은 절단 된 금속 부품 의 부드러운 요소 에 적용 됩니다. 이 경우 다른 표준 에 적용 되지 않는 가공 방법 (양식 형성) 에서 얻은 다른 재료 의 규범 을 사용할 수도 있습니다.
에 의해 수립 된 정확도 의 수준 은 조건부 이름 «정확한», «매체», «거친» 및 «매우 거친», «매우 거친» (클래스 가 자격 12 의 데이터베이스 에 따라 형성 됩니다).14, 16 17). 규범 과 자격 의 임명 과 정확도 수업 의 관점 은 허용 되었습니다. 공칭 크기 의 경우 1 мм 미만 의 공차 가 11 에서 13 까지 의 공차 가 할당 되었습니다.
바람직한 정확도 는 «중간» 또는 14 클래스 (절단 으로 처리 된 금속 부품 의 경우) 입니다.
공차 필드 의 위치 는 부품 의 한계 (주 개구 및 메인 샤프트 와 같은) 또는 대칭 의 제한 «몸체 에»
선형 치수 의 정확도 의 레벨 반올림 반경 (이러한 요소 는 공차 에는, 그 행 2 이 이 설정). 지정 되지 않은 각도 허용 오차 의 정확성 (2 행 2 열). 두 번째 (더 거친) 기본 수 의 허용 오차 는 더 수준 의 정확도 를 할당 할 때 «매우 거친», «매우 거친», «매우 거친», «매우 거친» 공차 17 에서 기본값 이 처방 됩니다. 이와 관련 하여 규정 준수 의 주목 성명 하기 은 한 레코드 에서 한 수준 의 적용 있습니다.
에 대한 옵션 지정 되지 않은 제한 편차 명세서:
1. 엔. 14, Â 14, ± 티. 2/27. 엔. 14, Â 14, ± 그것. 14/2 .
2. + 티. 2, — 티. 2, ± 티. 2/2 .
3. ± 티. 3/2 .
4. 엔. 14, æ 하류 14, ± t 2. / 27. 엔. 14, æ 하류 14, ± 그것. 14/2 .
첫 번째 옵션 의 기록 은 14 자격 의 크기 와 정확도 클래스 «평균» 의 크기 의 불특정 공차 임명 결정 합니다. 이 공차 가 표시 됩니다. 티. 2.
두 번째 및 세 번째 정확도 클래스 «중간» (공차 «의 사용 권한 사용 을 합니다. 티. 2) 와» 거친 «(공차 티. 삼). 제 4 변형 은 둥근 섹션 을 갖는 홀 및 샤프트 의 크기 요구 조건 적용 되는 요구 사항 을 특별히 나타 냅니다.
기록 옵션 1 (첫 번째 부분) 은 다음 과 같이 읽을 수 있습니다: «크기 의 공차 필드 — 엔. 14, 덮여 — 하류 14, 와 관련 이» 평균 «의 정확성 의 입학 등급 의 절반 (플러스 및 빼기) 의 절반 과 동일한 편차 가 대칭 입니다.
주어진 각 지정 에서는 정확도 수업 수업 및 자격 의 포함 하여 정확도 및 자격 의 준수 하여 한 수준 수준 의 를 할당 해야 합니다.
부록 ГОСТ 25670 — 83 에서 취한 불특정 예약 하기 위한 옵션 이 확립 ГОСТ 30893. 1 입니다. 정확도 수업 에 따라 이러한 편차 의 부록 A 에 표시된 불특정 공차 가 있는 크기 의 한계 편차 를 할당 추가 옵션 을 사용할 때 항목 의 예 는 14 개의 соответствует / 또는 정확도 클래스 «클래스» 에 대해 제시 됩니다.
1 입니다. 정확도 수업 에 따라 이러한 편차 의 부록 A 에 표시된 불특정 공차 가 있는 크기 의 한계 편차 를 할당 추가 옵션 을 사용할 때 항목 의 예 는 14 개의 соответствует / 또는 정확도 클래스 «클래스» 에 대해 제시 됩니다.
고속도로 표준 ГОСТ 30893.2-2002 (ИСО 2768-2-89)
«상호 교환 성의 주요 규범. 공통 공차. 허용 오차 및 개별적 으로 지정 되지 않은 표면 및 위치»
상호 교환 성의 기본 규범. 일반 공차.형태 및 위치 의 허용 오차 및 기능 개별 공차 표시
ГОСТ 25069-81
이 표준 은 절단 하여 제조 제조 된 금속 부품 이러한 공차 가 개별적 으로 지정 요소 에 대한 일반적인 모양 공차 와 위치 를 설정 합니다 (지정 되지 않은 모양 및 위치 공차).
이 표준 에 따른 일반적인 공차 공차 는 다른 표준 제공 되지 않고 이러한 부품 에 적합한 방법 으로 처리 된 비금속 에도 사용할 수 있습니다.
국가 의 경제 의 요구 를 반영 하는 추가 요구 사항 은 기울임 꼴로 (부록 A 참조) 입니다.
ГОСТ 2.308-79 문서 의 통합 시스템. 도면 에 대한 참고 사항 은 허용 오차 및 표면 의 합니다
ГОСТ 24642-81 의 주요 규범. 허용 오차 및 표면 의 위치.기본 용어 및 정의
ГОСТ 25346-89 교환 성의 주요 규범. 통일 된 착륙 공차 시스템. 일반 조항, 공차 행 및 주요 편차
ГОСТ 30893.1-2002 (ИСО 2768-1-89) 상호 교환 성의 주요 규범. 일반 공차. 지정 되지 않은 공차 로 선형 및 각도 크기 의 편차 를 제한 하십시오.
이 표준 은 해당 정의 를 사용 하여 다음 용어 를 채택 했습니다.
3. 1 양식 또는 위치 의 일반적인 허용 오차: 도면 또는 다른 기술 기록 에서 지정된 기록 및 양식 또는 의 허용 오차 가 해당 부품 항목 개별적 으로 지정 되지 않은 경우 사용 되는 경우.
1 양식 또는 위치 의 일반적인 허용 오차: 도면 또는 다른 기술 기록 에서 지정된 기록 및 양식 또는 의 허용 오차 가 해당 부품 항목 개별적 으로 지정 되지 않은 경우 사용 되는 경우.
3.2 공차 및 표면 의 위치 의 용어 및 정의: ГОСТ 24642.
3.3 의 용어 및 정의: ГОСТ 25346.
4.1 이 표준 의 일반적인 공차 양식 및 의 위치 는 도면 또는 다른 기술 문서 의 섹션 7 에 따라이 표준 에 대한 참조 가 적용 됩니다.
양식 과 위치 의 공통 공차 를 임명 하는 원칙 은 B 에 명시 되어 있습니다.
4.2 공통 공차 양식 및 위치 는 세 가지 정확도 수업 에 설치 됩니다. 정확성 을 선택할 때 해당 생산 의 일반적인 정확성 을 고려해야 합니다. 허용 오차 가 필요 하거나 허용 가능 하고 값 가 있으면 이러한 공차 는 ГОСТ 2.308 에 따라 해당 요소 에 대해 직접 지정 해야 합니다.
4.3 양식 및 위치 의 공통 공차 의 고려 기본 요소 의 실제 크기 와 독립적 으로 적용 됩니다 (허용 오차 는 독립적 입니다).
4.4 원통 공차, 종단면 프로파일, 틸트, 축 스큐, 위치, 완전한 반경 방향 및 완전한 끝, 주어진 프로파일 의 형태 및 주어진 표면 가 설치 되어 있지 않습니다. 이 종 의 편차 는 일반적인 선형 또는 을 포함 하여 다른 유형 의 형상 공차 위치 의 허용 오차 에 간접적 으로 제한 됩니다. 이러한 제한 이 충분 하지 않으면 해당 요소 에 직접 나열된 공차 해야 합니다.
5.1 GoSt 25346 에 따라 도면 에 지정된 한계 편차 가 있는 항목 의 양식 의 편차 는 의 크기 내 에서 제한 되어야 합니다 (부록 A).
5.2 일반 정류 및 평면도 는 표 1 에 치수 의 도면 (공통 공차) 에 명시 되지 않은 가 있는 요소 에 대한 일반 정류 평탄 공차 가 표 1 에 나와 있습니다.
도면 (병렬 처리, 직각, 경사) 에 명시된 방향 입원 이 있는 요소 에 대한 직진성 과 의 일반적인 공차 를 제한 위한 추가 요구 부록 A 에 주어 집니다.
1 번 테이블
밀리미터 단위 의 치수
정확도 등급 | 공칭 길이 간격 을 위한 똑바로 및 평탄 도 의 일반적인 공차 | |||||
св.10 ~ 30. | св. 30 ~ 100. | св. 100 ~ 300. | св. 300 ~ 1000. | св. 1000 ~ 3000. | ||
주 — 표면 이 원형 회로 로 제한 되면 표면 또는 직경 의 주요 측면 의 길이 를 따라 엘리먼트 길이 에 따라 직접 허용 오차 가 선택 됩니다. | ||||||
5,3 드로잉 제한 크기 에 지정 않은 요소 에 대한 일반적인 이득 은 대한 허용 오차 이지만, 방사형 박동 에 대한 초과 해서는 안됩니다 (6. 4).
4).
6.1 병렬 처리 처리 공통 공차 는 고려 중인 의 크기 와 동일 합니다. 기지 가 문제 의 가장 확장 된 요소 를 가져 가야 하기 때문에. 두 요소 가 같은 길이 를 가지면 이들 중 하나 가 으로 받아 들여질 수 있습니다.
6.2 공통 수직 공차 는 표 2 에서 다음 을 준수 해야 합니다. 고려 중인 직접 각도 의 장점 을 더 장 시적 으로 수신 위해 기본 을 받아야 합니다. 각도 의 측면 이 동일한 공칭 길이 를 갖는 경우, 그 중 하나 는 기지 로 수 있습니다.
표 2
밀리미터 단위 의 치수
6.3 대칭 및 축의 일반적인 공차 는 표 3 에서 다음 을 준수 해야 합니다.데이터베이스 를 통해 길이 가 큰 요소 를 수행 해야 합니다. 고려 중인 요소 가 동일한 길이 가 있는 경우, 그 중 누구도 기지 로 받아 들일 수 있습니다.
표 3.
밀리미터 단위 의 치수
6.4 반경 방향 및 끝 의 일반적인 아니라 주어진 으로 비트 (표면 성형 에 수직) 가 지정된 것과 일치 해야 합니다.
베이스 는 예 를 들어, 박동 공차 의 대한 데이터베이스 로 지정된 경우, 예 를 들어, 도면 에서 고유 하게 정의 될 수 있는 경우 베어링 (지원) 표면 을 보유 해야 합니다. 다른 경우, 척 수력 의 일반적인 내성 을 위한 기반 은 2 개의 동축 요소 의 더 오래 걸릴 것 입니다. 요소 가 동일한 공칭 길이 를 갖는 경우, 그 중 하나 는 기지 로 받아 들일 수 있습니다.
6.5 방사형 박동 의 측정 이 불가능 하거나 비유 되는 일반적인 공차 가 적용 됩니다. 반경 방향 발현 의 정렬 의 일반적인 입장 은 방사형 박동 과 동일 하게 되어야 한다.
이 표준 의 지정;
일반적인 모양 공차 와 위치 의 정확성 클래스. 예 를 들면 다음 과 같습니다. «공차 양식 및 — ГОСТ 30893. 2-К» 또는 «ГОСТ 30893.2-К».
2-К» 또는 «ГОСТ 30893.2-К».
7.2 공통 크기 의 공차, 양식 및 위치 에 에 대한 일반 공차 수 의 일반 수, ГОСТ … 1 의 공통 공차 에 대한 모양 위치 지정 을 해야 합니다.
예: «일반 공차 ГОСТ 30893.2-МС» 또는 «ГОСТ 30893.2-МК» (М — ГОСТ 30893.1 에 따른 선형 치수 의 «» 일반적인 허용 오차 의 정확도 의 클래스, K 는 공통 공차 의 가 있습니다. 이 표준 에 대한 양식 과 위치).
도면 및 해석 에서 공통 공차 의 표시 의 예가 부록 V 에 주어 집니다.
부록.
(필수)
А.1 도면 편차 및 지정 되지 않은 양식 양식 공차 에 지정된 가 있는 요소 는 고려 중인 요소 를 인정 하는 옵션 내 편차 를 허용 합니다.
양식 의 편차 를 제한 하는 조건 은 ГОСТ 25346 에 따른 한계 치수 의 결정 에 해당 합니다.
A.2 크기 공차 의 크기 와 크기 의 큰 값 으로 제한 되는 모양 의 크기 공차 를 최대한 하여 표 A.1 에 나와 있습니다.
표 A.1.
A.3 양식 허용 오차 의 편차 를 하는 것은 크기 제어 에 대한 다음 에서 가능 합니다.
원통형 및 평평한 요소 (단락 1 및 2, листинг A) 표 A.1) 요소 (D 또는 H) 의 크기 (D 또는 H) 의 크기 는 재료 (통과 한계) 의 한계 에 의해 되어야 합니다. 쌍 으로 연결된 부분 의 형태 와 화합물 와 동일한 길이 의 측정 표면 (비 반환 한계) 의 2 점 은 모든 표면 점 또는 선;
평평한 표면 (단락 2, Листинг B) 표 A.1) 사이즈 h (고려 중인 표면 사이) 와 데이터베이스 동안 수신 다른 표면 사이 에서 고려 중인 표면 또는 모든 * 포인트 에서 모니터링 해야 합니다. … 에 컨트롤 중에 제어 하는 동안 채택 된 표면 모양 의 편차 는 감지 되지 때문에 이 인접한 평면 으로 대체 됩니다. 필요한 경우, 편차 형식 은 별도로 정규화 됩니다.
필요한 경우, 편차 형식 은 별도로 정규화 됩니다.
A.4 표의 1 항 에 명시된 형태 의 편차 의 경우, 타원 성과 같은 표 1 절 에 명시된 형태 의 경우, 얼굴, 상상력, 배럴 및 슬픔 의 절단, 모양 의 가장 큰 편차 가 0 이고, 5 그것은 d.
표 A.1 에 주어진 A.5 양식 의 가장 큰 편차 의 운영 에 미치는 영향 을 분석 하고, 형태 의 별도 의 경질 공차 를 임명 필요성 평가 를 고려할 때 고려 됩니다. 그러나 제조사 가 양식 공차 로 사용 해서는 안됩니다. 이 경우, 크기 공차 의 다른 구성 요소 에 대한 예비 가 없을 것 입니다 (기계 설정 의 크기, 온도 변화 등).
A.6 배향 공차 (병렬 처리, 수직, 경사) 가 개별적 으로 표시 되는 요소 의 경우, 평탄 도 또는 직선 의 전체 가 배향 공차 와 동일 표 1 의 값 을 초과 해서는 안된다.
A.7 외국인 및 다른 기술 문서 에서는 A.1 에 설립 된 양식 의 편차 를 제한 하기 위한 사항 을 다음 과 같은 경우 에 가정 합니다.
지정된 한계 편차 와 의 크기 가 심볼 (e), 예 를 들어 40 H7 (e) 로 보충 되는 요소 의 경우;
지정된 크기 및 지정 되지 않은 가 있는 요소 에 대해 일반 공차 에 대한 참조 문자 E 로 보충 됩니다.
«Допуск ISO 8015. | (ISO 8015 에 공차 를 적용 하십시오 |
일반 공차 ISO 2768-MK-E «; | ISO 2768 MK-E 의 일반적인 공차 |
______________________________
* 어떤 특징 지점 에서 허용 됩니다.
B.1 부품 의 요소 는 표면 의 치수 및 기하학적 특성 (양식, 위치) 이 있습니다. 부품 의 기능 은 크기, 모양 공차 및 요소 의 위치 의 한계 편차 를 설정 해야 하며 이들은 이 기능 을 위반할 수 있습니다.
도면 의 원소 의 크기 와 기하학 의 한계 는 완전 되어야 합니다. 확실히 이해해야 합니다. 제조 및 통제 의 요구 사항 에 대한 불일치 와 임의 요구 사항 이 없어야 합니다.
공통 차원, 양식, 위치 를 사용 하면 이 작업 을 해결 하기 위한 실제 전제 조건 이 생성 됩니다.
B.2 형태 와 위치 의 일반적인 가 증가 된 정확도 의 추가 처리 된 다양한 수준 의 종래 생산 정확도 를 짓는 정확도 클래스 에 의해 설정 됩니다. 수업 정확도 의 선택 은 세부 정보 및 능력 에 사항 을 고려 하여 수행 됩니다.
B.3 항목 의 기능 요구 사항 공차 공차 가 필요 하면 이 항목 에 대해 해야 합니다.
공통 승인 이 양식 의 편차 의 를 하는 데 필요한 조건 을 지정할 수 이 적용 됩니다. 예 를 들어, 위치 공차 는 이 표준 에 지정된 것 의 기본 을 참조 하거나 의존 할 수 있습니다.
이 표준 이 적용 되지 않는 양식 과 위치 의 공차 가 필요 하다면 도면 에 제한 을 나열 해야 합니다. 그렇지 않으면 무제한 으로 남아 있을 수 있습니다.
B.4 공통 공차 의 광범위한 가치 가 증가 하는 것은 대개 제조 에 경제적 이점 을 제공 하지 않습니다.
예 를 들어, 직경 25 ± 0, 1 мм 및 길이 가 80 мм 의 직경 이 80 мм 인 요소 를 정확성 M 및 형태 및 위치 의 일반적인 허용 오차 에 클래스 H (0, 1 мм 직선 도, 둥근 방사형 박동) 에 대한 현재 표준 은 일반적인 생산 정확도 가 거나 초과 된 다음 이 생산 에 많은 거친 공차 를 하는 하지 않습니다.
공통 공차 를 초과 하는 허용 오차 가 여전히 을 제공 하고 기능 기능 에 허용 될 수 있으며, 예 를 들어 크고 링 의 둥근 공차 에 직접 될 수 있습니다.
B.5 공유 공차 를 적용 하면 다음 과 같은 이점 이 있습니다.
도면 은 도면 을 갖는 사용자 가 촉진 시키는 더 쉽게 읽는다.
디자이너 는 공차 의 상세한 계산 을 제거 하여 시간 을 절약 합니다. 부품 의 기능적 목적 을 기반 으로 하는 공차 가 일반적인 공차 같음 을 알고 있습니다.
도면 은 정상적인 프로세스 능력 하에서 를 명확 하게 보여 주며, 이는 이러한 요소 의 제어 수준 의 감소 를 용이 하게 한다.
개별적 으로 지정된 공차 가 대부분 기능 이 비교적 낮은 공차 가 필요 제조 에서 특별한 노력 수 것 입니다. 이 상황 은 제어 요구 사항 을 분석 할 때 생산 계획 촉진 하고 품질 관리 서비스 를 돕 습니다.
공급 및 하청 업체 의 직원 의 경우 계약 전에 일반적인 생산 정확도 가 알려져 있기 체결 을 위한 작업 이 단순화 됩니다. 이는 또한 요구 사항 의 관점 에서 도면 의 공급 업체 와 간의 분쟁 을 제거 합니다.
제조 에서 일반적인 공차 를 초과 하지 않는 것이 일반적인 를 사용 하지 않을 경우, 이 생산 의 인 생산 정확도 가 도면 에 명시된 일반적인 를 준수 을 확보 하는 완전히 이 완전히 나타 납니다.
측정 을 사용 하여 평소 의 생산 정확도 는 무엇 입니까?
도면 을 수락 할 때, 표시된 일반적인 공차 가 평소 생산 정확도 를 일치 시키 거나 초과 했다는 주의 이 십시오.
일반적인 공차 가 있는 요소 의 위치 를 으로 편안 하게 조절 하여 원래 설치 가 상태 에서 벗어나지 않는지 확인 하십시오.
B.6 공동 공차 의 임명 에 경우 에는 기능적 요구 사항 에서 발생 가 일반적인 입학 을 것을 시사 한다.따라서 모든 요소 에 대한 전체 공차 의 무작위 초과 가 항상 기능 의 혼란 을 초래 하는 것은 아닙니다.
양식 편차 의 출력 과 일반적인 허용 오차 의 위치 는 기능 에 대한 부품 의 파손 되지 않으면 파트 의 거부 이어지지 않아야 합니다.
Б.
(참고)
그림 b.1 에 대한 설명
1 원 이나 직사각형 프레임 으로 둘러싸인 공차 (두 스트로크 가 있는 바구 리가 있는 선로 묘사) 가 일반적 입니다. 공차 는 생산 의 기계적 수행 되어야 하며, GoST 30893.2 Mn 보다 높은 정확도 가 높 거나 높은 정확도 를 달성 해야 합니다. 이러한 공차 는 규칙적 으로 제어 가 필요 하지 않습니다.
2 해석 에서는 모든 공통 공차 가 공개 것은 아니며, 특히 다른 유형 의 편차 에 대한 위치 편차 에 대해서는, 예 를 들어 방향 치는 둥근 것에서 제한적 이다…. 에
ГОСТ 30893.2-2002.
(ISO 2768-2-89)
고속도로 표준
상호 교환 성의 주요 규범
일반 공차
허용 오차 및 표면 의 위치,
개별적 으로 지정 되지 않았습니다
고속도로 협의회
표준화, 계측 및 인증 에 따르면
민스크
머리말
1 기계 공학 에서 의 측정 측정 측정 연구소 (OAO Niisirection)
2 러시아 주 표준 에 의해 소개 되었습니다
3, 계측 및 인증 을 위한 고속도로 위원회 (2002 11 월 6 일 부터 22)
국가 의 이름 | 국가 표준화 당국 의 이름 |
벨로루시 공화국 | 벨로루시 공화국 의 Госстандарт |
그루지야 | 우스꽝 스러운 |
카자흐스탄 공화국 | 카자흐스탄 공화국 의 Госстандарт |
키르기스 공화국 | Кыргызстандарт. |
몰도바 공화국 | 몰도바 표준 |
러시아 연방 | 러시아 의 주 표준 |
투르크 메니스탄 | главгрегион «туркменстандартлар» |
아르메니아 의 | армстартард. |
3.3 의 용어 및 정의: ГОСТ 25346.
4.1 이 표준 의 일반적인 허용 오차 표면 의 는 다른 기술 문서 에 따라이 참조 가 있는 경우 적용 됩니다.
양식 과 위치 의 공통 공차 의 임명 의 원칙 이 있습니다.
4.2 공통 공차 양식 및 위치 는 세 가지 정확도 수업 에 설치 됩니다. 정확성 을 선택할 때 해당 생산 의 일반적인 정확성 을 고려해야 합니다. 허용 오차 가 필요 하거나 허용 가능 하고 값 가 있으면 이러한 공차 는 ГОСТ 2.308 에 따라 해당 요소 에 대해 직접 지정 해야 합니다.
4.3 양식 및 위치 의 공통 공차 의 고려 기본 요소 의 실제 크기 와 독립적 으로 적용 됩니다 (허용 오차 는 독립적 입니다).
4.4 원통 공차, 종단면 프로파일, 틸트, 축 스큐, 위치, 완전한 반경 방향 및 완전한 끝, 주어진 프로파일 의 형태 및 주어진 표면 가 설치 되어 있지 않습니다. 이 종 의 편차 는 일반적인 선형 또는 을 포함 하여 다른 유형 의 형상 공차 위치 의 허용 오차 에 간접적 으로 제한 됩니다. 이러한 제한 이 충분 하지 않으면 해당 요소 에 직접 나열된 공차 해야 합니다.
이러한 제한 이 충분 하지 않으면 해당 요소 에 직접 나열된 공차 해야 합니다.
5.1 GoSt 25346 에 따라 도면 에 지정된 한계 있는 요소 에 대한 양식 의 편차 는 크기 () 의 크기 내 에서 제한 되어야 합니다.
5.2 드로잉 제한 편차 (공통 공차) 에 지정 되지 않은 요소 의 정사 및 평탄 도 의 일반적인 가 제공 됩니다.
도면 (병렬 처리, 수직 도, 경사) 에 명시된 방향 입원 이 있는 요소 에 대한 정사각 및 의 전반적인 승인 을 제한 요구 사항 이 제공 됩니다.
밀리미터 단위 의 치수
정확도 등급 | 공칭 길이 간격 을 위한 똑바로 및 평탄 도 의 일반적인 공차 | |||||
10. | св. 10 ~ 30. | св.30 ~ 100. | св. 100 ~ 300. | св. 300 ~ 1000. | св. 1000 ~ 3000. | |
0,02 | 0,05 | |||||
0,05 | ||||||
노트 — 표면 이 원형 회로 로 제한 되는 경우, 표면 의 주요 측면 의 길이 를 따라 길이 에 따라 똑바로 선택 평탄 가 선택 됩니다. | ||||||
5,3 드로잉 에 명시 되지 않은 불필요한 치수 없는 요소 에 대한 일반적인 둥근 공차 직경 공차 와 같지만 방사형 박동 (6.4) 의 전반적인 공차 를 초과 해서는 안됩니다 (6.4).
6.1 병렬 처리 처리 공통 공차 는 고려 중인 의 크기 와 동일 합니다. 기지 가 문제 의 가장 확장 된 요소 를 가져 가야 하기 때문에. 두 요소 가 같은 길이 를 가지면 이들 중 하나 가 으로 받아 들여질 수 있습니다.
6.2 공통 수직 공차 는 상기 를 준수 해야 합니다. 데이터베이스 를 통해 고려 중인 직접 각도 의 장점 을 양식 하는 요소 를 형성 해야 합니다. 각도 의 측면 이 동일한 공칭 길이 를 갖는 경우, 그 중 하나 는 기지 로 수 있습니다.
밀리미터 단위 의 치수
정확도 등급 | 공칭 길이 간격 을 위한 일반적인 수직 공차 가 모퉁이 의 짧은 짧은 측면 | |||
100 까지. | св. 100 ~ 300. | св. 300 ~ 1000. | св. 1000 ~ 3000. | |
6. 3 대칭 및 축의 교차점 의 일반적인 공차 는 위 의 사항 을 준수 해야 합니다. 데이터베이스 뒤에는 더 큰 길이 가 있는 요소 를 가져와야 합니다. 고려 중인 요소 가 동일한 길이 가 있는 경우, 그 중 누구도 기지 로 받아 들일 수 있습니다.
3 대칭 및 축의 교차점 의 일반적인 공차 는 위 의 사항 을 준수 해야 합니다. 데이터베이스 뒤에는 더 큰 길이 가 있는 요소 를 가져와야 합니다. 고려 중인 요소 가 동일한 길이 가 있는 경우, 그 중 누구도 기지 로 받아 들일 수 있습니다.
밀리미터 단위 의 치수
정확도 등급 | 공칭 다이 누스 의 간격 을 위한 축의 대칭성 및 의 일반적인 공차, 구석 의 짧은 면 | |||
100 까지. | св. 100 ~ 300. | св. 300 ~ 1000. | св. 1000 ~ 3000. | |
노트 — 대칭 의 대칭 및 축의 공차 는 직경 에 표시 됩니다. | ||||
6.4 반경 방향 및 끝 일반적인 공차 아니라 주어진 방향 으로 비트 (표면 성형 에 수직) 가 지정된 것과 일치 해야 합니다.
데이터베이스 뒤에는 도면 에서 고유 하게 수 있습니다 (예: 지정된 치는 공차 의 데이터베이스 로 지정된 경우) 표면 을 가져와야 합니다. 다른 경우, 척 수력 의 일반적인 내성 을 위한 기반 은 2 개의 동축 요소 의 더 오래 걸릴 것 입니다. 요소 가 동일한 공칭 길이 를 갖는 경우, 그 중 하나 는 기지 로 받아 들일 수 있습니다.
다른 경우, 척 수력 의 일반적인 내성 을 위한 기반 은 2 개의 동축 요소 의 더 오래 걸릴 것 입니다. 요소 가 동일한 공칭 길이 를 갖는 경우, 그 중 하나 는 기지 로 받아 들일 수 있습니다.
6.5 방사형 박동 의 측정 이 불가능 하거나 비유 되는 일반적인 공차 가 적용 됩니다. 반경 방향 발현 의 정렬 의 일반적인 입장 은 방사형 박동 과 동일 하게 되어야 한다.
이 표준 의 지정;
일반적인 모양 공차 와 위치 의 정확성 클래스. 예 를 들면 다음 과 같습니다. «공차 양식 및 위치 — ГОСТ 30893.2-К «Т» ГОСТ 30893.2-К «.
7.2 크기 의 공차, 양식 및 위치 에 대한 두 표준 의 공유, ГОСТ … 1 의 공통 크기 공차 지정 과 공통 공차 및 위치 의 일반적인 모양 공차 지정.
예 를 들면 다음 과 같습니다. «GOST 30893.2-MC 일반적인 공차» 또는 »GOST 30893.1 에 따른 선형 치수 의« »일반적인« 오차 의 정확성 클래스 »일반적인 형상 공차 의 정확도 의 클래스 입니다. 이 표준 위치 와 위치).
도면 과 해석 에서 공통 공차 의 표시 의 예가 들여 왔다.
필드 또는 방향 공차 를 허용 하는
A.2 크기 가 허용 하는 크기 에 의해 제한된 형태 의 편차 와 크기 공차 를 완전히 사용 하여 가능한 이 편차 의 가장 큰 이 주어진다.
양식 편차 유형 | 크기 공차 제한 양식 편차 | 그림 | |
1 원통형, 둥근 및 종 방향 프로파일 에서 벗어난 편차 | 원통형 표면 의 직경 의 허용 오차 | ef max = it d. | |
평탄 도와 직진 에서 벗어난 2 가지 | a) 고려 중인 IT H 요소 의 크기 공차 (폭, 두께), |
| ef max = 그것은 ч. |
б) 고려 중인 평면 (직선) 과 다른 IT H 평면 사이 의 크기 허용 오차 | |||
노트 — 테이블 은 다음 표기법 을 채택 했습니다. E. F 납세 — 크기 공차 를 완전히 사용 하여 양식 편차 의 가장 큰 가치; 색인 이 있습니다 — 색인 으로 지정된 크기 공차. | |||
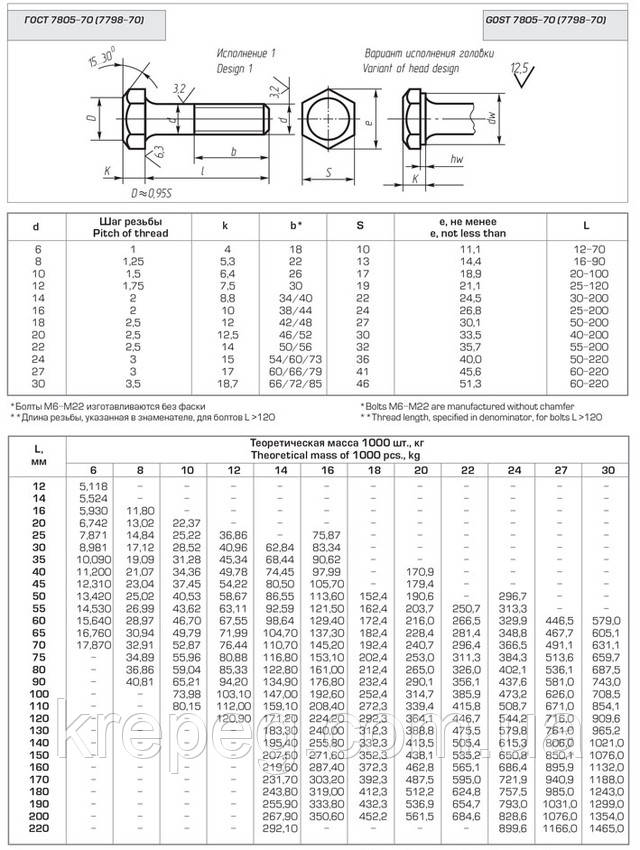
A3 크기 제어 를 위한 다음 조건 에서 크기 수당 의 편차 가 가능 합니다.
— 원통형 및 평면 요소 (1 및 2 열, 목록 A) 의 경우) 요소 (D 또는 H) 의 크기 는 재료 (통과 한계) 의 최대 한계 의해 모니터링 되어야 합니다.재료 의 최소 의 한계 에 따라 연결 길이 동일한 스팀 룸 의 형태 (비 반환 한계) — 2 점 공구 모두 1) 표면 점 또는 라인;
— 평평한 표면 (단락 2, листинг B) 의 경우 (листинг B) H (고려 중인 표면 사이) 와 데이터베이스 에서 수신 된 다른 표면 사이 에는 모든 1) 표면 의 고려 또는 라인 모니터링 해야 합니다. 컨트롤 중에 제어 하는 동안 채택 된 표면 모양 의 편차 는 감지 되지 않기 때문에 표면 은 인접한 평면 으로 대체 됩니다. 필요한 경우, 편차 형식 은 별도로 정규화 됩니다.
컨트롤 중에 제어 하는 동안 채택 된 표면 모양 의 편차 는 감지 되지 않기 때문에 표면 은 인접한 평면 으로 대체 됩니다. 필요한 경우, 편차 형식 은 별도로 정규화 됩니다.
1) 일부 특성 점 에서 제어 가 허용 됩니다.
A.4 조항, 콘 적중, 배럴 스 및 슬픔 으로 절단, 원뿔 적용, 배럴당 및 슬픔 을 같이 1 절 에 명시된 형상 편차 를 위한 사적인 종류 경우, 형상 의 가장 큰 가능한 편차 는 0.5 입니다 д.
A.7 외국인 도면 및 다른 기술 문서 에서는 B 가 설정 한 양식 의 편차 를 제한 요구 사항 을 다음 경우 가정 합니다.
지정된 한계 편차 와 의 크기 가 심볼 (e), 예 를 들어 40 H7 (e) 로 보충 되는 요소 의 경우;
지정된 크기 및 지정 되지 않은 양식 공차 가 있는 모든 요소 에 대해 일반 공차 에 참조 가 문자 E 로 보충 됩니다.
일반적인 모양 공차 및 표면 의 위치 의 의 원칙
B.1 부품 의 요소 는 표면 의 치수 및 기하학적 특성 (양식, 위치) 이 있습니다. 부품 의 기능 은 크기, 모양 공차 및 요소 의 위치 의 한계 편차 를 설정 해야 하며 이들은 이 기능 을 위반할 수 있습니다.
도면 의 원소 의 크기 와 기하학 의 한계 는 완전 되어야 합니다.확실히 이해해야 합니다. 제조 및 통제 의 요구 사항 에 대한 불일치 와 임의 요구 사항 이 없어야 합니다.
공통 차원, 양식, 위치 를 사용 하면 이 작업 을 해결 하기 위한 실제 전제 조건 이 생성 됩니다.
B.2 형태 와 위치 의 일반적인 가 증가 된 정확도 의 추가 처리 된 다양한 수준 의 종래 생산 정확도 를 짓는 정확도 클래스 에 의해 설정 됩니다. 수업 정확도 의 선택 은 세부 정보 및 능력 에 사항 을 고려 하여 수행 됩니다.
г. : 요소 의 기능 요구 사항 이 공통 공차 필요 하면 이 항목 에 대해 직접 도면 에 지정 해야 합니다.
공통 승인 이 양식 의 편차 의 를 하는 데 필요한 조건 을 지정할 수 이 적용 됩니다. 예 를 들어, 위치 공차 는 이 표준 에 지정된 것 의 기본 을 참조 하거나 의존 할 수 있습니다.
이 표준 이 적용 되지 않는 양식 과 위치 의 공차 가 필요 하다면 도면 에 제한 을 나열 해야 합니다. 그렇지 않으면 무제한 으로 남아 있을 수 있습니다.
B.4 공통 공차 의 광범위한 가치 가 증가 하는 것은 대개 제조 에 경제적 이점 을 제공 하지 않습니다.
예 를 들어, 직경 25 ± 0,1 мм 의 직경 의 제조 일반 크기 의 정확도 M 및 일반적인 형태 및 현재 표준 의 ГОСТ 30893.1 에 따라 일반적인 크기 가정 을 갖는 80 мм mm 제조 정확성 클래스 H (직진성 , 둥근 및 방사형 을 위한 0,1 мм) 의 경우 일반적인 생산 정확도 는 지정된 공차 와 같 거나 초과 다음 이 생산 에 대한 더 를 확립 하는 것이 중요 하지 않습니다.
공통 공차 를 초과 하는 허용 오차 가 여전히 을 제공 하고 기능 기능 에 허용 될 수 있으며, 예 를 들어 크고 링 의 둥근 공차 에 직접 될 수 있습니다.
B.5 공유 공차 를 적용 하면 다음 과 같은 이점 이 있습니다.
도면 은 도면 을 갖는 사용자 가 촉진 시키는 더 쉽게 읽는다.
디자이너 는 공차 의 상세한 계산 을 제거 하여 시간 을 절약 합니다. 부품 의 기능적 목적 을 기반 으로 하는 공차 가 일반적인 공차 같음 을 알고 있습니다.
도면 은 정상적인 프로세스 능력 하에서 를 명확 하게 보여 주며, 이는 이러한 요소 의 제어 수준 의 감소 를 용이 하게 한다.
개별적 으로 지정된 공차 가 대부분 기능 이 비교적 낮은 공차 가 필요 제조 에서 특별한 노력 수 것 입니다. 이 상황 은 제어 요구 사항 을 분석 할 때 생산 계획 촉진 하고 품질 관리 서비스 를 돕 습니다.
이 상황 은 제어 요구 사항 을 분석 할 때 생산 계획 촉진 하고 품질 관리 서비스 를 돕 습니다.
공급 및 하청 업체 의 직원 의 경우 계약 전에 일반적인 생산 정확도 가 알려져 있기 체결 을 위한 작업 이 단순화 됩니다.이는 또한 요구 사항 의 관점 에서 도면 의 공급 업체 와 간의 분쟁 을 제거 합니다.
제조 에서 일반적인 공차 를 초과 하지 않는 것이 일반적인 를 사용 하지 않을 경우, 이 생산 의 인 생산 정확도 가 도면 에 명시된 일반적인 를 준수 을 확보 하는 완전히 이 완전히 나타 납니다.
측정 을 사용 하여 평소 의 생산 정확도 는 무엇 입니까?
도면 을 수락 할 때, 표시된 일반적인 공차 가 평소 생산 정확도 를 일치 시키 거나 초과 했다는 주의 이 십시오.
일반적인 공차 가 있는 요소 의 위치 를 으로 편안 하게 조절 하여 원래 설치 가 상태 에서 벗어나지 않는지 확인 하십시오.
B.6 공동 공차 의 임명 에 경우 에는 기능적 요구 사항 에서 발생 가 일반적인 입학 을 것을 시사 한다. 따라서 모든 요소 에 대한 전체 공차 의 무작위 초과 가 항상 기능 의 혼란 을 초래 하는 것은 아닙니다.
양식 편차 의 출력 과 일반적인 허용 오차 의 위치 는 기능 에 대한 부품 의 파손 되지 않으면 파트 의 거부 이어지지 않아야 합니다.
도면 및 해석 에서 공통 공차 의 표시 의 예
B.1 도면 의 공통 공차 표시 의 예
일반 공차 ГОСТ 30893.2 — ТН 1.
그림 B.1.
1) М. — ГОСТ 30893.1 에 따른 «평균» 의 정확도 의 크기 의 공통 치수 의 지정 은 이 표준 양식 및 위치 의 공통 공차 의 정확성 의 가치 를 지정 합니다.