Гост 4045 57: ГОСТ 4045-75 Тиски слесарные с ручным приводом. Технические условия (с Изменениями N 1, 2, 3), ГОСТ от 25 июня 1975 года №4045-75
Гост 4045-57 — keytoe.ru
Скачать гост 4045-57 rtf
При закрытых тисках зазор между рабочими поверхностями сменных планок на всей длине не должен превышать, мм:. При закрытых тисках относительное смещение верхних и боковых граней сменных планок соответственно не должно быть более, мм: 0,3 и 0,5 -. Угол поворота рукоятки не должен превышать значения, указанного в п. Допускается изготовлять детали тисков, перечисленных в п. Проверка твердости деталей тисков — по ГОСТ При закрытых тисках относительное смещение верхних и боковых граней сменных планок соответственно не должно быть более, мм: 0,3 и 0,5 — у тисков с шириной губок от 63 до ; 0,4 и 0,8 » » » » до ; 0,5 и 1,0 » » » » » При раскрытых тисках допуск параллельности рабочих поверхностей сменных плоских планок на всей их длине, мм: 0,4 — у тисков с шириной губок от 63 до ; 0,5 » » » » » ; 0,6 » » » » » Сменные планки.
На тисках должны быть четко нанесены: товарный знак или наименование предприятия-изготовителя; обозначение тисков по согласованию с потребителем ; цена для розничной продажи.
Технические требования. Стальные сменные плоские планки губок тисков должны иметь насечку на рабочей поверхности. Год моего рождения! Пересекались с ним вчера потрындеть и тут он говорит: «открывай багажник, у меня для тебя подарок есть!
Дата введения 1 января г. Длина хода подвижной губки l, не более.
Перед испытаниями и после них тиски должны быть проверены на соответствие пп. PathWraith Это тип 3 может быть как со смещением губок, так и без — обязательна только возможность зажимать цилиндрические заготовки. Покрытия лакокрасочные. Настоящий стандарт распространяется на слесарные тиски с ручным приводом с шириной губок от 63 до мм, изготовляемые для нужд народного хозяйства и для экспорта.
Мобильное приложение. Затем на лимбе фиксируется положение рукоятки, соответствующее моменту освобождения образца из губок тисков.
Тиски — Тиски слесарные ГОСТ 4045-75
Тиски стальные 63 мм поворотные без ускоренного холостого хода 7827-0251
Тиски стальные 63 мм поворотные с ускоренным холостым ходом 7827-0285
Тиски стальные 63 мм неповоротные без ускоренного холостого хода 7827-0319
Тиски стальные 63 мм неповоротные с ускоренным холостым ходом 7827-0355
Тиски стальные 80 мм поворотные без ускоренного холостого хода 7827-0253
Тиски стальные 80 мм поворотные с ускоренным холостым ходом 7827-0287
Тиски стальные 80 мм неповоротные без ускоренного холостого хода 7827-0323
Тиски стальные 80 мм неповоротные с ускоренным холостым ходом 7827-0357
Тиски чугунные 63 мм поворотные без ускоренного холостого хода 7827-0252
Тиски чугунные 63 мм неповоротные без ускоренного холостого хода 7827-0322
Тиски чугунные 63 мм неповоротные с ускоренным холостым ходом 7827-0356
Тиски чугунные 80 мм поворотные без ускоренного холостого хода 7827-0254
Тиски чугунные 80 мм поворотные с ускоренным холостым ходом 7827-0288
Тиски чугунные 80 мм неповоротные без ускоренного холостого хода 7827-0324
Тиски чугунные 80 мм неповоротные с ускоренным холостым ходом 7827-0358
Тиски стальные 80 мм поворотные без ускоренного холостого хода с дополнительными губками для труб 7827-0277
Тиски стальные 80 мм поворотные с ускоренным холостым ходом с дополнительными губками для труб 7827-0313
Тиски чугунные 80 мм поворотные без ускоренного холостого хода с дополнительными губками для труб 7827-0278
Тиски чугунные 80 мм поворотные с ускоренным холостым ходом с дополнительными губками для труб 7827-0314
Тиски чугунные 80 мм неповоротные без ускоренного холостого хода с дополнительными губками для труб 7827-0348
Тиски стальные 100 мм поворотные без ускоренного холостого хода 7827-0255
Тиски стальные 100 мм поворотные с ускоренным холостым ходом 7827-0289
Тиски стальные 100 мм неповоротные без ускоренного холостого хода 7827-0325
Тиски чугунные 100 мм поворотные без ускоренного холостого хода 7827-0256
Тиски чугунные 100 мм поворотные с ускоренным холостым ходом 7827-0292
Тиски чугунные 100 мм неповоротные без ускоренного холостого хода 7827-0326
Тиски чугунные 100 мм неповоротные с ускоренным холостым ходом 7827-0362
Тиски стальные 100 мм поворотные без ускоренного холостого хода с поворотной губкой для фасонных деталей 7827-0269
Тиски стальные 100 мм поворотные с ускоренным холостым ходом с поворотной губкой для фасонных деталей 7827-0305
Тиски стальные 100 мм неповоротные без ускоренного холостого хода с поворотной губкой для фасонных деталей 7827-0339
Тиски чугунные 100 мм поворотные с ускоренным холостым ходом с поворотной губкой для фасонных деталей 7827-0306
Тиски чугунные 100 мм неповоротные без ускоренного холостого хода с поворотной губкой для фасонных деталей 7827-0342
Тиски стальные 125 мм поворотные без ускоренного холостого хода 7827-0257
Тиски стальные 125 мм поворотные с ускоренным холостым ходом 7827-0293
Тиски стальные 125 мм неповоротные без ускоренного холостого хода 7827-0327
Тиски стальные 125 мм неповоротные с ускоренным холостым ходом 7827-0363
Тиски чугунные 125 мм поворотные без ускоренного холостого хода 7827-0258
Тиски чугунные 125 мм неповоротные без ускоренного холостого хода 7827-0328
Тиски чугунные 125 мм неповоротные с ускоренным холостым ходом 7827-0364
Тиски стальные 125 мм поворотные без ускоренного холостого хода с поворотной губкой для фасонных деталей 7827-0273
Тиски стальные 125 мм поворотные с ускоренным холостым ходом с поворотной губкой для фасонных деталей 7827-0307
Тиски стальные 125 мм неповоротные без ускоренного холостого хода с поворотной губкой для фасонных деталей 7827-0343
Тиски чугунные 125 мм поворотные без ускоренного холостого хода с поворотной губкой для фасонных деталей 7827-0274
Тиски чугунные 125 мм неповоротные без ускоренного холостого хода с поворотной губкой для фасонных деталей 7827-0344
Тиски стальные 125 мм поворотные без ускоренного холостого хода с дополнительными губками для труб 7827-0279
Тиски стальные 125 мм поворотные с ускоренным холостым ходом с дополнительными губками для труб 7827-0315
Тиски стальные 125 мм неповоротные без ускоренного холостого хода с дополнительными губками для труб 7827-0349
Тиски чугунные 125 мм поворотные без ускоренного холостого хода с дополнительными губками для труб 7827-0282
Тиски чугунные 125 мм неповоротные без ускоренного холостого хода с дополнительными губками для труб 7827-0352
Тиски стальные 140 мм поворотные без ускоренного холостого хода 7827-0259
Тиски стальные 140 мм поворотные с ускоренным холостым ходом 7827-0295
Тиски стальные 140 мм неповоротные без ускоренного холостого хода 7827-0329
Тиски стальные 140 мм неповоротные с ускоренным холостым ходом 7827-0365
Тиски чугунные 140 мм поворотные без ускоренного холостого хода 7827-0262
Тиски чугунные 140 мм поворотные с ускоренным холостым ходом 7827-0296
Тиски чугунные 140 мм неповоротные с ускоренным холостым ходом 7827-0366
Тиски стальные 140 мм поворотные без ускоренного холостого хода с поворотной губкой для фасонных деталей 7827-0275
Тиски стальные 140 мм поворотные с ускоренным холостым ходом с поворотной губкой для фасонных деталей 7827-0309
Тиски стальные 140 мм неповоротные без ускоренного холостого хода с поворотной губкой для фасонных деталей 7827-0345
Тиски чугунные 140 мм поворотные без ускоренного холостого хода с поворотной губкой для фасонных деталей 7827-0276
Тиски чугунные 140 мм поворотные с ускоренным холостым ходом с поворотной губкой для фасонных деталей 7827-0312
Тиски стальные 160 мм поворотные без ускоренного холостого хода 7827-0263
Тиски стальные 160 мм поворотные с ускоренным холостым ходом 7827-0297
Тиски стальные 160 мм неповоротные без ускоренного холостого хода 7827-0333
Тиски стальные 160 мм неповоротные с ускоренным холостым ходом 7827-0367
Тиски чугунные 160 мм поворотные без ускоренного холостого хода 7827-0264
Тиски чугунные 160 мм поворотные с ускоренным холостым ходом 7827-0298
Тиски чугунные 160 мм неповоротные без ускоренного холостого хода 7827-0334
Тиски чугунные 160 мм неповоротные с ускоренным холостым ходом 7827-0368
Тиски стальные 160 мм поворотные с ускоренным холостым ходом с дополнительными губками для труб 7827-0317
Тиски стальные 160 мм неповоротные без ускоренного холостого хода с дополнительными губками для труб 7827-0353
Тиски чугунные 160 мм поворотные без ускоренного холостого хода с дополнительными губками для труб 7827-0284
Тиски чугунные 160 мм поворотные с ускоренным холостым ходом с дополнительными губками для труб 7827-0318
Тиски чугунные 160 мм неповоротные без ускоренного холостого хода с дополнительными губками для труб 7827-0354
Тиски стальные 180 мм поворотные без ускоренного холостого хода 7827-0265
Тиски стальные 180 мм поворотные с ускоренным холостым ходом 7827-0299
Тиски стальные 180 мм неповоротные без ускоренного холостого хода 7827-0335
Тиски стальные 180 мм неповоротные с ускоренным холостым ходом 7827-0369
Тиски стальные 200 мм поворотные без ускоренного холостого хода 7827-0267
Тиски стальные 200 мм поворотные с ускоренным холостым ходом 7827-0303
Тиски стальные 200 мм неповоротные без ускоренного холостого хода 7827-0337
Тиски чугунные 180 мм поворотные без ускоренного холостого хода 7827-0266
Тиски чугунные 180 мм поворотные с ускоренным холостым ходом 7827-0302
Тиски чугунные 180 мм неповоротные без ускоренного холостого хода 7827-0336
Тиски чугунные 180 мм неповоротные с ускоренным холостым ходом 7827-0372
Тиски чугунные 200 мм поворотные без ускоренного холостого хода 7827-0268
Тиски чугунные 200 мм поворотные с ускоренным холостым ходом 7827-0304
Тиски чугунные 200 мм неповоротные без ускоренного холостого хода 7827-0338
Тиски слесарные гост 4045-57 — lauda76. ru
ru
 ru
ruСкачать тиски слесарные гост 4045-57 rtf
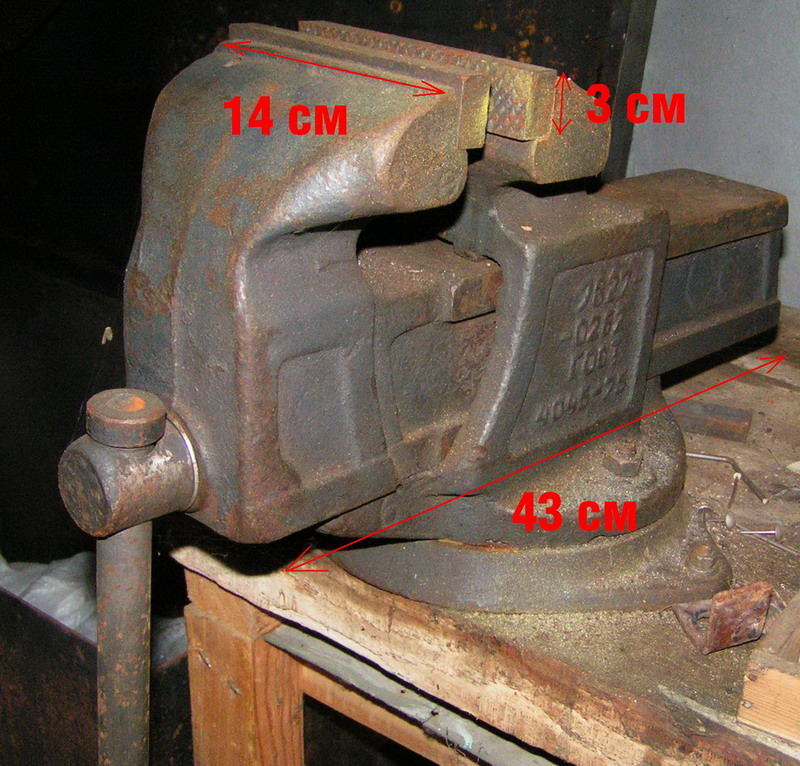
Вот такие тисочки мне подарил друг. Пересекались с ним вчера потрындеть и тут он говорит: Я открываю, а он из своей машины достает эту суровую железяку! У него тиски валялись в гараже без дела так как он не любитель рукодельничать. Очень ему благодарен за такую качественную Советскую вещь! Сегодня дошли руки вытащить их из машины, рассмотреть и примерить на верстак.
Ну и здоровы же они и весят наверное около двадцати килограмм! Тиски слесарные с ручным приводом. Настоящий стандарт распространяется на слесарные тиски с ручным приводом с шириной губок от 63 до мм, изготовляемые для нужд народного хозяйства и для экспорта. Стандарт не распространяется на слесарные тиски быстросъемные с устройством для крепления типа струбцины, эксцентрика, пневмоприсоса и т.
Надо же мы с этой железякой ровесники! На установку тисков ушло не более двадцати минут. Понадобилось лишь выпилить из куска ДСП кольцо-проставку так как нижняя поворотная часть отсутствует и поэтому часть механизма слегка выпирает вниз, что отрицательно сказывается на устойчивости. А про сверление и закручивание подходящих тоже кстати ещё Советских болтов и гаек М10 рассказывать нечего После установки немного смазал трущиеся части и теперь они полностью готовы к работе!
А про сверление и закручивание подходящих тоже кстати ещё Советских болтов и гаек М10 рассказывать нечего После установки немного смазал трущиеся части и теперь они полностью готовы к работе!
Тоже приобрел шикарный раритет г, того же госта. Может кто подсказать, что за завод такой «ТЗМП»? Весь интернет облазил, нигде нет информации. Недавно обзавелся такими же тисками, но комплектными, с базой. Сильно замасленные, пойдут в пескоструй.
Скачивать документы могут только зарегистрированные пользователи! Пожалуйста, войдите или зарегистрируйтесь! Настоящий стандарт распространяется на слесарные тиски с ручным приводом с шириной губок от 63 до мм, изготовляемые для нужд народного хозяйства и экспорта. Стандарт не распространяется на слесарные тиски быстросъемные с устройством для крепления типа струбцины эксцентрика, пневмоприсоса и т. Тиски должны изготовляться трех типов: Тиски всех типов должны изготовляться в четырех исполнениях: Основные размеры тисков всех типов и исполнений должны соответствовать указанным на черт.
Похожее:
Типы и устройство слесарных тисков — Стройка Волка
Содержание статьи:Многие мужчины считают слесарные тиски незаменимой вещью в хозяйстве. Данное устройство помогает фиксировать какие-либо элементы при ручной работе с ними. Для тисков существует ГОСТ 4045-75. В нем собраны все параметры инструмента, а также номенклатура. Молодые люди часто интересуются устройством слесарных тисков. В сегодняшней статье мы детально рассмотрим этот вопрос.
Из каких элементов они состоят?
Существуют разные модели данного инструмента, они отличаются друг от друга своей модификацией. Если посмотреть устройство слесарных тисков в разрезе, то можно обнаружить несколько схожих элементов. К ним относятся:
Если посмотреть устройство слесарных тисков в разрезе, то можно обнаружить несколько схожих элементов. К ним относятся:
Вам будет интересно:Вредны ли светодиодные лампы: мнение специалистов. Какие светодиодные лампы лучше для дома
В устройство слесарных тисков может входить пневматический привод. Но эти модели весьма дорогие и не используются дома.
Из чего изготавливаются детали для современных тисков?
Вам будет интересно:Как выбрать весы напольные электронные для дома?
Конструкция современных механизмов отличается от устройства советских слесарных тисков. Основные детали выполняются из стали, а некоторые из чугуна.
Большим спросом пользуются стальные модели. Они считаются более универсальными, подходят для работы с деталями из разных материалов. Такие тиски имеют легкий вес. Человек сможет без проблем переносить их с места на место. Данная модель практически не изнашивается с годами и редко ломается. Если наковальня рассчитана на ударные нагрузки, то испортить ее практически невозможно.
Устройство тисков слесарных СССР значительно отличалось от современного. В прошлом люди использовали неповоротные тиски, которые крепились гайками к верстаку. Они были очень тяжелые.
Какие существуют виды механизмов?
Чтобы понять устройство слесарных тисков, необходимо выяснить, какие существуют разновидности оборудования. Специалисты в этой области выделяют следующие типы:


Чем отличаются поворотные тиски от неповоротных?
Вам будет интересно:Кабель-каналы для электропроводки: размеры, типы, преимущества и недостатки. Кабель-канал 25х16
Устройство параллельных поворотных слесарных тисков отличается от неповоротных. Основным различием является наличие у поворотных в нижнем сегменте неподвижного круга. Он крепится непосредственно к верстаку. Такой круг позволяет тискам поворачиваться. Преимущество данного инструмента заключается в том, что их можно развернуть на любой угол верстака. Крепятся они в любом положении. Чаще всего бывают тиски слесарные поворотные с наковальней.
Особенности неповоротных механизмов
У неповоротных отсутствует вращающееся основание. Они крепятся к поверхности верстака с помощью болтов, которые уходят в основания тисков.
Неповоротные тиски имеют строение схожее с поворотными. У них имеется подвижная губка, а также неподвижная. У подвижной части есть призматический хвостовик. Ходовой винт в данной конструкции через гайку прикрепляется к подвижной губке. Для этого предусмотрена специальная планка. Она прикручивается к неподвижной губке.
Ходовой винт в данной конструкции через гайку прикрепляется к подвижной губке. Для этого предусмотрена специальная планка. Она прикручивается к неподвижной губке.
Неповоротные тиски изготавливаются строго по ГОСТу 4045-57. Раскрытие губок у этой модели может быть от 45 до 180 миллиметров. Минимальная ширина губок неповоротных слесарных тисков составляет около 60 мм, а максимальная – 140 мм.
Есть ли недостатки у параллельных слесарных тисков?
Параллельные тиски имеют много положительных отзывов от владельцев, но есть у них и свои недостатки. Такой тип инструмента не отличается большой прочностью губок. Его нельзя использовать для сложных работ, поскольку тиски могут не выдержать сильной нагрузки. Лучше всего использовать инструмент с пневматическим зажимом. Такие модели самые удобные на сегодняшний день, судя по многочисленным отзывам.
Из чего состоят параллельные поворотные механизмы?
Важно понимать, что входит в состав параллельных поворотных тисков. В основе инструмента лежит плита. У тисков данного типа есть подвижная и неподвижная губки, а также призматический хвостовик. Он входит в вырез неподвижной губки инструмента.
В основе инструмента лежит плита. У тисков данного типа есть подвижная и неподвижная губки, а также призматический хвостовик. Он входит в вырез неподвижной губки инструмента.
Параллельные поворотные тиски изготавливаются по ГОСТу 4045-57. Ширина губок у этой модели стандартная (80 миллиметров и 140 миллиметров). Максимальное раскрытие – 95 и 180 миллиметров соответственно.
Как выбрать слесарные тиски?
Необходимо серьезно подходить к вопросу выбора слесарных тисков. Следует обратить внимание на параметры различных моделей. Специалисты советуют учитывать:

 Такие тиски могут вращаться и имеют увеличенную наковальню.
Такие тиски могут вращаться и имеют увеличенную наковальню.Основные плюсы слесарных тисков
Слесарные тиски обладают рядом преимуществ перед другими моделями:
Основные минусы слесарных тисков
К недостаткам данного вида механизмов можно отнести:
 Их нужно периодически менять.
Их нужно периодически менять.Какой уход требуют тиски?
Как и большинство инструментов, тиски требуют особого ухода. Чтобы они хорошо работали, все детали должны быть чистыми. Инструмент необходимо протирать тканью, смоченной растворителем. Данную процедуру нужно повторять после каждого использования тисков.
Детали инструмента нужно обрабатывать смазкой. Можно использовать масло, предназначенное для двигателя. Такой уход поможет поддерживать губки в рабочем состоянии, в итоге они будут плавно открываться. После обработки снижается риск возникновения коррозии.
Если появилась ржавчина, то ее нужно снять с инструмента механическим путем. Если данный способ не помогает и налет уже прочно осел на тисках, тогда нужно воспользоваться специальными составами по борьбе с коррозией металла. Можно нанести чистящий состав и оставить его на ночь. Утром нужно смыть его водой и просушить инструмент.
Какие производители лучше зарекомендовали себя на рынке?
При выборе слесарных тисков лучше отдавать предпочтение фирмам, которые давно зарекомендовали себя на рынке инструментов. К ним относятся Dexx. Украинская фирма производит качественное оборудование и дает на свои тиски год гарантии. Фирма Fit производит бюджетный вариант инструмента в Канаде. Она не дает на свою продукцию столь продолжительных гарантий, но покупатели оставляют только положительные отзывы о тисках этой фирмы.
К ним относятся Dexx. Украинская фирма производит качественное оборудование и дает на свои тиски год гарантии. Фирма Fit производит бюджетный вариант инструмента в Канаде. Она не дает на свою продукцию столь продолжительных гарантий, но покупатели оставляют только положительные отзывы о тисках этой фирмы.
Источник
Типы и устройство слесарных тисков
Многие мужчины считают слесарные тиски незаменимой вещью в хозяйстве. Данное устройство помогает фиксировать какие-либо элементы при ручной работе с ними. Для тисков существует ГОСТ 4045-75. В нем собраны все параметры инструмента, а также номенклатура. Молодые люди часто интересуются устройством слесарных тисков. В сегодняшней статье мы детально рассмотрим этот вопрос.
Из каких элементов они состоят?
Существуют разные модели данного инструмента, они отличаются друг от друга своей модификацией. Если посмотреть устройство слесарных тисков в разрезе, то можно обнаружить несколько схожих элементов. К ним относятся:
- Устойчивое основание тисков.
- Устройство подвижной части слесарных тисков, которое включает в себя подвижную, а также неподвижную губку. Последняя оснащена наковальней.
- Щечки, которые легко меняются. Они помогают прочно зафиксировать заготовки.
- Винт зажимной. Используется для фиксации предмета.
- Поворотная ручка.

В устройство слесарных тисков может входить пневматический привод. Но эти модели весьма дорогие и не используются дома.
Из чего изготавливаются детали для современных тисков?
Конструкция современных механизмов отличается от устройства советских слесарных тисков. Основные детали выполняются из стали, а некоторые из чугуна.
Большим спросом пользуются стальные модели. Они считаются более универсальными, подходят для работы с деталями из разных материалов. Такие тиски имеют легкий вес. Человек сможет без проблем переносить их с места на место. Данная модель практически не изнашивается с годами и редко ломается. Если наковальня рассчитана на ударные нагрузки, то испортить ее практически невозможно.
Устройство тисков слесарных СССР значительно отличалось от современного. В прошлом люди использовали неповоротные тиски, которые крепились гайками к верстаку. Они были очень тяжелые.
Какие существуют виды механизмов?
Чтобы понять устройство слесарных тисков, необходимо выяснить, какие существуют разновидности оборудования. Специалисты в этой области выделяют следующие типы:
- Ручные слесарные тиски представляют собой миниатюрный инструмент. Его часто используют в домашнем хозяйстве, когда человеку нужно выполнить простое действие. Например, сделать заготовку, если он часто меняет угол при сверлении.
- Настольные стуловые тиски отличаются от других видов своим строением и креплением. Данный инструмент необходимо установить на краю верстака. Они отличаются от других моделей своим механизмом по раздвижению губок. Движущаяся пластина имеет необычную траекторию. Она не двигается по прямой, а постепенно отделяется по дуге. При таком строении инструмента у человека появляется возможность попробовать поработать со сложными фигурами. В таком случае получится не очень сильная фиксация элемента. По общепринятым нормам раскрытие может быть от 125 до 250 миллиметров.
- Параллельные слесарные тиски относятся к разряду станочных. Рассмотрим информацию об устройстве слесарных тисков. Их разделяют на неповоротные и поворотные. Бывают модели со свободным ходом. Если тиски проходят модернизацию, на них ставится специальная отметка – ТСМ. Данный вид имеет преимущества перед другими моделями. Они могут быть установлены как на поверхности верстака, так и на полу. Крепления этого типа легко монтируются на поверхности, имеют простой механизм.
 В таком случае получится не очень сильная фиксация элемента. По общепринятым нормам раскрытие может быть от 125 до 250 миллиметров.
В таком случае получится не очень сильная фиксация элемента. По общепринятым нормам раскрытие может быть от 125 до 250 миллиметров.Чем отличаются поворотные тиски от неповоротных?
Устройство параллельных поворотных слесарных тисков отличается от неповоротных. Основным различием является наличие у поворотных в нижнем сегменте неподвижного круга. Он крепится непосредственно к верстаку. Такой круг позволяет тискам поворачиваться. Преимущество данного инструмента заключается в том, что их можно развернуть на любой угол верстака. Крепятся они в любом положении. Чаще всего бывают тиски слесарные поворотные с наковальней.
Крепятся они в любом положении. Чаще всего бывают тиски слесарные поворотные с наковальней.
Особенности неповоротных механизмов
У неповоротных отсутствует вращающееся основание. Они крепятся к поверхности верстака с помощью болтов, которые уходят в основания тисков.
Неповоротные тиски имеют строение схожее с поворотными. У них имеется подвижная губка, а также неподвижная. У подвижной части есть призматический хвостовик. Ходовой винт в данной конструкции через гайку прикрепляется к подвижной губке. Для этого предусмотрена специальная планка. Она прикручивается к неподвижной губке.
Неповоротные тиски изготавливаются строго по ГОСТу 4045-57. Раскрытие губок у этой модели может быть от 45 до 180 миллиметров. Минимальная ширина губок неповоротных слесарных тисков составляет около 60 мм, а максимальная – 140 мм.
Есть ли недостатки у параллельных слесарных тисков?
Параллельные тиски имеют много положительных отзывов от владельцев, но есть у них и свои недостатки. Такой тип инструмента не отличается большой прочностью губок. Его нельзя использовать для сложных работ, поскольку тиски могут не выдержать сильной нагрузки. Лучше всего использовать инструмент с пневматическим зажимом. Такие модели самые удобные на сегодняшний день, судя по многочисленным отзывам.
Такой тип инструмента не отличается большой прочностью губок. Его нельзя использовать для сложных работ, поскольку тиски могут не выдержать сильной нагрузки. Лучше всего использовать инструмент с пневматическим зажимом. Такие модели самые удобные на сегодняшний день, судя по многочисленным отзывам.
Из чего состоят параллельные поворотные механизмы?
Важно понимать, что входит в состав параллельных поворотных тисков. В основе инструмента лежит плита. У тисков данного типа есть подвижная и неподвижная губки, а также призматический хвостовик. Он входит в вырез неподвижной губки инструмента.
Параллельные поворотные тиски изготавливаются по ГОСТу 4045-57. Ширина губок у этой модели стандартная (80 миллиметров и 140 миллиметров). Максимальное раскрытие – 95 и 180 миллиметров соответственно.
Как выбрать слесарные тиски?
Необходимо серьезно подходить к вопросу выбора слесарных тисков. Следует обратить внимание на параметры различных моделей. Специалисты советуют учитывать:
- Ширину пластины, а также раскрытие. Ширина губок слесарных тисков зависит от модели. Поворотные инструменты могут иметь ширину от 63 до 250 миллиметров. Максимально они могут раскрываться на 200 миллиметров и больше. Самая крупная модель имеет раскрытие больше 250 миллиметров. Учитывая данный параметр, можно планировать, с какими деталями удобно будет начинать работать. Человек сможет заранее понимать, насколько крепко будут крепиться заготовки и какого размера можно брать детали для дальнейшей работы.
- Не менее важным параметром при выборе инструмента является шаг резьбы винта. Считается, что чем он меньше, тем точнее будет выбранный инструмент. Этот параметр важен, если человек собирается производить на поворотных тисках конечную обработку детали. В таком случае ему будет нужно выдерживать указанную геометрию.
- Есть или отсутствует привод. Тиски с механизированным приводом ускорят ход работы, поскольку с ними легче обрабатывать детали. Единственный минус такого инструмента заключается в его цене. Механизированный привод стоит очень дорого, его владельцу придется много потратить средств на ремонт, если произойдет поломка. Альтернативой такого типа привода служат слесарные тиски, которые имеют маркировку ТСМ. Размер губок у такого устройства начинается от 160 миллиметров.
- Если человек собирается работать с круглыми деталями, то лучше выбрать модель, у которой на корпусе будут призмы. Часто эта модель используется вместе с ползунком.
- Если предстоит работа с деталью в вертикальном положении, то лучше взять модернизированный инструмент. Такие тиски могут вращаться и имеют увеличенную наковальню.
- Лучше выбирать модель потяжелее. Специалисты полагают, что вес инструмента влияет на его прочность.
 Ширина губок слесарных тисков зависит от модели. Поворотные инструменты могут иметь ширину от 63 до 250 миллиметров. Максимально они могут раскрываться на 200 миллиметров и больше. Самая крупная модель имеет раскрытие больше 250 миллиметров. Учитывая данный параметр, можно планировать, с какими деталями удобно будет начинать работать. Человек сможет заранее понимать, насколько крепко будут крепиться заготовки и какого размера можно брать детали для дальнейшей работы.
Ширина губок слесарных тисков зависит от модели. Поворотные инструменты могут иметь ширину от 63 до 250 миллиметров. Максимально они могут раскрываться на 200 миллиметров и больше. Самая крупная модель имеет раскрытие больше 250 миллиметров. Учитывая данный параметр, можно планировать, с какими деталями удобно будет начинать работать. Человек сможет заранее понимать, насколько крепко будут крепиться заготовки и какого размера можно брать детали для дальнейшей работы. Альтернативой такого типа привода служат слесарные тиски, которые имеют маркировку ТСМ. Размер губок у такого устройства начинается от 160 миллиметров.
Альтернативой такого типа привода служат слесарные тиски, которые имеют маркировку ТСМ. Размер губок у такого устройства начинается от 160 миллиметров.Основные плюсы слесарных тисков
Слесарные тиски обладают рядом преимуществ перед другими моделями:
- Инструмент имеет закаленные губки, которые не будут ломаться при сложной работе.
- У большинства моделей данного вида тисков есть наковальни. Они обладают устойчивостью к механическим воздействиям, их сложно сломать.
- Некоторые модели имеют поворотный механизм, что удобно при работе.
- Тиски мало весят, поэтому их можно легко транспортировать.

Основные минусы слесарных тисков
К недостаткам данного вида механизмов можно отнести:
- Необходимость выравнивать губки перед началом работы. Часто бывает, что у человека нет с собой дополнительного инструмента, которым можно воспользоваться для выравнивания.
- Стопорные шайбы, входящие в состав инструмента, достаточно быстро изнашиваются. Их нужно периодически менять.
- Сложно работать с длинномерными деталями.
Какой уход требуют тиски?
Как и большинство инструментов, тиски требуют особого ухода. Чтобы они хорошо работали, все детали должны быть чистыми. Инструмент необходимо протирать тканью, смоченной растворителем. Данную процедуру нужно повторять после каждого использования тисков.
Детали инструмента нужно обрабатывать смазкой. Можно использовать масло, предназначенное для двигателя. Такой уход поможет поддерживать губки в рабочем состоянии, в итоге они будут плавно открываться. После обработки снижается риск возникновения коррозии.
После обработки снижается риск возникновения коррозии.
Если появилась ржавчина, то ее нужно снять с инструмента механическим путем. Если данный способ не помогает и налет уже прочно осел на тисках, тогда нужно воспользоваться специальными составами по борьбе с коррозией металла. Можно нанести чистящий состав и оставить его на ночь. Утром нужно смыть его водой и просушить инструмент.
Какие производители лучше зарекомендовали себя на рынке?
При выборе слесарных тисков лучше отдавать предпочтение фирмам, которые давно зарекомендовали себя на рынке инструментов. К ним относятся Dexx. Украинская фирма производит качественное оборудование и дает на свои тиски год гарантии. Фирма Fit производит бюджетный вариант инструмента в Канаде. Она не дает на свою продукцию столь продолжительных гарантий, но покупатели оставляют только положительные отзывы о тисках этой фирмы.
Параллельные тиски — Большая Энциклопедия Нефти и Газа, статья, страница 3
Параллельные тиски
Cтраница 3
Параллельные тиски ( рис. 29) изготовляют из серого чуп / на. Тиски имеют подвижную / и неподвижную 2 губки.
[31]
29) изготовляют из серого чуп / на. Тиски имеют подвижную / и неподвижную 2 губки.
[31]
Параллельные тиски ( ГОСТ 4045 — 57) по устройству разделяются на поворотные и неповоротные, губки у этих тисков перемещаются параллельно одна другой. [33]
Параллельные тиски ( рис. 34) состоят из неподвижной плиты, подвижной 2 и неподвижной 4 губок, укрепленных на плите, и винта 1 с ганкой. [34]
Параллельные тиски бывают неповоротными и поворотными. Поворотные тиски более пригодны для выполнения различных работ, так как позволяют устанавливать деталь в удобное для обработки положение. [36]
Параллельные тиски бывают поворотными, неповоротными, с подвижной передней или задней губками. Для механизации приемов зажима деталей или заготовок пользуются пневматическими тисками. Чтобы не испортить уже обработанную поверхность, заготовки зажимают в накладных губках из латуни, свинца или из мягкой стали.
[38]
Чтобы не испортить уже обработанную поверхность, заготовки зажимают в накладных губках из латуни, свинца или из мягкой стали.
[38]
Параллельные тиски применяются для зажатия предметов с тщательно обработанными плоскостями, например, бронзовой арматуры, а также при опиливании деталей и др. Стуловые тиски применяются главным образом при рубке зубилом и гнутье сортовой стали. [40]
Параллельные тиски изготовляются поворотными ( фиг. Наиболее удобными являются поворотные, так как их можно поворачивать под любым углом в плоскости верстака. [41]
Параллельные тиски изготовляются из чугуна. В местах зажима подвижной и неподвижной губок применяются вставные накладки. Сменные вставные накладки изготовляют из инструментальной стали и закаляют их. Они имеют на рабочей поверхности крестообразную насечку. Накладки прикрепляются к чугунным губкам двумя винтами.
[42]
Накладки прикрепляются к чугунным губкам двумя винтами.
[42]
Параллельные тиски поворотного типа должны быть прочно надежно укреплены на верстаке. В сжатом положении губки рас-роложены параллельно и находятся на одном уровне. Накладные губки прочно закреплены, хорошо закалены и имеют четкую насечку для надежного закрепления детали. [43]
Корпусы параллельных тисков ( как поворотных, так и неповоротных) отливают из серого чугуна. [44]
Удобство параллельных тисков заключается в том, что обе их губки Е и Ж при зажиме обрабатываемого предмета всегда сохраняют параллельность и поэтому деталь зажимается в них прочно. [45]
Страницы: 1 2 3 4 5
RussianGost | Официальная нормативная библиотека — ГОСТ 4045-57
Технология стальных труб. Язык: английский | Прокат из высокопрочной стали. Общие технические условия Язык: английский | Знак соответствия формы обязательной сертификации, габаритов и технических требований Язык: английский | Сосуды и аппараты стальные сварные.Основные Характеристики. Язык: английский | Металлоконструкции Язык: английский | Нагрузки и действия Язык: английский | Сосуды и аппараты стальные сварные. Язык: английский | Код проекта сейсмостойкого здания Язык: английский | Сантехника керамическая.Типы и габаритные размеры Язык: английский | Обоснование безопасности оборудования. Рекомендации по подготовке Язык: английский | Сосуды и аппараты. Нормы и методы расчета прочности от ветровых, сейсмических и других внешних нагрузок Язык: английский | Силосы вертикальные цилиндрические стальные для хранения сыпучих продуктов.Правила оформления Язык: английский | Системы возбуждения турбогенераторов, гидрогенераторов и синхронных компенсаторов. Язык: английский | Электроустановки низковольтные. Часть 4.44. Защита для безопасности. Защита от резких колебаний напряжения и электромагнитных помех Язык: английский | Электроустановки низковольтные.Часть 6. Тесты Язык: английский | Автомобильные дороги общего пользования. Вяжущие нефтяные битумные. Метод определения низкотемпературных свойств с использованием реометра динамического сдвига (DSR) Язык: английский | Классификация химической продукции. Общие требования Язык: английский | Предупреждающая маркировка химической продукции. Язык: английский | Паспорт безопасности химической продукции. Общие требования Язык: английский | Электроустановки низковольтные. Часть 4-42. Защита для безопасности. Защита от теплового воздействия Язык: английский |
 Требования к устройству и эксплуатации взрывоопасного и химически опасного производства
Требования к устройству и эксплуатации взрывоопасного и химически опасного производства Общие технические условия
Общие технические условия Общие технические условия
Общие технические условия Общие требования
Общие требованияЗаконы Туркменистана | Официальная нормативная библиотека — ГОСТ 4045-75
Товар содержится в следующих классификаторах:
ПромЭксперт » РАЗДЕЛ I.ТЕХНИЧЕСКИЙ РЕГЛАМЕНТ » V Тестирование и контроль » 4 Тестирование и контроль продукции » 4.12 Испытания и контроль продукции металлургической промышленности » 4.12.6 Металлопродукция »
Классификатор ISO »
25 МАШИНОСТРОЕНИЕ »
25. 140 Ручные инструменты »
25.140.30 Инструменты с ручным управлением »
140 Ручные инструменты »
25.140.30 Инструменты с ручным управлением »
Национальные стандарты » 25 МАШИНОСТРОЕНИЕ » 25.140 Ручные инструменты » 25.140.30 Инструменты с ручным управлением »
Национальные стандарты для сомов » Последнее издание » G Машины, оборудование и инструменты » G2 Промышленные инструменты и аксессуары » G24 Инструменты для рукоделия (слесарные, столярные и др.) »
Ссылки на документы:
ГОСТ 10177-82 — Резьба контрфорса для диаметров от 10 до 600 мм.Основные размеры и допуски
ГОСТ 1050-88 — Прокат калиброванный из углеродистой конструкционной качественной стали со специальной обработкой поверхности. Общие технические условия
ГОСТ 1435-90 — Прутки, полосы и рулоны из инструментальной стали нелегированной
.
ГОСТ 1435-99 — Прутки, полосы и катушки из инструментальной нелегированной стали. Общие технические условия
ГОСТ 18088-83 — Инструмент металлорежущий, алмазный, дереворежущий и слесарный. Слесарь по упаковке, маркировке, транспортировке и вспомогательный
ГОСТ 22133-86 — Покрытия лакокрасочные для металлорежущего, кузнечно-прессового, литейного и деревообрабатывающего оборудования
.ГОСТ 26358-84 — Отливки чугунные
.ГОСТ 26810-86 — Инструмент слесарный.Правила приема
ГОСТ 2789-73 — Шероховатость поверхности. Параметры и характеристики
ГОСТ 2991-85 — Ящики деревянные неразборные для гирь до 500 кг. Общие технические условия
ГОСТ 4045-57 — Тиски для металлообработки и механической обработки
.ГОСТ 613-79 — Бронзы оловянные литейные. Оценка
ГОСТ 9.032-74 — Система защиты от коррозии и старения единая. Лакокрасочные покрытия. Группы, технические требования и обозначения
ГОСТ 9. 302-88 — Единая система защиты от коррозии и старения.Металлические и неметаллические неорганические покрытия. Методы контроля
302-88 — Единая система защиты от коррозии и старения.Металлические и неметаллические неорганические покрытия. Методы контроля
ГОСТ 9.303-84 — Единая система защиты от коррозии и старения. Металлические и неметаллические неорганические покрытия. Общие требования к выбору
ГОСТ 9.306-85 — Единая система защиты от коррозии и старения. Металлические и неметаллические неорганические покрытия. Символы
ГОСТ 9.401-91 — Единая система защиты от коррозии и старения. Лакокрасочные покрытия. Общие требования и методы ускоренных испытаний на устойчивость к воздействию климатических факторов.
ГОСТ 9013-59 — Металлы. Метод измерения твердости по Роквеллу
ГОСТ 9378-75 — Образцы для сравнения шероховатости поверхности. Технические требования
ГОСТ 9378-93 — Образцы сравнения шероховатости
.ГОСТ 9484-81 — Резьба трапецеидальная одинарная. Профиль. Основные размеры
ГОСТ 977-88 — Отливки стальные. Общие технические условия
Ссылка на документ:
ГОСТ 13938. 13-93 — Медь. Методы определения кислорода
13-93 — Медь. Методы определения кислорода
ГОСТ 28052-97 — Титан и титановые сплавы.Методы определения кислорода
ГОСТ 32087-2013 — Обувь спортивная игровая. Общие технические требования
ГОСТ Р 51611-2000 — Снаряды специального назначения для самообороны бескамерного огнестрельного оружия (комплекс «ОСА»). Общие технические требования. Требования безопасности и методы испытаний
ГОСТ Р 51796-2001 — Обувь спортивная игровая. Общие технические требования
ИР 3012165-0302-94: Руководство по обслуживанию и ремонту стартерных аккумуляторов
.МИ 1799-87 — Методические указания.Квадраты проверяют 90 градусов. Метод контроля
МУ ОТ РМ 02-99: Оценка безопасности рабочих мест для их аттестации условий труда
РД 34.10.102-91 — Нормативные припуски на средства механизации, спецпринадлежности и инструмент для капитального ремонта основного энергооборудования ТЭЦ
РД 34.10.103 — Отраслевой нормативный объем инструментов, оборудования, материалов и вспомогательных средств для ремонта и восстановления газоочистного оборудования термоэлектрических мощностей
РД 34. 39.601: Руководство по ремонту арматуры трубопроводных систем на давление 64-100 кгс / кв. размеры в см
39.601: Руководство по ремонту арматуры трубопроводных систем на давление 64-100 кгс / кв. размеры в см
СП 42-103-2003 — Проектирование, строительство полиэтиленовых газопроводов и реконструкция подземных газопроводов
СП 42-105-99 — Контроль качества сварных соединений полиэтиленовых газопроводов
.ИТП 52-89: Инструкция по проектированию предприятий по первичной переработке льна
Пособие по СНиП 3.05.01-85: Пособие по производству и приемке работ при установке систем вентиляции и кондиционирования
ПОТ Р М-006-97: Межотраслевые правила охраны труда при холодной обработке металла
ПОТ Р О-13153-ЦШ-877-02: Отраслевые правила по охране труда при техническом обслуживании и ремонте устройств сигнализации, централизации и блокировки на федеральном железнодорожном транспорте
РД 32-CSR-110 / 34-03: Методический документ.Охрана труда при эксплуатации зданий и сооружений и ремонтно-строительных работах на объектах железнодорожного транспорта
РД 34. 47.613-74 — Методические рекомендации по капитальному ремонту выключателя масляного ВМП-10П
47.613-74 — Методические рекомендации по капитальному ремонту выключателя масляного ВМП-10П
Клиенты, которые просматривали этот товар, также просматривали:
|
 Основные Характеристики.
Основные Характеристики. Рекомендации по подготовке
Рекомендации по подготовке Часть 6. Тесты
Часть 6. Тесты Часть 4-42. Защита для безопасности. Защита от теплового воздействия
Часть 4-42. Защита для безопасности. Защита от теплового воздействияЗАКАЗАТЬ ПРОСТО!
Законы Туркменистана.com является ведущей в отрасли компанией со строгими стандартами контроля качества, и наша приверженность точности, надежности и аккуратности является одной из причин, по которым некоторые из крупнейших мировых компаний доверяют нам обеспечение своей национальной нормативно-правовой базы и перевод критически важных, сложных и конфиденциальная информация.
Наша нишевая специализация — локализация национальных нормативных баз данных, включающих: технические нормы, стандарты и правила; государственные законы, кодексы и постановления; а также кодексы, требования и инструкции агентств РФ.
У нас есть база данных, содержащая более 220 000 нормативных документов на английском и других языках для следующих 12 стран: Армения, Азербайджан, Беларусь, Казахстан, Кыргызстан, Молдова, Монголия, Россия, Таджикистан, Туркменистан, Украина и Узбекистан.
Размещение заказа
Выберите выбранный вами документ, перейдите на «страницу оформления заказа» и выберите желаемую форму оплаты. Мы принимаем все основные кредитные карты и банковские переводы.Мы также принимаем PayPal и Google Checkout для вашего удобства. Пожалуйста, свяжитесь с нами для любых дополнительных договоренностей (договорные соглашения, заказ на поставку и т. Д.).
После размещения заказа он будет проверен и обработан в течение нескольких часов, но в редких случаях максимум 24 часа.
Для товаров, имеющихся в наличии, документ / веб-ссылка будет отправлена вам по электронной почте, чтобы вы могли загрузить и сохранить ее для своих записей.
Если товары отсутствуют на складе (поставка сторонних поставщиков), вы будете уведомлены о том, для каких товаров потребуется дополнительное время.Обычно мы поставляем такие товары менее чем за три дня.
Как только заказ будет размещен, вы получите квитанцию / счет, который можно будет заполнить для отчетности и бухгалтерского учета. Эту квитанцию можно легко сохранить и распечатать для ваших записей.
Эту квитанцию можно легко сохранить и распечатать для ваших записей.
Гарантия лучшего качества и подлинности вашего заказа
Ваш заказ предоставляется в электронном формате (обычно это Adobe Acrobat или MS Word).
Мы всегда гарантируем лучшее качество всей нашей продукции.Если по какой-либо причине вы не удовлетворены, мы можем провести совершенно БЕСПЛАТНУЮ ревизию и редактирование приобретенных вами продуктов. Кроме того, мы предоставляем БЕСПЛАТНЫЕ обновления нормативных требований, если, например, у документа есть более новая версия на дату покупки.
Гарантируем подлинность. Каждый документ на английском языке сверяется с оригинальной и официальной версией. Мы используем только официальные нормативные источники, чтобы убедиться, что у вас самая последняя версия документа, причем все из надежных официальных источников.
Значение испытаний для нефтепродуктов, 9-е издание
% PDF-1.7
%
1 0 obj
>
endobj
148 0 объект
> / Шрифт >>> / Поля [] >>
endobj
2 0 obj
> поток
2018-12-17T15: 49: 49 + 05: 302018-12-17T15: 49: 49 + 05: 302018-12-17T15: 49: 49 + 05: 30Acrobat 10. 0.0application / pdf
0.0application / pdf
