Гост р исо 5817: ГОСТ Р ИСО 5817-2009 версии для скачивания, скачать ГОСТ Р ИСО 5817-2009 бесплатно в PDF
ГОСТ Р ИСО 5817-2009 Сварка. Сварные соединения из стали, никеля, титана и их сплавов, полученные сваркой плавлением (исключая лучевые способы сварки). Уровни качества
Сварка. Сварные соединения из стали, никеля, титана и их сплавов, полученные сваркой плавлением (исключая лучевые способы сварки). Уровни качества
В документе освещены следующие темы:
Стандарт устанавливает уровни качества сварных соединений, полученных сваркой плавлением (исключая лучевую сварку) и допустимые дефекты для всех видов сталей, никеля, титана и их сплавах. Он применяется для материалов толщиной более 0,5 мм. Стандарт охватывает стыковые сварные швы с полным проплавлением основного металла и все виды угловых сварных швов. Принципы стандарта могут быть также применены к стыковым сварным швам с частичным проплавлением основного металла. Металлургические аспекты, например, величина зерна, твердость, стандартом не охватываются
Металлургические аспекты, например, величина зерна, твердость, стандартом не охватываются
В нашем интернет-каталоге нормативных документов, вы сможете получить файл ГОСТ Р ИСО 5817-2009. Величина файла составляет 28 стр. Мы имеем значительную базу документов ГОСТ Р ИСО. Для более удобного просмотра мы оформили все документы в распространенные форматы PDF и DOC и сжали документ до размера 3.1 МБ. Данный файл введен 01.01.2011. В нашей базе всего 1332 файлов. Если, вы удалите документ или решите обновить его актуальность, он неизменно будет находиться по url: /media/new/regulation/gost-r-iso-5817-2009-svarka-svarnye-soedineniia-iz.pdf
Статус: действующий
Дата введения: 1 января 2011 г.
Количество страниц: 28
Имя файла: gost-r-iso-5817-2009-svarka-svarnye-soedineniia-iz.pdf
Размер файла:
ПЕРЕЧЕНЬ СТАНДАРТОВ, В РЕЗУЛЬТАТЕ ПРИМЕНЕНИЯ КОТОРЫХ НА ДОБРОВОЛЬНОЙ ОСНОВЕ ОБЕСПЕЧИВАЕТСЯ СОБЛЮДЕНИЕ ТРЕБОВАНИЙ ТЕХНИЧЕСКОГО РЕГЛАМЕНТА ЕВРАЗИЙСКОГО ЭКОНОМИЧЕСКОГО СОЮЗА «О БЕЗОПАСНОСТИ АТТРАКЦИОНОВ» (ТР ЕАЭС 038/2016)
N п/п | Структурный элемент или объект технического регулирования технического регламента Евразийского экономического союза | Обозначение и наименование стандарта | Примечание |
1 | 2 | 3 | 4 |
1 | пункт 46 раздела V | ГОСТ 30869-2003 (EN 983:1996) «Безопасность оборудования. | |
2 | ГОСТ 31177-2003 (EN 982:1996) «Безопасность оборудования. Требования безопасности к гидравлическим и пневматическим системам и их компонентам. Гидравлика» | ||
3 | ГОСТ ISO 4413-2016 «Гидроприводы. Общие правила и требования безопасности для систем и их компонентов» | ||
4 | ГОСТ ISO 4414-2016 «Пневмоприводы. Общие правила и требования безопасности для систем и их компонентов» | ||
5 | раздел V | ГОСТ ISO 13857-2012 «Безопасность машин. Безопасные расстояния для предохранения верхних и нижних конечностей от попадания в опасную зону» | |
6 | ГОСТ Р ИСО 14122-1-2009 «Безопасность машин. Средства доступа к машинам стационарные. | ||
7 | СТБ ИСО 14122-1-2004 «Безопасность машин. Средства доступа к механизмам постоянные. Часть 1. Выбор постоянных средств доступа между двумя уровнями» | ||
8 | разделы V и VI | ГОСТ Р 53487-2009 «Безопасность аттракционов. Оборудование надувное игровое. Требования безопасности. Методы испытаний» | |
9 | ГОСТ Р 56426-2015 «Оборудование надувное игровое. Общие технические требования» | ||
10 | ГОСТ Р 56984-2016 «Безопасность аттракционов. Аэролифты. Оболочка. Требования безопасности. Методы испытаний» | ||
11 | разделы V — VIII | СТБ EN 13814-2008 «Оборудование для развлечений, устанавливаемое в парках. Требования безопасности» | |
12 | разделы V, VI и VIII | ГОСТ Р 53130. | |
13 | ГОСТ Р 53130.2-2014 «Безопасность аттракционов. Часть 2. Дополнительные требования безопасности к автодромам» | ||
14 | ГОСТ Р 52170-2003 «Безопасность аттракционов механизированных. Основные положения по проектированию стальных конструкций» | ||
15 | ГОСТ Р 53488-2009 «Безопасность аттракционов. Требования к обоснованию безопасности механизированных аттракционов. Основные положения» | ||
16 | разделы V и VIII | ГОСТ Р МЭК 60204-1-2007 «Безопасность машин. Электрооборудование машин и механизмов. Часть 1. Общие требования» | |
17 | ГОСТ МЭК 60204-1-2002 «Безопасность машин. Электрооборудование машин и механизмов. | ||
18 | ГОСТ Р 56985-2016 «Безопасность аттракционов. Картинговые горки. Общие требования безопасности» | ||
19 | раздел VI | ГОСТ EN 287-1-2002 «Квалификация сварщиков. Сварка плавлением сталей» | |
20 | СТБ EN 287-1-2009 «Квалификация сварщиков. Сварка плавлением. Часть 1. Стали» | ||
21 | ГОСТ Р ИСО 3834-2-2007 «Требования к качеству выполнения сварки плавлением металлических материалов. Часть 2. Всесторонние требования к качеству» | ||
22 | СТБ ISO 3834-2-2010 «Требования к качеству сварки плавлением металлических материалов. Часть 2. Всесторонние требования к качеству» | ||
23 | СТ РК ISO 3834-2-2015 «Требования к качеству выполнения сварки плавлением металлических материалов. | ||
24 | ГОСТ Р ИСО 3834-3-2007 «Требования к качеству выполнения сварки плавлением металлических материалов. Часть 3. Стандартные требования к качеству» | ||
25 | СТБ ISO 3834-3-2010 «Требования к качеству сварки плавлением металлических материалов. Часть 3. Стандартные требования к качеству» | ||
26 | СТ РК ISO 3834-3-2015 «Требования к качеству выполнения сварки плавлением металлических материалов. Часть 3. Стандартные требования к качеству» | ||
27 | ГОСТ Р ИСО 5817-2009 «Сварка. Сварные соединения из стали, никеля, титана и их сплавов, полученные сваркой плавлением (исключая лучевые способы сварки). Уровни качества» | ||
28 | СТБ ISO 5817-2009 «Сварка. | ||
29 | СТБ ISO 15609-1-2009 «Технологическая инструкция и квалификация технологических процессов сварки металлических материалов. Инструкция на технологический процесс сварки. Часть 1. Дуговая сварка» | ||
30 | СТБ ISO 15614-1-2009 «Технологическая инструкция и квалификация технологических процессов сварки металлических материалов. Испытание технологического процесса сварки. Часть 1. Дуговая и газовая сварка сталей и дуговая сварка никеля и никелевых сплавов» | ||
31 | СТБ EN 1090-1-2012 «Возведение стальных и алюминиевых конструкций. Часть 1. Требования и методы контроля элементов конструкций» | ||
32 | СТБ EN 1090-2-2013 «Возведение стальных и алюминиевых конструкций. | ||
33 | ГОСТ EN 13411-3-2015 «Концевая заделка стальных канатов. Безопасность. Часть 3. Зажимы стопорные и запрессовка» | ||
34 | ГОСТ EN 13411-4-2015 «Концевая заделка стальных канатов. Безопасность. Часть 4. Заливка металлом или пластмассами» | ||
35 | ГОСТ Р 56988-2016 «Оборудование надувное. Изделия швейные технические. Оболочки. Требования к производству» | ||
36 | разделы VI — VIII | ГОСТ 33807-2016 «Безопасность аттракционов. Общие требования» | |
37 | СТБ EN 14960-2011 «Оборудование игровое надувное. Требования безопасности и методы испытаний» | ||
38 | разделы VII и VIII | ГОСТ EN 12385-1-2015 «Канаты проволочные, стальные. | |
39 | ГОСТ EN 12385-3-2015 «Канаты проволочные, стальные. Безопасность. Часть 3. Информация по использованию и уходу» | ||
40 | раздел VIII | ГОСТ Р 51885-2002 (ИСО 7001:1990) «Знаки информационные для общественных мест» | |
41 | СТ РК ИСО 7001-2015 «Графические символы. Информационные символы в общественных местах» | ||
42 | ГОСТ Р 55515-2013 «Оборудование надувное игровое. Требования безопасности при эксплуатации» | ||
43 | ГОСТ Р 56065-2014 «Безопасность аттракционов. Оценка технического состояния. Продление срока службы» | ||
44 | ГОСТ Р 56987-2016 «Безопасность устройств для развлечений. Горки зимние. Требования безопасности при эксплуатации» | ||
45 | приложение N 4 | ГОСТ Р 52603-2011 «Аттракционы водные. | |
46 | СТ РК ГОСТ Р 52603-2009 «Аквапарки. Водные горки высотой 2 м и выше. Безопасность конструкции и методы испытаний. Общие требования» | ||
47 | ГОСТ Р 52604-2012 «Аттракционы водные. Безопасность при эксплуатации. Общие требования» | ||
48 | СТ РК ГОСТ Р 52604-2009 «Аквапарки. Водные горки высотой 2 м и выше. Безопасность при эксплуатации. Общие требования» |
 Требования безопасности к гидравлическим и пневматическим системам и их компонентам. Пневматика»
Требования безопасности к гидравлическим и пневматическим системам и их компонентам. Пневматика» Часть 1. Выбор стационарных средств доступа между двумя уровнями»
Часть 1. Выбор стационарных средств доступа между двумя уровнями» 1-2014 «Безопасность аттракционов. Часть 1. Дополнительные требования безопасности к железной дороге»
1-2014 «Безопасность аттракционов. Часть 1. Дополнительные требования безопасности к железной дороге»
 Часть 2. Всесторонние требования к качеству»
Часть 2. Всесторонние требования к качеству» Соединения стали, никеля, титана и их сплавов, выполненные сваркой плавлением (кроме лучевой сварки). Уровни качества шва в зависимости от дефектов»
Соединения стали, никеля, титана и их сплавов, выполненные сваркой плавлением (кроме лучевой сварки). Уровни качества шва в зависимости от дефектов» Часть 2. Технические требования к стальным конструкциям»
Часть 2. Технические требования к стальным конструкциям» Безопасность. Часть 1. Общие требования»
Безопасность. Часть 1. Общие требования» Безопасность конструкции. Общие требования»
Безопасность конструкции. Общие требования»Kyrgyzstan Laws|Official Regulatory Library — GOST R ISO 5817-2009
Welding. Fusion-welded joints in steel, nickel, titanium and their alloys (beam welding excluded). Quality levels for imperfections
Сварка. Сварные соединения из стали, никеля, титана и их сплавов, полученные сваркой плавлением (исключая лучевые способы сварки). Уровни качества
Status: Effective — Introduced for the first time
This standard establishes the quality levels of welded joints obtained by fusion welding (excluding beam welding) and permissible defects for all types of steel, nickel, titanium and their alloys. It is used for materials thicker than 0.5 mm. The standard covers butt welds with full penetration of the base metal and all types of fillet welds. The principles of this standard can also be applied to butt welds with partial penetration of the base metal. Quality levels for steel welded joints produced by the radial method of welding are presented in ISO 13919-1. To ensure the application of the standard in many areas of welding production, three levels of quality are established. They are denoted by the symbols B, C, and D. The quality level B complies with the highest requirements for the finished weld. Quality levels relate to the quality of work, and not to compliance with the objectives of the product. This standard applies to: — unalloyed and alloyed steels; — Nickel and nickel alloys; — titanium and titanium alloys; — manual, mechanized and automatic welding; — all welding positions; — all types of welds, for example butt welds, fillet welds and pipe joints; — the following welding processes and their specific technological options according to ISO 4063: — 11 arc welding with consumable electrode without gas protection; — 12 submerged arc welding; — 13 arc welding in shielding gas with a consumable electrode; — 14 arc welding in shielding gas with a non-consumable electrode; — 15 plasma welding; — 31 gas welding with the use of oxygen (only for steel).
It is used for materials thicker than 0.5 mm. The standard covers butt welds with full penetration of the base metal and all types of fillet welds. The principles of this standard can also be applied to butt welds with partial penetration of the base metal. Quality levels for steel welded joints produced by the radial method of welding are presented in ISO 13919-1. To ensure the application of the standard in many areas of welding production, three levels of quality are established. They are denoted by the symbols B, C, and D. The quality level B complies with the highest requirements for the finished weld. Quality levels relate to the quality of work, and not to compliance with the objectives of the product. This standard applies to: — unalloyed and alloyed steels; — Nickel and nickel alloys; — titanium and titanium alloys; — manual, mechanized and automatic welding; — all welding positions; — all types of welds, for example butt welds, fillet welds and pipe joints; — the following welding processes and their specific technological options according to ISO 4063: — 11 arc welding with consumable electrode without gas protection; — 12 submerged arc welding; — 13 arc welding in shielding gas with a consumable electrode; — 14 arc welding in shielding gas with a non-consumable electrode; — 15 plasma welding; — 31 gas welding with the use of oxygen (only for steel). Metallurgical aspects, such as grain size, hardness, are not covered by this standard.
Metallurgical aspects, such as grain size, hardness, are not covered by this standard.
Настоящий стандарт устанавливает уровни качества сварных соединений, полученных сваркой плавлением (исключая лучевую сварку) и допустимые дефекты для всех видов сталей, никеля, титана и их сплавах. Он применяется для материалов толщиной более 0,5 мм. Стандарт охватывает стыковые сварные швы с полным проплавлением основного металла и все виды угловых сварных швов. Принципы настоящего стандарта могут быть также применены к стыковым сварным швам с частичным проплавлением основного металла. Уровни качества для стальных сварных соединений, полученных лучевым способом сварки, представлены в стандарте ИСО 13919-1. Чтобы обеспечить применение стандарта во многих областях сварочного производства устанавливаются три уровня качества. Они обозначаются символами B, C и D. Уровень качества B соответствует самым высоким требованиям к готовому сварному шву. Уровни качества относятся к качеству работ, а не к соответствию цели произведенного продукта. Настоящий стандарт применяется к: — нелегированным и легированным сталям; — никелю и никелевым сплавам; — титану и титановым сплавам; — ручной, механизированной и автоматической сварке; — всем положениям при сварке; — всем типам сварных швов, например стыковым швам, угловым швам и патрубковым соединениям; — указанным ниже процессам сварки и их определенных технологических вариантов согласно стандарту ИСО 4063: — 11 дуговая сварка плавящимся электродом без газовой защиты; — 12 дуговая сварка под флюсом; — 13 дуговая сварка в защитном газе плавящимся электродом; — 14 дуговая сварка в защитном газе неплавящимся электродом; — 15 плазменная сварка; — 31 газовая сварка с применением кислорода (только для сталей). Металлургические аспекты, например, величина зерна, твердость, настоящим стандартом не охватываются
Настоящий стандарт применяется к: — нелегированным и легированным сталям; — никелю и никелевым сплавам; — титану и титановым сплавам; — ручной, механизированной и автоматической сварке; — всем положениям при сварке; — всем типам сварных швов, например стыковым швам, угловым швам и патрубковым соединениям; — указанным ниже процессам сварки и их определенных технологических вариантов согласно стандарту ИСО 4063: — 11 дуговая сварка плавящимся электродом без газовой защиты; — 12 дуговая сварка под флюсом; — 13 дуговая сварка в защитном газе плавящимся электродом; — 14 дуговая сварка в защитном газе неплавящимся электродом; — 15 плазменная сварка; — 31 газовая сварка с применением кислорода (только для сталей). Металлургические аспекты, например, величина зерна, твердость, настоящим стандартом не охватываются
Choose Language: EnglishSpanishGermanItalianFrenchChineseRussianKyrgyz
Format: Electronic (pdf/doc)
Page Count: 28
Approved: Federal Agency for Technical Regulation and Metrology, 12/15/2009
SKU: RUSS70065
The Product is Contained in the Following Classifiers:
Construction (Max) » Standards » Other state standards used in construction » 25 Mechanical Engineering »
Welding regulations » Welding work »
Welding regulations » Defects »
Welding regulations » Welding work » Mechanized welding »
Welding regulations » Welding work » Automatic welding »
Welding regulations » Welding work » Soldering »
Evidence base (TR CU, Technical Regulation of the Customs Union) »
038/2016 TR EAEU. About safety of rides »
Regulations and standards (to 038/2016 TR EAEC) »
About safety of rides »
Regulations and standards (to 038/2016 TR EAEC) »
Standards for pipe fittings (TPA) » 10. Production » 10.3 Welding »
Standards for pipe fittings (TPA) » 9. Materials for piping valves (TPA) » 9.1 Metals »
ISO classifier » 25 MECHANICAL ENGINEERING » 25.160 Welding, brazing and hard soldering » 25.160.01 Welding, brazing and soldering in general »
National standards » 25 MECHANICAL ENGINEERING » 25.160 Welding, brazing and hard soldering » 25.160.01 Welding, brazing and soldering in general »
National Standards for KGS (State Standards Classification) » Latest edition » T General technical and organizational and methodological standards » T5 Documentation System » T51 Documentation system that determines indicators of quality, reliability and durability of products »
The Document is Replaced With:
GOST R ISO 5817-2021: Welding. Welded joints of steel, nickel, titanium and their alloys obtained by fusion welding (excluding beam welding methods). Quality levels
Welded joints of steel, nickel, titanium and their alloys obtained by fusion welding (excluding beam welding methods). Quality levels
The Document References:
Federal Law 184-FZ: About technical regulation
GOST R 1.0-2004: Standardization in the Russian Federation. Basic provisions
The Document is Referenced By:
GOST 33976-2016: Welded joints in steel structures of railway rolling stock. Requirements for design, implementation and quality control
GOST 34587-2019: Hoisting cranes. Metal constructions. Manufacturing requirements
GOST ISO 12932-2017: Welding. Laser-arc hybrid welding of steels, nickel and nickel alloys. Quality levels for imperfections
GOST ISO 13919-1-2017: Welding. Compounds obtained by electron beam and laser welding. Guidance on assessing the quality level for defects. Part 1. Steel
GOST R 53192-2014: Welded joints in steel structures of railway rolling stock. Requirements for design, production and quality control
GOST R 53690-2009: Qualification test of welders. Fusion welding. Part 1. Steels
Fusion welding. Part 1. Steels
GOST R 54006-2010: Approval testing of welders. Fusion welding. Part 4. Nickel and nickel alloys
GOST R 54892-2012: Installation of air separation plants and other cryogenic equipment. General provisions
GOST R 55171-2012: Stationary steam and hot-water boilers and heat recovery steam generators. Weld joints. Quality control. General requirements
GOST R 55682.6-2013: Water-tube boilers and auxiliary installations. Part 6. Inspection during construction, documentation and marking of pressure parts of the boiler
GOST R 55682.6-2017: Water-tube boilers and auxiliary installations. Part 6. Inspection during construction, documentation and marking of pressure parts of the boiler
GOST R 57179-2016: Thermite welding of rails. The method of testing and quality control
GOST R 57181-2016: Thermite welding of rails. Technological process
GOST R 57351-2016: Building steel structures. General specifications
GOST R 59208-2020: Machine tools safety. Stationary grinding machines
Stationary grinding machines
GOST R ISO 15614-5-2009: Specification and qualification of welding procedures for metallic materials. Welding procedure test. Part 5. Arc welding of titanium, zirconium and their alloys
GOST R ISO 17637-2014: Non-destructive testing of welds. Visual testing of fusion-welded joints
GOST R ISO 17640-2016: Non-destructive testing of weld. Ultrasonic testing. Techniques, testing levels and assessment
GOST R ISO 9606-1-2020: Certification tests of welders. Fusion welding. Part 1. Steel
NDP 10.1:2:3.100-08: Measurement technique for measuring the mass concentration of dissolved forms of silicon in drinking, natural and waste waters using the photometric method in the form of a blue form of molybdosilicic acid
RD 059/01-2019: Instructions for welding and surfacing during the repair of freight cars (with Amendment No. 1)
|
Customers Who Viewed This Item Also Viewed:
|
 Specifications
Specifications Specifications
Specifications Manufacturing and assembling tolerances
Manufacturing and assembling tolerances General tolerances. Limit deviations for linear and angular dimensions without tolerance indications
General tolerances. Limit deviations for linear and angular dimensions without tolerance indications
YOUR ORDERING MADE EASY!
KyrgyzstanLaws.com is an industry-leading company with stringent quality control standards and our dedication to precision, reliability and accuracy are some of the reasons why some of the world’s largest companies trust us to provide their national regulatory framework and for translations of critical, challenging, and sensitive information.
Our niche specialty is the localization of national regulatory databases involving: technical norms, standards, and regulations; government laws, codes, and resolutions; as well as RF agency codes, requirements, and Instructions.
We maintain a database of over 220,000 normative documents in English and other languages for the following 12 countries: Armenia, Azerbaijan, Belarus, Kazakhstan, Kyrgyzstan, Moldova, Mongolia, Russia, Tajikistan, Turkmenistan, Ukraine, and Uzbekistan.
Placing Your Order
Please select your chosen document, proceed to the ‘checkout page’ and select the form of payment of your choice. We accept all major credit cards and bank wire transfers. We also accept PayPal and Google Checkout for your convenience. Please contact us for any additional arrangements (Contract agreements, PO, etc.).
Once an order is placed it will be verified and processed within a few hours up to a rare maximum of 24 hours.
For items in stock, the document/web link is e-mailed to you so that you can download and save it for your records.
For items out of stock (third party supply) you will be notified as to which items will require additional time to fulfil. We normally supply such items in less than three days.
Once an order is placed you will receive a receipt/invoice that can be filed for reporting and accounting purposes. This receipt can be easily saved and printed for your records.
Your Order Best Quality and Authenticity Guarantee
Your order is provided in electronic format (usually an Adobe Acrobat or MS Word).
We always guarantee the best quality for all of our products. If for any reason whatsoever you are not satisfied, we can conduct a completely FREE revision and edit of products you have purchased. Additionally we provide FREE regulatory updates if, for instance, the document has a newer version at the date of purchase.
We guarantee authenticity. Each document in English is verified against the original and official version. We only use official regulatory sources to make sure you have the most recent version of the document, all from reliable official sources.
База ГОСТов РФ. Рубрика 25. МАШИНОСТРОЕНИЕ *Эта область включает стандарты общего назначения /
Общероссийский классификатор стандартов → МАШИНОСТРОЕНИЕ *Эта область включает стандарты общего назначения
25.
 МАШИНОСТРОЕНИЕ *Эта область включает стандарты общего назначения
МАШИНОСТРОЕНИЕ *Эта область включает стандарты общего назначения← 1 2 3 4 5 … 291 292 293 294 295 296 297 298 299 300 301 … 309 310 311 312 313 →
- Название: Требования к качеству выполнения сварки плавлением металлических материалов. Часть 5. Документы, требования которых нужно удовлетворять для того, чтобы подтвердить соответствие требованиям ИСО 3834-2, ИСО 3834-3 или ИСО 3834-4
Название (англ): Quality requirements for fusion welding of metallic materials. Part 5. Documents with which it is necessary to conform to claim conformity to the quality requirements of ISO 3834-2, ISO 3834-3 or ISO 3834-4
Назначение: Настоящая часть ИСО 3834 регламентирует документы, требования которых нужно выполнять для того, чтобы подтвердить соответствие требованиям ИСО 3834-2, ИСО 3834-3 или ИСО 3834-4. Она может использоваться только в сочетании с ИСО 3834-2, ИСО 3834-3 или ИСО 3834-4 - Название: Сварка и родственные процессы. Перечень и условные обозначения процессов
Название (англ): Welding and allied processes. Nomenclature of processes and reference numbers
Nomenclature of processes and reference numbers
Назначение: Настоящий стандарт содержит перечень сварочных и родственных процессов, при этом каждый процесс идентифицирован условным цифровым обозначением.
Условное обозначение для любого процесса содержит не более трех цифр, которое охватывает: основные группы — одна цифра, группы — две цифры и подгруппы — три цифры. Такая система предусмотрена для облегчения процессов компьютеризации, разработки чертежей и рабочих документов, составления технологических карт сварочных процессов и т.п. - Название: Испытания разрушающие сварных соединений металлических материалов. Испытание на растяжение образцов, вырезанных поперек шва
Название (англ): Destruktive tests on welds in metallic materials. Transverse tensile test
Назначение: Настоящий стандарт определяет размеры испытательных образцов и процедуру проведения испытаний стыковых сварных соединений в целях определения предела прочности и места разрушения при растяжении поперек сварного шва.
Настоящий стандарт распространяется на все виды металлических конструкций, имеющих сварные соединения, выполненные сваркой плавлением.
Если в отдельных пунктах стандарта не указаны требования, то следует руководствоваться требованиями, изложенными в стандарте ИСО 6892-1 - Название: Испытания разрушающие сварных швов металлических материалов. Испытание на продольное растяжение металла шва сварных соединений, выполненных сваркой плавлением
Название (англ): Destructive tests on welds in metallic materials. Longitudinal tensile test on weld metal in fusion welded joints
Назначение: Настоящий стандарт устанавливает размеры образцов для испытаний и порядок проведения испытаний на растяжение для определения механических свойств наплавленного металла сварных швов.
Настоящий стандарт распространяется на все металлические сварные конструкции, изготовляемые с применением сварки плавлением и имеющие сварные швы, размер которых позволяет изготовить цилиндрические образцы для испытаний с размерами согласно ИСО 6892.
Если по отдельным пунктам стандарта не указаны требования, то следует руководствоваться требованиями, изложенными в стандарте ИСО 6892 - Название: Сварка. Сварные соединения из стали, никеля, титана и их сплавов, полученные сваркой плавлением (исключая лучевые способы сварки). Уровни качества
Название (англ): Welding. Fusion-welded joints in steel, nickel, titanium and their alloys (beam welding excluded). Quality levels for imperfections
Назначение: Настоящий стандарт устанавливает уровни качества сварных соединений, полученных сваркой плавлением (исключая лучевую сварку) и допустимые дефекты для всех видов сталей, никеля, титана и их сплавах. Он применяется для материалов толщиной более 0,5 мм. Стандарт охватывает стыковые сварные швы с полным проплавлением основного металла и все виды угловых сварных швов. Принципы настоящего стандарта могут быть также применены к стыковым сварным швам с частичным проплавлением основного металла.
Уровни качества для стальных сварных соединений, полученных лучевым способом сварки, представлены в стандарте ИСО 13919-1.
Чтобы обеспечить применение стандарта во многих областях сварочного производства устанавливаются три уровня качества. Они обозначаются символами B, C и D. Уровень качества B соответствует самым высоким требованиям к готовому сварному шву. Уровни качества относятся к качеству работ, а не к соответствию цели произведенного продукта.
Настоящий стандарт применяется к:
— нелегированным и легированным сталям;
— никелю и никелевым сплавам;
— титану и титановым сплавам;
— ручной, механизированной и автоматической сварке;
— всем положениям при сварке;
— всем типам сварных швов, например стыковым швам, угловым швам и патрубковым соединениям;
— указанным ниже процессам сварки и их определенных технологических вариантов согласно стандарту ИСО 4063:
— 11 дуговая сварка плавящимся электродом без газовой защиты;
— 12 дуговая сварка под флюсом;
— 13 дуговая сварка в защитном газе плавящимся электродом;
— 14 дуговая сварка в защитном газе неплавящимся электродом;
— 15 плазменная сварка;
— 31 газовая сварка с применением кислорода (только для сталей).
Металлургические аспекты, например, величина зерна, твердость, настоящим стандартом не охватываются - Название: Сварка и родственные процессы. Классификация дефектов геометрии и сплошности в металлических материалах. Часть 2. Сварка давлением
Название (англ): Welding and allied process. Classification of geometric imperfections in metallic materials. Part 2. Welding with pressure
Назначение: Настоящий стандарт объединяет и классифицирует возможные дефекты в сварных швах, полученных сваркой давлением. Устанавливается единообразие обозначения. Охватываются только вид, форма и размеры различных дефектов, вызванных сваркой давлением. Дефекты металлургического характера не рассматриваются. Дефекты, вызванные не сварочной операцией, вызванные например дополнительными напряжениями, нагрузками или окружающей средой, в этот стандарт не включены.
Информация, касающаяся последствий влияния указанных дефектов и использования конкретных конструкций, не дается, так она зависит от конкретных требований к сварному соединению - Название: Качество данных. Часть 102. Основные данные. Обмен данными характеристик. Словарь
Название (англ): Data qulity. Part 102. Master data. Exchange of characteristic data. Vocabulary
Назначение: Настоящий стандарт включает в себя словарь, относящийся к качеству основных данных и применяющийся вместе с основными данными, включенными в другие стандарты ИСО 8000.
Настоящий стандарт распространяется на:
— основные термины и определения, относящиеся к качеству данных, синтаксису и семантике, которые необходимы в дополнение к другим терминам и определениям настоящего стандарта.
Настоящий стандарт не распространяется на:
— термины и определения, относящиеся к качеству данных, которые не применяются в стандартах ИСО 8000 - Название: Качество данных. Часть 110. Основные данные. Обмен данными характеристик. Синтаксис, семантическое кодирование и соответствие спецификации данных
Название (англ): Data quality. Part 110. Master data. Exchange of characteristic data. Syntax, semantic encoding, and conformance to data specification
Назначение: Настоящий стандарт устанавливает требования для обмена основными данными характеристик между организациями и системами.
Настоящий стандарт распространяется на:
— требования, касающиеся соответствия основных данных в сообщениях и формального синтаксиса;
— требования семантического кодирования основных данных в сообщениях;
— требования, касающиеся соответствия основных данных в сообщениях и спецификаций данных;
— требования, касающиеся коммерческой модели обмена основными данными.
Настоящий стандарт не распространяется на:
— требования, относящиеся к основным данным, которые не являются данными характеристик;
— требования, относящиеся к данным, не входящим в сообщения;
— требования, относящиеся к сообщениям, не имеющим отношение к обмену основными данными между организациями и системами;
— требования, относящиеся к архивным записям основных данных - Название: Приемочные испытания машин для кислородной резки. Воспроизводимая точность. Эксплуатационные характеристики
Название (англ): Acceptance test for oxygen cutting machines. Reproducible accuracy. Operational characteristics
Назначение: Настоящий стандарт распространяется на стандартные портальные машины для кислородной фигурной и прямолинейной резки.
Настоящий стандарт допускается применять к другим процессам термической резки - Название: Испытания разрушающие сварных швов металлических материалов. Испытание на ударный изгиб. Расположение образца для испытания, ориентация надреза и испытание
Название (англ): Destructive tests on welds in metallic materials. Test for impact bending. Test specimen location, notch orientation and examination
Назначение: Настоящий стандарт устанавливает методику обозначения образцов, вырезаемых из сварного соединения для испытаний на ударный изгиб, в зависимости от места их расположения в сварном соединении и ориентации надреза, а также требования к проведению испытаний и оформлению результатов испытаний.
Стандарт применяется ко всем сварным металлическим конструкциям при испытании на ударный изгиб стыковых сварных соединений, выполненных сваркой плавлением
 Nomenclature of processes and reference numbers
Nomenclature of processes and reference numbers

 Часть 102. Основные данные. Обмен данными характеристик. Словарь
Часть 102. Основные данные. Обмен данными характеристик. Словарь Exchange of characteristic data. Syntax, semantic encoding, and conformance to data specification
Exchange of characteristic data. Syntax, semantic encoding, and conformance to data specification Воспроизводимая точность. Эксплуатационные характеристики
Воспроизводимая точность. Эксплуатационные характеристики
← 1 2 3 4 5 … 291 292 293 294 295 296 297 298 299 300 301 … 309 310 311 312 313 →
Вопрос-ответ
Заказать сертификат
Определение прочности сварных соединений с дефектами не трещиноподобного типа в стальных корпусах судов — Судостроение
Судно — это сложное техническое сооружение повышенной опасности, жизненный цикл которого проходит в неблагоприятных условиях эксплуатации. Прочность, жесткость и непроницаемость корпуса судна — это те параметры, которые характеризуют его техническое состояние.
Потребность в ремонте у каждого судна неизменно возрастает с увеличением срока его службы.
Это происходит:
-
во-первых, в результате естественного износа конструктивных элементов из-за дефектов,
-
а во-вторых, вследствие случайных повреждений (поломок, аварий).
По официальным данным, средний срок эксплуатации судна в России превышает 30 лет, а большая часть всех судов эксплуатируются сверх нормативного срока.
В настоящее время в виду сложившейся экономической ситуации судостроительным предприятиям трудно изыскивать средства на обновление флота. При ремонте судна корпусные работы составляют до 30% от общего ремонта, и характеризуются зачастую тяжелыми условиями труда. Стоимость ремонта корпусов получается весьма высокой не только по основным материальным затратам, но и еще и потому, что судно на длительный срок выводится из эксплуатации. Дополнительные работы по ремонту дефектных участков сварных швов повышают сроки и трудоемкость постройки и ремонта судов. По этой причине большую актуальность приобретает возможность продления срока межремонтного периода эксплуатации судов.
Способность конструкций судна сопротивляться усталостным разрушениям (трещинам) от переменных нагрузок и разрушениям от экстремальных нагрузок (разрывам, пластическим деформациям и потерям устойчивости связей с нарушением их формы) является комплексным понятием, определяющим прочность всего сварного корпуса [4]. В соответствии с Правилами Российского Морского Регистра Судоходства (РМРС) в части 14 «Сварка» [7] устанавливают нормативные требования к корпусу судна, исходя из двух основных критериев: усталостной и предельной прочности сварного соединения.
В соответствии с Правилами Российского Морского Регистра Судоходства (РМРС) в части 14 «Сварка» [7] устанавливают нормативные требования к корпусу судна, исходя из двух основных критериев: усталостной и предельной прочности сварного соединения.
В результате эксплуатации на сварной корпус судна, который имеет наружную обшивку, верхнюю и нижнюю палубы, продольные и поперечные перегородки, выполненные из листовых элементов и соединенные герметичными сварными швами [1, 2], действуют статические, динамические и циклические нагрузки. При длительном действии на сварной корпус судна постоянных и переменных нагрузок, происходит постепенное накопление повреждений — износ, которые могут приводить к усталостному разрушению или потери несущей способности сварного шва. Это связано с тем, что на прочность сварного шва оказывают влияние внутренние сварочные дефекты, которые могут существенно снижать прочностные характеристики сварной конструкции, так как являются концентраторами напряжений.
Анализ случаев разрушения сварных конструкций, работающих в различных условиях, свидетельствует о том, что чаще всего их разрушение начинается от дефектов, возникающих в сварном соединении или в основном металле [10]. Дефекты не трещиноподобного типа сварочных швов (газовые и твердые неметаллические включения и др.) совершенно по-разному влияют на прочностные (технологические) и эксплуатационные свойства корпусной конструкции и ее сварных соединений при различных видах нагружения. Анализ методов проектирования корпусов судов (расчетный и по правилам классификационных обществ) [4, 6, 7], а также принципов оценки усталостной прочности сварного корпуса судна [3] и результатов исследований полей деформаций, эксплуатируемых судовых корпусов [8] позволяет сделать вывод о том, что используемые РМРС нормы дефективности сварных швов корпуса судна для дефектов не трещиноподобного типа, отражают только технологический уровень качества, а не эксплуатационный.
Прочностные (технологические) и эксплуатационные характеристики сварных соединений стального корпуса и механизм разрушения при наличии разнообразных внутренних дефектов и специфического набора нагрузок можно разделить по характеру развития разрушения и последствиям, оказывающим влияния на прочность всего корпуса судна. В соответствии с требованием Правил РМРС [7] оценка качества (надежности) сварных соединений корпуса судна базируется на ИСО 5817 [11] и подразделяется на 3 уровня дефективности, а классификация дефектов осуществляется в соответствии с ИСО 6520-1. Критерии допустимости каждого из дефектов определяются в зависимости от присвоенного сварной металлоконструкции уровня качества по ИСО 5817 [11] и выбранного метода неразрушающего контроля, который осуществляется в соответствии с ИСО 17635.
В соответствии с требованием Правил РМРС [7] оценка качества (надежности) сварных соединений корпуса судна базируется на ИСО 5817 [11] и подразделяется на 3 уровня дефективности, а классификация дефектов осуществляется в соответствии с ИСО 6520-1. Критерии допустимости каждого из дефектов определяются в зависимости от присвоенного сварной металлоконструкции уровня качества по ИСО 5817 [11] и выбранного метода неразрушающего контроля, который осуществляется в соответствии с ИСО 17635.
На рисунке 1 рассмотрена общая схема формирования уровня качества (надежности) сварного соединения, где на графике вдоль оси «H» указывается изменение уровня качества сварного шва в течение времени «t». Этот процесс целесообразно рассматривать как серию условных потерь качества свариваемого металла за счет изменения его свойств. Значения потерь технологического (∆m) и производственно-технологического (∆nm) качества могут быть определены в единицах показателей работоспособности по результатам соответствующих разрушающих испытаний [9].
Рис. 1. Общая схема формирования уровней качества для сварных соединений
Анализ требований РМРС [7] для рентгенографического метода контроля в части оценки типа и размера внутренних дефектов в наружной обшивке стального корпуса для уровней качества 1, 2 и 3 показал, что она имеет нелинейный вид и позволяет найти зависимость между шириной шва (Wp) и допустимым количеством отдельных пор, равномерным распределением пористостей, а также скоплением пор (рис. 2).
Рис. 2. График изменения уровня качества сварного шва тип С17 в зависимости от ширины шва (Wp) и допустимой площади дефектов [Aдеф]
В соответствии с результатами исследования [9], при статистических нагрузках для металла сварного шва, обладающего пластичностью, потеря его прочности примерно пропорциональна общей площади -
внутренних дефектов или непроваров (рис. 3 – область «Статика»). Следует отметить, что авторами исследования приводятся данные по незначительному изменению несущей способности стыковых сварных соединений (особенно с усилением сварного шва) при
3 – область «Статика»). Следует отметить, что авторами исследования приводятся данные по незначительному изменению несущей способности стыковых сварных соединений (особенно с усилением сварного шва) при
а иногда до 20÷30% от площади плана шва Wp х L, где L — любые (с наибольшей плотностью дефектов 100 мм длины шва).
Сравнительно небольшие дефекты при воздействии на сварной шов динамической или вибрационной нагрузок, оказывают существенное влияние на прочность (рис. 3 – область «Усталость»). Это приводит к тому, что нарушается функциональная связь в виде линейной пропорциональностью между потерей работоспособности и размерами дефекта [9].
На рисунке 3 приводится результат использования рентгенографического метода контроля для выявления внутренних дефектов сварного стыкового шва и общий расчетный уровень дефективности g=5%, который позволяет по графику (точки А, Б – область «Статика» и В, Г – область «Усталость») определить диапазоны возможного разрушения сварного шва от действия статических и динамических нагрузок при заданном уровне дефективности. Выявленные дефекты – одиночные поры (dmax=0.4…0,5≤4 мм, g0.15%), скопление пор (dmax=1…1.5≤15 мм, n=4…15. g2.48%), которые снижают прочность и плотность [9] по отдельности не превышают допускаемых значений для 1-3 уровня качества сварного шва.
Выявленные дефекты – одиночные поры (dmax=0.4…0,5≤4 мм, g0.15%), скопление пор (dmax=1…1.5≤15 мм, n=4…15. g2.48%), которые снижают прочность и плотность [9] по отдельности не превышают допускаемых значений для 1-3 уровня качества сварного шва.
Прогнозируемая прочность сварного соединения на рисунке 3 с учетом общего показателя дефективности сварного шва при статических нагрузках составит σв.св=(0,93…0,96)σв.м, а при динамических нагрузках σв.св = (0,51…0,59)σв.м. Из трех типов дефектов по нормам РМРС ремонту подлежит только скопление шлаковых включений (g2.37%), что уменьшит общую дефектность до g=2,63% (точки А1, Б1, В1, Г1) и обеспечит требуемые технологические качества сварного соединения.
Рис. 3. Характер влияния суммарной относительной площади внутренних дефектов
% на прочность сварных стыковых швов
по отношению к прочности основного металла
Снижение дефектности сварного шва за счет ремонта внутренних дефектов приводит к ситуации, когда в сварном шве практически полностью отсутствуют или имеются определенного типа технологические дефекты, уровень которых не превышает значений, указанных в нормативных документах. Это позволяет обеспечить заданный уровень качества, но не гарантирует, что в процессе расчетной эксплуатации сварного корпуса судна не образуются дефекты трещиноподобного типа [8] (зона корпуса судна D) из имеющихся в сварном шве технологических дефекты не трещиноподобного типа рис. 4.
Это позволяет обеспечить заданный уровень качества, но не гарантирует, что в процессе расчетной эксплуатации сварного корпуса судна не образуются дефекты трещиноподобного типа [8] (зона корпуса судна D) из имеющихся в сварном шве технологических дефекты не трещиноподобного типа рис. 4.
Исходя из этого можно сделать вывод, что при расчете прочности сварного шва с внутренними технологическими ДНТ необходимо учитывать вероятность его развития в ДТТ эксплуатационного характера.
Рис. 4. Распределение дефектов сварных швов в процентах от общего числа по основным зонам судна
Анализ нормативных и научных источников, посвященных проблемам обеспечения безопасной эксплуатации сварных корпусов судна позволил сделать следующие выводы:
-
Процесс изготовления сварных корпусов судов регламентирован нормами качества, изложенных в РМРС, где установлены критерии качества сварных швов в отношении допустимого количества внутренних дефектов.
Сварочные дефекты являются неотъемлемой частью процесса изготовления сварочных швов, что может приводить к увеличению стоимости изготовления корпусов судна за счет проведения ремонтных работ. Установленные правилами РМРС нормы носят технологический характер и являются достаточно жесткими по отношению к условиям эксплуатации корпусов судов.
-
При расчете прочности сварного шва с внутренними технологическими ДНТ необходимо учитывать вероятность его развития в ДТТ эксплуатационного характера.
 Сварочные дефекты являются неотъемлемой частью процесса изготовления сварочных швов, что может приводить к увеличению стоимости изготовления корпусов судна за счет проведения ремонтных работ. Установленные правилами РМРС нормы носят технологический характер и являются достаточно жесткими по отношению к условиям эксплуатации корпусов судов.
Сварочные дефекты являются неотъемлемой частью процесса изготовления сварочных швов, что может приводить к увеличению стоимости изготовления корпусов судна за счет проведения ремонтных работ. Установленные правилами РМРС нормы носят технологический характер и являются достаточно жесткими по отношению к условиям эксплуатации корпусов судов.
Литература:
-
Овчинников, В.В. Производство сварных конструкций: учебник для использования в учебном процессе образовательных учреждений, реализующих программы среднего профессионального образования / В. В. Овчинников. — Москва: Форум, Москва: ИНФРА-М. — 2017. — 287 с.
-
Технология изготовления сварных конструкций: Учебник / В.
В.Овчинников — М.: ИД ФОРУМ, НИЦ ИНФРА-М. — 2015. — 208 с.
-
Коростылёв Л.И. Анализ и классификация методов оценки усталостной прочности сварных тонкостенных конструкций корпуса судна / Л.И. Коростылёв, Д.Ю. Литвиненко. — Вестник ГУМиРФ им. Адм. С.О. Макарова. – 2016. — 3(37). – с.104-118
-
Проектирование конструкций корпуса судна: Учебное пособие / Чижиумов С.Д., Бурменский А.Д. – Комсомольск-на-Амуре: ГОУВПО «КнАГТУ». — 2006. — 117 с.
-
Технология и оборудование сварочного производства. Учебное пособие /С.Ф. Демичев, А.В. Рясный, А.Л. Усольцев. — Самара: Самарский государственный аэрокосмический университет, 2010. — 78 с.
-
Российский морской Регистр судоходства. Правила классификации и постройки морских судов. Корпус. — СПб.: ФАУ «РМРС». — 2018. — Т.2. — 205 с.
-
Российский морской Регистр судоходства.
Правила классификации и постройки морских судов. Сварка. — СПб.: ФАУ «РМРС». — 2019. — Т.14. — 105 с.
-
Королев В. В. Исследование полей деформаций судовых корпусов / В. В. Королев, Н. Е. Жадобин // Эксплуатация морского транспорта. – 2008. — №3(53). – С. 73-75.
-
Контроль качества сварки: учебное пособие для машиностроительных вузов / под. ред. В.Н. Волченко – М.: Машиностроение, 1975. – 328 с.
-
Деев Г. Ф. Дефекты сварных швов / Г. Ф. Деев, И. Р. Пацкевич. Киев: Наук. думка, 1984. – 208 с.
-
ГОСТ Р ИСО 5817-2009. Сварка. Сварные соединения из стали, никеля, титана и их сплавов, полученные сваркой плавлением (исключая лучевые способы сварки). Уровни качества. – Введ. 2011-01-01. – М.: Стандартинформ, 2011. – 23 с.
 В.Овчинников — М.: ИД ФОРУМ, НИЦ ИНФРА-М. — 2015. — 208 с.
В.Овчинников — М.: ИД ФОРУМ, НИЦ ИНФРА-М. — 2015. — 208 с.
 Правила классификации и постройки морских судов. Сварка. — СПб.: ФАУ «РМРС». — 2019. — Т.14. — 105 с.
Правила классификации и постройки морских судов. Сварка. — СПб.: ФАУ «РМРС». — 2019. — Т.14. — 105 с.
С 1 сентября 2021г. вступают в силу НОВЫЕ ГОСТЫ: сварка, контроль, атомная промышленность, оборудование горно-шахтное, газораспределение.
Сварка:
ГОСТ Р ИСО 14174-2021 Материалы сварочные. Флюсы для дуговой и электрошлаковой сварки. Классификация
Утвержден: Росстандарт, 11.06.2021 .
Вводится с: 01.09.2021 .
ГОСТ Р ИСО 3581-2021 Материалы сварочные. Электроды покрытые для ручной дуговой сварки коррозионно-стойких и жаростойких сталей. Классификация
Вводится с: 01.09.2021 .
ГОСТ Р ИСО 544-2021 Материалы сварочные. Технические условия поставки присадочных материалов и флюсов. Тип продукции, размеры, допуски и маркировка
Утвержден: Росстандарт, 11.06.2021 .
Вводится с: 01.09.2021 .
ГОСТ Р ИСО 5817-2021 Сварка. Сварные соединения из стали, никеля, титана и их сплавов, полученные сваркой плавлением (исключая лучевые способы сварки). Уровни качества
Утвержден: Росстандарт, 11.06.2021 .
Вводится с: 01.09.2021 .
ГОСТ Р ИСО 6520-2-2021 Сварка и родственные процессы. Классификация дефектов геометрии в металлических материалах. Часть 2. Сварка давлением
Классификация дефектов геометрии в металлических материалах. Часть 2. Сварка давлением
Утвержден: Росстандарт, 11.06.2021 .
Вводится с: 01.09.2021 .
Контроль:
ГОСТ Р 59398-2021 Дефекты сварных соединений термопластов. Классификация
Утвержден: Росстандарт, 11.06.2021 .
Вводится с: 01.09.2021 .
ГОСТ Р 59399-2021 Дефекты сварных соединений термопластов. Уровни качества
Утвержден: Росстандарт, 11.06.2021 .
Вводится с: 01.09.2021 .
Атомная промышленность:
ГОСТ Р 8.703-2020 Государственная система обеспечения единства измерений (ГСИ). Учет и контроль ядерных материалов. Система измерений. Основные положения
Утвержден: Росстандарт, 03.12.2020 .
Вводится с: 01.09.2021 .
Настоящий стандарт устанавливает требования к системе измерений характеристик ядерных и специальных неядерных материалов (далее — ядерные материалы) в любых химических соединениях и физических формах.
Стандарт распространяется на систему измерений ядерных материалов, подлежащих государственному учету и контролю в соответствии с правилами [1], и подлежит применению в организациях Российской Федерации, осуществляющих производство, использование, переработку и хранение ядерных материалов.
Оборудование горно-шахтное:
ГОСТ Р 59490-2021 Оборудование горно-шахтное. Машины погрузочные стволовые. Общие технические требования и методы испытаний
Утвержден: Росстандарт, 18.05.2021 .
Вводится с: 01.09.2021 .
ГОСТ Р 59498-2021 Оборудование горно-шахтное. Конвейеры шахтные ленточные. Барабаны. Общие технические условия
Утвержден: Росстандарт, 18.05.2021 .
Вводится с: 01.09.2021 .
ГОСТ Р 59532-2021 Оборудование горно-шахтное. Конвейеры шахтные ленточные, оборудованные для перевозки людей. Требования безопасности
Утвержден: Росстандарт, 27.05.2021 .
Вводится с: 01.09.2021 .
ГОСТ Р 59590-2021 Оборудование горно-шахтное. Многофункциональные системы безопасности угольных шахт. Автономные средства контроля и регистрации параметров рудничной атмосферы
Многофункциональные системы безопасности угольных шахт. Автономные средства контроля и регистрации параметров рудничной атмосферы
Утвержден: Росстандарт, 21.07.2021 .
Вводится с: 01.09.2021 .
Системы газораспределительные:
ГОСТ Р 58095.4-2021 Системы газораспределительные. Требования к сетям газопотребления. Часть 4. Эксплуатация
Утвержден: Росстандарт, 31.03.2021 .
Вводится с: 01.09.2021 .
1.1 Настоящий стандарт распространяется на эксплуатацию сетей газопотребления, транспортирующих природный газ по ГОСТ 5542 давлением:
— до 0,005 МПа включительно домов жилых одноквартирных, жилых многоквартирных зданий, общественных и производственных зданий;
— до 0,6 МПа включительно производственных зданий;
— до 1,2 МПа включительно производственных зданий, в которых величина давления газа обусловлена требованиями производства.
Требования распространяются на теплогенераторные и автономные источники теплоснабжения, интегрированные в жилые многоквартирные, общественные, производственные, административные и бытовые здания; отдельно стоящие котельные, а также газоиспользующее оборудование, в том числе бытовое, общественных и производственных зданий.
1.2 Настоящий стандарт устанавливает требования к составу и оформлению эксплуатационной документации в процессе эксплуатации сетей газопотребления.
1.3 Настоящий стандарт не распространяется на индивидуальные, групповые баллонные и резервуарные установки сжиженных углеводородных газов.
1.4 Настоящий стандарт предназначен для применения юридическими лицами и индивидуальными предпринимателями, осуществляющими эксплуатацию, переустройство, реконструкцию сетей газопотребления объектов, перечисленных в 1.1, а также физическими лицами, осуществляющими эксплуатацию сети газопотребления на законных основаниях.
°â€œ°â€°Œ°¢ ° °¸±¾°¾ 5817 2019. 12. 19.¢ ISO 5817:2003 Welding ¢â‚¬â€ Fusion-welded joints in steel, nickel,
ФЕДЕРАЛЬНОЕ АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
Н А Ц И О Н А Л Ь Н Ы Й С Т А Н Д А Р Т
Р О С С И Й С К О Й Ф Е Д Е Р А Ц И И
ГОСТ Р и с о 5817 — 2009
Сварка
СВАРНЫЕ СОЕДИНЕНИЯ ИЗ СТАЛИ, НИКЕЛЯ, ТИТАНА И ИХ СПЛАВОВ, ПОЛУЧЕННЫЕ
СВАРКОЙ ПЛАВЛЕНИЕМ (ИСКЛЮЧАЯ ЛУЧЕВЫЕ СПОСОБЫ СВАРКИ)
Уровни качества
ISO 5817:2003 Welding — Fusion-welded jo in ts in steel, nickel, titanium and the ir alloys
(beam welding excluded) — Quality levels fo r imperfections (IDT)
Издание официальное
Москва Стамдартинформ
2011
блузка
https://meganorm. ru/list0.htm
ru/list0.htm
ГОСТ Р ИСО 5817—2009
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. No 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации — ГОСТ Р 1.0—2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным учреждением «Научно-учебный центр «Свар ка и контроль» при МГТУ им. Н.Э. Баумана (ФГУ НУЦСК при МГТУ им. Н.Э. Баумана). Национальным агентством контроля и сварки (НАКС) на основе собственного аутентичного перевода стандарта, ука занного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 «Сварка и родственные процессы»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агенства по техническому регу лированию и метрологии от 15 декабря 2009 г. Nt> 1075-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 5817:2003 «Сварка.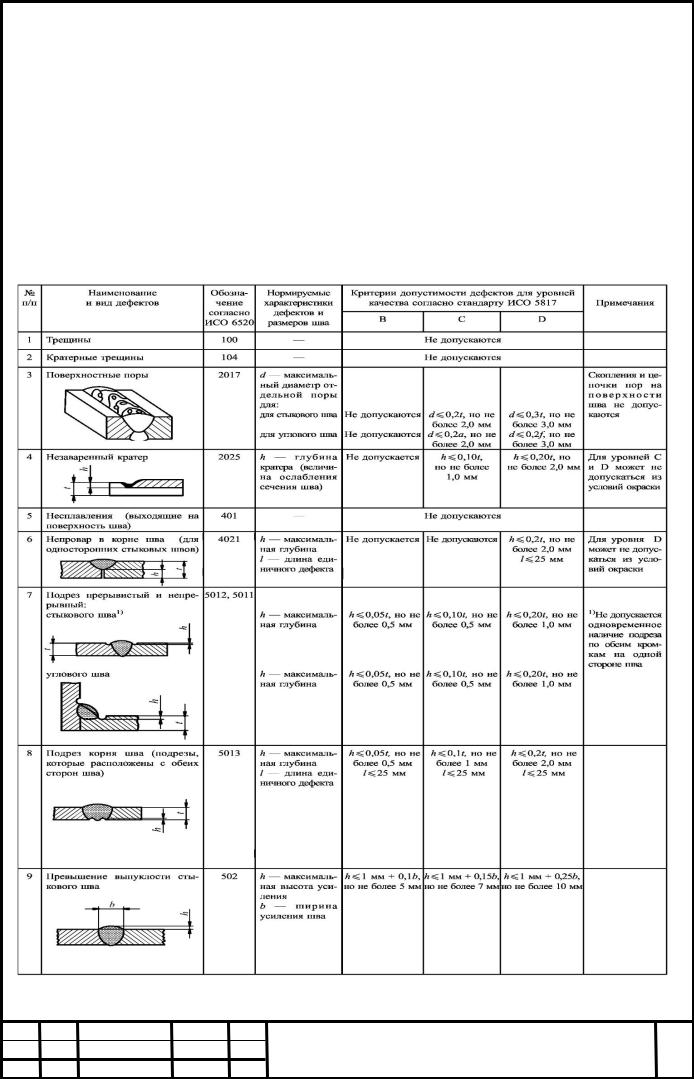 Сварные
соединения из стали, никеля, титана и их сплавов, полученные сваркой плавлением (исключая луче
вые способы сварки). Уровни качества» (ISO 5817:2003 «Welding — Fusion-welded joints in steel, nickel,
titanium and their alloys (beam welding excluded) — Quality levels for imperfections» с технической поправ
кой ISO 5817:2003/Cor.1:2006).
Сварные
соединения из стали, никеля, титана и их сплавов, полученные сваркой плавлением (исключая луче
вые способы сварки). Уровни качества» (ISO 5817:2003 «Welding — Fusion-welded joints in steel, nickel,
titanium and their alloys (beam welding excluded) — Quality levels for imperfections» с технической поправ
кой ISO 5817:2003/Cor.1:2006).
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок — в еже месячно издаваемых информационных указателях «Национальные стандарты». В случав пере смотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
© Стандартинформ.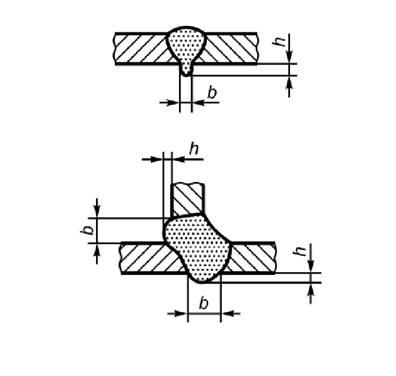 2011
2011
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и рас пространен в качестве официального издания без разрешения Федерального агентства по техническо му регулированию и метрологии
и
ГОСТ Р ИСО 5817—2009
Содержание
1 Область применения……………………………………………………………………………………………………………………….. 1
2 Нормативные ссылки……………………………………………………………………………………………………………………….. 1
3 Термины и определения…………………………………………………………………………………………………………………..2
4 Условные обозначения…………………………………………………………………………………………………………………….. 3
5 Оценка уровня дефектности сварных ш в о в ………………….. ……………………………………………………………….3
Приложение А (справочное) Примеры определения процента пористости………………………………….. 21
Приложение В (справочное) Дополнительная информация и указания по применению
……………………………………………………………….3
Приложение А (справочное) Примеры определения процента пористости………………………………….. 21
Приложение В (справочное) Дополнительная информация и указания по применению
настоящего стандарта …………………………………………………………………………………………….23 Приложение ДА (обязательное) Сведения о соответствии ссылочных международных стандартов
ссылочным национальным стандартам Российской Федерации (и действующим в этом качестве межгосударственным стандартам)………………………………………………..23
Библиография…………………………………………………………………………………………………………………………………. 24
in
ГОСТ Р ИСО 5817—2009
Введение
Настоящий стандарт предназначен для использования в качестве справочного материала по
правилам разработки чертежей и/или других стандартов. Он содержит упрощенный выбор дефектов
дуговой сварки на основе обозначений, приведенных в стандарте ИСО 6520-1.
Он содержит упрощенный выбор дефектов
дуговой сварки на основе обозначений, приведенных в стандарте ИСО 6520-1.
Некоторые дефекты, описанные в стандарте ИСО 6520-1. были использованы напрямую, а неко торые — сгруппированы. Была использована базовая справочная система нумерации из стандарта ИСО 6520-1.
Целью данного стандарта является определение размеров типичных дефектов, появление кото
рых можно ожидать при обычном производстве. Стандарт может использоваться в системе качества
при производстве сварных соединений. Он обеспечивает три набора размерных величин, из которых
может быть сделан выбор для конкретного применения. Уровень качества, необходимый в каждом слу
чае. должен быть определен применением стандарта или ответственным конструктором в сотрудни
честве с производителем, пользователем и/или другой заинтересованной стороной. Уровень качества,
таким образом, может быть задан перед началом производства, предпочтительно на стадии рассмот
рения или иной стадии. Для особых целей могут быть определены дополнительные детали.
Для особых целей могут быть определены дополнительные детали.
Уровни качества, приведенные в данном стандарте, обеспечивают базовую справочную инфор мацию и не относятся специально к какому-либо конкретному применению. Они относятся к типам сварных соединений в производстве, а не к законченному продукту или компоненту, как таковому. Воз можно. однако, что различные уровни качества применяются к отдель
EN ISO 3834 Введение
EN ISO 3834-1 ~ 5
Требования к качеству плавки металлических материалов
Стандартный состав
Часть 1: Критерии выбора для соответствующих требований к качеству
Часть 2: полные требования к качеству
Часть 3: Общие требования к качеству
Часть 4: основные требования к качеству
Часть 5: Подтверждение документов, необходимых для соответствия качеству требования групп 2, 3 и 4
Значение лежит
А. Создание гибкой структуры управления процессом сварки
Создание гибкой структуры управления процессом сварки
B. На основе ISO 9001
C. На основе других систем управления качеством
D. Предоставление рекомендаций для предприятий по созданию системы управления качеством сварки расплавом
E. Уточнение спецификаций, правил и стандартов на продукцию для Требования к контролю процесса сварки
Выбор детали для сертификации
A. Объем и важность продуктов, критически важных для безопасности
B.Сложность производства
C. Ассортимент выпускаемой продукции
D. Ассортимент различных используемых материалов
E. Степень возникающих металлургических проблем
F. Производственные дефекты, такие как смещение, деформация или дефекты сварки, влияют на характеристики продукта
Сертификационные требования
Коэффициент ISO 3834 | Часть 2 | Часть 3 | Часть 4 |
Запросить проверку | Требование | ||
Запись запроса | Может потребоваться запись | Нет требований к записи | |
Технический обзор | требования | ||
Запись запроса | Может потребоваться запись | Нет требований к записи | |
Субподряд | Подрядчик также считается производителем и производителем, ответственным за качество продукта | ||
Сварщик | Запрос оценки | ||
Инспектор сварки | требования | Нет особых требований | |
инспектор | Запрос оценки | ||
Производственное и испытательное оборудование | Оснащен подходящей подготовкой, реализацией процесса, испытательным, транспортным и подъемным оборудованием и оборудованием для обеспечения безопасности, защитной одеждой | ||
ТО | Требовать подтверждения соответствия оборудования | Нет особых требований | |
Письменный план, запись | Запись | ||
ДД | Учет оборудования | Нет особых требований | |
Планирование производства | требования | Нет особых требований | |
План, запись | Предложить план, запись | ||
WPS | требования | Нет особых требований | |
ПКР | требования | Нет особых требований | |
Испытание партии сварочного материала | По запросу | Нет особых требований | |
Хранение и транспортировка сварочного материала | Настройка процедур на основе рекомендаций поставщика | В соответствии с рекомендациями производителя | |
Хранение основного металла | От воздействия окружающей среды, сохранить логотип | Нет особых требований | |
ПВТ | Подтверждено соответствие стандартам продукции и нормативным требованиям | Нет особых требований | |
Требуется процесс, запись и запись прослеживаемости | Процесс запроса и записи | ||
Проверка перед сваркой, сваркой, после сварки | Требование | По запросу | |
Несоответствие и действие А | Реализовать меры контроля, потребовать ремонта и корректирующих процедур | Осуществление мер контроля | |
Калибровка контрольно-измерительного оборудования, подтвержденная | Требование | По запросу | Нет особых требований |
Процесс идентификации | СПККТ | Нет особых требований | |
Прослеживаемость | СПККТ | Нет особых требований | |
Файл качества | СПККТ | ||
%PDF-1. 5
%
2 0 объект
>
/UserRestrictions 42 0 Ч
>>
>>
эндообъект
4 0 объект
>
ручей
2016-11-07T14:44:51+03:00Adobe Acrobat Pro DC 15.17.20053(Infix)2021-04-09T14:23:44+03:00www.ilovepdf.comPDF-XChange Viewer;2.5.308.2;19 июня 2014 г. ;10:40:14;D:20201006073253+03’00’Infix Pro4.17Windowsapplication/pdfuuid:c05c0b93-f7f9-4ce1-99f2-288ac10eaa2buuid:fca5e7b8-9ca6-49e6-b870-bd742fbdc302 конечный поток
эндообъект
9 0 объект
>
ручей
30216 конечный поток
эндообъект
84 0 объект
>
ручей
xTn8}W#X1$ER»E»n&PbӉRYNtiӿ!Eҧ»0BΜdSI0%+4^2%t7+mfY/>ș|Tɤ3’2l@/]0!q&G&=41C’HVŸ һEx7GFb1-K\HeJʢTjQK0O8EMS.
5
%
2 0 объект
>
/UserRestrictions 42 0 Ч
>>
>>
эндообъект
4 0 объект
>
ручей
2016-11-07T14:44:51+03:00Adobe Acrobat Pro DC 15.17.20053(Infix)2021-04-09T14:23:44+03:00www.ilovepdf.comPDF-XChange Viewer;2.5.308.2;19 июня 2014 г. ;10:40:14;D:20201006073253+03’00’Infix Pro4.17Windowsapplication/pdfuuid:c05c0b93-f7f9-4ce1-99f2-288ac10eaa2buuid:fca5e7b8-9ca6-49e6-b870-bd742fbdc302 конечный поток
эндообъект
9 0 объект
>
ручей
30216 конечный поток
эндообъект
84 0 объект
>
ручей
xTn8}W#X1$ER»E»n&PbӉRYNtiӿ!Eҧ»0BΜdSI0%+4^2%t7+mfY/>ș|Tɤ3’2l@/]0!q&G&=41C’HVŸ һEx7GFb1-K\HeJʢTjQK0O8EMS. а%*JI~u(O
uz~wDN6I2{͏c4ehp,K֦}%GPyK[ҺIGN4dR,*JM*ix
а%*JI~u(O
uz~wDN6I2{͏c4ehp,K֦}%GPyK[ҺIGN4dR,*JM*ix
%PDF-1.4
%
%ABCpdf 12015
51 0 объект
>
эндообъект внешняя ссылка
51 29
0000000032 00000 н
0000002031 00000 н
0000002127 00000 н
0000002317 00000 н
0000002599 00000 н
0000002817 00000 н
0000002959 00000 н
0000003733 00000 н
0000004273 00000 н
0000004476 00000 н
0000004672 00000 н
0000004877 00000 н
0000005549 00000 н
0000005696 00000 н
0000005885 00000 н
0000007029 00000 н
0000007090 00000 н
0000007151 00000 н
0000007403 00000 н
0000009017 00000 н
0000010454 00000 н
0000011690 00000 н
0000012825 00000 н
0000014015 00000 н
0000015213 00000 н
0000016331 00000 н
0000018079 00000 н
0000045612 00000 н
0000077151 00000 н
трейлер ]
/Информация 47 0 Р
/Предыдущая 174021
/Корень 52 0 Р
/Размер 80
/Источник (WeJXFxNO4fJduyUMetTcP9+oaONfINN4+d7PjOC+Nmce6XK5eVO4csQJJjpD2WRPB9khgm8VtCFmyd8gIrwOjQRAIjPsWhM4vgMCV\
8KvVF/K8lfYsPUwSsL2aUKYd0sDbZZre8JlyCknGEg=)
>>
startxref
0
%%EOF 52 0 объект
>
эндообъект 53 0 объект
>
эндообъект 54 0 объект
>
ручей
Ѳ|rlBRCtͰ/
g[ƀv’}@5V4s@,ocl|[1܆PL+9rf.