Холодная ковка своими: подробное описание необходимых инструментов и материалов для ковки
размеры, эксплуатация, изготовление своими руками
Люди занимаются обработкой металла не одно тысячелетие. Известно две основных технологии обработки — горячая и холодная ковка. Первый метод требует использования нагревательного оборудования для плавки или разогрева металла. Вторая технология выполняется с помощью специального оборудования. Станки для холодной ковки — это простые конструкции, которые можно изготовить самому.
Станок для холодной ковкиПроцесс холодной ковки
Холодная ковка — простой технологический процесс обработки металла. Кузнец изгибает детали используя ручные установки. Работа проводится с помощью рычагов, которые уменьшают человеческое усилие, передаваемое на материал. На выходе получаются более прочные изделия, чем при отливке. При холодной ковке станок одновременно гнёт и прессует заготовки.
Изменение формы металлических деталей без нагревания применяется при изготовлении:
Оборудование для сгибания металлических заготовок позволяет создавать изделия разной формы. Сложные металлоконструкции изготавливаются из отдельных деталей с помощью сварочного аппарата.
Сложные металлоконструкции изготавливаются из отдельных деталей с помощью сварочного аппарата.
Виды станков
Существуют разные виды кузнечных станков, с помощью которых можно изменять металлические заготовки. Это конструкции рычажного типа, которые можно собрать самостоятельно. Для этого нужно разобраться в принципе работы отдельных моделей.
Улитка
Это ручной агрегат для создания завитков, спиралей из металлического прута. Самодельные станки улитка для холодной ковки присутствуют во многих мастерских. Чтобы сгибать заготовки малого размера, используется специальный кулачковый механизм.
Торсионный
Приспособления для холодной ковки, с помощью которых скручивают металлические прутья разного размера. Кузнец может изгибать по спирали один прут или объединять несколько в один. Представляет собой литое основание, на котором закрепляются два вида тисков. Одни неподвижные с воротом, вторые передвигаются по основанию. Тиски предназначены для закрепления прутьев. Далее кузнец закручивает ворот до нужного положения.
Далее кузнец закручивает ворот до нужного положения.
Чтобы скручивать несколько заготовок вместе, используется оборудование с установленными двигателями. Такие конструкции снижают усилия человека при работе с заготовками до минимума. Механизированные агрегаты эффективнее изгибают металлические детали.
Гнутик
Это ручной станок для ковки металла. Считается основным механизмом для сгибания прутьев под разными углами. Конструкция станка для ковки металла представляет собой металлическое основание, на котором закрепляются два неподвижных вала, а между ними подвижная деталь. С помощью подвижного элемента кузнец выбирает угол, по которому будет сгибаться заготовка.
Станок гнутикВолна
Ручное оборудование. Позволяет изгибать металлические заготовки по форме волны. Представляет собой ряд металлических дисков, которые расположены по одной прямой. Расстояние между ними может изменяться зависимо от требуемых изгибов волн.
Пресс
Чтобы делать плоские окончания на металлических изделиях, используется самодельный пресс. Он представляет собой два диска, которые объединяются между собой системой шестерней. Арматура закрепляется одним концом между дисками. Кузнец начинает вращение с помощью ручки.
Он представляет собой два диска, которые объединяются между собой системой шестерней. Арматура закрепляется одним концом между дисками. Кузнец начинает вращение с помощью ручки.
Изготовление
Сборка самодельных станков для холодной ковки своими руками не доставляет больших трудностей. Сделать станок для холодной ковки своими руками можно в несколько этапов:
- Подготовить чертежи. Если это многофункциональный универсальный станок, схемы отдельных элементов можно найти в интернете. Объединить их на одном рисунке, обозначить места скрепления, проводов. Нельзя забывать про указание размеров.
- Подготовить инструменты, расходные материалы. Например, для изготовления улитки понадобится кулачковый механизм, спираль из твердосплавного металла. Для волны нужны металлические диски, для торсиона — тиски.
- Следующий этап — сборка конструкции, на которой будут закрепляться другие детали.
 Чтобы соединить металлические детали, необходимо использовать сварочный аппарат. Швы зачищаются с помощью болгарки, покрываются защитным составом.
Чтобы соединить металлические детали, необходимо использовать сварочный аппарат. Швы зачищаются с помощью болгарки, покрываются защитным составом. - На готовой конструкции закрепляются подвижные элементы, которые будут взаимодействовать непосредственно с заготовкой.
- Прежде чем начинать работать нужно проверить надёжность креплений.
 Чтобы соединить металлические детали, необходимо использовать сварочный аппарат. Швы зачищаются с помощью болгарки, покрываются защитным составом.
Чтобы соединить металлические детали, необходимо использовать сварочный аппарат. Швы зачищаются с помощью болгарки, покрываются защитным составом.Несмотря на многообразие чертежей и инструкций, часто качество самодельных станков оставляет желать лучшего, а учитывая количество потраченного времени, многие выбирают вариант покупки заводского оборудования.
Цены на станки для холодной ковки сейчас на очень низком уровне благодаря компании Stancraft, которая разработала и запустила в массовую продажу универсальный комплект ручных станков, что бы их мог позволить себе любой дачник.
На их официальном сайте stancraft.ru есть такие станки, как «Улитка», «Торсион+Корзинка», «Гнутик», «Профилегиб». Если Вам хочется максимально быстро начать работать на станках, самый простой способ — заказать на сайте stancraft. ru.
ru.
Эксплуатация
Чтобы не испортить материал и оборудование, нужно знать ряд особенностей. Кузнецы дают такие рекомендации:
- Прежде чем начинать работать нужно проверить целостность крепёжных элементов.
- Подвижные детали необходимо периодически смазывать моторным маслом. Это обеспечит надёжную работу оборудования.
- Чтобы проще было изгибать заготовки из металла, можно делать предварительное разогревание материала.
- При сгибании деталей движения должны быть плавными. Самодельные станки не настолько надёжны как покупное оборудование.
- Нельзя надеяться на высокую точность самодельного агрегата.
После сваривания металлических элементов конструкции нужно зачистить швы. Покрыть их антикоррозийным составом. На самодельном оборудовании для холодной ковки изготавливаются отдельные детали металлоконструкции. Кузнец располагает их на рабочем столе так, как они будут расположены в готовом изделии. После этого он должен соединить их с помощью сварочного аппарата.
После этого он должен соединить их с помощью сварочного аппарата.
Самодельные станки для холодной ковки популярны в частных мастерских, гаражах. Кузнецы изготавливают с их помощью разные кованые изделия сложной формы. Для сборки не нужно обладать дополнительными навыками. Достаточно сделать чертёж, подготовить материалы, инструменты, провести поэтапную сборку.
Холодная ковка своими руками — советы профессионалов
Какие технологии и приемы используются в холодной ковке, что нужно знать о производственных операциях? Об этом — далее в нашем материале.
Сегодня большое распространение получили небольшие домашние мастерские по обработке металла. Это и хобби, и дополнительный доход в семейный бюджет. Более распространена холодная ковка своими рукам. Такая технология не требует больших затрат на начальном этапе, а изделия ручной работы ценятся довольно высоко.
Какие технологии и приемы используются таким способом металлообработки, что нужно знать о производственных операциях? Об этом — далее в нашем материале.
Понятие холодной металлообработки
Холодным способом обрабатывается, в основном, металлопрокат в виде прутков, квадратов, круга, полосы или листа.
Для производства применяются особые приспособления и инструменты, причем часто они узкоспециализированные и не пригодны для работы в других направлениях.
Разогрев заготовок до ковочной температуры не предусмотрен технологией, которая использует одно из главных свойств металла — пластичность. Нагрев возможен лишь частичный в местах изгиба некоторых изделий (например, при слишком толстом металле исходного материала).
Холодная ковка металла используется для изготовления решеток, заборов, ворот, калиток (и отдельных элементов их украшений), каркасы мебели и различные детали декора.
При этом в процессе производства этой продукции металл поддается прессованию и изгибанию, что делает изделие даже прочнее, чем при горячей ковке, так как не изменяются свойства металла, а кристаллическая решетка, наоборот, упрочняется за счет сжатия.
Холодная ковка в домашних условиях довольно простой, но, в то же время, и сложный технологический процесс, который требует опыта. Что нужно знать о такой металлообработке, а также что потребуется для изготовления изделий без разогревания материалов?
Холодная ковка своими руками
Весь рабочий процесс по созданию изделий с помощью холодной ковки можно разделить на несколько этапов.
- Чертеж или схема готового изделия.
- Подбор материалов.
- Обработка металла и изготовление деталей.
- Сборка и отделка.
Чертеж
На чертежах будущего изделия рассчитываются и отмечаются все размеры деталей, углы расположения отдельных элементов и посадочные точки.
Изготовить его можно как вручную, так и с помощью современных компьютерных программ типа AutoCAD.
Главное — выполнить схему в приблизительном масштабе, чтобы с легкостью можно было без проблем проводить расчеты. Цель такого чертежа: точное определение наименований и количество необходимых деталей, подсчет материалов, правильная окончательная сборка всего изделия.
Материалы
В холодной ковке обрабатывается различные виды металлопроката.
С прутков или квадратов производят практически все элементы: навершия, гусиные лапки, завитки, спирали, вензеля и прочие.
Но также холодным способом обрабатывают и такие заготовки, как листовой металл, стальная полоса и профильная труба. Из них изготавливают спирали, листья или те же завитки с волютой.
Размеры обрабатываемого проката зависят от мощности оборудования. К примеру, ручные станки не способны гнуть пруток толще, чем 14 миллиметров.
В некоторых случаях холодной ковкой может обрабатываться и цветной металл: медь, алюминий и другие.
Когда готов чертеж, можно с легкостью подсчитать: какое количество нужно того или иного вида проката для создания вещи.
Обработка материалов
На этом этапе создают все отдельные детали изделия и готовят их к сборке. На оборудовании, по надобности, совершается производство следующих кованых элементов.
- Лапки, пики, навершия — для завершения концов решеток или других линейных деталей.

- Завитки — к ним относят свои подвиды: волюта (концы загнуты в одну сторону), червонка (спирали в разные стороны), запятые (просто изогнутый конец прута).
- Кольца.
- Корзинки — два прута закрученные по спирали и соединенные на концах.
- Крутени (торсионы) — пруты или полосы, закрученные вокруг своей оси.
Все эти элементы производят на специальном оборудовании, способном изгибать металлические заготовки без разогрева до ковочной температуры. В мастерских для производства изделий холодной ковки своими руками применяют «золотую шестерку» верстаков: гнутик, улитку, фонарик, твистер, объемник и волну.
Обработка металлопроката построена на трех основных технологических
процессах:
- Вытяжке.
- Гибке.
- Кручении.
Как и в горячей ковке, вытяжка подразумевает раскатывание металла для того, чтобы уменьшить его сечение. В холодной ковке эта технология используется для производства элементов типа пик или гусиных лапок.
Чтобы сделать вытяжку холодным способом, требуется раскаточная установка, которая плющит конец заготовки. С использованием штампов при этом сразу же наносится рельеф. Пики производят на прессах, придавая заготовкам нужную конфигурацию.
Кручение построено на свойстве металла — пластичности и способности сохранять заданную форму. Во время такой обработки, заготовка закручивается под усилием вокруг своей оси. Обычно процедуру делают на твистере. Однако, такие элементы, как корзинки, производят с помощью фонарика. Он способен закрутить несколько заготовок, сформировав при этом объемный элемент.
Обычно вся обработка проводиться холодным способом, однако, иногда требуется нагрев определенных точек на заготовке.
 Это делают при гибке или кручении толстых деталей или же когда нужно исправить бракованные элементы. Нагревание может осуществляться в кузнечных горнах или газовым резаком до температуры 200-300 градусов, что значительно ниже ковочной температуры.
Это делают при гибке или кручении толстых деталей или же когда нужно исправить бракованные элементы. Нагревание может осуществляться в кузнечных горнах или газовым резаком до температуры 200-300 градусов, что значительно ниже ковочной температуры.Также в холодной обработке металла используются стандартные способы: резка, рубка, шлифовка и прочие. Для этого применяют болгарки, отрезные круги, шлифовальные машины, гильотины, зубила и прочие.
Сборка и отделка
Эти два этапа завершают процесс изготовления изделий способом холодной ковки.
Сборка деталей в единую комбинацию проводится несколькими способами:
- На заклепках.
- На хомутах.
- Сварка.
Самый простой и быстрый метод собрать изделие — это электро- или газосварка (последняя используется реже).
Однако, некоторые детали крепят на хомуты и заклепки, если это предусмотрено стилевым оформлением.
Ранее использовалась кузнечная сварка, которая сегодня потеряла свою актуальность из-за трудоемкости процесса.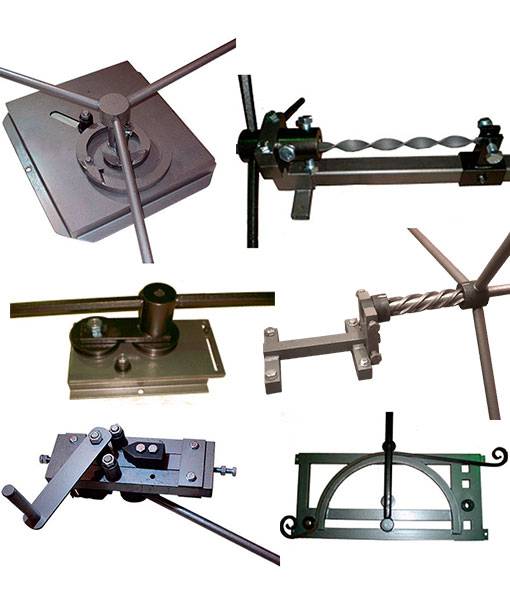
К окончательной отделке относят шлифовку, зачистку поверхностей металла, а также нанесение декоративного покрытия (лакокрасочного или любого другого). После чего работа считается завершенной и проводиться монтаж готового изделия по надобности.
А что Вы можете добавить к материалу этой статьи из личного опыта? Поделитесь им в обсуждениях и оставьте свои комментарии.
Холодная ковка своими руками
Всем здравствуйте !
Что такое холодная ковка ?
Холодная ковка – это изготовление изделий, в процессе которого металл не поддают термическому нагреву. Нужная нам форма получается в результате исключительно механической обработки, то есть металл гнется под действием силы. В данной статье автор опишет способ, как при помощи холодной ковки изготовить оконную решетку, которая в последующем будет установлена в металлическую дверь. Для большего понимания автор прилагает подробный фото отчет .
— квадратная труба 20×10 мм;
— круг стальной горячего катания диаметром 10 мм;
— квадрат стальной горячего катания Д10 мм;
— декоративные изделия из металла;
— болты 8 мм с полукруглой головкой — гайки М8;
— шлифовальные диски по металлу;
— автомобильный грунт;
— черная краска;
— золотистая краска;
— растворитель 646.
Инструмент
— болгарка;
— сварочный аппарат;
— дрель;
— рулетка;
— линейка;
— мел.
Приступим !
Изначально автор сделал вот такую дверь, для которой и будет изготавливаться специальная защитная решетка.
Первым делом был изготовлен специальный эскиз, который в последующем нужно распечатать, размеры взяты 1:10 .
Далее была взята квадратная труба, из которой сделана рама, к ней в последующем будут привариваться элементы ковки.
Раму нужно сваривать с небольшим отступом (10 мм) по всему контуру оконного проема.
Далее на куске жестяного листа автор нарисовал будущий узор, который будет украшать, и защищать дверное окошко.
Затем автор сделал специальное приспособление, при помощи которого и будет происходить сгибание метала, оно очень простое, для этого нужно взять два кусочка круглой арматуры диаметром 16 мм, и приварить их на свободную поверхность, расстояние между прутьями делаем 10 мм, так чтобы прут, который мы будем гнуть, свободно ложился между ними. Далее выгибаем форму лозы.
Далее выгибаем форму лозы.
Когда все элементы готовы, привариваем их к раме, для того, чтобы швов не было видно, варим все с внутренней стороны рамы, далее шлифуем балгаркой.
Для того, чтобы придать изделию эффект ковки, автор взял готовые декоративные элементы, отрезав болгаркой лепестки и приварил их на концах лозы
Далее были приварены остальные элементы
Делаем обрамление для рамы. Для этого нужно взят квадратную трубу, один из концов приварить, а с другого конца нужно приварить кусок круглого прута, затем начинаем вращать, труба постепенно будет скручиваться.
Для того, чтобы закрепить раму с элементами лозы, нужно просверлить 4 отверстия по углам, сверлом диаметром 8 мм , затем в готовые отверстия нужно поместить болты с круглой головкой.
После того как рама зафиксирована, рисуем узор в верхней и нижней части.
Скрученные квадратные трубы нужно немного укоротить, затем к ним привариваются декоративные элементы, согласно примеру на фото.

Далее места швов шлифуем болгаркой.
Так как верхняя часть должна быть немного меньше, загибаем прут при помощи трубы, используем эффект рычага.
Готовые части соединяем при помощи сварки, далее шлифуем.
Аналогично делаем с нижней частью.
Мебельные болты привариваем с обратной стороны конструкции.
Далее в нескольких местах сверлим отверстия, вставляем болт соответствующего размера и срезаем болгаркой лишнюю часть, а затем привариваем , таким образом создаем эффект ковки.
Оконная решетка готова, осталось произвести покраску. Для этого сначала обезжириваем поверхность при помощи растворителя, далее наносим грунтовку, после чего окрашиваем краской.
Осталось закрепить решетку к двери . Крепим кованую решетку гайками с обратной стороны.
Края лозы, и шляпки болтов окрашиваем золотой краской.
Вот так выглядит все в законченном варианте.
Всем спасибо за внимание!
Источник (Source) Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст.
 Подробнее здесь.
Подробнее здесь.Холодная ковка своими руками: чертежи, станок, изделия, инструкция
Человеку, неравнодушному к кованым изделиям, можно только позавидовать. У него есть все необходимое для воплощения самых смелых проектов оформления. Приспособления для изготовления элементов холодной ковки можно приобрести в готовом виде или изготовить своими руками, но в том или ином случае, вы можете быть уверенны, что работать с ними будет удобно и просто. При этом большой физической силы не потребуется, все что нужно, это нажимать на нужные кнопки и поворачивать своевременно специальные рычаги.
Единственное, что нужно помнить, это то, что изготовление кованых изделий холодным способом требует соблюдения строгих правил и последовательности. Другими словами, холодная ковка — это поэтапный технологический процесс, при котором происходит деформация металлических заготовок, в зависимости от нужного проекта. Чтобы иметь большее представление об этой работе, необходимо разобраться, каких видов бывает ковка, как называются популярные кованые элементы и как выглядит изготовление кованых изделий своими руками.
Содержание статьи
Виды холодной ковки
При изготовлении металлических изделий можно выделить 7 видов холодной ковки. Это своего рода этапы создания элементов, которые нужно выполнять при работе с заготовками.
Всю работу необходимо проводить в соответствии с требованиями и правилами, в противном случае надеяться на получение красивого кованого изделия не стоит.
Самым главным этапом является ковка заготовок из металла. Это самый большой, ответственный, сложный и серьезный процесс, поэтому к нему нужно отнестись очень внимательно. Холодная ковка может быть нескольких видов:
- Осадка — она выполняется под высоким давлением. Это нужно для того, чтобы увеличить заготовку по бокам, за счет уменьшения ее высоты.
- Протяжка — этот этап выполняется путем нагревания металлической детали с последующей обработкой ее молотком. Это нужно для того, чтобы уменьшить площадь поперечного сечения за счет увеличения длины металлического прута.
- Прошивка — этот этап подразумевает проделывание отверстий внутри заготовки. При выполнении такой работы можно получить отверстия разного диаметра и длины. Она бывает открытой и закрытой.
 При выполнении такой работы можно получить отверстия разного диаметра и длины. Она бывает открытой и закрытой.
При выполнении такой работы можно получить отверстия разного диаметра и длины. Она бывает открытой и закрытой.Осадка и протяжка делает структуру металлической заготовки более хрупкой, поэтому дальнейшая работа должна проводиться очень аккуратно, чтобы не допустить поломки той или иной части конструкции.
- Штамповка — на этом этапе происходит пластичная деформация металла, что приводит к изменению формы или размера заготовки. Штамповка может быть объемной или листовой. При первом варианте работы выполняются под давлением. В этом случае деталь нагревается и подвергается прессованию до нужных размеров. Этот метод больше подходит для производственных масштабов, когда нужно изготовить большую партию одинаковых элементов. Листовая штамповка отличается от первого варианта тем, что детали производят из листового железа. Этот метод подходит для изготовления мелких или средних деталей, при этом они будут отличаться высоким качеством и прочностью.
- Прессование — на этом этапе происходит повышение плотности металлической заготовки и изменение ее формы, за счет высокого давления. Прессование может быть прямым и обратным. При прямом способе происходит выдавливание металлических заготовок через различные отверстия, что приводит к получению различных прутьев, труб и профилей. При обратном прессовании металлические изделия располагают в специальном формуляре, при этом давление подается в обратном направлении.
- Волочение — это процесс протягивания металла, только уже прессованного, через специальную матрицу. При этом способе обработки можно получить различные фасонные профиля, проволоку или тонкие трубы.
- Прокатка — это заключительный этап обработки, при котором задействован закон силы трения. При трении специальных валиков о металлическую поверхность происходит деформация заготовки. Прокатка может быть нескольких видов, в зависимости от способа вращения валиков:
- продольная — при которой вращение валиков происходит в разные стороны. Это приводит к постепенному обжиманию и удлинению металлической детали. Таким способом производится листовое и ленточное железо;
- поперечная — при которой движение валиков происходит в одном направлении. Это приводит к деформации заготовки в поперечном направлении. Этим методом изготовлены цилиндрические шестеренки с накатными зубцами;
- винтовая — при которой расположение валиков выполнено под углом друг к другу. В этом случае заготовка проходит одновременно два валика с поступательным и вращательным движением, что позволяет получить небольшой зазор, в который и попадает металл. Таким способом получают трубные заготовки, «гильзы».
 Прессование может быть прямым и обратным. При прямом способе происходит выдавливание металлических заготовок через различные отверстия, что приводит к получению различных прутьев, труб и профилей. При обратном прессовании металлические изделия располагают в специальном формуляре, при этом давление подается в обратном направлении.
Прессование может быть прямым и обратным. При прямом способе происходит выдавливание металлических заготовок через различные отверстия, что приводит к получению различных прутьев, труб и профилей. При обратном прессовании металлические изделия располагают в специальном формуляре, при этом давление подается в обратном направлении. Это приводит к деформации заготовки в поперечном направлении. Этим методом изготовлены цилиндрические шестеренки с накатными зубцами;
Это приводит к деформации заготовки в поперечном направлении. Этим методом изготовлены цилиндрические шестеренки с накатными зубцами;Приспособления для холодной ковки
Изготовление кованых изделий холодным способом предусматривает использование нескольких приспособлений или станков. Как было сказано выше, их можно приобрести, или изготовить своими руками, но для начала, давайте разберемся, какие детали можно получить при помощи различных станков.
- Улитка — такой механизм применяется в том случае, если металлической заготовке нужно придать спиралевидную форму. В большинстве случаев такой механизм крепят на стальную толстую плиту либо делают съемной. Сама плита должна быть достаточно прочной, а допустимая ее толщина не должна быть меньше 4 мм.
 Сама плита должна быть достаточно прочной, а допустимая ее толщина не должна быть меньше 4 мм.
Сама плита должна быть достаточно прочной, а допустимая ее толщина не должна быть меньше 4 мм.Для изделий, изготавливаемых своими руками, придется изготовить специальные шаблоны, которые позволяют создавать элементы различной формы и величины.
Как работать с механизмом улитка, можно посмотреть на предложенном видео:
- Универсальный механизм — он позволяет выполнять несколько функций, резку, клепку и формирование металлических изделий. Кстати, такое устройство легко можно собрать своими руками, что в значительной степени сэкономит ваш бюджет.
- Гнутик — такой механизм позволяет создать дуговую деформацию металлической детали. Но здесь нужно провести точные расчеты и замеры, чтобы не ошибиться с радиусом изгиба.
- Твистер — механизм этого плана позволяет сгибать заготовку по продольной оси уже готового изделия. Принцип действия такого механизма заключается в том, чтобы изогнуть изделие, зажав его с одной и другой стороны. При этом вращающаяся рукоятка позволит произвести скручивание детали.
- Волна — механизм такого плана позволяет получать волнообразные детали из металлических заготовок. На таком станке принято изготавливать решетки «Боярские» или «Волна».
- Штамповый пресс — название говорит само за себя. Такой механизм позволяет наносить на металлические детали штампы с различными резными элементами. В арсенале каждого мастера должны быть несколько таких штампов, тогда и готовые изделия будут более разнообразными. Принцип его действия очень прост, под действием давления на металлических элементах остаются четкие отпечатки с шаблонов.
- Механический узел — этот механизм позволяет изгибать металлические прутья в круг. При этом диаметр таких изделий может быть разным. Поэтому в арсенале мастеров такое приспособление незаменимо.
 При этом вращающаяся рукоятка позволит произвести скручивание детали.
При этом вращающаяся рукоятка позволит произвести скручивание детали.Холодная ковка своими руками, пошаговая инструкция и советы специалистов
Как это ни странно, но кованые изделия можно изготовить даже в домашних условиях. Конечно, они не будут столь вычурными, как элементы горячим способом изготовления, но в качестве декоративного оформления им нет равных. Все что вам нужно, это несколько приспособлений, описанных выше, материалы и самое главное, желание. Остальное — это соблюдение технологии.
Конечно, они не будут столь вычурными, как элементы горячим способом изготовления, но в качестве декоративного оформления им нет равных. Все что вам нужно, это несколько приспособлений, описанных выше, материалы и самое главное, желание. Остальное — это соблюдение технологии.
Процесс изготовления состоит из нескольких этапов:
- Первое, что вам нужно сделать, это нарисовать эскиз будущего изделия. Если вы только учитесь, попробуйте соорудить что-то элементарное, и только потом беритесь за большие объемы. Что касается эскиза, то на нем нужно отразить все нюансы будущей конструкции, рисунок, нужные детали и размеры. Здесь же продумайте, сможете ли вы выполнить задуманные элементы на вашем оборудовании? Каждый механизм предназначен для выполнения одной функции, но не всех сразу.
- Второе, о чем нужно подумать, это как правильно рассчитать материал. Если вы задумали изготовить подставку для цветов из элементов холодной ковки, то нужно подготовить железную трубу и металлические полосы, а для ворот или забора перечень материалов будет намного шире.

Начиная работу, проверьте еще раз ваши расчеты, даже небольшая погрешность может испортить внешний вид готового изделия, не говоря уже о том, что оно может не подойти по размеру к задуманной композиции. Исправлять и подгонять готовые детали всегда сложнее, гораздо проще несколько раз все проверить.
- Теперь можно приступать к изготовлению самих деталей. Для этого возьмите подходящий механизм и заготовку и выполните нужное количество кованых элементов.
После изготовления всех деталей можно начинать собирать задуманную композицию. Для крепления лучше использовать сварку, но и переусердствовать с ней не стоит, чтобы не повредить более мелкие элементы.
Финальным этапом будет обработка готового изделия, которая подразумевает шлифовку и покраску готовой композиции.
Желательно, чтобы покраске предшествовала грунтовка изделия, тогда оно вам прослужит очень долго.Если вы взялись за изготовление кованых элементов холодным способом, то вы наверно изучили рынок цен и оценили ваши финансовые возможности. Если нет, то сначала обратите внимание на стоимость материалов, необходимого оборудования и способы обработки готового изделия. Но в любом случае изделие, изготовленное своими руками, стоит всех затрат. А снизить их можно на оборудовании, если изготовить его своими руками.
Если нет, то сначала обратите внимание на стоимость материалов, необходимого оборудования и способы обработки готового изделия. Но в любом случае изделие, изготовленное своими руками, стоит всех затрат. А снизить их можно на оборудовании, если изготовить его своими руками.
Похожие статьи
Уроки ковки для начинающих: бесплатные видео для самостоятельного обучения
Уроки ковки для начинающих: бесплатные видео для самостоятельного обучения
Среди металлообработки особое место занимает ковка – искусство, позволяющее придать исходнику нужную форму и эксплуатационные характеристики. Это возможность создавать практичные красивые вещи, пользующиеся спросом. Различают два вида ковки – холодную и горячую. Первая представляет собой резку и гибку специально подобранных заготовок с последующей их сваркой в единую композицию – так появляются ажурные заборы, ограды, беседки. Второй вид – классическое кузнечное ремесло.
Видео уроки кузнечного дела помогут новичкам познакомиться с основами ковки, узнать профессиональные нюансы и хитрости, попробовать силы на простых изделиях.
С чего начать
Автор совершал свои первые шаги без полноценной подготовки, приобретая все необходимое в процессе. Видеоролик посвящен людям, задумывающимся об освоении ремесла холодной ковки и открытии собственного бизнеса. Речь пойдет о необходимости обзавестись отдельным помещением, приобрести набор «помощников» – болгарку, полуавтоматический сварочный аппарат, стол, электрический трубогиб, тиски, устройства для нанесения краски. Рассказано насколько важен каждый из них, что и чем можно заменить, почему на некоторых вещах экономить невыгодно. В завершении мастер скажет пару слов о том, стоит ли рассчитывать на большой заработок.
Оградка
Пошаговая инструкция в изготовлении ограды с калиткой по холодному методу. Основа состоит из трубы 25х25мм (рама), 40х40мм (столбики). Аккуратный стильный узор во внутренней части прямоугольного каркаса собирается из предварительно согнутых до нужной формы деталей. Элементы свариваются между собой, столбики украшаются шишкой из завитков. Ограда получается 2,3х2,3 м, внутренние завитки формируются из отрезков длиной 1550, 1300, 1135, 1030, 730 и 600 см, следует помнить: изменив размеры прямоугольной рамы, придется менять длину заготовок.
Ограда получается 2,3х2,3 м, внутренние завитки формируются из отрезков длиной 1550, 1300, 1135, 1030, 730 и 600 см, следует помнить: изменив размеры прямоугольной рамы, придется менять длину заготовок.
«Загибало»
S-образные элементы одни из самых востребованных при создании декоративных металлоконструкций. У профи под рукой имеется станок для формовки, но новичкам и любителям не всегда целесообразно покупать или делать его самостоятельно. В подобной ситуации на выручку придет видео урок канала «АнтиковкА», где дается инструкция по изготовлению шаблона, позволяющего ускорить процесс гибки «улитки». Как работать с шаблоном автор подробно покажет и расскажет.
Простые элементы
Использование изогнутых элементов – первый шаг в освоении художественного оформления. В этом ролике зрители увидят пошаговое изготовление «барашка», прием «мелкий шаг», акцент на работу массой тела, а не руками, выправление в плоскости при помощи специального «уха» на краю рабочего стола, загиб завитка с одного подхода.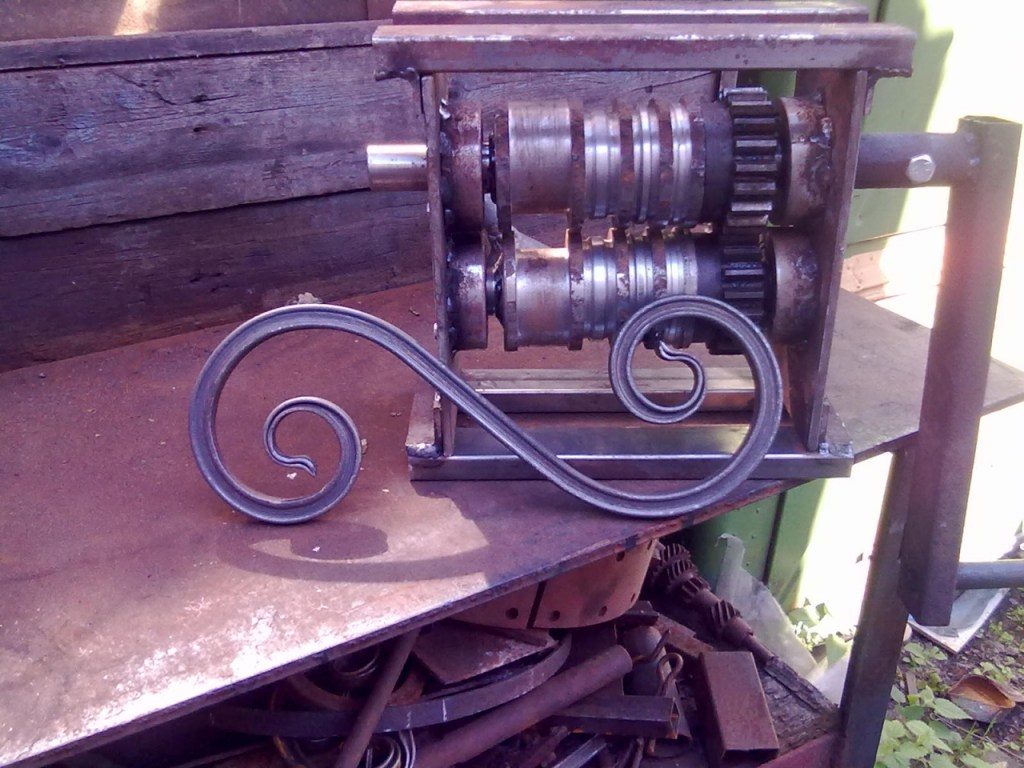 Мастер расчерчивает узор на столе, устанавливает раму, производит сверку с шаблоном в процессе, подгоняя заготовку под рисунок. Каждое действие дублируется закадровыми комментариями, поясняющими тонкости и принципы.
Мастер расчерчивает узор на столе, устанавливает раму, производит сверку с шаблоном в процессе, подгоняя заготовку под рисунок. Каждое действие дублируется закадровыми комментариями, поясняющими тонкости и принципы.
«Галочки»
Если под руками оказался небольшой обрезок профильной трубы 60×40 мм и 20×20 мм, можно, добавив петлю, ручку и приварив две полоски под углом, самостоятельно соорудить незаменимый станок для придания изгиба под углом. Приспособление поможет быстро изготавливать ромбы, пики и другие фигуры, состоящие из острых углов. Гибка осуществляется после нагревания прута, которому требуется придать нужную конфигурацию. Как смастерить устройство, использовать и что из него можно сделать расскажет и покажет Андрей Винничук.
Балясина с корзинкой
Если мастерская хорошо укомплектована, под рукой имеется фрезерный и токарный станок, печь для нагрева и другие инструменты, то видеоинструкция от канала MehaMozg поможет освоить приемы и изготовить приспособления, облегчающие процедуру скручивания спиралей для корзинки и приваривания прутьев с обеих сторон. Блогер покажет, как делать фиксаторы для загибания и «приспособу» для приваривания, объяснит, чем полезны фиксирующие утяжки. Ознакомившись с МК, зрители смогут повторить шаги, облегчающие работу при массовом изготовлении. Комментарии дублируются на экране в текстовом формате, что оценят люди с нарушением слуха.
Блогер покажет, как делать фиксаторы для загибания и «приспособу» для приваривания, объяснит, чем полезны фиксирующие утяжки. Ознакомившись с МК, зрители смогут повторить шаги, облегчающие работу при массовом изготовлении. Комментарии дублируются на экране в текстовом формате, что оценят люди с нарушением слуха.
Роза из жести
Жесть — листовая сталь толщиной до 0,36 мм, имеющая защитное покрытие – отличается небольшим весом и легкостью в обработке. Она служит идеальным материалом не только для производства консервных банок, но часто используется при создании декоративных поделок, состоящих из большого количества мелких составляющих. В этом видеоуроке дается инструкция по созданию розы. Понадобиться нарисовать и вырезать шаблоны, по ним лепестки, края которых обрабатываются. Стебель формируется из прута. Ведущий продемонстрирует как обжать разогретую верхушку под место крепления бутона, создать текстуру на стебле, добавить листья, придать естественный изгиб лепесткам.
Нож, выкованный вручную
Запись прямой трансляции из «Кузницы Сварога», где ребята (кузнец и оператор) покажут, как выковать нож из плоского напильника, параллельно отвечая на вопросы зрителей. Кроме алгоритма работы, в видео дается следующая информация: какую печь экономнее использовать (на углях или на газу), как избежать окисления, до какого цвета нагревать напильник, сколько расходуется газа в горне, из чего состоит окалина, почему наковальня обматывается цепью, как эффективнее разгонять металл. Прежде чем приступить к основному, кузнец проведет вводную теоретическую часть: расскажет о высоте наковальни, приведет список необходимых инструментов, коснется понятия восстановительной и окислительной среды горна, техники безопасности.
Тонкости закалки
Закаливание позволяет улучшить механические свойства материала, продлить срок службы, увеличить износостойкость, повысить твердость и прочность стального изделия, отрегулировать пластичность. Операция заключается в нагреве и последующем охлаждении стали, что приводит к перестройке атомной решетки. В этой записи прямого эфира Максим, кузнец и основатель обучающего YouTube-канала, поделится тонкостями закаливания ножа, выкованного из напильника, параллельно отвечая на вопросы зрителей. Он объяснит, почему использует масло, а не воду, сколько выдерживает клинок в печи, в чем плюсы «углеродки», как избежать окисления, чем плох резкий нагрев.
Операция заключается в нагреве и последующем охлаждении стали, что приводит к перестройке атомной решетки. В этой записи прямого эфира Максим, кузнец и основатель обучающего YouTube-канала, поделится тонкостями закаливания ножа, выкованного из напильника, параллельно отвечая на вопросы зрителей. Он объяснит, почему использует масло, а не воду, сколько выдерживает клинок в печи, в чем плюсы «углеродки», как избежать окисления, чем плох резкий нагрев.
Урок Леонида Архангельского
Русская академия ремесел представляет урок Леонида Архангельского по созданию ножа для практических целей – использования «на земле». С ним можно выживать в лесу, ходить на охоту – изделие простое, в меру твердое, не хрупкое, износостойкое. Введение посвящено теории – отличие сталей, их характеристики, структура клинка (основные виды, технологические особенности). В основной части приведен алгоритм действий. В конце ролика проводится испытание – полученное лезвие разрезает стекло, гвоздь диаметром 8 мм, металлический прут. Леонид заинтересовался кузнечно-оружейным искусством в 1980-х годах, специализируется на дамасской стали и булате.
Леонид заинтересовался кузнечно-оружейным искусством в 1980-х годах, специализируется на дамасской стали и булате.
Опытные мастера часто пренебрегают техникой безопасности, рискуя получить травмы. С опытом приобретается ловкость, позволяющая избегать большинства опасностей, которые подстерегают начинающих. Первое, что должен сделать новичок, это обзавестись защитными средствами – рабочими перчатками (кузнецу нужны термостойкие), защитными очками, удобной одеждой из прочной ткани, исправным инструментом. Применяя электросварку, рекомендуется регулярно проверять исправность проводки, обязательно купить маску, надевать одежду, закрывающую руки.
как сделать своими руками и чертежи для изготовления самодельного станка
На чтение 6 мин. Просмотров 11.7k. Опубликовано Обновлено
Для холодной ковки нужны несколько , это всем известно. Какой из них идет под номером один, то есть самый важный? Без которого холодная ковка не получится? Ответ один: только улитка для холодной ковки. Если разобраться, то имея в арсенале лишь этот станок, можно создавать чудесные кованые изделия из металлических завитков – от простых в исполнении до настоящих ажурных художественных произведений.
К счастью, улитки относятся к станкам, которые можно сделать своими руками без потери качества изделий.
Как она работает, и какой она бывает
По своей сути – это деформация металлических прутков в виде их загиба. Чтобы пруток деформировался без нагрева, его нужно жестко фиксировать к шаблону станка. Такой станок не для слабых рук: прокрутка и деформация производятся с помощью ручного усилия.
Улитка для ковки – чертеж.Конечно, улитку можно снабдить приводом с электродвигателем. Но перед этим нужно хорошенько обдумать целесообразность этого привода.
 Главным аргументом за электрическое дополнение является большой объем работ.
Главным аргументом за электрическое дополнение является большой объем работ.Станок может работать в виде двух разных конструкций:
- Самая простая опция – приваренный шаблон к основанию. Это монолитный кондуктор с единственным вариантом завитка в форме шаблона.
- Вариант, дающий больше разнообразия в завитках – несколько модулей с завитками разного диаметра, которые крепятся на одно основание.
Ручной привод также может быть представлен в разных опциях:
- Рычагом может быть любое подходящее приспособление.
- Рычаг, который прикреплен к станине и приводится в движение подвижным подшипником.
- В конструкциях посложнее применяются целых три рычага, которые вращают ось и прикрепленный к ней кондуктор.
Как сделать улитку для холодной ковки, какую опцию выбрать – проще или сложнее? Выбор зависит опять-таки от целесообразности, иными словами – от ваших производственных планов: что вы собираетесь делать, с какой производительностью и в каком количестве?

Начинаем с простого: монолитная улитка
Что такое работа мастера, и чем она отличается от остальных работ? Мастер делает любую, даже самую простую работу с чувством, толком и… удовольствием. Какое может быть удовольствие при самостоятельном производстве примитивного станка?
Штамп улитка.А вот какое – четко структурированные запланированные этапы работы:
- Чертеж с продуманными размерами, который можно нанести на бумагу, а можно прямо на основание кондуктора. Все размеры должны быть точно соблюдены, вплоть до соответствия толщина металлической полосы толщине контура формы на чертеже. Кстати, минимальная толщина должна быть не менее 3-х мм. Расстояние между витками также должно быть достаточным, чтобы между ними вмещался пруток для деформации. Если, скажем, размер вашего прутка 10 мм, то самым оптимальным будет расстояние между витками 12 – 13 мм.
- Основание станка должно быть достаточно массивным, вырезать его нужно из стали толщиной не меньше 4-х мм. Форму лучше делать круглую, диаметр круга должен быть больше диаметра улитки. Чаще всего размер основания делают около 70-ти мм.
- Для изготовления завитка металлическая полоса должна быть немного тоньше, чем для основания: достаточно будет 3-х мм. Если есть возможность, заготовку нужно прокалить, чтобы она лучше деформировалась и поддавалась обработке.
- Форму завитка из стальной полосы нужно приварить к основанию, которое, в свою очередь, крепко зафиксировать на станине. Не забывайте, что ваш станок должен будет выдерживать очень серьезные нагрузки, поэтому не жалейте сил и времени на максимальную прочность и массивность всех его элементов и, самое главное, крепости их соединения. Для этого, например, шаблон можно дополнительно зафиксировать на станине тисами. Тисы будут захватывать отрезок бруса, который нужно приварить к обратной стороне основания.
 Если, скажем, размер вашего прутка 10 мм, то самым оптимальным будет расстояние между витками 12 – 13 мм.
Если, скажем, размер вашего прутка 10 мм, то самым оптимальным будет расстояние между витками 12 – 13 мм. Тисы будут захватывать отрезок бруса, который нужно приварить к обратной стороне основания.
Тисы будут захватывать отрезок бруса, который нужно приварить к обратной стороне основания.Разнообразие завитков: съемные конструкции
Модульная улитка отличается от монолитной одним: вместе намертво приваренного стального шаблона в основании наносятся отверстия для крепления разных шаблонов. Для такого станка нужно сделать такое же основание на массивной станине и несколько съемных модулей.
[box type=”fact”]Шаблоны улитки для ковки могут состоять из нескольких частей.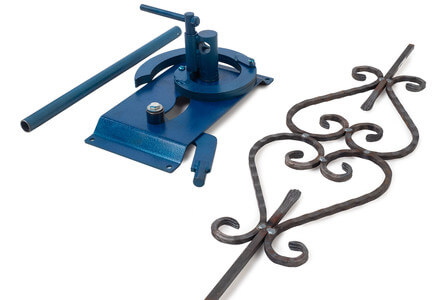 В этом случае деформация прутка проводится с помощью вращения кондуктора. [/box]
В этом случае деформация прутка проводится с помощью вращения кондуктора. [/box]Такой для холодной ковки состоит из следующих частей:
- прямоугольное основание из толстого металлического листа, толщина от 4-х до 10-ти мм;
- разборный шаблон, может состоять из нескольких частей на шарнирных штифтах;
- вращающийся вал;
- приводной рычаг для вращения вала.
Такую улитку крепить к основанию нужно с помощью фиксации через просверленные отверстия в разных положениях. Сборные части завитков на основании меняются, в результате чего завитки получают разную кривизну. Крутизна дуги также регулируется специальными винтами на соединительных шарнирах.
Честно говоря, такую «шарнирную» опцию самостоятельно сделать очень и очень непросто. Чаще всего мастера поступают следующим образом: покупают готовые штампы, которые крепят на станину с основанием.
[box type=”info”]Если вы делаете станок сами, лучше обойтись без шарниров. Вместо этого можно изготовить более простой вариант, чтобы крепить шаблоны с различными радиусами на одном и том же основании. Для этого достаточно просверлить в основании отверстия в разных местах. Сегменты контура крепятся на болты в местах, где совмещаются отверстия шаблона и основания.[/box]Не игнорируем чертежи! Можно, конечно, нанести без всяких расчетов рисунок завитка прямо на основание – «не париться». Так часто поступают новички. Но если вы претендуете называться мастером и хотите сделать улитку для холодной ковки своими руками высокого качества, вам придется делать чертежи с расчетами размеров и других параметров.
Чертежи пригодятся вам не только . Они станут чрезвычайно полезным подспорьем в расчете материалов, на которые вам так или иначе придется потратиться. Предварительные чертежи изделий помогут вам рассчитать, например, количество и стоимость металлических прутьев.
Холодная ковка на улитке остается самым популярным видом работ по металлу серди любителей. Вместе с тем этим ремеслом вполне можно заниматься профессионально. И если для хобби вам будет достаточно самодельного станка, то для профессиональной ковки вам в итоге понадобится инструмент помощнее. Удачи вам в начале большого пути.
Руководство по типам штамповки — холодная штамповка и горячая штамповка
Горячая штамповка и холодная штамповка — это два разных процесса обработки металлов давлением, дающие схожие результаты. Ковка — это процесс деформации металла до заданной формы с использованием определенных инструментов и оборудования. Деформация выполняется с помощью процессов горячей, холодной или даже горячей ковки. В конечном итоге производитель будет рассматривать ряд критериев, прежде чем выбрать, какой тип поковки лучше всего подходит для конкретного применения. Ковка используется там, где расположение зернистой структуры придает детали направляющие свойства, выравнивая зерно так, чтобы оно выдерживало самое высокое напряжение, с которым может столкнуться деталь.Для сравнения, литье и механическая обработка обычно имеют меньший контроль над структурой зерен.
Процессы ковки
Ковка определяется как формовка или деформирование металла в твердом состоянии. Большая часть ковки выполняется в процессе осадки, когда молот или плунжер движутся горизонтально, чтобы прижаться к концу стержня или стержня, чтобы расшириться и изменить форму конца. Деталь обычно проходит через последовательные станции, прежде чем достигнет своей окончательной формы. Таким образом, высокопрочные болты имеют «холодную головку».Клапаны двигателя также сформированы высаженной поковкой.
При штамповке методом капельной ковки деталь забивается в штамп по форме готовой детали, что очень похоже на кузнечную ковку с открытым штампом, когда металл забивается молотком по наковальне до желаемой формы. Различают ковку в открытых и закрытых штампах. При открытой штамповке металл никогда полностью не ограничивается штампом. В закрытой штампе или штампе ковка металла ограничивается между половинами штампа. Повторяющиеся удары молотка по матрице заставляют металл принимать форму матрицы, и в конечном итоге половинки матрицы встречаются.Энергия для молота может подаваться паром или пневматически, механически или гидравлически. При истинной ковке с падением только сила тяжести толкает молот вниз, но многие системы используют усилитель мощности в сочетании с силой тяжести. Молоток наносит серию ударов с относительно высокой скоростью и небольшой силой, чтобы закрыть матрицу.
При ковке на прессе высокое давление заменяется высокой скоростью, и половины штампа закрываются за один ход, обычно обеспечиваемый силовым винтом или гидроцилиндрами. Молотковая ковка часто используется для производства небольших объемов деталей, в то время как ковка на прессе обычно используется для больших тиражей и автоматизации.Медленное применение ковки на прессе имеет тенденцию обрабатывать внутреннюю часть детали лучше, чем удар молотком, и часто применяется к большим высококачественным деталям (например, титановым переборкам самолетов). Другие специализированные методы ковки различаются по этим основным темам: обоймы подшипников и большие зубчатые колеса изготавливаются с помощью процесса, называемого, например, ковкой катаного кольца, в результате чего получаются бесшовные круглые детали.
Горячая штамповка
При горячей штамповке кусок металла должен быть значительно нагрет. Средняя температура ковки, необходимая для горячей штамповки различных металлов:
Во время горячей ковки заготовку или блюм нагревают либо индуктивно, либо в кузнечной печи или печи до температуры выше точки рекристаллизации металла.Этот вид экстремального нагрева необходим для предотвращения деформационного упрочнения металла во время деформации. Поскольку металл находится в пластичном состоянии, можно изготавливать довольно сложные формы. Металл остается пластичным и податливым.
Для ковки некоторых металлов, таких как суперсплавы, используется метод горячей ковки, называемый изотермической ковкой. Здесь матрица нагревается примерно до температуры заготовки, чтобы избежать охлаждения поверхности детали во время ковки. Ковка также иногда выполняется в контролируемой атмосфере, чтобы минимизировать образование накипи.
Традиционно производители выбирают горячую ковку для изготовления деталей, потому что она позволяет деформировать материал в его пластическом состоянии, при котором с металлом легче работать. Горячая ковка также рекомендуется для деформации металла с высоким коэффициентом деформируемости — мерой того, какой степени деформации металл может подвергнуться без развития дефектов. Другие рекомендации по горячей штамповке включают:
- Производство отдельных деталей
- От низкой до средней точности
- Низкие напряжения или низкое деформационное упрочнение
- Гомогенизированная зернистая структура
- Повышенная пластичность
- Устранение химических несоответствий и пористости
К числу возможных недостатков горячей штамповки можно отнести:
- Меньшие допуски
- Возможное коробление материала в процессе охлаждения
- Различная структура зерна металла
- Возможные реакции между окружающей атмосферой и металлом (образование накипи)
Холодная штамповка (или холодная штамповка)
Холодная штамповка деформирует металл, когда он находится ниже точки рекристаллизации.Холодная ковка несколько увеличивает предел прочности на разрыв и существенно снижает пластичность. Холодная ковка обычно происходит при комнатной температуре. Самыми распространенными металлами при холодной ковке обычно являются стандартные стали или углеродистые легированные стали. Холодная штамповка обычно представляет собой процесс с закрытой штамповкой.
Холодная ковка обычно предпочтительна, когда металл уже представляет собой мягкий металл, например алюминий. Этот процесс обычно менее затратен, чем горячая ковка, и конечный продукт требует небольших отделочных работ, если они вообще требуются.Иногда при холодной штамповке металла до желаемой формы его подвергают термообработке для снятия остаточных поверхностных напряжений. Из-за улучшений, которые холодная ковка вносит в прочность металла, иногда могут использоваться материалы меньших сортов для производства обслуживаемых деталей, которые нельзя изготовить из того же материала путем механической обработки или горячей штамповки.
Производители могут предпочесть холодную штамповку горячей штамповке по ряду причин — поскольку холодные штампованные детали требуют очень мало или совсем не требуют отделочной обработки, этот этап процесса изготовления часто является необязательным, что позволяет сэкономить деньги.Холодная ковка также менее подвержена проблемам загрязнения, а конечный компонент имеет лучшую общую поверхность. Другие преимущества холодной ковки:
- Проще передать свойства направленности
- Повышенная воспроизводимость
- Повышенный контроль размеров
- Выдерживает высокие нагрузки и высокие нагрузки на штамп
- Позволяет производить детали с чистой или почти чистой формой
Возможные недостатки:
- Перед ковкой металлические поверхности должны быть чистыми и свободными от окалины.
- Металл менее пластичный
- Может возникнуть остаточное напряжение
- Требуется более тяжелое и мощное оборудование
- Требуется более прочный инструмент
Теплая поковка
Теплая ковка происходит при температуре ниже температуры рекристаллизации, но выше комнатной температуры, чтобы преодолеть недостатки и получить преимущества как горячей, так и холодной ковки.Образование окалины представляет меньшую проблему, и допуски могут быть соблюдены ближе, чем при горячей штамповке. Затраты на инструмент меньше, и для производства требуются меньшие усилия по сравнению с холодной штамповкой. Уменьшается деформационное упрочнение и улучшается пластичность по сравнению с холодной обработкой.
Приложения
В автомобильной промышленности ковка используется для изготовления таких компонентов подвески, как натяжные рычаги и шпиндели колес, а также компонентов трансмиссии, таких как шатуны и шестерни трансмиссии.Поковки часто используются для штоков, корпусов и фланцев трубопроводных клапанов, иногда из медного сплава для повышения коррозионной стойкости. Ручные инструменты, такие как гаечные ключи, обычно кованые, как и многие детали для тросов, такие как розетки и талрепы. Поковки широко используются в судостроении, авиакосмических компонентах, сельскохозяйственной технике и внедорожной технике. В компонентах электропередачи, таких как зажимы подвески и крышки опор, используются поковки из медного сплава для повышения устойчивости к погодным условиям.
Ковочные стали, используемые для осей, шатунов, пальцев и т. Д., Обычно содержат 0,30–0,40% углерода для повышения формуемости. Термическая обработка после ковки позволяет деталям развивать лучшие механические свойства, чем у низкоуглеродистой стали. В тяжелых коленчатых валах и высокопрочных зубчатых передачах иногда повышают содержание углерода до 0,50% с добавлением других легирующих элементов для улучшения прокаливаемости.
Сводка
В этой статье представлено краткое обсуждение горячей и холодной штамповки.Для получения дополнительной информации о других продуктах обратитесь к другим нашим руководствам или посетите платформу Thomas Supplier Discovery Platform, чтобы найти потенциальные источники поставок или просмотреть подробную информацию о конкретных продуктах. Дополнительную информацию о процессах ковки можно найти на сайте Ассоциации кузнечной промышленности.
Прочие изделия из металла
Прочие «виды» статей
Больше от Custom Manufacturing & Fabricating
холодная ковка — это … Что такое холодная ковка?
Холодная штамповка — или холодная штамповка — это производственный процесс, в котором металлу придают форму при температуре окружающей среды для изготовления металлических компонентов с жесткими допусками и конечной формой.Методы включают гибку, холодное волочение, холодную высадку, выдавливание чеканки (вперед или…… Wikipedia
Ковка — Эта статья о процессе обработки металла. Для получения информации о поде горячей ковки см. Кузницу. Чтобы узнать о подделке, см. Подделку. Слиток горячего металла загружается в молотковую кузницу Ковка — это производственный процесс, включающий формование…… Wikipedia
Холодный затвор — а. (Металл.) Закрытый, пока слишком холодный, чтобы его можно было тщательно сварить; сказано о ковке или литье.п. Несовершенство, вызванное такой недостаточной сваркой. [1913 Webster]… Международный коллаборативный словарь английского языка
Холодная война (1962–1979) –1980 Карта мира союзов Холодная война (1962–1979) относится к фазе холодной войны, охватившей период между последствиями Кубинского ракетного кризиса в конце октября 1962 года. через период разрядки, начавшийся в 1969 году, до конца…… Википедия
холодное закрытие — ̷ ̷ | ̷ ̷ прилагательное Этимология: холодный (IV): закрытый, в то время как слишком холодный, чтобы его можно было полностью сварить, используется как ковка; сравнить холодный затвор 2 * * * холодный затвор «KOHLD SHUHT», сущ.Металлургия. несовершенство литья, вызванное медленным или прерванным…… Полезный английский словарь
Холодный затвор — Shut Shut, n. Акт или время закрытия; близко; как, закрытие двери. [1913 Webster] Как раз тогда вернулся, закрыв вечерние цветы. Милтон. [1913 Webster] 2. Дверь или крышка; ставень. [Наб.] Сэр И. Ньютон. [1913 Webster] 3. Линия или…… Международный словарь английского языка для сотрудничества
холодное закрытие — существительное Этимология: холодное закрытие 1.: замерзание поверхности жидкого металла при разливке слитка или разливки из-за прерывистой или неправильной разливки; также: дефект, вызванный таким образом 2.: дефект сварного шва, вызванный поковкой…… Полезный английский словарь
Список первичных и вторичных источников по холодной войне — Конфликт хорошо задокументирован из-за размаха холодной войны (с точки зрения времени и масштаба). Ниже приведены научные книги и статьи на английском языке. Содержание 1 Обзор 2 Национальные перспективы 2.1 Советский 2.2 Америка… Википедия
металлургия — металлургия, металлургия, прил. в металлургии, нареч. Металлург / Мет лерр Йист / или, особенно Брит., / Meuh tal euhr jist /, n. / встретил l err jee / или, особенно. Брит., / Meuh tal euhr jee /, n. 1. техника или наука обработки или нагрева металлов, чтобы…… Universalium
Iron — Fe перенаправляет сюда. Для использования в других целях, см Fe (значения). Эта статья о химическом элементе.Для использования в других целях, см Железо (значения). марганец… Википедия
Шатуны — правая шатуна Shimano Deore с шатуном, крестовиной, тремя передними звездами и защитным кожухом… Википедия
Глоссарий терминов по ковке | Ассоциация кузнечной промышленности
А Б В Г Д Е Ж З И Й К Л М Н О П Р С Т У Ф Х Ц Ч Ш Щ Ъ Ы Ь Э Ю Я
Пневматический молот — Тип ударного молота, в котором гидроцилиндр поднимается при каждом ходе пневмоцилиндра.Поскольку длину хода можно контролировать, скорость ползуна и, следовательно, энергия, подаваемая на заготовку, можно изменять. См. Также Drop Hammer и Gravity Hammer.
Качество самолетов — Обозначает запас достаточного качества для изготовления деталей, подвергающихся высоким нагрузкам, для самолетов или других ответственных применений. Такие материалы имеют чрезвычайно высокое качество и требуют строго контролируемых ограничительных методов их производства, чтобы они могли соответствовать жестким требованиям, таким как контроль магнитных частиц.
Поковка из легированной стали — Поковка из стали, содержащей дополнительные легирующие элементы, кроме углерода (например, Ni, Cr, Mo), для улучшения физических и механических свойств и / или реакции на термообработку.
AMS — Спецификация авиационных материалов
Как поковка — Состояние поковки, когда она выходит из полости чистовой машины без каких-либо последующих операций.
ASTM (Спецификации) — Американское общество испытаний и материалов.
Вспомогательные операции — Дополнительные этапы обработки, выполняемые на поковках для получения свойств, таких как состояние или форма поверхности, не получаемых при обычной операции обработки.
Осевые валки — При прокатке по кольцу, вертикально перемещаемые конические валки, установленные в горизонтально перемещаемой раме напротив, но на той же центральной линии, что и основной валок и раскатывающая оправка.Осевые валки регулируют высоту кольца в процессе прокатки.
Осесимметричная поковка — Поковка, в которой поток металла во время деформации преимущественно идет в направлении от общей оси в радиальном направлении.
Обратная экструзия — Принуждение металла течь в направлении, противоположном движению пуансона или матрицы.
Пруток — Горячекатаный профиль из заготовки до такой формы, как круглая, шестиугольная, восьмиугольная, квадратная или прямоугольная, с острыми или закругленными углами или кромками, с площадью поперечного сечения менее 16 кв. в.(Сплошная секция, длинная по сравнению с размерами поперечного сечения, имеющая полностью симметричное поперечное сечение и ширина или наибольшее расстояние между параллельными гранями 3/8 дюйма или более).
Конец прутка — См. Концевые потери.
Ствол — Выпуклость поверхностей цилиндрических или конических тел, часто возникающая непреднамеренно во время осадки или как естественное последствие во время испытаний на сжатие.См. Также Тест на сжатие.
Печь периодического действия — Печь для нагрева материалов, в которой вся загрузка и разгрузка осуществляется через единственную дверцу или прорезь.
Изгиб или скручивание (дефект) — Деформация, похожая на коробление, но вызванная разными причинами; обычно возникает при ковке или обрезке. Когда искажение происходит по длине детали, это называется «изгиб»; когда по ширине, это называется «скрутка».«
Бендер — Оттиск штампа, инструмент или механическое устройство, предназначенное для сгибания поковки в соответствии с общей конфигурацией штампа, который впоследствии будет использоваться.
Гибка — Операция предварительной ковки для придания детали приблизительно правильной формы для последующего формования.
Заготовка — Полуфабрикат, зубчатый, горячекатаный или непрерывнолитой металлический продукт однородного сечения, обычно прямоугольного с закругленными углами.Заготовки относительно крупнее стержней. См. Блум.
Прикус — Количество штампа, контактирующего с заготовкой на протяжении одного полного обжатия, например, тяжелый захват составляет три четверти от полной ширины штампа.
Заготовка — Сырье или поковка (также называемая «заготовкой» или «множеством»), из которой изготавливается поковка.
Пескоструйная очистка — Процесс очистки или отделки металлических предметов с помощью воздушной струи или центробежного колеса, который с высокой скоростью продвигает абразивные частицы (песок, песок или дробь) к поверхности заготовки.
Блок — Операция ковки, при которой металлу постепенно формируют желаемую форму и контур с помощью штампа (используется, когда запланирована только одна операция блока).
Блочная обработка и чистовая обработка — Операция ковки, при которой ковка блокируется и завершается за одну плавку с использованием штампа, имеющего и слепок блока, и чистовой штамп в одном штампе.Это также относится к случаю, когда используются два инструмента, установленные в одной машине, как в случае авиационных поршней. Для обеих операций используется только одна плавка.
Блок, первый и второй — Операция блокировки выполняется в штампе, имеющем две блокирующие полости в одном штампе; кованная деталь последовательно блокируется в каждом слепке за одну плавку. Иногда для некоторых поковок требуется до трех штампов, а для каждого штампа иногда требуется до трех операций.
Блок, первый, второй и чистовой — Операция ковки, при которой деталь, подлежащая ковке, проходит в последовательном порядке через три инструмента, установленных в одной кузнечной машине; для всех трех операций используется только одна плавка.
Оттиск блокирующего элемента — Отпечаток штампа поковки, который придает поковке общую форму, но не содержит каких-либо деталей, которые могут ограничить поток металла; углы хорошо закруглены.Основная цель блокиратора — дать возможность формировать слишком сложные формы, чтобы их можно было закончить после предварительных операций; это также снижает износ штампа при чистовой обработке оттиска.
Поковка с блокировкой — Поковка, которая приближает общую форму готовой детали с относительно большим припуском на чистовую обработку и радиусами. Такие поковки иногда используются для снижения стоимости штампов, когда требуется лишь небольшое количество поковок, а стоимость механической обработки каждой детали до ее окончательной формы не является чрезмерной.
Bloom — Полуфабрикат квадратного, прямоугольного или даже круглого поперечного сечения, горячекатаный или кованый. Для стали ширина блюма не более чем в два раза превышает толщину, а площадь поперечного сечения обычно составляет не менее 36 кв. Дюймов. No invaria
Что такое холодная ковка?
Холодная ковка — это один из вариантов процесса штамповки металла, который включает формование или формование металлических деталей посредством приложения мощных локализованных сил сжатия.Холодную штамповку проводят, когда температура металла обычно поддерживается при комнатной температуре или немного выше нее, при этом температура всегда поддерживается на уровне трех десятых температуры рекристаллизации формованного металла или ниже. Сжимающие силы, возникающие при холодной ковке, можно прикладывать вручную с помощью молотка или от источников энергии, таких как ковочные машины. В большинстве случаев металл вдавливается в матрицу по форме готового продукта или вокруг открытых шаблонов или шаблонов. Холодная штамповка предлагает несколько явных преимуществ по сравнению с процессами горячей штамповки, в том числе лучшую чистоту поверхности, улучшенную стабильность размеров и более низкие производственные затраты.
Женщина, держащая книгуКовка — один из старейших процессов обработки металла, известных человеку. Процесс ковки металла включает в себя удары молотком по заготовке или в нее по штампу, шаблону или зажимному приспособлению, заставляя металл течь в желаемую форму.Ковка обычно делится на три типа процессов в зависимости от температур, до которых нагревается металл перед ковкой. Это горячая, теплая и холодная ковка с горячими и теплыми процессами, в которых температура заготовки варьируется от нескольких сотен градусов до более 2000 ° по Фаренгейту. С другой стороны, при холодной ковке рабочая сталь нагревается не более чем до трех десятых от температуры рекристаллизации.
Во многих случаях холодная штамповка выполняется стальной заготовкой при комнатной температуре.Это особенно подходит для изготовления небольших деталей большого объема, таких как крепежные детали, в том числе гвозди, винты и заклепки. Таким образом, этот процесс привлекателен как недорогой метод ковки, поскольку дорогостоящее нагревательное оборудование исключается из рабочего цикла. Детали из холоднокатанной стали можно сгибать в форму, вдавливать в штампы с помощью ручного или механического молота или придавать форму посредством профилированной штампа.
Еще одним преимуществом процесса холодной штамповки является высококачественная отделка конечных продуктов.Холоднокованые детали требуют очень небольшой обработки после ковки, как в случае горячих процессов. Однако более мягкие металлы, такие как алюминий, могут подвергаться вторичному нагреву для отпуска или упрочнения материала. Холодная ковка чаще всего используется для производства более мелких изделий, хотя этот процесс может применяться к деталям весом в несколько тонн. Другие преимущества этого процесса включают превосходную стабильность размеров при высоких нагрузках на штамп во время ковки и хорошие характеристики нагружения готового продукта.
Холодная штамповка — определение холодной штамповки из The Free Dictionary
forge 1
(fôrj) n.1. Печь или под, в которых металлы нагреваются или обрабатываются; кузница.
2. Цех по переработке чугуна в кованое железо.
v. кованые , кованые , кованые
v. tr. 1.а. Для формования (например, металла) путем нагрева в кузнице и придания формы штамповке или штамповке.
б. Формовать (металл) на механическом или гидравлическом прессе.
2. Чтобы придать форму или форму, особенно с помощью осторожных усилий: заключить договор; наладить близкие отношения.
3. Создавать или воспроизводить в мошеннических целях; подделка: подделать подпись.
v. внутр.1. Для работы в кузнице.
2. Для изготовления подделки или подделки.
[Среднеанглийский, от старофранцузского, от вульгарной латыни * faurga, от латинского fabrica, от faber, рабочий .]
forge’a · bil′i · ty n.
forge’a · ble прил.
кузнец н.
кузница 2
(форж) внутр. кованые , кованые , кованые1. Продвигаться постепенно, но неуклонно: продвигаться вперед сквозь толпы покупателей.
2. Чтобы двигаться вперед с резким увеличением скорости: выковал первое место за секунды до конца.
Словарь английского языка American Heritage®, пятое издание.Авторское право © 2016 Издательская компания Houghton Mifflin Harcourt. Опубликовано Houghton Mifflin Harcourt Publishing Company. Все права защищены.
кузница
(fɔːdʒ) n1. (металлургия) место, в котором металл обрабатывается путем нагрева и обработки молотком; кузница
2. (Металлургия) под или печь, используемая для нагрева металла
3. (Металлургия) машина, используемая для формовки металлов с помощью молотка
vb4. (Металлургия) ( tr ) для придания формы (металла) путем нагрева и обработки молотком
5. (Металлургия) ( tr ) для формирования, придания формы, изготовления или придания формы (предметы, изделия и т. Д.)
6. (Металлургия) ( tr ) для изобретения или разработки (соглашения, взаимопонимания и т. Д.)
7. (Металлургия) для изготовления или изготовления поддельной имитации (подписи, банкноты и т. Д.) Или для совершения подделки
[C14: от старофранцузского forgier to build, от латинского fabricāre , от faber ремесленника]
ˈforgeable adj
94153 forgier (fɔːdʒ) vb ( intr )
1. для постоянного и настойчивого движения
2. для увеличения скорости; spurt
[C17: неизвестного происхождения]
Словарь английского языка Коллинза — полное и несокращенное, 12-е издание, 2014 г. © HarperCollins Publishers 1991, 1994, 1998, 2000, 2003, 2006, 2007, 2009, 2011, 2014
forge 1
(fɔrdʒ, foʊrdʒ) v. ковка, поковка • ing.
н. в.т.
1. формировать нагреванием и молотком; вбить в форму.
2. формировать или производить, особенно сосредоточенным усилием; мода: заключить договор.
3. имитировать (почерк, подпись и т. Д.) Обманным путем; сделать подделку.
в.и.4. совершить подлог.
5. для работы в кузнице.
п.6. камин, очаг или печь, в которых металл нагревается перед формованием.
7. мастерская кузнеца; кузница.
[1250–1300; Среднеанглийский forgier fabricāre to fashion; см. изготовить]кузня • бле, прил.
кузница 2
(fɔrdʒ, foʊrdʒ)v.i. ковка, поковка • инг.
1. двигаться вперед медленно; неуклонно прогрессировать.
2. , чтобы двигаться вперед с повышенной скоростью и эффективностью (обычно. Fol.на вперед на ).
[1605–15; ориг. неопределенный]
Рэндом Хаус Словарь колледжа Кернермана Вебстера © 2010 K Dictionaries Ltd. Авторские права 2005, 1997, 1991, Random House, Inc. Все права защищены.
кузница
— происходит от латинского «fabrica», «торговля, мастерская» или «ткань», и сначала означало «кузница» или «производство».Словарь мелочей Farlex. © 2012 Farlex, Inc. Все права защищены.
кузница
Past причастие: кованые
герундия: ковка
ImperativePresentPreteritePresent ContinuousPresent PerfectPast ContinuousPast PerfectFutureFuture PerfectFuture ContinuousPresent Идеальный ContinuousFuture Идеальный ContinuousPast Идеальный ContinuousConditionalPast Условный
| Present |
|---|
| Я кузница |
| вы подделать |
| он / она / оно кует |
| мы ковать |
| вы ковать |
| они куют |
| Претерит |
|---|
| 9069 9069 9069 9069 9069 он / она / оно подделано |
| мы подделали |
| вы подделали |
| они выковали |
| настоящее непрерывное |
|---|
| я коваю | вы ковка |
| он / она / она ковка |
| мы ковка |
| вы ковка |
| они ковка |
| настоящее время подделали | ||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| вы подделали | ||||||||||||||||||||
| он / она / она подделали | ||||||||||||||||||||
| мы подделали | ||||||||||||||||||||
| вы подделали | ||||||||||||||||||||
| Я ковал | ||||||||||||||||||||
| вы ковали | ||||||||||||||||||||
| он / она ковали | ||||||||||||||||||||
| мы ковали | ||||||||||||||||||||
| вы ковали | ||||||||||||||||||||
| Past Perfect |
|---|
| Я подделал |
| вы подделали |
| он / она / она подделали |
| мы подделали |
| вы подделали |
| они подделали |
| Future | |
|---|---|
| 9069 | 9069 |
| он / она / оно будет выковывать | |
| мы будем выковывать | |
| вы будете выковывать | |
| они будут выковывать |
| Future Perfect |
|---|
| вы будете выкованы |
| он / она / оно будет выковано |
| мы выковываем |
| вы будете кованы |
| они будут выкованы |
| Present Perfect Continuous |
|---|
| я был для вас |
| он / она / она ковали |
| мы ковали |
| вы ковали |
| они ковали |
| вы будете ковать |
| он / она / она будет ковать |
| мы будем ковать |
| вы будете ковать |
| они будут ковка |
| Past Perfect Непрерывная |
|---|
| вы ковали |
| он / она / она ковали |
| мы ковали |
| вы ковали |
| они ковали |
| Условный |
|---|
| Я бы подделал |
| вы подделали бы |
| он / она / она подделали бы |
| мы подделали бы | 9069 9069 вы бы за 9069 9069 выковал бы
| Прошлый условный |
|---|
| Я бы выковал |
| вы бы выковали |
| он / она / она ковали бы |
| 9069 вы бы подделали |
| они бы подделали |
Collins English Verb Tables © Harpe rCollins Publishers 2011
Forge
Небольшая открытая печь, в которой сжигался уголь, и в которую подавался принудительный воздух из сильфона или ручного нагнетателя.Кузница использовалась кузнецами для нагрева железа (обычно красного цвета), чтобы его можно было формовать или сваривать. Левый элемент на иллюстрации — воздуходувка. Справа кузница. Воздух от нагнетателя подавался на дно кузницы, чтобы он мог проходить через горящий уголь.
1001 слово и фраза, о которых вы никогда не знали, что не знали В.Р. Рунян Авторские права © 2011, В.Р. Рунян
Прогнозирование разрушения материала при холодной штамповке | 2017-12-07
Следует проявлять осторожность при моделировании холодной штамповки крепежа с помощью компьютерного моделирования.Было показано, что предварительное формование оказывает значительное влияние на прогнозирование образования трещин на основе математических моделей повреждений. Операции предварительного формования, такие как волочение проволоки и обрезка стержней, должны быть включены в имитационную модель для обеспечения максимальной точности и наилучших прогнозных результатов.
Холодная штамповка — это операция жесткой штамповки механического компонента или конструкции крепежа, которая имеет ограничения на деформируемость материала заготовки и срок службы инструмента.В отличие от процессов горячей и горячей штамповки деформирующие силы при холодной штамповке относительно высоки. Следовательно, холоднокованый материал может иметь тенденцию к растрескиванию из-за высокой деформации, которая превышает предел пластичности материала.
Поскольку трудно обнаружить неисправные изделия холодной штамповки во время производства, производители крепежных изделий могут страдать от больших потерь сырья и энергии прессования. Чтобы устранить эту проблему, точность прогнозного моделирования развития трещин во время ковки имеет решающее значение для снижения производственных и инженерных затрат.В этой статье обсуждается влияние операций предварительной ковки, таких как волочение проволоки и обрезка стержней, на компьютерное моделирование развития трещин.
Предварительная ковка
Материалы для холодной штамповки (низко- и среднеуглеродистые стальные сплавы) были закуплены в рулонах у поставщиков, как показано на Рисунке 1. После соответствующей подготовки поверхности (очистки и фосфатирования), a Операция волочения проводов выполнялась на каждой катушке, чтобы исключить любое отклонение от желаемой круглой формы поперечного сечения.Диаметр проволоки уменьшают до 0,25-0,35 мм.
На рис. 2 показан ковочный пресс изнутри. Как показано, основные компоненты пресса перемещаются относительно неподвижных штамповочных блоков, ковочно-штамповочных станций на этих блоках, захватов и механизма обрезки прутков. Катушка с проволокой прикреплена к прессу и автоматически подается роликами через систему обрезки прутков. Затем проволока обрезается до заданной длины заготовки и подается к первому захвату. Захваты — это механические компоненты, которые перемещают заготовку и преформы между ковочными станциями.
Во время обрезки стержня проволока зажимается в матрице, а другая матрица режет материал (рис. 3). Здесь преобладают напряжения сдвига и растяжения, а деформация пластичная. Инженеры обычно начинают моделирование ковки с начальной ковочной станции. В большинстве случаев это дает достаточно точный прогноз расхода материала и сил ковки. Однако эта стратегия моделирования может ввести в заблуждение инженеров, которые хотят провести анализ отказов.
Пример сломанного болта, взятого из серийного производства, показан на рисунке 4.Как видно на рисунке, трещины начинаются с углов 12-лепесткового пуансона и распространяются через головку болта. Форма трещины показывает, что это было вызвано операцией ковки. Можно просто проанализировать это явление с помощью моделирования методом конечных элементов и спрогнозировать место происхождения трещины (рис. 5).
Однако при некоторых анализах трещина и ее путь могут быть не такими очевидными, как на Рисунке 5. В таком случае имитация и модель трещины не могут предсказать развитие трещины или точное место трещины.На этом этапе моделирование операций предварительной штамповки играет решающую роль в точности прогнозов. Инженер должен вернуться к первому этапу операции формовки и проанализировать его шаг за шагом.
Моделирование операций предварительной штамповки
Пакеты программного обеспечения для моделирования методом конечных элементов, такие как модели повреждений Lematrie, Cockroft-Latham, Oyane и Johnson-Cook, используют различные типы моделей трещин и повреждений. В большинстве моделей для расчета повреждений используется эффективная пластическая деформация.На этом этапе становится важным расчет точных значений создаваемой эффективной пластической деформации.
Когда инженер начинает с первого этапа ковки в числовой модели, он или она просто игнорирует остаточную деформацию, возникающую в результате операции волочения проволоки. Как показано на рис. 6, волочение проволоки вызывает умеренные пластические деформации на поверхности материала заготовки. Принимая это во внимание, мы видим, что эти поверхностные деформации будут существенно влиять на расчетную величину повреждения, что приведет к лучшей прогнозирующей способности.
Следующим шагом, который необходимо включить в моделирование, является обрезка прутка, которая включает в себя протянутую проволоку, режущий штамп и неподвижный штамп (рис. 7). Этот анализ проводился в программе Simufact Forming для конечных элементов.
Распределение ущерба после обрезки показано на рисунке 8. Эта модель позволяет сделать два важных вывода. Во-первых, на обрезанной поверхности максимальное значение повреждения составляет около 0,35 в центре заготовки и уменьшается до нуля через поверхность (рис.8 и 9). Точно так же максимальная эффективная пластическая деформация была создана в центре заготовки и составляет около 0,5. Второй вывод заключается в том, что геометрическое отклонение заготовки от идеальной цилиндрической формы было определено, как показано на рисунке 9. Это происходит из-за пластичной деформации во время обрезки. Учет этого геометрического отклонения до первой станции ковки также важен для определения плоскостности поверхности болта во время ковки.
В большинстве случаев излома при холодной ковке болта на головке болта наблюдается растрескивание около 90% из-за образования фланцев или гнезд пуансона.Здесь развитие трещины может быть результатом дефекта материала или сильной пластической деформации во время ковки. Чтобы исследовать повреждение головной части предварительно формованного болта, было проведено моделирование экструзии с использованием заготовки, взятой из модели обрезки стержней (вместе с моделью предварительной штамповки). Затем результат этого моделирования сравнивался с результатами модели выдавливания, в которой заготовка была просто нарисована и перенесена в модель непосредственно из CAD (без модели предварительной штамповки).
На рисунках 10 и 11 показано распределение повреждений на экструдированной заготовке для моделирования, выполненного с обрезанными заготовками и заготовками САПР.Как показано на Рисунке 10, среднее значение повреждения на головной части составляет около 0,3, хотя значение повреждения в том же месте без предварительной ковки составляет около нуля (Рис. 11).
Вариации величины повреждений от центра к поверхности экструдированных деталей показаны на рисунке 12. Хотя тенденция распределения повреждений одинакова для обеих моделей, разница в генерируемых повреждениях на голове между этими моделями огромна. Этот график доказывает, что инженер, который хочет провести анализ отказов вышедшего из строя болта и использует имитационную модель без моделей предварительной ковки, недооценивает критическое значение повреждения в области разрушения и не может получить надежную информацию из моделирования.
Заключение
Точность моделирования методом конечных элементов зависит от многих переменных, включая свойства материала, геометрическую точность моделей САПР, тип конечных элементов и распределение. Однако даже если все параметры при моделировании обработки металлов давлением были правильно определены в программном обеспечении, модель может не дать никаких надежных данных. Инженер может столкнуться с подобной проблемой во время анализа отказов продуктов с трещинами. В этой статье показано, что предварительное формование оказывает значительное влияние на прогнозирование образования трещин на основе математических моделей повреждений.Операции обработки металлов давлением, такие как волочение проволоки и обрезка стержней, должны быть включены в имитационную модель ковки для обеспечения высокой точности, даже если для этого требуется больше вычислительного времени.