Инструкция для паяльника полипропиленовых труб: инструкция, как паять своими руками, видео
особенности аппарата, правила пользования, терморегулятор для паяльного устройства
Полипропиленовые изделия пользуются большим успехом у потребителей, и связано это с их техническими показателями и легкостью монтажа. Как показала практика, имея паяльник для полипропиленовых труб, даже начинающий сантехник сможет провести в дом водопровод или заменить металлические трубы отопительного контура на пластиковые. Главное, правильно подобрать инструмент и насадки к нему.
Виды приборов
По своей сути аппарат для пайки полипропиленовых труб – это разогревающее устройство, способное раскаляться до температуры +270°С. Его основной функцией является нагрев полипропиленовой трубы и фитинга, сделанного из того же материала до состояния легкого плавления. При этом процессе их стенки плотно спаиваются, а при остывании становятся одним целым, что обеспечивает чрезвычайно надежный вид соединения.
Схема паяльника для полипропиленовых труб крайне проста. В его основе:
- Корпус, закрепленный на устойчивой подставке.

- Внутри прибора находятся нагревательное устройство и электро детали, обеспечивающие ему разогрев.
- Разогревающаяся часть корпуса оснащена специальными отверстиями, на которые крепятся насадки.

Принцип работы данного инструмента для пайки полипропиленовых труб основан на том, что электро детали, разогреваясь, передают свое тепло всей поверхности. Она, в свою очередь нагревает насадки, на которые надеваются отрезок трубы и фитинг. Как правило, нужная температура паяльника для полипропиленовых труб выставляется на термостате. Как только она достигнута, прибор отключается, пока не остынет на 2-4°С, а затем вновь начинается процесс нагревания.
Как подобрать паяльник
Выбор паяльника для полипропиленовых труб напрямую зависит от вида рабочей поверхности. Различают два типа аппаратов:
- Рабочая поверхность имеет цилиндрическую форму, и насадки просто надеваются на нее, как хомуты. Мастера рекомендуют использовать подобный прибор, когда предстоит спайка в труднодоступных местах, так как насадки для полипропиленовых труб надеваются на самый конец нагревательного элемента.
- Нагревательная поверхность имеет плоскую форму, напоминающую формой утюг. В ней сделаны отверстия, в которые вставляются насадки.
Решая, как выбрать паяльник для полипропиленовых труб, нужно опираться на вид работы, которую он должен выполнять. Большой разницы в принципе их действия нет, просто следует обращать внимание на мощность прибора, так как именно она указывает, с каким диаметром труб можно данным прибором работать.
Иногда потребители считают, что чем инструмент для пайки полипропиленовых труб мощнее, тем лучше. Она лишней, конечно же, не будет, но зачем переплачивать деньги, если нужен аппарат для соединения труб небольшого диаметра при проводке бытовых коммуникаций. По тепловой мощности различают:
- Паяльник для труб из полипропилена с мощностью в 680 – 700 Вт, подходящий для изделий с диаметром от 16 мм до 63 мм.
- Приборы с показателем 850 Вт годятся для трубопроводов диметром от 16 мм до 75 мм.
- Паяльник с параметрами 1200 Вт работает с трубами диаметром от 125 мм.

Как правило, в бытовых коммуникациях редко используются трубы диаметром выше 50 мм, поэтому вполне можно обойтись приспособлением для пайки полипропиленовых труб с тепловой мощностью 700 Вт.
Если предстоит проводить работы самостоятельно, то в качестве производителей можно выбрать инструменты, сделанные в России или Китае, так как они самые дешевые. Как говорят специалисты, они способны соединить 2-3 трубопровода при прокладке бытовых коммуникаций.
Для больших объемов работы лучше подойдут приборы турецкого производства, которые стоят несколько дороже, но производительность у них выше.
Когда требуется профессиональный паяльник для полипропиленовых труб, то лучше отдать предпочтение продукции из Европы.
Вспомогательные элементы для паяльника
Как правило, к этому инструменту прилагается несколько насадок, но при необходимости, их можно приобрести отдельно.
В набор для пайки полипропиленовых труб входят 3 элемента самого распространенного диаметра – 20 мм, 25 мм и 32 мм. В продаже так же имеются более дорогие комплекты, в которых не только насадки разного диаметра, но и нож для резки полипропиленовых труб, рулетка для измерений и перчатки.
В продаже так же имеются более дорогие комплекты, в которых не только насадки разного диаметра, но и нож для резки полипропиленовых труб, рулетка для измерений и перчатки.
Тефлоновые насадки для полипропиленовых труб на самом деле выполнены из алюминиевого сплава, а более дорогие версии – из меди, и только покрытие у них тефлоновое. Этот слой защищает насадку от прилипания к ней размягченного полипропилена. Чем он толще, то дороже изделие, и тем дольше оно прослужит.
Подбирая насадки, не стоит на них экономить. Если слой тефлона будет слишком тонкий, то она сможет осуществить всего несколько спаек, после чего к ее поверхности будет приставать полипропилен, а трубу и фитинг будет крайне трудно вытаскивать.
Значение термостата
Без этого элемента паяльный аппарат для полипропиленовых труб не смог бы качественно выполнять свою работу. Это связано с тем, что для каждого диаметра трубы и толщины ее стенок есть свое время разогрева прибора. Если его не придерживаться, то либо полипропилен будет расплавлен, либо недостаточно разогрет, чтобы качественно спаяться с фитингом.
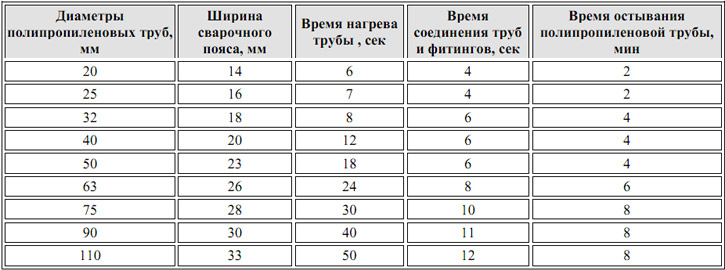
Таблица ниже показывает, какое необходимо вводить время в терморегулятор для паяльника полипропиленовых труб:
| Размер трубы (мм) | Время для нагрева прибора (сек) | Время для соединения элементов (сек) | Время для остывания (мин) |
| 20 | 6 | 4 | 2 |
| 25 | 7 | 4 | 2 |
| 32 | 8 | 6 | 4 |
| 40 | 12 | 6 | 4 |
| 50 | 18 | 6 | 4 |
| 63 | 24 | 8 | 6 |
| 75 | 30 | 10 | 8 |
| 90 | 40 | 11 | 8 |
| 110 | 50 | 12 | 8 |
Это время нагрева для работ при температуре воздуха от +15°С и выше. В том случае, если воздух холоднее, то и параметры нагрева нужно увеличивать на 2-4 секунды. При температуре ниже +5°С работы с полипропиленом вообще запрещены.
Вводя эти параметры в терморегулятор, можно быть уверенным, что спайка будет произведена правильно. Прибор отключится в нужный момент и вновь нагреется при остывании.
Прибор отключится в нужный момент и вновь нагреется при остывании.
Заключение
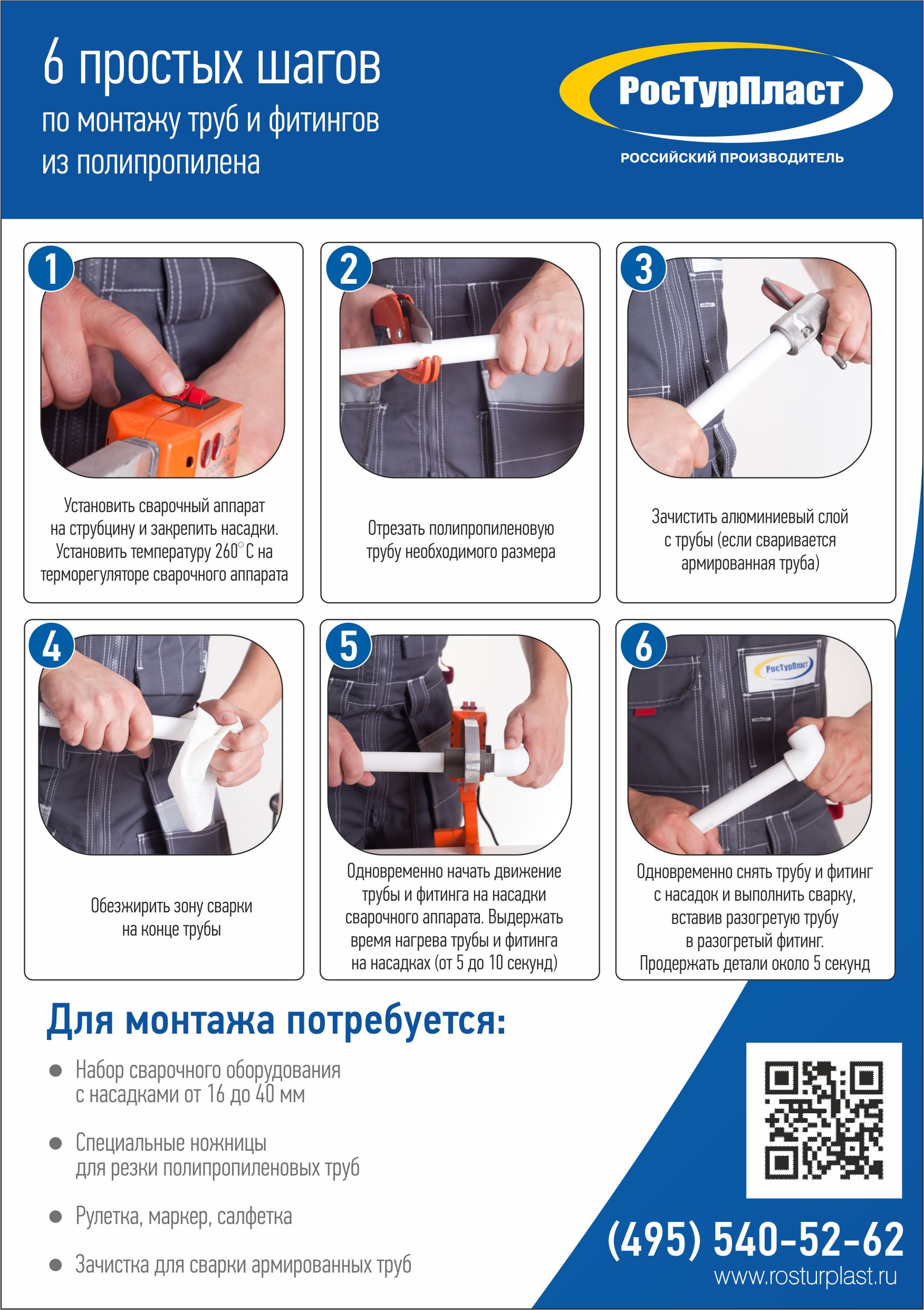
Нет ничего сложного в том, как пользоваться паяльником для полипропиленовых труб:
- Подготовить трубы, для чего их нужно разрезать специальным ножом, а срезы обезжирить спиртом. Такую же обработку необходимо провести с фитингами, протерев из стенки изнутри спиртовым раствором.
- Закрепить на утюге для пайки полипропиленовых труб насадки нужного диаметра, натянуть на одну из них (она чуть больше) конец полипропиленовой трубы, а на другую – фитинг.
- Включить прибор в сеть и дождаться нагрева до температуры 260°С.
- Выждав указанное в таблице время, труба и фитинг снимаются, крепко спаявшись друг с другом.
Как правило, инструкция для паяльника полипропиленовых труб дает полное пояснение, как им пользоваться, и какие должны соблюдаться меры предосторожности при работе с ним.
Сварка полипропиленовых труб: инструкция и рекомендации
21. 02.2015
02.2015
Перед тем, как начать монтаж труб из полипропилена, вам следует определиться с местом их прокладки. Нарисуйте план на листе бумаги, прикиньте те места, где вам придется соединять трубы между собой. Значительно проще осуществить сборку стыков на столе, нежели делать это все после на весу.
Как осуществляется сварка труб
Чтобы спаять между собой элементы водопровода вам необходимо будет нагреть их края до температуры, при которой происходит расплавление полипропилена. У фитинга греют внутреннюю сторону, а у трубы наружную. Для этого их просто надевают на насадки паяльника и выдерживают в течении нескольких секунд. Чтобы выбрать требуемую температуру нагрева паяльника, при которой осуществляется сварка полипропиленовых труб, инструкция
- с указаниями,
- рекомендациями
- и таблицами температур идет в комплекте с паяльником.
Сварка полипропиленовых труб
После завершения нагрева, необходимо произвести совмещение соединяемых элементов, не стоит слишком затягивать с этим, так как температура быстро падает. Время нагревания перед спайкой, зависит от того какой толщины стенка у свариваемых частей. Если вы правильно выбрали температуру, то произойдет надежная сварка элементов конструкции.
Время нагревания перед спайкой, зависит от того какой толщины стенка у свариваемых частей. Если вы правильно выбрали температуру, то произойдет надежная сварка элементов конструкции.
Как нельзя затягивать с соединением свариваемых частей, так не стоит их и передерживать на паяльнике, так как полипропилен потечет и может потерять требуемые размеры, что приведет к нарушению герметичности соединения.Если вы все делаете правильно и верно совместили части между собой, то вдоль края должен выйти небольшой наплыв. Для того чтобы не возникало проблем с одеванием фитинга на трубу вам необходимо будет сделать на трубе кромку под углом 45 градусов при помощи специального приспособления.
При сборке сварочного аппарата не забудьте установить его на специальную подставку, после выставьте при помощи терморегулятора рекомендуемую для сварки температуру, обычно она находится в переделе 260 градусов, однако для ускорения процесса можете увеличить ее до 280. Если температуры будут выше или ниже данного интервала, то велика вероятность получения некачественного соединения и ремонта трубопровода в дальнейшем.
При насаживании спаиваемых элементов для облегчения их вхождения вы можете слегка покрутить их вокруг оси однако не вставляйте трубу до упора, так как это приведет к оплавлению их торцов. Для того чтобы лучше ориентироваться, перед нагревом прибора проведите примерку и сделайте соответствующие отметки на трубе.
Армированная труба
Если вам приходится монтировать не обычный водопровод или канализацию, а систему, работающую под определенным давлением, тогда вам придется использовать специальные полипропиленовые трубы с армированным слоем. Пред сваркой не забудьте зачистить концы от армирующего слоя при помощи шейвера. При всей достаточно значительной стойкости к действию высоких температур, трубы из полипропилена не смогут выдержать длительного действия значительных температур, поэтому если вам необходимо сделать подвод к котлу или магистрали имеющей значительную температуру, примените переходник из металла имеющий в длину не менее 0.5 м.
Как самостоятельно сварить полипропиленовые трубы
Хозяевам, которые решили не прибегать к помощи специалистов и сварить полипропиленовые трубы своими руками, понадобятся такие инструменты как паяльник, сварочные насадки, ножницы по металлу, зачистка, рулетка, маркер, а также крепежи.
Технология сварки
Перед тем как перейти непосредственно к сварке необходимо подготовить аппарат. Для этого выбирается насадка для паяльника, диаметр которой должен совпадать с диаметром свариваемых труб, и крепиться на приборе. После того как насадка надежно закреплена паяльник включают в сеть и выставляют температуру около 250°C. Обычно приборы оснащены индикаторами – красным и зеленым. Если горит первый, то это значит, что паяльник в режиме нагрева, а если второй – можно приступать к работе (см. видео).
сварочный аппарат
В то время пока аппарат нагревается необходимо подготовить к сварке сами полипропиленовые трубы и фитинги. Если используются армированные конструкции, то перед работой их необходимо обработать зачисткой. С ее помощью удаляется фольга, которая может помешать надежной пайке. Далее берется подготовленная труба и фитинг, которые вставляются в насадку. Для этого необходимо будет приложить немного усилий своими руками, но при этом не переборщить. После того как элементы вставлены необходимо подождать несколько секунд, пока прогреется их верхний слой.
С ее помощью удаляется фольга, которая может помешать надежной пайке. Далее берется подготовленная труба и фитинг, которые вставляются в насадку. Для этого необходимо будет приложить немного усилий своими руками, но при этом не переборщить. После того как элементы вставлены необходимо подождать несколько секунд, пока прогреется их верхний слой.
оборудование
инструмент
Перед тем как переходить непосредственно к сварке полипропиленовых труб, необходимо ознакомиться с инструкцией, которая всегда идет в комплекте с оборудованием. Там должно указываться время прогрева элементов в зависимости от выбранной температуры и их диаметра. Это важно, ведь если допустить перегревание изделий, то может произойти запайка внутреннего пространства трубы, а если время будет недостаточное, то шов будет ненадежным. После прогрева элементов их осторожно вынимают и надевают друг на друга. Пока материал еще не остыл, есть возможность качественно выровнять место соединения. Считается, что удачно удалось сварить трубу, если по всей окружности стыка образовался небольшой бортик.
Сварка труб большого диаметра
для больших диаметров
Для резки труб большого диаметра используют специальные ножницы по металлу. После того как созданы отрезки необходимой длины их зачищают, на сварочный прибор надевают специальную насадку и нагревают до температуры 260°C. После прогрева прибора в насадку продеваются отдельные элементы, которые должны хорошо прогреться, пока материал не станет достаточно мягким. При этом отдельные элементы, будь то части трубы или труба и фитинг должны прогреваться одновременно. Время прогрева для полипропиленовых конструкций большого диаметра будет дольше, чем для стандартных труб и это время необходимо соблюдать, ведь в ином случае конструкция выйдет ненадежной. После полного прогрева отдельные элементы надеваются друг на друга.
Как варить в труднодоступных местах
Работать с конструкциями из полипропилена в труднодоступных местах достаточно сложно, так как требуется быстрота и точность движений (см. видео). При получении хоть малейших искривлений во время сварки необходима замена элементов. Во время пайки оборудование постоянно должно находиться во включенном состоянии, а нагрев отдельных элементов должен проводиться одновременно. Недостаточный их нагрев может привести к тому, что сварить изделия будет практически невозможно либо соединение будет некачественным, что в будущем приведет к поломке конструкции в труднодоступных местах, что может стать серьезной проблемой. Перегрев конструкций при соединении своими руками также нежелателен, ведь может привести к потере их формы.
Во время пайки оборудование постоянно должно находиться во включенном состоянии, а нагрев отдельных элементов должен проводиться одновременно. Недостаточный их нагрев может привести к тому, что сварить изделия будет практически невозможно либо соединение будет некачественным, что в будущем приведет к поломке конструкции в труднодоступных местах, что может стать серьезной проблемой. Перегрев конструкций при соединении своими руками также нежелателен, ведь может привести к потере их формы.
Как запаивать (припаивать) медные водопроводные трубы для водонепроницаемого уплотнения
3 января 2012 г. | Фред (электронная почта) | Пайка труб (так называемая пайка) — это стандартный способ соединения двух или более кусков обычной медной трубы вместе. Паяное соединение образует прочное водонепроницаемое соединение, которое при правильном выполнении прослужит десятилетия или дольше. На самом деле, правильное паяное соединение имеет меньшую вероятность протечек, чем остальная часть медной трубы, в которой могут образоваться точечные утечки, вызывающие химическую эрозию.
Для многих домовладельцев мысль о подключении чего-либо к водопроводу является довольно сложной. Мы все представляем себе, как наши подвалы или жилые помещения наполняются водой из-за какой-то ошибки или недосмотра в нашей работе. Правда в том, что основная сантехника, в том числе потильные трубы, как описано в этой статье, — это относительно простая работа, с которой любой мотивированный домовладелец может безопасно справиться, используя всего несколько специализированных инструментов.
В этой статье рассматриваются основы соединения двух труб. Если вам нужна дополнительная информация, мы настоятельно рекомендуем
Примечание о разрешениях и опыте: В некоторых юрисдикциях для выполнения сантехнических работ требуется наличие лицензии сантехника. Мы занимаемся своими руками, а не лицензированными сантехниками. Эта статья предназначена для общей информации. Вы можете проконсультироваться с лицензированным сантехником, прежде чем проводить сантехнические работы в вашем доме или офисе. В любом случае используйте эту информацию на свой страх и риск.
Вы можете проконсультироваться с лицензированным сантехником, прежде чем проводить сантехнические работы в вашем доме или офисе. В любом случае используйте эту информацию на свой страх и риск.
Примечание редактора: Эта статья была первоначально опубликована в январе 2009 года.Мы постоянно работаем над улучшением нашей базы знаний, и этот пост был обновлен, чтобы включить комментарии читателей, новые изображения и лучшие инструкции. Мы надеемся, что вы найдете это полезным.
Основные сведения о трубах и фитингах
Большинство водопроводных труб в доме имеют диаметр от 3/8″ до 3/4″. Основные водопроводные линии имеют размер до 1 дюйма, а небольшие водопроводы (например, к льдогенератору холодильника) могут быть размером до 3/8 дюйма. Номинальный диаметр трубы всегда на 1/8 дюйма меньше внешнего диаметра.Размеры стенок медных труб зависят от размера трубы, так что внутренний диаметр всегда приблизительно равен номинальной ширине.
Чтобы соединить два куска медной трубы вместе, необходимо использовать втулку или другой фитинг, внутренний диаметр которого соответствует внешнему диаметру трубы. Вы можете подобрать колена, заглушки, тройники, клапаны, муфты и другие фитинги в ближайшем магазине DIY.
Инструменты и материалы, необходимые для пайки труб
Список инструментов и материалов для стандартной поточной пайки невелик и не сложен. Все доступно в местном крупном магазине или магазине сантехники.
- Сантехнический припой (не на основе свинца) . Припой продается унциями на катушках. Припой плавится при гораздо более низкой температуре, чем медь, что делает его пригодным для соединения двух медных труб под воздействием тепла.
- Щетка для медных труб . Щетка используется для очистки внутренней поверхности фитингов и наружной поверхности труб для подготовки их к пайке. В качестве альтернативы можно использовать наждачную ткань сантехника, но этот инструмент упрощает работу.
- Малый баллон с пропаном и Сварочный фиксатор . Используется для нагрева соединяемых труб и фитингов.
- Флюс сантехнический . Используется для покрытия труб и фитингов перед их пайкой.
- Наждачная ткань сантехника . Используется для снятия заусенцев с труб.
- Термостойкая прокладка .
- Медная труба и фитинги .
 Щетка используется для очистки внутренней поверхности фитингов и наружной поверхности труб для подготовки их к пайке. В качестве альтернативы можно использовать наждачную ткань сантехника, но этот инструмент упрощает работу.
Щетка используется для очистки внутренней поверхности фитингов и наружной поверхности труб для подготовки их к пайке. В качестве альтернативы можно использовать наждачную ткань сантехника, но этот инструмент упрощает работу. Совет: Пайка – это альтернативный метод соединения медных труб, обеспечивающий еще более высокую прочность соединения. Паяные соединения достигаются за счет использования других присадочных металлов (таких как BCuP или BAg), чем паяные соединения, однако эти сплавы требуют значительно более высокой температуры для достижения точки плавления. Вы найдете паяные соединения на таких вещах, как линии хладагента, однако пайка не нужна для большинства бытовых сантехнических применений.
Вы найдете паяные соединения на таких вещах, как линии хладагента, однако пайка не нужна для большинства бытовых сантехнических применений.
Шаг 1. Подготовка места для сантехники
В этом учебном пособии не рассматривается запотевание соединений, которые уже являются частью водопровода в доме. Однако, если вы собираетесь работать в этой среде, эти шаги важны. Независимо от окружающей среды, вы всегда должны принимать меры предосторожности для защиты области, где вы будете нагревать трубу с помощью пропановой горелки.
Перекройте подачу воды в дом, открыв самый нижний вентиль в доме. (например, хозяйственная раковина в подвале) для слива всей воды из труб.Вода в линии будет препятствовать нагреву трубы и приведет к выходу из строя установки. Вам также может понадобиться открыть трубу на верхнем этаже дома, чтобы сбросить вакуумное давление.
Отсоедините все трубы из ПВХ от ближайшей медной трубы. (В более новых домах может быть сочетание труб из ПВХ и меди). Вы будете работать с пропановой горелкой, которая горит при температуре более 1000 градусов, поэтому защитите предметы вокруг сустава от тепла. Убедитесь, что поблизости нет горючих материалов, и что между горелкой и любыми легковоспламеняющимися материалами, например деревянными стойками, установлен теплозащитный экран.Помощник может подойти.
Вы будете работать с пропановой горелкой, которая горит при температуре более 1000 градусов, поэтому защитите предметы вокруг сустава от тепла. Убедитесь, что поблизости нет горючих материалов, и что между горелкой и любыми легковоспламеняющимися материалами, например деревянными стойками, установлен теплозащитный экран.Помощник может подойти.
Обеспечьте достаточную вентиляцию рабочей зоны, откройте двери и окна и рассмотрите возможность включения вентилятора. Делайте как можно больше работы на скамейке. Если вы делаете несколько соединений, прокладывайте как можно больше из них вне водопроводной линии.
Шаг 2: Подготовка медных труб к пайке
Используя щетку для медных труб, очистите внешнюю поверхность трубы и внутреннюю часть фитинга. После очистки трубы должны быть свободны от мусора и выглядеть блестящими.
Осмотрите трубу и фитинг на наличие заусенцев (небольшие кусочки металла на фитинге или трубе, мешающие легкому соединению). Попробуйте всухую установить соединение, чтобы убедиться, что они легко соединяются, и если они не подходят легко и плотно, очистите трубы, используя щетку для медных труб или наждачную ткань (показано ниже).
Попробуйте всухую установить соединение, чтобы убедиться, что они легко соединяются, и если они не подходят легко и плотно, очистите трубы, используя щетку для медных труб или наждачную ткань (показано ниже).
После успешного завершения сухого монтажа разделите трубу и фитинг и нанесите сантехнический флюс на наружную и внутреннюю часть фитинга.Во время пайки сантехнический флюс испаряется и втягивает припой в соединение, образуя плотное уплотнение по всему соединению.
Шаг 3: пайка труб
Зажгите пропановую горелку и уменьшите пламя до среднего. Имейте в виду, что большинство горелок производят больше пламени, если их наклонить вниз. Будьте осторожны, чтобы держать горелку последовательно. Направьте пламя прямо на стык. Соединение нагревается примерно через 20–60 секунд. Обратите внимание, что если вы припаиваете клапан, лучше открыть клапан, чтобы снизить риск повреждения клапана.
Прикоснитесь припоем к складке между фитингом и трубой. Когда соединение достаточно нагрето, припой расплавится и под действием капиллярных сил припой втянется в соединение. Когда припой начнет плавиться, перемещайте его по всему стыку. Когда припой скапливается снаружи соединения, соединение стабильно. Выключите огонь и дайте трубе остыть. Удалите излишки флюса влажной тряпкой, так как он может вызвать коррозию трубы и позже привести к образованию точечных утечек.
Когда соединение достаточно нагрето, припой расплавится и под действием капиллярных сил припой втянется в соединение. Когда припой начнет плавиться, перемещайте его по всему стыку. Когда припой скапливается снаружи соединения, соединение стабильно. Выключите огонь и дайте трубе остыть. Удалите излишки флюса влажной тряпкой, так как он может вызвать коррозию трубы и позже привести к образованию точечных утечек.
Шаг 4. Проверка паяного соединения
Если вы следовали этим инструкциям, соединение, скорее всего, очень тугое.Единственный хороший способ проверить — надавить на стык (включить воду в дом). Обязательно подождите, пока припой остынет (2-3 минуты), прежде чем подавать давление в линию, чтобы избежать растрескивания припоя из-за быстрого изменения температуры.
Дополнительная помощь сантехнику
Как мы уже говорили в начале этой статьи, для получения дополнительной информации по этой и другим сантехническим темам мы настоятельно рекомендуем Stanley’s Complete Plumbing, в которой более подробно рассматривается эта тема и многие другие сценарии домашней сантехники. Удачи с сантехникой!
Удачи с сантехникой!
Что вы думаете? Занимались сантехническими проектами в собственном доме? Вы бы что-нибудь изменили здесь?
Зачем использовать пресс-фитинги? 5 основных преимуществ пресс-фитингов
Для профессионалов торговли надежное соединение труб имеет решающее значение для успеха проекта. До недавнего времени продавцы традиционно полагались на сварку, пайку и пайку для создания полных соединений. Хотя это все еще обычно
Используемый метод монтажа трубопроводных систем, пресс-фитинги предлагают множество преимуществ, которые делают их лучшим выбором по сравнению со сваркой или пайкой.
в некоторых случаях.Пресс-фитинги являются отличным решением для соединения труб как для сантехников, специалистов по системам отопления, вентиляции и кондиционирования воздуха, строителей, так и для коммерческих механических подрядчиков. Узнать о
пять основных причин для использования пресс-фитингов и узнайте, как они могут помочь вам в развитии вашего профессионального подрядного бизнеса.
1. Пресс-фитинги экономят время и деньги.
С помощью пресс-фитингов соединения можно выполнять за долю времени, которое требуется для сварки или пайки трубы.Кроме того, для работы с пресс-инструментом требуется значительно меньше обучения по сравнению со сваркой, пайкой или пайкой. Это делает пресс-фитинги отличным решением для экономии труда, особенно при установке крупногабаритные трубопроводные системы. Хотите знать, сколько вы можете сэкономить, инвестируя в систему запрессовки? Воспользуйтесь калькулятором ниже, чтобы узнать, сколько стоит пресса.
Расчетная годовая экономия труда: |
Совет от профессионала: Хотя этот калькулятор дает приблизительную среднюю экономию, ваша фактическая экономия может отличаться. Чтобы убедиться, что вы получите лучшее решение для пресс-фитингов, свяжитесь с нами для получения экспертной поддержки по продукту.
Чтобы убедиться, что вы получите лучшее решение для пресс-фитингов, свяжитесь с нами для получения экспертной поддержки по продукту.
2. Пресс-фитинги надежны.
Операции с пресс-инструментом различаются в зависимости от марки, но неизменной является прочность соединений. Если труба подготовлена правильно в соответствии с инструкциями производителя системы прессового инструмента, соединение такое же прочное, как сварное или паяное соединение.Многие гидравлические пресс-инструменты имеют функцию автоматического цикла, которая отключается только после завершения соединения, поэтому невозможно угадать, полностью соединена труба или нет.
3. Безопасность на стройплощадке повышается благодаря пресс-фитингам.
Осторожность и безопасность всегда должны быть превыше всего на рабочей площадке. Пресс-фитинги обеспечивают дополнительную безопасность, поскольку в них нет тепла или пламени. требуется для установления соединений. Это снижает риск получения работником травмы на рабочем месте.Для работы с пресс-инструментом требуется меньше средств защиты по сравнению со сваркой или пайкой, что может обеспечить дополнительную экономию средств.*
требуется для установления соединений. Это снижает риск получения работником травмы на рабочем месте.Для работы с пресс-инструментом требуется меньше средств защиты по сравнению со сваркой или пайкой, что может обеспечить дополнительную экономию средств.*
4. Пресс-фитинги динамические.
Поскольку пресс-фитинги изготавливаются из меди, нержавеющей стали и углеродистой стали, они подходят практически для любой системы трубопроводов, изготовленных из этих материалов. Это делает их подходит для использования в различных приложениях. От газа, нефти и коррозионно-активных веществ до пара и питьевой воды, вполне вероятно, что для вашего проекта найдется подходящее решение по запрессовке.
5. Быстрое выполнение ремонта с помощью пресс-фитингов.
Даже если система трубопроводов влажная, можно выполнить пресс-фитинговые соединения. Это делает пресс-фитинги хорошо подходящими для использования в коммерческих и промышленных объектах, поскольку работа не будет прерываться, если потребуется ремонт. сделал. Пресс-фитинги устраняют необходимость отключения системы трубопроводов для проведения технического обслуживания.
сделал. Пресс-фитинги устраняют необходимость отключения системы трубопроводов для проведения технического обслуживания.
Ferguson.com — ваш источник информации о новейших технологиях запрессовки.Наше предложение качественных пресс-инструментов и фитингов от ведущих брендов делает нас выбором профессионалов в области решений для соединения труб. Обзор пресс-фитингов и инструменты в Интернете или свяжитесь с местным представителем Ferguson для получения экспертного обслуживания и поддержки.
*Всегда используйте соответствующую защитную одежду и следуйте инструкциям производителя по эксплуатации оборудования.
Неправильное использование флюса вызывает коррозию трубы
Опубликовано автором Shaun
Будучи сантехником, который гордится тем, что выполняет свою работу должным образом, вы сталкиваетесь с работой, выполненной другими сантехниками, которую вы категорически не одобряете. Вы видите, что одни и те же «школьные» ошибки возникают снова и снова, это простые ошибки, которые допускают сантехники, которые впоследствии вызывают у клиентов всевозможные проблемы.
Вы видите, что одни и те же «школьные» ошибки возникают снова и снова, это простые ошибки, которые допускают сантехники, которые впоследствии вызывают у клиентов всевозможные проблемы.
Я горжусь своей работой пайки, это часть первоклассной установки котла
В этой статье мы собираемся раскрыть одну из самых распространенных и разрушительных ошибок, которые многие сантехники совершают изо дня в день.Пайка труб – неотъемлемая часть правильного монтажа котла. В наши дни мы видим все больше и больше пластиковых фитингов, но лишь немногие дома работают без старых добрых паяных медных труб.Я по-прежнему рекомендую паяные медные трубы вместо пластиковых соединений, для установки пластикового соединения может потребоваться меньше навыков и обучения, но я обнаружил, что в реальной жизни они более ненадежны, и для меня это все.
Проблемы с коррозией труб
Одной из наиболее распространенных причин выхода из строя стыков труб и возникающих в результате утечек является коррозия в трубе и стыке. Корродированная труба редко начинает протекать, когда коррозия проходит прямо через середину трубы. Обычно коррозия ослабляет соединения и создает проблемы для котла, которые могут привести к протечке соединения или клапана.Когда я прихожу к трубам в таком состоянии и заменяю их, я могу провести детективную работу, чтобы найти причину.
Корродированная труба редко начинает протекать, когда коррозия проходит прямо через середину трубы. Обычно коррозия ослабляет соединения и создает проблемы для котла, которые могут привести к протечке соединения или клапана.Когда я прихожу к трубам в таком состоянии и заменяю их, я могу провести детективную работу, чтобы найти причину.
Когда я проверяю неисправные соединения труб, я вижу множество распространенных причин. Когда дело доходит до коррозии, я снова и снова вижу закономерность, и это признак того, что сантехники неправильно используют вещество под названием «Флюс» при пайке соединений.
То, что вы видите, это большое количество зеленой окисленной меди и участки поврежденной поверхности внутри трубы и, в частности, вокруг соединений.Медь используется в трубопроводах, потому что воде потребуется очень много времени, чтобы разрушить поверхность, где вы видите такую коррозию, это потому, что что-то попало в трубу.
Что такое флюс?
В сантехнике флюс представляет собой состав, используемый для пайки соединения труб. Это кислая паста, которая наносится на ту часть медной трубы, где припой должен склеиться. Он очищает швы, если вы потрите его о медь и ненадолго оставите, он останется блестящим, когда вы его протрите.
Это кислая паста, которая наносится на ту часть медной трубы, где припой должен склеиться. Он очищает швы, если вы потрите его о медь и ненадолго оставите, он останется блестящим, когда вы его протрите.
Особенно важно, что при нагревании кислотный флюс втягивает расплавленный припой глубоко в трещины соединения и образует прочную связь с металлом. Флюс является важной частью, позволяющей припою равномерно и полностью обтекать хорошо пропаянное соединение.
Когда Flux выходит из строя!
Проблема в сантехнике заключается в том, что многие сантехники наносят слишком много флюса, слишком небрежно и прямо в стык трубы. Это означает, что большой избыток этой кислой пасты заталкивается внутрь соединения трубы, и даже неспециалист должен увидеть в этом проблему.
Многие сантехники, кажется, не подозревают, что это может вызвать проблемы в будущем, это одна из моих «мозолей», и я был бы рад, если бы это прекратилось. Флюс будет разъедать трубу в месте соединения, и некоторые из них будут проталкиваться по системе, чтобы найти другие предметы, которые могут разъедать, возможно, внутри вашего котла. Суть в том, что неправильное использование флюса является обычным явлением и вызывает большие и малые проблемы.
Суть в том, что неправильное использование флюса является обычным явлением и вызывает большие и малые проблемы.
Как избежать плохой сантехники
Нет простого ответа, как найти подходящего сантехника для вашей работы.Если бы вы знали все, что нужно спросить, вы бы знали достаточно, чтобы выполнить работу самостоятельно.
Мой совет: в любом случае старайтесь задавать вопросы. Если вы покупаете новый котел, спросите их о том, как они вводят новый котел в эксплуатацию, как они планируют работу, и если речь идет о пайке, вы можете спросить об использовании ими флюса. Не забудьте убедиться, что они являются газобезопасными сантехниками.
Также полезно просмотреть онлайн-обзоры и немного почитать об интересующей вас области сантехники. Вы уже делаете что-то правильно, находясь здесь и читая это.Если вы можете выбрать качественного сантехника, который знает свое дело, это стоит усилий и любых дополнительных затрат по сравнению с самым дешевым вариантом, который вы можете найти.
Опубликовано в:
Сантехнические советы
Убедитесь, что ваш сантехник правильно вводит в эксплуатацию ваш новый котел Знайте о ваших запорных клапанах для водыПайка или потение медной трубы Скоттом Греем
Изучение того, как паять медную водопроводную трубу, на первый взгляд может показаться сложным и даже немного опасным, но на самом деле это довольно простой процесс, если вы приняли надлежащие меры предосторожности и освоили технику.
Успешная пайка медных водопроводных труб во многом зависит от правильной подготовки соответствующих поверхностей. Как и в старой столярной поговорке «Семь раз отмерь, один раз отрежь», научиться успешно паять медную водопроводную трубу часто означает «Семь раз почистить, один раз припаять».
Безопасность превыше всего!
Необходимы надлежащие меры предосторожности. Несчастные случаи всегда случаются с другим парнем. .. пока они не случаются с тобой. Вам понадобятся защитные очки, ткань для защиты от пламени.
или металлическую обшивку, огнеупорные кожаные перчатки для защиты рук и плотную рубашку для защиты кожи от всего, что может капнуть или упасть на вас во время работы.
.. пока они не случаются с тобой. Вам понадобятся защитные очки, ткань для защиты от пламени.
или металлическую обшивку, огнеупорные кожаные перчатки для защиты рук и плотную рубашку для защиты кожи от всего, что может капнуть или упасть на вас во время работы.
Не нужно много тепла, чтобы разжечь старую, сухую древесину, и многие пожары каждый год из-за неправильного использования пропановых горелок. Всегда держите поблизости ведро с водой и домашний огнетушитель при работе с пропановая горелка! Если вам может понадобиться отключить водопровод, имея несколько дополнительные ведра воды под рукой — особенно хорошая идея!
Соберите свои материалы
Материалы, которые вам понадобятся для пайки медных водопроводных труб, включают:
- Пропановая горелка, желательно с самозажигающимся регулятором (не пытайтесь зажгите факел спичками).
- Резак для медных труб достаточно большой для работы.
- Бессвинцовый припой.
- Флюс (также называемый «флюс для лужения» или «флюс-паста») для очистки и подготовки соединений к принятию припоя при нагревании медной трубы.
- Наждачная шкурка с зернистостью 120 или наждачная бумага с зернистостью 120 для сглаживания и очистки швов.
- Маленькая щеточка для фитингов (для чистки внутренних поверхностей швов).

Процесс пайки
После того, как вы собрали все необходимые средства безопасности и материалы для пайки, следующим шагом будет тщательная очистка и сушка медных труб, которые вы собираетесь паять.Тщательная подготовка — очень важная часть пайки, потому что она сэкономит ваше время и силы. Подготовьте сразу все соединения, которые вам нужно спаять, а затем спаяйте их все одно за другим за один присест.
- Накройте все легковоспламеняющиеся поверхности огнеупорной тканью или куском листового металла и поставьте поблизости ведро или воду и огнетушитель.
- Медные трубы не принимают припой, если в них осталась влага. Хороший способ стравить всю воду из существующей медной трубы — оставить конец открытым (например, слив раковины) и нагреть трубу кончиком пламени, чтобы ускорить испарение.
- Если вы режете новую медную трубу, а затем припаиваете ее, держите один конец трубы под коленом, а другой свободной рукой, медленно поворачивая труборез. Если вы будете крутить резак слишком быстро, труба разрушится, поэтому делайте медленные разрезы понемногу.
- Тщательно очистите концы медной трубы, которую будете паять. Несмотря на то, что срез выглядит очень чистым, вам все равно нужно сгладить его наждачной шкуркой, а внутреннюю часть сгладить ершиком или тканью, обернутой вокруг пальца.Чем тщательнее вы очищаете, тем выше вероятность успеха.
- Покройте припаиваемые поверхности флюсом.
- Зажгите паяльную горелку и держите ее так, чтобы кончик конуса пламени попал на фитинг. Самая горячая часть конуса — наконечник, а медь так хорошо проводит тепло, что касаться нужно только фитинга, а не самой трубы. Держите проволоку припоя напротив пламени в самой холодной точке.
- Когда температура медной трубы достигает точки плавления припоя, который вы прижимаете к ней, припой естественным образом превращается в жидкий поток в соединение. Заполните соединение до тех пор, пока припой не начнет капать, прежде чем переходить к следующему соединению.
- Не прикасайтесь к паяному соединению в течение как минимум 45 секунд после пайки.
- Всегда выключайте паяльник перед тем, как положить его на пол.

 Заполните соединение до тех пор, пока припой не начнет капать, прежде чем переходить к следующему соединению.
Заполните соединение до тех пор, пока припой не начнет капать, прежде чем переходить к следующему соединению.Несколько общих советов, которые следует учитывать при обучении пайке медных водопроводных труб:
- Не забудьте снять все детали из мягкой резины или пластмассы перед пайкой любого сантехнического соединения. Например, разобрать запорную арматуру перед пайкой, чтобы не повредить шайбы и уплотнительные кольца.
- Если медная трубка имеет ширину более 3/4 дюйма, ее можно нагреть горелкой под разными углами, чтобы припой расплавился равномерно.
- Латунные фитинги требуют большего нагрева, и вам придется следить за тем, чтобы не оставлять клапан открытым, чтобы в трубе не возникло давление и не произошло повреждение.
После того, как вы освоите эту технику, пайка медной водопроводной трубы не так сложна, как кажется. Этому навыку стоит научиться, и он может сэкономить вам большие деньги на счетах за сантехнику при небольшом ремонте, а также на проектах кухни и ванной.
Этому навыку стоит научиться, и он может сэкономить вам большие деньги на счетах за сантехнику при небольшом ремонте, а также на проектах кухни и ванной.
Об авторе: Скотт Грей — разнорабочий-энтузиаст и веб-издатель. Ему нравится давать советы потребителям и домовладельцам на своем веб-сайте Everyday Handyman.
Распространенные ошибки при сварке полипропиленовых труб
Полипропиленовые трубы широко применяются в процессе обустройства водоснабжения и отопления домов и квартир. В этом случае не обойтись без сварки труб ППР. Наш сайт советов собрал самые распространенные ошибки, которые допускают неопытные сварщики при соединении полипропиленовых труб.
В статье о том, как провести водопровод внутри частного дома своими руками, портал писал, какой набор инструментов для этого потребуется. Один из важнейших помощников – паяльник для труб ППР, он же сварочный аппарат. Кажется, что соединить полипропиленовые трубы проще, чем металлические. На самом деле есть нюансы, особая технология. Если он сломан, то система водоснабжения или отопления долго не прослужит..
На самом деле есть нюансы, особая технология. Если он сломан, то система водоснабжения или отопления долго не прослужит..
Первая ошибка — не зачистить трубы перед сваркой
Процесс обустройства систем водоснабжения и отопления чаще всего происходит в помещении, где ремонт активно ведутся.Строительный мусор, цемент, штукатурка, краска кругом… Все это попадает на трубы. Перед началом сварки необходимо:
- Тщательно протереть трубы слегка влажной тканью;
- Сухой;
- Обезжирить.
Только после этого можно использовать паяльник. В противном случае оставшаяся пыль и мусор могут привести к тому, что стык получится некачественным, вероятность протечки в дальнейшем значительно возрастает.
Каждый сварочный аппарат для труб PPR имеет инструкцию.А производитель указывает, как долго нужно греть трубы для качественного соединения. Но инструкцию часто вообще не читают, а время засекают на глаз. Между тем, в процессе сварки на счету каждая секунда. При использовании паяльника для полипропиленовых труб необходимо строго соблюдать инструкцию! Недогрев приводит к отсоединению соединений, то есть к протечкам.
При использовании паяльника для полипропиленовых труб необходимо строго соблюдать инструкцию! Недогрев приводит к отсоединению соединений, то есть к протечкам.
Ошибка третья — перегрев труб
Обратная ситуация — сварщик передержал трубы в паяльнике, думал что так будет надежнее.В итоге становится только хуже! Если недогрев можно исправить переподсоединением труб, то перегретые детали можно только выбросить, они оказываются безнадежно испорченными.
Категорически нельзя:
- Выставить сварочный аппарат на максимальную температуру;
- Держите трубу в машине слишком долго.
В этом случае железо паяльника просто расплавит материал, труба сузится и придет в негодность..
Важно! Рекомендуемая температура сварки труб ППР +250–260°С. Трубы диаметром 20 мм необходимо выдержать в аппарате 4 секунды, 25 мм – 6 секунд, 32 мм – 8 секунд, 40 мм – 12 секунд.
Ошибка четвёртая – немедленно разъединить соединение труб
Так нельзя! Необходимо дождаться, пока нагретые трубы остынут и место соединения будет надежно закреплено. Хотя бы несколько секунд нужно крепко удерживать соединение руками, не отпуская сразу.
Хотя бы несколько секунд нужно крепко удерживать соединение руками, не отпуская сразу.
Ошибка пятая – скручивание трубы при пайке
Производители сварочных аппаратов для труб ПРР категорически не рекомендуют это делать. Трубу можно немного подправить, но не закручивать во все стороны! Железо паяльника может повредить структуру трубы, пластик деформируется. Перед пайкой нужно подогнать детали и не вращать в процессе.
Ошибка шестая – разнородные трубы
Бывает, что запчастей не хватило и хозяин дома покупает первую попавшуюся арматуру и трубы.Часто от другого производителя, в другом цвете. Это не такая уж большая ошибка, если все остальное сделано правильно. Однако возможны проблемы из-за разного состава полипропилена, разницы в толщине стенок труб. Кроме того, стыки труб разного цвета выглядят не эстетично, а владелец лишается гарантии производителя.
Ошибка седьмая – пайка в холодном помещении
Чтобы сварка полипропиленовых труб была качественной, в помещении должна быть не ниже +5°С. На это указывают все производители сварочных аппаратов. Специалисты же считают оптимальной температуру не ниже +10°С. Трубы ППР могут деформироваться при температуре +15°С. Поэтому помещение, где проводятся работы, необходимо предварительно прогреть. А самим трубам дать возможность полежать в тепле, не начинать работать с только что принесенными с мороза деталями.
На это указывают все производители сварочных аппаратов. Специалисты же считают оптимальной температуру не ниже +10°С. Трубы ППР могут деформироваться при температуре +15°С. Поэтому помещение, где проводятся работы, необходимо предварительно прогреть. А самим трубам дать возможность полежать в тепле, не начинать работать с только что принесенными с мороза деталями.
Сварочный аппарат для труб 600/800/1000/1200 Вт 20-110 мм Паяльник для труб Пластиковый Wel Продажа
Способы доставки
Общее расчетное время, необходимое для получения вашего заказа, показано ниже:
- Вы размещаете заказ
- (время обработки)
- Мы отправляем ваш заказ
- (Время доставки)
- Доставка!
Общее расчетное время доставки
Общее время доставки рассчитывается с момента размещения вашего заказа до момента его доставки вам. Общее время доставки делится на время обработки и время доставки.
Общее время доставки делится на время обработки и время доставки.
Время обработки: Время, необходимое для подготовки ваших товаров к отправке с нашего склада. Это включает в себя подготовку ваших товаров, проверку качества и упаковку для отправки.
Время доставки: Время, необходимое для перемещения вашего товара с нашего склада до места назначения.
Рекомендуемые способы доставки для вашей страны/региона показаны ниже:
Адрес доставки: Доставка изЭтот склад не может доставлять товары к вам.
| Способ(ы) доставки | Время доставки | Информация об отслеживании |
|---|
Примечание:
(1) Упомянутое выше время доставки относится к расчетному времени в рабочих днях, которое займет доставка после отправки заказа.
(2) Рабочие дни не включают субботу/воскресенье и праздничные дни.
(3) Эти оценки основаны на обычных обстоятельствах и не являются гарантией сроков доставки.
(4) Мы не несем ответственности за сбои или задержки в доставке в результате каких-либо форс-мажорных обстоятельств, таких как стихийное бедствие, плохая погода, война, таможенные проблемы и любые другие события, находящиеся вне нашего непосредственного контроля.
(5) Ускоренная доставка не может быть использована для адресов абонентских ящиков
Предполагаемые налоги: Может применяться налог на товары и услуги (GST).
Способы оплаты
Мы поддерживаем следующие способы оплаты.Нажмите для получения дополнительной информации, если вы не знаете, как платить. * В настоящее время мы предлагаем оплату наложенным платежом для Саудовской Аравии, Объединенных Арабских Эмиратов, Кувейта, Омана, Бахрейна, Катара, Таиланда, Сингапура, Малайзии, Филиппин, Индонезии, Вьетнама, Индии. Мы отправим код подтверждения на ваш мобильный телефон, чтобы убедиться, что ваши контактные данные верны. Пожалуйста, убедитесь, что вы следуете всем инструкциям, содержащимся в сообщении.
Мы отправим код подтверждения на ваш мобильный телефон, чтобы убедиться, что ваши контактные данные верны. Пожалуйста, убедитесь, что вы следуете всем инструкциям, содержащимся в сообщении.
* Оплата в рассрочку (кредитной картой) или Boleto Bancário доступна только для заказов с адресами доставки в Бразилии.
Аппарат для сварки полипропиленовых труб.
Трубы полипропиленовые приходят на смену стальным при монтаже систем водоснабжения, теплоснабжения и канализации. Их преимущество в небольшой стоимости, длительном, около полугода, сроке службы и монтажа установки. Для стыковки полипропиленовых труб используется диффузионная сварка, которую можно производить сварочным аппаратом.
Конструкция аппарата для сварки полипропиленовых труб
Паяльник для полипропиленовых труб состоит из:
- корпус; регулятор температуры
- , расположенный на средней части корпуса;
- индикатор нагрева; переключатель
- ;
- поверхность нагрева; насадки
- : Dorna и Gils, одевающиеся на поверхность нагрева;
- ручки покрыты нескользким материалом;
- опор, на которые надеты насадки.
-1000x1000.jpg)
Стандартный набор инструментов
При монтаже водопровода, как для холодной, так и для горячей воды, систем отопления, канализации используются полипропиленовые трубы, диаметр которых позволяет использовать стандартный набор инструментов для их подключения:
- сварочный аппарат;
- нагревательные форсунки; держатель
- ;
- подставка; шаблон
- для отверстий;
- ножницы;
- рулетка;
- болты крепления патрубков; ключ шестигранный
- ;
- уровень;
- набор гаечных ключей.
Дополнительно к инструменту с диффузионным паяльником, штуцеры используют:
- соединительные, то есть муфты ремонтные и для труб одного диаметра, и для труб разного диаметра;
- углов; адаптеры
- ;
- тройники.
Критерии выбора паяльника для труб
При покупке паяльника для пластиковых труб первым ориентиром для вас будет его мощность. Те, кто его выбирает в принципе не правильно приходят: чем выше мощность, тем лучше.
Те, кто его выбирает в принципе не правильно приходят: чем выше мощность, тем лучше.
Какие параметры зависят от мощности
От мощности зависят следующие параметры:
- максимально допустимый диаметр труб, которые можно подключить к этому устройству;
- время прогрева сварочного аппарата;
- скорость, установка.
Расчет необходимой мощности
Формула очень проста:
- Определяемся с диаметром труб, которые будем использовать;
- диаметр в мм умножить на 10;
- получаем наименьшую требуемую мощность в Вт.
Выбирая мощность, рассчитанную по приведенной выше формуле, также следует учитывать рекомендации, заложенные производителем в инструкции.
Производители
Страна-производитель паяльника для сварки труб также является важным критерием выбора. Считается, что лучшие полипропиленовые солдатики производит Чехия, в частности компания Dytron, специализирующаяся на сварочном оборудовании для пластмасс. Этот производитель не просто занимается сборкой, а все основные комплектующие для ответственных узлов сам и производит.Популярен модельный ряд качественного, функционального оборудования для профессиональной дуговой сварки: DYTRON POLYS R-4 Ручные припои:
Отличается следующими характеристиками:
- применяемые насадки 16-75 мм;
- температура регулируется микропроцессорным регулятором;
- температурный диапазон — 180-280 градусов С;
- одновременно можно работать с двумя типами насадок: синей и черной;
- максимальная температура, которую выдерживает кабель для подключения паяльника к сети — 280 градусов С.
Большинство полипропиленовых припоев Dytron (Ditron) имеют звуковую сигнализацию TRACEWELD, которая контролирует время нагрева, переключения, охлаждения в соответствии с параметрами свариваемых труб.
На синих форсунках необходимо останавливать отдельно:
- по сравнению с черными более износостойкие и их ресурс в два раза больше; Размерный ряд
- : 1,6, 2,0, 2,5, 3,2, 4,0, 5,0, 6,3, 7,5 см.

А вот ручной сварочный аппарат для труб Polys P-1a 850W, относится к полу-моделям.Имеет следующие характеристики:
- вместо процессора установлен термостат для контроля температуры;
- форма нагревательного элемента — мечевидный;
- подается по линии 220; мощность
- — 8,5 кВт; насадки
- — 1,6-7,5 см;
- диапазон температур — 180-280 град С с точностью ±7,5 град;
- весит 1,6 кг;
- это защита системы от перегрева.
Аппараты хорошего качества разные для сварки полипропиленовых труб фирмы VALTEC (ВАЛТЕК).Этот солидный производитель выпускает все необходимое для монтажа инженерных систем, начиная с пластиковых труб и заканчивая инструментом. Компании, выпускающие продукцию под этой торговой маркой, есть в Турции, Италии, России.
Пайка Valtec VTp.793 модели поставляется в металлическом корпусе, и кроме него, включает в себя:
- подставка;
- съемные утеплители: 0,20, 0,25, 0,32, 0,40 см;
- Рулетка 3 метра;
- ножницы для труб;
- ключей.

Пайка имеет широкий диапазон регулировки: от 0 до 300 градусов С.
Как выполнять сварку труб из полипропилена
диффузионная сварка
В основе этого процесса сварки лежит процесс плавления. Соединяемые детали нагреваются с помощью электроэнергии до заданной температуры. Обязательным условием является то, что они изготовлены из материалов, имеющих одинаковую температуру плавления. Сам процесс выглядит следующим образом:
- Варка трубы под сварку, нарезка по размеру для получения фаски 40 градусов.Затем — очищают путем шлифовки и обезжиривания свариваемой поверхности. Если не обезжирить стык будет некачественным;
- насадка крепится к сварочному аппарату винтами;
- внимательно прочитайте инструкцию, выберите режим работы сварочного аппарата. Обычно это от 250 до 270 градусов С;
- когда форсунка горячая, и сообщая об этом индикаторе, сигнализируется красным цветом, наденьте на нее штуцер, стенки которого потолще, чтобы не болтались;
- с другой стороны вставного патрубка, посадочная трубка должна быть такой же, как посадочный фитинг;
- засекаем время. От того, сколько труб и фитингов нагревается, зависит диаметр трубы и модель аппарата для сварки;
- на конце нагревательной трубы и штуцера, который нужно снять с патрубка;
- пробуем быстро, пока материал не остыл, но аккуратно соединяем детали, не допуская никаких смещений, иначе шов будет некачественным;
- сжать детали на несколько секунд, при этом температура частично не снизится, а труба в штуцерном отверстии хорошо зафиксируется;
- теперь необходимо защитить шов от влаги и пыли.
 От того, сколько труб и фитингов нагревается, зависит диаметр трубы и модель аппарата для сварки;
От того, сколько труб и фитингов нагревается, зависит диаметр трубы и модель аппарата для сварки;Вот и все. Трубы можно прокладывать. В то же время их не следует экономить. Воду на них можно использовать за 60 минут.
Здоровый
- сварочный аппарат для труб нельзя выключать до полного окончания работы;
- оптимальная температура 260 градусов С;
- деталей должны нагреваться одновременно;
- если элементы, участвующие в соединении, не прогреты, то шов не будет работать надежно, так как показатель вязкости материала будет недостаточным для хорошей диффузии;
- перегрев приведет к нестабильности материала и труба не будет вставлена в фитинг;
- во время мороза детали лучше не трогать во избежание деформаций;
- если брак допустим, то надо сначала вырезать это место и повторить весь процесс.
