Инструкция по сварке труб полипропиленовых: Strana nenalezena — Wavin Ekoplastik
Компания — Компания «Винк» — дистрибуция инженерных пластиков
Одним из проявлений научно-технического прогресса и связанного с ним процесса технического перевооружения современных производств являются разработка и внедрение новых видов конструкционных материалов, главным образом – полимеров. Современные полимерные материалы обладают целым рядом преимуществ по сравнению с традиционными конструкционными материалами, что позволяет увеличивать производительность и срок службы оборудования, следовательно, повышать рентабельность производства, создавать конкурентные преимущества. В некоторых случаях свойства полимеров настолько уникальны, что альтернативы их применению просто не существует, в особенности, если мы говорим о полимерах нового поколения, внедренных в широкую практику в последнее десятилетие.
Замещение традиционных материалов
Целью нашей компании является активизация внедрения инженерных пластиков в формах полуфабрикатов (листов, прутков и стержней из полипропилена и полиэтилена, профилей, труб, деталей и комплектующих) в различных отраслях современного производства.
Основные направления применения полимерных полуфабрикатов
С момента начала практического применения полимеров (приблизительно полвека назад) объем их потребления рос в геометрической прогрессии, и в дальнейшем эта тенденция сохраниться. В частности, в последнее время в отечественной практике широко применяются следующие виды полуфабрикатов инженерных пластиков:
- Листовой полипропилен, ПВХ листы – для футеровки и изготовления ванн и других видов емкостей промышленного назначения;
- Листовой полиэтилен – для изготовления емкостей хранения, емкостей смешения, реакторов и прочих видов емкостного оборудования, в том числе в пищевом производстве;
- Полипропиленовые трубы и фитинги – для создания промышленных трубопроводов;
- Плиты из сверхвысокомолекулярного полиэтилена (СВМПЭ, PE1000) – для изготовления деталей машин и механизмов, деталей скольжения, для облицовки технологического оборудования, футеровки поверхностей;
- Листы PVDF, листы ПНД и других фторопластов – для изготовления емкостного оборудования для особо агрессивных сред;
- ПВХ фитинги и трубы, трубы из ПВДФ и других фторолефинов (фторопластов) – для создания промышленных трубопроводов.


Более подробно о применении этих и других видов инженерных пластиков в различных отраслях можно узнать в разделе «Решения» нашего сайта.
Как самостоятельно сварить полипропиленовые трубы
Причина популярности этого пластика в частном секторе – приемлемая стоимость, универсальность использования и простота монтажа инженерных коммуникаций. Технология сварки труб из полипропилена несложная, и освоить ее не составит труда. Но чтобы добиться высокого качества, надежности соединений, нужно знать все нюансы такой работы.
Что понадобится:
- Аппарат полифузной сварки. В обиходе именуется «утюгом» и продается в комплекте с насадками. Для одноразового монтажа полипропиленовых труб целесообразнее арендовать.
- Труборез или специальные ножницы. Раскрой иным инструментом с острой кромкой вести не рекомендуется – точность реза вряд ли будет соблюдена.
- Контактный термометр. Им контролируется температура насадки перед установкой на нее полипропиленовой трубы, фитинга.
- Приспособления: калибратор, фаскосниматель. При сварке изделий с армированием понадобится торцеватель.
- Маркер, рулетка.
- Спиртосодержащая жидкость для обезжиривания соединяемых деталей.
Инструкция по сварке полипропилена
Труборез
Опытные мастера советуют начинать с проверки готовности к работе этого приспособления. Чтобы определить, насколько качественным получается раскрой полипропилена, делается тестовый рез. Сдавливание полимера, образование характерных впадин на поверхности трубы – верный признак, что острая грань инструмента нуждается в заточке.
Свариваемые детали
- Стенки полипропиленовых труб, фитингов должны быть без видимых повреждений. Любой изъян на поверхности – причина отбраковки.
- Чтобы сварка получилась качественной, нужно сделать сочленение деталей «всухую». На данном этапе проверяется, насколько плотно «сидит» конец трубы в фитинге. Даже небольшой шат влияет на надежность соединения. Кроме того, стык в этом случае может получиться искривленным. С учетом, сколько их по всей длине трассы, она будет ломаной, что существенно усложнит крепление труб в держателях (клипсах) и их маскировку под облицовкой поверхности. Если полипропиленовые трубы и фитинги приобретались в разных торговых точках, детали из купленного запаса придется подбирать.
- При сварке участка коммуникации с установкой элементов запорной арматуры (например, вентилей) они также тестируются на работоспособность.
- Отводы фитингов под резьбовые соединения тоже подлежат проверке. Например, если с полипропиленовой трубой сваривается переходник с пластика на металл. Для этого используется ответная деталь, и по легкости ее вкручивания делается вывод, нет ли на резьбе дефектов.
 На данном этапе проверяется, насколько плотно «сидит» конец трубы в фитинге. Даже небольшой шат влияет на надежность соединения. Кроме того, стык в этом случае может получиться искривленным. С учетом, сколько их по всей длине трассы, она будет ломаной, что существенно усложнит крепление труб в держателях (клипсах) и их маскировку под облицовкой поверхности. Если полипропиленовые трубы и фитинги приобретались в разных торговых точках, детали из купленного запаса придется подбирать.
На данном этапе проверяется, насколько плотно «сидит» конец трубы в фитинге. Даже небольшой шат влияет на надежность соединения. Кроме того, стык в этом случае может получиться искривленным. С учетом, сколько их по всей длине трассы, она будет ломаной, что существенно усложнит крепление труб в держателях (клипсах) и их маскировку под облицовкой поверхности. Если полипропиленовые трубы и фитинги приобретались в разных торговых точках, детали из купленного запаса придется подбирать.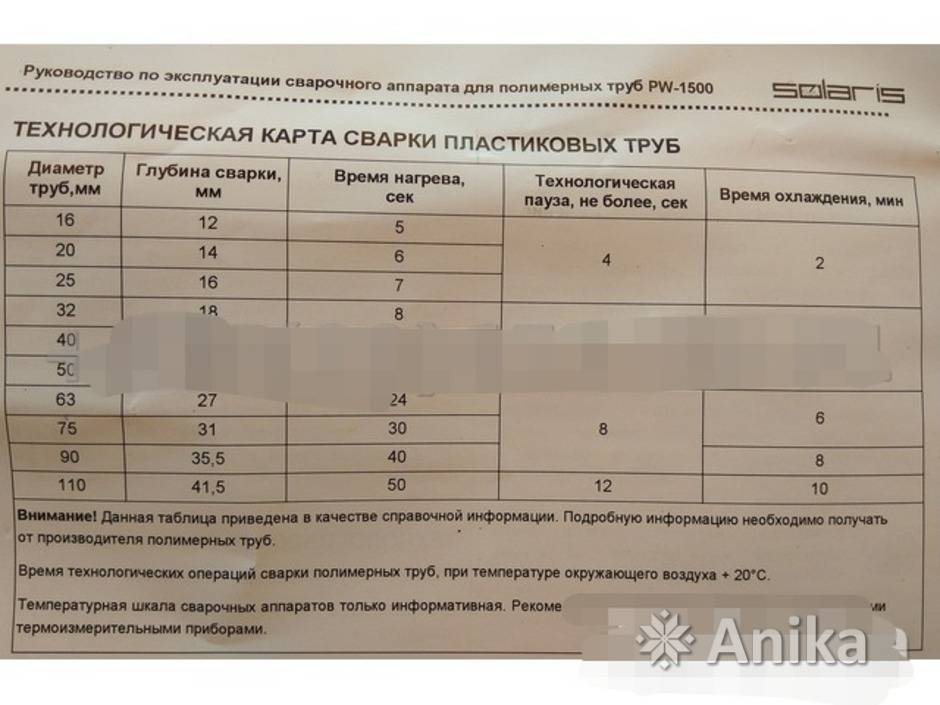
Аппарат
- Из комплекта выбираются насадки по диаметру стыкуемых полипропиленовых деталей. Перед установкой на утюг их нужно протереть спиртом, чтобы удалить имеющиеся загрязнения, оставшиеся от предыдущей сварки.
- Регулятором выставляется требуемая температура. Для полипропилена рекомендованное значение +260±10 0С.
Особенность. Степень нагрева насадок зависит от внешних условий: на это влияют сквозняки, температура воздуха в помещении или на улице. Чтобы определить точное значение, используется контактный термометр. На основании его показаний производится корректировка положения регулятора. Перегрев, равно как и недогрев насадок, отрицательно сказывается на качестве сварки полипропилена. Выход аппарата на режим занимает не более 15 минут. О его готовности к работе сигнализирует зеленый индикатор.
Тестовое соединение
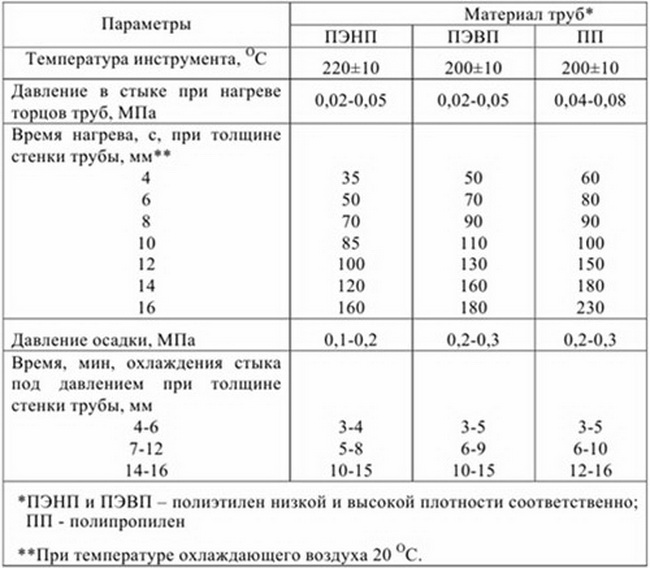
Оно проводится, чтобы выяснить, каково оптимальное время выдержки полипропиленовых деталей на насадках и после сочленения друг с другом. Специальная таблица в инструкции на сварочный аппарат дает лишь ориентировочные данные применительно к работе при +20. Чтобы добиться качественного монтажа труб, нужно определить реальные значения. Прочность стыка зависит как от степени расплавления полимера, так и от его полного отвердевания.
Особенность. Одной пробной сваркой ограничиваться не стоит. Фитинги для полипропилена недорогие, да и отрезать полметра от трубы – потеря небольшая. Каждый раз нужно менять время нагрева и кристаллизации пластика. Оптимальный режим выбирается опытным путем в месте монтажа.
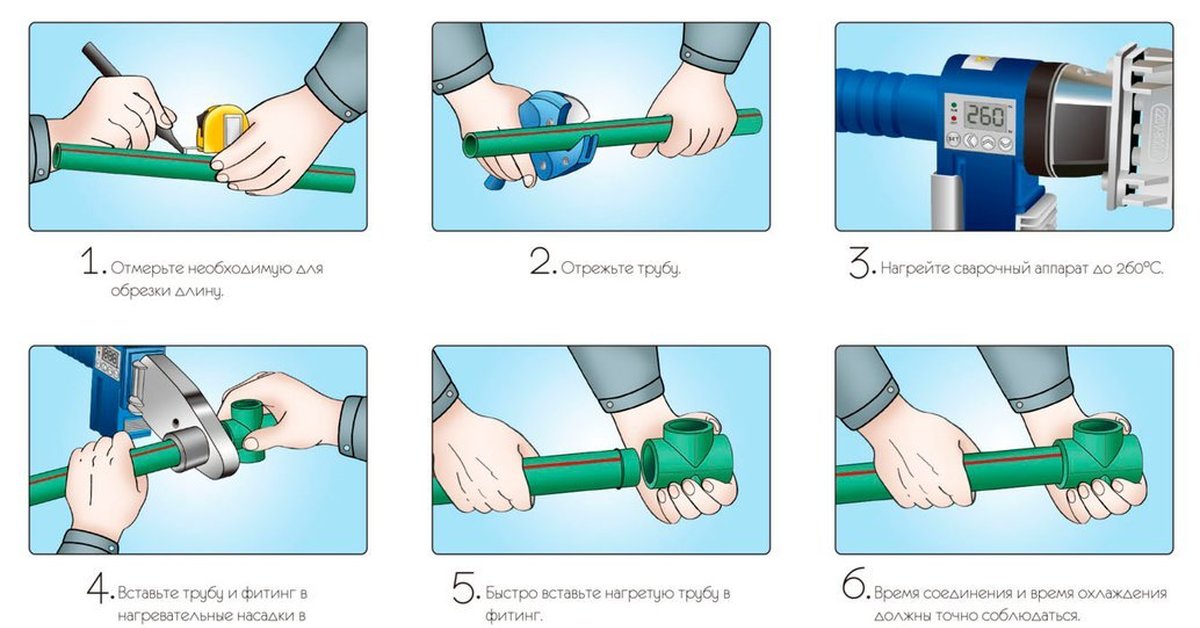
Технология сварки полипропилена
- Подготовка деталей. В соответствии со схемой монтажа по длине нарезаются куски полипропиленовой трубы и раскладываются привариваемые фитинги. Это позволит в процессе работы не перепутать комплектующие.
- Обработка торцевой части. Снимается фаска для упрощения стыковки трубы с муфтой. Ее отсутствие чревато тем, что в момент соединения деталей размягченный полимер «заворачивается», и приходится вести сварку заново, удаляя испорченный участок. Следующий шаг – калибровка. Она необходима в основном для выравнивания ДУ тонкостенных образцов, так как в процессе раскроя полипропилен немного деформируется. Защита полимера (из алюминиевой фольги) снимается полностью. Для этого на конец трубы надевается торцеватель, и производится вращение его корпуса. За счет режущих элементов армирование на этом участке зачищается до появления пластика (внутреннего слоя композитного изделия).
- Разметка. Полипропиленовая труба вставляется в фитинг до упора, и на ее поверхности маркером ставится метка. Это поможет не ошибиться с глубиной погружения в процессе сварки.
- Обезжиривание деталей. Торцевая часть трубы и отвод муфты обрабатываются специальной жидкостью (спирт, авиационный бензин или подобное).
- Разогрев пластика. Торец полипропиленовой трубы и отвод фитинга помещаются на насадки сварочного аппарата. Делается выдержка по времени, необходимого для расплавления полимера.
- Стыковка деталей. Делается быстро, так как разогретый пластик интенсивно твердеет. Но после соединения конца полипропиленовой трубы с фитингом нужно немного выждать, пока расплавленный полимер не кристаллизуется. Особенность. При стыковке вращать детали нельзя. Они соединяются в направлении продольной оси, до упора. Попытка повысить надежность поворотом фитинга приведет к обратному результату – микротрещинам и протечкам на данном участке.
- Обработка шва. Делается, если трасса из полипропилена монтируется открытым способом. Окультурить» места соединений труб несложно мелкой шкуркой, аккуратно, избегая излишнего воздействия на полимер. Иначе на поверхности пластика останутся видимые царапины.


 Окультурить» места соединений труб несложно мелкой шкуркой, аккуратно, избегая излишнего воздействия на полимер. Иначе на поверхности пластика останутся видимые царапины.
Окультурить» места соединений труб несложно мелкой шкуркой, аккуратно, избегая излишнего воздействия на полимер. Иначе на поверхности пластика останутся видимые царапины.При стыковой сварке отличие методики в том, что фитинг не используется. Торцы труб, предварительно нагретые до размягчения полипропилена, соединяются напрямую. Особенность работы в том, что здесь требуется богатый практический опыт. К тому же при монтаже коммуникации небольшого сечения не избежать значительных наплывов в полости, которые существенно повлияют на Ду. А удалить их не получится. Самостоятельно при обустройстве инженерных систем в доме стыковую сварку лучше не практиковать. Да и схема разводки коммуникаций в нем такова, что обязательно понадобятся фитинги (отводы, тройники, переходные муфты и так далее).
Особенности монтажа:
- Сварку полипропиленовых труб при температуре ниже +5 вести нельзя – стык получится ненадежным.
- Если рядом прокладываются коммуникации ХВС из ПП и отопления, то минимальный интервал между ними – 0,3 м. Полипропиленовые трубы не любят нагрева, равно как и УФ-лучей. Последнее при монтаже также учитывается.
- При соединении разнородных материалов не нужно забывать об особенности этого пластика: при повышении температуры он начинает плавиться. А потому вести сварочные работы на металлопроводе вблизи места установки комбинированного фитинга запрещается.
- Если длина участка трассы превышает 5м, нужно учитывать способность полипропилена к линейному расширению. В интернете есть специальные таблицы с рекомендациями по поправкам.
- Изгиб изделия из ПП на большой угол (в пределах 20–300) делается только после предварительного разогрева пластика. Иначе полипропиленовая труба может деформироваться.
- Участок магистрали, прокладываемый вне строения, нуждается в качественной теплоизоляции.
 Полипропиленовые трубы не любят нагрева, равно как и УФ-лучей. Последнее при монтаже также учитывается.
Полипропиленовые трубы не любят нагрева, равно как и УФ-лучей. Последнее при монтаже также учитывается.Наш интернет-магазин предлагает оборудование и инструмент для монтажа коммуникаций из пластиков, полимерные трубы и фитинги всех видов.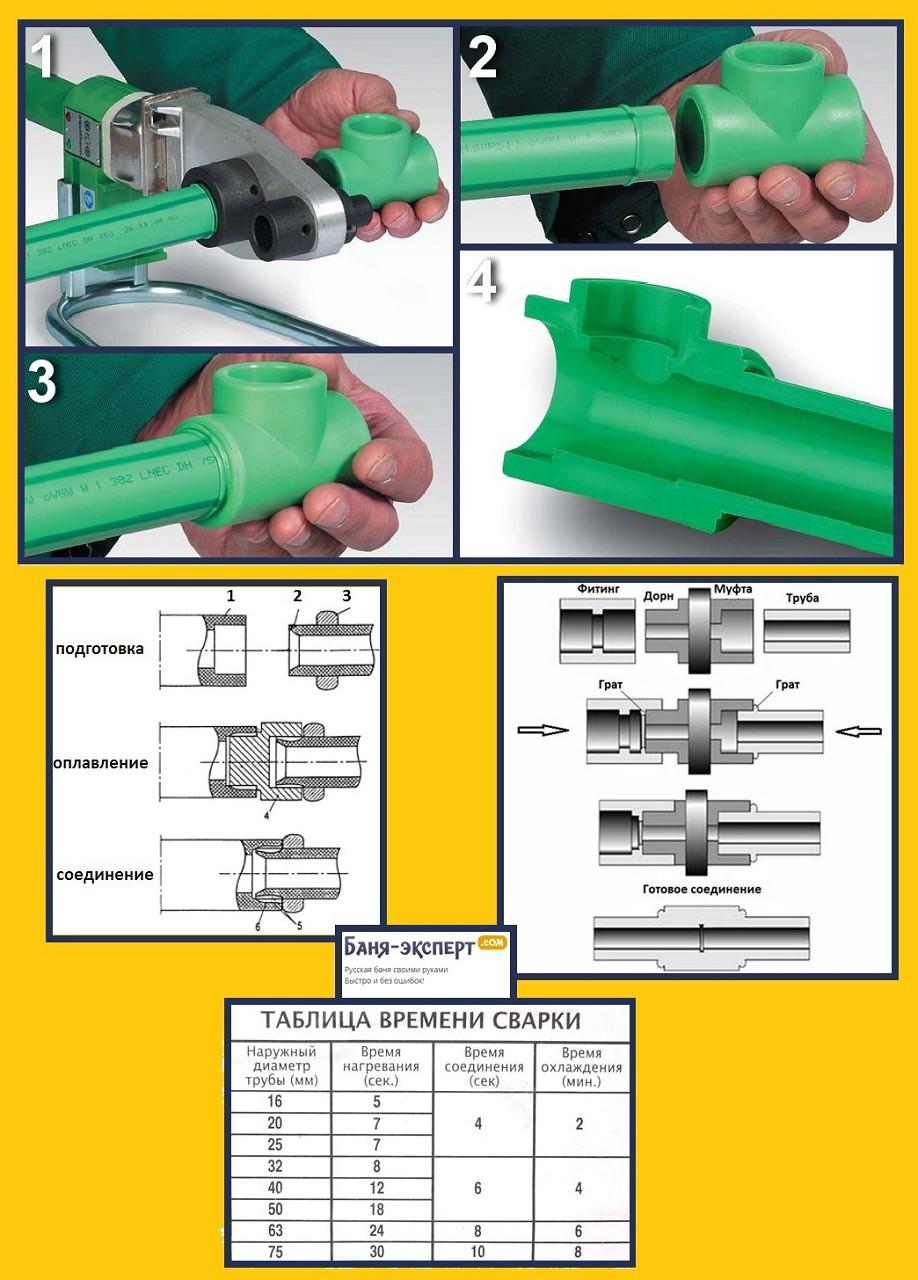 Продукция известных марок по заводским ценам. Оставить заявку на приобретение можно на сайте alfatep.ru («Обратная связь») или по телефону 8 (495) 109 00 95. Здесь же и задать интересующие вопросы: специалисты компании оперативно и исчерпывающе вам ответят. Организуем доставку товара силами региональных подразделений, делаем внушительные скидки, предоставляем удобные условия кредитования – обращайтесь.
Продукция известных марок по заводским ценам. Оставить заявку на приобретение можно на сайте alfatep.ru («Обратная связь») или по телефону 8 (495) 109 00 95. Здесь же и задать интересующие вопросы: специалисты компании оперативно и исчерпывающе вам ответят. Организуем доставку товара силами региональных подразделений, делаем внушительные скидки, предоставляем удобные условия кредитования – обращайтесь.
Инструкция по монтажу полипропиленовых труб — Статьи — СантехЛайт
Полипропиленовые трубы и фитинги отличаются удобством и простотой в монтаже. Водопроводные и отопительные трубы полипропиленовые соединяются с помощью сварки. Этот способ не требуют ни специальных профессиональных навыков, ни больших финансовых затрат на перевозку оборудования и работу квалифицированных сварщиков. Для того чтобы сварить две детали, вам потребуется небольшой сварочный аппарат, весом не более 6 кг.
При монтаже полипропиленовых труб не рекомендуется использовать загрязненные детали или имеющие физический дефект, образованный при производстве, транспортировке или хранении.
Не рекомендуется проводить монтаж трубопровода ниже 0oС
При перевозке, хранении, и монтаже необходимо оберегать трубы и фитинги от внешних повреждений.
Запрещено проводить сварку металлических изделий в непосредственной близости с полипропилновыми соединениями.
На время гидравлических испытаний или отделочных работ рекомендуется закрывать арматуры пластиковыми пробками или заглушками.
1. Сварка
Полипропиленовые трубы и фитинги отличаются удобством и простотой в монтаже. Водопроводные и отопительные трубы из полипропилена соединяются с помощью сварки. Этот способ не требуют ни специальных профессиональных навыков, ни больших финансовых затрат на перевозку оборудования и работу квалифицированных сварщиков. Для того чтобы сварить две детали, вам потребуется небольшой сварочный аппарат, весом не более 6 кг. В основе сварки заложен процесс плавления, осуществляемый путем нагревания соединяемых деталей до нужной температуры. Детали нагреваются до тех пор, пока они не начнут плавиться, а затем плотно прижимаются друг к другу. Таким образом, сварка полипропиленовых труб оказывается не сложнее ремонта смесителя. Работа с полипропиленовыми трубами не требует особых мер предосторожности.
Таким образом, сварка полипропиленовых труб оказывается не сложнее ремонта смесителя. Работа с полипропиленовыми трубами не требует особых мер предосторожности.
2. Правила сварки
1. Приготовить необходимый инструмент.
2. Приготовить аппарат для сварки, надеть тефлоновые насадки нужного диаметра на сварочный аппарат предварительно очистив их от постороннего материала. Настроить сварочный аппарат на температуру 260oС. Время нагревания аппарата зависит от окружающей среды, при отключении индикатора термостата можно начинать работу.
3. Отмерить и отрезать трубу необходимой длины при помощи необходимого инструмента. Если труба армированная снять слой алюминия при помощи зачисток для фольги. Трубы и фитинги должны быть очищенными от посторонней грязи, проверены на наличие брака. Для того чтобы отрегулировать точилку необходимо взять простую трубу неармированную соответственного диаметра и по её размеру отрегулировать точилку. Дело в том, что внутренний диаметр фитингов произведён под наружний диаметр неармированной трубы. Желательно отметить длину соединения трубы с фитингом для того чтобы предотвратить перепайку трубы и не допустить сужения прохода в месте соединения.
Желательно отметить длину соединения трубы с фитингом для того чтобы предотвратить перепайку трубы и не допустить сужения прохода в месте соединения.
4. После последних приготовлений можно начинать нагрев трубы и фитинга. В первую очередь на насадку необходимо надеть фитинг, после трубу. Если фитинг не плотно сидит на насадке, то его следует отбраковать, так как он не сможет обеспечить нормальное соединение. После фитинга надеть трубу.
5. Обе части необходимо нагреть согласно таблице сварки труб и фитингов (табл.8). Время нагревания считается со времени, когда детали полностью надеты на насадку. Во время нагревания труба и фитинг должны быть неподвижными.
б. Нагрев детали согласно времени сварки снимем детали с насадок и медленными движениями без круговых движений насадить детали друг на друга. Необходимо выждать время охлаждения согласно нижеприведённой таблицы. При условии соблюдения правил гарантировано надёжное соединение.
3. Таблица времени сварки для труб и фитингов
| Димаметр (мм) | Время нагревания (сек. ) ) | Время соединения (сек.) | Время охлаждения (сек.) |
| 20 | 5 | 4 | 2 |
| 25 | 7 | 4 | 2 |
| 32 | 8 | 6 | 2 |
| 40 | 12 | 6 | 4 |
| 50 | 18 | 6 | 4 |
| 63 | 24 | 8 | 6 |
Документы, инструкции и сертификаты на аппарат для сварки полипропиленовых труб Candan CM-01 в кейсе, 1500 Вт
Min диаметр трубы, мм
16
Макс. диаметр трубы, мм
диаметр трубы, мм
75
Температура нагрева, °C
50 … 320
Длина кабеля, м
5
Напряжение сети, В
220 — 240
Частота питающей сети, Гц
50 — 60
Потребляемая мощность, кВт
1. 5
5
Степень защиты
IP 44
ИНСТРУКЦИЯ ПО ПРИМЕНЕНИЮ – PIC PLASTICS
Все изолированные трубы и фитинги должны быть покрыты оболочкой серии PIC FG FG-20 (20 мил) или FG-30 (30 мил). Изоляционные кожухи труб PIC поставляются предварительно отформованными с перекрытием приблизительно 1 1/2″ для размеров до 11 1/2″ НД, размеры от 12 1/2″ до 20,0″ имеют приблизительное перекрытие 2″, размеры 21,0″ и большие имеют приблизительное перекрытие 3″.
Для установки кожуха натяните все стыки кожуха с помощью эластичного шнура или клейкой ленты, чтобы обеспечить равномерное распределение сварочного клея.Затем нанесите слой клея PIC Welding Adhesive диаметром 1/8″ под все соединения внахлест и на внешнюю сторону нахлестов и зачистите края. Если указано, оболочка PIC может быть нанесена с использованием других механических методов, свяжитесь с нами для получения более подробной информации.
Перекройте изоляционную оболочку соседней трубы примерно на один дюйм и проварите все окружные швы с помощью сварочного клея PIC или как указано. Установите прямые покрытия на фитинги и проварите все продольные и кольцевые швы с помощью клея PIC Welding Adhesive или в соответствии с указаниями.
Крышка с концами с заглушками серии PIC FG. Колпачки используются для соединений, переходников, тройников, фланцев и клапанных крышек.
Холодные или горячие системы – В системах с холодными трубами вырежьте круглое отверстие в центре крышки по размеру наружного диаметра трубы или штока клапана и загерметизируйте рекомендованным герметиком.
В системах с горячими трубами вырежьте круглое отверстие в центре крышки на 1/2″ от диаметра трубы. Поместите термостойкую шайбу Garlock под крышкой. Нанесите высокотемпературный герметик поверх шайбы, между колпачком и трубой.
Все системы горячих труб должны быть должным образом изолированы, чтобы предотвратить передачу чрезмерных температур на поверхность кожуха (см. информационный лист продукта). В таком случае следует рассмотреть многослойную изоляцию и шахматные соединения.
Термическое расширение — В атмосфере, где оболочка PIC будет подвергаться тепловому расширению, вызванному внешними погодными условиями или изменениями внутренней температуры трубы, на длинных непрерывных участках трубы следует использовать простое скользящее соединение примерно через каждые 20–35 футов, и между фитингами, если расстояние превышает 10 футов.Степень изменения температуры, которой подвергается кожух, определяет количество необходимых шлицевых соединений.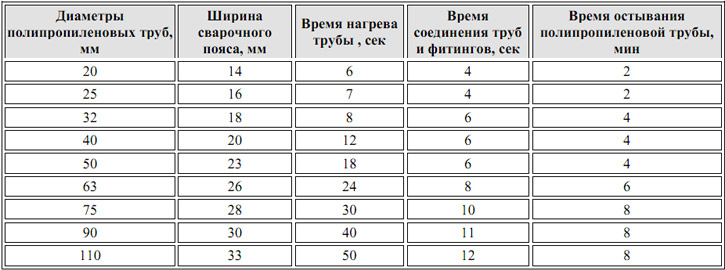 Между фиксированными точками следует использовать скользящее соединение. Простое скользящее соединение можно сделать, расширив перекрывающуюся секцию на 6–12 дюймов сверх нормы. Используйте герметик под нахлестами, чтобы обеспечить защиту от непогоды.
Между фиксированными точками следует использовать скользящее соединение. Простое скользящее соединение можно сделать, расширив перекрывающуюся секцию на 6–12 дюймов сверх нормы. Используйте герметик под нахлестами, чтобы обеспечить защиту от непогоды.
Пайка полипропиленовых труб своими руками на примере
В последнее время традиционные чугунные и стальные трубопроводы все чаще вытесняются более современной продукцией химической промышленности — поливинилхлоридными и полипропиленовыми трубами и трубами.Но новые материалы требуют иной технологии соединения труб, и наиболее эффективной в данном случае является пайка.
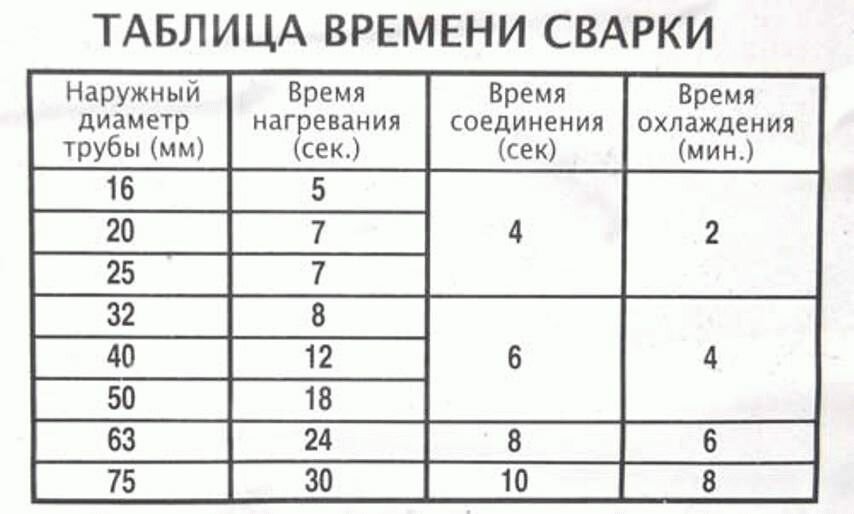
Внимание! Температура пайки, влияющая на качество соединения, зависит от габаритов изделий – это видно из таблицы ниже.
| Трубы полипропиленовые, маркировка | Характеристики и назначение |
|---|---|
| PN 10 | технические характеристики приемлемы для холодного водоснабжения до 20 градусов Цельсия, системы теплых полов до 45 градусов, при рабочем давлении 1 МПа |
| PN 16 | характеристики определяют применение как для горячего (до 60 градусов Цельсия), так и для холодного водоснабжения, номинальное рабочее давление- 1. 6 МПа 6 МПа |
| PN 20 | технические характеристики данного типа труб позволяют использовать их в системах горячего водоснабжения с температурой до 95 градусов, номинальное давление — 2 МПа |
| PN 25 | Труба полипропиленовая армированная: характеристики подходят для горячего водоснабжения, а также для системы центрального отопления до 95 градусов тепла, номинальное давление — 2,5 МПа |
Шаг 1. Выбор того или иного исходного материала напрямую зависит от будущего назначения.Основным критерием деления является максимально допустимая температура рабочей среды. В связи с этим различают трубы для горячего, холодного, а также смешанного водоснабжения.
Для определения точного количества необходимых труб и фитингов производится обмер помещения и составляется примерный план. В последнем указываются размеры будущей магистрали и всех ее элементов.
После покупки всех компонентов можно переходить к следующему шагу.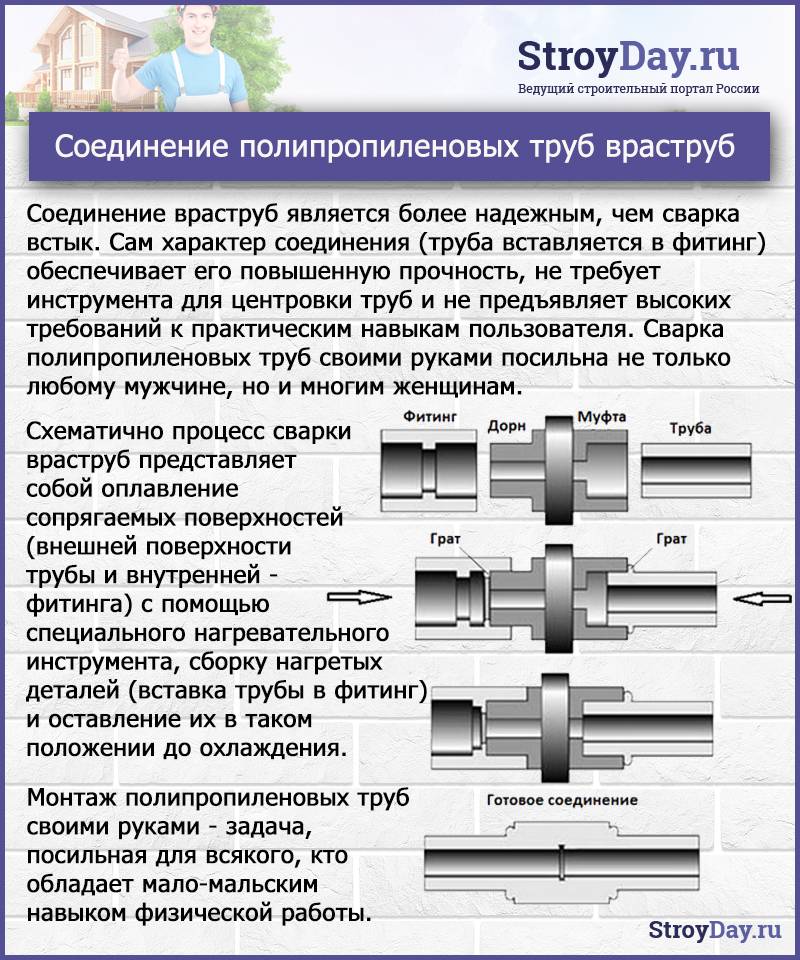
Этап 2.Необходимое оборудование
Принцип пайки заключается в нагреве концов соединяемых труб до необходимой температуры и последующем их закреплении. Для этого понадобится специальный прибор – сварочный аппарат.
Может быть трех типов:
Кроме самого устройства для работы потребуются:
О выборе насадок
Патрубки обогрева должны соответствовать сечению подсоединяемых труб. Для этого нужно обратить внимание на определенные параметры:
- прочность;
- сохранение формы при изменении температуры;
- теплопроводность.
Большинство сварочных аппаратов совместимы сразу с несколькими различными насадками, что крайне удобно при обустройстве сложных магистралей.
Каждая насадка имеет сразу два конца – один предназначен для нагрева внешней поверхности изделий, другой – для внутренней. Все сопла покрыты тефлоном, что предотвращает прилипание расплавленного покрытия. Размеры патрубков варьируются от 2 см до 6 см, что полностью совпадает с общим и трубным сечениями.
Размеры патрубков варьируются от 2 см до 6 см, что полностью совпадает с общим и трубным сечениями.
Когда план составлен, и все комплектующие закуплены, остается только тщательно убрать помещение. Особое внимание нужно уделить пыли, ведь даже мельчайшие частицы, оседая на швы, легко могут нарушить герметичность.
Сначала в розетку вставляется насадка, после чего устройство включается. Дальнейшие действия зависят от выбранной техники пайки, поэтому рассмотрим их (способы) более подробно.
Способ №1. Диффузионная пайка
При использовании данной технологии сварки материал соединяемых деталей взаимно проникает друг в друга и после охлаждения образует монолитный элемент. Один из самых распространенных способов обработки, который, однако, подходит только для однородных материалов.
Внимание! При этом температура пайки достигает 265ᵒС. Именно при этой температуре плавится полипропилен.
Видео — Диффузионная пайка полипропиленовых труб
Способ №2.
 Гнездо для пайки
Гнездо для пайкиПри сварке раструбным способом применяют сварочные аппараты с разным сечением патрубков. Сама процедура выглядит достаточно просто.
Шаг 1. Сначала нарезаются отрезки трубы необходимой длины. Важно, чтобы резка происходила исключительно под прямым углом.
Шаг 2. Торцы изделий зачищают бритвой (если используются армированные трубы).
Шаг 3. Концы вставляются в патрубок соответствующей секции, нагреваются до температуры плавления и соединяются.
Внимание! Крайне важно, чтобы трубы не меняли своего положения при остывании.
Способ №3. Пайка встык
Этот способ удобен при соединении труб большого диаметра. Как и в предыдущих вариантах, трубы нарезаются на отрезки необходимой длины, а концы тщательно зачищаются.
Способ №3. Пайка рукава
При муфтовом способе сварки между соединяемыми элементами вводится дополнительная деталь — муфта. Прогрев происходит так же, только не прогреваются участки магистрали, а только соединительные элементы.
Прогрев происходит так же, только не прогреваются участки магистрали, а только соединительные элементы.
Способ №4. Полифузионная пайка
Разновидность диффузной технологии, отличающаяся тем, что оплавляется только один из двух соединяемых элементов.
Способ №5. «Холодная» пайка ПП труб
Этот метод сварки заключается в нанесении на соединяемые трубы специального клея. Характерно, что применение «холодной» сварки допустимо только в тех магистралях, в которых давление рабочей жидкости незначительно.
При перегреве или соединении труб малого диаметра существует риск образования наплывов на внутренней поверхности. Эти наплывы будут препятствовать свободному движению рабочей жидкости во время работы.
Во избежание этого необходимо проверить соединение на наличие таких дефектных участков. Место соединения нужно продуть, и если воздух проходит беспрепятственно, то сварка однозначно получилась очень качественной.
Внимание! После этого необходимо проверить герметичность соединения – для этого через спаянные элементы пропускают небольшое количество воды.
Важные правила пайки полипропилена
Для качественного и герметичного соединения необходимо соблюдать определенные правила.
Пайка полипропиленовых труб в труднодоступных местах
На вопрос, в чем основная проблема при обустройстве пластикового трубопровода, любой специалист ответит: пайка в труднодоступных местах. Для выполнения этой процедуры конструкция делится на несколько секций.
В первую очередь монтируется неудобная большая площадь.Целесообразно формировать его отдельно, и только потом устанавливать на стационарное место.
После исправления проблемного участка устанавливаются более мелкие и, соответственно, простые в установке элементы. Эту работу должны выполнять как минимум два человека.
Видео — Монтаж в труднодоступных местах
Типичные ошибки при пайке пластиковых труб
Видео — Технология пайки ПП труб
Результаты
Навыки пайки полипропиленовых труб придут со временем.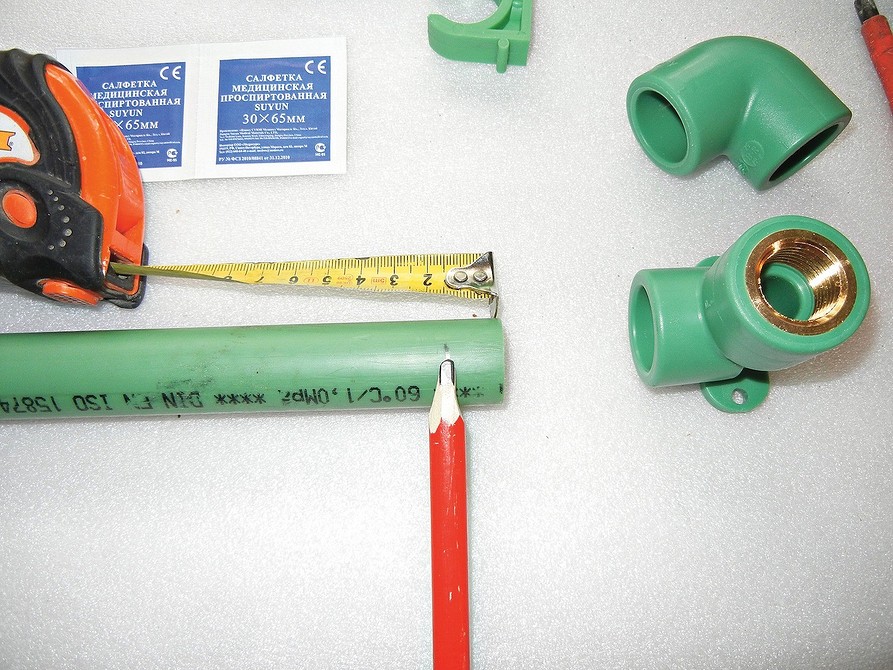 Здесь нет ничего сложного, хотя сначала будут повреждены несколько муфт и один-два десятка метров труб. И это не страшно, ведь стоят они не так дорого; как минимум автономность от сантехников дороже.
Здесь нет ничего сложного, хотя сначала будут повреждены несколько муфт и один-два десятка метров труб. И это не страшно, ведь стоят они не так дорого; как минимум автономность от сантехников дороже.
С изобретением метода полимеризации винила в 1957 году началось время использования полипропиленовых труб. Благодаря отличным техническим характеристикам и невысокой стоимости они заменили классические металлические трубопроводы многих жилых и промышленных зданий. Из них монтируются системы холодного и горячего водоснабжения, отопления, отопления.Единственная сложность – только пайка полипропиленовых труб, необходимая для их соединения.
Свойство полипропилена
Полипропилен представляет собой бесцветный материал, получаемый полимеризацией мономера пропилена с добавлением катализаторов. Характеризуется химической стойкостью к различным неорганическим растворам соляного, кислотного или щелочного типа. Материал не впитывает жидкость и обладает диэлектрическими свойствами.
Температура плавления около 170 градусов Цельсия, твердость около 55 МПа.Он выдерживает воздействие холода до -15 градусов без изменения своих свойств, однако при температуре ниже этой температуры становится хрупким.
Благодаря своим характеристикам полипропилен нашел широкое применение в качестве материала для изготовления водопроводных труб. Полимер, используемый для их изготовления, не наносит вреда окружающей среде и не требует специальной утилизации. Его отличная адгезия к металлу позволяет изготавливать различные виды фитингов путем запрессовки их с латунными никелированными резьбовыми вставками.
При нагревании выше 160 градусов полимерный материал размягчается и приобретает пластичность . А при охлаждении возвращает свою твердость. Это свойство используется при соединении различных частей трубопровода из пластика. Для неразъемного соединения используется паяльник (утюг). При этом, чтобы пользоваться паяльником для полипропиленовых труб, особых знаний не требуется.
Полипропилен
Типы труб
По полипропиленовым трубам (PPR) можно передавать как холодную, так и горячую воду.В зависимости от требований к водоснабжению применяют сплошные или усиленные конструкции. Армирование уменьшает тепловое расширение.
Может быть выполнен следующими способами :
- алюминиевое покрытие наружной стороны трубы;
- добавление алюминиевой сетки посередине конструкции;
- армированный стекловолокном;
- сплав композиционного материала с волокном.
В зависимости от типа армирования немного меняется и инструкция по пайке полипропиленовых труб.
В большей степени это относится к устройствам с использованием алюминия. Пластиковые трубы маркируются латинскими буквами PN и цифрой после них. Эти цифры говорят о максимальном давлении, которое может выдержать собранная из них конструкция. Так, PN 20 означает, что давление в середине водовода может достигать 2 МПа.
Технические характеристики применяемых видов ППР и особенности их соединения для наглядности удобно свести в таблицу:
Таким образом, область применения полипропиленовых трубопроводов обширна.А их устойчивость к коррозии и внешним воздействиям, механическая твердость, долговечность, простота монтажа и невысокая цена делают их популярными. Немало этому способствует простота соединения частей конструкции, обеспечивающая надежное неразъемное соединение. Для сравнения, монтаж всей системы своими руками занимает в пять-шесть раз меньше времени, чем из металла.
Трубы полипропиленовые. Виды труб, и их отличие
Особенности паяльника
Для пайки полипропиленовых труб не обязательно приглашать профессионала, все операции можно выполнить самостоятельно.Но стоит отметить, что работать вдвоем гораздо удобнее. Инструмент, используемый для соединения, называется паяльником или утюгом. Он классифицируется по двум критериям: дизайн, производительность и мощность.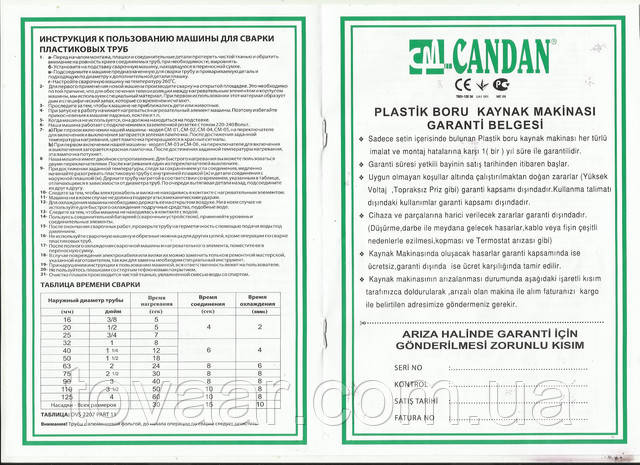
Несмотря на конструктивные различия и множество марок, принцип работы устройств одинаков. Как и обычный утюг, имеют два основных элемента : ТЭН и термостат. Кроме того, насадки являются обязательным атрибутом пайки. Они считаются расходным материалом и продаются как вместе с паяльником, так и отдельно в розницу.Форсунки изготовлены из теплопроводного материала, покрытого сверху слоем тефлона. Насадка состоит из двух элементов: один с выемкой, а второй с буртиком. С их помощью нагревают внутреннюю и внешнюю поверхности трубы и фитинга.
Термоэлемент расположен посередине корпуса, к которому прикручены патрубки. Для равномерного нагрева и удобства эксплуатации их расположение относительно друг друга соосное. При подключении прибора к сети 220 вольт термоэлемент нагревается, передавая свое тепло корпусу паяльника.А тот, в свою очередь, нагревает форсунки. С помощью термостата задается и поддерживается необходимая температура нагрева.
Как только датчик температуры определяет нужную температуру, срабатывает тепловое реле, и подача напряжения на нагреватель прекращается. При понижении температуры на два-три градуса обогреватель снова подключают к сети.
При понижении температуры на два-три градуса обогреватель снова подключают к сети.
Техника соединения
Чтобы правильно соединить полипропиленовую трубу, купить паяльник будет недостаточно.Как и в любом деле, нужен опыт, поэтому профессионалы рекомендуют новичкам сначала потренироваться на образцах, а потом переходить к сварке основной конструкции.
Перед началом работы необходимо выполнить некоторые подготовительные действия . Это относится как к соединяемым деталям, так и к паяльному устройству. Принцип сварки основан на расплавлении двух деталей с последующим их физическим соединением друг с другом до момента кристаллизации. Чтобы сварной шов был надежным, одна из свариваемых деталей вставляется в другую на глубину от 13 до 32 миллиметров в зависимости от диаметра деталей.Сварка двух труб происходит через фитинг. Они разного вида и размера. Каждый фитинг рассчитан на определенный диаметр трубы, поэтому при пайке следует соблюдать осторожность.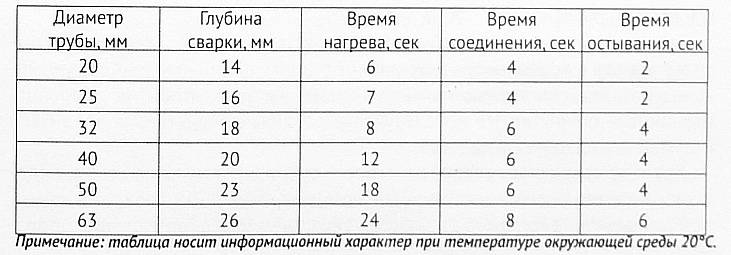
В случае использования армированной трубы с алюминиевой фольгой, конец, вставленный в патрубок, должен быть зачищен от слоя. Очистка происходит механическим способом с помощью специального инструмента. Но так как это устройство довольно дорогое, то часто используется ножовочное полотно. Трубу пропиливают по кругу на глубину армирующего слоя, а затем отрезают ножом.Такой подход требует умения и опыта.
Перед сваркой детали следует нарезать на необходимую длину, очистить от грязи и обезжирить. Для этого допускается использовать изопропиловый, изобутиловый или этиловый спирт. Применение ацетона, уайт-спирита, бензина или водки не допускается из-за разрыхления полипропилена после воздействия.
Втулки перед работой также необходимо очистить тряпкой. Следует обратить внимание на целостность тефлонового слоя; Форсунки с поврежденным покрытием использовать нельзя.Поэтому чистка металлическими предметами или абразивами запрещена. В случае сильного ожога используются деревянные скребки. Для удобства прочистки сопла рекомендуется предварительно немного нагреть паяльником.
Для удобства прочистки сопла рекомендуется предварительно немного нагреть паяльником.
На последнем этапе подготовки по всему диаметру трубы наносится линия, обозначающая глубину зоны сварки. Этот размер должен соответствовать глубине фитинга. Тогда можно будет переходить непосредственно к сварке.
Как паять полипропиленовые трубы
Процесс сварки
После завершения всех подготовительных операций можно приступать к пайке.Для этого нужно прикрутить насадки необходимого диаметра к паяльнику с помощью отвертки. С какой стороны расположить внешнюю часть или внутреннюю, не важно, главное выдержать их переносимость.
Утюг для пайки полипропиленовых труб устанавливается на ровную поверхность, включается и прогревается 10-15 минут. Для правильной пайки соединения можно воспользоваться следующей инструкцией по пайке полипропиленовых труб:
- 1.Изучается таблица с данными, из которой берется необходимое время продолжительности различных технологических процессов:
- 2. С помощью термостата устанавливается необходимая температура. Это значение составляет не менее 260 0 С и зависит в большей степени от диаметра деталей.
- 3. Свариваемые детали одновременно надеваются на нагретые сопла. Труба вставляется в паз внутренней части до отмеченной на ней линии, а на оправку надевается фитинг.
- 4. Через определенное время, в соответствии с вышеприведенной таблицей, детали снимаются с патрубков и плавно вставляются друг в друга на заданную глубину. Соединив элементы, их нельзя поворачивать или сгибать. Их следует держать неподвижно, пока они не затвердеют. При соединении излишки расплавленного вещества выдавливаются, образуя кольцо вокруг шва.
- 5. Как только шов затвердеет, полученную деталь можно распустить, а по истечении времени остывания эксплуатировать.
 С помощью термостата устанавливается необходимая температура. Это значение составляет не менее 260 0 С и зависит в большей степени от диаметра деталей.
С помощью термостата устанавливается необходимая температура. Это значение составляет не менее 260 0 С и зависит в большей степени от диаметра деталей.Распространенные ошибки монтажа можно разделить на несколько типов :
- 1. Недостаточно тщательная очистка поверхностей припаиваемых деталей.
- 2. Попадание воды в сварной шов.
- 3. При резке трубы на необходимую длину угол резки превышает 90 градусов.
- 4. Недостаточная длина входа трубы в фитинг.
- 5. Перегрев или недостаточный нагрев свариваемых деталей.
- 6. Неполное удаление армирующего слоя.
- 7. Несоблюдение правильной стыковки деталей и действий, связанных с последующей попыткой их исправления.
 Попадание воды в сварной шов.
Попадание воды в сварной шов.Хитрости монтажа
Профессионалы добиваются высокого качества паяных швов безукоризненным соблюдением правил сварки. Для этого они используют маленькие хитрости. В первую очередь при купировании важно соблюдать толерантность. Сделать это несложно. Секрет прямой оси заключается в том, чтобы провести параллельную линию тонким маркером или карандашом как на поверхности трубы, так и на фитинге.После плавления нужно только аккуратно совместить эти линии.
Для фиксации паяльника в его конструкции используется утяжеленная ножка . Но из-за некачественности патрубков или их недостаточного нагрева выдергивание из них оплавленных элементов трубопровода может привести к переворачиванию устройства. Поэтому сварку рекомендуется проводить с помощником, задачей которого будет удержание паяльника в неподвижном состоянии.
Поэтому сварку рекомендуется проводить с помощником, задачей которого будет удержание паяльника в неподвижном состоянии.
Для прямого реза используются специальные ножницы .С их помощью пластиковая труба режется точно и без усилий. Если срез получился неровным, его можно выровнять напильником. При этом после выравнивания трубу следует продуть и при необходимости снять фаску.
При выборе насадок предпочтение следует отдавать изготовленным из металлизированного тефлона. Они равномерно нагреваются и легко чистятся. Для бытовых нужд подойдет устройство мощностью 1,2 кВт. Его будет вполне достаточно для сварки труб диаметром до 50 мм.
Таким образом, для пайки труб не нужны специальные знания, главное следить за процессом пайки и выполнять рекомендации. При этом, поскольку температура паяльника достигает высоких значений, стоит соблюдать технику безопасности, чтобы исключить возможность ожога.
Соединение полипропиленовых труб сварным способом отличается более высокой надежностью по сравнению с другими способами соединения изделий между собой. Данная технология соединения не имеет никаких отличий при работе с полипропиленом. Исключение составляют только армированные изделия: их монтаж предполагает некоторые особенности.
Данная технология соединения не имеет никаких отличий при работе с полипропиленом. Исключение составляют только армированные изделия: их монтаж предполагает некоторые особенности.
Этот метод довольно прост. Сварку можно проводить в домашних условиях, соблюдая требования технологического процесса и имея весь арсенал необходимых инструментов.
Есть несколько вариантов соединения полипропиленовых труб:
- диффузионная пайка;
- пайка с электроарматурой;
- холодная сварка.
В этой статье мы более подробно расскажем о каждом способе соединения цилиндрических изделий, рассмотрим их преимущества и недостатки, а также научимся правильно паять полипропиленовые трубы.
Перед началом работы необходимо подготовить монтажный инструмент. Для создания надежного соединения конструкций и всех дополнительных деталей вам понадобится специальный паяльник.
Стоит отметить, что иногда соединение изделий из полипропилена называют сваркой. Однако этот процесс имеет множество разновидностей, поэтому важно помнить, что полипропиленовые трубы соединяются только одним способом – пайкой. Для монтажа такой системы не используются резьбовые фитинги и металлопластик.
Пайка полипропиленовых труб требует применения сварочных аппаратов. В продаже несколько видов устройств:
- нагреватель круглого сечения;
- плоский блок.
Второй вид паяльника в народе называли утюгом, что больше связано с его внешним видом.Такие устройства отличаются только своей конструкцией.
Для первой модели тефлоновые насадки надеваются на нагреватель и фиксируются хомутами. Во втором устройстве такие же патрубки прикручены к нагревателю с обеих сторон. Остальные элементы дизайна ничем не отличаются. Основной функцией устройства является качественная и надежная пайка полипропиленовых изделий.
Насадки обязательно входят в комплект паяльных приспособлений. Самым недорогим устройством, в состав которого входит минимальное количество элементов, считается китайский паяльник. Его мощность не превышает 800 Вт. В продаже он представлен вместе со стойкой, а также насадками, позволяющими паять трубы из ПП сечением 20-32 мм.
Его мощность не превышает 800 Вт. В продаже он представлен вместе со стойкой, а также насадками, позволяющими паять трубы из ПП сечением 20-32 мм.
Когда система отопления частного дома выполнена из цилиндрических изделий такого диаметра, этого комплекта будет вполне достаточно. Но если вы собираетесь выполнять более профессиональные паяльные работы, вам понадобится более качественное устройство.
Для труб сечением 40-63 мм требуется другой комплект для пайки.Его придется приобретать отдельно. Самые дорогие комплекты, отличающиеся повышенной надежностью, производятся в крупных странах Европы. В их комплект входят следующие детали:
- паяльник;
- подставка;
- Форсунки тефлоновые разного диаметра; ножницы
- , которые позволяют резать трубы, выдерживая 90 градусов;
- шестигранник;
- Крестообразная отвертка;
- рулетка;
- перчатки.
Поскольку для пайки полипропиленовых труб необходимо работать с горячим оборудованием, операцию необходимо выполнять в перчатках.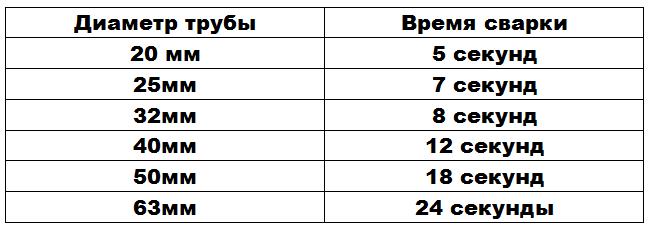 Новички довольно часто получают ожог, прикоснувшись к нагревательному элементу.
Новички довольно часто получают ожог, прикоснувшись к нагревательному элементу.
Конструкция любого паяльника устроена так, что можно установить сразу несколько насадок для соединения труб малого диаметра, что экономит время, особенно при работе с изделиями сечением 20-40 мм.
Мощность паяльника
Для равномерного и быстрого нагрева трубы диаметром 63 мм требуется большая мощность системы. Для бытовых целей подойдет аппарат со значением, определяющим количество энергии, не превышающим 0.7-1 кВт будет достаточно.
Если мощность утюга более 1 кВт, он переходит в категорию профессиональных. Его стоимость намного выше, чем цена обычного паяльника.
Первый метод
Для изготовления самодельного паяльника вам понадобится:
- вышедший из строя старый утюг с нагревательным элементом;
- детский металлический конструктор;
- резиновая ручка;
- тумблер; асбестовый шнур
- ;
- дюралюминий; Изолента
- .
Технология производства
- болгаркой
- снизу утюга отрезаем все ненужные детали;
- изготовлена алюминиевая накладка;
- коробка монтируется из конструктора; в него устанавливается лампочка и резиновая ручка;
- к проводу подключается тумблер и паяльник-регулятор;
- все части объединены в одно целое;
- припаянные кабели;
- к корпусу, предварительно проложив асбестовую прокладку, ТЭН прикручивается болтами.
Таким образом, потратив немного времени на использование подручного материала, вы становитесь обладателем самодельного паяльника для сварки ПП труб.
Метод второй
Для изготовления инструмента потребуется пара насадок стоимостью 215 руб. и выброшенный зажженный утюг. Сборка занимает около двух часов.
Сначала нагревательное устройство устанавливается вертикально. Фитинг одновременно надевается на патрубки отопления вместе с трубой. Для возможности проведения операций на стене утюг нужно немного модернизировать: срезать «жало» подошвы и немного скруглить его.Полезно будет использовать термопасту.
Для возможности проведения операций на стене утюг нужно немного модернизировать: срезать «жало» подошвы и немного скруглить его.Полезно будет использовать термопасту.
Известно, что к такому самодельному аппарату было приварено несколько трубопроводов. Качество работы оказалось достаточно высоким.
После нагревания утюга, держа его за ручку, сначала вынимают трубу. Сразу снимать фитинг не нужно, так как его толщина препятствует его быстрому расплавлению. Осталось придержать трубу утюгом рукой и снять фитинг.
Для соединения изделий необходимо прикладывать небольшие усилия до образования ровного заусенца по всему периметру застегивающейся части.
В таком положении нужно удерживать соединение около 15-20 секунд, пока не начнется полимеризация. Сварка на стене проста: одна рука держит нагревательный прибор, другая – трубу.
Метод третий
Изготавливаем утюг, оснащенный регулятором температуры, который будет представлять собой специальное устройство регулирования мощности, собранное на тиристоре. Для паяльных работ применяется напряжение 170В. Для создания приспособления используются алюминиевые или медные пластины. На фото показана деталь толщиной 0.8 мм, однако значение этого значения может варьироваться в большую сторону.
Для паяльных работ применяется напряжение 170В. Для создания приспособления используются алюминиевые или медные пластины. На фото показана деталь толщиной 0.8 мм, однако значение этого значения может варьироваться в большую сторону.
Плоские элементы нужны для того, чтобы нагреватель не начал остывать при надевании трубы. Для работы используется ТЭН (1 кВт) от морально устаревшей печи «Мечта». Так как радиатор почти не греется, его можно уменьшить. Для установки тиристора и диода прокладки не требуются. Сам дизайн утюга может быть любым, все зависит от вашей фантазии.
Ниже представлена схема контроллера питания .
С каждой стороны спирали можно установить алюминиевые прокладки в виде круглых блинов. К корпусу прикреплена рукоятка с регулятором и неподвижным тумблером. Другими словами, вы можете заняться тюнингом.
Принцип работы всех устройств всегда одинаков: для пайки ПП труб необходимо соблюдать определенную температуру.
Как выбрать форсунки
При подборе форсунок отопления необходимо учитывать диаметр соединяемых труб и другие важные моменты:
- прочность;
- насколько хорошо сохраняется форма после изменения температуры;
- теплопроводность.
Почти все сварочные аппараты подходят для различных насадок. Это очень удобно, когда нужно смонтировать сложную магистраль.
Каждый элемент одежды имеет два конца. С одной стороны нагревается внешняя сторона детали, с другой – ее внутренняя часть. Все сопла имеют тефлоновое покрытие, предохраняющее поверхность от налипания расплавленного материала. Размеры деталей находятся в пределах 2-6 см, что соответствует распространенным диаметрам цилиндрических изделий.
Нормальная температура для пайки
Для прочной сварки конструкций температура пайки полипропиленовых труб не должна превышать 260 °С. В противном случае это приведет к потере устойчивости пластикового основания, в результате чего труба просто не сможет соединиться с фитингом. Более того, нагретый соединительный элемент начнет прилипать ко всем окружающим его деталям. Однако более низкая температура также не подходит для пайки.
Более того, нагретый соединительный элемент начнет прилипать ко всем окружающим его деталям. Однако более низкая температура также не подходит для пайки.
Важно помнить, что вязкость и пластичность полипропиленовой структуры должны иметь определенные значения, иначе не начнутся диффузионные процессы, и соединение потеряет свою надежность.Срок службы таких трубопроводов будет минимальным. О 50-летней гарантии придется забыть. При какой температуре соединять продукты, лучше посмотреть в таблице.
Время пайки трубы
При правильном соблюдении технологических требований по продолжительности процесса соединения конструкций с помощью специального инструмента можно получить достаточно плотное соединение. Полипропилен после перегрева не начнет растекаться. Время нагрева зависит от определенных параметров.Основные из них:
- отрезок трубы;
- ширина шва сварочной ленты;
- температура окружающей среды.
Ниже приведена специальная таблица, в которой указано рекомендуемое время пайки изделий из ПП с учетом всех указанных выше значений:
Сварка полипропиленовых труб в раструб
Основным способом крепления пластика, когда нужно соединить небольшие цилиндрические изделия разного сечения, является использование раструба. При сварке полипропиленовой конструкции потребуются дополнительные детали:
При сварке полипропиленовой конструкции потребуются дополнительные детали:
Все они изготовлены из того же материала, из которого изготовлены трубы. Использование дополнительных элементов для создания качественного соединения не считается недостатком этого метода. Рассматриваемые детали, кроме соединительной функции, помогают изменить направление трубопровода.
Этот процесс состоит из нескольких операций:
- оплавляются сопрягаемые поверхности: наружная стенка цилиндрического изделия с внутренней частью штуцера;
- используются специальные нагревательные детали;
- происходит охлаждение собранных элементов.
По мнению профессионалов, раструбное соединение считается гораздо более надежным, чем сварка встык. За счет того, что при совмещении труба входит в фитинг с усилием, создается высокая прочность. При этом выравнивание не требует использования специального инструмента. Комбинировать цилиндрические конструкции таким образом сможет даже новичок.
Аппарат для сварки враструб
Устройства, предназначенные для соединения изделий из ПП в розетку, называются паяльниками, или утюгами.Основным элементом такого устройства была нагревательная головка. К нему прилагаются все взаимозаменяемые части:
Первые элементы предназначены для обогрева наружной поверхности труб, вторые — внутренней части фитингов. Форма нагревателя в большинстве паяльников остается треугольной пластиной. В продаже можно найти устройства разной конструкции.
Размер насадок зависит от размеров плоской части. Другими словами, выбирается участок трубы, который будет свободно спаиваться.Кроме того, необходимо позаботиться о необходимом количестве нагревательных пар для одновременной установки. Для работы с большой плитой нужен мощный агрегат.
Дополнительные детали (муфты, оправки) должны быть закреплены так, чтобы их опорная поверхность плотно касалась плиты.
При хорошем контакте будет достигнута желаемая температура (260°С). При этом мощность паяльника большого значения не имеет.
При этом мощность паяльника большого значения не имеет.
Сегодня выпускаются устройства, оснащенные нагревательной головкой в виде стержня.Главным их достоинством можно назвать компактность. На технические характеристики форма головы не влияет.
Для качественной работы утюга важна точность функционирования термодатчика, поддерживающего необходимую температуру. Если его колебания становятся минимальными, это свидетельствует о высоком качестве паяльника.
Самыми передовыми на сегодняшний день являются электронные термостаты. Эти термисторы способны отображать точное значение температуры даже в местах сопряжения рабочих поверхностей.
Использование таких деталей позволяет снизить температурную инерционность утюга. В результате на шкале прибора отобразятся истинные показания нагревательной головки.
Биметаллические реле работают более грубо, как и капиллярные термостаты, значения которых неточны. При сравнении с данными термисторов расхождения будут достаточно большими. Какой бы ни был термостат, при выходе устройства на рабочий режим (судя по данным индикатора) необходимо подождать несколько минут.За это время температура форсунок будет сравниваться с показанной прибором.
Какой бы ни был термостат, при выходе устройства на рабочий режим (судя по данным индикатора) необходимо подождать несколько минут.За это время температура форсунок будет сравниваться с показанной прибором.
Теперь можно приступать к сварке. Также производители выпускают паяльники с двумя нагревательными элементами разной мощности. Каждая часть оснащена отдельным выключателем.
Эти продукты способны самостоятельно достигать нужной температуры. Мастер сам выбирает необходимую мощность.
Вторая деталь становится запасной в случае выхода из строя первой.
В устройстве предусмотрена возможность одновременного включения обоих ТЭНов для быстрого выхода на рабочий режим.
Оборудование может комплектоваться вспомогательным инструментом, в том числе:
- кромкорез; калибратор
- ; триммер
- ;
- ножницы для резки труб.
В некоторых наборах можно найти даже специальную чистящую жидкость. Однако не все перечисленные детали входят в базовую комплектацию. Часто их приходится покупать отдельно. Важно, чтобы сварочный аппарат имел все необходимые инструменты для работы с любыми диаметрами труб и материалов.
Часто их приходится покупать отдельно. Важно, чтобы сварочный аппарат имел все необходимые инструменты для работы с любыми диаметрами труб и материалов.
Технологический процесс раструбной сварки
Наружный диаметр цилиндрического изделия всегда несколько больше номинального сечения. У фитинга, наоборот, внутренний диаметр меньше номинального сечения трубопровода.
Возьмем, к примеру, трубу 20 мм. Реальный размер его наружного диаметра будет в пределах 20,3-20,5 мм. Фитинг, рассчитанный на работу с изделием 20 мм, будет иметь внутреннее сечение 19,5-19,7 мм.
При этом средняя часть поверхности муфты будет точно соответствовать номинальному диаметру.Для конической плоскости принято 5 градусов.
Становится понятно, что если штуцеры не нагреваются, то их нельзя соединить с муфтой.
При совмещении трубы с горячим рукавом внешняя часть оплавляется. Выдавливается все лишнее, получается своеобразный валик. Далее внутренние слои нагреваются.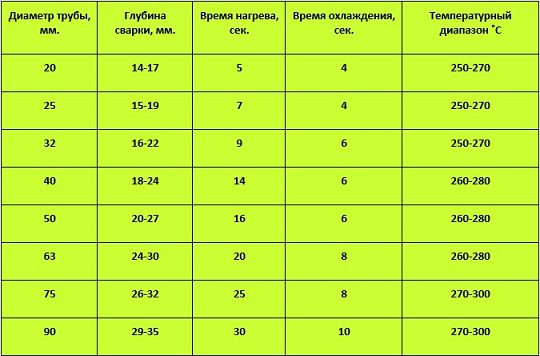 Они начинают сжиматься, при этом труба получает возможность попасть в горячую муфту. Аналогичного эффекта можно добиться, когда элемент застежки соединяется с горячей оправкой.
Они начинают сжиматься, при этом труба получает возможность попасть в горячую муфту. Аналогичного эффекта можно добиться, когда элемент застежки соединяется с горячей оправкой.
При совмещении трубы с фитингом она упруго сжимается, а соединительный элемент начинает растягиваться. Нагретые поверхности сжимаются, вытесняя воздух. Результатом является равномерное перемешивание расплавленного материала.
Общий технологический процесс соединения труб из ПП муфты состоит из нескольких последовательных операций:
- изделия для резки;
- подготовительные мероприятия;
- установка сварочного аппарата;
- достижение рабочего режима;
- подогрев деталей;
- в сборе;
- линия охлаждения.
Можно без особых усилий вручную соединить трубу нагретым инструментом, если свариваются мелкие детали, сечение которых находится в пределах 40-50 мм. Для соединения цилиндрических конструкций диаметром более 50 мм необходимо использовать специальный центратор, предназначенный для раструбной сварки.
Так как пайка полипропиленовых труб не представляет сложности, работу можно выполнить в одиночку.
Для резки цилиндрических изделий используются специальные ножницы, не позволяющие стенкам трубы сминаться.
Перед тем, как приступить к пайке полипропиленовых изделий, поверхности деталей тщательно очищают и обезжиривают. Армированные конструкции подвергаются специальной подготовке. Об этом должны помнить рабочие, устанавливающие такие изделия.
Композитные трубы из полипропилена, армированные алюминием, характеризуются низким тепловым расширением. Поэтому система отопления из таких изделий не требует установки дополнительных компенсаторов температуры.Только в таких изделиях, армированных алюминием, возможна диффузия кислорода. После поступления воздуха в систему вода активно насыщается кислородом. В результате начинается процесс кавитации клапанов, а также других частей конструкции из цилиндрических конструкций.
При отсутствии армирующего слоя дополнительную специальную подготовку можно не проводить.
Технологическая карта раструбной сварки полиэтиленовых труб
Как паять армированные полипропиленовые трубы
При этом контакт алюминия с жидкостью категорически запрещен.Этот сплав начинает разрушаться, и покупать новые изделия невыгодно. Появление небольших внутренних перекосов на стыках трудно заметить невооруженным глазом, однако именно эти зоны являются слабым местом всей системы. Есть вероятность попадания воды на металлическую поверхность.
Чтобы этого не произошло, армированный слой тщательно очищают. Такая операция обязательна, если поверхность труб обернута фольгой.
Для снятия металлического листа используется специальное приспособление — так называемый шейвер.Его необходимо приобретать отдельно.
Конец вставляется в приспособление, похожее на точилку карандаша, и начинают крутиться.
При работе не забывайте об очистке алюминиевого слоя. Сварка будет происходить и без этой процедуры, однако надежность полученного соединения будет достаточно низкой.
От такого человеческого фактора можно избавиться, установив трубы, армированные стекловолокном.
Если алюминиевый армирующий слой расположен в центре стены, поверхность подрезается с помощью специального инструмента.Это помогает снять алюминиевые кромки, закрывающие конец трубы. Если такую операцию не провести, вода может попасть в центр стены, продвигаясь по микротрещинам армирующего слоя, что неизбежно приведет к вздутию.
На фото видны места пайки срезов: на фото неправильное исполнение без обрезки и правильное с обрезкой.
Для достижения наилучшего результата используются специальные муфты.Они как бы «замуровывают» концы армирующего слоя, что позволяет избежать контакта металла с жидкостью.
Некоторые производители дают свои рекомендации по подготовке труб перед сваркой. Даже если нет армирующего слоя, обязательно нужно выверить наружный диаметр, а потом фаску.
Операция калибровки удаляет эллипс трубы, делая ее идеально круглой. Скошенная поверхность облегчает работу по соединению с муфтой.К сожалению, при самостоятельной пайке ПП труб эти операции полностью игнорируются.
Скошенная поверхность облегчает работу по соединению с муфтой.К сожалению, при самостоятельной пайке ПП труб эти операции полностью игнорируются.
Как подготовить паяльник к работе
Во-первых, сварочный аппарат должен быть хорошо закреплен. Когда начинается разогрев, детали подвергаются давлению, которое передается на паяльник. Чтобы было удобнее работать, важно обеспечить неподвижность устройства.
На инструмент надевается нагревательная пара. Далее выставляется нужная температура нагрева, подается напряжение.При сварке раструбных труб ПП температура нагрева должна быть в пределах 260±10°С, что выше значений, при которых полипропилен становится вязким и текучим.
Таким образом, происходит быстрое расплавление верхнего слоя трубы вместе с фитингом. В результате деталь легко снимается без прогрева всей толщины стенки. При другой температуре, когда элементы станут мягкими, произвести соединение будет невозможно.
Ставим детали на подогрев
Когда сварочный аппарат выйдет на рабочий режим, загорится индикатор. Труба вставляется в муфту, а фитинг вставляется в оправку. Если выполнить такую работу одновременно достаточно сложно, сначала монтируется тяжелый соединительный элемент.
Труба вставляется в муфту, а фитинг вставляется в оправку. Если выполнить такую работу одновременно достаточно сложно, сначала монтируется тяжелый соединительный элемент.
Привариваемые детали обязательно имеют небольшой припуск, который начинает выдавливаться при их установке. Так получается кольцеобразный валик (грейфер). Чтобы сдвинуть такое колечко, нужно приложить некоторое усилие, но делать это нужно плавно и медленно, чтобы заусенец приобрел правильную форму.Фитинг, свободно сидящий на оправке и не образующий кольцевой валик, считается бракованным.
При монтаже детали обязательно следить за глубиной установки. Как только элемент упрется в верхнюю часть оправки, нужно прекратить давление, иначе можно повредить конец трубы и помять ограничитель фитинга. Для контроля глубины погружения детали в муфту на определенном расстоянии от торца делается соответствующая отметка. Однако в этой процедуре нет необходимости, так как фитинг обычно вставляется в оправку до упора.
После того, как детали были установлены в муфту аппарата и его оправку, нужно выждать несколько секунд, пока поверхности хорошо оплавятся. Важно правильно определить продолжительность нагрева. Этого времени должно хватить для получения вязкого и текучего состояния полипропилена.
Если период нагрева слишком длинный, детали станут очень мягкими. Производители пластиковых труб разработали специальные таблицы, в которых указано время нагрева для той или иной марки полипропилена.При этом также учитывается толщина стенки и сечение трубы.
При соединении фитингов с цилиндрическими изделиями угол поворота деталей не должен превышать 5 градусов. Если соединение выполнено правильно, заусенец будет иметь одинаковую толщину со всех сторон.
Соединение охлаждения
Если вам нужно исправить проделанную работу, технология позволяет сделать это за несколько секунд. Детали не должны подвергаться никакому давлению до тех пор, пока материал полностью не затвердеет, что длится примерно 2-4 минуты.
Ориентировочные параметры продолжительности сварочных работ можно посмотреть в специальной таблице. Более точные значения предоставляют производители фитингов и изделий из ПП.
При пайке изделий из ПП встык торцы деталей нагревают горячим инструментом до их расплавления. Затем элементы с усилием прижимаются до остывания шва. Эта технология отличается своей простотой.
В этом случае нет необходимости использовать дополнительные устройства.Если все сделать правильно, получается достаточно надежный шов, не уступающий по прочности трубе. Технологическая операция выполняется в определенной последовательности:
При всей своей простоте стыковая сварка только кажется такой доступной. На практике для этого требуется решить несколько задач, что практически невозможно сделать в домашних условиях.
Трубы должны быть точно выровнены по своей оси, при этом допускается отклонение от толщины стенки всего 10%.Давление на детали, прижимающие цилиндрические изделия к плоскости нагревательного зеркала, при воздействии высокой температуры следует прикладывать только в течение определенного времени. Только так можно получить качественную связь. При выполнении обрезки необходимо, чтобы торец имел идеальную перпендикулярность.
Только так можно получить качественную связь. При выполнении обрезки необходимо, чтобы торец имел идеальную перпендикулярность.
Перечисленные выше условия достаточно сложно соблюдать без дополнительного устройства — специального центратора. Он оснащен электроприводом, создающим определенное усилие сжатия.Кроме того, это устройство оснащено триммером.
Другими словами, чтобы сварить полипропиленовые трубы малого диаметра встык, потребуется больше специального оборудования по сравнению с предыдущим способом соединения. Учитывая тот факт, что при сварке раструба получается более качественный стык за счет замкового соединения, домашние мастера предпочитают использовать именно этот способ соединения труб.
Стыковая сварка изделий из ПП в основном применяется на производстве, когда необходимо соединить конструкции большого сечения при монтаже прямого участка инженерного сооружения из цилиндрических изделий.
Ассортимент строительных товаров растет с каждым годом. Появляются на рынке современные материалы, облегчающие этапы строительства и повышающие производительность труда рабочих. Потребители склонны использовать при планировке внутренних систем в домах трубопроводы с длительным сроком службы. Подходящей альтернативой, отвечающей потребностям потребителей, являются пластиковые ответвления внутренних коммуникаций. Как паять пластиковые трубы?
Появляются на рынке современные материалы, облегчающие этапы строительства и повышающие производительность труда рабочих. Потребители склонны использовать при планировке внутренних систем в домах трубопроводы с длительным сроком службы. Подходящей альтернативой, отвечающей потребностям потребителей, являются пластиковые ответвления внутренних коммуникаций. Как паять пластиковые трубы?
Еще одним преимуществом таких технологий является возможность самостоятельного ремонта или замены сетей водоснабжения и отопления.Как паять пластиковые трубы для водопровода?
Рассмотрим виды
металлопластиковые
Полиэтиленовые
Такие коммуникации делятся на подвиды:
- Полиэтиленовые — применяются для прокладки электропроводки внутри зданий и наружных трасс. Их можно использовать на соединениях трубопроводов высокого давления и при низких температурах окружающей среды.
- ПВХ используется для снижения стоимости ремонта.
- Металлопластик — самые практичные изделия, со сроком полезного использования более 50 лет.Идеальная замена для горячего водоснабжения.

Широкое использование этого материала обусловлено рядом причин. Положительные свойства таких конструкций, в отличие от металлических:
- Длительный срок службы.
- Низкая коррозионная активность.
- Простота установки.
- Не требует специальных навыков.
- Экологически чистый материал.
- Экономичен и доступен в применении.
- Легкий и удобный для транспортировки.
- Не подвержены вредному воздействию микроорганизмов.
Ваша сантехника
Муфта в сборе
Полиэтиленовые модели монтируются пайкой или с помощью муфт/фитингов (муфта в сборе). Как паять пластиковые трубы для водопровода?
Для новых водопроводных сетей подходят изделия из ПВХ и полиэтилена без армирования и армирования. Подготовка требует создания схемы будущего водопровода с обозначением длин ответвлений, его положения и всей необходимой для монтажа конструкции арматуры. Правильный расчет длин и количества изгибов упростит технологию, повысит скорость выполнения задачи и предотвратит переделок.
Правильный расчет длин и количества изгибов упростит технологию, повысит скорость выполнения задачи и предотвратит переделок.
паяльник
труборез
для пайки полиэтиленовых компаундов потребуется:
- паяльник.
- Труборез
- Триммер для резки труб и обрезки краев обрезанных концов.
- Мелкая наждачная бумага для шлифования кромок
- Муфта (если муфта в сборе)
Нагревательное устройство представляет собой специальное устройство с подошвой с присоединением к ней специальных насадок различного диаметра.Есть устройства, которые комплектуются двумя и более насадками одновременно.
Этапы технологии прокладки гидрокоммуникаций подскажут как научиться паять:
- Рулеткой отмеряем нужную длину.
- Отрежьте измеренную длину труборезом.
- Обрежьте обрезанные концы. Это веха при пайке. Секции должны быть гладко отшлифованы и очищены от заусенцев. Для большей уверенности можно дополнительно обезжирить спиртовым раствором.
- Припаиваем концы. Если при монтаже сетей жизнеобеспечения используется муфтовое соединение, то муфту/штуцер устанавливаем в одном конце здания и прогреваем вместе с будущей обраткой в насадке нужного диаметра паяльника. После прогрева сразу соединяем концы и ждем полного остывания сборки. Наличие буртика свидетельствует о качестве сварки.

Внимание! При монтаже тепловодоснабжения с паяным швом категорически запрещается попадание воды или влаги в полость или на поверхность.При нагревании вода, превращаясь в пар, деформирует пластиковую конструкцию, в результате чего она теряет свою прочность.
На что обратить внимание
Температурный режим пайки описан в инструкции к инструменту. На современных изделиях устанавливается автоматический режим нагрева в зависимости от размера устанавливаемой сети и глубины сварки. На предыдущих марках сила нагрева выбиралась вручную.
При какой температуре паять пластиковые трубы? При пайке полиэтиленовых стояков ставим терморегулятор в районе 220°С, для полипропиленовых — 260°С. На нагревательном механизме имеется индикатор, показывающий готовность устройства к использованию. Индикатор горит только в режиме обогрева.
На нагревательном механизме имеется индикатор, показывающий готовность устройства к использованию. Индикатор горит только в режиме обогрева.
Продолжительность пайки зависит от окружного радиуса трубопровода и может составлять от 5 до 40 секунд. Не перегревайте концы. Это может привести к образованию закупорки в месте спайки.
Если вы хотите установить водопровод такого же размера, то вам не стоит переплачивать за количество форсунок и наличие температурного механизма.
Если планируется большой объем производства долгосрочного характера с использованием сетей разного размера по окружности, то приобретаем универсальное устройство подключения с последними техническими возможностями и характеристиками.
Нюансы пайки
Знать технологию подключения автономных коммуникаций недостаточно. Для качественного монтажа необходимо знать ряд особенностей укладки и пайки ответвлений корпуса. Как паять пластиковые трубы? Для обеспечения профессионального монтажа технологических корпусов необходимо помнить о некоторых нюансах соединения:
- Для сборки пайкой предусмотрено время прогрева. Это время от 5 до 20 минут.
- Производство внутридомовых средств жизнеобеспечения должно осуществляться при плюсовых температурах.
- После пайки концов требуется предотвратить их прокручивание или перемещение, достаточно плавно устранить перекосы. Нужно дать им остыть. Прокрутка паяного шва может в дальнейшем дать течь. Охлаждение занимает столько же времени, сколько и пайка.
- Требуемая мощность паяльника- 1200 Вт.
- Паяльники бытовые предназначены для пайки проводов диаметром до 32см.Если вам необходимо собрать изделия большого диаметра, то приобретаем профессиональный прибор для пайки.
- Между краем трубопровода и внутренней резьбой фитинга не должно быть зазора. Зазоры могут стать причиной утечки воды под высоким давлением. Чрезмерное усилие при сжатии элементов может привести к уменьшению зазора в полости и ухудшить работу всей конструкции.
- Остаточный материал следует удалять из насадок после каждой произведенной упаковки. Так как насадки имеют специальное покрытие, нагар следует удалять деревянным приспособлением, чтобы не повредить целостность поверхности. Царапины на поверхности насадки ухудшат технологические характеристики устройства и сделают его непригодным для дальнейшей эксплуатации.
 Это время от 5 до 20 минут.
Это время от 5 до 20 минут. Царапины на поверхности насадки ухудшат технологические характеристики устройства и сделают его непригодным для дальнейшей эксплуатации.
Царапины на поверхности насадки ухудшат технологические характеристики устройства и сделают его непригодным для дальнейшей эксплуатации.Вам интересно, как сделать отопление?
Монтаж теплоснабжения имеет ряд сложностей. Устройство нагревательных моделей можно проводить в помещениях с низкими температурами, что усложняет процесс пайки. Для теплоснабжения разрабатывают системы в зависимости от температуры подаваемой в систему воды и рабочего давления.Использование пластика в строительстве позволило повысить производительность труда и снизить затраты на необходимый материал.
Трубы для отопления армированы стекловолокном, что делает этот материал прочным и долговечным.
Здоровье и условия труда
При выполнении работ, связанных с обогревом стыков теплотрассы, соблюдаем правила техники безопасности во избежание травм и ожогов:
- Паяем в специальных защитных перчатках.
- Следим за чистотой пола в помещении. Грязь негативно скажется на качестве сварки и внешнем виде всей конструкции.
- Паяльник устанавливается на ровную горизонтальную поверхность.
- Приступать к работе необходимо после полного прогрева устройства, после выключения индикатора готовности к работе.
- Пальник не отключаем от электросети на протяжении всей установки.
 Грязь негативно скажется на качестве сварки и внешнем виде всей конструкции.
Грязь негативно скажется на качестве сварки и внешнем виде всей конструкции.Паять пластиковые трубы своими руками несложно. Процесс пайки не требует профессиональных навыков или опыта.Любой может установить сети жизнеобеспечения в собственном доме. В обязательный состав необходимого инструмента входит только паяльное устройство. Остальные вспомогательные инструменты можно заменить подручными средствами, труборезом с острым ножом. Трубопровод из полиэтиленовых конструкций и ПВХ – это надежная, долговечная и экологически чистая система подачи воды и отопления.
Пайка полипропиленовых труб происходит в достаточно короткие сроки, это самая привлекательная сторона полипропиленовой трубы.Благодаря низкой цене, технологичности и простоте соединения он занял лидирующие позиции среди труб из конкурирующих материалов.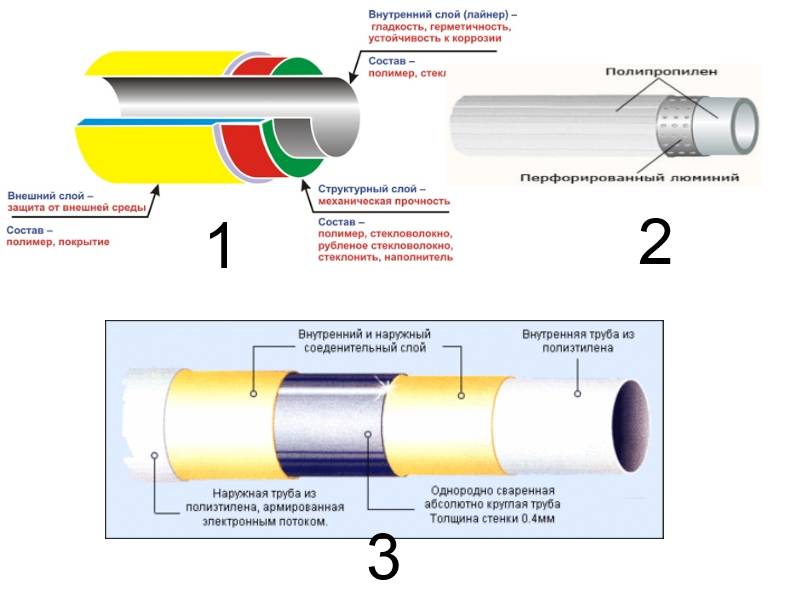 В основном используется для прокладки водопроводных и частично тепловых инженерных сетей. И пусть прочность уступает коммуникациям из металлических труб, но затевая ремонт в квартире или доме предпочтение отдается именно этому материалу. Трубы надежно, прочно и быстро соединяются пайкой за считанные минуты.
В основном используется для прокладки водопроводных и частично тепловых инженерных сетей. И пусть прочность уступает коммуникациям из металлических труб, но затевая ремонт в квартире или доме предпочтение отдается именно этому материалу. Трубы надежно, прочно и быстро соединяются пайкой за считанные минуты.
Трубы полипропиленовые приобретают все большую популярность благодаря простоте монтажа и надежности.
Типы полипропиленовых труб
Пластик, используемый для изготовления изделия, высокопрочный. Он не ржавеет, не накапливает соли и не прилипает к нему известковый налет. Сетки, собранные из полипропилена, рассчитаны на длительный срок службы (до 50 лет). Фактически срок службы трубопроводов не ограничивается, если нет превышения технических условий эксплуатации по температуре или давлению. Материал деталей способен длительное время работать при достаточно высоком давлении при низкой температуре жидкости, и наоборот.
Полипропиленовые трубы производятся в четырех цветовых вариантах, цвет не означает ничего, кроме цвета. Полипропилен разрешен к применению в системах водоснабжения, канализации и отопления. Допускается сочетание пластика с металлом, выполнение переходов.
Полипропилен разрешен к применению в системах водоснабжения, канализации и отопления. Допускается сочетание пластика с металлом, выполнение переходов.
Изделия полипропиленовые подразделяются на категории: PN10 — данная категория устанавливается для тонкостенных изделий. Применение ограничено рабочей температурой 45° и для холодной воды. PN16 — категория, разрешенная для использования в трубопроводах с высоким давлением на холодную воду или в системе отопления без давления.PN20 – самый универсальный вариант, эта категория используется как для холодной, так и для горячей воды – до 80°. PN25 – армированная категория полипропиленовой трубы, в состав введена алюминиевая фольга, за счет этого продлевается применение до температуры 95°.
Вернуться к индексу
Технология пайки полипропиленовых труб
Согласно техническому руководству по сварке полипропиленовых труб, если диаметры соединяемых труб менее 63 мм, то применяется раструбная сварка.В месте соединения устанавливается фитинг, это специальная деталь, к которой привариваются обе трубы. Для труб диаметром больше указанного фитинга не требуется, они свариваются встык. Такое соединение считается более надежным.
Для труб диаметром больше указанного фитинга не требуется, они свариваются встык. Такое соединение считается более надежным.
Изготавливается на ручной сварочной машине — «утюг».
При сварке труб от 40 мм и выше лучше использовать сварочные аппараты с центрирующим устройством.
Работа несколько сложнее, но необходимая.
Сварочный аппарат устроен следующим образом: имеет специальные съемные насадки для труб, которые нагреваются электричеством. Насадки выполнены по типу рукава, оплавляющего внешний край трубы или нагревающего внутреннюю часть соединяемых деталей.
Насадки изготавливаются различных диаметров — от 14 до 63 мм. Для предотвращения возгорания сами нагревательные детали покрыты тефлоном. Во время сварки постоянно держите сопло в чистоте. Требуется стирать следы пластика после каждой сварки, желательно специальной тряпкой или деревянными скребками.Очищать необходимо до полного остывания нагревательного элемента, попытка очистки холодных элементов может испортить тефлоновый слой.

Wegener Welding LLC — Оборудование для производства пластика, экструдер для пластика
Wegener Welding занимается сваркой пластмасс. Wegener Welding — международный поставщик высококачественного сварочного, технологического и испытательного оборудования. Обслуживая многие сегменты индустрии сварки пластмасс, мы предлагаем машины для сварки пластмасс горячим воздухом, машины для экструзионной сварки пластмасс, машины для сварки пластиковых листов, листогибочные машины для пластиковых труб, машины для стыковой сварки пластиковых труб, ленточнопильные станки для пластиковых труб, машины для сварки пластиковых труб с раструбом, машины для сварки пенопласта и многочисленные специальные сварочные машины. для рынка термопластов.Ассортимент продукции наших партнеров Wegener International, Hürner и Buckleys представляет собой комплексный источник уникального в отрасли оборудования для сварки и испытаний пластмасс.
Машины
Машины для стыковой сварки, Сварка гибочными машинами, Машины для конкретных продуктов
Оборудование
Аппараты для экструзионной сварки, Аппараты для сварки горячим газом, Аппараты для сварки клиньев, Тестеры для проверки качества
Специальные машины
Специальные машины
Индивидуальные и специфичные для продукта
решения
Специализированное обучение
Индивидуальное обучение сварке термопластов
Сервис
Поддержка США/Канады
ввод в эксплуатацию на месте
Служба запасных частей
Наши проверенные машины для сварки фильтров и фильтровальных материалов не имеют аналогов во всем мире. Наш ассортимент продукции дополняется полным спектром искровых тестеров переменного тока, точечных детекторов и детекторов выходного напряжения постоянного тока, а также кабельных тестеров. Последним дополнением к нашей линейке испытательного оборудования являются электронные детекторы утечек для проверки целостности и векторного картографирования непроводящих гидроизоляционных и кровельных мембран.
Наш ассортимент продукции дополняется полным спектром искровых тестеров переменного тока, точечных детекторов и детекторов выходного напряжения постоянного тока, а также кабельных тестеров. Последним дополнением к нашей линейке испытательного оборудования являются электронные детекторы утечек для проверки целостности и векторного картографирования непроводящих гидроизоляционных и кровельных мембран.
Наряду с разнообразной сварочной продукцией мы предлагаем нашим клиентам отличный сервис. Благодаря круглосуточной доступности, отгрузке запчастей в тот же день, обученным на заводе техническому персоналу и экстренным кредитам Wegener стремится удовлетворить все ваши потребности.
Понимание потребностей клиентов и их правильное выполнение
Мы чувствуем себя обязанными этому девизу, начиная с первых переговоров и заканчивая послепродажным обслуживанием.
оказание услуг.
Просто скажите нам, что вам нужно, мы с нетерпением ждем вашего запроса!
Ваша команда в WEGENER Welding
Руководство по высокоскоростной сварке горячим газом труб из корзана
Производители, производящие уникальные продукты, обычно требуют уникальных процессов. Для создания уникальной продукции требуется специализированное оборудование, устойчивое к агрессивным химическим веществам и агрессивным смесям, для оптимизации процессов и снижения производственных затрат. Corzan® CPVC уже более 60 лет удовлетворяет потребности производителей в материалах, помогая производить высококачественную продукцию, отвечающую конкретным требованиям клиентов.
Для создания уникальной продукции требуется специализированное оборудование, устойчивое к агрессивным химическим веществам и агрессивным смесям, для оптимизации процессов и снижения производственных затрат. Corzan® CPVC уже более 60 лет удовлетворяет потребности производителей в материалах, помогая производить высококачественную продукцию, отвечающую конкретным требованиям клиентов.
Corzan CPVC может использоваться для изготовления на заказ специализированных промышленных деталей, таких как резервуары и облицовка резервуаров, скрубберы и системы вентиляции, и предлагает такие преимущества, как характеристики при высоких температурах, коррозионная стойкость и более низкие затраты на установку и жизненный цикл.
Цемент на растворителе, как правило, является предпочтительным методом соединения систем ХПВХ, используемых в готовых изделиях, но он эффективен только при наличии посадки с натягом, что означает, что две детали могут быть прижаты друг к другу естественным образом.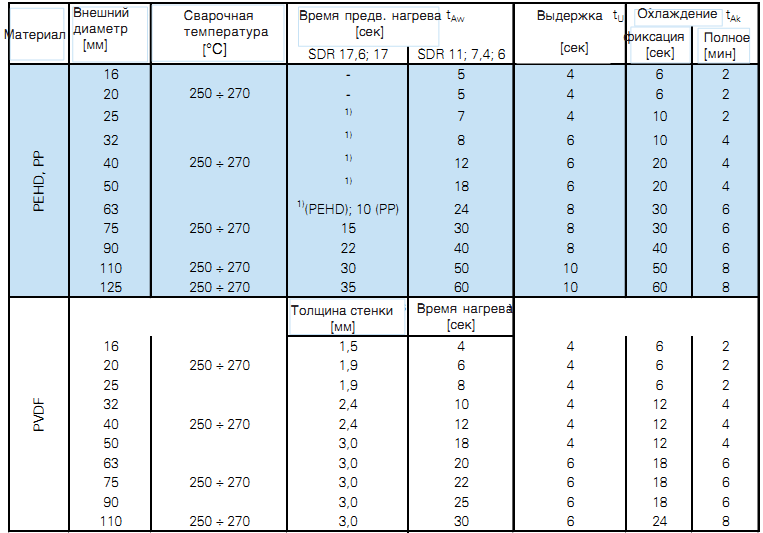 Высокоскоростная сварка горячим газом рекомендуется, когда постоянное давление и контакт между двумя поверхностями материала невозможны.
Высокоскоростная сварка горячим газом рекомендуется, когда постоянное давление и контакт между двумя поверхностями материала невозможны.
Corzan из ХПВХ, правильно сваренные горячим газом, обеспечивают примерно 80 процентов или более прочности на растяжение цельного листа из ХПВХ.Фактические характеристики материала будут зависеть от используемого оборудования, условий сварки и квалификации сварщика. Таким образом, приведенные ниже рекомендации должны служить общими рекомендациями и не гарантируют реальной эффективности.
Использование квалифицированных сварщиковНизкое качество сварных швов приводит к некачественной установке оборудования, что может привести к отказам и вызвать недоверие к материалу. Все сварщики, выполняющие высокоскоростную сварку горячим газом ХПВХ, должны иметь квалификацию и демонстрировать навыки сварки на высоком уровне.
Спецификация AWS B2.4 для процедуры сварки и квалификации производительности для термопластов является одним из стандартов США, а G1. 10M: 2001 Руководство по оценке стыковых сварных швов термопластов горячим газом, экструзией горячего газа и нагретым инструментом является другим вариантом.
10M: 2001 Руководство по оценке стыковых сварных швов термопластов горячим газом, экструзией горячего газа и нагретым инструментом является другим вариантом.
Европейские сварщики могут следовать параметрам, изложенным в DVS 2207-3 «Сварка термопластов горячим газом — листы и трубы»; ДВС 2207-13 Сварка термопластов – Сварка нагревательным инструментом труб, деталей трубопроводов и панелей из ХПВХ; или DVS 2209-1 Сварка термопластов, экструзионная сварка, характеристики процедур.
Важность качественного газа и оборудования Для высокоскоростной сварки горячим газом требуется газ, не содержащий масла и влаги, подаваемый под низким давлением и в больших объемах. Большинство заводских компрессоров не обеспечивают подачу воздуха достаточного качества для использования при высокоскоростной сварке горячим газом, хотя многие производители оборудования для сварки горячим газом предлагают воздуходувки, которые обеспечивают качественный воздух, подходящий для этой цели.
Точность оборудования для контроля температуры так же важна, как и качество газа для сварки термопластов.Оптимальный температурный диапазон для Corzan CPVC обычно уже, чем для других термопластов, поэтому очень важно иметь постоянную температуру на сварочном наконечнике.
Сварочное оборудование, используемое с компонентами Corzan, должно контролировать температуру, регулируя мощность нагревательного элемента, а не изменяя поток газа. Идеальная система контроля температуры должна включать в себя элементы управления с обратной связью, чтобы поддерживать постоянную температуру даже при колебаниях расхода газа или напряжения питания.
Сварка горячим газом Corzan CPVC требует использования сварочной проволоки Corzan CPVC. Треугольный стержень может быть выбран, когда важен внешний вид соединения, но круглый сварочный стержень должен использоваться для структурной целостности. Важно, чтобы диаметр сварочного наконечника соответствовал диаметру выбранного стержня, так как слишком большой наконечник может неблагоприятно повлиять на направление и давление, прикладываемое к стержню, и может врезаться в свариваемые детали.
Corzan CPVC доступен в виде листа размером 48 дюймов на 96 дюймов и толщиной от 1/8 дюйма до 3 дюймов, экструдированного или прессованного.В следующей таблице представлены основные физические свойства промышленных листовых компаундов Corzan® CPVC.
При подготовке Corzan CPVC к сварке концы кусков материала, которые будут соединяться, должны быть скошены для получения наилучшего сварного шва. Можно использовать регулируемую пилу, фрезер или другой подходящий инструмент, чтобы создать угол от 60° до 70° между деталями, которые будут соединяться. Если одна часть соединена перпендикулярно другой, угол должен быть уменьшен до 45°.
Собираемые детали должны быть очень чистыми. Удалите остатки с поверхности, слегка отшлифовав или соскоблив область сварки острым лезвием. Ацетон — единственный растворитель, который подходит для безопасной очистки поверхности. Другие растворители могут оказывать негативное влияние на ХПВХ.
Рекомендуется оставлять зазор шириной от 0,5 до 1 мм между двумя деталями, если соединение не будет прихватываться перед сваркой. Это позволит сварочному материалу проникнуть в основание скоса и немного перетечь на другую сторону.Детали, которые будут прихватываться первыми, должны быть соединены встык без зазоров. Детали должны быть надежно закреплены на месте и при необходимости должны использоваться зажимы.
Прихватка и контроль температуры Прихваточная сварка является первым этапом и требует использования заостренного наконечника башмака для прихватки деталей. Во время прихватки оператор кладет наконечник прихватки непосредственно на свариваемый материал и проводит им вдоль стыка. Горячий газ от сварочного аппарата размягчает материал, а давление на наконечник сплавляет материал.При необходимости может использоваться непрерывная или точечная сварка прихватками. Более крупные конструкции или толстые материалы могут потребовать дополнительного зажима.
Важно непрерывно прихватывать все изготовленные резервуары, чтобы обеспечить герметичное соединение. Это предотвратит проникновение растворов между стенкой резервуара и днищем в случае возникновения проблем с заполняющим швом.
Оптимальный диапазон температур для сварки горячим газом систем Corzan CPVC будет зависеть от типа используемого сварочного оборудования и способа измерения температуры.Оптимальная температура, как правило, составляет от 710°F до 800°F для сварочной горелки с системой управления с обратной связью, которая поддерживает температуру, выбранную на циферблате.
Если температура не может быть выбрана напрямую с помощью циферблата, оператор должен измерить температуру и отрегулировать ее по мере необходимости, изменяя мощность нагревательного элемента или регулируя поток газа. Температура от 680 ° F до 770 ° F является оптимальной температурой для сварки компонентов Corzan, когда температура контролируется таким образом.Фактическая температура, обеспечивающая наилучший сварной шов, будет зависеть от таких факторов, как диаметр стержня, марка сварочного стержня, скорость сварки и температура окружающей среды, и должна быть соответствующим образом отрегулирована.
Чтобы начать процесс сварки, оператор берет сварочную горелку, как кинжал, удерживая сварочный наконечник примерно на 8 см над областью сварки, чтобы предотвратить подгорание. Затем оператор вставит сварочный стержень в трубку предварительного нагрева и поместит заостренный конец башмака на материал, где начнется сварка.
Удерживая сварочный аппарат под углом примерно 45°, оператор будет проталкивать стержень через наконечник до тех пор, пока он не коснется основного материала. Сварочный стержень необходимо направлять, чтобы он не растянулся; вес сварщика — это единственное давление, которое необходимо при протягивании сварного шва вдоль стыка.
После начала сварки она должна продолжаться с достаточно постоянной скоростью для получения качественного сварного шва. Визуальный осмотр может указать на качество сварного шва, потемневшие или обугленные края, возникающие в результате слишком медленного движения сварщика и/или перегрева материала. Сварочный наконечник следует время от времени чистить проволочной щеткой для достижения наилучших результатов. Сварщик должен накладывать несколько валиков по мере необходимости, пока шов не будет полностью заполнен, как показано на рисунке ниже:
Если свариваемое соединение представляет собой двойное V или двойное полуV, для достижения наилучших результатов слои валиков следует укладывать поочередно на противоположных сторонах соединения. В следующей таблице приведены рекомендации по укладке валиков для материалов разной толщины и конфигураций швов.
Выбор материала для индивидуального изготовления
Способность сгибать, придавать форму и сваривать листы из Corzan CPVC делает этот материал применимым для различных типов промышленного оборудования, изготавливаемого на заказ — от резервуаров и облицовки резервуаров до вентиляционных систем. Высокоскоростная сварка горячим газом является лишь одним из методов, которые можно использовать для изготовления этого термопласта на заказ.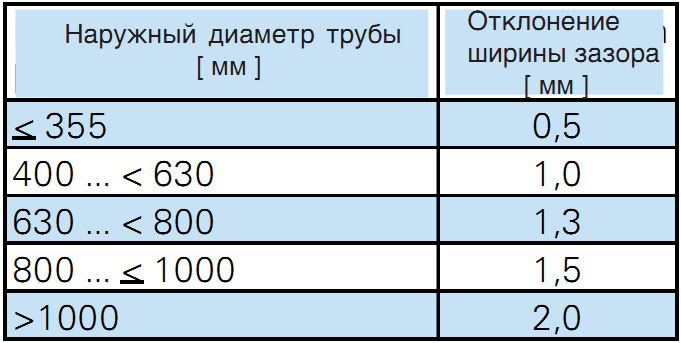
При выборе термопласта для изготовления на заказ учитывайте, что Corzan CPVC имеет 60-летнюю историю производства продукции на заказ в различных отраслях промышленности.Чтобы узнать больше, свяжитесь с производителями и клиентами-партнерами Lubrizol Advanced Materials, такими как Harrison Machine & Plastic, B&D Plastics и Thorpe, которые предлагают готовые изделия, изготовленные из Corzan CPVC, обеспечивающие долгосрочную надежность. В Lubrizol также есть команда экспертов по материалам, которые предоставят бесплатные технические консультации.
Сведения для этого блога частично взяты из следующего:
https://www.corzan.com/en-us/sheet-and-lining/high-speed-hot-air-welding
https://www.corzan.com/blog/the-basics-of-cpvc-сварка горячим воздухом
https://www.corzan.com/blog/quality-welding-is-essential-when-fabricating-equipment
classic электрические схемы и инструкции по установке. Изготовление самодельных смесителей Сварка полипропиленовых труб
Полипропиленовые трубы марки получили широкое распространение благодаря невысокой стоимости, длительному сроку службы и простоте монтажа.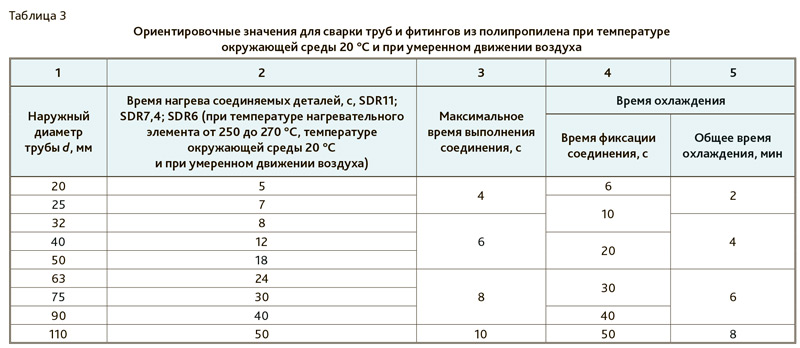 Выполнить монтаж полипропиленовых труб своими руками может каждый, главное правильно спланировать монтажные работы и знать особенности сварки полипропиленовых труб.
Выполнить монтаж полипропиленовых труб своими руками может каждый, главное правильно спланировать монтажные работы и знать особенности сварки полипропиленовых труб.
Рис. 1.
В отличие от других видов труб, для монтажа полипропиленовых необходимо иметь специальный инструмент – это сварочный аппарат для полипропиленовых труб и ножницы для резки труб. Следует отметить, что, несмотря на необходимость покупки специального инструмента, полипропиленовые трубы все же выигрывают в стоимости, за счет дешевизны самих труб и фитингов.
Рис. 2.
Где можно использовать полипропиленовые трубы?
Полипропиленовые трубы не имеют ограничений по применимости, за исключением температуры проходящей через них жидкости.Она не должна превышать 90 градусов. В связи с этим нецелесообразно использовать полипропиленовые трубы в системах отопления городских квартир, ведь зачастую температура воды в таких системах отопления составляет более 90 градусов.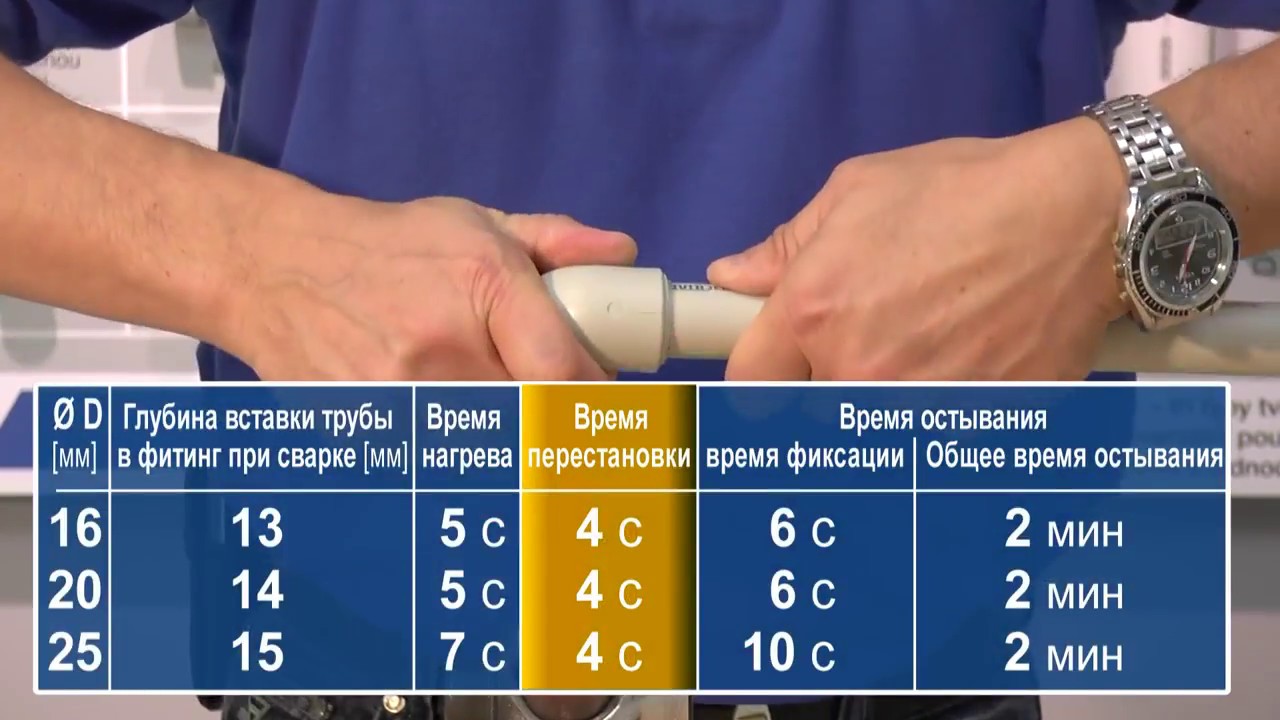 Для загородных домов, где температура отопления ниже, отлично подойдут армированные пропиленовые трубы.
Для загородных домов, где температура отопления ниже, отлично подойдут армированные пропиленовые трубы.
Рис. 3.
Рис. 4.
Рис. 5.
Рис.6.
Особенности монтажа полипропиленовых труб
Монтаж полипропиленовых труб следует начинать от стояка, постепенно удлиняя водопровод согласно схеме, расположение сантехнических приборов. В процессе монтажа необходимо установить опоры для полипропиленовых труб. Также в случае большой длины трубопровода следует предусмотреть компенсационное колено.
Рис. 7.
Так как в процессе эксплуатации длина труб будет меняться из-за теплового расширения.Распорное колено снимет растягивающие нагрузки на водопровод, тем самым защитит его от повреждений. Также при пересечении трубопроводов можно использовать специальный штуцер – байпас.
Рис. 8.
Большой интерес и практическое значение при монтаже полипропиленовых труб своими руками представляет правильный подбор фитингов. Использование простых фитингов, таких как колена, тройники, муфты и заглушки, вряд ли вызовет серьезные проблемы. Основной интерес представляет подбор фитингов для подключения различных устройств смесителя, унитаза, счетчиков и т.д.
Использование простых фитингов, таких как колена, тройники, муфты и заглушки, вряд ли вызовет серьезные проблемы. Основной интерес представляет подбор фитингов для подключения различных устройств смесителя, унитаза, счетчиков и т.д.
Подключение смесителя для ванны и раковины
Соединение смесителя для ванны может быть выполнено с помощью одного из двух типов фитингов: монтажной планки и «водопроводной муфты». Для подключения смесителя удобнее монтажная планка, так как она уже предусматривает правильное взаимное расположение отверстий для подключения смесителя. Впрочем, для этой цели подходит и водопроводная розетка, благодаря специальным отверстиям для крепления к стене. В последнем случае необходимо закрепить раструбы на расстоянии, равном межосевому расстоянию патрубков у смесителя.
Рис. 9.
Рис. 10.
Рис. 11.
При подключении смесителя для раковины при условии отсутствия требований к положению присоединительных отверстий удобно использовать водоразборные муфты или комбинированные неразъемные фитинги.
Полипропиленовые краны
При монтаже полипропиленовых труб можно использовать два вида отводов: полипропиленовые и металлические. Если вся система водоснабжения выполнена из полипропилена, то целесообразнее использовать полипропиленовые краны, это и дешевле, и удобнее.
Рис. 12.
Если необходимо установить задвижку в переходе между разными видами труб, например, металлической и полипропиленовой, или на стояке, то целесообразно использовать задвижку металлическую, при этом использовать разъемный комбинированный фитинг.
Рис. 13.
Также следует отметить, что если речь идет о монтаже полипропиленовых труб на даче, то целесообразнее использовать либо полипропиленовые краны, либо традиционные латунные краны, но не шаровые краны.Довольно часто бывают случаи, когда вода попадает под шар металлического шарового крана и при замерзании ломает клапан. Полипропиленовый шаровой кран в подобных условиях не страдает, потому что полипропилен более пластичный материал.
Установка счетчика
В отличие от запорной арматуры полипропиленовых счетчиков не бывает, а, следовательно, для его подключения необходимо использовать специальный штуцер. Для подключения счетчика к полипропиленовому водопроводу удобно использовать комбинированный неразъемный штуцер.
Рис. 14.
Рис. 16.
Соединение водонагревателя
Следует отметить, что водонагреватель можно подключить к водопроводу с помощью шлангов. В этом случае прекрасно подойдут водорозетки или комбинированная неразъемная арматура.
Рис. 17.
Рис. 18.
Рис. 19.
Если подключение производится напрямую к водопроводу, то целесообразно использовать разборную арматуру и полипропиленовые краны.Чтобы можно было отключить и снять водонагреватель.
Сварка полипропиленовых труб
Теперь, когда основные моменты по монтажу полипропиленовых труб выделены, можно сказать о самом процессе сварки труб. Сварка полипропиленовых труб осуществляется путем нагрева поверхности трубы с помощью сварочного аппарата. Весь процесс сварки заключается в том, что две соединяемые детали нагреваются сразу, после чего соединяются и после остывания соединяются наглухо.
Сварка полипропиленовых труб осуществляется путем нагрева поверхности трубы с помощью сварочного аппарата. Весь процесс сварки заключается в том, что две соединяемые детали нагреваются сразу, после чего соединяются и после остывания соединяются наглухо.
Рис. 20.
Рис. 21.
Это главный недостаток полипропиленовых труб, что если какой-то узел приварен неправильно, то его невозможно переделать, можно только собрать новый. Поэтому к процессу сварки следует относиться ответственно, чтобы не повредить арматуру и трубы.
Однако в некоторых случаях возможно исправить неправильно приваренный элемент. Для этого можно использовать муфты.На фото ниже, как исправить неправильно сваренный стык с помощью муфты.
Рис. 22.
Рис. 23.
Порядок сварки полипропиленовых труб своими руками
Используйте специальные ножницы, чтобы отрезать трубу нужного размера. Если трубу режут пилой, следует удалить любые заусенцы, образовавшиеся в процессе резки.
Если трубу режут пилой, следует удалить любые заусенцы, образовавшиеся в процессе резки.
Рис. 24.
Затем маркером или карандашом сделайте отметку на трубе и фитинге.Эта отметка необходима для того, чтобы в дальнейшем соединить обе детали в правильной ориентации. Следует отметить, что некоторые производители сразу определяют риски, что значительно облегчает работу.
Рис. 25.
Рис. 26.
Здесь следует отметить три важных момента.
- Во-первых, большинство сварочных аппаратов имеют регулятор температуры. Для комнатной температуры оптимально иметь температуру сварочного аппарата около 270 градусов.Если сварка ведется на открытом воздухе или при низких температурах, то температуру нагрева следует увеличить.
- Во-вторых, для сварки полипропиленовых труб важна фиксация деталей при нагреве. Так для трубы диаметром 20 мм — 5с; 25мм — 7с; 32 мм — 8 с; 40 мм — 12с. Здесь опять же помните о температуре сварочного аппарата. Выбор оптимального режима заключается в том, чтобы прогрев мест соединяемых деталей был равномерным.
- В-третьих, при нагреве деталей их нельзя включать насадкой, можно только надеть, а после нагрева снять.
 Выбор оптимального режима заключается в том, чтобы прогрев мест соединяемых деталей был равномерным.
Выбор оптимального режима заключается в том, чтобы прогрев мест соединяемых деталей был равномерным.
Рис. 27.
После того, как детали прогрелись, их нужно аккуратно снять с патрубка и соединить. Во время соединения их нельзя поворачивать относительно друг друга, это ухудшит качество сварки. После соединения деталей их следует выдержать неподвижно 10-30 секунд, чтобы сварной шов застыл.
В заключение два совета по сварке полипропиленовых труб.
При сварке полипропиленовых труб не допускается соединение деталей по всей длине обогреваемой трубы.Труба на сварочном аппарате прогревается примерно на 15 мм. Однако при соединении его следует выполнять на длине 10 мм. В противном случае образуется наплыв материала как изнутри трубы, так и снаружи. Из-за наплыва материала трубы уменьшается проходное сечение, что способствует скапливанию в этом месте любых отложений, тем самым засоряя водопровод.
Рис. 28.
Большинство сварочных аппаратов оснащены специальным зажимом.Он необходим для крепления к верстаку или столу. Сваривать трубы удобно, если сварочный аппарат не передвижной, поэтому не стоит пренебрегать его предварительным креплением, например, к табуретке.
Рис. 29.
Мы рассмотрели все особенности сварки полипропиленовых труб и использования различных фитингов для подключения самых распространенных устройств водоснабжения. Несмотря на простоту сварки полипропиленовых труб, работа эта очень ответственная, ведь трубы прослужат долгие годы.Поэтому перед началом работ необходимо сделать разметку прохода труб и определить необходимый комплект фитингов и труб, и только после этого приступать к монтажу. Монтаж следует начинать от стояка. Залогом качественной сварки является оптимальная температура сварочного аппарата. Перед началом работы не лишним будет сделать одно пробное подключение для проверки правильности подбора температурного режима.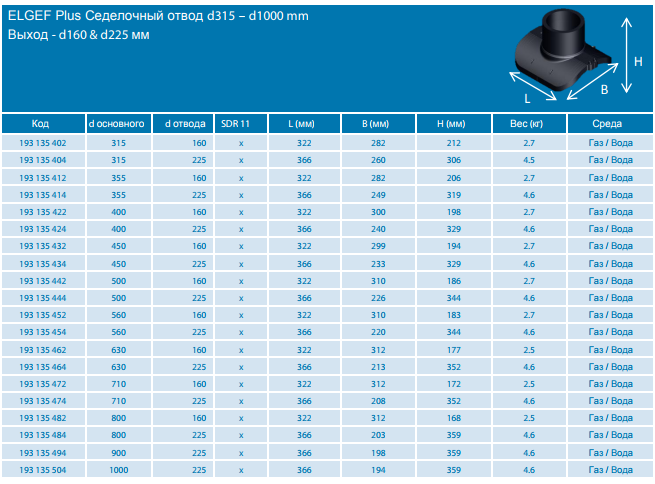 И помните, что сварочный аппарат имеет температуру 270-320 градусов и при неосторожном обращении легко получить сильный ожог, поэтому сварку полипропиленовых труб нужно проводить в специальных защитных перчатках или рукавицах.
И помните, что сварочный аппарат имеет температуру 270-320 градусов и при неосторожном обращении легко получить сильный ожог, поэтому сварку полипропиленовых труб нужно проводить в специальных защитных перчатках или рукавицах.
Хотите серьезно отремонтировать и обновить свою квартиру? Тогда не лишним будет узнать, что одним из важнейших этапов капитального ремонта дома является замена старой сантехники и труб на новые. Кроме того, это самая внушительная статья расходов в бюджете, выделенном на эту работу.
Уменьшить и без того внушительные затраты – нормальное желание каждого рачительного хозяина. Ты согласен? Уменьшить их вполне реально: поможет монтаж сантехники своими руками.Мы расскажем, как сделать разводку, как перенести и подключить сантехнику, какие для этого нужны инструменты и материалы.
Вы научитесь самостоятельно менять трубы в ванной и подключать сантехнику. А для того, чтобы было проще разобраться в вопросе ремонта, статья содержит тематические фото-гайды и видео-инструкции.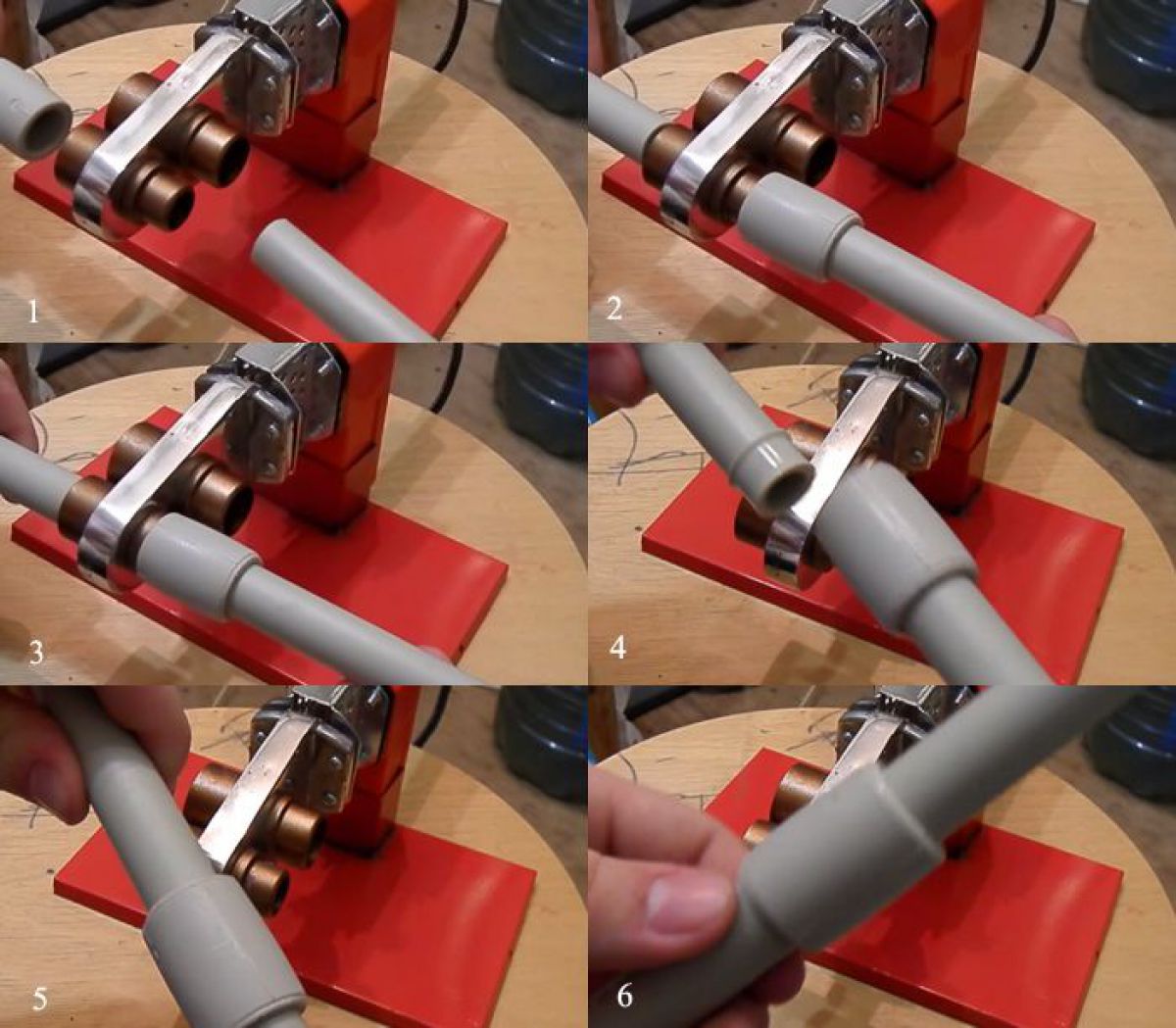
Не всех устраивают типовые проекты многоэтажек, и владельцы квартир стараются переделать сантехнику по своим предпочтениям.Этот комплекс работ весьма хлопотный и трудоемкий, однако, если хорошо изучить теоретическую сторону вопроса и точно следовать инструкции, большую часть работы (если не всю) можно выполнить самостоятельно.
Изготовление самодельных смесителей
Для изготовления самодельных смесителей потребуются вентили, обрезки труб, ракели, сетка для душа. Если сравнивать самодельные миксеры (рис, 68, 69), с заводскими стандартными, то первые, конечно, крупнее и грубее. Покрытие на них красочное.Если трубы оцинкованные, то антикоррозийный слой вообще не нужен. Подобные самодельные смесители не предназначены для комфортных ванных комнат.
Рис. 68. Самодельный смеситель для душа со стационарной душевой трубкой и сеткой:
1 — труба; 2 — клапан; 3 — ракель или бочка; 4 — тройник; 5 — душевая сетка; 6 — душевая трубка
Рис.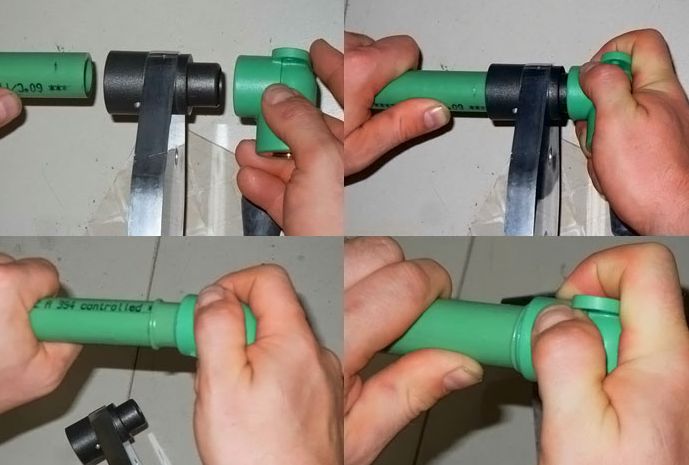 69. Самодельный смеситель для ванны и душа со стационарной душевой трубой и изливом:
69. Самодельный смеситель для ванны и душа со стационарной душевой трубой и изливом:
1 — душевая трубка; 2 — клапан; 3 — ракель или бочка; 4-крест; 5 — носик
Рис.70. Душевые сетки самодельные:
а — по типу распылителя садовой лейки: 1 — хомут; 2 — душевая трубка; 3 — трубка диффузора; 4 — сетка диффузора; 5 — конус; 6 — гайка; 7 — шайба; 8 — болт; 9 — полоска резиновая
б — из жестяных банок или из одной банки: 1 — душевая трубка; 2 — контргайка; 3 — шайба; 4 — резиновая прокладка; 5 — банка без дна; 6 — дно перфорированное
v — от распила части заводского гибкого шланга: 1 — душевая трубка; 2 — сцепление; 3 — патрубок.
Однако когда их иногда устанавливают на кухне или в ванной с централизованной подачей горячей и холодной воды, возникает вопрос, а зачем добавлять еще пару вентилей, если на входе в квартиру или индивидуальный дом уже стоит вентиль для каждого «сорта» воды.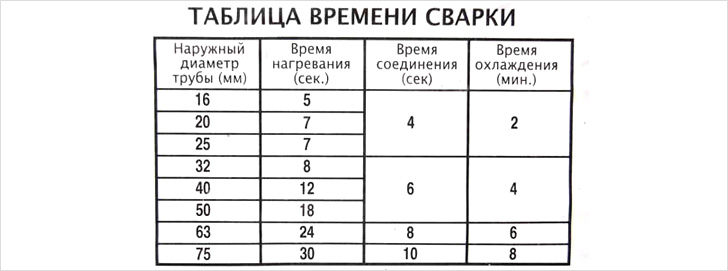 Увы, без вентилей, образующих простейший смеситель (рис. 68), это невозможно. Их отсутствие вызовет так называемую «прокачку»: горячая вода будет попадать в холодную. Соседние квартиры, ближайшие малоэтажные дома вместо горячей будут получать теплую воду.
Увы, без вентилей, образующих простейший смеситель (рис. 68), это невозможно. Их отсутствие вызовет так называемую «прокачку»: горячая вода будет попадать в холодную. Соседние квартиры, ближайшие малоэтажные дома вместо горячей будут получать теплую воду.
В сложном смесителе (рис. 69) нижний кран, набирающий воду в ванну или раковину, полностью заменяется краном (рис. 73).
Однако необходима промежуточная деталь – угольник, в который мы будем вкручивать метчик (рис. 74).
Обратите особое внимание на разницу между краном и клапаном (рис. 75).
Клапан имеет только одну наружную резьбу для соединения через муфту или колено с трубой. Корпус клапана имеет две внутренние резьбы для ввинчивания труб.При вкручивании одной трубы функции крана и вентиля совпадают. Но только кран поворачивает струю воды, и только вентиль ставится между двумя трубами.
Цифры и стрелка нанесены на каждый корпус клапана. Число 20, например, означает диаметр свободного пространства, которое остается для прохода воды после того, как труба вкручена в корпус.
Стрелка на корпусе должна «смотреть» в сторону движения воды. Если задвижка установлена на трубах против направления стрелки, то возникают большие гидравлические сопротивления.Они мешают, снижая давление воды. Это очень заметно на верхних этажах домов во время пиковых спадов воды, а в приусадебном участке — при поливе и т.п.
Правда, иногда «забывают» накинуть стрелку на корпус клапана. Что делать? Они смотрят в торцы корпуса клапана, куда потом будут вкручиваться трубы. Вода должна поступать по трубе до конца, где не видны клапан, резиновая прокладка и гайка. Чтобы сделать эти детали более заметными, маховик немного ввинчивается или вывинчивается из штока.
Диффузор для садовой поливочной головки подходит в качестве душевой сетки в смесителе. Отсутствие садовой лейки не проблема. Диффузор изготовлен из больших жестяных банок. Его части (рис. 70а) соединяются специальным швом, называемым в кровельном деле «лежачим швом». Шов пропаивается или закрашивается масляной краской, что предотвращает протечки и обеспечивает достаточный напор в нескольких отверстиях.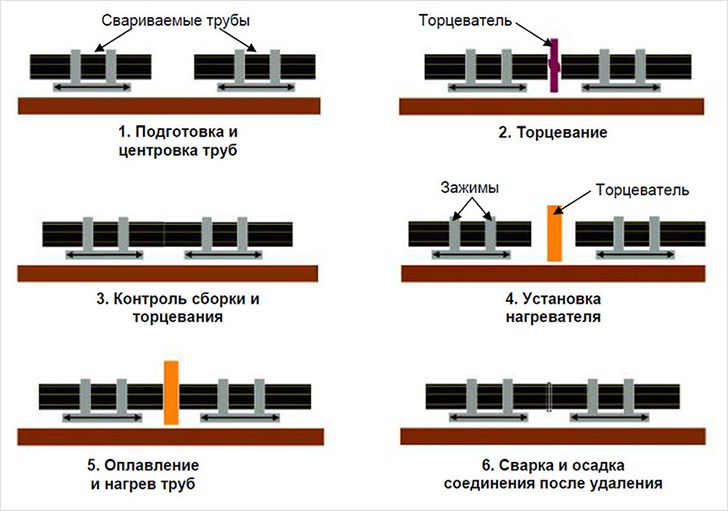
Струи воды из шва, фонтанирующие в потолок под сильным напором воды, тоже не порадуют владельцев душа.
Два-три насечка на трубке диффузора перед прокаткой делают на стороне, которая не припаяна. Разрезы предпочтительнее делать кровельными ножницами или, в крайнем случае, большими портновскими. Использование других типов ножниц затупит их. Стамеска прекрасно прорезает жесть на плате, но это слишком трудоемкая технология изготовления рассеивателя.
Конец душевой трубки обмотан полоской тонкой резины. Трубка диффузора надевается с надрезами на подготовленный конец душевой трубки.Хомут стягивает разрезы, крепящие диффузор к душевой трубе. Давление воды больше не будет срывать диффузор.
Две банки также являются «исходным продуктом» для душевой сетки (рис. 70b). Хотя душевая сетка из банки имеет более привлекательный вид: пайка более незаметна.
Дизайн сетки для душа начинается с вырезания крышки при открытии банки. Отверстие в центре крышки вырезается таким образом, чтобы конец душевой трубки входил в него с некоторым трудом.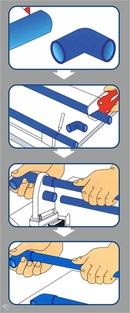 Это отверстие не так просто вырезать. Многочисленные отверстия, пробитые гвоздем, отверткой с металлической ручкой или стамеской по отмеченному контуру, ускорят работу. Понятно, что перемычки между отверстиями для гвоздей удаляются стамеской или лезвием отвертки.
Это отверстие не так просто вырезать. Многочисленные отверстия, пробитые гвоздем, отверткой с металлической ручкой или стамеской по отмеченному контуру, ускорят работу. Понятно, что перемычки между отверстиями для гвоздей удаляются стамеской или лезвием отвертки.
Используйте шайбы, прокладки и контргайки, чтобы прикрепить крышку к концу душевой трубки. В дне оставшейся масти банки со стенками или во второй банке пробивают отверстия, образующие сетку. Операции по «организации» сетки будут удобнее, если на бревно насадить консервную банку.Затем забейте внешнюю сторону днища гвоздем и молотком.
Недостатком конструкции душевой сетки из банок является то, что для соединения ее частей необходимо открутить душевую трубку от смесителя. Не паять по весу и по высоте?!
Не надо «изобретать» душевую сетку, если есть детали от гибкого шланга давнего заводского производства (рис. 70в) плюс патрубок и накидная гайка от штатного смесителя. Важно, чтобы резьба патрубка и муфты совпадала, а накидная гайка навинчивалась на соответствующую резьбу специальной гайки. Если этого не происходит, то либо ищут патрубок и накидную гайку с «родственной» резьбой, либо вытачивают детали с нужной резьбой на токарном станке.
Если этого не происходит, то либо ищут патрубок и накидную гайку с «родственной» резьбой, либо вытачивают детали с нужной резьбой на токарном станке.
На рисунке 71 показан один из самых простых бытовых смесителей, которые выпускались в прошлые годы. «Встреча» и смешивание холодной и горячей воды происходит в хромированной латунной трубке. Выпуск смеси осуществляется через впаянный ниппель. Концы смесителя через резиновые трубки быстро соприкасаются с кранами, заливками различной формы и т.п.Такой смеситель удобно монтировать, например, между краном на трубе горячей воды проточной газовой колонки и краном на трубе холодной воды. №
Этот смеситель, подвешенный над умывальником, не требует дополнительных приспособлений. А вот над раковиной на его соску натягивается подходящая резиновая трубка, которую перемещают по мере необходимости. Когда мойка двухкамерная, без такой дополнительной резиновой трубки просто не обойтись, ведь ниппель стационарный. Это предусмотрели дизайнеры. Встречаются мойки, на полки которых крепятся смеситель и щетка на гибком шланге. Горячая вода по шлангу поступает к щетке. Аналогичный шланг с душевой сеткой и держателем входит в комплект описываемого смесителя (рис. 71). Этот шланг особенно удобен, когда смеситель находится над ванной, поддоном и т. д.
Встречаются мойки, на полки которых крепятся смеситель и щетка на гибком шланге. Горячая вода по шлангу поступает к щетке. Аналогичный шланг с душевой сеткой и держателем входит в комплект описываемого смесителя (рис. 71). Этот шланг особенно удобен, когда смеситель находится над ванной, поддоном и т. д.
Смеситель имеет недостатки, связанные с простотой конструкции. Для предотвращения трещин на тонкостенном шланге его заменяют «резиновым напорным рукавом с армированием резьбой»…» или «рукав резиновый для газовой сварки и резки металла».
Рис. 71. Простейший универсальный заводской миксер:
1 — край; 2 — резиновая трубка; 3 — смеситель; 4 — специальная пластиковая гайка; 5 — резиновая шайба; 6 — корпус; 7- сетка; 8 — коронка; 9 — скелет; 10 — шланг; 11 — металлическая специальная гайка; 12 — ниппель
Чтобы резиновые трубки не соскакивали с концов смесителя при напоре воды, их стягивают хомутами или связывают тонкой медной проволокой или прочными нитками.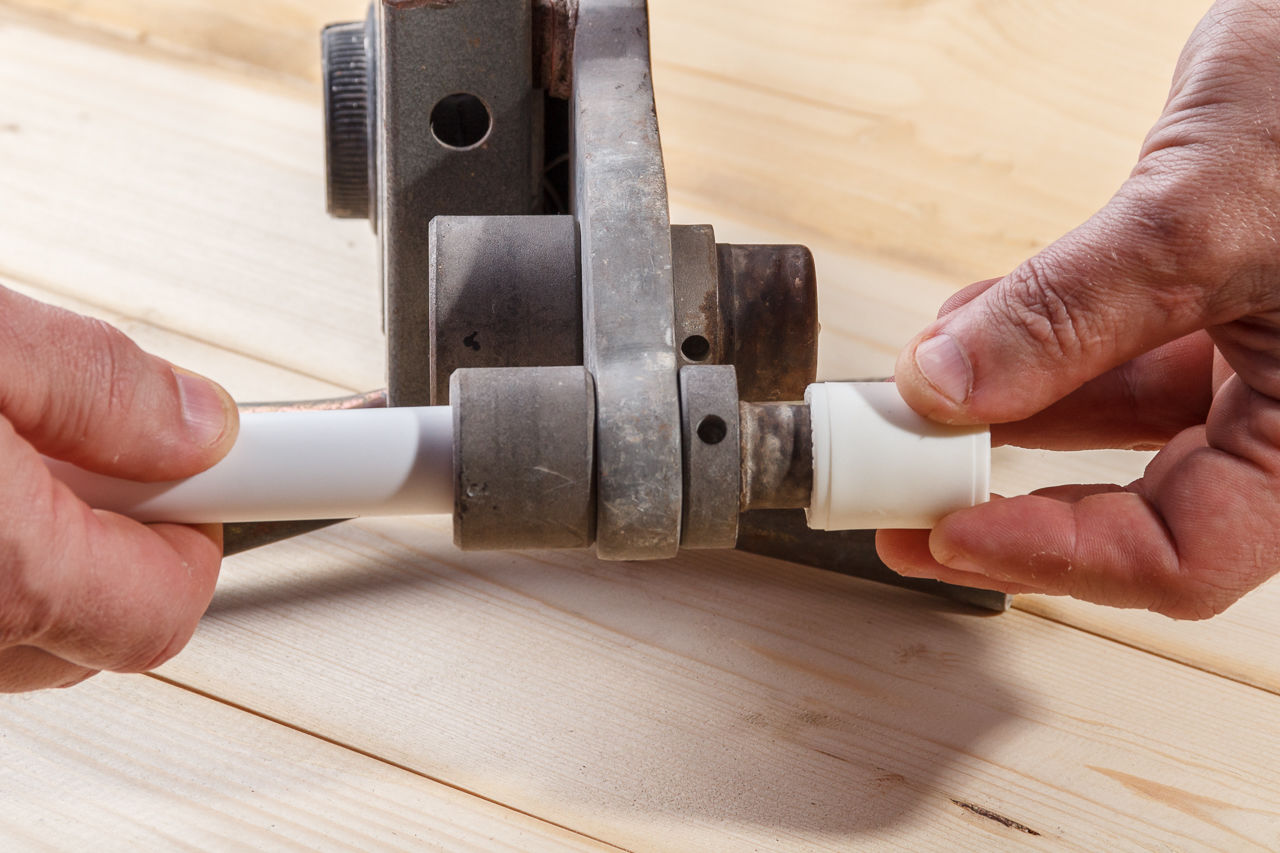 Подобный смеситель сделать несложно. Вы можете заменить латунную трубку на резиновую с отверстием посередине. Однако «зацементировать» душевую трубу или шланг будет сложнее.
Подобный смеситель сделать несложно. Вы можете заменить латунную трубку на резиновую с отверстием посередине. Однако «зацементировать» душевую трубу или шланг будет сложнее.
Искусно изготовленный заводской держатель. Резиновая шайба вставлена в пластиковый корпус с внутренней резьбой. Эта шайба стопорится специальной пластмассовой гайкой, имеющей в центре шестигранник для завинчивания и отвинчивания (рис. 71, поз. 4). Держатель крепится к ниппелю смесителя благодаря отверстию 5–8 мм в резиновой шайбе.Диаметр отверстия в шайбе на два миллиметра меньше внешнего диаметра ниппеля. Основное преимущество держателя — скорость снятия и надевания, да и в целом подключение шланга.
Держатель самостоятельно вытачивается на токарном станке. Внутренний шестигранник на стопорной гайке не нужен. Его полностью заменит выступ с двумя лысками под обычный ключ (рис. 71, поз. 11). Вариант без держателя тоже вполне возможен. Его заменит трубчатый тройник, сваренный из металлических трубок или сваренный из пластиковых. Диаметры труб тройника подбираются по имеющимся резиновым трубкам.
Диаметры труб тройника подбираются по имеющимся резиновым трубкам.
Краны водопроводные
Ремонт крана настольного
Смесители настольные водоразборные (ГОСТ 20275-74) включают в себя смеситель КТН15 ЖД настольный туалетный с жестко закрепленным изливом (рис. 72а). Нижняя часть патрубка корпуса имеет четыре выступа, равномерно расположенных по окружности непосредственно над резьбой. Этими выступами фиксируется кран от проворачивания в прямоугольном отверстии раковины или умывальника.
Рис. 72. Смесители для настольных туалетов:
а -КТН15ЖД; б — КВН15Д;
1 — выжимной; 2 — контргайка; 3 — уплотнение; 4 — короткий рукав; 5 — бочонок; 6 — длинный рукав; 7 — металлическая шайба; 8 — гайка; 9 — резиновая шайба; 10 — полка умывальника; 11 — гидроблок; 12 — клапанная головка; 13 — носик; 14 — накидная гайка; 15 — пластиковое кольцо; 16 — кольцо резиновое
Раковины здесь не применимы, так как не имеют полки для установки крана.
Зазор между прямоугольным отверстием в полке и корпусом клапана закрыть непросто. Если этого не сделать, то при пользовании краном вода будет стекать по подающей трубе. Беда будет не только в появлении ржавчины на трубопроводе и луж на полу.
Мокрый трубопровод вызовет подозрение у неопытного владельца. Перекрыв доступ воды к трубопроводу, некоторые начинают его откручивать.
Это ошибочный метод поиска основной причины протечки воды.Две резиновые шайбы 9, имеется в комплекте клапана, при установке последнего устанавливайте так, чтобы исключить зазоры между корпусом клапана и четырехугольным отверстием полки 10 … Если стандартные шайбы после затяжки контргайки 2 зазоры не перекрывают, тогда шайбы следует вырезать из листа резины необходимой толщины и упругости.
Зазоры возникают при эксплуатации крана по нескольким причинам: высыхание резины, смещение трубопровода, слабая начальная затяжка контргайки.Использование шпаклевки, пластилина на сухих поверхностях – это наиболее быстрое устранение щелей. Цемент тоже хороший. После высыхания покрывается масляной краской.
Цемент тоже хороший. После высыхания покрывается масляной краской.
Сама полка редко принимает горизонтальное положение. Здесь речь идет об одной полке без умывальника, ибо последний может быть с некоторым браком. Валик по краям полки не должен пропускать воду под умывальник. В противном случае можно шпаклевкой для окон промазать зазор между вертикальной тыльной стороной полки и стеной, к которой примыкает умывальник.
Вода поступает на полку умывальника разными путями: брызгами, протечками из-под сальниковой втулки и, наконец, струйками из-под накидной гайки излива на смесителях других модификаций. Причина утечки устанавливается после протирания клапана насухо и открывания головки клапана маховиком.
Подтягивание втулки сальника обычно приводит к удалению струйки из-под нее. Изношенные резиновые кольца 16 излияние 13 заменить. При отсутствии новых резиновых колец нити резьбового уплотнения наматываются на старые. 17 , затяните накидную гайку 14 . .. После такого ремонта носик нельзя проворачивать, так как будет нарушена пломба.
.. После такого ремонта носик нельзя проворачивать, так как будет нарушена пломба.
Умывальники керамические иностранного производства часто не имеют отверстий или отверстий в полках. Следовательно, смеситель или настольный кран нельзя вставить в полку. Выход: с помощью настенного смесителя или крана. Но можно очень аккуратно пробить нужное отверстие в полке. Для этого умывальник переверните и поставьте на плоскость, чтобы он не качался.Намечается форма отверстия на задней части полки. Сначала осторожно острым узким стамеской сбейте тонкий слой глазури. Затем постепенно делают углубление. Также можно просверлить отверстия твердосплавным сверлом с помощью электродрели. Понятно, что второе и третье отверстия нужно сверлить еще тщательнее, чем первое.
Отверстия ослабляют полку. Прежде чем приступать к таким работам, попробуйте сделать это на куске глиняной посуды, на сломанной поломке умывальника, отслужившем свой срок смывном бачке и т.п.Даже у опытных сантехников иногда получается большая дыра с очень неровными краями.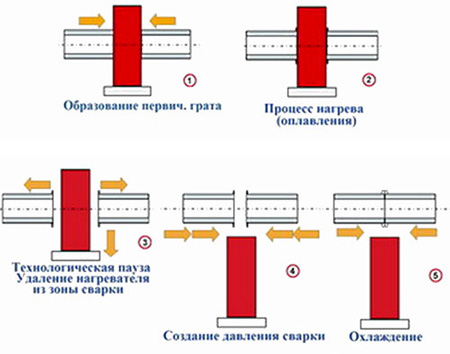 Фаянс бывает разной твердости и пластичности. Прокладки и шайбы, входящие в комплект клапана, не закроют такое отверстие. Поэтому целесообразно вырезать из листа алюминия или коррозионностойкой стали пластины с отверстиями и соответственно резиновые прокладки к ним (по одной пластине и одной прокладке с каждой стороны полки). Отверстие будет полностью закрыто, когда пластины и прокладки будут стянуты вместе с контргайкой на корпусе клапана.
Фаянс бывает разной твердости и пластичности. Прокладки и шайбы, входящие в комплект клапана, не закроют такое отверстие. Поэтому целесообразно вырезать из листа алюминия или коррозионностойкой стали пластины с отверстиями и соответственно резиновые прокладки к ним (по одной пластине и одной прокладке с каждой стороны полки). Отверстие будет полностью закрыто, когда пластины и прокладки будут стянуты вместе с контргайкой на корпусе клапана.
Установка или замена корпуса 11 смеситель, как правило, изготавливается со снятым с кронштейнов умывальником. Для этого штуцер подводящего патрубка должен располагаться ниже дна умывальника или раковины. В противном случае угол поворота рычага или ключа будет ограничен вертикальной стенкой прибора и стеной помещения.
Используйте ракель для разъема 1 , то есть короткий отрезок трубы с внутренним диаметром 15 мм и длиной 110 мм.Оба конца ракеля имеют резьбу GI/2. Длина нити больше с одной стороны. Муфта полностью накручена на него. 4 и стопорная гайка 2 .
4 и стопорная гайка 2 .
Есть еще несколько модификаций настольных кранов: у КТН10Д входной патрубок 3/8″ вкручивается непосредственно в корпус; КВН15Д и КТН15Д снабжены поворотным изливом, как у крана настенного унитаза КТ15Д.
Прилагается к корпусу накидной гайкой.Уплотнение обеспечивается резиновым кольцом между носиком и горловиной корпуса.Кольцо частично входит в круглую канавку в нижней части носика. Вторая канавка расположена выше. Включает пластиковое распорное кольцо 15 y предотвращение выскальзывания носика из накидной гайки 14 с высоким давлением воды. Если пластиковое кольцо сломано, его можно сделать из медной проволоки. Резиновые кольца проданы. Аналогичные можно вырезать из подходящей резиновой трубки.
Краны КВН15Д и КТН15АД имеют аэраторы на выходной части носика. Они периодически забиваются посторонними частицами, содержащимися в воде.Струя полностью ослабевает. Затем открутите внешнее кольцо аэратора. Выньте сетку. Продуйте и промойте в направлении, противоположном носику.
Продуйте и промойте в направлении, противоположном носику.
Ремонт стенового крана
К ним относятся латунные пятнышки КБ15 (рис. 73) и КБ20, устанавливаемые через муфту 2 на трубы с номинальным внутренним диаметром 15 или 20 мм, то есть на трубы 1/2″ и 3/4″. Кран КВ15СД имеет выпрямитель потока и защитно-декоративное покрытие. Он вдвое дороже крана КВ15, а кран КВ15АД имеет аэратор и защитно-декоративное покрытие.
Рис. 73. Кран водоразборный настенный КВ15:
1 — труба; 2 — сцепление; 3 — уплотнение; 4 — раковина спинка; 5 — гидроблок; 6 — прокладка; 7 — головка крана
Краны могут быть установлены где угодно. Они особенно удобны на садовом или приусадебном участке. Если нет вилки или вилки, можно использовать и кран.
Специально для этих смесителей выпускаются мойки типа ПК: РС-1 — с одним отверстием сзади, РС-2 — с двумя отверстиями.В общем, в комплект мойки входят спинка и сама раковина с приваренным отводом. В комплекте часто отсутствуют винты с оцинкованными головками для крепления спинки к стене. Оцинкованные винты встречаются редко. Используйте обычные винты, но перед установкой покройте их головки белой масляной краской и дайте им высохнуть.
В комплекте часто отсутствуют винты с оцинкованными головками для крепления спинки к стене. Оцинкованные винты встречаются редко. Используйте обычные винты, но перед установкой покройте их головки белой масляной краской и дайте им высохнуть.
Для данного типа моек необходима чугунная ревизия сифона, т.к. сифон из пластиковой бутылки сюда не подходит. Раковины ПК не имеют большого отверстия в дне для установки пластикового отвода сифона.Металлический отвод, приваренный к днищу раковины, вставляется непосредственно в гидрозатвор чугунного ревизионного сифона. Между ними остается щель, через которую может стекать вода при засорении канализационной трубы. Поэтому перед опусканием в гидрозатвор сифона накрутите уплотнительную нить на металлический выход раковины. Обязательно пропитайте эту прядь смолой или масляной краской, что предотвратит гниение уплотнителя.
После плотного соединения выпускного отверстия и сифона замажьте стык цементом.Чтобы цемент не рассыпался, оберните его мокрой полоской марли или бинта и сверху смажьте жидким цементом. Это обеспечит герметичность соединения на долгие годы.
Это обеспечит герметичность соединения на долгие годы.
Мойки ПКВ-1 и РСВ-2 отличаются от моек ПК тем, что в них установлены сифоны из пластиковых бутылок. Использование настенных смесителей с умывальниками и раковинами нецелесообразно. Дело в том, что чем ближе «носик» крана к выходному отверстию, тем меньше брызг.
Излив раковины располагается на расстоянии 150 мм от стены, а излив смесителя на расстоянии 90-105 мм.В умывальниках и раковинах выпуски располагают на расстоянии 180–255 мм от стены. Расположите кран ближе к дну раковины или раковины, чтобы уменьшить разбрызгивание. На носик крана можно также надеть резиновую трубку.
Некоторые придвигают входную трубу вместе с клапаном ближе к выходу. Тогда для этого используйте оцинкованную трубу, которая немного скрасит видимую разницу между хромированным краном и внешним цветом трубы.
Смеситель настенный для унитаза КТ15Д (рис.74) претерпел ряд изменений. Раньше его носик ввинчивался прямо в корпус, то есть носик имел одно стационарное положение. При попытке вывернуть носик из резьбового соединения с корпусом начал капать. Носик пришлось вывернуть, нити уплотнителя накрутить на резьбу и снова с трудом завернуть в корпус.
При попытке вывернуть носик из резьбового соединения с корпусом начал капать. Носик пришлось вывернуть, нити уплотнителя накрутить на резьбу и снова с трудом завернуть в корпус.
Рис. 74. Смеситель настенный для унитаза KT15D:
1 — труба; 2 — сцепление; 3, 6 — уплотнение; 4 — патрубок; 5 — гидроблок; 7 — головка крана; 8 — резиновое кольцо; 9 — распорное пластиковое кольцо; 10 — накидная гайка; 11 — носик
Теперь носик крепится к корпусу клапана с помощью накидной гайки 10 … Благодаря резиновому уплотнительному кольцу 8 и расширяющееся пластиковое кольцо 9 носик поворотный. Резиновое кольцо предотвращает протекание носика, а расширяющееся кольцо предотвращает выпадение носика из-под накидной гайки. Пластиковое компенсационное кольцо иногда ломается. Замените его кольцом из медной проволоки, которую можно отжечь, чтобы «смягчить». Под резиновое кольцо, когда оно износится, намотайте, скажем, нитки или купите новое в магазине Сантехника.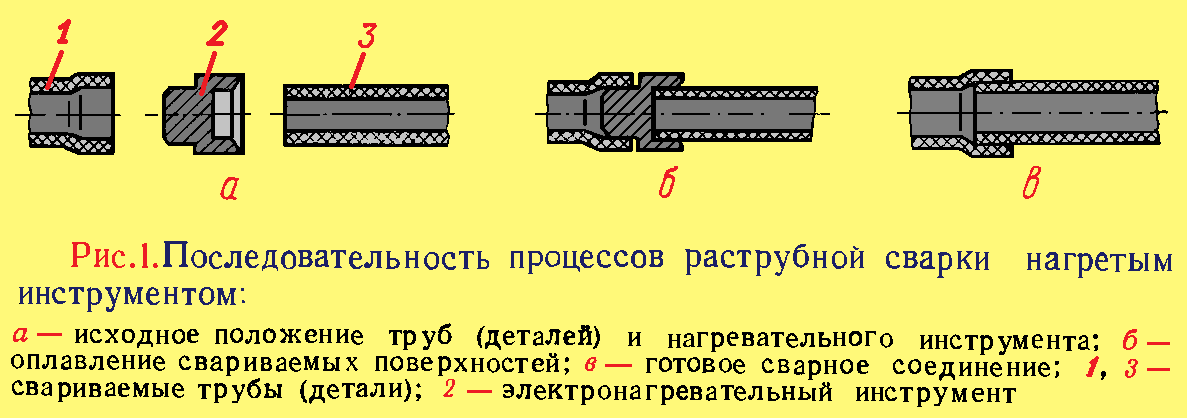 Можно самому вырезать нужные кольца из подходящей резиновой трубки, но по качеству и долговечности они будут хуже фирменных.
Можно самому вырезать нужные кольца из подходящей резиновой трубки, но по качеству и долговечности они будут хуже фирменных.
Водопроводная труба 1 с внутренним диаметром 15 мм (1/2 дюйма), соединенным с корпусом клапана 5 (Кр67э) через муфту 2 … В корпус предварительно вкручивается патрубок 4 … Чтобы не повредить резьбу, на выступающей части патрубка делают надрез, при этом патрубок не отрезают от трубы. После отделения патрубка на нем зачищают заусенцы, навинчивают уплотнение и с помощью стальной пластины вкручивают в корпус клапана.Вместо пластины можно использовать фиксированную рукоятку трубного ключа старого образца с рукояткой из многомиллиметровой стальной пластины.
В кране КТ15Д упрощено соединение корпуса с подводящим трубопроводом. Патрубок и корпус совмещены, для соединения требуется только муфта.
Из книги Сантехник: выбери и подключи сам автора Алексеев Виктор Сергеевич Какие виды смесителей существуют, в чем их отличия, преимущества и недостатки Все виды смесителей, применяемых в бытовой сантехнике для раковин, умывальников, ванн и душевых кабин, специалисты-сантехники делят на 3 группы. Продукция первой группы —
Продукция первой группы —
Изготовление древесного угля Обычно после перегонки проводят фильтрацию через различные фильтры.Многие дистилляторы ограничиваются только активированным углем. Возможно, это связано с тем, что таблетки продаются во всех аптеках. Но гораздо проще и эффективнее
Из книги Полная энциклопедия молодой хозяйки автора Поливалина Любовь Александровна Из книги Филлипса Билла «Справочник по замкам для слесаря». Приготовление самодельных мастик Мастика масляно-цементно-меловая Состав: 1) олифа (оксол) — 36 частей; 2) мел сухой мелкомолотый — 47 частей; 3) Портландцемент марки 300 или 400 – 17 частей. Мел тщательно перемешивают с цементом, просеивают через частое сито, тщательно перемешивают
Мел тщательно перемешивают с цементом, просеивают через частое сито, тщательно перемешивают
Изготовление ульев Совет №200 При нормальной эксплуатации срок службы улья не менее 10 лет. Однако этот период также может быть увеличен.Для этого необходимо: использовать только качественные материалы; правильно обрабатывать и собирать детали; покрасить
Из книги Extreme Survival Tutorial автора Молодан ИгорьИзготовление локомотива Прежде чем приступить к изготовлению локомотива, внимательно прочитайте описание и разберитесь с чертежами. Когда вы будете иметь четкое представление об устройстве модели и ходе ее изготовления, выберите материал, инструмент и приступайте к работе.
Из книги Большая рыболовная энциклопедия.Том 1 автора Шаганов Антон 2. 1.1. Ремонт и пошив одежды Уход за одеждой. Одежду необходимо ежедневно вытряхивать и проветривать и сушить на солнце, а порванные места своевременно заделывать. Порванную одежду можно зашить из подручных материалов или склеить с помощью
1.1. Ремонт и пошив одежды Уход за одеждой. Одежду необходимо ежедневно вытряхивать и проветривать и сушить на солнце, а порванные места своевременно заделывать. Порванную одежду можно зашить из подручных материалов или склеить с помощью
Ремонт и пошив одежды Уход за одеждой. Одежду необходимо ежедневно вытряхивать, проветривать и сушить, своевременно чинить.Порванную одежду можно зашить или заклеить, используя в качестве клея хвойную смолу. Порван на ремонт
Из книги автораКонструкция и изготовление Все насадки по конструкции можно разделить на неразборные, обычно используемые для рыбалки возле дома, и складные, более удобные для транспортировки на водоем. 17.2 показан классический цельный топ: зауженный
. Из авторской книгиПроектирование и изготовление В старину каркас багета делали исключительно из круглых или овальных деревянных обручей.В наше время гораздо чаще используются пластиковые или металлические обручи (они же каркасные кольца, они же катели, несоответствие
Смесители полипропиленовые вызывают недоверие у многих покупателей из-за того, что они считают материал изготовления ненадежным и недолговечным.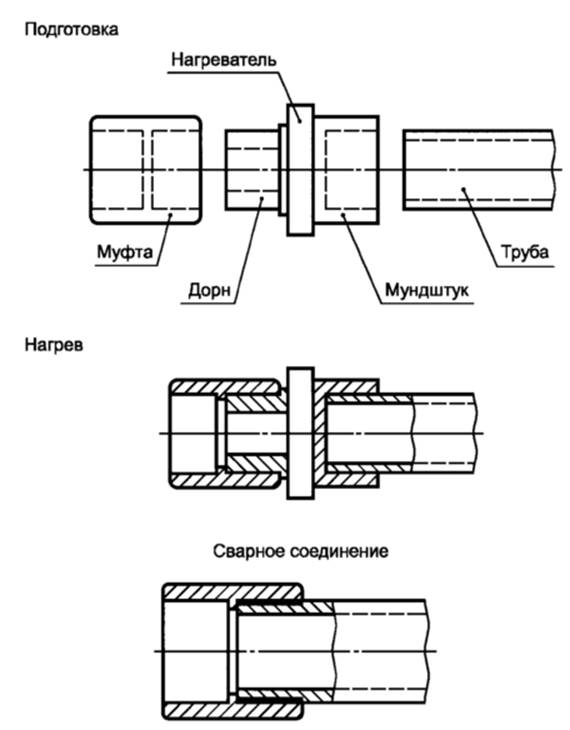 Между тем современные технологии обеспечивают высочайшее качество изготовления, благодаря чему по своим свойствам такие краны не уступают металлическим изделиям, а по некоторым параметрам даже превосходят их. В данной статье будут рассмотрены основные особенности данного вида продукции и критерии выбора качественных моделей.
Между тем современные технологии обеспечивают высочайшее качество изготовления, благодаря чему по своим свойствам такие краны не уступают металлическим изделиям, а по некоторым параметрам даже превосходят их. В данной статье будут рассмотрены основные особенности данного вида продукции и критерии выбора качественных моделей.
Преимущества этой группы товаров
Краны для полипропиленовых труб могут быть самыми разными: стальными, латунными или из того же материала, что и магистральные коммуникации. Именно последний вариант мы и рассмотрим подробнее, тем более, что он имеет ряд неоспоримых преимуществ:
| Простота установки | Любой специалист подтвердит, что полипропиленовый смеситель своими руками установить намного проще, чем металлический.Система крепления заключается, а главное, подобрать узлы с нужной резьбой, чтобы не пришлось снова возвращаться в магазин за заменой. |
| Малый вес | Масса конструкций этого типа значительно ниже, чем у других вариантов. Это не только упрощает их погрузку и транспортировку, но и снижает нагрузку на конструкцию, что в ряде случаев является основополагающим фактором при выборе Это не только упрощает их погрузку и транспортировку, но и снижает нагрузку на конструкцию, что в ряде случаев является основополагающим фактором при выборе | .
| Стойкий к коррозии | Благодаря тому, что полипропилен не подвержен коррозионным процессам, внутренняя поверхность агрегатов долгие годы остается гладкой, на ней не скапливается налет и значительно снижается вероятность засоров |
| Простота эксплуатации | После установки и сборки системы краны не нуждаются в обслуживании, то есть не нужно периодически проверять и прочищать коммуникации, что очень важно в труднодоступных по каким-либо причинам местах |
| Долговечность | Срок службы изделий из полипропилена составляет около 50 лет, что превышает показатели большинства аналогов.При этом цена на продукцию весьма демократична, что также можно отнести к важным преимуществам. |
Важно!
Еще одним важным преимуществом является то, что запорный механизм изготовлен из высококачественной нержавеющей стали, что гарантирует долговечность конструкции и ее устойчивость к неблагоприятным воздействиям.

Особенности полипропиленовых кранов
Для начала необходимо разобраться в основных конструктивных особенностях, это позволит лучше понять принцип работы системы.
Устройство
Изделия могут изготавливаться из разных видов сырья, чаще всего верхний предел термостойкости ограничивается 95 градусами. Лучше всего выбирать конструкции из сорта сырья PPRC, размерный ряд изделий достаточно широк, но наиболее распространены размеры 20, 25, 32 и 50 мм, но можно найти и другие варианты.
Независимо от размера конструкция состоит из следующих компонентов:
- Корпус из высокопрочного полипропилена … Очень важно, чтобы узел был отлит качественно, без изъянов и поверхностных дефектов.
- Запорный элемент — шар с отверстием для стока воды . Лучше всего, если он будет из нержавеющей стали, а поверхность отшлифована лазером, это обеспечит максимально плотное и надежное прилегание.
- Шток является осью, на которой крепится запорный механизм , он должен быть установлен очень точно, чтобы исключить даже малейший люфт.
- Уплотнительные кольца используются для предотвращения попадания воды через крепления штока., они должны быть изготовлены из высококачественной резины.
- Для плотного прилегания шара к корпусу используются два кольца, которые могут быть изготовлены из ПТФЭ или Тефлона.
- Регулировка механизма осуществляется с помощью рукоятки, которая крепится специальным винтом .

Виды продукции
В зависимости от конструктивных особенностей все подобные изделия можно разделить на несколько групп.
Например, в зависимости от типа корпуса можно выделить следующие варианты:
- Неразборные варианты имеют прочный корпус, просты в эксплуатации и стоят немного.Но самым большим недостатком является тот факт, что в случае поломки агрегат не ремонтируется, а заменяется целиком.
- Разборные корпуса более массивны и сложнее, но в случае неисправности их можно отремонтировать, заменив изношенные прокладки или целые части системы без замены всего узла.

В зависимости от направления потока различают следующие типы:
- Прямые линии, по которым жидкость течет в одном направлении.
- Угловые, в которых меняется направление потока, они наиболее востребованы, когда
Металлические трубы, которые уже много лет массово используются в системах водоснабжения, ушли в прошлое. На смену им пришел материал последнего поколения – полипропилен. Полипропиленовая сантехника своими руками проста в монтаже, устойчива к высоким температурам и химическим веществам.
Основные преимущества:
- срок службы труб для горячей воды более 25 лет, для холодной воды — более 50;
- высокая стойкость к коррозии;
- гладкая внутренняя поверхность стенок препятствует образованию наростов;
- низкое гидравлическое сопротивление;
- экологичность материала;
- герметичность сварных швов;
- высокая прочность;
- простота установки.

Чтобы при эксплуатации водопровода не возникало проблем, монтаж водопровода из полипропиленовых труб своими руками должен производиться только из качественных материалов. Определяющими факторами при выборе компонентов являются условия их эксплуатации, температурный режим и рабочее давление всей системы.
Маркировка полипропиленовых труб
- PN10 — для холодного водоснабжения.
- PN16 — для холодной и горячей воды.
- PN20 — для горячего водоснабжения и монтажа систем отопления.
- PN25 — в основном для систем отопления.
Иногда температура жидкости, проходящей по трубам, превышает 90°С. В таких случаях применяют маркировку PN20 и PN25, которые имеют армирующий слой из алюминиевой или стекловолоконной фольги. Обустройство системы холодного водоснабжения сопровождается использованием труб первых двух маркировок.
Помните: Если температура воды, проходящей по трубам, достигает 100°С, с полипропиленовыми трубами ничего не случится.
 Максимальная рабочая температура взята с запасом.
Максимальная рабочая температура взята с запасом.Диаметр полипропиленовой трубы для водопровода
Трубы диаметром 20 мм используются для систем длиной до 10 метров. Трубы диаметром 25 мм предпочтительны для систем длиной от 10 до 30 м. Системы длиной более 30 м поставляются с трубами диаметром 32 мм. Диаметр стояка (если есть) должен быть 32 мм.
Определив, какие полипропиленовые трубы лучше всего подходят для водопровода в вашем доме, внимательно просмотрите всю приобретаемую продукцию.Они не должны иметь наплывов и шероховатостей. При разрезании качественной трубы ее форма остается круглой, а толщина стенки остается неизменной.
Проект системы водоснабжения
Чтобы монтаж водопровода из полипропилена своими руками на даче или в квартире прошел грамотно и без происшествий, составляется подробная схема разводки, подключения и крепления труб. При составлении этой схемы необходимо по возможности избегать лишних изгибов, деталей и стараться организовать кратчайшую длину трубопровода.
Совет: Чтобы увидеть всю картину, а именно: места пересечения труб, количество изгибов и скосов, наиболее точную схему разметки лучше всего наметить карандашом прямо на стенах.
Сантехника в квартире своими руками из полипропилена может быть организована двумя способами: закрытая или открытая . Первый считается самым распространенным, но сложным. Это требует точного расчета и профессионального исполнения. Большая часть трубопровода в этом случае должна выполняться без стыков.Хотя сварка в местах стыков не снижает надежности всей системы, такие участки все же лучше оставлять открытыми. Это необходимо для профилактического обслуживания и регулярного осмотра.
Другое дело открытая проводка. При выборе этого варианта трубы также можно сделать менее «заметными», если их уложить в углах помещения в вертикальных плоскостях, а по уровню пола в горизонтальных плоскостях.
Важными преимуществами открытой проводки являются:
- простота обслуживания;
- простота установки;
- возможность замены части системы в любой момент в случае протечки.

Варианты подключения
Возможны два варианта: последовательная и параллельная (коллекторная) системы разводки. У каждого есть свои плюсы и минусы.
Последовательная проводка
Ее еще называют тройниковая система . В этом случае монтаж полипропиленовых труб своими руками осуществляется от центральной магистрали до точек водопотребления. От одного основного стояка, на котором имеется входное запорное устройство, отходят два трубопровода: для горячей и холодной воды. Выходы ко всем точкам водопотребления от них организуют с помощью тройников.
- Преимущества системы : простота установки, экономия материалов.
- Недостатки : зависимость точек водопотребления друг от друга. Для ремонта или осмотра одного прибора или потребителя отключается вся система. Перепады давления воды происходят при одновременном открытии всех точек.
Параллельное соединение
В данной системе требуется коллектор , имеющий один вход и определенное количество выходов, соответствующее количеству точек водопотребления. Каждый трубопровод выводится индивидуально.
Каждый трубопровод выводится индивидуально.
- Преимущества : нет необходимости выключать всю систему при ремонте или обслуживании одной зоны. В случае падения давления все имеющиеся устройства и точки потребления получают абсолютно равное количество воды.
- Недостатки : трудоемкость процесса, высокая стоимость, достаточно большое количество проводок.
О том, как правильно выбрать и рассчитать, вы можете узнать из другой нашей статьи.
Подробнее о разводке тройниковых и коллекторных схем водопровода — в статье.
Если вам нужно выбрать смеситель для ванны, то на этой странице есть несколько полезных советов. Проанализируем особенности каждого из видов.
Подготавливаем необходимые инструменты и приспособления
Для обустройства водопровода в квартире своими руками из полипропилена нужны не только трубы. Также требуется большое количество дополнительных соединений, также изготовленных из полипропилена.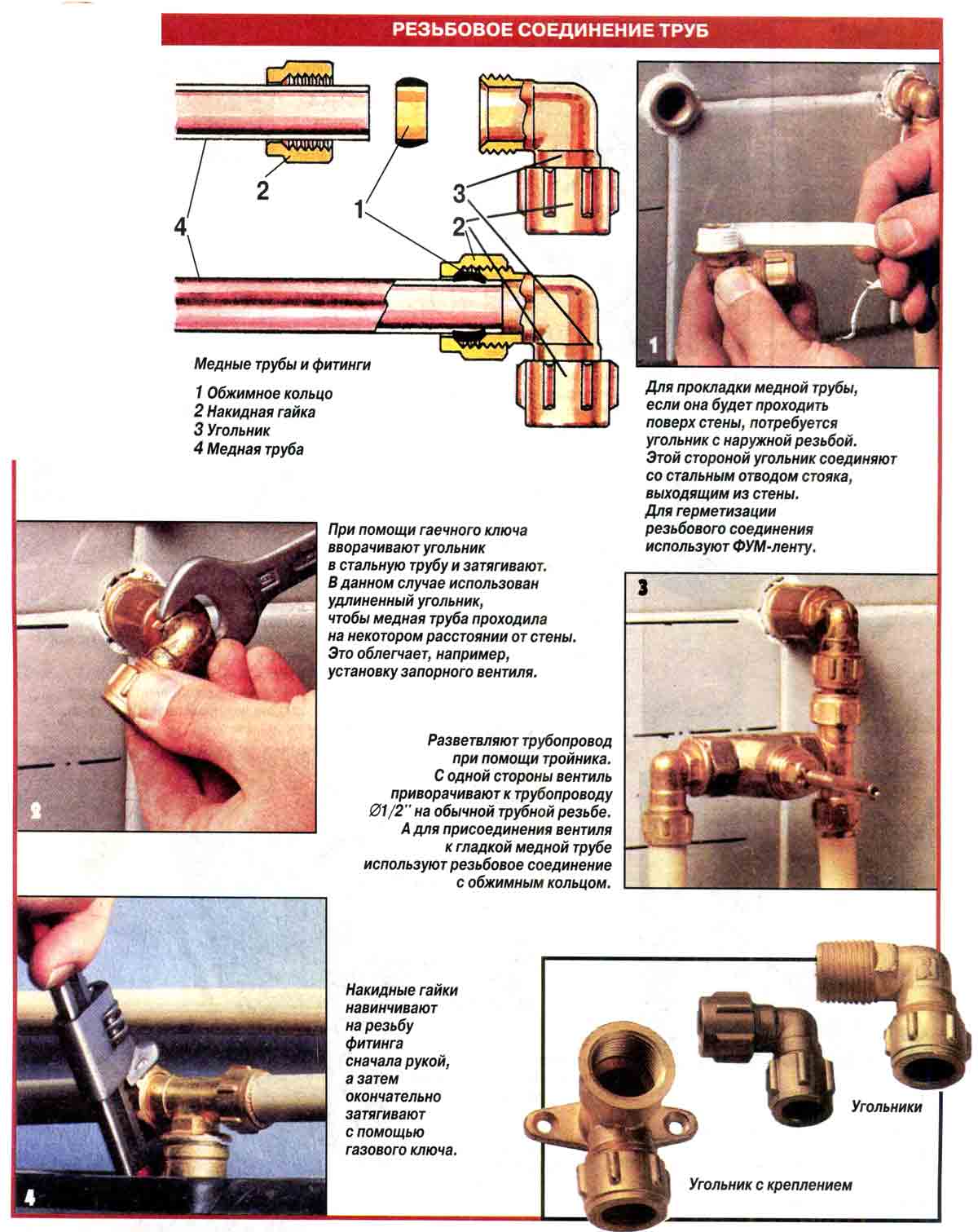 Фитинги могут быть с резьбой или без резьбы.
Фитинги могут быть с резьбой или без резьбы.
Какие бывают типы соединительных элементов для полипропиленовых труб:
- Муфты необходимы для качественного соединения прямых участков трубы и для перехода на трубу другого диаметра.
- Углы необходимы для установки трубопровода под определенным углом и обхода препятствий.
- Байпас (дуговая трубка) необходим, чтобы огибать одну трубку другой. Тройники
- применяются в местах отвода трубопроводов от основного стояка.
- Заглушки для закрытия трубопровода.
- Крестовины используются в местах перекрестного соединения труб.
- Зажимы необходимы для крепления трубопровода к стене. Расстояние между креплениями по прямым линиям 1,5-2 м. Зажимы также используются в угловых соединениях. Для фиксации трубопроводов, расположенных один над другим, используются двойные хомуты.
- с резиновыми прокладками необходимы для крепления стояков. Для жесткости соединяемые концы хомута фиксируются болтом и гайкой.

Обратите внимание: Все фитинги имеют разные диаметры и размеры. Чтобы приобрести соединительные элементы нужных размеров и в необходимом количестве, еще раз «пройдитесь» по схеме разводки водопровода.
Какие инструменты необходимы:
- Ножницы (в крайнем случае ножовка по металлу, электролобзик) для резки пластика.
- и приложения к нему.
Как пользоваться сварочным аппаратом для полипропилена
Аппарат для сварки полипропиленаимеет достаточно простую конструкцию, состоит из нагревательной плиты, терморегулятора и ручки.Форсунки крепятся с обеих сторон нагревательной пластины, имеют тефлоновое покрытие и бывают разного диаметра, что позволяет решать, в принципе, любые бытовые задачи.
- Сначала отмеряется необходимая длина трубы и отрезается строго по отметке специальными ножницами. Убираем заусенцы с помощью торцовочного инструмента; при наличии внешнего армирующего алюминиевого слоя его также удаляют. Место среза зачищают и обезжиривают. Выбранные форсунки также обезжириваются.
- Для определения глубины входа трубы в фитинг их необходимо соединить еще в ненагретом состоянии и поставить метку маркером. Насадки устанавливаются с обеих сторон сварочного аппарата, на одну из них надевается конец трубы, а на другую – штуцер.
- Устройство включается и начинает нагревать форсунки. Как только лампочки на термостате погасли, значит, продукты прогреты до 260°С. После этого на прибор устанавливается труба и фитинг и выдерживается необходимое время, которое зависит от диаметра трубы.Труба и фитинг соединяются до метки. Ваши движения быстры и точны! И никаких поворотов! Через несколько секунд монолитная деталь готова.
 Место среза зачищают и обезжиривают. Выбранные форсунки также обезжириваются.
Место среза зачищают и обезжиривают. Выбранные форсунки также обезжириваются.Для того чтобы провести качественный монтаж полипропиленовых труб своими руками, вам потребуется небольшой навык работы со сварочным аппаратом. Об этом можно узнать из ненужных обрезков труб.
Несколько советов по установке полипропиленовой сантехники:
- Сантехнику в квартире своими руками из полипропилена рекомендуется вести от точек потребления к вводам — узлам распределительных устройств.
- Крепежные элементы устанавливаются по всей планируемой линии, на них фиксируются трубопроводы, тем самым объединяясь в единую систему.
- Если прокладка водопровода из полипропиленовых труб предусматривает, что трубопроводы горячей и холодной воды проходят рядом, то магистраль холодной воды необходимо прокладывать выше, что исключит.
- Трубы располагаются строго горизонтально или вертикально и стыкуются только под прямым углом.
- В труднодоступных местах трубы монтируются в отдельный этап.

Трубы полипропиленовые для водопровода монтаж видео
В этом видео вы можете посмотреть монтаж полипропиленовых труб и послушать комментарии мастера.
Напоследок хотелось бы добавить, что цена полипропиленовых труб для водоснабжения невысокая. Чтобы лучше представить уровень цен, вот несколько примеров.
Стоимость трубы без армирования длиной 4 метра чешского производителя Экопластик (PN10, диаметр 32мм) 330 руб.Труба этого производителя с такими же характеристиками, но с армированием — 880 руб.
Турецкая труба марки СПК ПН25 () стоит 46-68-110 руб./метр погонный диаметром 20-25-32 мм соответственно.
Полипропиленовые фитингитакже недороги, например, муфта производства Турции (марка SPK) будет стоить всего 5-13 рублей за диаметр 20 и 32 мм соответственно.
НАКОНЕЧНИКОВ ДЛЯ СВАРКИ ТЕРМОПЛАСТИКОВ | King Plastic Corporation
Из архива IAPD
Сварка – это процесс соединения поверхностей путем их размягчения под действием тепла.При сварке термопластов одним из ключевых компонентов является сам материал. Пока существует сварка пластмасс, многие люди до сих пор не понимают основ, что имеет решающее значение для правильного сварного шва.
Правило номер один при сварке термопластов: вы должны сваривать подобный пластик с подобным пластиком. Чтобы получить прочный, стабильный сварной шов, необходимо убедиться, что ваша подложка и сварочный стержень идентичны; например, полипропилен в полипропилен, полиуретан в полиуретан или полиэтилен в полиэтилен.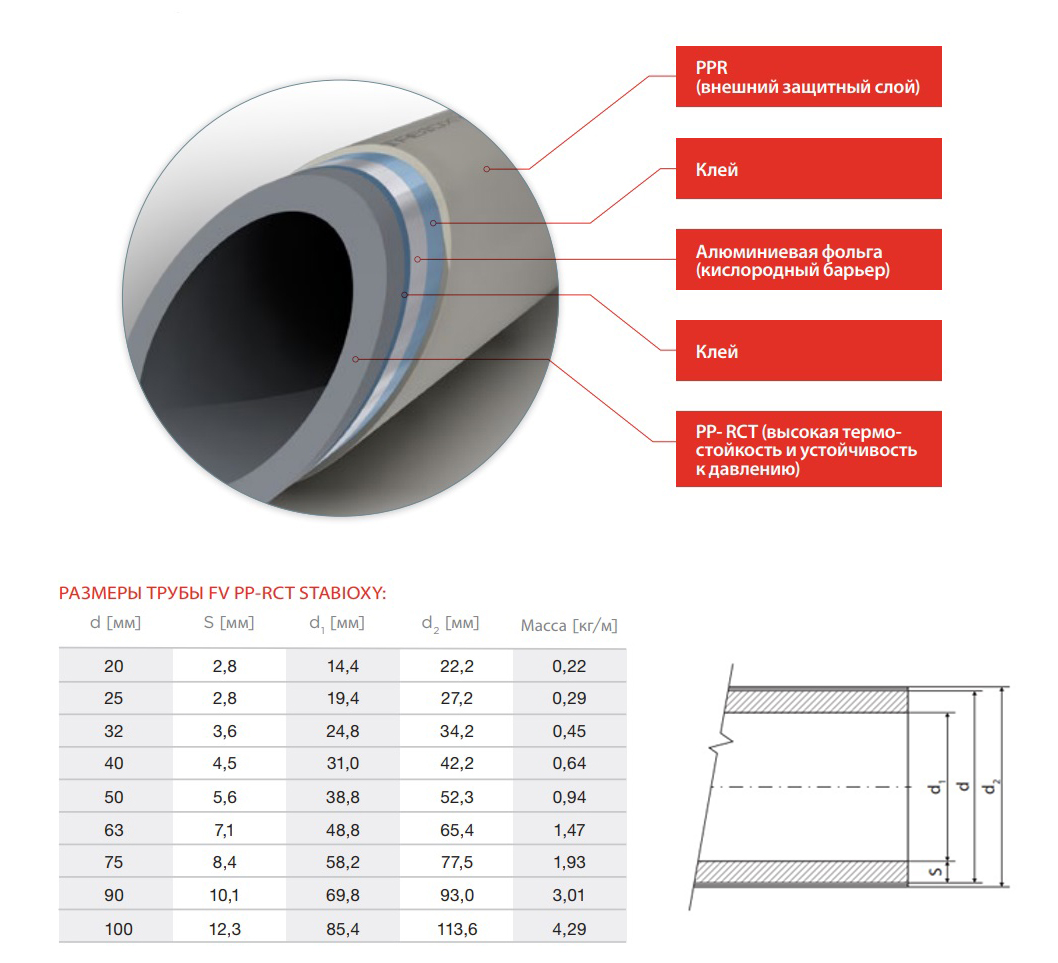
Вот несколько советов по сварке различных видов пластика и шаги, необходимые для обеспечения качественного сварного шва.
Сварочный полипропиленПолипропилен (ПП) — один из термопластов, который легче всего сваривать, и он используется для самых разных целей. Полипропилен обладает отличной химической стойкостью, низким удельным весом, высокой прочностью на растяжение и является наиболее стабильным полиолефином. Доказанные области применения полипропилена: гальваническое оборудование, резервуары, воздуховоды, травильные станки, вытяжные шкафы, скрубберы и ортопедия.
Для сварки полипропилена сварочный аппарат должен быть настроен примерно на 572°F/300°C; определение вашей температуры будет зависеть от того, какой тип сварочного аппарата вы покупаете, и рекомендаций производителя. При использовании сварочного аппарата для термопластов с нагревательным элементом мощностью 500 Вт и напряжением 120 В регулятор подачи воздуха должен быть установлен примерно на 5 фунтов на квадратный дюйм.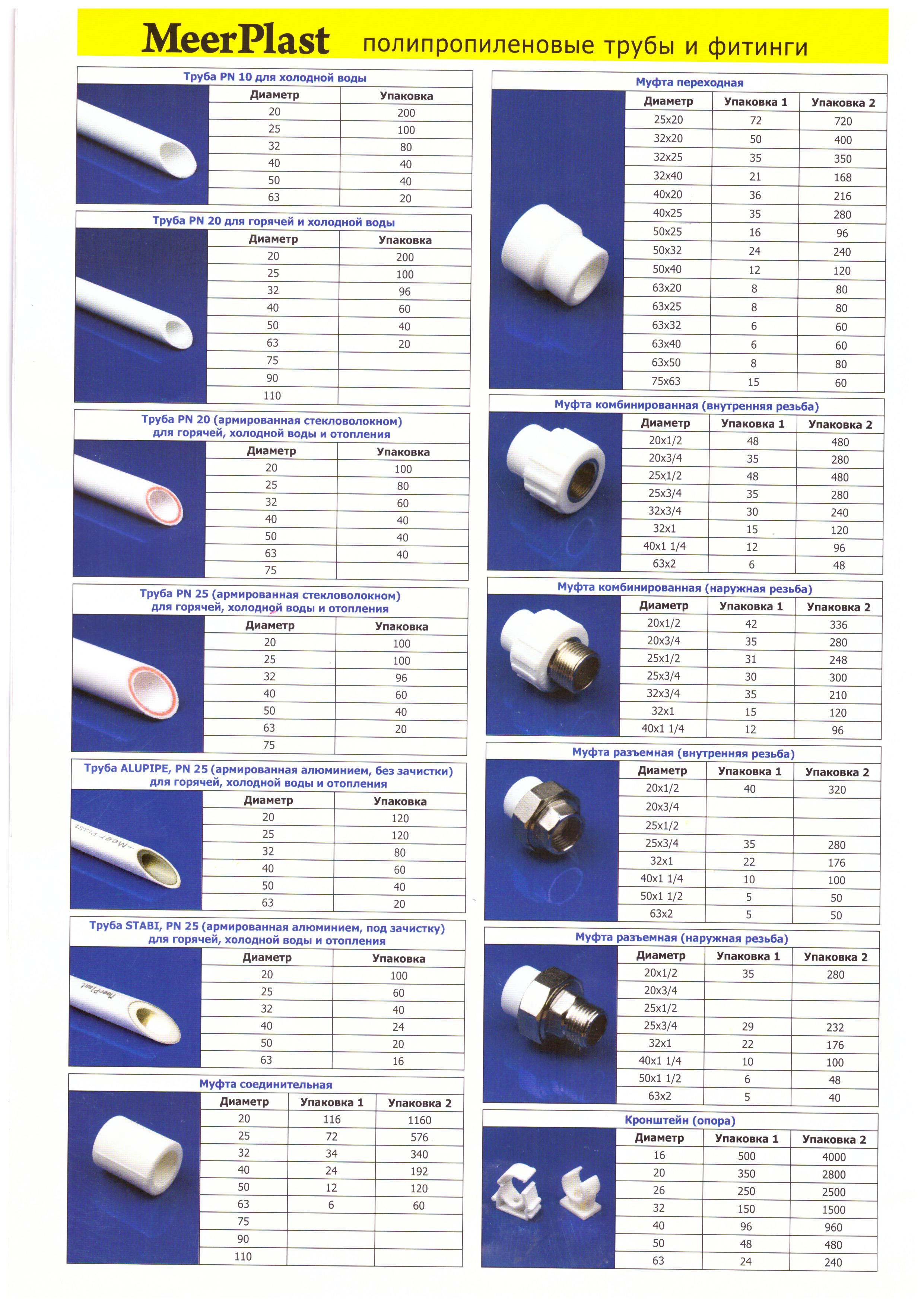 и реостат на 5. Выполняя эти шаги, вы должны быть в районе 572°F/300°C.
и реостат на 5. Выполняя эти шаги, вы должны быть в районе 572°F/300°C.
Другой термопласт, который довольно легко сваривается, — это полиэтилен (ПЭ).Полиэтилен отличается ударопрочностью, исключительной стойкостью к истиранию, высокой прочностью на растяжение, поддается механической обработке и имеет низкое водопоглощение. Доказанными областями применения полиэтилена являются контейнеры и вкладыши, резервуары, лабораторные сосуды, разделочные доски и горки.
Самое важное правило сварки полиэтилена заключается в том, что можно сваривать низкое к высокому, но не высокое к низкому. Это означает, что вы можете приваривать сварочный стержень из полиэтилена низкой плотности (LDPE) к листу из полиэтилена высокой плотности (HDPE), но не наоборот. Причина довольно проста.Чем выше плотность, тем труднее разрушить компоненты для сварки. Если компоненты не могут быть разрушены с одинаковой скоростью, они не могут правильно соединиться.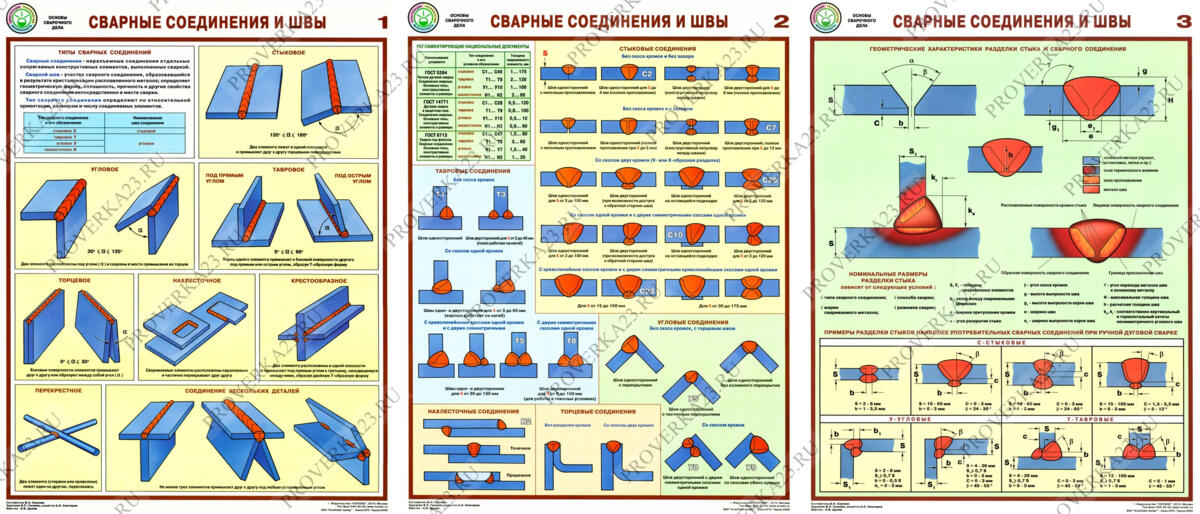 Помимо обеспечения совместимости плотностей, полиэтилен довольно легко сваривается. Для сварки ПЭНП необходима температура примерно 518°F/270°C, регулятор установлен примерно на 5-1/4 до 5-1/2, а реостат установлен на 5. Как и ПП, ПЭВП можно сваривать при температуре 572°. Ф/300°С.
Помимо обеспечения совместимости плотностей, полиэтилен довольно легко сваривается. Для сварки ПЭНП необходима температура примерно 518°F/270°C, регулятор установлен примерно на 5-1/4 до 5-1/2, а реостат установлен на 5. Как и ПП, ПЭВП можно сваривать при температуре 572°. Ф/300°С.
Перед сваркой термопластов необходимо выполнить несколько простых шагов, чтобы обеспечить надлежащую сварку.Очистите все поверхности, включая сварочный стержень, МЭК или подобным растворителем. Вырежьте на подложке достаточно большую канавку, чтобы принять сварочный стержень, а затем обрежьте конец сварочного стержня под углом 45°. После того, как сварочный аппарат настроится на правильную температуру, вам необходимо подготовить подложку и сварочный стержень. Используя автоматический наконечник скорости, большая часть подготовительной работы выполняется за вас.
Удерживая сварочный аппарат примерно в дюйме над поверхностью, вставьте сварочный стержень в наконечник и перемещайте его вверх-вниз три-четыре раза. Это приведет к нагреву сварочного стержня при нагреве подложки. Признаком того, что подложка готова к сварке, является появление эффекта запотевания, похожего на дуновение на кусок стекла.
Это приведет к нагреву сварочного стержня при нагреве подложки. Признаком того, что подложка готова к сварке, является появление эффекта запотевания, похожего на дуновение на кусок стекла.
Приложив сильное и постоянное давление, надавите на наконечник наконечника. Ботинок будет вдавливать сварочный стержень в подложку. Если вы решите, как только сварочный стержень приклеится к подложке, вы можете отпустить стержень, и он автоматически протянется.
Большинство термопластов поддаются шлифованию, и прочность сварного шва не пострадает при шлифовании.Используя наждачную бумагу с зернистостью 60, отшлифуйте верхнюю часть сварного шва, затем доведите до влажной наждачной бумаги с зернистостью 360, чтобы получить чистую поверхность. При работе с полипропиленом или полиэтиленом можно восстановить их глянцевую поверхность, слегка нагрев поверхность желтой пропановой горелкой с открытым пламенем. (Имейте в виду, что необходимо соблюдать обычные правила пожарной безопасности.) После выполнения этих шагов у вас должен получиться сварной шов, похожий на фото внизу слева.