Изготовление рамы на пильный станок: Виды ленточнопильных станков по металлу
Р63-4Б Рама лесопильная вертикальная одноэтажнаяСхемы, описание, характеристики
Сведения о производителе рамы лесопильной Р63-4Б
Производителем рамы лесопильной Р63-4Б является Даниловский завод деревообрабатывающих станков г.Данилов Ярославской области, одно из старейших предприятий России.
Основная специализация завода — производство оборудования и станков для распиловки круглого леса.
В настоящее время пилораму Р63-4Б производит:
Станко-Д, ООО ИНН 7617009302 (152070, Ярославская область, г.Данилов, ул. Заводская 7, вэбсайт: http://stanko-d.ru).
Даниловский завод деревообрабатывающих станков, ООО ДЗДС ИНН 7617010643 (152070, Ярославская область, г.Данилов, ул. Заводская 7, вэбсайт: http://lesopilnaya-rama.ru)
Р63-4Б Рама лесопильная вертикальная одноэтажная. Назначение, область применения
Рама лесопильная вертикальная одноэтажная модели Р63-4Б предназначена для продольной распиловки бревен и брусьев на пиломатериалы.
Рама лесопильная Р63-4Б применяется во временных и стационарных лесопильных цехах высокой производительности, сельскохозяйственных, промышленных и строительных организаций. Требует фундамента.
Принцип работы и особенности конструкции пилорамы
Р63-4БПилорама Р63-4Б состроит из станины сборно-сварной конструкции, включающей боковины коробчатого сечения, верхние и нижние горизонтальные связи и подрамник.
На станине монтируются все узлы и механизмы лесопильной рамы. Распиловка бревен осуществляется возвратно-поступательным перемещением пильной рамки с укрепленным на ней поставом пил по направлению. Движение к пильной рамке передается от главного вала двумя шатунами. Подача и прижим сырья электромеханический. Комплектуется четырёхскоростной коробкой передач.
Распиловка бревен осуществляется возвратно-поступательным перемещением пильной рамки с укрепленным на ней поставом (набором) пил по направляющим.
Вид климатического исполнения — УХЛЗ по ГОСТ 15150-69.
Рамные пилы выпускает ЗАО «Инструмент», который непрерывно проводит совершенствование марок сталей, технологии и техники производства пил для улучшения их потребительских свойств: прочности, износостойкости, устойчивости, плющимости зубьев и сохранения предварительно напряженного состояния в пилах, создаваемого вальцеванием.
ЗАО «Инструмент» изготавливает рамные пилы только из легированных инструментальных сталей: хромованадиевой 9ХФ и никелесодержащей 8Н1А. Хромованадиевая сталь обеспечивает максимальную износостойкость зубьев при хорошей их плющимости и разводимости. Это особенно важно при распиловке мерзлой древесины в зимний период. Пилы из инструментальной легированной стали 8Н1А характеризуются как самые прочные (по ударной вязкости) и предназначены для использования при оснащении их зубьев стеллитом.
Пиление древесины рамными пилами
Используемые сейчас лесопильные рамы были сконструированы еще в Советском Союзе. Плановая экономика СССР требовала повышения валовых показателей производства продукции любой ценой. Для решения такой задачи станкостроители создали высокопроизводительные двухэтажные лесопильные рамы, на базе которых строились двух-, четырех-, шести- и восьми рамные лесопильные цехи. Производительность двух рамного лесопильного потока при трехсменной работе достигала 100 тыс. м3 круглого леса в год, а восьми рамного цеха – до 1 млн. м
Сегодня в России с использованием лесопильных рам выпускается по различным данным от 50% до 75% пиломатериалов. По данным делового журнала “Гвоздь” пиломатериалы производятся на небольших хозяйствах малой мощности с производительностью до 30 тыс. м3 в год. Их доля составляет около 60%. Остальные средние и крупные предприятия имеют производительность более 30 тыс. м3 пиломатериалов в год. В этих условиях производительность двухэтажных лесопильных рам в большинстве случаев попросту не востребована.
По данным делового журнала “Гвоздь” пиломатериалы производятся на небольших хозяйствах малой мощности с производительностью до 30 тыс. м3 в год. Их доля составляет около 60%. Остальные средние и крупные предприятия имеют производительность более 30 тыс. м3 пиломатериалов в год. В этих условиях производительность двухэтажных лесопильных рам в большинстве случаев попросту не востребована.
У лесопильных рам можно отметить ряд достоинств и недостатков. Конструктивный основной недостаток лесопильных рам заключается в использовании кривошипно-шатунно-ползунного механизма в механизме главного движения. В результате этого пильная рамка с пилами двигается в режиме разгона-торможения, что вызывает высокий уровень вибраций частотой 5-7 Гц, нагрузку на фундамент, повышенный износ механизмов. К недостаткам относят также низкую и неравномерную скорость главного движения (5-7 м/с), ограниченную динамическими возможностями кривошипно-шатунного механизма, высокую энергоемкость механизма главного движения. На лесопильных рамах исключена возможность индивидуальной распиловки бревен, в результате чего ограничены возможности повышения полезного выхода пиломатериалов. Есть только две возможности регулирования полезного выхода – смена поставов и подсортировка распиливаемого сырья по диаметрам. Однако постава меняют обычно через 3,5…4,0 часа, а подсортировка сырья требует больших производственных площадей и трудно реализуется.
К преимуществам рамной распиловки бревен и брусьев можно отнести жесткое крепление до 12…20 рамных пил, обеспечивающее необходимую точность размеров и формы пиломатериалов, достаточно тонкий пропил (около 3,5 мм), возможность организации поточной двухрядной распиловки. Кроме того, лесопильные рамы просты в обслуживании, надежны в эксплуатации и обеспечивают достижение высокого полезного выхода пиломатериалов. На российских лесопильных предприятиях лесопильные рамы привычны и широко распространены, для работы на них и обслуживания подготовлен огромный контингент специалистов, налажено производство запасных частей для выполнения ремонтов.
Указанные достоинства могут быть реализованы в полной мере при использовании качественных рамных пил и соблюдении технологических норм их подготовки и эксплуатации.
Техническая характеристика лесопильной рамы
К техническим показателям лесопильной рамы относятся: тип рамы, просвет и высота хода пильной рамки, частота вращения вала в минуту, мощность привода, система механизма подачи, наибольшая конструктивная величина подачи (посылка) за один оборот вала рамы, масса рамы и ее габаритные размеры.
- Просвет пильной рамки — внутреннее расстояние между вертикальными стойками пильной рамки. Просвет определяет наибольший диаметр бревен, которые можно распиливать на раме. По ширине просвета лесопильные рамы подразделяются на узкопросветные (до 500 мм), среднепросветные (до 800 мм) и широкопросветные (до 1100 мм).
- Высота хода пильной рамки — расстояние, проходимое пильной рамкой сверху вниз за полный оборот коренного вала. Одноэтажные рамы строятся высотой от 220 до 410 мм, двухэтажные — до 700 мм.
- Скорость вращения коленчатого (коренного) вала рамы, или число двойных ходов пильной рамки в минуту, колеблется от 210 до 450. Рамы с меньшим просветом имеют более легкую пильную рамку и соответственно большую частоту вращения.
- Мощность привода определяет тип и потребную мощность электродвигателя и возможную производительность рамы.
Система механизмов подачи характеризует способ продвижения бревна в процессе распиловки. Есть два вида подачи и две системы механизмов подачи: непрерывная и толчковая:
- Непрерывная подача — бревно продвигается в раму непрерывно во время холостого и рабочего ходов пильной рамки
- Толчковая подача делится на одно- и двухтолчковую:
- Однотолчковая подача — подача (толчок) только за рабочий или только за холостой ход
- Двухтолчковая подача — один толчок происходит за рабочий, другой — за холостой ход пильной рамки
Быстроходные лесопильные рамы снабжены механизмами непрерывной подачи бревен.
Большое значение для производительности рамы имеет посылка — наибольшая возможная конструктивная величина подачи на один оборот вала рамы, которая определяется конструкцией механизма подачи.
Кинематическая схема лесопильной рамы
а – кинематическая схема;
б – кривошипно-шатунно-ползунный механизм
Лесопильная рама первого и второго ряда
Кинематика пиления на лесопильной раме
Принцип работы лесопильной рамы показан на рис. 1. Постав пил (комплект из нескольких пил) закреплен в пильной рамке 3, которая установлена в вертикальных направляющих станины и шарнирно соединена с шатуном 2 и кривошипом 1 коленчатого вала кривошипно-шатунного механизма. Последний с помощью ременной передачи связан с приводом 5.
При работе пильная рамка с пилами совершает возвратно-поступательное движение. Бревно 4 надвигается на пилы вальцовым механизмом подачи и распиливается сразу либо на доски, либо на доски и брусья в зависимости от схемы установки пил. В лесопильной раме движение пил вниз считается рабочим, когда происходит процесс пиления, а движение пил вверх считается холостым, когда пильная рамка с пилами возвращается в исходное положение.
Возвратно-поступательное движение пильной рамки с пилами обеспечивается кривошипно-шатунным механизмом (рис. 1, б).
Общий вид лесопильной рамы Р63-4Б
Фото лесопильной рамы Р63-4Б
Фото лесопильной рамы Р63-4Б
Р63-4Б Расположение составных частей лесопильной рамы
Расположение составных частей лесопильной рамы Р63-4Б
Перечень составных частей лесопильной рамы Р63-4Б:
- Станина — Р63-4Б.01.000
- Вал коренной — Р63-4Б.02.000
- Шатун — Р63-4Б.03.000
- Рамка пильная — Р63-4Б.05.000
- Привод главный — Р63-4Б.07.000
- Тормоз — Р63-4Б.08.000
- Вальцы нижние — 23.05.
 000
000 - Привод верхних вальцов — 23.11.000
- Ворота передние — 23.03.000
- Ворота задние — 23.04.000
- Механизм подачи — Р63-4Б.16.000, Р63-4Б.17.000
- Буксовка — 20.14.000
- Электрооборудование — Р63-4Б.80.000
- Ограждение лесорамы — 23.10.000
- Подвеска пил — 23.19.000
 000
000Р63-4Б Расположение органов управления лесопильной рамой
Расположение органов управления лесопильной рамой Р63-4Б
Перечень органов управления лесопильной рамы Р63-4Б:
- Пульт управления
- Рукоятка тормоза
- Рукоятка запора ворот
- Вводный выключатель
- Рукоятка буксовки
Р63-4Б Расположение органов управления на пульте лесопильной рамы
Расположение органов на пульте управления лесопильной рамой Р63-4Б
Перечень органов управления на пульте лесопильной рамы Р63-4Б:
- Рукоятки установки величины подачи
- Кнопочная станция включения перемещения передних ворот вверх и вниз
- Кнопочная станция включения перемещения задних ворот вверх и вниз
- Кнопка отключения механизма резания
- Кнопка включения механизма резания
- Кнопка включения подачи вперед
- Кнопка включения подачи назад
- Кнопка отключения подачи
- Табличка паспортных подач
Схема кинематическая лесопильной рамы Р63-4Б
Кинематическая схема лесопильной рамы Р63-4Б
Кинематическая схема рамы лесопильной Р63-4Б
Главное движение в лесопильной раме — возвратно-поступательное перемещение пильной рамки с пилами, которое она получает через шатуны от кривошипных пальцев маховиков коренного вала. Один из маховиков коренного вала является приводным шкивом, который приводит коренной вал во вращение посредством ременной передачи от электродвигателя.
Для уменьшения смещения пил в подвесках (при установке уклона пил) в конструкции лесопильной рамы предусмотрен уклон пильной рамки, который обеспечивается конструкцией станины. Непрерывная подача бревна или бруса осуществляется двумя парами вальцов. Вращательное движение нижние вальцы получают от мотор-редуктора, коробки скоростей и цепной передачи. При помощи цепной передачи вращение с нижних вальцов передается на верхние. Верхние вальцы смонтированы в воротах и вместе с ними могут подниматься и опускаться.
Привод перемещения ворот находится в их верхней траверсе. Он состоит из фланцевого электродвигателя, шестеренчатой пары и передачи винт-гайка.
Краткое описание основных узлов лесопильной рамы Р63-4Б
Станина — цельносварная конструкция, состоящая из швеллеров и листовой стали. На станине монтируются механизмы лесопильной рамы.
Коренной вал предназначен для преобразования вращательного движения в возвратно-поступательное движение пильной рамки с поставом пил. Коренной вал установлен на подшипниках качения в станине рамы. Он состоит из вала и маховиков. Маховики посажены на конусные поверхности вала. Один из маховиков одновременно является приводным шкивом под клиноременную передачу, а второй — тормозным.
Шатуны предназначены для соединения коренного вала с верхней траверсой пильной рамки. Они монтируются на подшипниках качения на кривошипных пальцах коренного вала и цапфах верхней траверсы пильной рамки. Пильная рамка состоит из верхней и нижней траверс, вертикальных стоек, ползунов и струбцин. В пильной рамке устанавливается при помощи захватов комплект (постав) рамных пил.
Главный привод, предназначенный для приведения во вращение коренного вала, состоит из электродвигателя со шкивом, эластичной муфты, салазок и клиноременной передачи. Тормоз служит для быстрого останова коренного вала лесопильной рамы; ручной, ленточного типа. Он состоит из рукоятки, системы рычагов и стальной ленты с наклепанной на нее фрикционной лентой, которая охватывает маховик коренного вала.
Буксовка, предназначенная для ручного прокручивания коренного вала, состоит из рычага и собачек, сцепляющихся с зубьями тормозного шкива (маховика) коренного вала.
Нижние вальцы предназначены для подачи распиливаемого бревна в лесораму. Они состоят из переднего и заднего вальцов и цепных передач между ними с натяжным роликом. Каждый из вальцов состоит из вала и насажанных на него секций и монтируется в станине лесорамы на подшипниках качения.
Ограждения служат для закрытия всех движущихся частей лесопильной рамы и обеспечивают безопасность работы на ней.
Привод верхних вальцов предназначен для передачи вращения с нижних вальцов на верхние. Он состоит из цепной передачи, звездочек, регулируемых направляющих и натяжных роликов.
Ворота (передние и задние) предназначены для прижима распиливаемого бревна к нижним вальцам и подачи его на лесопильную раму. Для удобства установки постава пил в пильную рамку ворота открываются. Они состоят из воротницы с вальцом, направляющих штанг и верхней траверсы, в которой смонтирован привод подъема ворот.
Воротница с вальцом подпружинена относительно винта привода подъема ворот.
Привод подъема ворот служит для подъема и опускания воротницы с вальцом по направляющим штангам, закрепленным на станине лесопильной рамы. Он состоит из фланцевого электродвигателя, шестеренчатой пары и передачи винт-гайка. Гайка находится внутри траверсы, а винт нижним концом закреплен на воротнице.
Привод подачи служит для приведения во вращение вальцов. Он состоит из электродвигателя, редуктора, двух муфт, коробки скоростей и цепной передачи. Привод подачи совмещен с пультом управления лесопильной рамой. Переключение подач производится рукоятками.
Принадлежности: ключ для натяжения рамных пил, уклономер, установочная линейка предназначены для обслуживания лесопильной рамы в процессе эксплуатации. Уклономер служит для проверки величины уклона рамных пил, установленных в пильной рамке, и представляет собой отвес, заключенный в деревянный корпус. Установочная линейка предназначена для проверки правильности установки пил в пильной рамке и состоит из угольника, линейки и зажимных винтов.
Установочная линейка предназначена для проверки правильности установки пил в пильной рамке и состоит из угольника, линейки и зажимных винтов.
Порядок работы на пилораме Р63-4Б
Выбор подачи. При работе на лесопильной раме величину подачи выбирают в зависимости от диаметра и состояния распиливаемых бревен, количества пил в поставе и их состояния, породы распиливаемой древесины. Выбранную величину подачи устанавливают по табличке паспортных подач (рис. 4, поз, 9).
Подготовка пил. Пила должна иметь приклепанные планки для захвата ее подвесками. Зубья пилы должны быть подвергнуты плющению и заточены. При наличии пил с неприклепанными планками следует планки приклепать к полотну пилы под прямым углом, к задней кромке полотна, при этом скошенные грани планок должны находиться на одном уровне. Отклонение планок от перпендикулярности к задней кромке полотна не должно превышать 0,5 мм на 100 мм ширины полотна. Несовпадение уровня опорных скошенных граней планок не должно превышать 0,5 мм на 100 мм ширины полотна. Крепление планок к полотну пилы должно производиться заклепками диаметром 8 мм.
Пиление. Бревно должно подаваться в лесопильную раму околорамным оборудованием. После захождения переднего торца бревна на передний нижний валец бревно должно быть прижато верхним вальцом до срабатывания выключателя sQ5, ограничивающего усилие прижима. После прохождения пил, распиленная часть бревна должна быть зажата задними вальцами в момент прохождения через них переднего распиленного торца бревна. В процессе распиловки при возрастании диаметра бревна усилие его прижима поддерживается автоматически выключателями sQ5 и $Q6, ограничивающими усилие прижима. При уменьшении диаметра бревна нормальное усилие прижима должен поддерживать оператор, воздействуя на соответствующие кнопки на пульте управления и не допуская подбрасывания бревна пилами. После распиловки бревна передние и задние ворота должны быть подняты с целью предупреждения удара по ним следующим подаваемым бревном.
Регулирование. Направляющие пильной рамки и подшипники коренного вала и шатунов во время работы должны иметь избыточную температуру нагрева не более 55°С. Регулировка направляющих пильной рамки производится перемещением плоских направляющих упорными винтами. Гайки, крепящие направляющие предварительно должны быть ослаблены, а затем вновь затянуты. Необходимость в регулировке возникает при повышении температуры нагрева направляющих или при увеличении зазора между плоскими ползунами и направляющими свыше 0,5 мм. Номинальный зазор должен быть 0,3—0,5 мм. Величина зазора проверяется щупом при крайних положениях пильной рамки — верхнем и нижнем. Нормальная работа подшипников коренного вала обеспечивается зазором 0,3 мм между торцом внутреннего кольца подшипника и торцом гайки-втулки, установленной на коренном валу. Регулировка зазора производится перемещением гайки-втулки по резьбе до упора в кольцо подшипника, после чего ее надо повернуть назад на 1/6 оборота и застопорить загнутым концом прижимного кольца, входящим в засверловку. Раскручивание незастопоренной гайки-втулки во время работы может привести к заклиниванию коренных под шинников. Регулировка натяжения цепи привода подачи производится перемещением привода на салазках при помощи винтов и перекидных гаек. Регулировка натяжения цепных контуров, находящихся на самой лесопильной раме, производится натяжными роликами при помощи винтов. Регулировка натяжения приводных ремней главного привода производится перемещением электродвигателя на салазках при помощи винтов и перекидных гаек. Нормальная работа подшипников нижних вальцов обеспечивается осевым зазором в них не более 0,5 мм. Регулировка зазора производится завинчиванием до упора винтов в крышках левых подшипниковых узлов, после чего их надо повернуть назад на 1/4 оборота и застопорить гайками. Увеличение зазора больше номинального в подшипниковых узлах может привести к снижению качества получаемых пиломатериалов. Нормальная работа подшипников приводов подъема ворот обеспечивается осевым зазоров в них не более 0,5 мм. Регулировка зазора производился подбором необходимого количества прокладок, устанавливаемых под верхние крышки подшипниковых узлов.
Регулировка зазора производился подбором необходимого количества прокладок, устанавливаемых под верхние крышки подшипниковых узлов.
Регулировка тормоза выполняется следующим образом:
- рычаг тормоза устанавливается в вертикальное положение, и при помощи тяги, вилок и гаек выставляется в горизонтальное положение качалка, натягивающая тормозную ленту
- конечный выключатель устанавливается таким образом, чтобы он срабатывал при ходе рычага тормоза менее чем на один зуб сектора
- тормозная лента при помощи винта и верхней гайки, расположенных в конце ленты, устанавливается с равномерным зазором 10 мм от маховика
- затяжная пружина при помощи винта и нижних гаек, расположенных в конце ленты, сжимается до такого состояния, чтобы оставшийся ее свободный ход до сжатия виток к витку равнялся ходу тормоза на один зуб сектора
Внимание! Перед эксплуатацией лесопильной рамы проверить надежность затяжки и стопорения гаек шатунных пальцев. В процессе эксплуатации проверку производить еженедельно.
Схема электрическая принципиальная лесопильной рамы Р63-4Б
Электрическая схема лесопильной рамы Р63-4Б
Электрическая схема лесопильной рамы Р63-4Б
Электрическая схема лесопильной рамы Р63-4Б
Электрическая схема лесопильной рамы Р63-4Б
Электрооборудование лесопильной рамы Р63-4Б
Электрооборудование лесопильной рамы, выполнено для питания от сети переменного трехфазного тока напряжением 380 В., частотой 50 Гц.
Для приводов механизма резания и подачи используются асинхронные электродвигатели с короткозамкнутым ротором, для приводов перемещения передних и задних ворот — асинхронные электродвигатели с короткозамкнутым ротором с повышенным скольжением.
Читайте также: Классификация лесопильных рам
Р63-4Б Рама лесопильная вертикальная одноэтажная. Видеоролик.
Технические характеристики лесопильной рамы Р63-4Б
| Наименование параметра | Р63-4Б | |
|---|---|---|
| Основные параметры | ||
| Ширина просвета пильной рамки, мм | 630 | |
| Ход пильной рамки, мм | 400 | |
| Наибольший диаметр распиливаемых бревен, мм | 530 | |
| Длина распиливаемых бревен и брусьев, м | 3..7,5 | |
| Число двойных ходов пильной рамки в минуту | 285 | |
| Подача бревна или бруса на один двойной ход пильной рамки, мм | 3..22 | |
| Число пил в поставе | 3..12 | |
| Электрооборудование станка | ||
| Род тока питающей сети | 380В 50Гц | |
| Количество электродвигателей на станке, шт | 3 | |
| Электродвигатель привода механизма резания, кВт | 37 | |
| Электродвигатель привода подачи, кВт | 2,2 | |
| Электродвигатель привода перемещения передних ворот, кВт | 2,6 | |
| Электродвигатель привода перемещения задних ворот, кВт | 2,6 | |
| Габарит и масса рамы | ||
| Габарит рамы (длна х ширина х высота), мм | 4232 х 2615 х 3000 | |
| Масса рамы, кг | 5850 |
- Рама лесопильная вертикальная одноэтажная Р63-4Б. Руководство по эксплуатации Р63-4Б. 00.000 РЭ,
- Амалицкий В.В. Деревообрабатывающие станки и инструменты, 2002
- Комаров Г.А. Четырехсторонние продольно-фрезерные станки для обработки древесины, 1983
- Кондратьев Ю.Н., Питухин А.В… Технология изделий из древесины, Конструирование изделий и расчет материалов, 2014
- Коротков В. И. Деревообрабатывающие станки, 2007
- Лявданская О.А., Любчич В.А., Бастаева Г.Т. Основы деревообработки, 2011
- Любченко В.И. Рейсмусовые станки для обработки древесины, 1983
- Манжос Ф.М. Дереворежущие станки, 1974
- Расев А.И., Косарин А.А. Гидротермическая обработка и консервирование древесины, учебное пособие, 2010
- Рыженко В.И. Полная энциклопедия художественных работ по дереву, 2010
- Рыкунин С.Н., Кандалина Л.Н. Технология деревообработки, 2005
- Симонов М.Н., Торговников Г.И. Окорочные станки, 1990
- Соловьев А.А., Коротков В.И. Наладка деревообрабатывающего оборудования, 1987
- Суханов В.Г. Круглопильные станки для распиловки древесины, 1984
- Фокин С.В., Шпортько О.Н. Деревообработка, Технологии и оборудование, 2017
Список литературы:
 00.000 РЭ,
00.000 РЭ,Связанные ссылки. Дополнительная информация
Ленточнопильный станок. Классификация отрезных ленточнопильных станков по металлу
Синонимы: ленточная пила, ленточный станок, лентопильный станок, ленточноотрезной станок, ленточнопильный станок по металлу
Ленточнопильные станки по металлу (Metal bandsaw machines, metal band saw machines, metal cutting bandsaws, horizontal bandsaws) служат для высокопроизводительной резки металлов, используемых в современном машиностроении: цветных, никелевых, титановых и других сплавов, а также высоколегированных и конструкционных сталей. Ленточнопильные станки используются для нарезки в размер труб, фасонного профиля и сплошного проката.
Ленточнопильные станки используются для нарезки в размер труб, фасонного профиля и сплошного проката.
Режущим инструментом ленточнопильного отрезного станка является ленточная пила, сваренная в кольцо и натянутая на шкивах.
Преимущества ленточного пиления по сравнению с традиционными способами обработки (механическая ножовка, дисковая резка, газорезные установки) следующие: более высокая производительность, уменьшенный расход материала из за небольшой толщины реза. Относительная дороговизна режущего инструмента (ленточных полотен) компенсируется производительностью обработки, хорошей стойкостью при правильном выборе и применении для соответствующих типов обрабатываемых материалов и размеров распиливаемых заготовок.
Особенностью ленточного пиления является то, что в зависимости от профиля распиливаемой заготовки необходимо подбирать шаг зубьев полотна. Для правильного подбора шага полотна в каталогах производителей размещены таблицы, по которым можно определить, полотно с каким шагом необходимо для распиловки того или иного сечения. Можно примерно рассчитывать шаг полотна так, чтобы в контакте с заготовкой при отрезке должно находиться 3-4 зуба. И если необходимо отрезать заготовки различного диаметра и сечения, будьте готовы к тому, что надо иметь несколько полотен с разными шагами и обязательно их менять при смене заготовок.
Преимущества резки на ленточнопильном станке:
- Высокая точность резки: 0,1-1,5 мм, отклонение от вертикали до 0,05 мм
- Высокое качество поверхности реза
- Малая ширина пропила (до 1,5 мм) экономит расход металла
- Возможность резки под углом до ±60 градусов
- Возможность резки пакетов заготовок
- Все виды заготовок: сплошные заготовки, сортовой прокат, трубы
Классификация ленточнопильных станков по конструктивному исполнению
Консольные (маятниковые) ленточнопильные станки
Консольные (маятниковые) ленточнопильные станки (Pivot bandsaw machines, hinge type bandsaws) изготавливаются с пильной рамой (консолью), которая поднимается и опускается вращаясь на шарнире. Консольные ленточнопильные станки используются для нарезки труб, фасонного профиля, сортового и сплошного проката.
Консольные ленточнопильные станки используются для нарезки труб, фасонного профиля, сортового и сплошного проката.
Консольные ленточнопильные станки могут быть поворотными (Miter bandsaws) для получения резов под углом и неповоротными (Straight cut band saws) для резки заготовок только под прямым углом.
По степени автоматизации станки этой группы изготавливаются ручными, полуавтоматическими и автоматическими.
Станок отрезной ленточнопильный консольный поворотный от – 60° до +60° ручной
Одностоечные, двухстоечные и портальные ленточнопильные станки
Одностоечные (колонные) ленточнопильные станки (Single сolumn bandsaws) имеют горизонтальную пильную раму, которая опускается вдоль вертикальной стойки (колонны). Конструкция одностоечного станка напоминает конструкцию радиально-сверлильного станка: вертикальная стойка (колонна) большого диаметра, по которой вверх-вниз перемещается пильная рама. Основное достоинство одностоечного станка – простая возможность выполнять резку заготовок под углом.
Станок отрезной ленточнопильный одностоечный (колонный) неповоротный автомат
Двухстоечные (двухколонные) ленточнопильные станки (Double column bandsaws, dual column bandsaws, twin column bandsaws, twinn pillar band saws) имеют горизонтальную пильную раму, которая перемещается вдоль двух вертикальных стоек (колонн), которые расположены по обе стороны от рабочего стола. Подвижное соединение пильной рамы с станиной представляет собой жесткий замкнутый контур. Такая конструкция позволяет создать более высокое давление на заготовку, при этом пила не будет уходить из плоскости резания.
Для комплексной обработки деталей и резки под углом применяется вращающийся стол.
Основное преимущество двухстоечного станка – высокая жесткость конструкции, которая позволяет осуществить высокопроизводительную резку практически всех металлов, используемых в современном машиностроении.
Станок отрезной ленточнопильный двухстоечный (двухколонный) неповоротный автомат с подвижным столом
Портальные станки (Gantry bandsaws) имеют фиксированный рабочий стол и подвижный портал для резки труднообрабатываемых материалов больших размеров, например, стальных плит, отливок, поковок и т.д. При резании портал с пильной рамой перемещается по линейным направляющим вдоль рабочего стола, что позволяет значительно уменьшить пространство, занимаемое станком.
Станок отрезной ленточнопильный портальный неповоротный автомат с неподвижным столом
Одностоечные, двухстоечные и портальные ленточнопильные станки могут быть поворотными (Miter) для получения резов под углом и неповоротными для резки заготовок только под прямым углом.
По степени автоматизации станки этой группы изготавливаются полуавтоматическими и автоматическими.
Станки этой группы способны разрезать с высокой скоростью как сплошной прокат и поковки большого диаметра, так и трубы и тонкостенный профиль. Отсюда и области применения: основные производства металлургических заводов, склады металлов, кузнечные производства, заготовительные участки высокотехнологичных предприятий, использующих труднообрабатываемые материалы, а также цеха, с потребностью высокой производительности на единицу оборудования. Данная группа станков предназначена для решения широкого спектра задач по резке металлов.
Вертикальные ленточнопильные станки
Вертикальные ручные ленточнопильные отрезные станки по металлу (Vertical bandsaws, vertical contour saws) позволяют производить резание как прямолинейное, так и криволинейное по наружному и внутреннему контуру, с помощью ручной подачи заготовки. Заготовка, в отличие от горизонтальных станков, не зажимается в тисках, а вручную удерживается на рабочем столе и подается в зону резания. Пильная рама не перемещается.
Станок отрезной ленточнопильный вертикальный ручной
Вертикальные ленточнопильные станки с наклоняемой пильной рамой (Vertical mitre cutting bandsaws, vertical tiltable head double miter bandsaws) позволяют производить резание под углом к плоскости рабочего стола. Пильная рама перемещается поперек рабочего стола.
Станки применяют на монтажных производствах для резки труб, уголков, швеллеров для их дальнейшей сварки в рамы, но могут применяться, также, для распиловки сплошных заготовок.
Станок отрезной ленточнопильный вертикальный с наклоняемой пильной рамой
Вертикальные ленточнопильные станки с подвижной пильной рамой (Vertical bandsaws) применяются для продольной или поперечной резки крупногабаритных плит, отливок, поковок и т.д. При резании пильная рама перемещается по линейным направляющим поперек рабочего стола или вдоль него, что позволяет уменьшить пространство, занимаемое станком. Управление режимами резания осуществляется при помощи ЧПУ.
Такие станки широко применяются в инструментальных производствах при изготовлении прессформ и штампов и позволяют в несколько раз снизить затраты на черновую обработку заготовки.
Станок отрезной ленточнопильный вертикальный с подвижной пильной рамой
Поворотные (угловые) горизонтальные ленточнопильные станки
Поворотные (угловые) ленточнопильные станки (Miter bandsaws, miter cutting saws, swivel-head horizontal bandsaws) имеют возможность выполнять резку под различными углами к оси заготовки. Поворотные станки имеют поворотную пильную раму, которая поворачивается вокруг вертикальной оси в одном направлении или в обоих, относительно прямого угла к оси заготовки, и которая позволяет быстро, одним движением, перенастроить угол отрезки.
Резка заготовок под углом может быть осуществлен, также, поворотом губок зажимных тисков или поворотом рабочего стола.
Обычно поворотные станки применяют для отрезки профильных заготовок (трубы, уголки, швеллера) для их дальнейшей сварки в рамы, но могут применяться, также, для распиловки сплошных заготовок.
Классификация ленточнопильных станков по степени автоматизации
Ручные (гравитационные) ленточнопильные станки
Опускание пильной рамы в ручных ленточнопильных станках (Manual bandsaws) осуществляется за счет мускульного усилия рабочего преодолевая усилие пружины.
В ручных гравитационных станках (Gravity bandsaws) опускание пильной рамы и резка происходит посредством собственного веса. Для регулировки скорости подачи пильной рамы применяется гидроцилиндр с дроссельным (перепускным) клапаном. Такая система называется еще гидроразгрузкой, она же обеспечивает подъем и стопорение рамы в верхней точке.
Оператор станка самостоятельно устанавливает, отмеряет и фиксирует заготовку при помощи тисков с ручным зажимом; пильная рама опускается под собственным весом, скорость опускания регулируется вручную или с выносного пульта управления.
Конструктивное исполнение ручных станков обычно – консольные.
Преимущества ручных ленточнопильных станков:
- Низкая стоимость при сохранении высокого качества реза, недорогое обслуживание и эксплуатация.
- Чаще всего на ручных станках возможна резка заготовок под углом, углы резки регулируются до шестидесяти градусов.
Недостатки ручных ленточнопильных станков:
- Опускание пильной рамы под собственным весом или за счет мускульного усилия рабочего часто приводит к вибрации полотна во время резания и резкому снижению срока службы пилы.
- Частое отсутствие механизмов очистки пилы и визуального контроля натяжения пилы
- Необходимость периодической регулировки наклона осей шкивов привода пилы
- Отсутствие контроля и регулировки давления пилы на заготовку (клапан на поддерживающем цилиндре позволяет регулировать лишь скорость подачи, да и то в очень узком диапазоне)
Станки применяются на небольших производствах в штучном и мелкосерийном производстве, предназначены для распила инструментальных и нержавеющих сталей, цветных и легких металлов, как профилей, так и сплошных заготовок.
Станок отрезной ленточнопильный консольный ручной гравитационный с гидроразгрузкой поворотный от – 45° до +60°
Полуавтоматические ленточнопильные станки
В полуавтоматических ленточнопильных станках (Semiautomatic bandsaws) зажим и раскрытие тисков, принудительное опускание и поднятие пильной рамы осуществляются автоматически гидравлическим приводом. Ручная же составляющая подразумевает подачу заготовок оператором.
После старта ленточнопильный станок зажимает тиски, осуществляет резку заготовки с заранее выбранной скоростью. В нижнем положении пильная рама включает микродатчик, после чего она поднимается в верхнее положение и тиски разжимаются. Оператор только двигает заготовку.
Принципиальным отличием от ручных гравитационных станков является то, что давление на заготовку осуществляется не только собственным весом рамы, но и дополнительным усилием, создаваемым гидроцилиндром. Это позволяет пилить более тяжелые материалы, например сплошные заготовки из нержавеющей стали.
Полуавтоматические ленточнопильные станки подходят для изготовления мелких серий продукции на различных производствах и являются самой продаваемой группой моделей. Они позволяют резать материалы под различными углами в диапазоне от -60° до +60°. Наиболее часто ленточнопильные станки такого типа используются для резки профильных, а также листовых заготовок из чугуна и стальных материалов, включая инструментальные и нержавеющие стали, цветные и легкие металлы.
Конструктивное исполнение полуавтоматических станков – консольные, одностоечные и двухстоечные.
Автоматические ленточнопильные станки
На крупных производственных предприятиях для нарезки огромного количества серийных заготовок используются автоматические ленточнопильные станки (Automatic bandsaws). Основное преимущество их в том, что работа оператора сведена к минимуму: он всего лишь задает необходимые параметры.
Процесс работы на них прост: заготовка помещается в тиски, и задаются все необходимые параметры реза (длина детали, количество получаемых деталей, угол реза и другие характеристики в зависимости от типа материала и его размеров). Далее станок запускается, и все дальнейшие действия выполняются автоматически.
Благодаря регулируемой системе рабочей подачи на каждом из этапов регулируется и контролируется усилие резания. Чтобы избежать обрыва полотна при повышении давления на пилу, замедляется или полностью останавливается плавная подача пильной рамы. На автоматическом станке можно работать и в ручном режиме с возможностью индивидуального управления основными функциями.
Автоматические станки позволяют автоматизировать цикл по программе, включая рез и подачу заготовки в зону резания на определенную длину материала, способны работать в трехсменном режиме и резать длинномерные заготовки на заданные отрезки без оператора.
Подача осуществляется гидравлическими тисками, что позволяет иметь точность по длине заготовки около 0,1 мм.
Автоматические ленточнопильные станки оснащены дополнительными подающими тисками (Feed vise), имеющими ход, например, 500 мм. Если длина отрезаемой заготовки превышает 500 мм, то тиски перемещают заготовку в два приема с «перехватом». Программируемый контроллер или ЧПУ позволяет задать количество заготовок и их длину. Возможно пиление заготовок одной или различной длины в одном цикле.
Автоматические станки под управлением ЧПУ не только более производительны, но и обладают большей точностью и автоматически выполняют сложные угловые резы.
Конструктивное исполнение автоматических станков – консольные, одностоечные, двухстоечные, портальные и вертикальные.
Основные конструктивные особенности автоматических ленточнопильных станков
- Работа с биметаллическими и твердосплавными пилами
- Пильная рама, обеспечивающая необходимую жесткость конструкции и надежную установку ведущего и ведомого шкивов, в связи с чем не требуется периодическая регулировка их положения
- Возможность резки под углами 45°, 60° и 90° , а так же под промежуточными углами (опция) с автоматическим механизмом поворота пильной рамы от ЧПУ
- Термозащита двигателя от перегрузки
- Электропривод, с плавным бесступенчатым регулированием скорости полотна пилы (вариатор с цифровой индикацией), позволяющий изменять скорость резания и, соответственно, точно устанавливать рекомендуемые параметры резания под конкретную заготовку, таким образом, увеличивая срок службы станка и пилы
- Сервопривод подачи пильной рамы — автоматическое управление скоростью подачи – изменение давления пильной рамы на заготовку в зависимости от длины реза, что обуславливает примерно постоянную нагрузку и количество снимаемого металла на один зуб. Таким образом, пила на протяжении всего реза работает в оптимальном режиме, установленном оператором
- Подача пильной рамы производится гидравликой принудительно. Управление рабочей подачей осуществляется с помощью регулируемого клапана с компенсацией для различных значений давления масла. Максимальное давление резания регулируется встроенным нагнетательным клапаном
- Система гашения вибрации пилы
- Система автоматического натяжения полотна пилы с устройством визуального контроля натяжения — гидроцилиндр с манометром обеспечивает фиксацию и индикацию рекомендуемого значения натяжения пилы
- Стабилизаторы полотна — прецизионные твердосплавные карбидные направляющие с гидравлическим зажимом и роликоподшипниками для стабилизации и задания бокового направления ленточного полотна, позволяющие выполнять любую регулировку положения ленточной пилы
- Подвижная направляющая полотна, автоматически регулируемая по ширине заготовки при помощи подвижной губки тисков
- Отсутствие необходимости регулировки наклона осей шкивов привода пилы
- Контроль разрыва пилы — автоматическое отключение станка при разрыве пильного полотна
- Система автоматического контроля увода пилы
- Детектор вертикальности реза
- Контроль проскальзывания пилы
- Система смазки пилы
- Автоматический компенсатор ширины пропила
- Быстрое опускание пилы до заготовки
- Автоматический возврат пильной рамы
- Автоматическое определение высоты заготовки позволяет сократить холостой ход пильной рамы по окончанию реза
- Регулятор высоты поднятия пильной рамы — быстро настраиваемый концевой выключатель верхнего положения позволяет максимально сократить холостой ход пильной рамы
- Гидравлические тиски с плавно регулируемым усилием зажима для резки профилей, труб и больших тяжелых заготовок
- Тиски имеют гидравлический зажим заготовки, который срабатывает автоматически при включении рабочего цикла, сокращая время подготовительных операций
- Устройство зажима очень коротких остатков
- Детектор отсутствия заготовки
- Устройство пакетной резки с вертикальным прижимом
- Поднимаемый/опускаемый стол для подачи заготовки
- Гидравлический подающий стол
- Возвратно-поступательное пошаговое управление тисками для автоматической подачей заготовки
- Приводной электромеханический подающий рольганг
- Чистка ленточной пилы от стружки выполняется с помощью вращающейся щетки с отдельным приводом, имеющей точную регулировку по высоте
- Автоматический транспортер для удаления стружки
- Контейнер для стружки
- Лазерный указатель линии реза
- Встроенная система подвода СОЖ
- Устройство микрораспыления СОЖ
- Подогрев распределительного шкафа, гидравлической системы, СОЖ
- Шланг обмыва машины
- Система ЧПУ одно или двухкоординатное
- Панель управления
- Встроенная система самодиагностики
- База данных материалов для автоматического программирования режимов
- Многофункциональный дисплей с интегрированным руководством пользователя
 Таким образом, пила на протяжении всего реза работает в оптимальном режиме, установленном оператором
Таким образом, пила на протяжении всего реза работает в оптимальном режиме, установленном операторомКлассификация отрезных ленточнопильных станков по функциональным возможностям
Ленточнопильные станки первого класса
Ленточнопильные станки I класса предназначены для высокопроизводительной резки практически всех металлов, используемых в современном машиностроении. Это — цветные сплавы, конструкционные и высоколегированные стали, никелевые и титановые сплавы. Они способны разрезать с высокой скоростью как сплошной прокат и поковки большого диаметра, так и трубы и тонкостенный профиль. Отсюда и области применения: основные производства металлургических заводов, заготовительные участки высокотехнологичных предприятий, использующих трудно обрабатываемые материалы, а также цеха, с потребностью высокой производительности на единицу оборудования. Это обусловлено тем, что лишь станки первого класса могут успешно работать и с биметаллическими и с твердосплавными пилами, полотно которых шириной не менее 27 мм. Точность отрезки заготовок не более 0,2 мм на 100 мм заготовки.
Это — цветные сплавы, конструкционные и высоколегированные стали, никелевые и титановые сплавы. Они способны разрезать с высокой скоростью как сплошной прокат и поковки большого диаметра, так и трубы и тонкостенный профиль. Отсюда и области применения: основные производства металлургических заводов, заготовительные участки высокотехнологичных предприятий, использующих трудно обрабатываемые материалы, а также цеха, с потребностью высокой производительности на единицу оборудования. Это обусловлено тем, что лишь станки первого класса могут успешно работать и с биметаллическими и с твердосплавными пилами, полотно которых шириной не менее 27 мм. Точность отрезки заготовок не более 0,2 мм на 100 мм заготовки.
По конструктивному исполнению к первому классу относятся только двухстоечные и портальные станки, при этом главным критерием, по которому его можно отнести к станкам первого класса является конструкция стоек, по которым перемещается пильная рама во время рабочего хода. Стойки обязательно должны быть рассчитаны на сверхвысокие нагрузки, возникающие при резке поковок большого диаметра из труднообрабатываемых материалов. Относительный коэффициент жесткости стоек должен быть не менее 0,28 (относительный коэффициент жесткости равен отношению диаметра направляющей пильной рамы к максимальному диаметру заготовки).
По степени автоматизации станки этой группы бывают полуавтоматические и автоматические.
К обязательным атрибутам относятся: мощный электропривод с широким диапазоном скоростей, управление скоростью и давлением подачи, устройство контроля натяжения полотна, относительно широкая пила, выдерживающая колоссальные знакопеременные нагрузки, механизм очистки пилы и т.п.
Чаще всего применяемые опции – это CNC-контроль, отслеживающий целый ряд параметров, контроль отклонения пилы, установка заготовки по лазеру, система периодической автоматической смазки узлов и пар трения.
Ленточнопильные станки I класса можно отнести к специальному отрезному оборудованию. При этом они характеризуются самой высокой стойкостью режущего инструмента и, соответственно, низкой стоимостью одного реза.
Ленточнопильные станки второго класса
Ленточнопильные станки II класса — самая востребованная группа станков. Они используются на заготовительном производстве, для которого использование оборудования первого класса не является необходимым и способны резать цветные металлы, легированные и нержавеющие стали, часть жаропрочных сталей и легкообрабатываемых титановых сплавов, т.е. те материалы, которые можно обрабатывать с помощью биметаллических ленточных пил с шириной ленточного полотна не менее 20 мм.
По конструктивному исполнению это консольные, одностоечные и двухстоечные станки. Большинство таких станков позволяют разрезать заготовку под различными углами к её оси, поэтому они относятся к универсальному оборудованию. Но меньшая жесткость конструкцию, более низкая мощность электропривода и упрощенный дизайн ограничивают практическое применение.
По степени автоматизации станки этой группы изготавливаются полуавтоматическими и автоматическими.
Станки второго класса используются для нарезки в размер труб, фасонного профиля и сплошного проката, имеют высокую стойкость режущего инструмента и самый короткий срок окупаемости среди всех ленточнопильных станков. Эти станки имеют популярность их применения на заготовительных производствах машиностроительных заводов, мостостроительных предприятиях, фирмах, изготавливающих металлоконструкции.
Ленточнопильные станки третьего класса
Ленточнопильные станки III класса, в основном, это станки с консольным расположением пильной рамы (но иногда встречаются и упрощенные двух стоечные станки), Они изготавливаются в ручном, полуавтоматическом и автоматическом исполнении.
Станки этой группы используют на небольших производствах, не требующих высокой производительности, для нарезки в размер в основном труб и профильного проката. Отрезка сплошного проката занимает слишком много времени. Так, даже по сравнению со станками второго класса производительность на сплошном прокате может быть ниже в полтора-два раза. Опускание же пильной рамы под собственным весом часто приводит к вибрации полотна во время резания и резкому снижению срока службы пилы.
Ленточнопильные станки четвертого класса
К станкам IV класса относятся все бытовые и настольные станки – легкие небольшие по размерам и массе для мобильности, предназначенные распиливать сплошные заготовки диаметром до 50 мм. Применять их в каком бы то ни было производстве категорически не рекомендуется, так как ресурс этого оборудования не выдерживает никакой критики при сравнительно высокой стоимости.
Станки предназначены для отрезки заготовок от случая к случаю, в условиях работы на объекте, когда пилить ножовкой уже непроизводительно.
Станки не оснащены системой подвода охлаждающей жидкости (СОЖ), что снижает стойкость ленточных полотен, жесткость 13-мм полотен также низкая, слабый двигатель не позволяет выполнять длительную обработку.
- Астраханский станкостроительный завод – двухстоечный полуавтомат Аллигатор-900
- Барановичский станкостроительный завод БЗС Атлант – двухстоечный автомат БЗС5001
- Краснодарский станкостроительный завод Седин (Седин-Шисс СП) — двухстоечный автомат КСА8532
- Кимрский машиностроительный завод — двухстоечный автомат СКА8550
- Подолье Станкоторговый центр г. Москва – двухстоечный автомат СЛП-8535
- РусРеза г. Волгоград – консольный ручной Реза-350
- Роста г. Воронеж – двухстоечный автомат СРЗ-200
- Станкостроительный завод им. Кирова г. Минск — двухстоечный автомат МП6-1920-001
- Эксен (Exen) Группа Компаний г. Нижний Новгород — двухстоечный автомат 8Б550Д. 8Б800Д
- Автом (Avtom) г. Екатеринбург — полуавтомат Автом ЛП
 Кирова г. Минск — двухстоечный автомат МП6-1920-001
Кирова г. Минск — двухстоечный автомат МП6-1920-001Лидерами в производстве отрезных ленточнопильных станков являются Тайвань, Германия, Италия, Испания. Наибольшую популярность получило отрезное оборудование станкостроительных фирм Danobat (Испания), Kasto Maschinenbau (Германия), Behringer (Германия), Amada (Япония), FMB (Италия).
Основные параметры ленточнопильных станков
- Основные параметры
- Угол поворота пильной рамы, (тисков, стола)
- Скорость движения полотна, м/мин
- Размер пильного полотна, мм
- Диаметр шкивов, мм
- Максимальное число шагов подачи заготовки в автоматическом режиме
- Максимальный шаг подачи заготовки в автоматическом режиме, мм
- Минимальный шаг подачи заготовки в автоматическом режиме, мм
- Габариты станка, мм
- Габариты в упаковке, мм
- Масса, кг
- Максимальные размеры заготовки
- Максимальный размер сплошной заготовки, круг 90°, мм
- Максимальный размер сплошной заготовки, круг 45°, мм
- Максимальный размер сплошной заготовки, круг 60°, мм
- Максимальный размер сплошной заготовки, квадрат 90°, мм
- Максимальный размер сплошной заготовки, квадрат 45°, мм
- Максимальный размер сплошной заготовки, квадрат 60°, мм
- Максимальный размер сплошной заготовки, прямоугольник 90°, мм
- Максимальный размер сплошной заготовки, прямоугольник 45°, мм
- Максимальный размер сплошной заготовки, прямоугольник 60°, мм
- Электрооборудование
- Мощность привода главного движения (привода пилы), кВт
- Мощность двигателя очистки пильного полотна, кВт
- Мощность привода гидравлического агрегата, кВт
- Мощность двигателя транспортера стружки, кВт
- Мощность насоса СОЖ, кВт
- Общая потребляемая мощность, кВт
Ленточные пилы для резки металла:
- Углеродистые ленточные пилы для резки легированных и нелегированных сталей
- Биметаллические ленточные пилы для тяжелых режимов резания
- Твердосплавные ленточные пилы для резки труднообрабатываемых металлов — чугунное литье, сплавов с высоким содержанием никеля и титана
- Алмазные ленточные пилы для резки абразивных материалов
Рубикон, ООО © 2016 http://stanki-katalog. ru
ru
Полезные ссылки по теме
Каталог обрабатывающих центров
Каталог-справочник ленточнопильных станков
Ленточнопильный станок с гидроподъёмом пильной рамы
В каталоге на сайте представлен широкий ассортимент ленточнопильных станков с гидроподъёмом пильной рамы. Это мощное и функциональное оборудование, которое позволяет в разы повысить эффективность производства за счёт скорости и качества выполнения поставленных технологических задач. Реализуемое оборудование полностью соответствует европейским стандартам качества. Перед поступлением в продажу каждый станок проходит тестирование в различных режимах работы.
Реализуемая техника будет оптимальным решением для быстрого распила чёрных (сталь, чугун) и цветных металлов, а также их сплавов и других материалов с целиковым, полым и профильным сечением. Станок применяется в условиях серийного и среднесерийного производства.
Для того чтобы приступить к работе оператору не нужно проходить сложное и длительное обучение. Достаточно обладать базовыми навыками работы с аналогичным оборудованием, внимательно изучить технику безопасности и пройти краткий инструктаж.
Выполнение технического облуживания оборудования не вызовет каких-либо трудностей. С этой задачей вы вполне можете справиться самостоятельно, не прибегая к помощи стороннего специалиста.
Рассмотрим особенности и преимущества ленточнопильных станков с гидроподъёмом пильной рамы:
- Жёсткое литое основание, которое сделано из материала высокой прочности. Рассматриваемому оборудованию не страшна даже значительная эксплуатационная нагрузка;
- Низкая шумность. Станок работает тихо, что немаловажно, когда необходимо осуществлять распил заготовок в условиях серийного производства;
- Быстрозажимные тиски с гидроприводом – гарантия устойчивой фиксации обрабатываемой заготовки;
- Регулируемый концевой упор позволяет осуществлять серийный распил заготовок;
- Простая и удобная регулировка силы натяжения пильного полотна. Наличие тензометра, который поставляется в комплекте со станком;
- Надёжная защита от возникновения форс-мажорных обстоятельств. Кнопка аварийной остановки;
- Благодаря системе подачи СОЖ рабочая оснастка прослужит длительное время, радуя безупречным качеством выполнения поставленных задач;
- Удобный съёмный подъём для быстрого сбора пыли и стружки. Всегда чистое рабочее место;
- Предусмотрена переменная скорость резания. Регулировка скорости движения пильного полотна выполняется в зависимости от плотности обрабатываемого материала и геометрической формы заготовки.
 Наличие тензометра, который поставляется в комплекте со станком;
Наличие тензометра, который поставляется в комплекте со станком;Компания Metal Master – надёжный поставщик качественного металлообрабатывающего оборудования!
Занимаемся поставками техники для обработки металла уже более 20 лет. С поставленными задачами справляемся на отлично и подтверждением служит значительное количество положительных отзывов. Поможем подобрать станок, как для небольшой ремонтной мастерской, так и для крупного промышленного предприятия.
Напрямую работаем с достаточно известными фирмами-производителями: Mazanek, Metal Master, Sorex, Van Mark, TAPCO, PROMA, Stalex, Schechtl. Предлагаем станки по низкой стоимости, без завышенных наценок.
Перед покупкой оборудования посетите наш демо-зал. Оцените станок в работе и на основе полученной информации вы легко сможете принять верное решение, о котором не пожалеете в будущем.
Быстрая доставка. В любой город РФ. Отгрузка в ТК в тот же день, когда средства будут перечислены на счёт нашей компании.
Остались вопросы? Смело задавайте их нашему менеджеру. Опытный специалист предоставит всю необходимую информацию, которая сделать правильный выбор.
Ручные станки с гидроразгрузкой пильной рамы
На данной странице сайта представлены ручные ленточнопильные станки чешской фирмы Pilous с гидроразгрузкой пильной рамы. Имеют пружинную систему для легкого подъема рамы, этим отличаются от более дешевых ручных . Применяется при проведении слесарных и ремонтных работ, где нет поточного серийного производства.
По вопросам подбора и приобретения свяжитесь с нашим менеджером по телефону 8-800-555-95-28, электронной почте zakaz@remontenergo.ru или заполнив заявку, расположенную внизу страницы.
Преимущества станков Pilous:
- Бесшумный и необслуживаемый червячный мотор-редуктор;
- Конструкция из серого чугуна обеспечивает высокой виброустойчивости;
- Плавная регулировка скорости реза;
- Качественные быстрозажимные тиски;
Как выбрать ленточнопильный станок с гидроразгрузкой рамы
- Размер деталей. Определите максимальное сечение распиливаемой детали. В зависимости от этого выберите модель станка по цифровой маркировке. Например, станок ARG 200 пилит круглые заготовки сечением до 200 мм.
- Угол распила. Станки отличаются по возможности пиления заготовок под углом. Определите, под каким углом вы собираетесь распиливать заготовки. Станки Pilous версии Plus имеют расширенный угол пиления от -45 до 60 градусов. В станках без этой маркировки угол пиления составляет от 0 до 60 градусов.
- Характеристики деталей. Определите материал, который подлежит распилу. В зависимости от этого подбирается пильное полотно. Обычно используется биметаллическое полотно или полотна с твердосплавными вставками. Первоначально, при выборе шага зубьев стоит руководствоваться правилом, что в контакте с материалом, в процессе пиления, должно быть от 4 до 30 зубьев. Размер полотна на всех станках универсальный, легко можно подобрать для пиления практически любого материала, включая инструментальную и нержавеющую сталь.
- Тип станка. Определяем загруженность производства и подбираем тип станка. Станок с гидроразгрузкой рамы используется при средней загруженности производства. Для серийного производства больше подойдут полуавтоматические станки.
Цена на ленточнопильный станок с гидроразгрузкой пильной рамы
Стоимость станка складывается из многих факторов: мощности, размера обрабатываемых деталей, курса валют и даже наличия на складе. Для расчета нам нужна информация. По выбранным характеристикам, функциональным возможностям и бюджету мы подберем подходящую модель, сделаем расчет доставки и вышлем вам коммерческое предложение, где будет вся информация о товаре.
Для расчета нам нужна информация. По выбранным характеристикам, функциональным возможностям и бюджету мы подберем подходящую модель, сделаем расчет доставки и вышлем вам коммерческое предложение, где будет вся информация о товаре.
Если у вас есть вопросы о том, сколько стоит оборудование, как подобрать расходные материалы для него и организовать доставку, свяжитесь с нашим менеджером. Он поможет выбрать и решить все организационные вопросы по поставке нужного инструмента для вашего производства. По заказу также подберем расходные и дополнительные материалы: рольганги, контейнеры для стружки, пильные полотна.
Двухколонные ленточнопильные станки с полуавтоматическим управлением
Ленточнопильные станки с полуавтоматическим управлением используют для резки заготовки из металла профильного или круглого сечения. На данном виде станков работа происходит в полуавтоматическом режиме, то есть непосредственный процесс резки станок выполняет автоматически, а вручную происходит установка детали. При использовании в работе тонкостенного профиля и различных дорогостоящих металлов достигается наибольшая эффективность и отдача от этого вида ленточнопильных станков. Ленточнопильные станки с полуавтоматическим управлением рассчитаны на достаточно длительный период времени бесперебойной работы в очень активном режиме. Чтобы не возникало никаких проблем, оборудование обеспечивается системой очистки полотна, мощной системой охлаждения, дополнительными приспособлениями, которые способствуют облегчению обслуживания станка.
Двухколонный ленточнопильный станок W 340/630 GTH32750
Угол поворота пильной рамы 30-90-45 градусовМаксимальный размер резки 630х340 мм.
Скорость резания 15-120 м/мин
Мощность двигателя 3 кВт. Двухколонный ленточнопильный станок W 500/800 GTH Угол поворота пильной рамы 30-90-45 градусов
Максимальный размер резки 820х500 мм.

Скорость резания 15-120 м/мин
Мощность двигателя 5.5 кВт. Двухколонный ленточнопильный станок BSS 500/800TS
31435
Угол поворота пильной рамы 90-45 градусовМаксимальный размер резки 800х500 мм.
Скорость резания 25-140 м/мин
Мощность двигателя 4 кВт. Двухколонный ленточнопильный станок BSS 650/1100TS Угол поворота пильной рамы 90-45 градусов
Максимальный размер резки 1100х650 мм.
Скорость резания 17-110 м/мин
Мощность двигателя 5,5 кВт. Двухколонный ленточнопильный станок BSS 800/1000TM
61870
Угол поворота пильной рамы 90-45 градусовМаксимальный размер резки 1000х800 мм.
Скорость резания 25-140 м/мин
Мощность двигателя 5.5 кВт. Двухколонный ленточнопильный станок W 800/1000 GTH Угол поворота пильной рамы 45-90-45 градусов
Максимальный размер резки 800х1000 мм.
Скорость резания 15-100 м/мин
Мощность двигателя 5.5 кВт. Двухколонный ленточнопильный станок BSS 1000CT Угол поворота пильной рамы 90-45 градусов
Максимальный размер резки 1000х1000 мм.
Скорость резания 17-110 м/мин
Мощность двигателя 7.5 кВт.
Статьи Росмарк-Сталь- Ленточнопильные станки PETRA
Ленточнопильные станки PETRA
О производителе ленточнопильных станков PETRA
Это семейная компания из города Любляна, столицы Словении. Первый ленточнопильный станок был изготовлен в 1992 году. В 2005 году впервые представлен двухстоечный станок на выставке EMO в Ганновере. Основное стремление компании – это достичь полного доверия и преданности клиента при использовании технологий PETRA.
Основное стремление компании – это достичь полного доверия и преданности клиента при использовании технологий PETRA.
Станки PETRA – что производят.
Проектирование и изготовление высококачественных двухстоечных станков, основанных на инновационных запатентованных технологиях. Международные продажи организованы через сеть дилеров в разных странах. Именно успех данных партнеров на рынке будет полностью определять стратегическую цель компании.
PETRA среди многих производителей ленточнопильных станков по всему миру.
В настоящее время на рынке сложилось общее представление о ленточнопильных станках, из которого видно, что практически все станки одинаковы – очевидным различием является только цена. В действительности же, между станками, представленными на рынке, даже в тех же диапазонах резания / цены существуют огромные различия. Продавцу высококачественного оборудования с более высокой стоимостью не так просто представить преимущества оборудования потенциальному клиенту, заваленному предложениями на, казалось бы, такое же оборудование, но с более низкой стоимостью. Во многих случаях это действительно невозможно.
Опыт показывает, что большинство клиентов, в действительности, не понимают технологию и экономическую сторону процесса резания на ленточнопильном станке. Если процессы точения, фрезерования и шлифования относительно понятны, то процесс резания для многих представляет собой загадку. Даже если вы будете искать данную информацию в Интернете, то найдете там только общие положения. Практически нигде нет указаний на определенные цифры и ответов на вопросы, типа «Сколько определенного материала при рекомендуемых параметрах может быть отрезано одной ленточной пилой?», которые могли бы быть опубликованы клиентом и предназначались для производителя ленточного полотна или ленточной пилы. Такие вопросы, как правило, остаются без точного ответа.
Наши потенциальные клиенты, покупающие ленточнопильные станки по металлу
● кто занимается обработкой металла с габаритами до 420 х 420 мм;
● кто осуществляет резание труднообрабатываемых материалов;
● кому необходима точность реза;
● кому необходимо осуществить оперативную резку;
● у кого небольшая площадь помещения;
● кто осуществляет процессы резания в условиях жаркого климата или сложных условиях;
● кто заботится об окружающей среде;
● кому необходим дистанционный контроль за работой станка через Интернет;
● у кого есть особые требования к зажимным приспособлениям;
● кто выбирает инновационное оборудование, качество по разумной цене, а не просто утвердившуюся на рынке марку;
● кто использует только ленточнопильные станки консольного типа.

Наилучшая цена за один рез достигается:
● Стоимостью инструмента
● Энергозатратами
● Расходом материала
● Стоимостью технического обслуживания
Стоимость инструмента
● Стойкость пилы на станках: от 0,5 до 1,5 м² металла на метр ленточной пилы (приблизительно)
● На станках PETRA стойкость пилы в два раза больше
● Цена пилы изменяется – чем больше пила, тем она дороже
● Твердосплавные пилы могут быть использованы на всех моделях PETRA
Гидравлика отключается во время резания
● Для подачи используется только вес пильной рамы
● Гидравлика используется только для перемещения и зажима материала
● Длительная служба гидравлических узлов станка
● Масло не перегревается и не теряет своих свойств
Расход материала
Точность резания на ленточнопильных станках PETRA измеряется в десятых долях миллиметра.
● Допуск по длине 0,2 мм (в автоматическом режиме)
● Допуск на перпендикулярность 0,1 мм
● Важно для дальнейшей обработки детали
● Нет большого расхода материала и потери в производительности
Надежность станков PETRA
● Гарантия 2 года либо 4000 моточасов (кроме электрики)
● На станках используются электрические компоненты компаний SIEMENS, LENZE, SCHNEIDER, WEIDMUELER
● Станки полностью тестируются перед отгрузкой (500 циклов)
● Срок службы станка 15 лет (до кап.
 ремонта)
ремонта)
Почему вы считаете, что ваши станки лучше?
Для ответа на данный вопрос следует просто объяснить процесс резания ленточной пилой.
● Очень быстрый процесс резания
● Очень важна плавная и непрерывная подача пильной рамы
● Двухстоечное исполнение станка
● Эффект прерывистого скольжения
● Эффект закусывания
● Запатентованная система PETRA исключает эти вредные явления
Что такое эффект прерывистого скольжения?
Эффект прерывистого скольжения обусловлен чередованием скольжения и прилипания поверхностей с соответствующим изменением силы трения. Как правило, коэффициент статического трения между двумя поверхностями больше, чем коэффициент кинетического трения. Если приложенная сила достаточно большая, чтобы преодолеть статическое трение, то уменьшение трения до кинетического трения может вызвать резкий скачок скорости движения.
Стандартная двухстоечная конструкция, состоящая из круглых стоек с втулками, претерпевает именно этот эффект. Его невозможно избежать полностью даже при подаче смазки под давлением. На станках PE-TRA применяются линейные направляющие, которые испытывают только трение качения, практически устраняющее эффект прерывистого перемещения. Это очевидное преимущество конструкции.
Что такое эффект закусывания?
Эффект закусывания, как известно, случается во время перемещения пильной рамы параллельно стойкам. Если по какой-либо причине одна сторона перемещается немного быстрее, другая испытывает изменение силы трения. В результате это приводит к прерывистому перемещению пильной рамы. Конструкторы приложили немало усилий, чтобы устранить или, по крайней мере, свести к минимуму этот эффект на классических конструкциях. Необходимы очень точная обработка и точные настройки, а многие дешевые станки не могут обеспечить этого.
Конструкторы приложили немало усилий, чтобы устранить или, по крайней мере, свести к минимуму этот эффект на классических конструкциях. Необходимы очень точная обработка и точные настройки, а многие дешевые станки не могут обеспечить этого.
Конструкции PE-TRA исключают этот эффект, благодаря своему запатентованному решению. Дополнительным преимуществом конструкции является тот факт, что давление всегда находится ровно по центру (между двух стоек), независимо от того, что одна сторона пильной рамы, на которой расположены двигатель и редуктор, гораздо тяжелее, чем другая.
Система контроля давления и подачи
Система контроля работает в реальном времени посредством аналоговой механико-гидравлической системы. Система контроля полностью защищает пилу от ошибки оператора.
Использование электронного оборудования не предусмотрено, так как его работа была бы очень медленной.
На станках PE-TRA давление воспринимается непосредственно через спинку пилы. Металлический стержень на правой направляющей присоединен к специальному прецизионному гидравлическому клапану подачи с рабочим диапазоном всего 0,3 мм, который закрывается как раз, когда сопротивление материала, обусловленное подачей, уменьшается до заданного максимального давления.
Максимально возможное давление в соответствии с настройками изготовителя – от 50 до 120 кг. Для новой ленточной пилы требуется меньше давления, поэтому рекомендуемое значение – 50 кг. При притуплении пилы необходимо больше давления и оператору приходится время от времени его увеличивать, если необходимо сохранить то же самое время резания. Регулировку давления можно легко объяснить, сравнив ее с педалью газа в автомобиле. Для поддержания скорости на крутой дороге (более высокое сопротивление, поскольку пила менее острая) необходимо выжать педаль газа больше.
Отличительные особенности станков PETRA
• PETRA – это двухстоечные станки
• Номинальный размер резания является так же эффективным размером для резания
• Оптимальный размер полотна для заготовок до 420 мм (34 мм)
• Защита от ошибки оператора (контроль подачи / давления)
• Низкие энергозатраты
• Универсализм и индивидуальный подход
PETRA это не товар общего потребления, а лучший станок по соотношению цены и качества
• Экономия резания достигается исключительным исполнением и техническими решениями
• Чем сложнее задача, тем очевиднее эффект
• Чем больше объёмы, тем очевиднее эффект
• Замена старых станков – одним заменяем несколько
• Уверенность в технологиях PETRA
• При необходимости изменение и добавление девайсов
• Небольшой срок поставки
Другие статьи
MetalMaster BSG-255 Ручной ленточнопильный станок с гидроразгрузкой пильной рамы
Обзор станка
Ленточнопильный станок Metal Master BSG-255 (Тайвань) предназначен для серийного производства.![]() Рама и основание станка изготовлены из высокопрочного чугуна, что является залогом долгой службы, а также гарантирует высокую виброустойчивость в работе. Легкость в работе обеспечивают две мощные регулируемые пружины, компенсирующие вес рамы при подьеме, а также регулируемый клапан цилиндра гидроразгрузки, управление которым вынесено на переднюю часть станка. Наличие удобной блокировки клапана позволяет остановить опускание рамы в любой момент, отрегулировать клапан гидроразгрузки и снова продолжить работу без остановки движения пилы.
Рама и основание станка изготовлены из высокопрочного чугуна, что является залогом долгой службы, а также гарантирует высокую виброустойчивость в работе. Легкость в работе обеспечивают две мощные регулируемые пружины, компенсирующие вес рамы при подьеме, а также регулируемый клапан цилиндра гидроразгрузки, управление которым вынесено на переднюю часть станка. Наличие удобной блокировки клапана позволяет остановить опускание рамы в любой момент, отрегулировать клапан гидроразгрузки и снова продолжить работу без остановки движения пилы.
Наличие необслуживаемого мотор-редуктора мощностью 1.5 кВт обеспечивает стабильную и надежную работу на весь срок эксплуатации. Скорость движения полотна регулируется переключателем на панели управления. Максимальная скорость движения полотна составляет 90 м/мин, что превышает показатели большинства аналогов.
Натяжение пилы осуществляется рукояткой с тензометром, что позволяет контролировать натяжение полотна и тем самым получать стабильный рез и продлить срок службы полотна.
Для зажима заготовок различных габаритов станок оснащен роликовой поддержкой и быстрозажимными тисками с рабочим диапазоном до 315 мм. Станок оснащен системой подачи СОЖ с раздельным регулированием мощности потока. Расположение форсунки подачи СОЖ также регулируется в зависимости от ширины заготовки. Поворотный стол обеспечивает пиление заготовок под углами от -450 до 600.
Станок комплектуется распространенным ленточным полотном 2750*27*0,9, что позволяет подобрать несколько вариантов полотен от разных производителей для обработки широкой номенклатуры металлов от алюминия до инструментальных и жаропрочных сталей.
Наличие концевого выключателя гарантирует остановку пилы после окончания распила. При необходимости осуществления неполного распила, пила может быть остановлена на заданной высоте путем настройки концевого выключателя.
Для обеспечения повышенной безопасности, кнопка аварийного отключения дублирована на панели управления и передней части поддона для стружки.
Перемещение станка, в случае необходимости, может быть облегчено за счет быстрого демонтажа тумбы и наличия четырех проушин для крепления тросов на поддоне для стружки.
Станок сертифицирован по европейскому стандарту СЕ.
Станок создан одним из лучших OEM-производителей Тайваня по заказу компании Metal Master, что обеспечивает безупречную работу в течении всего срока эксплуатации станка и позволяет нам предложить расширенную гарантию на 2 года.
На ленточную пилу BSG-250 могут быть рекомендуется устанавливать полотна в зависимости от Ваших производственных задач. Пилы различаются типом материала, для которых они предназначены, и формой зубьев:
| Тип полотна | Задача |
| PROFI M42 | Резка углеродистых и низкоуглеродистых сталей |
| SUPER M51 | Резка высокоуглеродистых сталей и сплавов |
| SP | Резка жаростойких и износостойких сплавов |
| TCT | Резка особо твердых и специальных сплавов |
| Тип зуба | Форма зуба | Задача |
| N | Базовый тип пилы, зуб прямой | Пиление труб и профилей |
| CS | Зуб наклонен на 10 градусов | Пиление толстостенных и сплошных заготовок среднего и малого диаметра |
| DCS | Зуб наклонен на 10 градусов, упрочненная спинка | Пиление материалов большого диаметра либо условия серийного производства |
Преимущества ленточнопильного станка Metal Master BSG 250:
- Жесткие литые основание и рама;
- Рабочий ход с помощью гидроцилиндра с бесступенчатым регулированием;
- Регулируемые твердосплавные направляющие ленточного полотна;
- 2 скорости резания – 45 и 90 м/мин. ;
- Поворотная (-45, +60) пильная рама;
-
Тихая работа;
- Быстрозажимные тиски;
- Съемный поддон для сбора стружки и легкой чистки;
- Регулируемый концевой упор для серийных работ;
- Автоматический конечный выключатель;
 ;
;Стандартная комплектация:
- Биметаллическое ленточное полотно;
- Тензометр
- Регулируемый концевой упор;
- Гидравлическая система подачи;
- Автоматический выключатель окончания распила;
- Система подвода СОЖ;
- Концевые выключатели крышек;
- Быстропереставляемая губка тисков;
Операции на станке:
- Подъем рамы ручной
- Опускание рамы автоматическое
- Зажим заготовки ручной
Сохранить в соцсетях
Рамно-пильный станок
Новое поколение многопильных станков, обеспечивающих качественную, точную и экономичную резку бруса на прутки, доски и ламели.
Многопильные станки предназначены для высокопроизводительной распиловки прутка на ламели толщиной от 4 мм и шириной линии пропила до 1,5 мм.
Машина отличается высокой степенью автоматизации, надежностью, простотой в эксплуатации и обслуживании. Доступна автоматическая подача заготовок с плавно регулируемой скоростью, что позволяет оператору выбрать оптимальный режим резки.Использование специального оборудования позволяет многопильному станку распиливать тонкие заготовки на ламели. На машине установлены патрубки для подключения к аспирационной системе.
- Высокоавтоматизированный
- Ширина линии раскроя до 1,5 мм
- Максимальное количество одновременно работающих пильных полотен 25 штук
- Низкое энергопотребление
- Минимальная толщина получаемой ламели 4 мм
- Толчковая подача заготовки
- Доступна функция многоканальной пилы
| Технические характеристики 160 | |||||||||||||||||||||||||||||||
| Качественная, точная и экономичная резка с низким энергопотреблением. Видео | ||||||||||||||||||||||||||||||
|
| ||||||||||||||||||||||||||||||

Двойная торцовочная пила для обрамления картин, деревообработка
Номер продукта: 1911CE
Пила T-400 предназначена для резки под углом 45 градусов точно для обрамления картин и обработки дерева, например окон, дверей и компонентов мебели.T-400 может работать со всеми материалами из дерева, пластика и металла с высотой формования до 3 ½ дюйма (80 мм) и шириной профиля до 4 дюймов (100 мм).
Эта сверхмощная пила предназначена для средних и высоких производственных условий. Его уникальная пневматическая система управления обеспечивает очень плавное движение вниз, точный рез и быстрый процесс возврата. Два пильных полотна закреплены под углом 45 градусов и вертикально перемещаются вверх и вниз. С каждым ходом две митры вырезаются из молдинга с наименьшим количеством обрезков.В процессе резки форма надежно удерживается на месте четырьмя пневматическими зажимами, что обеспечивает высокое качество резки.
Система измерения резки AG-2000 — аксессуар
AG-2000 подходит как для нестандартных рам, так и для производственных операций. Для изготовителя нестандартных рам Auto Gauge упрощает и ускоряет процесс за счет быстрого перехода на другую длину, вызывая сохраненные программы, инициированные с помощью контроллера сенсорного экрана.
Для OEM-производств, требующих массовой настройки и производящих много различных размеров рам, адаптированных к конкретным потребностям клиентов, AG-2000 предлагает гибкость производственных операций и быстрое переключение на различные размеры при одновременном контроле производственных затрат.
Требования к электрическим и пневматическим компонентам
- Желоб для сбора пыли — 2 порта 3 ½ дюйма (80 мм)
- Требования к питанию 3 фазы — 230/400 В — 50/60 Гц — 3 кВт
- Требования к воздуху 100 фунтов на кв. Дюйм — 4 куб. Футов в минуту — 8Nl
- Регулятор давления масляного фильтра
- Вес: 1102 фунта.(500 кг)
- Размеры: 39 3/8 дюйма (1000 мм) x 39 3/8 дюйма (1000 мм) x 71 дюйм (1800 мм)
Запасные части и аксессуары
- Сменное полотно для пилы по дереву и мягким материалам — 400 мм x 30 мм
- Сменное полотно для пилы по алюминию — 400 мм x 30 мм
- Удлинитель измерительного стола — правый — 48 дюймов (1220 мм)
- Удлинитель измерительного стола — левый — 48 дюймов (1220 мм)
- Автоматическая измерительная система T-400
- Система распыления охлаждающей жидкости для резки металла
Торговая и техническая документация
Лучшее решение для высокопроизводительных пазов, пазов, V-образных канавок и резки
Сократите пространство и увеличьте производство с помощью станка американского производства , который выполняет две основные задачи в деревообрабатывающих цехах и в цехах изготовления вывесок: резка, фрезерование и обработка V-образных канавок. Купите комбинированный станок с пилой и фрезером. Пила и фрезерная головка легко заменяются менее чем за минуту, фиксируются на месте с шагом 90 градусов для резки и фрезерования в горизонтальном или вертикальном положении.
Купите комбинированный станок с пилой и фрезером. Пила и фрезерная головка легко заменяются менее чем за минуту, фиксируются на месте с шагом 90 градусов для резки и фрезерования в горизонтальном или вертикальном положении.
Возможности трассировки включают изготовление плуга и крестовины, шпунта и V-образных канавок для производителей указателей. Функции маршрутизации включают плавающую головку маршрутизатора, позволяющую маршрутизатору погрузиться в панель и подняться из нее в любое время. Дополнительно к аксессуарам для фрезерования относятся четыре зажима и упоры.
Буква «U» в названии станка означает, что пила и фрезерный станок модернизированы до нашего двигателя пилы с червячным приводом мощностью 3 л.с. и мотора мотора фрезерного станка мощностью 3 ¼ л.с.
Буква «A» в названии машины означает, что машина оснащена несколькими принадлежностями.
«ACM» в названии машины указывает на то, что машина сделана специально для производителей вывесок, которые режут алюминиевый композитный материал с V-образной канавкой (ACM).
Все машины включают в себя ограждение MID-WAY®, перекидной упор MID-WAY Fence и четыре зажима для материала для обработки материала на уровне талии и в нижней части машины.
Позвоните нам сегодня по телефону (763) 755-1600 и поговорите с Томом Хьюстоном, чтобы определить, какой из них подходит вам!
Основные преимущества этих машин:
Вертикальное позиционирование панелей
Один человек легко и безопасно обрабатывает полноразмерные листы
Вращающаяся пила и фрезерная головка
Вращающаяся пила и фрезерная головка позволяют выполнять резку и фрезеровку в горизонтальном (продольном) или вертикальном (поперечном) направлениях, поворачивая его с шагом 90 ° и фиксируя в положении
Пильный диск с усиленной защитой
Пильный диск с усиленной защитой исключает случайный контакт оператора с пильным диском, предотвращая случайные ошибки, которые возникают при использовании других методов резки
Подшипник и направляющая система, не требующие технического обслуживания
Обеспечивает поддержку при выполнении точных пропилов с допусками на резку от 1/64 дюйма прямого и квадратного сечения
Прочная конструкция
Цельная стальная сварная рама с цельной сварной кареткой направляющих труб
Встроенные линейки
Измерьте и отметьте свои разрезы, когда панель находится на станке, с помощью горизонтальных и вертикальных линейок
Ролики для материалов
Использование подшипников 3/4 ”для легкой загрузки и разгрузки панелей.
Порт для пыли
Позволяет транспортировать пыль в пылесос с помощью нашего комплекта для сбора пыли
Промышленные двигатели
В диапазоне от 1 3/4 до 3 1/4 лошадиных сил и способны прорезать материал толщиной до 1 3/4 дюйма
Выбор двойной торцовочной пилы для крупносерийного производства небольших рам
Здравствуйте, ворчуны,Недавняя авария торцовочной пилы во время производственного цикла (защита лезвия не упала после разреза, и я закончил тем, что перерезал сухожилие на тыльной стороне руки, когда Я пошел забрать кусок лома) еще раз подчеркнул, что мне нужно как можно скорее купить двойную торцовочную пилу! Я пинаю себя, потому что приличная использованная двойная митра будет стоить меньше, чем мои медицинские счета, после того, как все будет сказано и сделано.
Я понимаю, что на двойных торцовочных пилах есть несколько резьб, но, похоже, много разговоров идет о приложениях для создания нестандартных рам. Я надеюсь получить несколько рекомендаций о том, какие пилы мне следует искать для моей домашней производственной установки. Вот некоторые ключевые соображения:
1) Двойные остановки производства. Я делаю только рамки 5х7 и выравниваю текстуру дерева на стыках. Я могу в конечном итоге сделать дополнительные размеры в будущем, и было бы неплохо иногда делать большие рамки для моих собственных отпечатков, но мой хлеб с маслом — один размер кадра в течение всего дня.Имея это в виду, мне нравится идея иметь две производственные остановки, причем более короткая из двух является «перекидной», чтобы я мог быстро переключаться между длинами. Я также открыт для других вариантов, таких как Pistorius Pow-R Lok Stop, но я обеспокоен тем, что это может быть излишним для моего приложения и просто еще одна часть выйдет из строя.
2) Требования к питанию. Я предпочитаю однофазное 220–240 В, но 3 фазы — это не помеха. К вашему сведению, для тех, кто хочет запитать трехфазную машину от однофазного входа, это может быть легко выполнено с помощью частотно-регулируемого привода (VFD). Они дешевле вращающегося фазового преобразователя и немного дороже статического фазового преобразователя, но работают намного эффективнее.
Они дешевле вращающегося фазового преобразователя и немного дороже статического фазового преобразователя, но работают намного эффективнее.
3) Пневматическое нажатие на ножную педаль. Из того, что я читал, похоже, что этот метод срабатывания является самым быстрым для производственной среды. Мои рамы 5×7 сделаны из сосновой древесины 1×2, поэтому нет необходимости в медленной резке или широком профиле.
4) Минимальные отходы. Кажется, что некоторые двойные митры имеют больший зазор между лопастями по сравнению с другими, и я предпочитаю не приводить в действие каждое лезвие отдельно (тратя время), чтобы свести к минимуму брак.
5) Вопрос — насколько важны вертикальные и / или горизонтальные удержания для моего приложения? Скорость производства — мой приоритет №1, но если точность страдает и добавляет время процессу присоединения, то я бы предпочел добавить несколько секунд к моим сокращениям, чтобы сэкономить время позже. Следует отметить, что дерево, с которым я работаю, часто имеет изгибы и изгибы.
6) Космос. В настоящее время я работаю в гараже на 1 машину, поэтому предпочтительнее занимать меньше места.
Думаю, это покрывает мои основные соображения. . .Спасибо заранее за ваш вклад!
Насадки для пил, снятых с производства
Процедура выпуска воздуха для управления подачей головки для C-916
Модели DoALL: C-916
Для доливки масла и / или удаления воздуха можно не снимать цилиндр в сборе с машины.
Сначала устраните утечку масла в системе, чтобы избавиться от необходимости повторять это за короткий период времени.
Поднимите головку пилы настолько, чтобы снять трубную заглушку с верхней торцевой крышки цилиндра.Верните пильную головку в нижнее положение.
1. Используя бутылку / канистру с маслом с небольшой заправочной трубкой, продвинутой в отверстие прибл. 1 ”, МЕДЛЕННО залейте гидравлическое масло ISO-VG класса 46 или трансмиссионную жидкость Dextron III (в зависимости от того, что изначально содержалось в вашей системе) в открытый патрубок трубы до тех пор, пока не произойдет перелив.
2. Установите на место трубную заглушку и полностью откройте дозирующий клапан управления подачей головки.
3. Несколько раз поднимите и поверните пильную головку до максимума.
4. Повторите шаг № 1 несколько раз, чтобы удалить воздух из цилиндра.
5. При закрытом дозирующем клапане поршень не должен провисать более чем на 1/4 дюйма (6,0 мм) при отпускании ленточного колеса после полного подъема головки и полного выдвижения штока поршня цилиндра управления подачей в головку. Провисание или втягивание штока поршня измеряется на штоке поршня.
Неправильный центр закручивания при замене подшипников или колес на TF-1421 и TF-2021
Модели DoALL: TF-1421, TF-2021M или TF2021NC серии с наклонной рамой
Выпуск: Машины теперь оснащены подшипниками скольжения и конусами в верхнем и нижнем ленточных колесах.Если контргайка подшипника не имеет надлежащего крутящего момента, центр закрутки не будет правильным при замене колес или подшипников.
Исправление: Разъем (DoALL часть #: 207897), чтобы крутящий момент контргайка подшипника имеется и требование к обслуживанию испытываемого DOALL машины. Правильный крутящий момент составляет от 17 до 18 футов / фунт, что обеспечивает надлежащую предварительную нагрузку подшипника и центр скручивания.
Ссылка на историческую справку службы DoALL № 294
Периодические проблемы с обнаружением верхней части материала, подлежащего резке, на пилах C-3350NC
Модели DoALL: C-3350NC
Проблема: Различные проблемы с отражателями, вызывающие неисправность датчика
Исправление: Замена на новые блоки излучателя / приемника, которые устраняют отражатели
Машины DoALL C-3350NC периодически испытывают проблемы с узлами лазера очистки головки, которые неправильно определяют верхнюю часть материала, а в некоторых случаях вообще не обнаруживают:
1. Грязные отражатели, треснувшие отражатели, которые затуманиваются.
Грязные отражатели, треснувшие отражатели, которые затуманиваются.
2. Ослабление монтажных кронштейнов на передающем устройстве, что вызывает проблемы с выравниванием чувствительного луча.
Комплекты для замены нового типа включают в себя излучатель и передающий блок, а не систему рефлекторного типа. Для замены комплектов лазерной очистки головок закажите номер детали DoALL: 223733.
Ссылка на историческую справку службы DoALL № 400
Правильная регулировка регулировочных винтов направляющей пилы для пил серий C-916 и 500
Модели DoALL: C-916A, C-916M, C916S, 500-S, 500-DS и 500-SNC
Выпуск: В настоящее время на станках, поступающих с завода, используется несколько различных регулировочных винтов направляющих пилы.Кажется, есть некоторая путаница в правильной настройке этих элементов, поэтому данный Сервисный бюллетень поможет прояснить ситуацию.
Исправление: Деталь DoALL № 124419 (внешняя рифленая поверхность) используется на таких моделях, как машины серий C916 и 500.
Чтобы правильно отрегулировать эти винты, полностью вставьте пильную ленту до опорных подшипников, используя отвертку с плоским лезвием, поверните регулировочные винты направляющей пилы по часовой стрелке до упора (не перетягивайте), затем отверните от ¼ до ½ оборота.
Правильная регулировка регулировочных винтов направляющей пилы для C-430A, C-30NC, DC-310NC
Модели DoALL: C-430A, C-30NC и DC-310NC
Выпуск: C В настоящее время в производстве машин, поступающих с завода, используются несколько различных регулировочных винтов направляющих пилы.Кажется, есть некоторая путаница в правильной настройке этих элементов, поэтому данный Сервисный бюллетень поможет прояснить ситуацию.
Коррекция : Деталь DoALL № 217390 (Гладкий внешний вид) используется на таких моделях, как машины серий C430A, C330NC, DC310NC. Чтобы правильно отрегулировать эти регулировочные винты, полностью вставьте пильную ленту до опорных подшипников. Используя отвертку с плоским лезвием, поверните регулировочный винт направляющей пилы по часовой стрелке, пока корпус полностью не встанет на рычаг направляющей пилы. Это предустановленное размещение для данного стиля, НЕ отступайте против часовой стрелки.
Чтобы правильно отрегулировать эти регулировочные винты, полностью вставьте пильную ленту до опорных подшипников. Используя отвертку с плоским лезвием, поверните регулировочный винт направляющей пилы по часовой стрелке, пока корпус полностью не встанет на рычаг направляющей пилы. Это предустановленное размещение для данного стиля, НЕ отступайте против часовой стрелки.
Правильная регулировка регулировочных винтов направляющей пилы для серий C-4100 и 800
Модели DoALL: серии C-4100 и серии 800
Выпуск: В текущем производстве машин, поступающих с завода, используется несколько различных регулировочных винтов направляющих пилы. Кажется, есть некоторая путаница в правильной настройке этих элементов, поэтому данный Сервисный бюллетень поможет прояснить ситуацию.
Поправка: Номер детали DoALL: 318170 (внешний вид с длинной рифленой головкой) используется на машинах серий C4100 и 800. Чтобы правильно отрегулировать эти регулировочные винты, полностью вставьте пильную ленту до заднего твердого сплава. Используя отвертку с плоским лезвием, поверните регулировочный винт направляющей пилы по часовой стрелке, пока корпус полностью не встанет на рычаг направляющей пилы. Это предустановленное размещение для данного стиля, НЕ отступайте против часовой стрелки.
Переключение ведущей шестерни под нагрузкой на TF-2020
Модели DoALL: TF-2020A и TF-2020M
Выпуск: Ведущая шестерня переключается под нагрузкой.
Исправление: Добавьте проставку (номер детали DoALL: 109522) между заплечиком на валу двигателя и ведущей шестерней, чтобы заполнить пространство. Цилиндрическая шестерня заставляет шестерню двигаться к двигателю под нагрузкой. Установите проставку за шестерней, как показано.
Ссылка на историческую справку службы DoALL № 168
Автоматизация производства полотна для сабельной пилы
Более 75 лет Milwaukee Electric Tool Corporation (www. mil-electric-tool.com/site.nsf), базирующаяся в Брукфилде, штат Висконсин, производит и поставляет мощные электроинструменты для профессиональных конечных пользователей. Это была первая компания, которая произвела сверло под прямым углом 1/2 дюйма для работы в узких углах, и она разработала и произвела Sawzall, первую портативную ножовку с возвратно-поступательным механизмом, имеющую всего три движущихся части.
mil-electric-tool.com/site.nsf), базирующаяся в Брукфилде, штат Висконсин, производит и поставляет мощные электроинструменты для профессиональных конечных пользователей. Это была первая компания, которая произвела сверло под прямым углом 1/2 дюйма для работы в узких углах, и она разработала и произвела Sawzall, первую портативную ножовку с возвратно-поступательным механизмом, имеющую всего три движущихся части.
В 1995 году инженеры компании начали поиск нового и более совершенного способа производства полотна для сабельной пилы.
Раньше лезвия изготавливались серийным способом.Компания Milwaukee Electric Tool купила катушку с предварительными зубьями, вырубила ее, подвергла термообработке, покрасила и отправила. Основными причинами использования нового производственного процесса были привлечение большего количества процессов внутри компании, сокращение количества поставщиков материалов, сокращение времени отклика на запросы клиентов и увеличение годового оборачиваемости запасов.
На выполнение проекта по поиску оборудования для производства полотен для сабельной пилы, которое могло бы выдерживать непрерывную работу по требованию, работать с материалами различной толщины и соответствовать параметрам ограниченного пространства, в целом потребовалось пять лет.За это время был исследован ряд альтернатив. Опции включали гидравлический пресс, прямой пресс, а также системы лазерной и гидроабразивной резки.
Был проведен подробный анализ каждого из них, чтобы определить, способно ли предложенное решение обеспечить желаемое качество продукта, а также удовлетворить требования по времени цикла, бюджету и интеграции. Были исследованы несколько производителей оборудования.
В конце поиска компания Milwaukee решила объединить технологию пресса с щелевым отверстием корпорации AIDA-Dayton Technologies Corporation с методами автоматизации и сотового производства.Милуоки обнаружил, что такой производственный процесс с требуемым уровнем автоматизации никогда ранее не был разработан в металлообрабатывающей промышленности.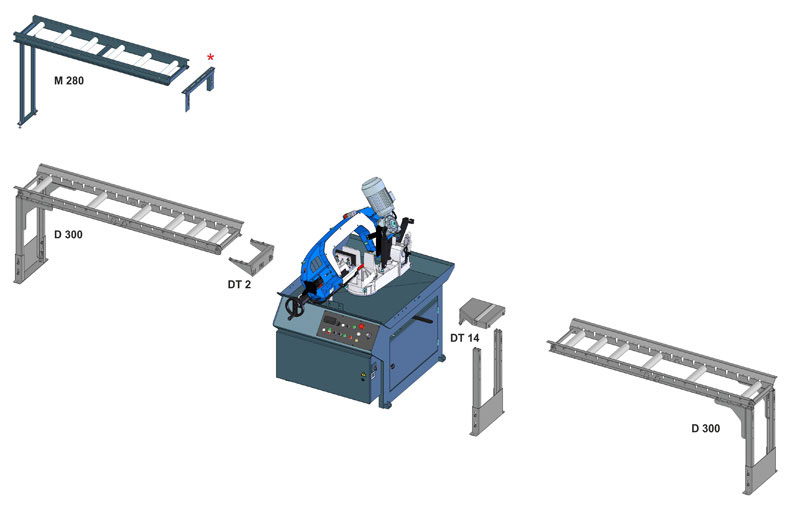 Многие детали должны были быть проработаны еще до заказа оборудования — такие как интеграция всех систем для линии и обеспечение их связи с хост-сетью.
Многие детали должны были быть проработаны еще до заказа оборудования — такие как интеграция всех систем для линии и обеспечение их связи с хост-сетью.
Две интегрированные линии
Были созданы две новые сложные линии для производства лопастей. Производственный цикл каждой линии, закрепленной 80-тонным прессом с щелевой рамой, зависит от непрерывной работы пресса.В щелевые прессы материал подается из рулонного сырья. Затем роботы перемещают материал через остальную часть процесса.
| Рисунок 1: Проникновение пуансона можно контролировать путем ограничения прогиба рамы и использования пресса с низким общим зазором подшипника, что также снижает вибрацию. |
По словам инженера по автоматизации проекта из Милуоки: «Мы приобрели два пресса с щелевой рамой через TCR, местного дистрибьютора AIDA.После того, как прессы были установлены, TCR дала возможность прессам с зазором общаться с остальной частью линии. Это помогло нам создать хорошо сбалансированную линию, которая объединила прессы, линейный материал и робототехнику в единую систему ».
Две производственные линии Milwaukee теперь работают почти непрерывно в течение полутора лет, производя полностью готовые пильные полотна. «Линии работают 24 часа в сутки, пять с половиной дней в неделю, — сказал инженер, — и у нас не было простоев с прессами.«Кроме того, компания производит пильные диски различных размеров и должна иметь возможность пропускать через прессы как очень тонкий, так и тяжелый материал. Компания заявила, что это возможно благодаря низкому показателю прогиба прессов.
Защита от перегрузки
In При выполнении операций вырубки пресс-пуансон ударяет по материалу, подаваемому в пресс. После того, как пуансон соединяется с материалом, все движения прекращаются до тех пор, пока не будет создано давление, достаточное для разрушения материала. После разрыва материала давление сбрасывается, создавая силу, называемую обратный тоннаж.
После разрыва материала давление сбрасывается, создавая силу, называемую обратный тоннаж.
В прессах с большим прогибом и большим зазором в подшипниках давление, создаваемое для разрушения материала, вызывает глубокое проникновение в полость матрицы и высокий уровень вибрации внутри пресса.
Прессы, используемые в этом случае, контролируют проникновение пуансона за счет ограниченного прогиба рамы и низкого общего зазора в подшипнике (см. Рисунок 1 ). Низкое проскальзывание особенно важно при производстве таких деталей, как эти пильные полотна, которые изготовлены из высокопрочной стали, которая поддается термообработке, чтобы сделать материал достаточно твердым для резки.
| Рисунок 2: Гидравлическая защита от перегрузки (HOLP) предусмотрена на точке подвески. Он срабатывает мгновенно в ответ на любую перегрузку, сбрасывая давление масла до нуля за 1/100 секунды, останавливая пресс. Если пресс застревает в нижней мертвой точке, легкое освобождение достигается поворотом переключателя. ).Система активируется, когда инструмент становится слишком тупым, что помогает исключить возможность изготовления некачественных деталей. Систему защиты от перегрузки можно сбросить за секунды, что помогает минимизировать время простоя. Оставаясь гибкимСистема регулируется для работы с операциями, при которых требуемый тоннаж значительно меньше, чем мощность пресса. Поскольку большинство штампов не работают с максимальной производительностью пресса, точку срабатывания можно отрегулировать до 60 процентов от производительности пресса, чтобы защитить штампы и пресс. «Поскольку наши автоматизированные линии непрерывно работают по требованию, мы также требуем, чтобы прессы работали как буферы для остальной части процесса», — сказал инженер. «Мы используем их для кратчайшего хода и максимальной скорости. Мокрая муфта прессов помогает им выдерживать постоянные остановки и пуски. Он обеспечивает высокую скорость одиночного хода при ручной подаче или в автоматическом режиме. Обслуживание линий также автоматизировано. Нормальная смазка выполняется автоматически через соответствующие интервалы. Деннис Дж. Бургер — национальный менеджер по продажам AIDA-Dayton Technologies Corporation, 7660 Center Point 70 Blvd., Dayton, OH 45424-6380, телефон 937-237-2382, факс 937-237-1995, электронная почта dboerger @ aida-america.com, веб-сайт www.aida-america.com. AIDA — мировой производитель металлообрабатывающих и штамповочных прессов, а также нетрадиционных технологий. пильный станок — Польский перевод — Linguee
|
 Цикл запускается автоматически. Когда трубопровод заполнен, щелевой пресс автоматически переходит в состояние ожидания. Когда трубопровод опорожняется, работа пресса возобновляется».
Цикл запускается автоматически. Когда трубопровод заполнен, щелевой пресс автоматически переходит в состояние ожидания. Когда трубопровод опорожняется, работа пресса возобновляется».