Как облудить паяльник: как паять мелкие детали паяльником с толстым жалом
как паять мелкие детали паяльником с толстым жалом
Наверняка у каждого в жизни была такая ситуация, когда необходимо было подпаять отвалившийся тонкий провод, или заменить пайкой очень маленький СМД компонет, но под рукой был только обычный паяльник. Произвести мелкую пайку толстым жалом очень трудно, если вообще возможно. Но тут на помощь может придти хитрость — лайфхак: как сделать для обычного паяльника мини жало, которое как раз и подойдет для подобных дел.
Понадобится
- Медная проволока (провод в изоляции одножильный) 1-1,5 мм в диаметре.
- Кусачки.
- Плоскогубцы.
- Напильник.
- Острый нож.
- Ну и естественно сам паяльник с толстым жалом.
Дорабатываем жало паяльника для пайки мелких деталей
Берем толстый одножильный медный провод и откусываем нужную длину порядка 10 см. С помощью ножа снимаем изоляцию с медной жилы. Если будете использовать проволоку — не забудьте удалить лаковое покрытие ножом или отжигом.

Берем наш паяльник и накручиваем плотно провод на жало. Чтобы обеспечить наилучшую теплопередачу, хорошо бы предварительно зачистить жало от нагара. Как нельзя кстати для этого подойдет мелкая наждачная бумага.
Загибаем задний кончик плоскогубцами.
А передний выравниваем — это и будет новое жало для паяльника.
Откусываем нужную длину. Сильно длинный конец оставлять не стоит — не будет прогреваться, да и паять будет не удобно.
С помощью напильника придаем нужную форму новому жалу. В общем стачиваем под скос.
Теперь включаем паяльник и разогреваем его. Облуживаем как обычно новое жало используя олово и канифоль, процедура не хитрая.
Теперь вам не составит труда паять любые СМД компоненты или другие мелкие соединения.
Если вы все правильно сделали спиралька должна сидеть хорошо и не болтаться при пайке.
Смотрите видео
Как залудить паяльник? Как правильно облудить жало нового медного китайского паяльника, со стальным и другим покрытием в домашних условиях?
Знаниями о том, как залудить паяльник и обслуживать его по мере эксплуатации, могут похвастать далеко не все начинающие радиолюбители и домашние мастера.
Особенности
Работа с нагревательным элементом инструмента при пайке проводов, микросхем, радиодеталей позволяет превращать твердый металл в жидкий, но контактная часть жала для этого должна пройти предварительную обработку. Она заключается в механической очистке поверхности, удалении окислов и распределении тонкого слоя припоя.
Стоит отметить, что современные необгораемые и керамические жала обычно не предназначены для механической обработки.

Они проходят этап подготовки еще на производстве, а вот медные, стальные и комбинированные элементы требуют особого внимания. Дело в том, что
Все работы выполняются вручную при помощи минимального набора приспособлений и инструментов. В некоторых случаях для необгораемых жал рекомендуется лужение при помощи специальных металлических «мочалок» или очистка губками с жесткой структурой.
Как облудить жало?
Правильно облудить жало нового паяльника в домашних условиях может каждый мастер с минимальными навыками ручного труда.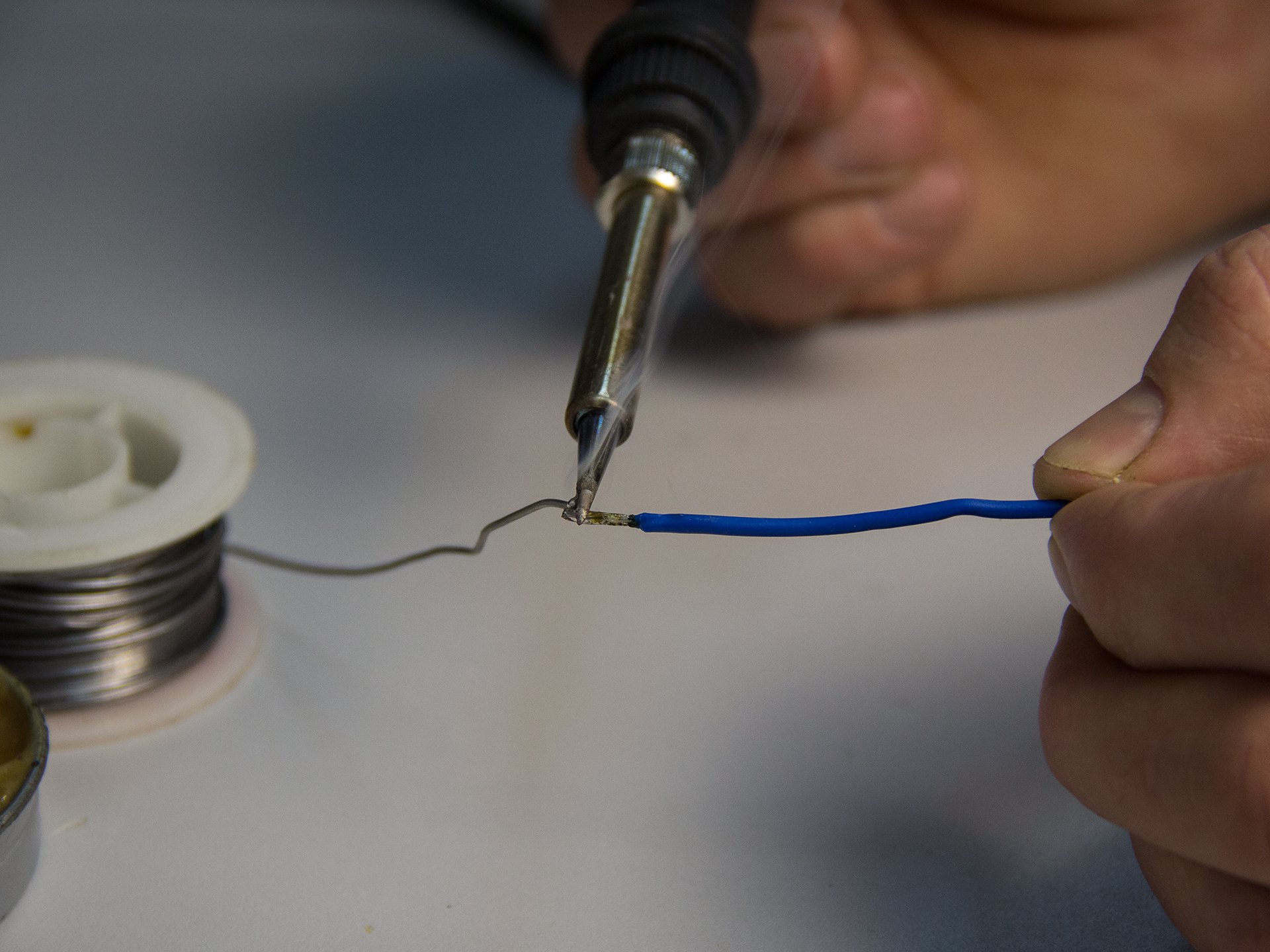 Важно лишь учесть тип наконечника: обращаться с несгораемыми, со стальными, медными и керамическими вариантами нужно по-разному.
Важно лишь учесть тип наконечника: обращаться с несгораемыми, со стальными, медными и керамическими вариантами нужно по-разному.
Простейшее лужение проводится при каждой пайке в начале работы с инструментом. Для этого нужно полностью прогреть жало до приобретения металлом красно-оранжевого цвета, а затем прижать его к канифоли. Дождавшись равномерного распределения флюса по поверхности, процедура повторяется с припоем. В итоге наконечник будет покрыт тонким слоем оловянно-свинцовой смеси, помогающей без проблем осуществить пайку.
Медное
Подготовка к работе нового или давно не использовавшегося медного жала требует определенных усилий.
А также для повышения плотности медного наконечника в условиях мастерской можно применить такой прием, как оковка.
Он подразумевает отбивку металлического стержня. При такой обработке даже сильно пористая медь приобретет необходимую для качественной пайки структуру.
Залудить жало паяльника после механической зачистки можно разными способами.
- В емкость с канифолью поместить несколько кусочков припоя.
 Нагреть и погрузить наконечник паяльника во флюс и олово, дождаться, пока оно распределится по поверхности, извлечь инструмент. После нанесения полуды жало обрабатывают куском грубой суконной ткани, обеспечивая растирание жидкого металлического покрытия. Стоит быть готовым к тому, что в процессе работы будет выделяться большое количество дыма — проводить манипуляции следует в хорошо проветриваемом помещении.
Нагреть и погрузить наконечник паяльника во флюс и олово, дождаться, пока оно распределится по поверхности, извлечь инструмент. После нанесения полуды жало обрабатывают куском грубой суконной ткани, обеспечивая растирание жидкого металлического покрытия. Стоит быть готовым к тому, что в процессе работы будет выделяться большое количество дыма — проводить манипуляции следует в хорошо проветриваемом помещении. - Разложить сукно на поверхности стола, рядом на гладкой доске положить кусок канифоли. Разогретый наконечник паяльника помещается во флюс, извлекается, натирается прутком припоя по всей площади. Процедура повторяется несколько раз. По завершении обработки выполняется натирка сукном. Этот способ хорош тем, что дает меньше дыма и сопутствующего ему неприятного запаха.
 Нагреть и погрузить наконечник паяльника во флюс и олово, дождаться, пока оно распределится по поверхности, извлечь инструмент. После нанесения полуды жало обрабатывают куском грубой суконной ткани, обеспечивая растирание жидкого металлического покрытия. Стоит быть готовым к тому, что в процессе работы будет выделяться большое количество дыма — проводить манипуляции следует в хорошо проветриваемом помещении.
Нагреть и погрузить наконечник паяльника во флюс и олово, дождаться, пока оно распределится по поверхности, извлечь инструмент. После нанесения полуды жало обрабатывают куском грубой суконной ткани, обеспечивая растирание жидкого металлического покрытия. Стоит быть готовым к тому, что в процессе работы будет выделяться большое количество дыма — проводить манипуляции следует в хорошо проветриваемом помещении.Важно помнить, что медное жало паяльника нужно залуживать перед каждым применением.
С нового паяльника сначала удаляются следы патины — зеленоватого налета. На стальных наконечниках, которые тоже нуждаются в обработке, может присутствовать ржавчина — все посторонние включения удаляются при помощи наждачной бумаги с мелким зерном.
С современным покрытием
Керамическое и необгораемое никелевое покрытие наконечников в паяльниках считается «вечным» — не требующим лужения. На практике оказывается, что это не так. Нагар и окалина появляются на их поверхности так же часто, препятствуя нормальной пайке. Если налет уже образовался, использовать для зачистки механические и жесткие абразивные средства нельзя. Здесь нужно действовать более тонко, чтобы не нарушить защитный слой.
Здесь нужно действовать более тонко, чтобы не нарушить защитный слой.
Для выполнения работы можно использовать х/б ветошь — ею тщательно протирается вся поверхность наконечника. Материал предварительно тщательно смачивается водой и отжимается, поскольку работать предстоит с разогретым до высокой температуры инструментом. После этого жало сразу же погружается в канифоль или другой флюс. Рядом с ним прокладывается пруток припоя. Нужно дождаться, пока он равномерно покроет рабочую площадку наконечника, затем извлечь жало. Паяльник будет готов к работе.
Как очищать во время работы?
Иногда приходится решать проблему лужения паяльника непосредственно в процессе работы с инструментом. Обычно полуды хватает на 30 минут непрерывной работы под нагревом. После этого на медном наконечнике начинает образовываться нагар, продукты окисления из-за воздействия металла с кислородом.
Обычно полуды хватает на 30 минут непрерывной работы под нагревом. После этого на медном наконечнике начинает образовываться нагар, продукты окисления из-за воздействия металла с кислородом.
В этом случае наиболее разумным решением будет перерыв для восстановления необходимого в работе покрытия.
Существуют экспресс-методы, позволяющие справиться с этой задачей максимально быстро. Вот некоторые из них.
- С использованием бруска из хвойной древесины. На его поверхность помещается малое количество флюса, укладывается припой. В случае необходимости при помощи этого набора компонентов можно произвести лужение наконечника, практически не прерывая пайки.
- С помощью металлической хозяйственной губки. Ее помещают в металлическую емкость так, чтобы изделие было крепко зажато стенками (подойдет стаканчик, кружка, банка из-под консервов). На дно укладывается слой паяльного сала или другого густого флюса. Опуская наконечник паяльника в губку, можно счистить нагар и окалину, а подцепив каплю олова, при такой обработке можно легко провести лужение. Способ очистки хорош тем, что подходит и для медных, и для необгораемых или керамических жал, причем можно действовать с достаточным усилием, не опасаясь повреждения хрупкого инструмента.
- В канифоли. Этот метод годится для медных жал. В этом случае оно очищается о расположенный рядом с емкостью, в которой находится канифоль, напильник и сразу погружается во флюс, во избежание окисления меди. После этого жало можно залудить припоем.
 На дно укладывается слой паяльного сала или другого густого флюса. Опуская наконечник паяльника в губку, можно счистить нагар и окалину, а подцепив каплю олова, при такой обработке можно легко провести лужение. Способ очистки хорош тем, что подходит и для медных, и для необгораемых или керамических жал, причем можно действовать с достаточным усилием, не опасаясь повреждения хрупкого инструмента.
На дно укладывается слой паяльного сала или другого густого флюса. Опуская наконечник паяльника в губку, можно счистить нагар и окалину, а подцепив каплю олова, при такой обработке можно легко провести лужение. Способ очистки хорош тем, что подходит и для медных, и для необгораемых или керамических жал, причем можно действовать с достаточным усилием, не опасаясь повреждения хрупкого инструмента.Это основные способы быстрого восстановления оловянного покрытия на поверхности наконечника при пайке. Они применяются в ходе работы. По ее завершении жало лучше качественно очистить от нагара и покрыть слоем канифоли или другого флюса, а затем залудить.
Профилактика
Чем чаще используется паяльник, тем важнее оказывается проблема его очистки. Особенно страдают от неправильной эксплуатации инструменты, не имеющие регулятора нагрева. Жало такого паяльника регулярно выгорает, покрывается чешуйками и пленкой, возникающей при окислении металла на воздухе. Частично решить эту проблему помогает регулярное обновление слоя полуды, а также разогрев наконечника только с одновременным его погружением в канифоль.
О том, что контактная способность жала ухудшилась, легко узнать в процессе работы. Применяемый припой и канифоль в этом случае перестают равномерно растекаться по его поверхности, скапливаются на кончике, стекают и капают.
При появлении таких симптомов нужно сменить или очистить рабочую часть паяльника, а затем произвести лужение.
Если в процессе пайки приходится делать перерывы, поверхность медного жала лучше защищать от негативных внешних влияний, убавляя температуру нагрева. При отсутствии терморегулятора можно просто выключить прибор. Это позволит избежать окисления.
При наличии уже образовавшейся окалины действовать нужно иначе. Помогут некоторые меры.
- Извлечение остывшего наконечника из места его крепления. Все работы проводятся только после отключения прибора от сети.
- Зачистка поверхности жала. Она выполняется при помощи мелкоабразивной наждачной бумаги.
- Нанесение защитного графитового покрытия. Эта мера профилактики поможет снизить интенсивность образования окалины в дальнейшем. В качестве источника графита подойдет грифель чертежного карандаша.
- Легкими постукиваниями освободить гнездо жала от скопившейся в нем окалины.
- Установить наконечник на место.
Как правильно облудить жало нового паяльника
Подготовка и уход за паяльником
Если на эту страничку попали те, кто уже умеет правильно паять, то информация Вам вряд ли пригодится, это мануал для новичков.
Радиоэлектроника для начинающих начинается с пайки. Это аксиома. Научиться паять довольно просто, как и в любом деле, нужна практика. Если паяльный набор готов, то пора приступить к подготовке инструмента.
Заточка жала паяльника.
Прежде чем паять необходимо подготовить новый паяльник к работе, а точнее, заточить жало под определённую форму и покрыть тонким слоем припоя.
Жало необходимо заточить напильником под углом в 30-40 градусов, так, чтобы получился клин. Острый край жала следует затупить, чтобы получился плоский край шириной около 1 мм. Обычно, у новых паяльников жало уже заточено клином, но оно покрыто слоем патины – зеленоватым окислом меди и кислорода. Этот окисел надо убрать напильником по металлу или мелкозернистой шкуркой.
Кроме «классической» клиновидной формы жалу можно придать и другую, всё зависит от того, что вы будете паять. Для пайки мелких деталей можно сделать его форму наподобие вытянутого конуса с шириной края 2 — 3 мм. Или же сделать пропил в краю, чтобы можно было одним касанием выпаивать SMD-резисторы.
Или же сделать пропил в краю, чтобы можно было одним касанием выпаивать SMD-резисторы.
Сразу после того, как заточили жало, нужно установить его в паяльник и залудить. Если не сделать этого, медная поверхность жала окислиться на воздухе и его придётся затачивать заново!
Залуживаем жало паяльника.
Далее необходимо залудить жало, т.е покрыть его тонким слоем припоя. Для этого включаем электрический паяльник в сеть и ждём, когда медный стержень прогреется до определённой температуры. Когда жало прогреется, это станет заметно по красноватому оттенку, медь станет красновато-оранжевого цвета. Затягивать прогрев не стоит, иначе жало обгорит. Как только жало приобретёт чуть красноватый оттенок, его необходимо прислонить к кусковой канифоли или смоле.
При этом будет обильное выделение дыма. Расплавленной канифолью покрываем всё жало. Далее расплавляем небольшой кусочек припоя так, чтобы он равномерно растёкся по поверхности. Можно потереть жало о деревянную дощечку, так припой лучше распределиться по медной поверхности.
Медное жало должно быть покрыто ровным слоем припоя. Если на поверхности остались непокрытые припоем участки, процесс лучше заново повторить.
Вот так происходит подготовка паяльника к работе. По мере необходимости процесс надо будет повторять, но делать это часто совсем необязательно.
Писал всё довольно подробно, чтобы новичкам было как можно легче.
Уход за паяльником.
Как и любой другой инструмент, паяльник требует ухода. Время от времени жало у паяльника выгорает, на нём появляются рытвины и неровности. Устраняется выгорание затачиванием жала и его лужением. Также следует обратить внимание на то, что при длительном использовании стержень покрывается окалиной, что препятствует быстрому прогреву.
Почему жало паяльника выгорает? Дело в том, что при нагреве медь частично растворяется в припое, а сам край жала подвергается пусть и небольшому, но механическому воздействию. Также стоит понимать, что когда паяльник не используется, жало сильно разогревается и это способствует окислению меди. Поэтому при холостом простое рекомендуют либо выключить паяльник, либо уменьшить температуру. У обычного электрического паяльника типа ЭПСН температурной регулировки нет, поэтому при простое его лучше выключить.
Поэтому при холостом простое рекомендуют либо выключить паяльник, либо уменьшить температуру. У обычного электрического паяльника типа ЭПСН температурной регулировки нет, поэтому при простое его лучше выключить.
Окалину удаляют следующим образом.
Пассатижами вытаскивают медный стержень из паяльника. Убирают окалину со стержня с помощью мелкозернистой шкурки. Можно покрыть стержень небольшим слоем графита, потерев его о грифель обычного карандаша. Это предотвратит быстрое образование окалины в будущем. Лёгким постукиванием по нагревательному элементу паяльника добиться извлечения окалины из нагревательного элемента, где был установлен медный стержень. Устанавливают медный стержень на прежнее место.
Следует время от времени проверять состояние изоляции электрического паяльника. Для этого замеряют сопротивление между сетевой вилкой паяльника и жалом. О том, как измерять сопротивление я уже рассказывал. На омметре следует выставить мегаомный предел измерения (1 — 10Мом). Помните, что касаться руками металлических щупов мультиметра при замере сопротивления нельзя. Иначе, прибор покажет общее сопротивление Вашего тела и замеряемой цепи. Прибор должен показать бесконечно большое сопротивление. Это будет свидетельством добротной изоляции между жалом паяльника и электрической сетью.
Помните, что касаться руками металлических щупов мультиметра при замере сопротивления нельзя. Иначе, прибор покажет общее сопротивление Вашего тела и замеряемой цепи. Прибор должен показать бесконечно большое сопротивление. Это будет свидетельством добротной изоляции между жалом паяльника и электрической сетью.
Для тех, кто уже обзавёлся паяльной станцией, подойдут сменные жала 900М из меди. Они также требуют подготовки перед работой.
Во время работы и хранения на жале паяльника образуется оксидный слой. Он мешает высококачественной пайке. Для удаления этого слоя и предотвращения его повторного образования, выполняют операцию лужения, или покрытия медной поверхности защитным слоем оловянного сплава. Существует много различных способов лужения. Перед операцией жало необходимо тщательно зачистить.
Основные сведения о процессе лужения
Лужение разделяют на первоначальное, проводимое на новом или длительное время хранившемся паяльнике, и рабочее, выполняемое непосредственно перед пайкой.
Как залудить жало паяльника? Сначала выполняется механическая очистка жала от окалины, оксидной пленки, шлаков и других загрязнений, далее на подготовленную поверхность наносится тонкий слой расплавленного припоя, чаще всего на оловянной основе.
Для механической очистки применяются:
- абразивный камень;
- наждачка;
- другой паяльник.
Чистка паяльника с необгораемым жалом
Для малоопытных паяльщиков мастера рекомендуют начинать с напильника. По мере укрепления навыков паяльщик подбирает наиболее удобные для себя способы зачистки.
Подготовка и обслуживание
Чем интенсивнее идет работа, тем скорее жало паяльника выгорает и обрастает чешуйками окалины.
Во время продолжительного нагрева до высоких температур медь, из которой сделан наконечник, част
Как правильно паять паяльником: что требуется для пайки с использованием канифоли
В современном мире, насыщенном электроникой и электрическими приборами нужно уметь пользоваться паяльником. Это умение сэкономит много времени и денег на ремонт сломанных приборов. Несмотря на кажущуюся сложность этого процесса, на самом деле научиться, как правильно паять паяльником очень легко.
Это умение сэкономит много времени и денег на ремонт сломанных приборов. Несмотря на кажущуюся сложность этого процесса, на самом деле научиться, как правильно паять паяльником очень легко.
Технология пайки заключается в том, чтобы с помощью металла, имеющего более низкую температуру плавления, соединить более тугоплавкие металлы.
Паяльники
Паяльники имеют несколько видов, отличающихся друг от друга способом нагрева. По такому критерию они делятся на электрические, термовоздушные, индукционные, молотковые. Самыми популярными в быту являются электрические паяльники со спиральным или керамическим нагревателем.
Для каждого вида работ нужно использовать паяльник определенной мощности. Например, для пайки электроники, понадобится маломощный паяльник до 40 Вт, а для деталей со стенками до 1 мм понадобится уже более мощный прибор до 100 Вт.
Чтобы спаять между собой детали толщиной более 2 мм уже понадобится молотковый электрический паяльник с мощностью 200-550 Вт. Такой прибор непригоден в быту, так как предназначен для крупных работ и имеет огромную цену.
Припои
Припой по сути является сплавом металлов с низкой температурой плавления. Обычно в состав припоя входит олово, но из-за его высокой цены в него добавляется более дешевый материал-свинец.
Также нередко в состав припоя входят вспомогательные вещества, которые используются для улучшения прочности пайки или уменьшения температуры плавления.
Большой популярностью пользуются мягкие припои с маркировкой от ПОС-18 до ПОС-90. Цифра в данной аббревиатуре означает процентное содержание олова в припое.
Редко используются в домашних условиях твердые припои. Они имеют в своем составе медь и цинк, что позволяет припою не плавиться до достижения температуры 450 ˚С.
Необходимо знать, что припои с разным составом подходят для разных видов металлов. Для стали лучше подойдет ПОС-41, для меди же подойдет практически любой припой, а для нержавейки – оловянный припой с кадмием.
Лучше всего перед покупкой припоя определить, какой металл будет использован при пайке и на основе этой информации приобрести подходящий припой.
Флюс
Флюсом называется вспомогательное вещество, которое используется для освобождения деталей во время пайки от продуктов окисления. Также флюсы способствуют растеканию металла при пайке.
В продаже имеется огромное количество флюсов для пайки. Имеются как нейтральные, так и в разной степени активные в отношение металлов флюсы.
Самой популярной основой для флюса является канифоль. Она легкоплавка и начинает кипеть уже при нагреве до 250 ˚С.
- Чтобы научиться как паять паяльником с канифолью, нужно обязательно знать, что после пайки следует полностью удалить остатки канифоли с металла, в противном случае на этом месте произойдет окисление металла.
- Также благодаря своим гидролизующим свойствам, канифоль увеличивает проводимость на месте пайки, чем нарушает работу электронных устройств.
- Также лучше всего подбирать флюс под тип металла, с которым намечается работа – это обеспечит высокое качество работы.

Пасты
Паяльные пасты или тиноль – это смесь припоя и флюса. Паста применяется для пайки в сложных, труднодоступных местах. Также тиноль удобно применять новичкам без опыта работы с паяльником.
Подготовка инструмента
Не стоит бояться, если при первом же включении новый паяльник начал дымить. Это происходит по причине выгорания масла, которым консервируется инструмент при долгом хранении.
Перед использованием паяльника следует подготовить его рабочую часть – наконечник. Его можно как немного отковать, так и заточить до необходимой формы. Если рабочая часть паяльника покрыта никелем, то такая подготовка строго запрещена.
В магазинах имеется широкий ассортимент наконечников или жал для паяльников, отличающихся по заточке. Для крупных деталей подойдет круглое жало с угловой заточкой, а для небольших – острое коническое.
Если паяльник имеет жало, изготовленное из меди, то перед работой нужно провести его лужение при первом же нагреве. Можно произвести лужение путем растирания деревянным бруском расплавленного припоя по нагретому наконечнику или любым другим способом.
Главное, чтобы при первом же использовании рабочая часть паяльника была покрыта тонким слоем припоя. В противном случае качество пайки будет низким, а рабочая часть инструмента будет испорчена.
Подготовка деталей
Подготовка деталей не зависит от металла, из которых они сделаны или способа их пайки. Подготовка всегда происходит по одной схеме – сначала деталь очищается от загрязнений и обезжиривается.
Для этой цели используют бензин, ацетон или другие растворители. Также обязательно удаляется механическим способом ржавчина.
Температура
Температурный режим паяльника – главный параметр при работе с ним. При работе с недостаточно разогретым инструментом припой не плавится, а ложится комком.
Чтобы определить, при какой температуре следует паять, нужно знать температуру плавления металла детали и припоя. Температура паяемых деталей должна быть больше температуры плавления припоя на 40-80 С˚, а температура наконечника инструмента – на 20-40 С˚ больше температуры пайки.
Если у паяльника нет функции регулировки температуры, то этот параметр можно оценить при помощи канифоли. При прикосновении паяльника она должна кипеть, без моментального сгорания. О перегреве будет свидетельствовать появление на припое, после прикосновения паяльником, темной пленки, состоящей из продуктов окисления.
Техника пайки
- В основном пайка происходит двумя методами: подачей припоя на детали с помощью паяльника или подача припоя непосредственно на детали.
- При использовании любого из способов нужно сначала очистить и обезжирить детали, закрепить их, разогреть инструмент и обработать место пайки флюсом.
Если применяется подача припоя при помощи паяльника, то на его кончике нужно расплавить небольшое количество припоя и перенести его на площадку для пайки. Далее следует двигаться по стыку деталей.
Далее следует двигаться по стыку деталей.
- Если припой подается непосредственно на спай, то сначала паяльником разогреваются детали, а позже туда подается припой.
- Если планируется провести пайку схем, то лучше найти качественные фото-инструкции как паять электронные схемы.
Чтобы оценить качество работы, нужно оценить цвет и блеск спая. Качественно выполненный спай имеет ярко выраженный блеск, если припой пережжен, то он имеет матовый цвет и хрупкую структуру. О браке говорит губчатая структура припоя.
Для первых проб лучше всего использовать простые и недорогие материалы. Проще всего будет понять как правильно паять оловом и канифолью.
Фото рекомендации как паять
- Также рекомендуем посетить:
Источник: https://zdesinstrument.ru/kak-payat/
Как правильно паять паяльником
Содержание:
Многие электрики и радиолюбители часто сталкиваются с необходимостью соединения между собой различных деталей и проводников.
В связи с этим, начинающим домашним мастерам приходится решать задачу, как правильно паять паяльником, поскольку данный способ позволяет получить самое надежное и качественное соединение.
Для того чтобы в полной мере освоить данную операцию, необходимо в общих чертах представлять себе физику самого процесса, а также правила и рекомендации, обязательные для выполнения.
Пайка: физические свойства и основные принципы
Процесс пайки представляет собой технологию соединения металлических элементов, находящихся в твердом состоянии. Для этого используются специальные припои, которые, находясь в расплавленном состоянии, растекаются по соединяемым поверхностям и попадают в зазоры между деталями. После застывания припоя и его кристаллизации в этом месте образуется прочный и надежный шов.
Следовательно, процедура пайки обязательно связана с нагревом. Непременным условием является предварительное удаление оксидной пленки с поверхностей деталей. Это нужно обязательно знать всем, перед тем как паять паяльником.
Соединение методом пайки во многом напоминает сварку, но это лишь внешнее сходство. На самом деле оба способа принципиально различаются между собой.
При сварке кромки основных деталей и электрод приходят в расплавленное состояние, тогда как во время пайки соединяемые элементы остаются твердыми. Капиллярный зазор просто заполняется расплавленным припоем, а при остывании он кристаллизуется с проникновением в металл деталей.
Еще одним отличием является возможность соединения деталей при нагреве, не превышающем температуру плавления соединяемых деталей.
Этим методом возможно припаять многие виды углеродистых, нержавеющих и легированных сталей, а также разновидности цветных, твердых и специальных сплавов.
В соответствии с используемыми материалами, процесс соединения разделяется на паяние с припоями мягкого или твердого типа.
В первом случае применяются материалы с температурой плавления менее 400 градусов, а во втором этот показатель достигает более 700 градусов, обеспечивая высокую термическую и механическую прочность соединений.

На стадии подготовки большое значение имеет очистка деталей от окислов и загрязнений, плотная подгонка их друг к другу. Места соединений обезжириваются и обрабатываются специальными составами, обеспечивающими дальнейшую чистую и ровную пайку.
Мягкая пайка осуществляется паяльниками с медными наконечниками, которые хорошо прогреваются и держат тепло в течение долгого времени. Разогрев может выполняться с помощью электротока или открытого пламени газовой горелки или паяльной лампы.
Паяльник – основной инструмент
Основным инструментом, без которого невозможно соединить детали и провода, является паяльник. Существует множество конструкций с различными техническими характеристиками, поэтому выбор нужного изделия будет непростой задачей для новичка.
Данные инструменты отличаются мощностью, в них устанавливаются керамические или спиральные нагреватели.
Первые разогреваются очень быстро, но требуют максимума аккуратности, поскольку даже незначительные удары приводят к поломке и выходу из строя.
Во втором случае паяльники разогреваются дольше, но отличаются большей практичностью и повышенным сроком эксплуатации. Любые из этих модификаций используются при решении задачи, как паять паяльником с оловом и канифолью.
Большинство известных паяльников по своей мощности разделяются на следующие категории:
- От 3 до 10 ватт. Применяются для работы с наиболее мелкими микросхемами.
- От 20 до 40 ватт. Используются радиолюбителями и для бытовых целей.
- От 60 до 100 ватт. Позволяют соединять толстые провода и конструкции средних размеров.
- От 100 до 250 ватт. При помощи этих паяльников соединяются массивные и крупногабаритные металлические детали.
Размеры паяльника зависят от его мощности: чем он мощнее – тем габаритнее. Поэтому для выполнения разных работ опытные мастера приобретают устройства с разными параметрами. Те, кто постоянно занимается пайкой, вместо паяльника используют паяльную станцию. Она имеет возможность точно регулировать диапазон нагрева и поддерживать постоянную температуру жала.
В комплект станции входит специальная подставка для инструмента и ванночка для чистящей губки. Подобные устройства требуют знаний и практических навыков, но они же и обеспечивают высококачественную скоростную пайку. Работа с обычным паяльником не требует столь качественного обучения.
При выборе паяльника нужно обращать внимание на форму жала. Она может быть в виде конуса, лопатки, иглы и т.д. То есть, каждый выбирает ту конфигурацию, к которой привык. Существуют инструменты с набором сменных насадок, облегчающих выполнение конкретной работы. В процессе эксплуатации они постепенно изнашиваются, поэтому рекомендуется выбирать жала с повышенной термической устойчивостью.
Дополнительное оборудование
Важной деталью, без которой неудобно работать, служит специальная подставка для паяльника. Инструмент, будучи включенным, разогревается в среднем до 300 градусов и его нельзя просто положить на стол. Подставка располагается справа, в наиболее удобном месте.
В процессе работы используется не только паяльное оборудование, но и различные дополнительные приспособления, способствующие ускорению и повышению качества соединений. К ним относятся следующие компоненты:
К ним относятся следующие компоненты:
- Паяльная лампа. Используется при соединении межд
Как научиться паять ручным паяльником + пошаговый инструктаж
Главная страница » Как научиться паять ручным паяльником + пошаговый инструктаж
Учение – мать творения! И даже если творением рассматривается всего лишь обычная работа электропаяльником, без учёбы такую работу качественно не сделать. Держать в руках паяльник и паять оловом необходимо уметь каждому, в том числе девушкам. Поэтому рассмотрим простой и одновременно сложный технический момент — как научиться паять ручным паяльником и применять науку в случае необходимости. А необходимость пайки оловом допускается самая разная, будь то бытовые утюги, радио-розетки, электро-чайники, электронные платы и прочее.
СОДЕРЖИМОЕ ПУБЛИКАЦИИ :
Какой нужно видеть пайку ручным паяльником?
Потребность разборки электронных устройств с целью ремонта – явление достаточно частое. Между тем, любая электроника, как правило, содержит печатную плату, где электронные компоненты соединяются в схему методом пайки.
Пайка электропаяльником – действия, направленные на создание прочного соединения электронных деталей путём плавления припоя с последующим нанесением расплава в точке сопряжения деталей.
ДЛЯ ПАЙКИ
Технология пайки при помощи ручного электропаяльника широко применяется для ремонта электроники. Поэтому желательно уметь пользоваться этой технологиейПрипой — сплав мягких металлов, способный при нагреве до некоторой температуры (~250ºC для припоя ПОС60) приобретать полужидкое состояние.
Когда же нагрев прекращается, припой в точке нанесения охлаждается, за счёт чего создаётся прочная электрическая связь.
Особенность такой пайки характерна тем, что спаянный узел также легко распаять, используя тот же инструмент – электрический паяльник.
Какие используются инструменты и аксессуары при пайке?
Основой для производства паяльных работ выступает относительно небольшое число инструментов и компонентов:
- Электрический (или другой) паяльник.
- Подставка для паяльника.
- Припой.
- Флюс (самый простой и популярный – канифоль).

Таким выглядит упрощённый вариант «железа» и аксессуаров для производства ручной пайки. Однако с повышением навыков электромонтажника и увеличением потребностей в паяльной работе, не исключается расширение ассортимента, когда дополнительно потребуется:
- Паяльная станция.
- Приспособление «Третья рука».
- Набор припоя, флюсов, паяльных паст.
Какой он — электрический паяльник?
Ручной инструмент — паяльник, питается от стандартной розетки переменного тока (220В). Есть инструмент прямого питания и питания через адаптер. Существуют паяльники ручного применения под разную мощность (10 – 100 Вт). Однако для большинства случаев пайки обычно достаточно прибора мощностью 25-40 Вт.
ПАЯЛЬНИКИ
Ручные конструкции паяльных инструментов производятся разных форм и конфигураций. Есть инструменты, дополненные разными формами наконечников и вспомогательными аксессуарамиГлавный инструмент паяльного процесса выпускается разными вариантами исполнения. Например, простой с рукояткой или в виде пистолета.
Например, простой с рукояткой или в виде пистолета.
Конструкция большей части паяльников поддерживает взаимозаменяемость паяльных наконечников. Благодаря взаимной замене наконечников, реализуются разные способы пайки.
Работа с ручным паяльником требует осторожности и соблюдения правил эксплуатации, поскольку используется высокая температура нагрева 450-500ºC и высокое напряжение питания 220 В.
Какая лучше подставка под электропаяльник?
Этот аксессуар носит опционный характер, но рекомендуется в любом случае. В принципе, пайку допустимо проводить и без наличия подставки под паяльник, но такой вариант сопровождается массой неудобств. Тем более, не рекомендуется работать без подставки начинающим электро-монтажникам.
ПОДСТАВКИ
Подставка под парковку паяльного инструмента – аксессуар, которым обеспечивается не просто удобство пользования и пайки, но также безопасность для электромеханикаУдобная работа с подставкой видятся не только в парковке паяльника при производстве работ. Обычно подставка оснащается ванночками для припоя и флюса, что также дополняет комфорта при производстве пайки.
Обычно подставка оснащается ванночками для припоя и флюса, что также дополняет комфорта при производстве пайки.
Поэтому, намереваясь заняться паяльными работами, следует обзавестись не только паяльником, но также удобной практичной подставкой.
Какие применяются припои и флюсы?
Существует масса разновидностей припоя применительно к условиям пайки. Этот аксессуар для пайки поставляется:
- свинцовым сплавом,
- бессвинцовым сплавом,
- с добавлением флюса,
- без добавления флюса.
Традиционно припой выпускается проволочной формой диаметром 0,8-15 мм, а также прутками. Проволочный вариант считается наиболее распространенным.
Для пайки электроники чаще всего используют бессвинцовый припой с добавлением канифоли или без добавления таковой. Бессвинцовый тип припоя основан на сплаве олова и меди.
Практикуется (значительно реже) свинцовый припой (60% олова, 40% свинца), но этот вариант считается вредным для здоровья и не рекомендуется к применению.

Применяя свинцовый припой для пайки паяльником, необходимо обеспечить более активную вентиляцию. После завершения паяльных работ обязательно мыть руки хозяйственным мылом.
ОЛОВЯННЫЕ
Неотъемлемые аксессуары пайки с помощью ручного паяльника – паяльная канифоль и припой в проволочном исполнении. Также существуют паяльные пасты и припои прутковой формыРабота с припоем сопровождается разными видами флюса. Среди применяемых вариантов есть вариант пайки, где в качестве флюса выступает кислота (пайка стали, нержавейки).
В этом случае рекомендуется отдельный «кислотный» сердечник паяльника, так как кислота быстро «съедает» цветной металл. «Кислотный» сердечник можно найти в специализированных магазинах.
Как паять ручным паяльником и чистить жало?
Производство пайки требует периодической очистки жала сердечника паяльника. На практике часто используется стандартная влажная губка, благодаря которой жало сердечника паяльника удаётся сохранять очищенным, оптимальным для работы.
Также губка достаточно эффективно снимает окисление, которое неизбежно образуется. Наличием плёнки окисления на жале сердечника паяльника закрывается рабочий слой припоя. Образуется плёнка чёрного цвета, блокирующая активное прилипание припоя и равномерное распределение по жалу.
Использование обычной влажной губки видится эффективным, но такой способ приводит к сокращению срока службы наконечника по причине расширения и сжатия меди. Кроме того, мокрая губка на время снижает температуру наконечника. Поэтому лучшей альтернативой для очистки видится применение латунной «губки».
ГУБКА ЛАТУНЬ
Удобное средств для выполнения чистки жала паяльника от окислов и остатков расплавленного припоя – латунная сетка. Более совершенная альтернатива традиционной мокрой губкиТакой аксессуар, как латунная «губка», представляет собой металлическую мелкую сетку из латуни, подобную той, что применяется для мойки посуды. Разница только в том, что моечная сетка делается из стали или нержавейки.
Зачем нужны паяльная станция и «третья рука»?
Более продвинутым инструментом в технологическом плане является паяльная станция. Инструмент такого вида практично использовать, когда существует необходимость постоянной работы, связанной с пайкой.
Паяльная станция обеспечивают большую гибкость в работе, плюс контроль работы (автоматическая регулировка температуры нагрева).
Преимущественной стороной паяльной станции является способность устройства держать заданную температуру паяльника. Такой подход способствует высокому качеству исполнения паяльных работ по целому ряду проектов.
Паяльные станции способствуют созданию безопасного рабочего места, поскольку включают в конструкцию температурные датчики, настройки предупреждений и даже защиту паролем.
ТРЕТЬЯ РУКА
Паяльная станция и «третья рука» — инструменты для профессионального использования, когда дело касается объёмного выполнения работ, а также проведения пайки мелких электронных деталейДополнительно к паяльной станции, профессиональными электромонтажниками используется ещё один инструмент – так называемая «третья рука».
Речь идёт о специальном держателе, оснащённом увеличительным стеклом. При помощи такого держателя удобно паять миниатюрные детали и работать с электронными платами мелкой разводки.
Как паять ручным паяльником — пошаговый процесс
Прежде чем начинать пайку, следует подготовить паяльник и все необходимые аксессуары.
- Подготовить припой и флюс.
- Если паяльник новый, зачистить мелкой шкуркой жало до медного блеска.
- Нагреть жало сердечника паяльника до рабочей температуры (не выше 400ºC).
- Обмакнуть жало в канифоль и приложить к припою.
- Захватить небольшое количество припоя на жало.
- Тщательно облудить рабочие поверхности жала припоем.
Процедуру лужения жала рекомендуется выполнять на медной поверхности малой массы. Удачно подходят для лужения места широких дорожек любой бракованной печатной платы. Завершив лужение, можно приступать непосредственно к пайке.
ОТСОС ОЛОВА
Процедура пайки установленных электронных деталей сама по себе не представляет особых сложностей. Качество создания соединений зависит от правильной последовательности действий и от навыка
Качество создания соединений зависит от правильной последовательности действий и от навыкаЧто нужно сделать, прежде чем паять ручным паяльником на чистых (не разу не паяных) контактах электронной платы? Все точки пайки требуется подготовить – зачистить наждачной бумагой «нулёвкой» до характерного блеска. Далее выполняются следующие действия:
- Вставить электронный компонент в соответствующие отверстия платы.
- Установить компонент по уровням вертикали/горизонтали.
- С обратной стороны платы (точки пайки) отогнуть выводы компонента под 45º.
- Обмакнуть жало наконечника паяльника в канифоль.
- Захватить небольшую часть припоя.
- Коснуться жалом поверхности платы в точке пайки.
Результатом касания, как правило, становится равномерное растекание расплавленного припоя вокруг вывода электронного компонента.
Как только припой заполнил точку пайки, жало паяльника следует отстранить, чтобы дать застыть нанесённому припою. Повторить операцию на следующей точке.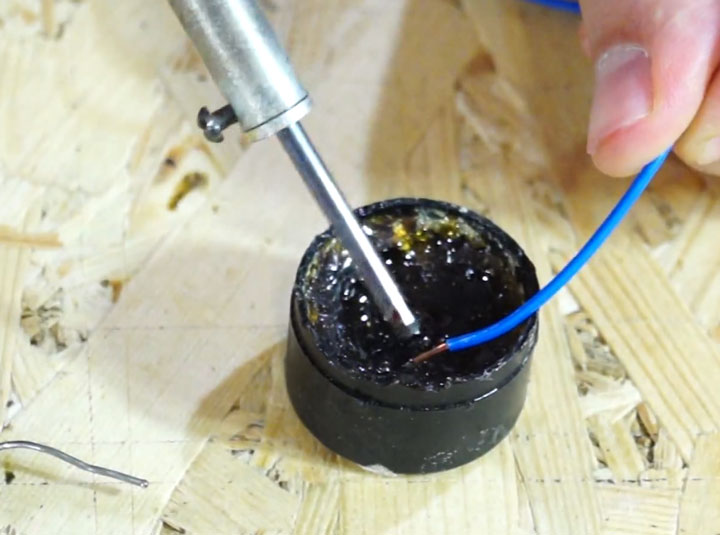 Таким способом осуществляется пайка любых других точек на электронной плате.
Таким способом осуществляется пайка любых других точек на электронной плате.
Как паять ручным паяльником проводники схем?
Паяльная процедура, направленная на соединение проводов, несколько отличается от пайки на дорожках электронных плат.
Следует отметить: пайке оловянным припоем с применением канифоли и подобных флюсов подлежат только медные проводники или построенные на сплавах с большим содержанием меди.
НАБОР ПАЙКА
Как паять ручным паяльником провода – правильное лужение и корректная выдержка по времени контакта. Качество во многом зависит от соКак залудить жало паяльника с покрытием правильно
В современном доме, наполненном техникой, часто встречаются простые поломки, которые при должном умении легко устранить самостоятельно. Чаще всего встречается такая поломка, как разъединение контактов и разрыв проводов. В домашних условиях с такой проблемой можно справиться при помощи обыкновенного паяльника.
На множестве сайтов есть инструкции, как правильно выбрать паяльник и самостоятельно паять, как подобрать припой и флюс. Но в большинстве своем в инструкциях опускается такой важный вопрос как правильно залудить паяльник.
Но в большинстве своем в инструкциях опускается такой важный вопрос как правильно залудить паяльник.
Если неправильно подготовить инструмент к работе, то результаты стараний будут совершенно некачественными, а контакты в приборе – ненадежными.
Разновидности паяльников
- Важно знать, что разные виды паяльников нуждаются в разных способах предварительной обработки.
- На метод лужения в основном влияет материал, из которого изготавливается непосредственно жало паяльника.
Медь
Самыми популярными и доступными по цене являются жала, изготовленные из меди и ее сплавов. Данный металл обладает хорошей теплопроводностью, однако имеет большой минус- медное жало очень мягкое и по этой причине очень быстро изнашивается. Также медные жала не подходят для работы над мелкими радиодеталями.
Не обгораемые наконечники
Гораздо лучшие характеристики имеют необгораемые жала. Они тоже выполнены из медных сплавов, но имеют специальное защитное покрытие из никеля или серебра.
Найти инструкцию, как залудить жало такого паяльника не получится – данный процесс выполняется еще на этапе изготовления жала, и благодаря специальному покрытию повторять данную операцию больше не придется.
Сталь
В редких случаях можно встретить паяльники с жалом, выполненным из стали. Этот материал гораздо более долговечный и прочный по сравнению с медью, но обладает очень плохой теплопроводностью. Это обуславливает весьма малую популярность паяльников со стальными наконечниками.
Керамика
В последнее время все больше набирают популярность паяльники с жалами, изготовленными из керамики. Они обладают завидной теплопроводностью, не покрываются окислами и как следствие, не требуют лужения.
- Также благодаря своей плотности, керамический наконечник может быть весьма тонким, что как нельзя лучше подходит для работы с мелкими радиодеталями и создания авторской бижутерии.
Составные наконечники
В продаже можно встретить жала, сделанные сразу из нескольких металлов. При создании таких деталей учитываются все плюсы и минусы каждого из используемых металлов, чтобы полностью отразить его достоинства и нивелировать недостатки.
При создании таких деталей учитываются все плюсы и минусы каждого из используемых металлов, чтобы полностью отразить его достоинства и нивелировать недостатки.
Самым популярным является такое сочетание металлов, как соединение стали, меди и никеля. Твердая сталь служит осью жесткости, мягкая медь служит хорошим проводником, а никелевое покрытие защищает медное жало от окисления.
Начало работы
Начинать работу с новым и уже использовавшимся ранее инструментом необходимо совершенно по-разному.
Как же залудить новый паяльник?
Стоит вспомнить, что в лужении нуждаются только медные и стальные жала. Для других данная процедура не требуется.
Начинать работу с новым паяльником следует с удаления с его поверхности патины – зеленоватого налета, который создают продукты окисления. Удаляется патина при помощи мелкозернистой наждачной бумаги. Далее можно приступать непосредственно к лужению.
Чтобы знать, как залудить медный паяльник, надо знать, что такое лужение. Под этим термином понимается покрытие поверхности жала тонким слоем разогретого припоя. Данная операция поможет не допустить окисления металла во время работы, что благотворно повлияет на качество шва.
Под этим термином понимается покрытие поверхности жала тонким слоем разогретого припоя. Данная операция поможет не допустить окисления металла во время работы, что благотворно повлияет на качество шва.
После снятия окислов с нового паяльника и придания нужной формы старому жалу, можно приступать к лужению. Для этого паяльник разогревается до температуры плавления канифоли, после чего ей обрабатывается жало.
- Далее следует дождаться разогревания паяльника до его рабочей температуры и погрузить рабочую поверхность жала в небольшой кусочек припоя, чтобы жало выло равномерно обработано припоем.
Чтобы выполнить этот процесс было легче, можно посмотреть фото как залудить паяльник. Это поможет подобрать оптимальное количество припоя и канифоли для выполнения данной работы.
Фото инструкция как залудить жало паяльника
- Также рекомендуем просмотреть:
Помогите сайту, поделитесь в соцсетях 😉
Источник: https://instrumentgid. ru/instrukciya-kak-zaludit-zhalo-payalnika/
ru/instrukciya-kak-zaludit-zhalo-payalnika/
Как залудить паяльник – для чего нужно лужение во время работы. 85 фото правильного лужения
У многих мастеров дома есть паяльник. Он приходит на помощь при ремонте различной аппаратуры, бытовой техники, да и в других случаях он может пригодиться. Работа будет выполнена качественно, если правильно подобрана температура пайки, припой, флюс. Также немаловажную роль играет и само жало паяльника.
На сегодняшний день существует много видов паяльников. Их выбор зависит от наличия источника электропитания, требуемой мощности, вида нагревателя, материала, из которого изготовлено жало паяльника (медь или керамика).
Самыми распространенными являются медные наконечники. Им можно придать любую форму, они имеют хорошую теплопроводность и отличную адгезию, но есть и недостатки.
При разогреве медь быстро окисляется и в результате ухудшается теплопередача и адгезия. Чтобы решить эту проблему рекомендуется залудить кончик жала.
Лужение
Разберемся как залудить жало паяльника. В первую очередь нужно очистить рабочий конец от нагара, окалины и других ненужных нам веществ. Для этого вытаскивают жало из корпуса (если это предусмотрено конструкцией инструмента) и удаляют весь мусор. Это делают с помощью любого абразивного инструмента, например, напильника или наждачной бумаги.
Заточку проводят под углом 30-40 градусов. Форму жала мастер выбирает сам. Именно во время этой процедуры можно придать наконечнику клинообразный или конусообразный вид, смотря для каких целей используется паяльник.
Заточку завершают, когда добиваются идеально блестящей, гладкой поверхности с ровным срезом.
Также можно отковать жало молотком. Это продлевает срок его службы за счет укрепления поверхности и снижения уровня окисления меди.
Как же залудить паяльник
Сразу после того как закончили заточку жала, паяльник включают в розетку и разогревают до его максимально возможной температуры. Хорошо нагретый инструмент становиться оранжево-красноватым. Долго греть тоже не надо, иначе наконечник начнет обгорать.
Хорошо нагретый инструмент становиться оранжево-красноватым. Долго греть тоже не надо, иначе наконечник начнет обгорать.
Затем жало опускают в канифоль или специальную смолу, а далее в припой из олова. Эту процедуру выполняют несколько раз, пока припой не покроет весь кончик. Далее натирают горячий паяльник толстым натуральным сукном, втирая припой.
Недостаток данного способа – много дыма и неприятный запах, в комнате такое лучше не делать, лучше на открытом воздухе. Подходит для очень запущенного инструмента.
Разогретый паяльник опускаем в канифоль и натираем поверхность жала припоем из олова. Делаем так несколько раз. Затем натираем рабочий конец сукном с каплей расплавленного флюса. Таким образом слой закрепляется и создается необходимое покрытие.
Классический способ – самый долгий, но результат отличный! С помощью напильника очищается одна грань жала, погружается в канифоль и натирается о доску с кусочком тугоплавкого припоя. Повторяют не один раз. Также поступают со второй гранью и круглыми боками.
Повторяют не один раз. Также поступают со второй гранью и круглыми боками.
- На фото нашей галерее можно увидеть как залудить паяльник.
Лужение во время работы
Существует несколько способов как быстро залудить медный паяльник в горячем виде.
Если появилась окалина нужно натереть жало о кусок дерева, лучше хвойной породы. Предварительно на древесину капают флюс с припоем. Так происходит очистка одновременно с лужением.
В емкость помещают металлическую губку (можно обычную хозяйственную), на нижней части которой намазан густой флюс. Во время паяльных работ просто опускают жало в губку и очищают его, а если опустить до дна еще и получиться залудить.
Старые паяльники
Прежние версии паяльников изготовлены из очень мягкого материала. После очистки медь очень быстро окисляется, поэтому ее нужно производить сразу в канифоли. Для этого напильник кладут на кусок канифоли и начинают очищение жала. Обязателен небольшой кусочек припоя для лужения.
Новые паяльники
А если у нас в руках новый инструмент? Сразу им работать не получиться, нужна предварительная подготовка. Как залудить новый паяльник рассмотрим далее.
Момент заточки можно пропустить, так как конец уже имеет правильную форму. Но он покрыт патиной. Этот зеленый слой из меди и кислорода нужно удалить с помощью наждачной бумаги или напильника. А затем провести лужение обычным способом.
Современные паяльники
Сегодня жала изготавливают из керамики, есть никелированные наконечники. Считается, что лужение им не требуется. Они не обгорают, но все таки окисляются, просто этот процесс намного длительнее, чем у паяльников из меди.
Обычный способ лужения им не подходит. Сначала натирают жало о хлопчатобумажную тряпочку. Затем сразу же опускают в заранее подготовленную канифоль с оловом, утапливая кусочек припоя.
- Хорошо подготовленный инструмент позволяет выполнить работу качественно, да и сам паяльник прослужит дольше, если своевременно проводить требуемый уход.

Фото советы как залудить паяльник
- Также рекомендуем посетить:
Источник: https://zdesinstrument.ru/kak-zaludit-payalnik/
Как залудить паяльник?
Радиоэлектроника для начинающих
Если на эту страничку попали те, кто уже умеет правильно паять, то информация Вам вряд ли пригодится, это мануал для новичков.
Радиоэлектроника для начинающих начинается с пайки. Это аксиома. Научиться паять довольно просто, как и в любом деле, нужна практика. Если паяльный набор готов, то пора приступить к подготовке инструмента.
Прежде чем паять необходимо подготовить новый паяльник к работе, а точнее, заточить жало под определённую форму и покрыть тонким слоем припоя.
Жало необходимо заточить напильником под углом в 30-40 градусов, так, чтобы получился клин. Острый край жала следует затупить, чтобы получился плоский край шириной около 1 мм. Обычно, у новых паяльников жало уже заточено клином, но оно покрыто слоем патины – зеленоватым окислом меди и кислорода. Этот окисел надо убрать напильником по металлу или мелкозернистой шкуркой.
Этот окисел надо убрать напильником по металлу или мелкозернистой шкуркой.
Кроме «классической» клиновидной формы жалу можно придать и другую, всё зависит от того, что вы будете паять. Для пайки мелких деталей можно сделать его форму наподобие вытянутого конуса с шириной края 2 — 3 мм. Или же сделать пропил в краю, чтобы можно было одним касанием выпаивать SMD-резисторы.
Сразу после того, как заточили жало, нужно установить его в паяльник и залудить. Если не сделать этого, медная поверхность жала окислиться на воздухе и его придётся затачивать заново!
Залуживаем жало паяльника
Далее необходимо залудить жало, т.е покрыть его тонким слоем припоя. Для этого включаем электрический паяльник в сеть и ждём, когда медный стержень прогреется до определённой температуры.
Когда жало прогреется, это станет заметно по красноватому оттенку, медь станет красновато-оранжевого цвета. Затягивать прогрев не стоит, иначе жало обгорит.
Как только жало приобретёт чуть красноватый оттенок, его необходимо прислонить к кусковой канифоли или смоле.
При этом будет обильное выделение дыма. Расплавленной канифолью покрываем всё жало. Далее расплавляем небольшой кусочек припоя так, чтобы он равномерно растёкся по поверхности. Можно потереть жало о деревянную дощечку, так припой лучше распределиться по медной поверхности.
Медное жало должно быть покрыто ровным слоем припоя. Если на поверхности остались непокрытые припоем участки, процесс лучше заново повторить.
Вот так происходит подготовка паяльника к работе. По мере необходимости процесс надо будет повторять, но делать это часто совсем необязательно.
Писал всё довольно подробно, чтобы новичкам было как можно легче.
Уход за паяльником
Как и любой другой инструмент, паяльник требует ухода. Время от
Как лужить паяльник: рекомендации и советы
У большинства паяльников есть медный наконечник. Как простой и полезный инструмент, его применяют не только специалисты, но и мастера, которым иногда приходится работать с электроникой. Например, если вам нужно соединить два провода или отремонтировать бытовую технику. Однако далеко не все начинающие пользователи запоминают самое главное — лужение , паяльник , жало .
Например, если вам нужно соединить два провода или отремонтировать бытовую технику. Однако далеко не все начинающие пользователи запоминают самое главное — лужение , паяльник , жало .Почему олово жало паяльника?
В процессе пайки необходимо взять припой (сплав свинца и олова) с нагретым наконечником, который переносится на стык.Но если его не залудить, то эта процедура становится невозможной. Припой не прилипает к паяльнику, соответственно невозможно взять нужное количество сплава и перенести на место пайки.
Почему это происходит? Когда происходит контакт нагретого наконечника с припоем, этот припой плавится и прилипает к поверхности. На нем также есть слой олова — это называется «луженый паяльник». Но если кончик испачкался канифолью, флюсом или пластиком, это взаимодействие перестает работать.Припой просто плавится, образуются капельки металла, но этот наконечник не прилипает как положено.
Правильно луженый паяльник — это инструмент, при котором рабочая часть покрыта тонким слоем припоя. Олово легко прилипает к такой поверхности, и оно легко переносится на проводник, печатные платы, электрические компоненты и т. Д.
Олово легко прилипает к такой поверхности, и оно легко переносится на проводник, печатные платы, электрические компоненты и т. Д.
Материалы для лужения паяльника
Чтобы правильно залудить паяльник с медным наконечником, вам понадобится такой материалы и инструмент:
- канифоль сосновая; Припой
- ;
- наждачная бумага;
- любая губка;
Результат будет намного лучше, если вы будете следовать моим рекомендациям — на данный момент я могу предложить 10-летний опыт:
- Не используйте смолу с истекшим сроком годности.Потемневшую и загрязненную смолу посторонними веществами лучше не брать. Как правило, канифоль стандартная годна к употреблению в течение двух лет после ее изготовления;
- Припой рекомендуется покупать тот, который имеет самый светлый оттенок. Это означает, что в сплаве больше олова и, соответственно, меньше свинца. Такой припой лучше плавится и с ним легче обращаться начинающему пользователю;
- Наждачную бумагу следует взять так, чтобы на медном наконечнике не осталось глубоких борозд. По той же причине никогда не используйте точильные камни для лужения наконечников.Отличные результаты дает использование наждачной бумаги с зернистостью Р150;
- Губка для мытья посуды должна иметь твердую подушку, так как эта сторона используется в работе. Вы можете заменить его практически любыми материалами. Также есть специальные губки для очистки жала паяльника;
- Огнеупорные жала паяльника требуют деликатного отношения. Никогда не чистите их наждачной бумагой, так как их защитный слой довольно тонкий. А повреждение приведет к преждевременному выгоранию и износу наконечника. Такие наконечники необходимо периодически протирать специальной губкой (проверьте принадлежности для пайки) или влажным куском ткани;
- Вместо специальной губки вполне подойдет губка для мытья посуды.Естественно, губку нужно смочить водой. Можно смочить губку глицерином (продается во всех аптеках), тогда губка не высохнет, всегда остается влажной и готовой к работе;
- Чтобы очистить негорючий наконечник, вам понадобится специальный очиститель для наконечника. Он напоминает мочалку из латунной стружки в форме шара. Время от времени человек должен погружать наконечник в этот сетчатый шар. В этом случае излишки припоя и оксидов от наконечника остаются внутри шара;
 По той же причине никогда не используйте точильные камни для лужения наконечников.Отличные результаты дает использование наждачной бумаги с зернистостью Р150;
По той же причине никогда не используйте точильные камни для лужения наконечников.Отличные результаты дает использование наждачной бумаги с зернистостью Р150; Он напоминает мочалку из латунной стружки в форме шара. Время от времени человек должен погружать наконечник в этот сетчатый шар. В этом случае излишки припоя и оксидов от наконечника остаются внутри шара;
Он напоминает мочалку из латунной стружки в форме шара. Время от времени человек должен погружать наконечник в этот сетчатый шар. В этом случае излишки припоя и оксидов от наконечника остаются внутри шара;Как залудить жало паяльника из меди?
Следующим методом можно лужить паяльники только с медным наконечником.Если отшлифовать керамический наконечник наждачной бумагой, то он безвозвратно потеряет свои свойства, и от дорогостоящего сопла придется только выбросить.
Если застывшее олово остается на рабочей поверхности наконечника, его можно удалить, как я рекомендую ниже. Паяльник нужно сначала нагреть. Затем наконечник опускается в канифоль. Он очищается на многожильном медном проводе, пропитанном флюсом.
Далее рабочую часть инструмента необходимо очистить от нагара наждачной бумагой.Медь — довольно мягкий металл, поэтому не шлифуйте слишком много.
Сразу после очистки всего инструмента паяльник включается и прогревается до рабочей температуры. Поскольку медь окисляется очень быстро, во время нагрева рекомендуется опустить наконечник в канифоль. Такое действие ограничит доступ кислорода, и поверхность не покроется оксидом в считанные секунды. При высоких температурах этот процесс значительно ускоряется.
Поскольку медь окисляется очень быстро, во время нагрева рекомендуется опустить наконечник в канифоль. Такое действие ограничит доступ кислорода, и поверхность не покроется оксидом в считанные секунды. При высоких температурах этот процесс значительно ускоряется.
Когда паяльник должным образом прогрет, его вынимают из канифоли и подносят к припою.После сбора достаточного количества сплава (олово должно идеально прилегать к очищенной поверхности) медный наконечник нужно снова на несколько раз погрузить в канифоль. Из-за большого поверхностного натяжения олово будет равномерно диспергироваться по рабочей поверхности паяльника.
Улучшить результат можно, используя картон, предварительно пропитанный канифолью. Если по такой поверхности переместить наконечник с припоем, олово распределится лучше и ляжет более тонким слоем.
Далее необходимо очистить паяльник от излишков расплавленного металла.Нужно несколько раз залудить кончик влажной губкой. На этом этапе вы должны быть осторожны, чтобы снова не использовать грязный инструмент. Сразу после очистки наконечник опускается в канифоль для защиты нанесенного покрытия.
Результатом вышеописанной процедуры должен быть идеально луженый паяльник с тончайшим слоем олова на рабочей поверхности жала. Если все сделать правильно, то последующий процесс пайки будет несложным даже для начинающего пользователя.
Самый быстрый способ залудить жало паяльника
Рекомендую взять наждачную бумагу и приложить ее к самому жало паяльника.Теперь вам нужно точить одним и тем же движением, время от времени проверяя кончик, пока он не станет плоским, гладким и блестящим.
Погрузите нагретый наконечник в канифоль и сразу в припой (в банку). На жало почти не будет прилипания припоя, поэтому сразу после этой процедуры я прикладываю жало к небольшой плате, желательно из натурального происхождения (не ДСП). Лучше ели или кедра (дегтя).
Затем повторяйте процесс (канифоль → припой → плата) до тех пор, пока желтая часть наконечника, подготовленная наждачной бумагой с голубоватым переливом нагретой меди, не станет серебристой и блестящей от припоя, равномерно покрывающего ее. Этот процесс называется «лужением» жала паяльника.
Этот процесс называется «лужением» жала паяльника.
Рекомендации по лужению жала паяльника
Чтобы ускорить процесс пайки металлических деталей, необходимо придерживаться некоторых правил и следовать советам знатоков пайки. Главное — рабочее место: оно должно быть обеспечено безопасной розеткой. Необходимые материалы необходимо расположить таким образом, чтобы было удобно выполнять все действия. Также следует позаботиться о правильном освещении на рабочем месте.
Половина успеха пайки зависит от того, как залудить паяльное жало , поэтому обратите внимание на этот процесс и не спешите в процессе.
Но этот процесс можно значительно ускорить с помощью паяльной пасты или другого химического состава (флюса), который можно приобрести в специализированных или строительных магазинах.
С помощью инструментов можно работать не только с мягкими металлами, но и с железом, сталью или цинком. Если паяльником пользоваться регулярно, то жало всегда будет в рабочем состоянии, после снятия можно аккуратно постучать по основанию молотком. Утюг должен иметь съемный наконечник. Вы можете сделать процесс пайки более удобным и точным.
Утюг должен иметь съемный наконечник. Вы можете сделать процесс пайки более удобным и точным.
Заключительные мысли
Лужить жало паяльника — это просто, если вы делаете это по расписанию. Редкое лужение не поможет дольше прослужить вашему устройству. Поэтому я бы порекомендовал лужить, как только вы начнете замечать худшее состояние жала паяльника. Обязательно используйте подходящие материалы для этого процесса, чтобы уберечь устройство от повреждений.
Привет! Меня зовут Том и я автор блога. Мое хобби — электронные схемы и паяльники.
Основное руководство по пайке и демонтажу
Алан Уинстэнли
Воспроизведено с разрешения Это письменное руководство поможет новичкам и новичкам получить эффективные результаты при пайке электронных компонентов.
Если у вас мало или совсем нет опыта использования паяльника, то EPE рекомендует попрактиковаться в технике пайки на некоторых свежих излишках компонентов и чистом картоне (прототипе), прежде чем экспериментировать с правильным конструктивным проектом. Это поможет вам избежать риска разочарования, когда вы начнете собирать свои первые прототипы.
Это поможет вам избежать риска разочарования, когда вы начнете собирать свои первые прототипы.
© Wimborne Publishing Ltd, 1997. См. Уведомление об авторских правах в конце.
Паяльники
Самый фундаментальный навык, необходимый для сборки любого электронного проекта, — это пайка. Чтобы сделать идеальный сустав, требуется определенная практика, но, как и при езде на велосипеде, однажды выученное никогда не забывается! Идея проста: соединить электрические части вместе для образования электрического соединения, используя расплавленную смесь свинца и олова (припой) с помощью паяльника.Доступен большой ассортимент паяльников — какой из них подойдет вам, зависит от вашего бюджета и степени вашего интереса к электронике.
Каталоги Электроника часто включают в себя подборку паяльников известных марок. Отличные британские производители включают всемирно популярные марки Antex, Adcola и Litesold. Среди других популярных брендов — марки Weller и Ungar. Самый простой электрический паяльник с питанием от сети может стоить менее 5 фунтов стерлингов, но ожидайте, что разумная модель будет стоить примерно 10-12 фунтов стерлингов — хотя, если вы действительно серьезны, можно потратить трехзначную сумму на «станцию» паяльника! Проверьте каталоги некоторых поставщиков на наличие типичных типов.Необходимо учитывать следующие факторы: —
Среди других популярных брендов — марки Weller и Ungar. Самый простой электрический паяльник с питанием от сети может стоить менее 5 фунтов стерлингов, но ожидайте, что разумная модель будет стоить примерно 10-12 фунтов стерлингов — хотя, если вы действительно серьезны, можно потратить трехзначную сумму на «станцию» паяльника! Проверьте каталоги некоторых поставщиков на наличие типичных типов.Необходимо учитывать следующие факторы: —
Напряжение : большинство утюгов работают от сети с напряжением 240 В. Однако низковольтные устройства (например, 12 В или 24 В) обычно образуют часть «паяльной станции» и предназначены для использования со специальным контроллером того же производителя.
Мощность : Обычно они могут иметь номинальную мощность от 15 до 25 Вт или около того, что нормально для большинства работ. Более высокая мощность не означает, что утюг нагревается — это просто означает, что у него больше мощности, чтобы справиться с большими стыками. Это также частично зависит от конструкции «бита» (наконечника утюга). Считайте, что утюг с более высокой мощностью просто более «неудержим», когда дело доходит до более тяжелых работ, потому что он не так быстро остывает.
Это также частично зависит от конструкции «бита» (наконечника утюга). Считайте, что утюг с более высокой мощностью просто более «неудержим», когда дело доходит до более тяжелых работ, потому что он не так быстро остывает.
Контроль температуры : самые простые и дешевые типы не имеют никакой формы регулирования температуры. Просто подключите их и включите! Терморегулирование «спроектировано» (физикой, а не электроникой!): Они могут быть описаны как «термически сбалансированные», так что они имеют некоторую степень «согласования» температуры, но в противном случае их выход не будет контролироваться.Нерегулируемые утюги представляют собой идеальный утюг общего назначения для большинства пользователей, и они обычно хорошо справляются с пайкой печатных плат и общим соединением проводов. Большинство этих «миниатюрных» типов железа будет мало пригодным при попытке паять большие соединения (например, очень большие клеммы или очень толстые провода), потому что припаиваемый компонент будет «отводить» тепло от кончика утюга, охлаждая его. слишком много вниз. (Здесь пригодится более высокая мощность.)
слишком много вниз. (Здесь пригодится более высокая мощность.)
Правильный утюг с контролируемой температурой будет намного дороже — например, в розницу от 40 фунтов стерлингов или более — и будет иметь некоторую форму встроенного термостатического контроля, чтобы гарантировать, что температура бита (кончика утюга) поддерживается на фиксированном уровне (в пределах).Это желательно, особенно при более частом использовании, поскольку это помогает гарантировать, что температура не «перескакивает» между временами, а также гарантирует, что выход будет относительно стабильным. У некоторых утюгов есть биметаллический полосовой термостат, встроенный в ручку, который дает слышимый «щелчок» при использовании: другие типы используют полностью электронные контроллеры, а некоторые могут регулироваться с помощью отвертки.
Еще дороже, паяльные станции стоят от 70 фунтов стерлингов и выше (паяльник может продаваться отдельно, так что вы можете выбрать тип, который вам больше нравится) и состоят из укомплектованного настольного блока управления, в котором находится специальный низковольтный паяльник.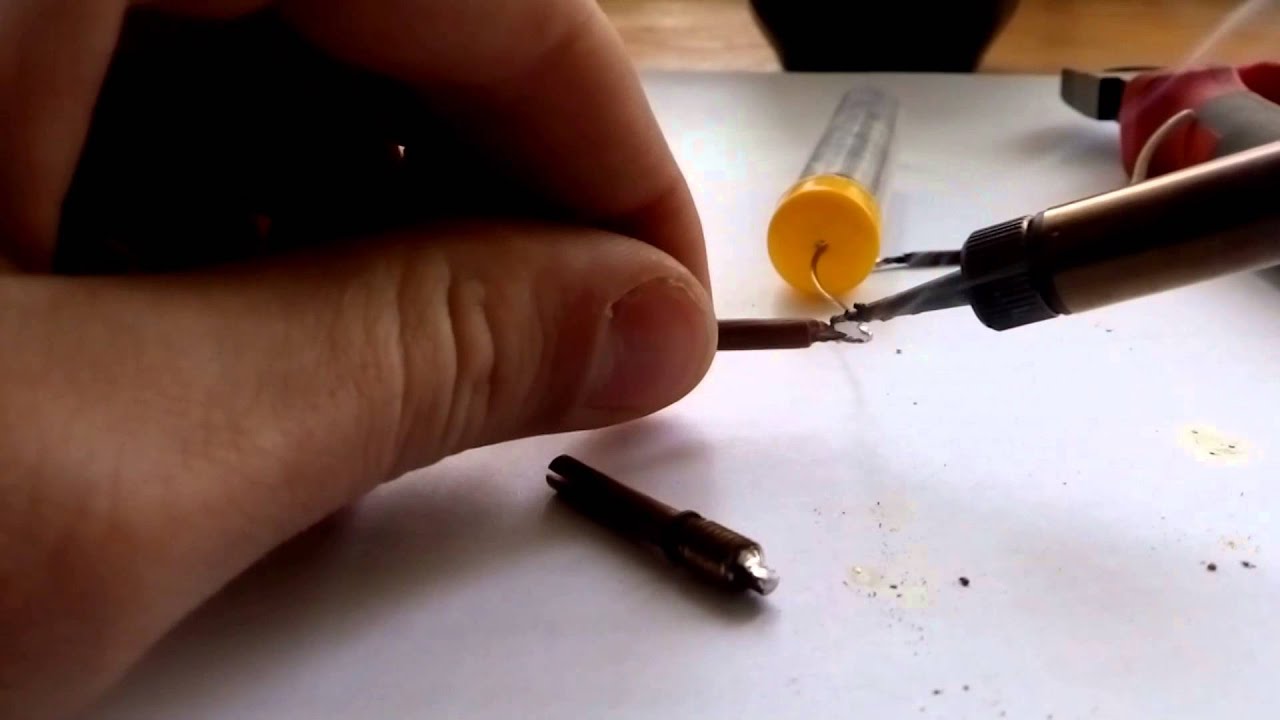 заткнуто.Некоторые версии могут иметь встроенное цифровое считывание температуры и иметь ручку управления, позволяющую изменять настройку. Температуру можно повысить, например, для пайки более крупных соединений или для использования припоев с более высокой температурой плавления (например, серебряного припоя). Они разработаны для самых взыскательных пользователей или для непрерывного производственного / профессионального использования. На лучших станциях есть хорошо сбалансированные утюги с удобными ручками, которые остаются прохладными в течение всего дня. В наконечник или вал будет встроена термопара, которая контролирует температуру.
заткнуто.Некоторые версии могут иметь встроенное цифровое считывание температуры и иметь ручку управления, позволяющую изменять настройку. Температуру можно повысить, например, для пайки более крупных соединений или для использования припоев с более высокой температурой плавления (например, серебряного припоя). Они разработаны для самых взыскательных пользователей или для непрерывного производственного / профессионального использования. На лучших станциях есть хорошо сбалансированные утюги с удобными ручками, которые остаются прохладными в течение всего дня. В наконечник или вал будет встроена термопара, которая контролирует температуру.
Антистатическая защита : если вы заинтересованы в пайке большого количества деталей, чувствительных к статическому электричеству (например, КМОП-микросхем или полевых МОП-транзисторов), более продвинутые и дорогие паяльные станции используют в своей конструкции рассеивающие статическое электричество материалы, чтобы гарантировать не накапливается на самом утюге. Вы можете увидеть их в списке как «ESD-safe» (защита от электростатического разряда). Самые дешевые утюги не обязательно будут безопасными от электростатического разряда, но тем не менее, вероятно, будут отлично работать в большинстве хобби или образовательных приложений, если вы примете обычные антистатические меры предосторожности при обращении с компонентами.В этих обстоятельствах наконечник должен быть хорошо заземлен.
Вы можете увидеть их в списке как «ESD-safe» (защита от электростатического разряда). Самые дешевые утюги не обязательно будут безопасными от электростатического разряда, но тем не менее, вероятно, будут отлично работать в большинстве хобби или образовательных приложений, если вы примете обычные антистатические меры предосторожности при обращении с компонентами.В этих обстоятельствах наконечник должен быть хорошо заземлен.
Биты : полезно иметь небольшой выбор насадок производителя (жала паяльника) различного диаметра или формы, которые можно менять в зависимости от типа выполняемой работы. Вероятно, вы обнаружите, что привыкли к определенной форме наконечника и лучше всего работаете с ней. Часто наконечники покрываются железом, чтобы продлить срок их службы, или вместо этого они могут быть покрыты ярким покрытием.В наши дни медные наконечники встречаются редко.
Запасные части : приятно знать, что запчасти могут быть в наличии, поэтому, если элемент взорвался, заменять весь утюг не нужно. Особенно это касается дорогих утюгов. Просмотрите некоторые из более крупных каталогов почтового перевода.
Особенно это касается дорогих утюгов. Просмотрите некоторые из более крупных каталогов почтового перевода.
Иногда можно встретить газовые паяльники, в которых для работы используется бутан, а не электрическая сеть. В них есть каталитический элемент, который, будучи нагретым, продолжает гореть горячим, когда над ними проходит газ.Сервисные инженеры используют их для ремонта там, где может отсутствовать электричество или где соединение сложно достать обычным утюгом, поэтому они действительно предназначены для случайного использования «на месте» для быстрого ремонта, а не для обычного строительства. или монтажные работы. Паяльный пистолет — это паяльник в форме пистолета, обычно мощностью 100 Вт или более, и он совершенно не подходит для пайки современных электронных компонентов: они слишком горячие, тяжелые и громоздкие для использования в микроэлектронике. Сантехника, может быть ..!
Паяльники лучше всего использовать вместе с термостойким настольным держателем, чтобы горячий утюг можно было безопасно припарковать в перерывах между использованием. Паяльные станции уже имеют эту функцию, в противном случае необходима отдельная подставка для паяльника, желательно с держателем для губок для чистки жало. Теперь давайте посмотрим, как правильно пользоваться паяльником и как исправить положение, когда соединение выходит из строя.
Паяльные станции уже имеют эту функцию, в противном случае необходима отдельная подставка для паяльника, желательно с держателем для губок для чистки жало. Теперь давайте посмотрим, как правильно пользоваться паяльником и как исправить положение, когда соединение выходит из строя.
Как паять
Обращаясь к собственно технике пайки, во-первых, лучше как-то закрепить работу, чтобы она не двигалась во время пайки и не влияла на вашу точность.В случае печатной платы довольно популярны различные удерживающие рамки, особенно с густонаселенными платами: идея состоит в том, чтобы вставить все части с одной стороны («набить плату»), удерживая их на месте специальной прокладкой из пеноматериала, чтобы Чтобы предотвратить их выпадение, переверните доску, а затем отрежьте провода кусачками, прежде чем делать стыки. Рама избавляет от чрезмерного переворачивания доски, особенно с большими досками. Другие детали можно было бы крепко удерживать, например, в маленьких тисках моделиста.
В некоторых случаях паяным соединениям может потребоваться определенная степень механической прочности, особенно с проводами, припаянными, например, к потенциометру или биркам переключателя, а это означает, что провод должен быть пропущен через бирку и закреплен перед нанесением припоя. Обратной стороной является то, что сложнее распаять соединение (см. Ниже) и удалить провод, если потребуется. В противном случае, в случае обычной печатной платы, провода компонентов изгибаются, чтобы проходить через плату, вставляются заподлицо с поверхностью платы, немного расширяются наружу, чтобы деталь захватывала плату, а затем припаяны.
На мой взгляд — мнения расходятся — обычно лучше сначала отрезать лишние провода, чтобы сделать соединение более доступным и избежать механических ударов по печатной плате. совместный. Однако в случае с полупроводниками я часто стараюсь оставлять обрезки до тех пор, пока соединение не будет выполнено, так как лишний провод помогает отводить часть тепла от полупроводникового перехода. Интегральные схемы можно либо припаять прямо на место, если вы достаточно уверены, либо, что лучше, использовать двойную розетку, чтобы предотвратить тепловое повреждение.Затем при необходимости чип можно заменить.
Интегральные схемы можно либо припаять прямо на место, если вы достаточно уверены, либо, что лучше, использовать двойную розетку, чтобы предотвратить тепловое повреждение.Затем при необходимости чип можно заменить.
Детали, которые при работе становятся горячими (например, некоторые резисторы), немного приподнимаются над платой, чтобы обеспечить циркуляцию воздуха. Для некоторых компонентов, особенно для больших электролитических конденсаторов, может потребоваться сначала прикрутить монтажный зажим к плате, в противном случае деталь может со временем сломаться из-за вибрации.
Идеально спаянное соединение будет красивым, блестящим и будет надежным в эксплуатации.Я бы сказал, что:
- Чистота
- Температура
- Время
- Достаточное покрытие припоя
— ключевые факторы, влияющие на качество соединения. Небольшие усилия, затраченные сейчас на пайку идеального соединения, могут сэкономить вам или кому-то еще значительное количество времени на поиск неисправностей в неисправном соединении в будущем.
Основные принципы заключаются в следующем.
Действительно чистый
Во-первых, все без исключения части, включая сам утюг, должны быть чистыми, и , свободными от загрязнений .Припой просто не «достанется» грязным деталям! Старые компоненты или медная плата, как известно, сложно припаять из-за слоя окисления, который накапливается на поверхности выводов. Это отталкивает расплавленный припой, и это скоро станет очевидным, потому что припой будет «рассыпаться» в шарики, распространяясь повсюду, кроме того, где он вам нужен. Грязь — враг качественной пайки!
Следовательно, абсолютно необходимо убедиться, что детали не содержат смазки, окисления и других загрязнений.В случае старых резисторов или конденсаторов, например, когда провода начали окисляться, используйте небольшой ручной напильник или, возможно, поскребите лезвие ножа или протрите их тонкой наждачной бумагой, чтобы обнажить свежий металл под ними. Картон и медная печатная плата обычно окисляются через несколько месяцев, особенно если на ней есть отпечатки пальцев, а медные полосы можно очистить с помощью абразивной резины, например, агрессивного ластика, чтобы обнажить свежую блестящую медь под ними.
Картон и медная печатная плата обычно окисляются через несколько месяцев, особенно если на ней есть отпечатки пальцев, а медные полосы можно очистить с помощью абразивной резины, например, агрессивного ластика, чтобы обнажить свежую блестящую медь под ними.
Также доступна щетка со стекловолоконной нитью, которая используется, подобно карандашу, для удаления любых поверхностных загрязнений.Они, как правило, образуют крошечные частицы, которые сильно раздражают кожу, поэтому избегайте случайного контакта с любым мусором. Затем протрите тряпкой, смоченной чистящим растворителем, большинство жирных следов и отпечатков пальцев. После подготовки поверхностей по возможности не прикасайтесь к деталям.
Еще один побочный эффект грязных поверхностей — это склонность людей прикладывать больше тепла в попытке «заставить припой схватиться». Это часто принесет больше вреда, чем пользы, потому что в любом случае невозможно сжечь какие-либо загрязнения, а компонент может перегреться. В случае полупроводников температура весьма критична, и они могут быть повреждены из-за чрезмерного нагрева.
В случае полупроводников температура весьма критична, и они могут быть повреждены из-за чрезмерного нагрева.
Перед тем, как использовать утюг для соединения, его следует «залудить» (покрыть припоем), нанеся несколько миллиметров припоя, затем протереть влажной губкой, подготавливая ее к использованию: вы всегда должны делать это сразу с новой насадкой. , тем не мение. Лично я всегда повторно наношу очень небольшое количество припоя, в основном для улучшения теплового контакта между железом и соединением, чтобы припой текал быстрее и легче.Иногда перед самим соединением лучше залудить и более крупные детали, но обычно в этом нет необходимости. Работа. (Все печатные платы EPE «залуживаются валиком» для сохранения их качества и облегчения пайки.) Стоящий продукт — Tinner & Cleaner для наконечников Weller, небольшая 15-граммовая баночка пасты, на которую вы наносите горячий утюг — продукт очищает и формует утюг, готовый к использованию. Аналогом является Adcola Tip-Save.
Обычный припой для электроники обычно состоит на 60% из свинца и на 40% олова и содержит соответствующий «флюс», который помогает расплавленному припою легче течь по стыку.Флюс удаляет оксиды, возникающие при нагревании, и выглядит как бурая жидкость, пузырящаяся на стыке. Кислотные флюсы (например, используемые сантехниками) нельзя применять. Для специальных работ доступны и другие припои, в том числе алюминиевый и серебряный. Также изготавливаются припои разного диаметра; 20-22 SWG (19-21 AWG) имеет диаметр 0,91-0,71 мм и подходит для большинства работ. Выберите 18 SWG (16 AWG) для более крупных соединений, требующих большего количества припоя.
Температура
Еще один шаг к успешной пайке — убедиться, что температура всех деталей повышена примерно до одинакового уровня перед нанесением припоя.Представьте, например, что вы пытаетесь припаять резистор на печатной плате: гораздо лучше нагреть оба медных печатных платы. и вывод резистора одновременно перед нанесением припоя, так что припой будет намного легче стекать по стыку. Нагревание одной части, но не другой, — гораздо менее удовлетворительное соединение, поэтому постарайтесь сначала убедиться, что утюг контактирует со всеми компонентами, прежде чем прикасаться к нему припоем. Температура плавления большинства припоев находится в районе 188 ° C (370 ° F), а температура наконечника железа обычно составляет 330–350 ° C (626–662 ° F).
и вывод резистора одновременно перед нанесением припоя, так что припой будет намного легче стекать по стыку. Нагревание одной части, но не другой, — гораздо менее удовлетворительное соединение, поэтому постарайтесь сначала убедиться, что утюг контактирует со всеми компонентами, прежде чем прикасаться к нему припоем. Температура плавления большинства припоев находится в районе 188 ° C (370 ° F), а температура наконечника железа обычно составляет 330–350 ° C (626–662 ° F).
Пришло время
Затем соединение следует нагреть с помощью сверла в течение нужного времени, в течение которого на соединение наносится небольшой кусок припоя. Запрещается переносить расплавленный припой к стыку с помощью утюга! Чрезмерное время приведет к повреждению компонента и, возможно, медной фольги печатной платы! Нагрейте соединение кончиком утюга, затем продолжайте нагревание, нанося припой, затем снимите утюг и дайте соединению остыть. Если у вас есть опыт, это займет всего несколько секунд. Продолжительность нагрева зависит от температуры вашего утюга и размера стыка — более крупные детали требуют больше тепла, чем более мелкие, — но некоторые детали (полупроводниковые диоды, транзисторы и микросхемы) чувствительны к теплу и не должны нагреваться дольше несколько секунд. Новички иногда покупают небольшой прикрепляемый тепловой шунт, напоминающий пару алюминиевых пинцетов. В случае, скажем, транзистора, шунт присоединяется к одному из выводов рядом с корпусом транзистора. Любое избыточное тепло затем отводит тепловой шунт, а не в переход транзистора, тем самым спасая устройство от перегрева.Новички находят их обнадеживающими, пока не приобретут больше опыта.
Продолжительность нагрева зависит от температуры вашего утюга и размера стыка — более крупные детали требуют больше тепла, чем более мелкие, — но некоторые детали (полупроводниковые диоды, транзисторы и микросхемы) чувствительны к теплу и не должны нагреваться дольше несколько секунд. Новички иногда покупают небольшой прикрепляемый тепловой шунт, напоминающий пару алюминиевых пинцетов. В случае, скажем, транзистора, шунт присоединяется к одному из выводов рядом с корпусом транзистора. Любое избыточное тепло затем отводит тепловой шунт, а не в переход транзистора, тем самым спасая устройство от перегрева.Новички находят их обнадеживающими, пока не приобретут больше опыта.
Покрытие припоя
Последний ключ к успешному паяному соединению — нанести соответствующее количество припоя. Слишком много припоя — ненужные отходы и может вызвать короткое замыкание на соседние стыки. Слишком мало, и он может не поддерживать компонент должным образом или не может полностью сформировать рабочее соединение. Сколько применять, действительно приходит с практикой. Всего несколько миллиметров, достаточно для «среднего» размера.c.b. совместное, (если такое есть).
Сколько применять, действительно приходит с практикой. Всего несколько миллиметров, достаточно для «среднего» размера.c.b. совместное, (если такое есть).
Способы распайки
Неправильно выполненное паяное соединение будет электрически «шумным», ненадежным и, вероятно, со временем ухудшится. Возможно, он вообще не подключился к электричеству или мог работать изначально, а затем вызвать отказ оборудования в более поздний срок! Трудно судить о качестве паяного соединения только по внешнему виду, потому что вы не можете сказать, как на самом деле образовалось соединение изнутри, но, следуя инструкциям, нет причин, по которым вы не должны получать идеальные результаты. Плохо сформированный шов часто называют «сухим швом». Обычно это происходит из-за грязи или жира, препятствующих правильному плавлению припоя на деталях, и часто это заметно из-за тенденции припоя не «растекаться», а вместо этого образовывать бусинки или шарики, возможно, частично.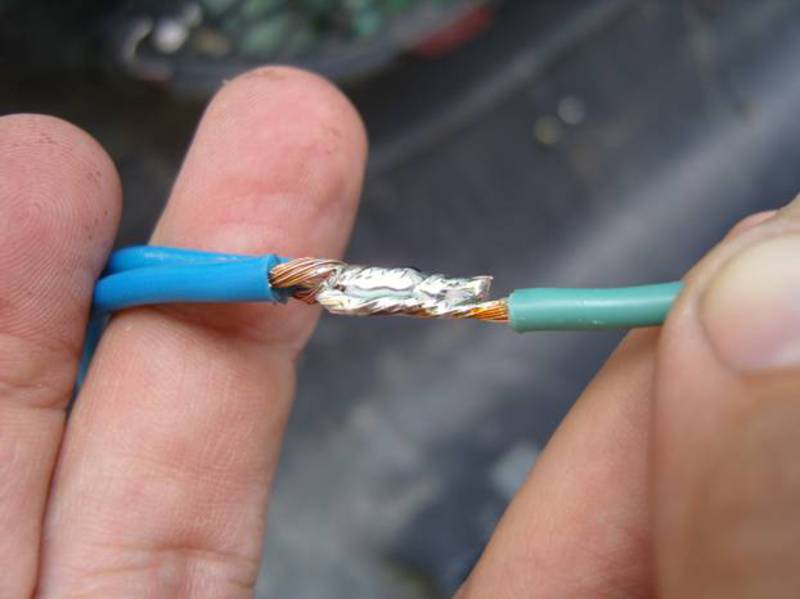 В качестве альтернативы, если кажется, что для растекания припоя требуется слишком много времени, это еще один признак возможного загрязнения и того, что соединение потенциально может быть сухим.
В качестве альтернативы, если кажется, что для растекания припоя требуется слишком много времени, это еще один признак возможного загрязнения и того, что соединение потенциально может быть сухим.
Несомненно, настанет время, когда нужно будет удалить припой из стыка: возможно, заменить неисправный компонент или починить сухой стык.Обычный способ — использовать демонтажный насос, который работает как небольшой подпружиненный велосипедный насос, только наоборот! (Более требовательным пользователям, использующим КМОП-устройства, может потребоваться насос, защищенный от электростатического разряда.) Подпружиненный плунжер отпускается нажатием кнопки, и расплавленный припой затем втягивается в насос. Чтобы очистить соединение таким образом, может потребоваться одна или две попытки, но небольшой демонтажный насос — бесценный инструмент, особенно для p.c.b. Работа.
Иногда бывает эффективно добавить больше припоя, а затем удалить всю партию с помощью насоса, если припой удалить особенно неудобно. Однако необходимо следить за тем, чтобы платы и детали не были повреждены чрезмерным нагревом; сами насосы имеют P.T.F.E. сопло, устойчивое к нагреванию, но время от времени требующее замены.
Однако необходимо следить за тем, чтобы платы и детали не были повреждены чрезмерным нагревом; сами насосы имеют P.T.F.E. сопло, устойчивое к нагреванию, но время от времени требующее замены.
Отличной альтернативой насосу является использование распаянной оплетки, в том числе известной американской «Soder-Wick» (так в оригинале) или Adcola «TISA-Wick», которые упакованы в небольшие катушки-дозаторы. Этот продукт представляет собой специально обработанную тонкую медную оплетку, которая втягивает расплавленный припой в оплетку, где он затвердевает.Лучше всего использовать кончик горячего утюга, чтобы прижать небольшой отрезок оплетки к стыку, который нужно распаять. Утюг впоследствии расплавит припой, который будет втянут в оплетку. Будьте предельно осторожны, чтобы не дать припою остыть вместе с оплеткой, приставшей к изделию, иначе вы рискуете повредить печатный плат медные дорожки, когда вы пытаетесь снять оплетку с места соединения.
Я рекомендую купить небольшую катушку с распаянной оплеткой, особенно для больших или сложных стыков, которые потребуют нескольких попыток с помпой.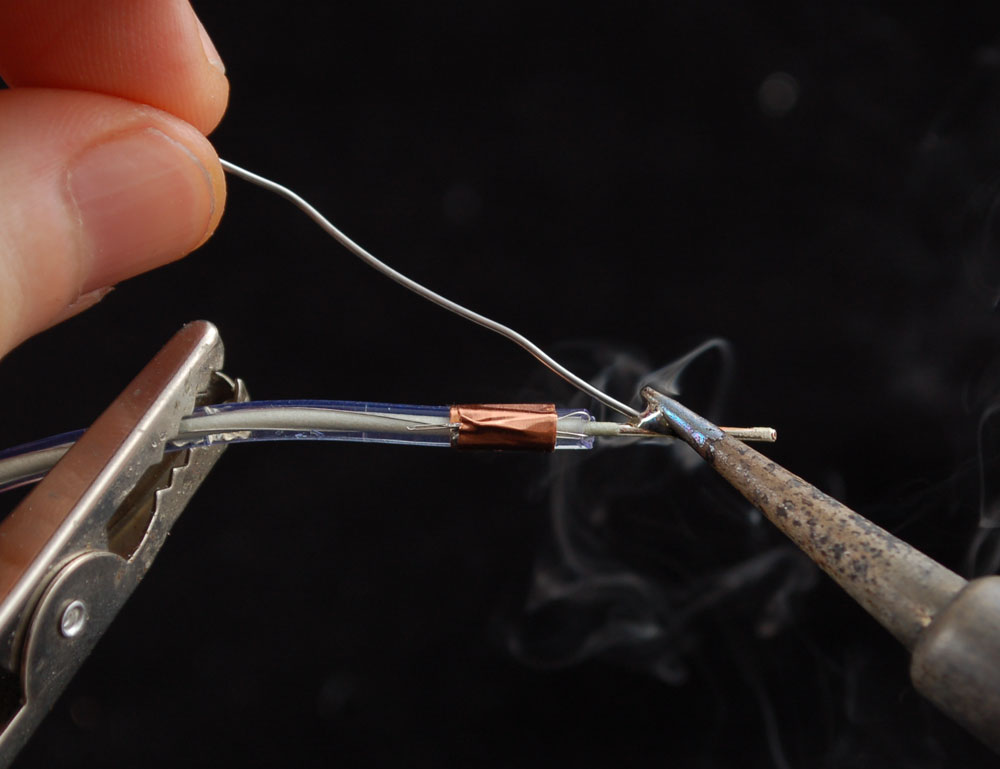 Это удивительно эффективно, особенно на сложных стыках, где демонтажный насос может оказаться проблемой.
Это удивительно эффективно, особенно на сложных стыках, где демонтажный насос может оказаться проблемой.
Краткое описание, устранение неисправностей и первая помощь
Краткое изложение создания идеального паяного соединения
- Все детали должны быть чистыми, обезжиренными и обезжиренными.
- Постарайтесь надежно закрепить работу.
- «Залудите» железный наконечник небольшим количеством припоя. Сделайте это немедленно, впервые используя новые советы.
- Очистите жало горячего паяльника влажной губкой.
- Многие люди затем добавляют к очищенному наконечнику небольшое количество свежего припоя.
- Нагрейте все части шва утюгом менее секунды.
- Продолжайте нагревание, затем нанесите только достаточное количество припоя для образования надлежащего соединения.
- Снимите утюг и безопасно верните его на подставку.
- Максимум две-три секунды, чтобы припаять средний p. c.b. совместный.
- Не перемещайте детали, пока припой не остынет.
 c.b. совместный.
c.b. совместный.Руководство по поиску и устранению неисправностей
- Припой не «схватывается» — есть жир или грязь — снимите припой и очистите детали. Или материал может не подходить для пайки свинцово-оловянным припоем.
- Шов кристаллический или зернистый — был перемещен, прежде чем дать остыть, или шов недостаточно нагрет — слишком маленький утюг / слишком большой шов.
- Паяное соединение образует «шип» — вероятно, перегретый, выжигающий флюс.
Первая помощь
Если вам не повезло получить ожоги, требующие лечения, вот что делать: —
- Немедленно охладите пораженный участок холодной проточной водой, льдом или даже замороженным горошком в течение десяти минут.
- Удалите все кольца и т. Д. До начала отека.
- Наложите стерильную повязку для защиты от инфекции.
- Не наносите лосьоны, мази и т. Д., А также не прокалывайте волдыри, которые образуются позже.
- При необходимости обратитесь за профессиональной медицинской помощью.
 Д., А также не прокалывайте волдыри, которые образуются позже.
Д., А также не прокалывайте волдыри, которые образуются позже.Автор Alan Winstanley Электронная почта на Этот адрес электронной почты защищен от спам-ботов. У вас должен быть включен JavaScript для просмотра.
Удаление ржавчины с помощью электролиза — подробное иллюстрированное руководство, стр. 32
7.Настройка многокомпонентного электролиза: изготовление электрической сети — как покрыть концы проводов припоем, как припаять
Проще говоря, пайка может быть определена как «соединение двух металлических поверхностей расплавленным сплавом свинца и олова (припоем), имеющим низкую температуру плавления». Пайка используется во всех видах электрических и электронных работ. В этом руководстве рассматривается только самый простой из наиболее распространенных типов пайки — пайка сварного соединения проводов.
Инструменты и принадлежности для пайки
Для пайки стыков проводов потребуется следующий набор простых инструментов:
1) Паяльник поможет! Подставка под паяльник ОБЯЗАТЕЛЬНА.Подставка должна быть сделана из металла, стекла или керамики, а НЕ из дерева или пластика. Не имея подставки для паяльника, я использую обычную стеклянную пепельницу, так как в ней есть специальные выемки на ободке для удерживания сигарет и наконечника паяльника — ничего лучше этого не может быть!
2) Припой — это основной компонент при пайке. Когда припой нагревается и становится расплавленным металлом, он переносится на стык проводов, а когда припой остывает, он затвердевает, образуя прочное соединение между проводами.Чаще всего припой изготавливается из сплава свинца и олова с канифольным сердечником, имеет низкую температуру плавления и обычно имеет форму спиральной проволоки.
3) Канифоль или Colophonia Resina (в таблетированной таре) — канифоль является прекурсором флюса. Свинцово-оловянный припой содержит около 1% канифоли в качестве сердечника флюса, помогая расплавленному припою течь и обеспечивая лучшее соединение.
Свинцово-оловянный припой содержит около 1% канифоли в качестве сердечника флюса, помогая расплавленному припою течь и обеспечивая лучшее соединение.
4) Flux (в бутылке) — паяльный флюс обычно содержится в припое и позволяет припою легко течь по проводам и контактирующим деталям, а не образовывать валики.Он также служит теплоносителем, облегчая нагрев соединения паяльным инструментом или расплавленным припоем. Флюс предотвращает образование оксидов.
5) Плоскогубцы с загнутыми носами или Длинногубцы — очень практичный инструмент, используемый для удержания проводов и деталей на месте во время пайки.
Инструменты и принадлежности для пайки
Меры предосторожности
Поскольку пайка нескольких соединений проводов в вашей электролитической установке — это всего лишь одноразовая работа, вам не нужна такая установка для пайки:
Однако следует помнить о четырех мерах предосторожности:
1) Высокие температуры — Паяльник нагревается до 350 ° F или выше и может очень быстро вызвать ожоги.Обязательно используйте подставку для поддержки паяльника, не перегружайте рабочее пространство деталями, инструментами и т. Д. И держите шнур питания паяльника в таком месте, куда его нельзя случайно нажать. Другими словами, у вас должно быть достаточно рабочего места, чтобы раскладывать детали и перемещаться, не обжигаясь или что-либо еще, и не сбивая горячий паяльник.
2) Дым от флюса — флюс в припое при нагревании выделяет пары, раздражающие глаза и легкие.НЕЛЬЗЯ класть лицо прямо над местом пайки и вдыхать выделяющиеся пары. Пайку следует производить в хорошо проветриваемом помещении.
3) Расплавленный припой — при попадании на него капель может обжечь кожу. Избегайте пайки открытых частей тела и брызг припоя на лицо. Рекомендуются защитные перчатки и защитные очки.
4) Свинец в припое — большинство припоев содержат свинец, поэтому НЕ прикасайтесь к лицу во время пайки. Всегда мойте руки после прикосновения к припою.
Покрытие концов проволоки припоем
Первое, что вам нужно сделать, это ЛУСОВАТЬ. Лужение — это процесс покрытия наконечника утюга тонким слоем припоя. Это способствует теплопередаче между наконечником и электрическими проводами, которые вы паяете, а также дает припою основание для стекания. После того, как паяльник полностью нагреется, проведите проволокой припоя вверх и вниз по наконечнику и вокруг него, чтобы полностью покрыть его расплавленным металлом. Поскольку для лужения будет использоваться значительное количество припоя, часть расплавленного припоя будет стекать, поэтому будьте готовы к этому.
Лужение следует проводить при использовании нового жала или после его очистки, чтобы паяльник сохранял хорошую теплопередачу при пайке множества компонентов в электронной схеме, такой как PCB — Printed Circuit Board. Но для этого простого и небольшого проекта по пайке всего нескольких концов проводов и стыков лужение не требуется. Только не используйте толстый припой, который будет труднее нагреть.
Теперь начнем проект с покрытия каждого вывода проволочного электрода припоем.Это позволит удерживать все жилы проводов плотно вместе, чтобы они не распадались при многократном использовании. Я взял ватную палочку, окунул ее во флюс и приложил флюс к клемме неизолированного провода.
Нанесение паяльного флюса на конец провода
К этому моменту паяльник нагрелся. Удерживая провод с помощью небольшого набора плоскогубцев, я нагрел провод с помощью более толстой части паяльного жала. Флюс плавится и полностью охватывает жилы проволоки, способствуя теплопередаче.Это лучший момент для нанесения расплавленного припоя на клемму провода. При нанесении флюса припой быстро всасывается в жилы проволоки.
Покрытие неизолированного конца провода припоем
Намного легче нанести больше припоя на покрытый припоем провод, поэтому, чтобы укрепить клемму провода, я добавил немного припоя на нее. Жилку припоя следует разместить на проводе и одновременно нагреть вместе с ней, как показано на рисунке ниже.
Добавление припоя на клемму провода
Длина провода, покрытого припоем, не должна быть слишком длинной, поэтому я сократил ее с помощью набора боковых ножниц.