Как паять полипропиленовую трубу: Как паять полипропиленовые трубы водопроводной системы качественно
Как запаять полипропиленовую трубу когда течет вода
Иногда появляется необходимость припаять к полипропиленовой трубе в действующей водопроводной или какой-либо другой системе дополнительную трубу или трубную арматуру (поворот, отвод, тройник, кран и т. д.). Конечно, если нет технической возможности перекрыть воду выше, то ни о какой пайке речи быть не может.
Но даже если вода перекрывается и давления полностью отсутствует, жидкость может продолжать капать, особенно в стояке, и нет никакой возможности ее остановить, например, из-за ветхости крана и неполного его закрытия. В этом случае пайка также становится непростым делом, но есть один способ, который при некоторой сноровке, делает ее возможной, причем пайка при этом получается качественной и достаточно надежной.
Хитрость, с помощью которой можно временно заглушить трубу
Для этого необходимо взять свежий хлебный мякиш, хорошенько его размять пальцами и, когда он станет пластичным, как пластилин, стряхнув и протерев накопившуюся воду, заткнуть размягченным мякишем капающую полипропиленовую трубу, слегка проталкивая его дальше, чтобы создалось некоторое подобие затычки или пробки.

Теперь необходимо действовать очень сноровисто. Паяльный агрегат должен быть заранее включен и разогрет до требуемого температурного режима. Нагреваем концы запаиваемых труб или трубы с трубной арматурой (в нашем случае это быстродействующий кран) до пластического состояния, соединяем их и удерживаем в таком положении до полного отвердевания места пайки.
Возникает законный вопрос: как из трубы удалить созданную нашими же руками хлебную пробку, чтобы она не стала причиной закупорки и перекрытия воды в системе? Во-первых, ничего удалять не придется, во-вторых, при возобновлении подачи воды давление вынесет нашу импровизированную заглушку, размыв ее предварительно на мелкие фрагменты.
Можно ли хлеб заменить чем-то другим, более «надежным», как нам может показаться, например, жевательной резинкой или сырым тестом. Ни первый, ни второй вариант использовать нежелательно. Жевательная резинка точно закупорит трубу, затвердев под действием холодной воды. Сырое же тесто трудно разжижается водой и тоже может создать проблему, вплоть до разъема соединения для его удаления, и новой пайки.
 Остается только хлеб: он неплохо «держит» небольшой объем воды и легко размягчается под напором жидкости, делится на мелкие фрагменты и выносится из системы без остатка, причем за короткое время.
Остается только хлеб: он неплохо «держит» небольшой объем воды и легко размягчается под напором жидкости, делится на мелкие фрагменты и выносится из системы без остатка, причем за короткое время. Смотрите видео
Пайка труб из полипропилена без специального оборудования
Пайка труб из полипропилена – это такая операция, которую иногда приходится производить в собственном доме своими руками. Специально покупать для этого сварочный аппарат вовсе не целесообразно. Поэтому многие пытаются отыскать такую инструкцию, такие методы, которые избавили бы их от дорогостоящего приобретения. Сегодня мы намерены предложить такой способ, который вполне применим в домашних условиях и не требует совершенно никакого специального оборудования.
Максимум информации о полипропиленовых трубах и способах их сварки вы можете почерпнуть из нашей статьи, полностью посвященной этой теме.

Пайка труб из пропилена небольшого диаметра своими руками
Речь пойдет о таких трубах, которые чаще всего применяются при разводке внутри дома, т.е. о трубах диаметром 20 мм. Допустим, нам требуется произвести спайку трубы и примыкающего к нему углового фитинга.
Пайка труб из пропилена такого диаметра без труда может быть произведена, если под рукой имеется какой-то безопасный источник огня, каким может являться, например, вот такая миниатюрная газовая горелка.
По существующим регламентам и для обеспечения необходимого качества соединения труба должна заходить в фитинг на 14 мм. Чтобы не произошло нарушения данного норматива, целесообразно заранее отмерить это расстояние от края трубы и карандашом поставить метку.
Читайте также Инструмент для пайки медных труб
Сделав это, можно приступать к глубокому разогреву спаиваемых элементов. Фитинг, естественно, должен разогреваться изнутри.
Разогрев конца трубы производится снаружи.
Когда обе детали хорошенько разогреты, их можно вставлять друг в друга.
Читайте также Паяльник для пластиковых труб: параметры выбора и наши рекомендации
Вставляя трубу, следует ориентироваться на нанесенную ранее карандашную метку, которая должна оказаться точно по краю фитинга.
После этого выполненное соединение следует охладить, не подвергая его никаким внешним воздействиям. Охлажденное место спайки будет очень прочным и ни в коей мере не уступит по прочности тем соединениям, которые обычно производятся с помощью специальных сварочных аппаратов, о которых мы уже рассказывали. В этом можно убедиться, разрезав только что выполненное место спайки.
Как видно на приведенном выше фото, место стыка трубы и фитинга является совершенно монолитным, и такую трубу можно без малейшей опаски включать в состав домашней системы водоснабжения.
Итак, если вам необходима пайка труб из полипропилена, вы без труда сумеете выполнить эту работу своими силами, не приобретая для этого никаких специальных инструментов. Для этого достаточно лишь взять себе на заметку приведенную нами рекомендацию.
Для этого достаточно лишь взять себе на заметку приведенную нами рекомендацию.
Узнаем как паять полипропиленовые трубы правильно?
Полипропиленовые трубы получают постепенно самое широкое распространение. Причины для этого есть. Полипропиленовые трубы и фитинги к ним сравнительно дешевые. Соединение фитинга и трубы не течет впоследствии, его можно назвать чуть ли не вечным, как и сами трубы. Но важно понимать, как паять полипропиленовые трубы. Помните, что правильная технология – это залог успеха.
Технология пайки
Процесс сварки (пайки) прост до невозможности! Полипропилен становится эластичным при термическом нагреве – он переходит в состояние, которое можно сравнить с пластилином. Когда материал остывает, то его структура резко твердеет. Научно этот процесс называют полиэфирной сваркой. Когда вы приобретете достаточный опыт спайки полипропиленовых труб, тогда она вам будет казаться невероятно легкой.
Методики пайки
Сейчас паяют двумя способами. Муфтовая пайка – это соединение двух труб с помощью специальной муфты или куска трубы, которая имеет диаметр больше, чем два свариваемых элемента. Такой способ применяют, если свариваемые трубы имеют диаметр менее, чем 63 мм.
Муфтовая пайка – это соединение двух труб с помощью специальной муфты или куска трубы, которая имеет диаметр больше, чем два свариваемых элемента. Такой способ применяют, если свариваемые трубы имеют диаметр менее, чем 63 мм.
Прямая пайка – это просто соединение двух смежных граней труб без каких-то третьих дополнительных элементов. Этот вариант предпочтительнее в плане эстетики, но сложнее в плане исполнения.
Для выполнения такой (прямой) пайки требуется опыт. Как правильно паять полипропиленовые трубы? Эти оба описанных варианта считаются правильными, у каждого способа есть свои нюансы и особенности. Выбор вы сделаете сами, но чаще для бытовых нужд паяют с помощью муфт.
Паяльники
Для пайки любым из вышеописанных методов потребуется специальное оборудование, а в частности, специальный паяльник. Если разобраться в конструкции паяльника для полипропиленовых труб, то он «близкий родственник» утюгу. Главная часть прибора – это массивный нагреватель. Из этого нагревателя выходят основания под специальные съемные насадки, прилагающиеся в комплекте с прибором (металлические болванки различных диаметров).
Если мы говорим о том, как паять полипропиленовые трубы своими руками, то нам подходит вышеописанный паяльник. Он бытовой и годится для паяния с применением муфт. Если мы затрагиваем промышленную пайку, то тут нужен особый паяльник для пайки полипропиленовых труб встык. Конструктивно такой паяльник дополнительно имеет систему для отцентровки свариваемых элементов.
Также паяльники могут подразделяться по мощности. Как правило, мощность заметно влияет на цену паяльника, хотя есть и другие составляющие в ценообразовании на прибор.
Процедура сварки
Главное правило: пайка должна осуществляться при обеспечении хорошей вентиляции помещения. Плавка полимеров вызывает токсичные вещества, если вдохнуть их в переизбытке, то здоровью человека будет нанесен ощутимый вред. Также стоит иметь защитные перчатки, очки и респиратор. Но, стоит повториться с главным правилом, которым не стоит пренебрегать. Как паять полипропиленовые трубы в плане безопасности своего здоровья? С притоком достаточного объема свежего воздуха!
При какой температуре паять полипропиленовые трубы?
Если вы используете для сварки труб специализированный паяльник, а другие варианты даже не могут рассматриваться, то вопросы о правильной температуре сварки у вас даже и возникать не должны. Ваш паяльник оснащен всегда зеленым индикатором, когда он загорается, то можно приступать к работе. Если температурный вопрос интересен вам просто для общего развития или ваш паяльник оснащен рукояткой для выставления температуры пайки, то температура сварки полипропиленовых труб составляет 260 градусов. Перед сваркой двух труб, у них снимается фаска и эти места обезжириваются.
Ваш паяльник оснащен всегда зеленым индикатором, когда он загорается, то можно приступать к работе. Если температурный вопрос интересен вам просто для общего развития или ваш паяльник оснащен рукояткой для выставления температуры пайки, то температура сварки полипропиленовых труб составляет 260 градусов. Перед сваркой двух труб, у них снимается фаска и эти места обезжириваются.
Время пайки
В вопросах о том, как паять полипропиленовые трубы, важным фактором является время. Малое время выдержки на паяльнике плохо расплавит элементы, что приведет к плохому соединению. Если вы передержите элементы на паяльнике, то они начнут деформироваться и менять свою структуру, что тоже не дает гарантии качественного соединения.
Если ваша свариваемая труба имеет диаметр 20 мм, то выдерживать ее на разогретом паяльнике нужно около 8 секунд, столько же времени понадобится, чтобы приварить элементы друг другу. Нормой охлаждения в этом случае принято считать 2 минуты.
Если вы свариваете трубы диаметром 40 мм, то разогревайте их по 18 секунд, для качественной сварки вам потребуется удерживать смежные элементы около 20 секунд, время полного остывания составляет 5 минут в данном случае.
Если ваши свариваемые элементы имеют диаметры между 20 мм и 40 мм, то вы можете самостоятельно рассчитать все параметры, исходя из приведенных нами примеров.
Рассмотрим подробно, как паять армированные полипропиленовые трубы. Тут главный момент – это снятие защитного материала. Зачем? Чуть ниже проясним. Также нужно понимать, что фольга в структуре трубы (армирующий слой) требует обязательно дополнительного нагрева.
Особенность спайки таких труб – это их увеличенный диаметр, как правило, такие трубы не подходят к бытовым паяльникам. Чтобы решить эту проблему, трубы требуется зачистить перед процессом пайки. Можно использовать для этого специальный швейер (торцеватель для полипропиленовых труб), принцип его работы немного схож с точилкой для карандашей. Швейер нужен для снятия наружного слоя с трубы, торцеватель снимает внутренний слой трубы. Девайс выбирают, исходя из расположения армирующего слоя на трубе.
Исключением из вышеописанного являются трубы, которые армируются не алюминием, а стекловолокном. В этом случае все стандартно и без сложностей. Теперь вы знаете, как паять полипропиленовые трубы для отопления, потому как армирующий слой присутствует только у полипропиленовых труб с назначением для отопления.
В этом случае все стандартно и без сложностей. Теперь вы знаете, как паять полипропиленовые трубы для отопления, потому как армирующий слой присутствует только у полипропиленовых труб с назначением для отопления.
Типичные ошибки при спайке труб
Чтобы не допускать ошибок, не нужно спешить. Есть несколько распространенных ошибок, которые допускаются при пайке полипропиленовых труб:
- Оставленная жировая пленка на трубе (забыли обезжирить).
- Непрямой угол срезки свариваемых элементов (криво срезали грани).
- Слабая посадка конца трубы внутрь фитинга (малый опыт в работе).
- Недостаточный или слишком долгий прогрев спаиваемых деталей (малый опыт в работе).
- Некачественное снятие армирующего слоя с трубы (невнимательность).
- Корректировка расположения свариваемых деталей после их начального полимерного схватывания (малый опыт в работе).
Когда вы достаточно много знаете о том, как паять полипропиленовые трубы, то этот вопрос уже не кажется вам сложным. Разводка трубами из полипропилена помогает вам заметно экономить не только ваши деньги, но и ваше время. Есть один момент, который многих смущает при выборе полипропиленовых труб, – это якобы их неэстетичность. Но, стоит заметить, что никакие трубы не выглядят привлекательно. Желательно делать, по возможности, скрытый монтаж любых трубопроводов.
Разводка трубами из полипропилена помогает вам заметно экономить не только ваши деньги, но и ваше время. Есть один момент, который многих смущает при выборе полипропиленовых труб, – это якобы их неэстетичность. Но, стоит заметить, что никакие трубы не выглядят привлекательно. Желательно делать, по возможности, скрытый монтаж любых трубопроводов.
Как паять полипропиленовые трубы, не допускать ошибок
Для многих, кто не специализируется на монтаже отопительно-водопроводных сетей, станет открытием тот факт, что сварка полипропиленовых труб является самым ненадежным видом монтажа. А видные специалисты обходят трубы из полипропилена дальними дорогами, предпочитая им металлопластик и др., примерно также, как отдают предпочтение завсегдатаи пивной свежему пиву, а не прокисшему квасу.
И казалось-бы, с чего вдруг такое, ведь, известно, что паяют пластиковые трубы все, после чего водопроводы и отопительные магистрали, служат исправно, вроде-бы….
Как же сделать трубопровод из полипропилена путем полифузной сварки так, чтобы не случилось то, чего опасаются сведущие специалисты….
А что собственно может произойти?
Что происходит при сварке полипропилена
Ответ, как свариваются трубы с фитингами, находится в названии паяльника-утюга (народное прозвище сварочного аппарата для пластика). Его называю полифузом, из-за способности создавать диффузию вещества, т.е. проникновение, смешивание молекул.
При температуре разогрева примерно 260 град. С, возникает достаточная текучесть этого материала, для качественной глубокой диффузии.
Расплавленные слои на одной и другой детали, после их стыковки смешиваются, образовывается единый для обоих соединяемых деталей условный слой. Качество материала в этом слое не должно, в теории, отличаться от исходного вещества.
Но что-то не так, в этой, казалось-бы, безупречной технологии…
Какие полипропиленовые трубы годятся
Потребителей интересует практический вопрос, — какие полипропиленовые трубы применить для сборки водопровода, а какие для отопления, или горячего водоснабжения.
Все просто, сейчас о нас позаботились, чтобы не возникало сложностей. Имеются на витринах трубы из полипропилена в основном под маркировкой PN20 и PN25. Первые годятся для холодного водоснабжения, вторые для «цивилизованного» отопления и ГВС.
Здесь, цивилизация обозначает скорее недопустимость перегрева более 80 град С. Т.е. применение с автоматизированными котлами. У твердотопливных бывает всякое… Поэтому некоторый участок подачи от такого котла делают из металла, затем стаят армированную алюминием магистраль, затем уже полипропилен…
PN обозначает давление, а следующая за ним цифра — давление воды жидкости внутри трубы, которое она выдержит 50 лет не изменяясь, при температуре с 20 град.
Сейчас отличить трубы для отопления PN25 весьма просто – они с четко видимым слоем армировки из стекловолокна, может быть различного цвета, например, красного…
Какой паяльник применить
Для любительской пайки своими руками сгодится незамысловатый, недорогой паяльник мощностью от 800 Вт.
Как паять (сваривать)
Лучше один раз увидеть.
Важно не перегревать детали и не слишком большое усилие к ним прилагать. А также должны быть сделаны отметки глубины на трубах, на которую можно их заводить в фитинги.
Что могут сказать специалисты о теории недочетов с практической точки зрения
Чаще всего при пайке труб из полипропилена нарушается температурный режим. Рекомендованная температура 260 — 270 градусов. Но как ее определить?
Европейские производители полифузов дают своему детищу инструкцию типа: \»С помощью контактного термометра установить, что паяльник разогрет до нужной температуры, после чего приступать к работе\».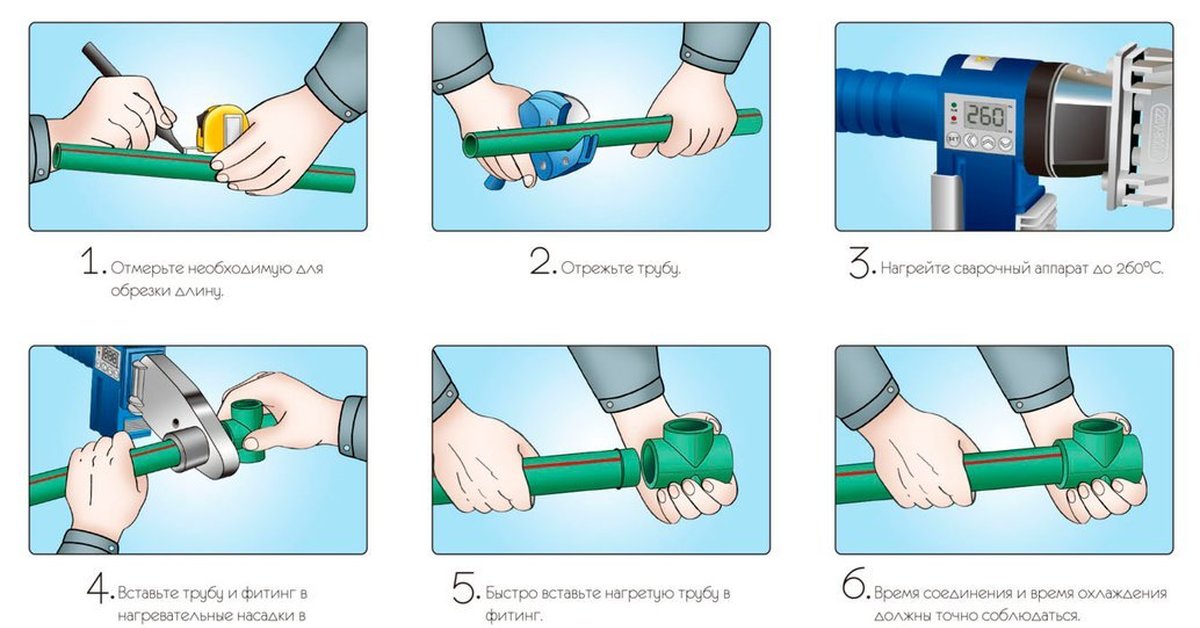
Т.е. регулятор температуры паяльника даже европейские производители сами не могут назвать таким, который точно задает температуру. Что тогда говорить о китайских приборах или кооперативных?
Далее — в каких направлениях ошибаются монтажники, выполняя чудесную сборку…
Перегрев и излишние усилия на соединении
Происходит следующее — перегрев соединяемых деталей, излишне большие усилия к соединяемым деталям, прокручивание при соединении. В результате внутреннее сечение деталей заужается из-за наплывов выдавленного материала. Снаружи соединение подозрений не вызывает.
Если подобное происходит в системе отопления, то зимой под нагрузкой выясниться, что один радиатор или целая ветка окажутся более холодными. Придется обрезать и искать узкое место.
Недостаточный нагрев деталей
Недостаточный разогрев не обеспечит качественной диффузии. Соединение может дать течь, если не сразу, то в процессе эксплуатации.
Самое интересное, что под воздействием скачков давление, последовательных тепловых расширений, вибрации, происходит постепенное разрушение общего некачественного слоя сплавленных деталей.
Течь может появиться и через несколько лет. Или через несколько месяцев. При этом снаружи соединение как новенькое, пока с него не потечет вода.
Отчего могут возникнуть нарушения в готовом изделии…
- Разворот уже соединенных деталей на нужный угол — наиболее типичная ситуация работы «спустя рукава» или неопытными руками.
- Банальный перегрев почему то… Собственно градусника и нет никогда. Заплавление пропускного сечения.
- Работник просто торопится, паяльник не успевает прогреться. Или отключается электричество, чего не замечают…
Неопытность работника при неправильной работе регулятора температуры на приборе, — наиболее опасная для производства ситуация, так как можно сделать брак из целой кучи деталей на кругленькую сумму…
- Соединение разогретого конца трубы с холодной стороной фитинга. В спешке бывает и такое.
- Выполнение работ при температуре воздуха ниже 5 градусов С.
Правила не рекомендуют сваривать полипропилен при температуре +5 град С и ниже, если это произойдет, то о надежности соединений говорить не приходится.

- Перед началом пайки алюминиевая фольга должна быть удалена с торца трубы, т.е. выполняется торцевание трубы. Не редко, торцевание не делается, происходит расслоение трубы, коррозия алюминия, выход соединения со строя.
- Согласно инструкции все свариваемые поверхности должны быть чистыми, обеспыленными и обезжиренными. В противном случае в свариваемом шве окажется не надежное место. И это не редкость — пайка загрязненных, жирных деталей.
Почему не доверяют полипропилену
Ответ на поверхности, — потому что нельзя проконтролировать качество соединения. С виду все соединения нормальные.
Невозможно дать точную гарантию клиенту на этот трубопровод.
Не обеспечивается контроль со стороны специалиста за качеством работы монтажника, так как ничего нельзя сказать о действительном качестве.
Чтобы проверить качество полипропиленнового соединения, его можно только разрезать. Или просвечивать в лаборатории.
Так сваривать или выбросить?
Но стоит ли принимать подобное слишком близко к сердцу домашнему мастеру?
Для многих гораздо важнее, что полипропилен стоит копейки, его можно всегда дешево переделать, если он на виду.
Выполняя сварку внимательно, стараясь не перегревать, чтобы не перекрывать сечения, всегда можно рассчитывать на то, что дешевый трубопровод окажется и самым лучшим и долговечным….
Миллионы фрагментов трубопроводных сетей из полипропилена, сваренных подобным образом, радуют потребителей по всему миру, есть очень большой шанс оказаться в рядах этих счастливцев…
правила работы и разбор возможных ошибок
Стандартные в прошлом металлические трубы, сегодня их все чаще вытесняют пластиковые, а точнее, полипропиленовые (как и ПВХ). И если для монтажа первых обычно используется сварочный аппарат, то полимерные аналоги монтируются при помощи специального паяльника. Однако последнего может не оказаться под рукой в тот момент, когда нужно будет паять одну из этих труб. Есть ли выход из этой ситуации? На самом деле, да.Кроме того, здесь мы рассмотрим пайку проводов.
- Монтаж систем водоснабжения, канализации и отопления;
- Ремонтные работы на системах отопления и водоснабжения;
- Необходимость подключения двух проводов;
- Ремонт тентов — латание дыр.

Есть ли альтернатива профессиональному паяльнику для полипропиленовых труб?
Перед разборкой пайки проводов и навесов остановимся на трубах. Аппарат для их сварки стоит несколько тысяч рублей.В основном профессионалы покупают его для себя, но для обычного человека этот прибор просто не окупится. В связи с этим приходится искать альтернативный вариант, который может стать гораздо более распространенным в обычных домах с газовой горелкой.
Такая горелка прекрасно показывает себя как в ремонте, так и в установке. При этом к нему можно припаивать как трубы малого диаметра, так и достаточно крупные аналоги. Используется не только для соединения труб, но и как средство установки пластиковых кранов для контроля подачи воды в трубопровод.
Наконечники для соединения полипропиленовых труб без паяльника
- Качество соединения во многом зависит от чистоты и отсутствия смазки на самих трубах. Поэтому перед работой их рекомендуется обезжирить и очистить от грязи;
- Все трубы, а также фитинги и другие детали должны быть от одного производителя. Таким образом, вы можете быть уверены, что для их соединения необходимо применять одинаковое температурное воздействие. Кроме того, не стоит экономить на качестве.Его отсутствие может проявиться как в процессе пайки, так и при последующей эксплуатации;
- Не паять в холодных условиях. Если по каким-то причинам температура в помещении упала менее чем на +5 градусов, соединение может быть непрочным;
- Рекомендуется потренироваться на ненужных участках труб.
 Таким образом, вы можете быть уверены, что для их соединения необходимо применять одинаковое температурное воздействие. Кроме того, не стоит экономить на качестве.Его отсутствие может проявиться как в процессе пайки, так и при последующей эксплуатации;
Таким образом, вы можете быть уверены, что для их соединения необходимо применять одинаковое температурное воздействие. Кроме того, не стоит экономить на качестве.Его отсутствие может проявиться как в процессе пайки, так и при последующей эксплуатации;Альтернатива — трубы из ПВХ
Есть пластиковые трубы, которые не требуют пайки, так как их можно склеить между собой. Кроме того, они имеют цельнопластиковую трубную резьбу, расположенную внутри и снаружи.
Кроме того, существует специальный клей на основе растворителя для труб из ПВХ и ХПВХ. После обработки таким цементом поверхность становится мягкой и ее можно быстро склеить.
Порядок пайки полипропиленовых труб
- Составление детальной схемы, разметка мест поворотов, расположение кранов, уголков и других элементов системы;
- Резка труб. Лучше всего брать с запасом в 25 миллиметров, которые будут наплавлены на штуцер;
- Труба и фитинг нагреваются горелкой.Температура примерно 280 градусов по Цельсию;
- Сплавленные элементы удерживаются вместе до тех пор, пока они не остынут.
 Лучше всего брать с запасом в 25 миллиметров, которые будут наплавлены на штуцер;
Лучше всего брать с запасом в 25 миллиметров, которые будут наплавлены на штуцер;Универсальный способ пайки тента
С приходом теплого сезона потребность в тентах возрастает. Разместив на придомовой территории или взяв на пикник небольшую палатку, можно обнаружить неприятный сюрприз – дыру. Стоит ли после этого покупать новый тент или можно как-то исправить ситуацию?
Для пайки нам понадобится строительный фен, на котором будет специальная щелевая насадка, а также накладка с валиком.После предварительной очистки места повреждения и заплат от пыли и жира необходимо положить тент на ровную поверхность. Нанеся на него заплатку, начинаем прогревать обе поверхности с помощью щелевой насадки, попутно закрепляя валиком. Чем лучше вы нагреете поверхности, тем лучше они склеятся. Но тут крайне важно не переборщить и не прожечь дырку.
Пайка проводов без паяльника с использованием паяльной ленты
Хотя обычный паяльник встречается в наших домах гораздо чаще, чем его аналог для пластиковых труб, его все равно может не оказаться под рукой в нужный момент, когда нужно соединить два провода.Конечно, можно попробовать их скрутить и обмотать «синим скотчем», но этот вариант только временный. При этом соединить провода «навсегда» можно и без паяльника.
В этом нам поможет специальная паяльная лента, которая позволяет создать вокруг провода прочный полимерный слой, обеспечивающий полноценное соединение и изоляцию проблемного места. Этапы работы с этой лентой следующие:
- Зачистка проводов, которые мы будем подключать и последующая их скрутка;
- Снятие защитного слоя с ленты и наматывание на скрутку;
- Нагревая ленту открытым пламенем, пока она не расплавится и не покроет проблемную зону.Для этого подойдут обычные спички;
- После того, как лента остынет, удалите лишний флюс. Провод полностью подключен и готов к дальнейшему использованию.
 Провод полностью подключен и готов к дальнейшему использованию.
Провод полностью подключен и готов к дальнейшему использованию.Сварочные проволоки со специальной пастой
Паста используется для соединения различных металлов, таких как сталь, никель, медь и др. Причина такой универсальности в том, что этот материал изготовлен на основе серебра. Как правило, паста содержит флюс, припой и связующие компоненты, измельченные до порошкообразного состояния.В подавляющем большинстве случаев этот метод используется для пайки небольших проводов. Итак, если любимые наушники вышли из строя, а паяльника под рукой нет, то идеальным решением станет именно паста. Способ его использования чрезвычайно прост:
- Зачищаем провода и скручиваем их между собой;
- Нанесите пасту на место скручивания как можно равномернее;
- С помощью обычной зажигалки паста нагревается до расплавления и превращения в полноценный припой;
- После этого место необходимо заизолировать со всеми оголенными частями провода.Идеальным средством от этого является термоусадочная втулка. Укладываем его на место спайки, после чего прогреваем и получаем надежную изоляцию.
 Укладываем его на место спайки, после чего прогреваем и получаем надежную изоляцию.
Укладываем его на место спайки, после чего прогреваем и получаем надежную изоляцию.Пайка полипропиленовых труб – операция, которую иногда приходится делать в собственном доме своими руками. Специально для этого покупать сварочный аппарат вовсе не целесообразно. Поэтому многие пытаются найти такие инструкции, такие методы, которые избавили бы их от дорогостоящего приобретения. Сегодня мы намерены предложить способ, вполне применимый в домашних условиях и вообще не требующий специального оборудования.
Вы можете получить максимум информации о полипропиленовых трубах и способах их сварки.
Пайка пропиленовых труб малого диаметра своими руками
Речь идет о таких трубах, которые чаще всего используются для разводки внутри дома, т.е. о трубах диаметром 20 мм. Допустим, нам нужно сварить трубу и примыкающий к ней угловой фитинг.
Пайка пропиленовых труб такого диаметра может быть легко осуществлена при наличии под рукой какого-либо безопасного источника огня, каким может быть, например, вот такая миниатюрная газовая горелка.
Согласно действующим нормам и для обеспечения требуемого качества соединения, труба должна заходить в фитинг на 14 мм. Чтобы не нарушать этот стандарт, желательно заранее измерить это расстояние от края трубы и поставить карандашом отметку.
Сделав это, можно переходить к глубокому прогреву припаиваемых элементов. Штуцер, естественно, должен быть прогрет изнутри.
Конец трубы обогревается снаружи.
Когда обе части хорошо прогреты, их можно вставлять друг в друга.
При вставке трубы ориентируйтесь по ранее нанесенной карандашной отметке, которая должна быть точно по краю фитинга.
После этого выполненное соединение следует охладить, не подвергая его никаким внешним воздействиям. Остывший шов будет очень крепким и ничуть не уступит по прочности тем соединениям, которые обычно выполняются с помощью специальных сварочных аппаратов.В этом можно убедиться, разрезав только что сделанный паяный шов.
Как видно на фото выше, место соединения трубы и фитинга полностью монолитно, и такую трубу можно смело включать в систему домашнего водопровода.
Итак, если вам необходимо спаять полипропиленовые трубы, вы легко сможете выполнить эту работу самостоятельно, не приобретая для этого никаких специальных инструментов. Для этого вам просто нужно взять на заметку рекомендацию, которую мы дали.
Чтобы самостоятельно установить водопровод из пластиковых труб, не нужно много знаний и опыта, так как процесс этот не сложный.Однако для повышения качества выполняемых работ необходимо ознакомиться с технологией и некоторыми нюансами соединения трубных элементов данного типа. Также важно усвоить несколько уроков о том, как соединять разные виды пластиковых труб и основные моменты этого процесса.
Способы соединения пластиковых труб
Во-первых, стоит отметить, что к пластиковым трубам относятся изделия из следующих материалов:
- Полипропилен.
- Металлопластик.
- Полиэтилен.
- Поливинилхлорид.

Каждый материал обладает определенными свойствами, поэтому соединение изделий выполняется разными способами, в том числе пайкой полипропиленовых труб без паяльника (читайте также: «»). Для большей осознанности стоит изучить способы соединения водопроводных труб из названных материалов.
Изделия из полипропилена
Полипропиленовая труба– самый популярный материал для сантехники.Это связано с наличием некоторых выгодных моментов: приемлемой ценой, высокой прочностью и длительным сроком службы. Поэтому изучение способов соединения всех видов пластиковых труб следует начинать именно с этого вида.
Полипропиленовые трубы соединяются сваркой с обязательным применением муфт, уголков, тройников и других фитинговых элементов. При подключении полипропиленовых труб для водоснабжения нужно приобретать трубы и фитинги одного производителя. В противном случае даже строгое соблюдение технологии сварки не может гарантировать полной герметичности и качества.
Для соединения водопровода своими руками из полипропиленовых труб необходимо иметь под рукой следующие инструменты:
- Специальный паяльник. Это простое название сварочного аппарата с набором специальных насадок, позволяющих соединять трубы разного сечения. При этом насадка подбирается индивидуально для каждой трубы в соответствии с ее сечением.
- Зачистка. Этим инструментом срезается армирующий слой на концах труб.Зачистка применяется только для многослойных армированных трубных изделий.
- Труборез. По названию можно определить, что устройство помогает резать полипропиленовые трубы.
- Рулетка, карандаш или маркер также могут понадобиться при соединении полипропиленовых трубок.
Монтаж водопроводной системы из полипропиленовых труб осуществляется следующим образом:
- Включите и прогрейте сварочный аппарат. Устройство должно пройти три фазы: нагрев до определенной температуры, отключение, повторный нагрев. За режимом работы можно следить по световому индикатору (читайте также: «»).
- При нагреве паяльника зачищается армирующий слой в месте приварки фитинга.
- С поверхности соединяемых элементов очищают от пыли и грязи и хорошо протирают влажные места. Имейте в виду, что невыполнение этих шагов может привести к потере связи.
- Конец одной трубы и соединительный элемент вставляются в нагревательную насадку и удерживаются в течение определенного времени.Время нагрева необходимо строго контролировать, так как длительное выдерживание приводит к деформации элементов, а при недостаточном нагреве снижается прочность соединения пластиковых водопроводных труб. Поэтому к каждому сварочному аппарату прилагается специальная таблица, в которой указано время нагрева деталей определенного диаметра.
- Нагревательные элементы вытаскиваются из насадок и быстро подключаются. От быстроты действий на этом этапе также зависит прочность соединения, поэтому процесс необходимо проводить быстро, но аккуратно. Труба вставляется в фитинг до упора, но при этом не должна деформироваться. Соединяемые детали следует придерживать до полного остывания пластика.
- Аналогичным образом подключаются все элементы водопровода. Чтобы избежать порчи материала, нужно произвести действия с ненужными обрезками труб. Процесс сварки полипропиленовых труб достаточно сложен, но после нескольких пробных действий можно переходить к самостоятельной работе. Из остатков материала можно изготовить различные самоделки из полипропиленовых труб, которые выглядят достаточно оригинально.
 За режимом работы можно следить по световому индикатору (читайте также: «»).
За режимом работы можно следить по световому индикатору (читайте также: «»).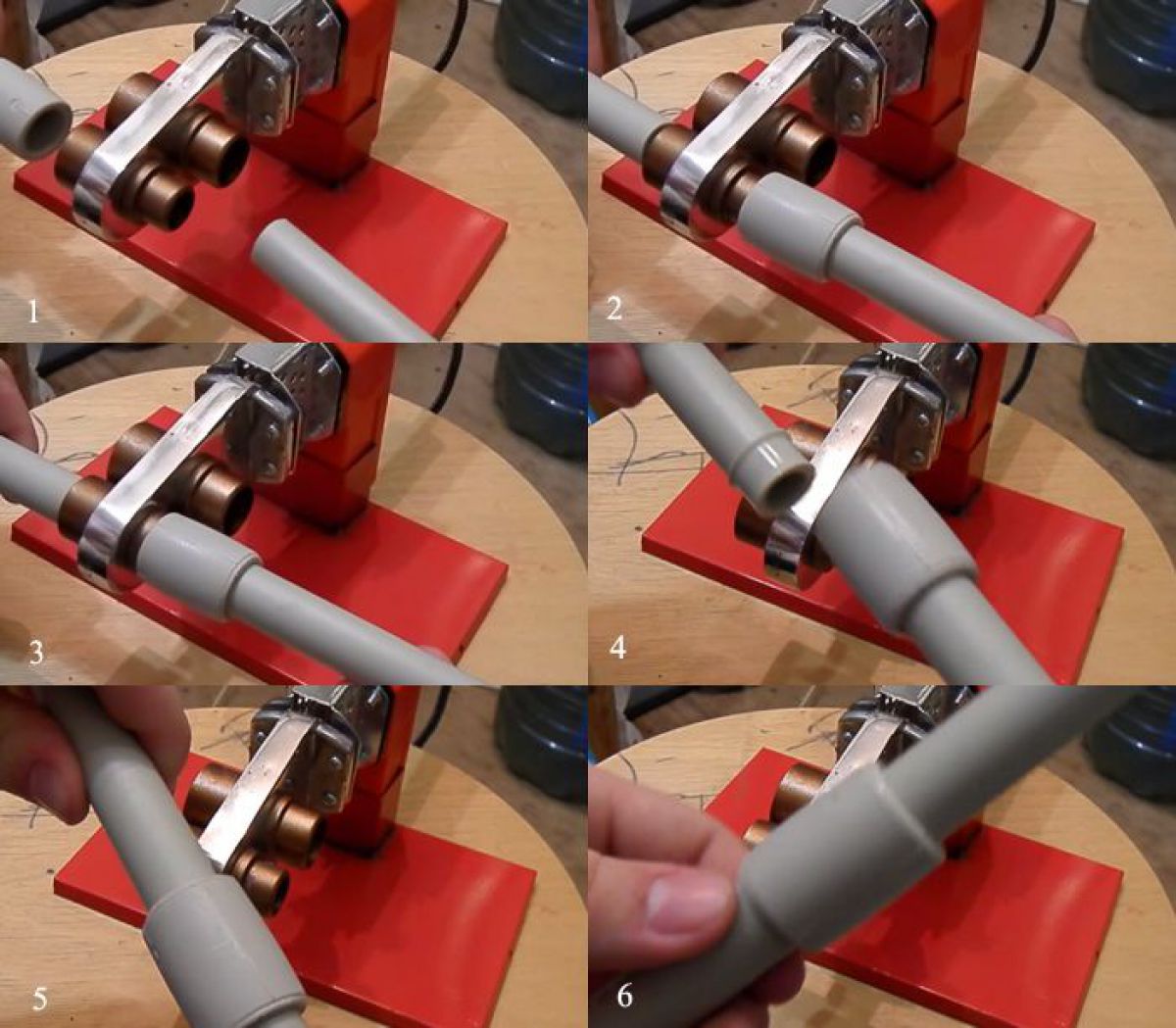 Труба вставляется в фитинг до упора, но при этом не должна деформироваться. Соединяемые детали следует придерживать до полного остывания пластика.
Труба вставляется в фитинг до упора, но при этом не должна деформироваться. Соединяемые детали следует придерживать до полного остывания пластика.Стыковка труб металлопластиковых
Изделия из сборных металлопластиковых труб также могут быть изготовлены вручную одним из трех способов:
- Соединение с компрессионными фитингами состоит из следующих этапов: конец трубы надевается на цангу, фиксируется компрессионным кольцом и сжимается зажимной гайкой.
- Компрессионный фитинг заключается в запрессовке кольца на конце фитинга с помощью специального пресса.
- Вставной фитинг — это новый метод соединения, не требующий никаких инструментов.Этот способ может стать ответом на вопрос, как соединить пластиковые трубы без пайки.

Независимо от выбранного способа соединения металлопластиковых труб, инструменты все же стоит подготовить. В частности, вам понадобится труборез, который можно заменить обычным монтажным ножом, и калибратор, которым может быть любой цилиндрический предмет определенного диаметра.
Наиболее популярным является соединение металлопластиковых труб с помощью компрессионных фитингов, что подразумевает следующее:
- Сначала трубы режут ножом или труборезом, обеспечивая прямой угол линии реза.
- Перед соединением труб производится обработка обрезанных концов, то есть калибруется диаметр и снимается фаска, с использованием калибратора в обоих случаях.
- Гайка снимается с фитинга и надевается на конец трубы, за ней компрессионное кольцо.
- Теперь в конец трубы вставляется цанга, предварительно проверив наличие резиновых уплотнительных колец.
- Зажимное кольцо надевается на цангу и гайка затягивается на фитинге. При этом нельзя допускать сильного затягивания гайки, так как это приводит к повреждению резиновых уплотнителей (читайте также: «»).

Аналогично выполняется подключение всех элементов водопровода. У этой установки есть одно преимущество: минимальный набор инструментов для работы, который есть под рукой у любого хозяина. Кроме того, это единственный вариант, позволяющий получить штекерное соединение, необходимое в некоторых ситуациях.
Компрессионные фитинги соединяются в том же порядке, за исключением того, что компрессионное кольцо и гайка заменяются обжимным кольцом. Для его выдавливания используется ручной или электрический пресс.
Фитинги Push позволяют получить соединение металлопластиковых труб намного быстрее, чем предыдущие способы. Для завершения работы достаточно вставить подготовленный конец трубы в штуцер, и все действия выполняются без особых усилий.
Нажимные фитинги могут использоваться для соединения армированных пластиковых труб и труб из сшитого полиэтилена.
Соединение любым из перечисленных способов герметично и надежно, поэтому выбирать нужно в зависимости от имеющихся инструментов и финансовых возможностей.
Полиэтиленовые трубы можно соединить одним из следующих вариантов:
- С компрессионными фитингами.
- Электромуфтовая сварка.
Соединение компрессионными фитингами осуществляется по аналогии с металлопластиковыми трубами, но в определенной последовательности:
- Труба обрезана и снята фаска.
- На трубу надевается зажимная гайка.
- За ним следует цанга.
- Далее по очереди надеваем упорное и уплотнительное кольцо.
- Труба вставляется в корпус фитинга, все детали смещаются к краю и затягивается гайка.
Этот способ чаще всего используется при сборке бытовых систем полива в загородных домах или на дачном участке.
Соединение металлопластиковых труб в системах хозяйственно-питьевого водоснабжения осуществляется сваркой с электромуфтой. Поэтому для проведения работ нужно иметь специальный сварочный аппарат и электромуфту, имеющую диаметр в соответствии с сечением соединяемых элементов.
Процедура сварки включает следующие действия:
- Подготовка поверхности соединяемых элементов. Для этого специальным скребком снимите верхний слой трубных изделий и обезжирьте очищенное место.
- Концы соединяемых элементов вставляются в электромуфту, при этом стык должен располагаться точно по ее середине.
- Электрическая муфта подключается к сварочному аппарату и спирали внутри него начинают нагреваться.В результате полиэтилен начинает плавиться, а края элементов трубы свариваются.
Аппарат для данного вида сварки имеет очень высокую цену, поэтому, если его дальнейшее использование не предполагается, лучше арендовать аппарат на несколько дней, чем тратить большую сумму на его разовое использование.
Трубные изделия из ПВХ
соединяются с помощью специального клея. Однако клеем его назвать очень сложно, так как при обработке соединяемых поверхностей этим веществом пластик плавится, и края свариваются, а не склеиваются.Другими словами, паяют трубы без паяльника.
Процесс соединения труб их поливинилхлорида следующий:
- Сначала края соединяемых труб очищают от пыли и грязи и хорошо просушивают.
- Затем с торцов снимается фаска. Это действие необходимо выполнить в обязательном порядке, чтобы клей не соскоблил при соединении элементов.
- , затем один конец трубы вставляется в фитинг для измерения его глубины.На трубе карандашом или маркером делается соответствующая отметка.
- Конец трубы обработан клеем до метки с помощью кисточки. При этом не следует забывать, что клей нельзя оставлять на поверхности более 25 секунд.
- Элементы соединены и слегка повернуты, благодаря чему состав равномерно распределяется по всей поверхности. Клей должен сохнуть естественным путем без каких-либо внешних воздействий. На время высыхания клея может влиять температура воздуха и другие факторы.
 Клей должен сохнуть естественным путем без каких-либо внешних воздействий. На время высыхания клея может влиять температура воздуха и другие факторы.
Клей должен сохнуть естественным путем без каких-либо внешних воздействий. На время высыхания клея может влиять температура воздуха и другие факторы.
Исходя из всего вышеперечисленного, можно сделать вывод, что в большинстве случаев соединение пластиковых труб можно выполнить своими руками, не имея под рукой каких-либо специальных приспособлений и не обладая специальными знаниями и навыками. Главное условие – строгое соблюдение технологии. Также важно прислушиваться к советам профессионалов. Это поможет выполнить монтаж водопровода без лишних материальных затрат.
Полипропиленовые трубопроводыпри качественной сборке могут прослужить без ремонта до полувека.Популярность пластиковых коммуникаций в строительстве индивидуальных домов обусловлена, в том числе, и тем, что монтаж полипропиленовых трубопроводов доступен для самостоятельного выполнения.
Выбор способа соединения пластиковых труб зависит от наличия специального инструмента, характера соединяемых материалов, назначения коммуникаций.
Все способы монтажа полипропиленовых труб можно разделить на две большие категории. Один включает сварку материалов путем нагревания органического полимера до точки плавления.Ко второй относятся все «холодные» способы соединения, за исключением холодной сварки.
- Сварные соединения называются неразъемными. Здесь задействованы диффузионные процессы. Гомогенные полимеры смешиваются на молекулярном уровне, образуя монолит. Это соединение самое прочное, но требует специального инструмента или клея (для холодной сварки). Второй недостаток – невозможность временного демонтажа коммуникаций без разрушения части конструкции.
- Разъемные (резьбовые) соединения выполняются с помощью специальных фитингов.Применяются при соединении тонкостенных труб малого диаметра, при выполнении конструкций из разных материалов, соединении полипропилена с полиэтиленом, с металлическими элементами.
Диффузионная сварка
Различают сварку встык (труба к трубе) и с использованием дополнительных фитингов (муфта). Это технологии на основе плавления полипропилена, которые отличаются нюансами работы.
Это технологии на основе плавления полипропилена, которые отличаются нюансами работы.
Диффузионная раструбная сварка осуществляется на полипропиленовых трубах диаметром от 16 до 40 мм.
Здесь штуцер используется для подачи дополнительного количества полипропилена, чтобы соединение было надежным.
Для более толстостенных материалов выполняют сварку встык, соединяя части трубы напрямую, без применения дополнительных деталей. Производители полипропиленовых материалов предлагают фитинги полностью из полимерных материалов, комбинированные, с переходом на резьбу под металлические элементы.
Конфигурация арматуры выбирается исходя из характеристик трубопровода.Производители предлагают следующие виды соединительных элементов:
- уголки, тройники, муфты;
- фитинги для соединения элементов одного диаметра, с переходом на другой диаметр;
- полностью полимерные или полимерно-металлические комбинации;
- с внутренней, внешней резьбой.

Тогда чаще всего для этого используется так называемая, холодная сварка. Эта технология предполагает использование клея специального назначения и фитингов.
Плюсы использования стыка труб без горячей пайки
Если вы думаете, как соединить полипропиленовую трубу с полипропиленовой трубой, то можно воспользоваться методом, предполагающим использование специальных фитингов.Данная методика имеет множество преимуществ, среди них особенно можно выделить повышение эффективности монтажа систем водоотведения и водоснабжения, снижение возможности возникновения протечек, которые могут возникнуть при стыковой сварке или химсоединении… Среди прочего , описанная технология менее трудоемка, а также предполагает меньшие энергозатраты. Среди прочего, это связано с меньшей материалоемкостью. стоят довольно дешево. С помощью фитингов и клея можно соединить трубы всех возможных диаметров, которые варьируются от 6 до 400 миллиметров.
Сравнение холодной пайки с механическими и сварными соединениями
Перед соединением полипропилена с полипропиленовой трубой следует рассмотреть все преимущества холодной пайки. Таким образом, данная методика при незначительной материалоемкости, скорости и качестве выполняемых работ не уступает традиционной сварке. Данная технология склеивания не предусматривает использования специального оборудования, что значительно упрощает манипуляции. Вам не придется использовать специальный аппарат, предназначенный для сварки, который при работе потребляет довольно внушительное количество электроэнергии.За счет этого можно удешевить монтажные работы. Если перед вами стоит задача, как соединить полипропиленовую трубу с полипропиленовой трубой, то сравнивать стоит с помощью фитингов и механического соединения элементов . Новейшие технологии не столь энергозатратны, но более материалоемки. Это связано с необходимостью приобретения дополнительной фурнитуры, что приводит к удорожанию работ.
Таким образом, данная методика при незначительной материалоемкости, скорости и качестве выполняемых работ не уступает традиционной сварке. Данная технология склеивания не предусматривает использования специального оборудования, что значительно упрощает манипуляции. Вам не придется использовать специальный аппарат, предназначенный для сварки, который при работе потребляет довольно внушительное количество электроэнергии.За счет этого можно удешевить монтажные работы. Если перед вами стоит задача, как соединить полипропиленовую трубу с полипропиленовой трубой, то сравнивать стоит с помощью фитингов и механического соединения элементов . Новейшие технологии не столь энергозатратны, но более материалоемки. Это связано с необходимостью приобретения дополнительной фурнитуры, что приводит к удорожанию работ.
Особенности соединения с помощью фитингов и клея
Если вы не знаете, как соединить полипропиленовую трубу с полипропиленовой трубой, то важно ознакомиться с технологией. Для этого придется использовать клей, который предназначен для соединения труб с деталями по типу фитингов. Последние чаще всего изготавливаются из хлорированного поливинилхлорида. После нанесения клей начинает растворять поверхности деталей на 1/3 толщины. Это позволяет реализовать диффузионную холодную сварку. На этот процесс влияет температура и влажность воздуха. Перед соединением полипропиленовых труб с помощью холодной сварки и фитингов необходимо убедиться, что температура окружающей среды колеблется от 5 до 35 градусов.Если есть необходимость проведения монтажных работ при отрицательных температурах, то следует приобрести морозостойкий клей, наносить который можно до тех пор, пока отметка термометра не опустится до -18 градусов. Если работы проводятся в жаркую погоду, то приклеивание необходимо производить в гораздо более короткие сроки, что исключит возможность высыхания состава до завершения манипуляции. Перед соединением полипропиленовых труб по описанной технологии необходимо убедиться, что клей имеет однородную консистенцию, достаточную текучесть и не имеет посторонних включений.
Для этого придется использовать клей, который предназначен для соединения труб с деталями по типу фитингов. Последние чаще всего изготавливаются из хлорированного поливинилхлорида. После нанесения клей начинает растворять поверхности деталей на 1/3 толщины. Это позволяет реализовать диффузионную холодную сварку. На этот процесс влияет температура и влажность воздуха. Перед соединением полипропиленовых труб с помощью холодной сварки и фитингов необходимо убедиться, что температура окружающей среды колеблется от 5 до 35 градусов.Если есть необходимость проведения монтажных работ при отрицательных температурах, то следует приобрести морозостойкий клей, наносить который можно до тех пор, пока отметка термометра не опустится до -18 градусов. Если работы проводятся в жаркую погоду, то приклеивание необходимо производить в гораздо более короткие сроки, что исключит возможность высыхания состава до завершения манипуляции. Перед соединением полипропиленовых труб по описанной технологии необходимо убедиться, что клей имеет однородную консистенцию, достаточную текучесть и не имеет посторонних включений.
В перерывах между работами емкости с клеевым составом необходимо закрывать максимально плотно, что исключит испарение летучих активных компонентов.
Технология соединения труб с использованием фитингов и клеев
Если вы решили использовать метод холодного соединения, то вам необходимо использовать технологию, описанную ниже. На первом этапе нужно отрезать часть трубы, чтобы получился элемент необходимой длины. Для чего рекомендуется использовать труборез, специальные ножницы или ножовку по металлу, последняя из которых имеет довольно мелкие зубья.
Если вы задумываетесь над вопросом, как правильно соединить полипропиленовые трубы, то на следующем этапе на конце изделия снимается фаска, при этом важно соблюдать угол 15 градусов. В процессе проведения этих манипуляций используется фаска, важно исключить образование заусенцев. Следующим шагом является тщательная очистка раструба фитинга, а также трубы от пыли, грязи и влаги.
Для эффективной очистки соединяемых элементов необходимо использовать очистители, предназначенные для труб из ХПВХ. С помощью этого состава удастся достаточно хорошо подготовить поверхности к дальнейшему склеиванию.
С помощью этого состава удастся достаточно хорошо подготовить поверхности к дальнейшему склеиванию.
Нюансы работы
Если перед вами стоит задача, как соединить полипропиленовые трубы без паяльника, то на следующем этапе можно нанести клей. При этом нужно использовать кисть, тщательно распределяя состав по поверхности раструба и трубы. Элементы вставляются друг в друга, для равномерного распределения состава нужно повернуть фитинг на 90 градусов относительно трубы.Детали блокируются на 30 секунд, в течение которых нельзя производить повторные токарные работы. Важно завершить весь процесс в течение 1 минуты. Если вы думаете, как соединить полипропиленовые трубы без пайки, то после склеивания нужно проверить наличие валика, представляющего собой равномерный слой клея, расположенный по окружности. Возможно, вам придется избавиться от излишков клея с помощью мягкой ткани.
Зачем использовать холодный способ соединения пластиковых труб
Перед соединением полипропиленовых труб фитингами необходимо взвесить все положительные отрицательные стороны других технологий. Если речь идет о клеевом соединении, о котором было рассказано выше, то стоит выделить преимущества, заключающиеся в возможности качественного монтажа труб даже в тех местах, доступ к которым особенно затруднен. Мастеру не приходится использовать дополнительное дорогостоящее оборудование, которое при работе может потреблять большое количество электроэнергии. Весь процесс можно осуществить самостоятельно, не прибегая к помощи профессиональных компаний. В процессе склеивания деталей происходит формирование конструкции монолитного типа, что обеспечивает герметичность соединения.Если вы решите использовать холодную клеевую сварку, то, в отличие от обычной, на внутренней поверхности изделия не будет образовываться наплывов, которые могут сузить зазор и способствовать оседанию твердых частиц.
Если речь идет о клеевом соединении, о котором было рассказано выше, то стоит выделить преимущества, заключающиеся в возможности качественного монтажа труб даже в тех местах, доступ к которым особенно затруднен. Мастеру не приходится использовать дополнительное дорогостоящее оборудование, которое при работе может потреблять большое количество электроэнергии. Весь процесс можно осуществить самостоятельно, не прибегая к помощи профессиональных компаний. В процессе склеивания деталей происходит формирование конструкции монолитного типа, что обеспечивает герметичность соединения.Если вы решите использовать холодную клеевую сварку, то, в отличие от обычной, на внутренней поверхности изделия не будет образовываться наплывов, которые могут сузить зазор и способствовать оседанию твердых частиц.
Заключение
Если соблюдать соединение полипропиленовых труб между собой, соблюдая приведенные выше простые правила и рекомендации, то протечки и провисания трубопровода будут исключены. Срок службы трубопровода, уложенного по подобной методике, может достигать 50 лет.
Срок службы трубопровода, уложенного по подобной методике, может достигать 50 лет.
Профессиональный сварочный аппарат для полипропиленовых труб. Как паять пластиковые трубы. Мифический жезл Посейдона или сварка пластиковых труб паяльником
При строительстве и ремонте систем отопления, горячего и холодного водоснабжения все чаще меняют стальные трубы на пластиковые. Это и понятно, для их монтажа не требуется высокой квалификации сварщика, с установкой и подключением справится любой человек.
Этот процесс является чистым и пожаробезопасным по сравнению со сваркой металлических труб. Полипропиленовые трубы по своим потребительским свойствам пользуются наибольшей популярностью среди пластиковых. Для сварки таких изделий используются специальные приспособления.
Трубы полипропиленовые отличаются низкой стоимостью, большой номенклатурой, в них продаются различные соединители и замковые устройства, что позволяет строить инженерные сети любой степени сложности в кратчайшие сроки. Это позволяет использовать специальный сварочный аппарат для пластиковых труб.
Это позволяет использовать специальный сварочный аппарат для пластиковых труб.
Некоторые его виды имеют высокую стоимость, но рассчитаны в основном на большие диаметры. Для монтажа внутренних инженерных сетей большинства жилых домов есть оборудование для сварки труб с очень привлекательной ценой.
Полипропиленобладает термопластичностью. При нагревании до точки плавления переходит в жидкую фазу. После охлаждения затвердевает, сохраняя все свои прочностные характеристики.
Если определенные участки полипропиленовых заготовок нагреть до температуры плавления, а затем прижать их друг к другу расплавленными участками, то произойдет диффузия расплавленных слоев.
Если закрепить детали и дождаться их остывания, то в результате получится новое монолитное изделие. На месте среза место детали невозможно. Эти пластические свойства успешно используются в машинах для сварки полипропиленовых труб.
Наиболее распространенные:
- аппараты бесконтактной или муфтовой сварки;
- аппараты для стыковой сварки;
- оборудование электросварочное.

Две последние разновидности имеют высокую стоимость, они на порядок дороже.
Стыковое соединение
Особенность работы аппарата для стыковой сварки заключается в следующем. Изделия из полипропилена должны быть одинакового диаметра и толщины. Концы труб должны быть идеально зачищены и плотно прилегать друг к другу.
Они должны быть соосными и иметь возможность перемещаться вдоль оси под действием мышечных усилий человека, электрических или гидравлических сил.
Технология
Сначала соединяемые концы полимерных труб одновременно нагревают до температуры плавления пластика, затем герметично соединяют.
Расплавленный пластик из разных частей опрашивает друг друга при сжатии. В таком положении труба фиксируется до момента полимеризации расплавленного полипропиленового слоя. В результате получается монолитное внутриблочное соединение.
Процесс выглядит очень просто, так это при работе с трубами малого диаметра. А вот при использовании полипропиленовых изделий среднего и большого диаметра потребуется технологическое оборудование.
Только с ним можно обеспечить требуемую чистоту и аккуратность торцов, соосность, требуемое давление соединения стыка.
Оборудование
Аппарат стыковой сварки в частном хозяйстве применяют редко, кроме как при прокладке наружных инженерных сетей.
Внешне похож на машину. У него есть направляющие, по которым перемещаются хомуты с трубами. Имеют винтовую или червячную передачу. Для крепления полипропиленовых труб разного диаметра к хомутам крепятся секционные вкладыши.
Кроме того, в состав оборудования входит электромеханический носитель, представляющий собой двухсторонний дисковый нож.Одновременно зачищает концы подсоединяемых труб.
Носитель обычно устанавливается на шарнирную петлю, но может быть и съемным. Складных петель две, на второй плоский круглый нагреватель. Если он один, то есть приспособление для креплений. Петли также устанавливаются на направляющие.
После изготовления полипропиленовых труб носитель раскладывается и перемещается в направлении по направляющим.
Утеплитель сдвигается на место и устанавливается между стыками.Трубы должны доверяться ему плотно, но без усилий. Затем стыки нагревают до заданной температуры.
На последнем этапе происходит процесс сжатия. Нагреватель очищают, изделия сдвигают навстречу друг другу по направляющим, обеспечивающим их соосность. Необходимое давление создается механическим способом через червячную передачу или гидравлическим.
Оборудование для стыковой сварки дорогое, применяется при строительстве магистральных пластиковых трубопроводов среднего и большого диаметра.
Электрооборудование
Технология электросваркизаключается в следующем. В каждую муфту на этапе изготовления с внутренней поверхности закладывается нагревательный элемент с двумя выводами на его наружную поверхность.
Соединяемые трубы вставляются в муфту. Соединяются специальные выводы тросовой муфты и сварочный аппарат. После этого происходит нагрев элемента, расположенного внутри муфты.
За счет этого происходит оплавление полипропиленовой трубки и муфт в районе нагревательного элемента.При отключении аппарата происходит полимеризация соединяемых частей продукта. В результате образуется монолитное соединение.
Может работать с изделиями практически любого диаметра. Им можно сваривать полипропиленовые трубы, а также изделия из полиэтилена низкого давления (ПНД).
Основным элементом является микропроцессорный блок с источником регулируемой мощности. Он сохраняет протокол сварки для управления операцией и выдает необходимый ток для получения желаемой температуры нагрева.
В заданное время, в зависимости от диаметра изделия и других условий, отключает устройство. Прибор может работать на открытых площадках в диапазоне температур -20…+60°С.
Например, аппарат Rothenberger Roweld Rofuse Print при небольшом весе и габаритах (маленький ящик весом около 20 кг) позволяет соединять ПНД и полипропиленовые трубки диаметром до 1200 мм.
Данные на них можно вводить вручную или считывать со штрих-кода, установленного на трубе производителем.Прибор прост в использовании, к нему прилагается подробная инструкция.
Технологии обшивки и сцепления
Наибольшее распространение получила технология товарной или муфтовой сварки при полипропиленовых трубах небольшого диаметра, которые в основном применяются в жилищном строительстве.
Суть процесса сварки заключается в нагреве внешней стороны трубы и внутренней части муфты до температуры плавления и последующем внедрении изделия в муфту.
При охлаждении происходит полимеризация и получается точечное соединение. Наружный диаметр трубы немного превышает внутренний диаметр муфты, в холодном состоянии их совместить невозможно.
Когда они разойдутся до нужной температуры, то достаточно усилий человека. Устройство очень простое. Представляет собой электронагреватель с насадками и регулятором температуры.
Наибольшее распространение получили крупногабаритные и цилиндрические нагреватели . В состав оборудования входит набор насадок, режущий инструмент и приспособление для установки нагревателя.
В состав оборудования входит набор насадок, режущий инструмент и приспособление для установки нагревателя.
Прибор имеет ручку с регулировкой температуры и индикатором нагрева. Сетевой кабель обычно подключается через ручку. У цилиндрического нагревателя сопла насыщены попарно и могут быть установлены под любым углом.
Баллон-нагреватель, позволяющий равномерно прогревать все смонтированные на нем форсунки. На мечевидном обогревателе патрубки установлены с обеих сторон.
Выбор сварочного аппарата
Из-за обилия предлагаемого оборудования возникает вопрос, какой сварочный аппарат для монтажа полипропиленовых труб выбрать?
Здесь не нужно гнаться за мощностью или универсальностью. Необходимо определить для себя, с какими диаметрами придется работать в обозримом будущем. В абсолютном большинстве случаев это изделия от 16 мм и до 50 мм.
Исходя из этого выбирают насадки для сварки полипропиленовых труб.Выбор мощности прибора производится из расчета 10 Вт на 1 мм диаметра трубы, достаточно 500-800 Вт, этого достаточно для работы с любыми изделиями, используемыми в индивидуальном строительстве.
Иногда требуется соединить что-либо из листового полимера, например поливинилхлорида. В этом случае особенной, если не сказать, является обычная электрическая лестница.
Для сварки изделий сложной конструкции и тонкостенных труб большого диаметра применяют термофены и . Они незаменимы в труднодоступных местах, где невозможно разместить традиционные устройства для сварки труб.
При работе с любыми видами трубной продукции неизбежно возникает потребность в соединениях между ними. Не являются исключением и пластиковые поливинилхлоридные трубы, одним из основных способов соединения между которыми является процесс сварки.
Сварка трубы ПВХне представляет особой сложности, однако, чтобы соединение было надежным и долговечным, ее необходимо проводить в соответствии с инструкциями и рекомендациями квалифицированных специалистов.
Разновидности способов сварки труб ПВХ
Существует несколько различных вариантов сварки полихлорвиниловых труб, с особенностями которых следует ознакомиться перед сваркой труб ПВХ:
- «холодная сварка»
- ударная сварка; сварка муфты
- ;
- электросварка.

«Холодная сварка
Этот способ компаундирования ПВХ труб отличается максимальной простотой в реализации. Термин «сварка» применяется к нему весьма условно: по сути, это плавкое клеевое соединение. Для его выполнения используются специальные виды клея для пластиковых материалов. Вне зависимости от марки такого клея, в его состав всегда входит поливинилхлорид, растворенный в циклогексаноне, тетрагидрофуране и метилэтилкетоне (читай: «). При высыхании клея растворители испаряются, после чего полимерные структуры материала ПВХ и клей переплетаются.Это приводит к образованию твердого комплекса с твердой структурой.
Для достижения максимальной эффективности соединения также используются различные добавки, добавляемые в клей. Их использование дает возможность регулировать вязкость клеевой смеси и время затвердевания соединения.
Обычно холодную сварку труб ПВХ можно проводить при температуре +5 — +35°С, однако существуют морозостойкие разновидности клея, допускающие монтаж даже при -17 ˚С. Летом выполнение манипуляций нужно производить как можно быстрее, чтобы высыхание клея не произошло раньше времени.
Летом выполнение манипуляций нужно производить как можно быстрее, чтобы высыхание клея не произошло раньше времени.
Этапы выполненных работ:
- Отрезает участок трубы необходимой длины.
- Фаска снимается под углом 15˚.
- Подсоединяемые трубы тщательно очищаются от загрязнений и пыли.
- Клей равномерно наносится кистью на сочленяемые поверхности.
- Трубка быстро вставляется в раструб и поворачивается на 90˚ для обеспечения еще более равномерного распределения клея.
- Соединяемые элементы фиксируются примерно за полминуты, еще держась за руки.
Все манипуляции после нанесения клея должны в сумме занимать не более одной минуты, т.к. примерно за это время клей высыхает. Однако для полного формирования надежного монолитного соединения требуется от нескольких часов до 1-2 суток. Чем больше планируемое рабочее давление в трубопроводе и ниже температура окружающей среды, тем дольше должно быть время ожидания, по завершению которого пластиковый трубопровод можно считать готовым к эксплуатации.
Ударная сварка
Это один из популярных способов соединения полимерных труб, однако для труб из ПВХ этот способ применяется реже, чем для изделий из других полимеров. Это связано с тем, что время, отводимое на процесс сварки, в случае пластиковых труб сильно ограничено и исчисляется буквально секундами. Чтобы все успеть за такой короткий срок, надо все успеть, в работе требуется немалая сноровка, которой может похвастаться далеко не каждый.
Для осуществления сварки домкрата требуется специальный ручной сварочный аппарат для труб ПВХ и насадки к нему. Сами трубы разрезаются перед компаундом специальными ножницами, которые должны иметь хорошую остроту (иначе резка приводит к деформации стенок изделий).
Этапы стыковой сварки:
- Выполняется резка труб на отрезки необходимой длины.
- Концы труб очищаются от загрязнений и жира. На трубы наносятся метки
- и делается снятие фаски.
- Соединяемые участки изделий, подходящие на сварочный аппарат, нагреваются до нужной температуры (для изделий из поливинилхлорида она составляет +250°С).
- Сварные изделия быстро соединяются друг с другом.
- Полученная конструкция охлаждается и через короткое время готова к работе.

Муфта сварная
Муфтовой способ сварки является одним из самых востребованных при соединении труб из поливинилхлорида.Соответственно, немалый интерес представляет информация о том, как сварить таким способом трубы ПВХ.
Использование муфтовой сварки предполагает соединение трубных изделий между собой фитингами: муфтами, тройниками, переходниками и т. п. Большим преимуществом метода является его простота. В то же время определенным недостатком, препятствующим еще большему использованию муфтовой сварки, можно считать некоторую дороговизну оборудования.
В целом рабочий процесс сводится к тому, что концы трубы и муфты, вставляемой в сварочный аппарат, прогреваются до необходимой температуры.После этого для достижения необходимой пластичности изделия снимают с приспособления, а трубу вставляют в отверстие муфты, выдерживая до затвердевания с образованием монолитного соединения. Затем точно так же с противоположной стороны приваривается еще одна соединенная трубка.
Затем точно так же с противоположной стороны приваривается еще одна соединенная трубка.
Как видно, процесс такой сварки в целом достаточно прост, однако для достижения прочности конструкции необходимо соблюдать определенные правила:
- Начинать и завершать прогрев трубы и муфты следует одновременно.
- Трубка и муфта должны быть полностью присоединены к нагревательным частям.
- По завершении прогрева труба и муфта быстро вынимаются из устройства, после чего соединяются в заделку из поливинилхлорида с заранее сделанной компаундом отметкой глубины.
- Следует избегать даже малейших угловых отклонений изделий при сварке по одной оси.
Способ сварки муфты ПВХ очень удобен, надежен и прост, но в связи с тем, что оборудование для его выполнения есть далеко не в каждом доме, по большей части он применяется мастерами при обустройстве трубопроводных линий в жилищных объектах.
Электросварка
Этот способ соединения труб ПВХ является наиболее высокотехнологичным. В нем используются специальные пластиковые муфты, оснащенные встроенными спиралями. Спирали выполняют функцию нагревателей при подаче напряжения, оплавляя пластик.
В нем используются специальные пластиковые муфты, оснащенные встроенными спиралями. Спирали выполняют функцию нагревателей при подаче напряжения, оплавляя пластик.
Преимуществами такой сварки являются скорость, простота и надежность монтажа. В то же время недостатками его является некоторая дороговизна оборудования и используемых деталей, а также то, что метод неприменим для изделий с толщиной стенки более 4 миллиметров.
Перед началом сварочного процесса следует тщательно очистить соединяемые концы труб и прилегающие к ним участки от загрязнений, пыли, влаги и жира. Затем снимается фаска с торцов, после чего трубы с обеих сторон вставляются в штуцер. Далее напряжение на спиралях муфты, которая, различая, плавит пластиковую муфту и патрубки. Помимо спиралей, муфта также снабжается специальным штрих-кодом с заложенной технической информацией, делающей автоматическое отключение при достижении нужной температуры.
Процесс электросварки нежелательно проводить при температуре окружающего воздуха ниже +5°С, так как он сопровождается удлинением времени нагрева и сокращением периода охлаждения.
 Следствием этого является хрупкость получаемого соединения и его низкое качество.
Следствием этого является хрупкость получаемого соединения и его низкое качество.Что нужно знать при сварке пластиковых труб
- Одной из частых ошибок при сварке некоторых видов ПВХ труб (встык, муфта) является введение трубы не до упора, что приводит к образованию зазоров в соединении и нарушению его герметичности.Во избежание этого следует прикладывать больше усилий при стыковке соединяемых труб.
- В то же время чрезмерное усилие также нежелательно и может привести к деформации труб с нарушением качества соединения. Этого тоже следует избегать, а силу применять с соблюдением меры.
- Для «холодного» соединения рекомендуется приобретать качественные марки клея известных производителей, таких как Griffon (Голландия), CH (Испания), Gebsoplast (Франция), Cepex (Испания), Tangit (Германия) и другие.Несмотря на более высокую цену таких изделий, надежность и качество соединения являются достаточной компенсацией понесенных затрат.
- Разные виды сварочного оборудования могут иметь некоторые отличия, в связи с чем следует заранее изучить инструкцию по их эксплуатации, а затем внимательно ее соблюдать.
- Работу следует производить скрупулезно и ответственно, не пренебрегая такими нюансами, как точность разметки, соблюдение выполнения работ, строгое расположение изделий на одной оси и др.Только в этом случае можно получить надежное и качественное соединение, которое без проблем и нареканий сможет отлично прослужить долгие годы.

Сегодня пластиковые трубы все чаще используются для монтажа водопроводных труб. Это связано не только с их долговечностью, но и хорошими эксплуатационными свойствами. Благодаря высоким теплофизическим параметрам отлично подходит для горячего водоснабжения. Для соединения их между собой применяют склейку, опрессовку и сварку.Последний вид считается наиболее предпочтительным. Но в этом случае вам понадобится устройство, о том, как его выбрать, мы и поговорим в этой статье.
Немного об особенностях сварки
Может монтироваться в систему несколькими видами сварки: стыковой, муфтовой и коммерческой. Если у вас нет желания приобретать муфты и фитинги, то вам нужно выбрать стыковой способ соединения, так как он считается самым экономичным. Конечно, вам понадобится трубный аппарат. Принцип работы агрегата аналогичен паяльнику, поэтому его иногда называют.Устройство необходимо для обогрева соединяемых концов труб. Стыковка реализуется несколькими способами. Самый популярный – контактно-прикладной. Суть его заключается в совмещении расплавленных концов под давлением. Прочность шва в большинстве случаев не уступает прочности трубы. Главное условие – обеспечение высокой температуры, поэтому выбранный паяльник должен нагреваться до 250-260 градусов Цельсия.
Аппарат для сварки пластиковых труб: ручной или механический?
Все мы знаем, что сварочное оборудование обеспечивает нагрев обрабатываемых поверхностей и их последующее соединение. Стоит обратить ваше внимание на то, что сварочное оборудование для изделий из металла и пластика имеет ряд особенностей и конструктивных отличий. Установки для работы с полипропиленом можно разделить на две большие группы:
Стоит обратить ваше внимание на то, что сварочное оборудование для изделий из металла и пластика имеет ряд особенностей и конструктивных отличий. Установки для работы с полипропиленом можно разделить на две большие группы:
- механическое оборудование — применяются для создания цельноблочных соединений труб большого диаметра, а также там, где необходимо приложение больших усилий; Ручной сварочный аппарат
- – идеальное решение для использования в бытовых условиях (с помощью такого агрегата возможно соединение труб, диаметр которых не превышает 12.5 см).
Подробно о механическом оборудовании
Если вы собираетесь зарабатывать на сварке, то вам однозначно стоит отдать предпочтение профессиональной модели. Большая часть механического оборудования для соединения полипропиленовых труб предназначена для интенсивной эксплуатации, в отличие от ручных агрегатов. Устройство представляет собой опорную раму, на которой размещается приборный блок и гидроагрегат.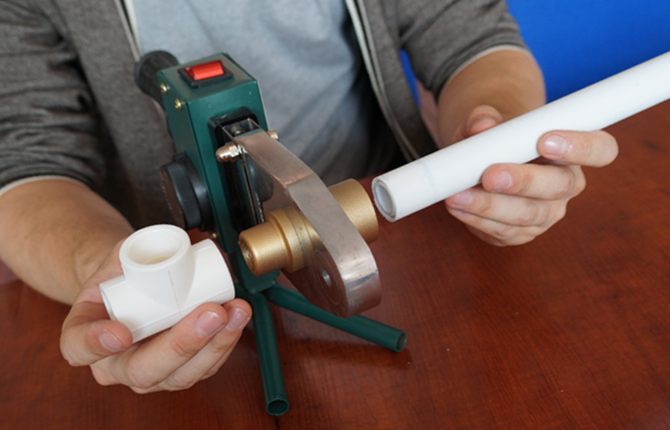 С обеих сторон устройства имеется полукольцо с захватами.Между захватами устанавливаются вкладыши, необходимые для равномерного распределения давления при соединении и центровке. Внутренний диаметр каждой втулки соответствует диаметру обрабатываемой трубы. Рабочий орган (нагревательный элемент) представляет собой литой диск со специальным покрытием. Внутри него бобы. Стоит отметить, что сварка пластиковых труб проходит с соблюдением температурного режима. Такой агрегат есть у любого профессионального сварщика, но это не значит, что у него нет ручного аппарата.Это определяется тем, что данное устройство лучше подходит для труб большого диаметра.
С обеих сторон устройства имеется полукольцо с захватами.Между захватами устанавливаются вкладыши, необходимые для равномерного распределения давления при соединении и центровке. Внутренний диаметр каждой втулки соответствует диаметру обрабатываемой трубы. Рабочий орган (нагревательный элемент) представляет собой литой диск со специальным покрытием. Внутри него бобы. Стоит отметить, что сварка пластиковых труб проходит с соблюдением температурного режима. Такой агрегат есть у любого профессионального сварщика, но это не значит, что у него нет ручного аппарата.Это определяется тем, что данное устройство лучше подходит для труб большого диаметра.
Утюг, или ручной сварочный аппарат для пластиковых труб
Большинство из нас предпочитают выполнять разовые работы. Конечно, в будущем этот инструмент будет полезен, но вряд ли он будет использоваться интенсивно. Устройство назвать утюгом непросто, ведь это именно настоящий бытовой прибор. Основные отличия только в дизайне. Конструкция предполагает наличие нагревательной плиты и терморегулятора.Для удобства выполняемых работ имеется специальная ручка. На конце нагревательной плиты есть два отверстия, в которые вставляются два конца труб. Тефлоновое покрытие не позволяет расплавленной трубе прилипать к плите.
Конструкция предполагает наличие нагревательной плиты и терморегулятора.Для удобства выполняемых работ имеется специальная ручка. На конце нагревательной плиты есть два отверстия, в которые вставляются два конца труб. Тефлоновое покрытие не позволяет расплавленной трубе прилипать к плите.
Обратите внимание на комплектацию товара
При покупке товара крайне важно обратить внимание на то, в какой комплектации он предоставляется. Все зависит от фирмы компании, однако можно выделить основные элементы, которые должны присутствовать.
Если вы собираетесь работать с трубами одного, максимум двух диаметров, то в комплект кроме блока может входить только ключ для насадок.Опять же, это довольно скромное оборудование, которое не всегда подходит. Если вы любитель, то лучше отдать предпочтение набору, где будут насадки для работы с полипропиленовыми трубами следующих димеров: 20, 25, 32 и 40 мм, которые являются наиболее распространенными.
Есть и полный комплект. Этот вариант самый дорогой, поэтому особой популярностью пользуются только профессионалы. Если вы любитель, то такое оборудование вряд ли вам пригодится. Ну а теперь переходим непосредственно к критериям, по которым нужно покупать инструмент.
Этот вариант самый дорогой, поэтому особой популярностью пользуются только профессионалы. Если вы любитель, то такое оборудование вряд ли вам пригодится. Ну а теперь переходим непосредственно к критериям, по которым нужно покупать инструмент.
Силовое оборудование
Безусловно, аппарат для сварки пластиковых труб должен быть достаточно мощным. Этот параметр определяет не только максимально возможный обрабатываемый диаметр, но и скорость работы. Исходя из этого, можно сделать вывод, что чем больше предполагаемый объем работы, тем выше потребуется мощность.
Во многих случаях вполне достаточно инструмента средней мощности 1,5-2,0 кВт. Но в большинстве случаев целесообразно использовать несколько иной подход.Он заключается в том, что диаметр обрабатываемой трубы умножается на 10. В результате удается получить минимально необходимую мощность оборудования. В этом случае сварка пластиковых труб пройдет без проблем. Получается, что если вы хотите паять трубы диаметром 50 мм, то 50 х 10 = 500 Вт. Но покупать маломощный инструмент в конечном итоге не рекомендуется, лучше брать с запасом 20-40%.
Выбор производителя
При выборе имеет смысл обратить внимание на фирму-производителя сварочного оборудования.Стоит отметить, что сварка пластика – очень ответственное занятие, и от качества инструмента будет зависеть состояние соединения и его долговечность.
На сегодняшний день лучшие паяльные мастерские в Чехии «Ditron». Оборудование этого производителя заслужило признание во всем мире. Отличительные особенности: высокое качество и широкий функционал. Стоит отметить, что паяльник для сварки пластиковых труб из Чехии стоит немало, поэтому хорошей альтернативой станет турецкая продукция.Например, сварочный агрегат «Кандан» предназначен для работы с трубами диаметром 16-160мм. При этом качество очень хорошее, а цена приемлемая.
Заключение
Вот, в принципе, и все, что можно рассказать о выборе оборудования. Помните, что сварка пластика может привести к ожогу. По этой простой причине к нему прилагается инструкция при покупке оборудования. Если такого в комплекте не оказалось, то посоветуйтесь с профессионалами или опытными сварщиками.Они подскажут, как следует проводить сварку пластиковых труб. Инструкция, однако, все же желательна и в любом случае должна быть прочитана, и все указанные там требования должны быть выполнены. Не забывай об этом. И все будет хорошо.
По этой простой причине к нему прилагается инструкция при покупке оборудования. Если такого в комплекте не оказалось, то посоветуйтесь с профессионалами или опытными сварщиками.Они подскажут, как следует проводить сварку пластиковых труб. Инструкция, однако, все же желательна и в любом случае должна быть прочитана, и все указанные там требования должны быть выполнены. Не забывай об этом. И все будет хорошо.
Широкое распространение получила сварка полипропиленовых труб. Прокат труб из пластика благодаря дешевизне и простоте монтажа прочно занял позицию лидера при монтаже водопроводных и тепловых коммуникаций.
Эти конструкции не так долговечны, как аналоги из металла, однако большинство отдает предпочтение именно пластику.Важную, а иногда и решающую роль при выборе играют простота и скорость монтажа. А метод пайки при соединении полипропиленовых (ПП) элементов магистрали позволяет соорудить надежную и прочную конструкцию за считанные минуты.
Как паять ракетку из полипропиленовой трубы – общие понятия
На первый взгляд этот процесс кажется очень простым. Нагрейте элементы, соедините их и закрепите. Но, как показала практика, в подобных действиях есть множество нюансов, пренебрежение которыми приведет к существенному результату, то есть к плохо работающей магистрали, и начинающим мастерам необходимо внимательно относиться к некоторым моментам.
Нагрейте элементы, соедините их и закрепите. Но, как показала практика, в подобных действиях есть множество нюансов, пренебрежение которыми приведет к существенному результату, то есть к плохо работающей магистрали, и начинающим мастерам необходимо внимательно относиться к некоторым моментам.
Основная проблема в том, что некачественно выполненную работу можно определить только по истечении определенного времени обслуживания трассы. Поэтому так важно, выполняя пайку своими руками, соблюдать определенные правила.
Сварка полипропиленовых труб и фитингов основана на методе термополифукции. Суть его заключается в нагреве свариваемых элементов и их быстрых опор. Для соединения нам понадобится специальное устройство, называемое паяльником.
Как происходит процесс сварки
Диффузионная сварка полипропилена подразумевает напыление двух предварительно нагретых деталей.Эти части консеквенированы. В результате происходит взаимопроникновение материалов (так называемая диффузия) в месте стыка.
Велтер на работе позволяет четко следить за температурой нагрева. Для стыка рекомендуется брать элементы из одного материала.
Посмотреть видео-урок для начинающих — как паять полипропиленовые трубы
Физико-химические показатели сварного соединения, которое демонстрирует полипропилен, такой же, как и основной материал трубы.Поэтому система, подключенная таким способом, будет функционировать надежно и долго.
Существует несколько способов сварки, которые выбираются в соответствии с размерами монтируемой системы. Это: приклад, предохранитель и седла для пайки.
Необходимый инструмент
Для качественного соединения необходимо выбрать специальный паяльник. Его еще называют «Утюг для сварки ПП труб».
Выполнить сварку полипропиленовых труб своими руками несложно, и под силу каждому начинающему мастеру.Стоимость инструментов этой линейки от восьми до четырнадцати тысяч рублей. Но, для разовой работы покупать такое устройство не рекомендуется. Это экономически не оправдано. Арендовать его лучше в любой монтажной компании.
Это экономически не оправдано. Арендовать его лучше в любой монтажной компании.
Сварочный аппарат для сварки пластиковых труб часто продается вместе с насадками разного диаметра, (чтобы можно было сворачивать трубы различного сечения) к тефлоновому покрытию. Также для работы нам понадобится следующий инструмент.
- Нож для сортировки труб.Этот инструмент также дополняет конфигурацию описываемого устройства.
- Шайвер. Это устройство предназначено для армирующего слоя на армированных трубных изделиях.
- Линия.
- Инструменты для обезжиривания.
- Фитинг.
- Нож с четкими точками.
- Маркер и тряпки.
- Файл.
Подготовительные работы
Просмотрев видео несложной технологии запайки трещины, можно приступать к практическим мероприятиям.На начальном этапе работ рекомендуется визуально проверить материалы труб на наличие дефектов или повреждений.
Если все в порядке, то сечение трубчатой сортировки нужно поменять местами с диаметром подачи. Они должны точно реагировать друг на друга.
Они должны точно реагировать друг на друга.
Затем ведро трубы необходимо нарезать на нужный размер. Разрез трубных изделий должен осуществляться строго перпендикулярно. На усиленных видах через шейдер очищаются поверхности.Далее с армированным материалом работают так же, как и с неармированным.
После заготовки места будущего примыкания следует обработать, а от посева избавиться. Это можно сделать ножом.
Обезжиривание торцов свариваемых элементов
К сожалению, это требование многие начинающие специалисты игнорируют. Да, прикол можно сделать и без этой процедуры. Но, профессионалы предупреждают, что его качество будет в разы меньше.
Перед началом сварки полипропиленовых труб необходимо протереть изнутри фитинг и трубную заготовку снаружи.При этом удаляются абразивные образования и пыль, которые портят покрытие сварного оборудования.
Таким же образом обрабатываются сами форсунки. Но, перед процедурой сварки полипропиленовых труб их осматривают на наличие остатков расплавленного пластика. Если это присутствует, то его необходимо немедленно удалить.
Если это присутствует, то его необходимо немедленно удалить.
Делаем закладку глубины посадки трубы
Это тоже очень важный момент для новичков — умение правильно разместить глубину посадки трубного изделия в фитинге.Фасонные элементы разного диаметра имеют неодинаковую выемку сварного соединения. По этой причине сварку можно производить только после измерения этих размеров линейкой или штангенциркулем.
Это необходимо для предотвращения слишком глубокой «посадки» трубного изделия. Если вы проигнорируете это предупреждение, перекресток будет сужен. А это чревато неэффективной работой системы в последующем. Следовательно, этот расчет должен быть выполнен с особой точностью.
Смотреть видео урок для начинающих сварщиков — как паять
Разметка деталей для сварки полипропиленовых труб — хлопотное занятие.Но, есть способ существенно сэкономить нервы и время. Например, для сортировки трубы внешним диаметром 20 мм из отрезка патрубка на 32 мм вырезается кольцо шириной 15 мм. Его можно использовать для определения точного размера посадки.
Его можно использовать для определения точного размера посадки.
Сколько прогревать
Перед тем, как приступить к сварке пластиковых магистралей, сварщик должен расположиться в удобном месте и прочно укрепиться. Затем можно установить форсунки. Только теперь оборудование можно подключать к электросети.Далее устройство должно прогреться. Это занимает около десяти минут.
Когда нужная температура набрана, индикатор следует перетасовать на нг. При этом мигает, что устройство готово к работе.
Как паять — описание технологии процесса для начинающих
Как сваривать полипропиленовые трубы наглядно демонстрирует предоставленное видео. В ней очень подробно объясняется вся технология процесса. Просмотренный перед работой урок, даст возможность быстрее понять, что представляет собой технология сварки полипропиленовых труб, и покажет, как она применяется на практике.
Также видео подробно освещает каждый шаг действий, и как правильно приготовить дизайн. Изложенный в ней материал следует изучить очень внимательно, он будет залогом того, что дальнейшие самостоятельные действия не вызовут затруднений.
Изложенный в ней материал следует изучить очень внимательно, он будет залогом того, что дальнейшие самостоятельные действия не вызовут затруднений.
Видео-инструкция полностью подтверждает, что пользоваться сварочным аппаратом несложно. Но, начинающий зритель заметит, что все действия подчиняются определенным правилам.
Обязательно посмотрите начинающим мастерам видео урок как паять.
Регулятор выставляют температуру +260 градусов Цельсия. Этот показатель называют оптимальным для плавления изделий из полипропилена. Также безопасно тефлоновое покрытие форсунок. Контроллер на устройстве может отсутствовать.
Это не значит, что такой сварочный агрегат не подходит для того, чтобы хорошо соединять пластик. Это происходит по той причине, что не используется другая температура нагрева пластмасс, кроме указанной нормы. Поэтому не стоит сильно зацикливаться на этом вопросе.
После этого начинают производить саму пайку. Фитинг и труба одновременно одеваются на патрубок. Вставлять заготовку и фитинговый элемент необходимо с заметным усилием. Это продиктовано тем, что каждая насадка на нагревательном устройстве выполнена в виде конуса с уклоном в пять градусов.
Вставлять заготовку и фитинговый элемент необходимо с заметным усилием. Это продиктовано тем, что каждая насадка на нагревательном устройстве выполнена в виде конуса с уклоном в пять градусов.
Номинальный показатель соответствует только внутреннему диаметру поверхности. Заготовку трубы необходимо вставить до упора, но дальше нажимать нельзя.Сильное журналирование в этой ситуации может закончиться образованием внутреннего утолщения.
Самостоятельная сварка полипропиленовых труб подразумевает быстрое крепление нагретых деталей из полипропилена. Также важно помнить, что переворачивать или сдвигать созданную конструкцию нельзя до полного остывания.
Для того, чтобы исправить небольшой недостаток, будет всего несколько секунд. Любые ходы после могут отрицательно сказаться на герметичности созданного узла.
Температурные нормы
Сварка полипропиленовых труб, как уже указано, должна выполняться по действующим правилам.Все нужно делать медленно и правильно. Все это связано с температурой. При обустройстве трубопровода очень важно, чтобы была подавлена не только температура сварки полипропиленовых труб, но и время.
Все это связано с температурой. При обустройстве трубопровода очень важно, чтобы была подавлена не только температура сварки полипропиленовых труб, но и время.
К каждому сварщику прилагается инструкция, где есть все необходимые нормы времени и температуры для изделий из разных материалов. Нарушение этих рекомендаций приведет к уменьшению внутреннего диаметра и снижению циркуляции воды в системе.
Также новички, специалисты говорят, что важно не только просто выбрать температуру 265 градусов. При работе следует обратить внимание на следующие дополнительные нюансы:
- Диаметр, который имеет трубопроводная система.
- Температура окружающей среды.
- Длительность прогрева.
Особое внимание уделяется наружной температуре. При сборочных действиях не удается избежать небольших перерывов, образующихся при снятии нагретых деталей и их сцепного ворса.
Чтобы избежать эффекта быстрого охлаждения при низких температурах, конструкция из полипропилена немного дольше прогревается. Рекомендуемый временной интервал при этом составляет примерно три секунды. Но, в каждом случае, это решается индивидуально.
Рекомендуемый временной интервал при этом составляет примерно три секунды. Но, в каждом случае, это решается индивидуально.
Решая вопрос температурных норм, необходимо учитывать диаметры скрепляемых деталей. Это также влияет на продолжительность и степень прогрева.
Можно значительно облегчить эту работу, если использовать специальные таблицы.Их можно найти в инструкции к паяльнику, или на нашем сайте.
Как паять — Важные нюансы пайки
Если действовать по установленным правилам, сварить полипропиленовые трубы и фитинги не составит труда. Даже неопытный и начинающий мастер без труда сконструирует из пластика водопровод или отопление.
Прежде чем варить собственную сеть ПП, лучше договориться с кем-то из знакомых о помощи.Паять удобнее, когда один человек держит сварочный аппарат, а второй состыковывает нагретые детали.
Смотреть видео: Пайка и типичные ошибки новичков
Самая частая ошибка, которую совершают плохо присыпанные мастера, это перегрев. Из-за этого просвет трубки сортировки сужен.
Из-за этого просвет трубки сортировки сужен.
Несмотря на большое количество нюансов, которые необходимо выполнить, для таких действий не нужны специальные знания, и каждое желание может сделать это самостоятельно в домашних условиях.
Проведение полифузионной сварки
После проведения необходимых работ по подготовке деталей и инструмента можно приступать к сварке. Для того, чтобы все сделать правильно, необходимо посмотреть видео, придерживаясь в нем инструкций для начинающих.
- Наденьте штуцер на нагретый до рабочего уровня патрубок. Требует больше обычного времени на прогрев, это связано с тем, что у него стенки толще, в отличие от стержней из полипропиленовых труб.
- На второе сопло сварочного аппарата надеть пластиковую трубку, только после того, как начался нагрев фитинга.
- Теперь подождите, пока обе части нагреются до необходимой температуры.
- После этого их нужно соединить. Если они не имеют плотного контакта, то нужно в процессе сварочного процесса их довернуть на 10 градусов.
- Чтобы соединение было качественным, необходимо рассчитать время всплеска. Для этого используйте специальную таблицу, от диаметра будет зависеть время пайки.
- Когда элементы нагрелись, их следует снять и плавно совместить для соединения, вставив трубу внутрь фитинга, согласно метке предварительного натяга.
- Держите обе части некоторое время плотно сомкнутыми, пока соединительный шов не остынет, как показано на видео.
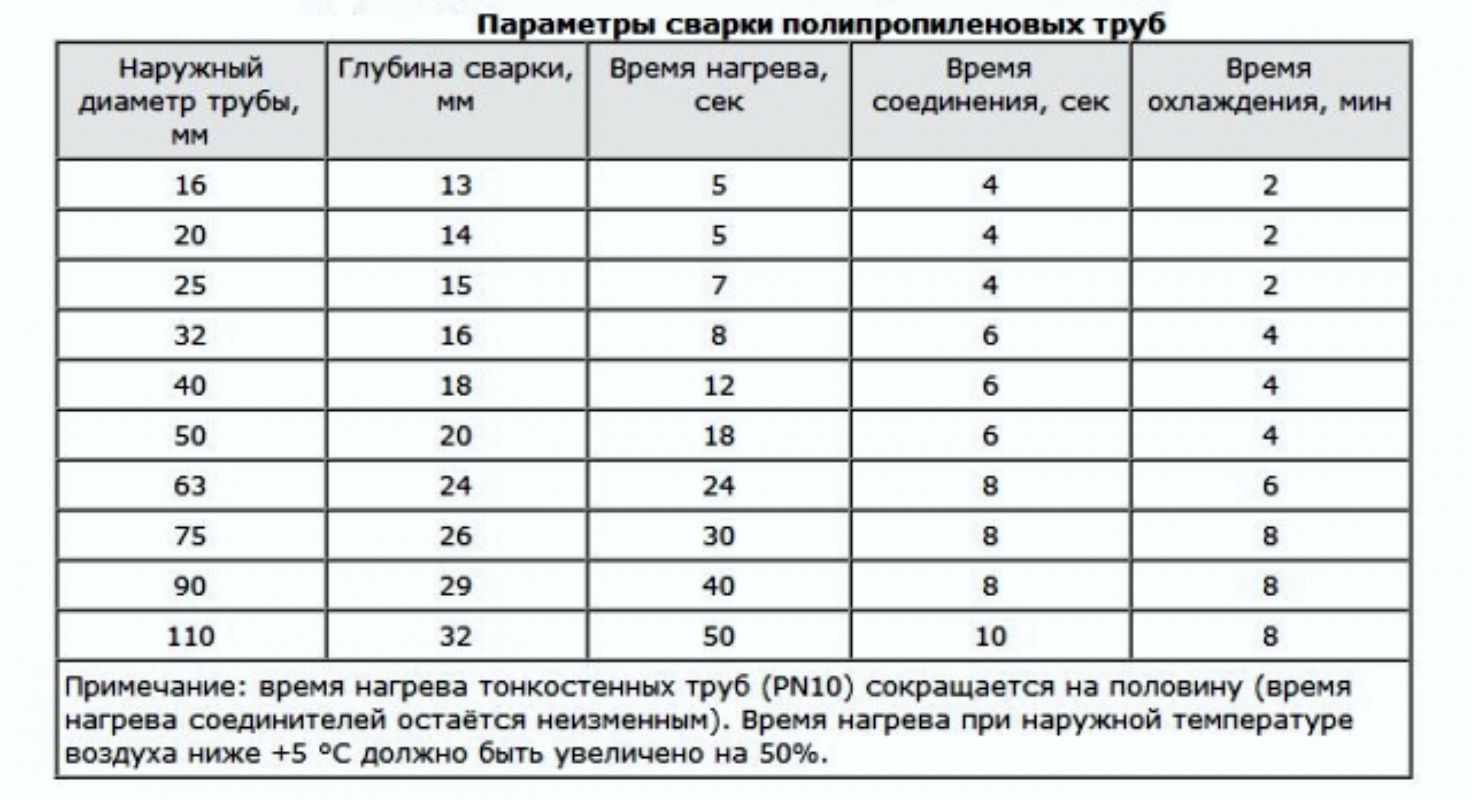
Обратите внимание, что для качественных шипов необходимо выполнять аккуратные соединения, без лишнего расплава рабочего пластического материала. Поступление избыточного полипропилена приведет к снижению проводимости трубопровода за счет уменьшения его диаметра. А это показатель того, что сварка полипропиленовых труб проведена неправильно.
Пайка с электрофиттингом
Процесс подготовки аппарата для электрофекции для спайки полностью такой же, как и при полифузионной. Но способ спайки немного другой.
- Необходимо подготовить отрезки заданной длины.
- Осмотрите все детали на наличие повреждений.
- Подготовить сварочный аппарат.
- Вся поверхность должна быть очищена от оксидов. Также выполните обезжиривание всех деталей, предназначенных для соединения.
- Теперь, вставив трубу в фитинг, сделайте метку строительным маркером.
- Соедините электрическую арматуру с помощью паяльника со специальными проводами.
- Для начала сварки затянуть трубу в электрофитинги.
- Переведите тумблер в положение «включено» и все пройдет в автоматическом режиме.
- О том, что Спайк закончился, будут свидетельствовать специальные метки на штуцере, будет полипропилен.

При изготовлении сварки соединение должно пройти процесс естественного охлаждения.Когда все детали сохранены, и если вся техника сделана без нарушений, соединение будет очень надежным.
Чего следует избегать при сварке
В момент выполнения работ по соединению фурнитуры и деталей пластиковой конструкции их следует наглухо облегать, чтобы исключить зазор более 1 мм, иначе образуется зазор между внутренними упорами и конец, что негативно скажется на дальнейшей работе всей системы.
Смотреть видео-урок для начинающих
Не совершать лишних силовых действий, в момент соединения деталей, т.к. в результате получится внутренняя опора трубы и ее конец будет образован графом, который создаст препятствие для проводимости жидкостей внутри него.
Способы прокладки
Вопрос об электромонтаже систем ПП становится первым при монтажных работах. При этом необходимо решить, спрятать систему труб в стену, или протянуть ее открытым способом. Это особенно критично для малогабаритных квартир, ведь коммуникации занимают много места.
Наружная установка — магистральная протяжка над стеной или полом.
По возможности конструкция прячется под декоративным корпусом.Преимущества в данной ситуации следующие:
- Возможность прокладки трубопровода из любого материала.
- Простой монтаж.
- Простая компоновка.
- Низкая стоимость.
- Возможность постоянного контроля системы труб.
Недостатками таких конструкций являются:
- Без внешнего вида.
- Значительная потеря полезной площади. Очень уж больно маленькое помещение, где пара лишних сантиметров – это лишнее место, где становится сантехника.

Скрытая установка представляет собой конструкцию, имеющую эстетичный вид, так как магистраль проходит в стене или полу.
Этот вариант позволяет обойтись без потери полезного пространства. Но он не лишен недостатков, в виде:
- возможность брать трубопровод только из определенных материалов;
- трудоемкие подготовительные работы. Более сложная установка;
- невозможность ремонта без разборки и разрушения конструкции.
Производим разводку сетей ПП
После того, как определен способ прокладки трубопровода, и известны размеры сантехнических устройств, можно разрабатывать разводку системы, которую необходимо будет проложить в квартире или в доме .
На плане указаны точные места для установки оборудования. Все измерения должны быть выполнены с максимальной точностью. Прежде чем приступить к сварочным работам, необходимо ознакомиться со следующими рекомендациями. Эти правила просты:
Прежде чем приступить к сварочным работам, необходимо ознакомиться со следующими рекомендациями. Эти правила просты:
- Изделия из труб не должны пересекаться.
- Канализационные и водопроводные трубы проходят максимально близко.
- Вся система должна быть простой.
- Расположенные вертикально краны оснащены гибкими шлангами.
- Профессиональных мастеров зовут ПП Сортировка по наиболее подходящему варианту для организации разводки любой магистрали. Основными характеристиками этих товаров является простой монтаж, а именно Спайк, который можно выполнить самостоятельно.
Как выбрать сварочный аппарат для пайки ракетки полипропиленовой трубы
Выбор сварочного аппарата не составит труда, если внимательно изучить рекомендации специалистов.Если шовную сварку выполняют диаметром до 63 мм, то в таких действиях планируется использовать муфты и семерки. Если детали для напыления имеют объем более 63 мм, то лучше применять стыковый способ сварки полипропиленовых труб.
Сортировка труб диаметром не более 40 мм может быть подготовлена с использованием машины для развальцовки полипропиленовых труб. При поперечном сечении магистрали более 49 мм в элементах помогает устройство, имеющее центрирующее устройство.
Оборудование, выполняющее сварку полипропиленовых трубопроводов, условно подразделяют на такие виды:
- Механические. Эти устройства используются для магистралей большого объема.
- Руководство. Этот тип агрегатов отлично подходит для самостоятельного использования. Они могут соединять магистрали объемом до 125 мм.
Какой сварщик выбрать следует решать, исходя из особенностей построенной системы. Также немаловажно наличие набора насадок в комплекте. Это позволит работать с автомагистралями большого объема.
Кроме вновь сказанного Мастера, нужно знать — не покупайте дешевые инструменты. Как правило, форсунки оснащены некачественным покрытием. Соответственно, спаять качественную конструкцию с таким агрегатом невозможно.
Самодельному мастеру стоит выбрать специальный агрегат для небольшой сварки. Этого вполне достаточно для нужд бытовой магистрали.
Сварка полипропиленовых труб своими руками – не сложная задача, если вся техника изучена, а у начинающего мастера есть желание выполнить эту работу.Любой электросварочный аппарат станет отличным помощником. А купив для него полный комплект необходимых насадок, можно существенно сэкономить финансы и время.
Записи
Как паять полипропилен: советы мастера
Монтажные работы с пластиковыми трубопроводами предусматривают выполнение операций по резке и соединению. Благодаря техническим свойствам материала такие задачи решаются проще, чем в случае с металлическими трубами.А вот технологии той же огранки знакомы по большей части лишь опытным мастерам, хотя особых затруднений это не вызывает. По сути требуется продукт пайки материала, в результате чего возможно изменение параметров конструкции или отдельного участка трубопровода.
Как паять полипропилен? Как и в случае со сваркой металла, потребуется специальный аппарат. Это может быть как небольшой ручной терморез, так и массивная профессиональная установка.Но в обоих случаях принцип работы одинаков.
Паяльный инструмент
Существуют специализированные одноформатные и многофункциональные аппараты-прессовщики, с помощью которых осуществляется пайка. В данном случае этот процесс можно рассматривать и как метод резки, и как операцию соединения. Сам аппарат в самых простых вариантах представляет собой небольшую конструкцию с электромеханической начинкой и оснасткой, образованной металлическими обоймами.
Как паять полипропилен с помощью такого устройства? От пользователя в большинстве своем требуется только правильное направление заготовки в соответствии с требованиями техпроцесса.Принцип работы самого оборудования заключается в расплавлении трубы. Две части нагреваются при контакте с металлическими поверхностями, после чего с ними можно выполнять любые действия по соединению. Другими словами, прижим выполняет две технологические функции. Во-первых, это достижение температурного эффекта плавления полипропилена, во-вторых, четкое позиционирование краев труб для их правильного сведения.
Другими словами, прижим выполняет две технологические функции. Во-первых, это достижение температурного эффекта плавления полипропилена, во-вторых, четкое позиционирование краев труб для их правильного сведения.
Подготовка к работе
Операция пайки пластиковых материалов очень тонкая.В расплавленном состоянии пластик очень чувствителен и восприимчив, поэтому в его структуру легко могут проникнуть посторонние частицы, наличие которых может дополнительно сказаться на прочностных свойствах трубопровода. Поэтому и заготовки, и раскройный станок необходимо тщательно очистить, вымыть и высушить.
Также подготовлены дополнительные приспособления, которые должны быть под рукой во время эксплуатации. Например, вопрос, как паять полипропилен в труднодоступных местах, часто предусматривает упоминание о специальных крючках и светодиодных фонариках.Крюк позволит подвесить прибор, если нет возможности добраться до места работы всем телом и удобно разместить инструмент, а фонарик обеспечит видимость, если на рабочее место не проникают другие источники света.
Этапы операции
Полный процесс пайки включает 4 этапа — резку, нагрев, соединение и охлаждение. Каждый этап требует от оператора специальных действий, которые зависят от получаемого результата.
Резка делается не в каждом случае, но с ее помощью можно выполнить аккуратную резку с таким же точным последующим соединением.К преимуществам термической резки перед механическими методами можно отнести устранение опасности деформации твердых частей заготовки.
Как паять полипропиленовые трубы, чтобы сохранить первоначальную форму? Для этого достаточно правильно зафиксировать трубу в зажимных кольцах – тогда режущая вставка аккуратно срежет и доработает шип. Заключительный этап экспонирования – самый ответственный. При его выполнении важно правильно зафиксировать готовую часть трубы и дать ей остыть столько, сколько требует стандарт.
Технология пайки
Технику пайки следует рассматривать отдельно. Сокращенно без резки эта операция выполняется чаще, поэтому большинство устройств имеют конструкцию, оптимизированную именно для этой задачи. Итак, суть процесса заключается в том, что два конца трубы устанавливаются на противоположных сторонах фиксирующих колец.
Итак, суть процесса заключается в том, что два конца трубы устанавливаются на противоположных сторонах фиксирующих колец.
Затем оператор активирует систему теплового воздействия. Эту функцию могут выполнять как кольца, так и режущая пластина накаливания.Затем сразу соедините два конца трубы.
Как правильно паять полипропилен? В отличие от сварочного аппарата для металла, пластиковые паяльные инструменты формируют шов без участия пользователя. Максимальное вмешательство предполагает ручные модели, в которых пользователь просто нажимает на рычаг, сближающий две трубы. Делается это плавно и без избыточного давления – мягкий расплавленный пластик должен смешаться, образуя в месте стыка единую структурную массу.
Промышленные паяльники для пластика
В сложных и ответственных работах может понадобиться профессиональное оборудование для пайки пластика.Такие модели отличаются возможностью работы с трубами большого диаметра, а также высокой интенсивностью нагрева. Соответственно, такие агрегаты превосходят ручные модели как по габаритам, так и по мощности электродвигателя. При этом не стоит рассматривать промышленный паяльник как универсальный. Затачивается как раз под средние и большие размеры, но не подходит для малых диаметров.
Соответственно, такие агрегаты превосходят ручные модели как по габаритам, так и по мощности электродвигателя. При этом не стоит рассматривать промышленный паяльник как универсальный. Затачивается как раз под средние и большие размеры, но не подходит для малых диаметров.
Как паять полипропилен на промышленном оборудовании? Технология и принципы работы в основном те же, но каждая операция выполняется на отдельной модульной станции.Один модульный блок подготавливает трубу с зенковкой и торцовкой, другой непосредственно режет пластик, третий обеспечивает нагрев, а четвертый отвечает за позиционирование заготовки.
Параметры пайки
Уже было сказано, что качество результата будет зависеть от того, насколько точно и аккуратно был выполнен последний этап с охлаждением. Сложность этого этапа заключается в том, что необходимо соблюдать режим хронометража на нескольких этапах.Обычно это две стадии – в процессе нагрева и при окончательном затвердевании. Интервалы времени зависят от толщины трубы. Также учитывается еще один фактор, обусловленный температурным режимом.
Также учитывается еще один фактор, обусловленный температурным режимом.
При какой температуре паять полипропилен? Стандартные устройства с ручным управлением работают при температуре 250-270°С. Этого достаточно, чтобы за 15 минут довести обычную бытовую трубу из пластика до необходимого состояния. Что касается соотношения диаметра и времени остывания, то минимальный размер 12 мм потребует 4 секунды ожидания для прямого соединения, и 120 секунд для окончательной выдержки.
Максимальный диаметр трубы 50 мм для ручных паяльников требует 6-секундной выдержки при пайке, а закалка происходит через 240 секунд.
Особенности пайки в труднодоступных углах
Работа в труднодоступных и труднодоступных местах требует не только использования вспомогательного оборудования (как уже было сказано, фонарей и приспособлений для удержания паяльника). Угловые соединения предусматривают особую реализацию самой технологии с применением специальных расходных материалов.Но в первую очередь важно помнить, что резка осуществляется только под прямым углом, а после резки поверхность и торцы торцов необходимо обезжирить и зачистить мягким абразивом.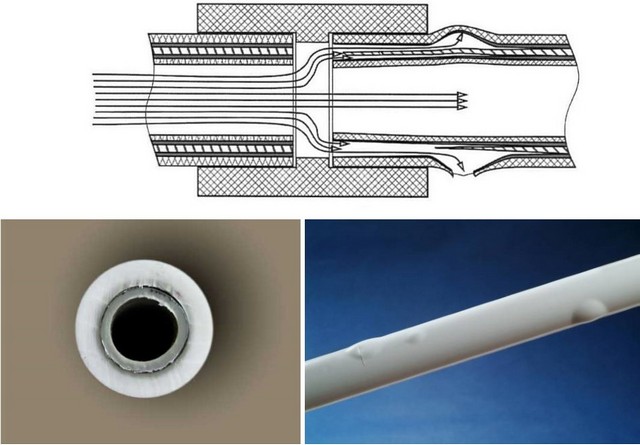
Теперь можно перейти к другому вопросу — как рассчитать и припаять уголки. Полипропилен в этом случае соединяется с помощью дополнительных насадок, что вносит коррективы в интервал ожидания времени пайки. То есть для формирования уголка понадобится штуцер или переходник из того же полипропилена.Это дополнение также увеличивает время нахождения на сайте подключения. При минимальном диаметре трубы 12 мм этот интервал составит 5-6 с, а при работе с заготовкой 50 мм — около 20 с.
Можно ли паять металлопластиковые трубы с полипропиленом?
Операции, при которых происходит совмещение разнородных труб, считаются нежелательными. Такие конструкции изначально проигрывают аналогичным аналогам в надежности, но бывают случаи, когда в трубопровод с полипропиленом приходится вводить традиционный металлопластик.Карвинг в таких ситуациях не поможет, поэтому придется обращаться к пайку. Однако это соединение будет выступать только как вспомогательный инструмент.
Монтаж осуществляется с помощью фланца, в который вводятся концы двух труб из разных материалов. Пайка нужна как раз для того, чтобы подготовить полипропиленовую трубу к такой интеграции. Для этого с помощью паяльника нагревают конец пластиковой трубки, надевают на него такой же штуцер, после чего можно переходить к соединению с металлопластиковым контуром через фланец.
Пайка нужна как раз для того, чтобы подготовить полипропиленовую трубу к такой интеграции. Для этого с помощью паяльника нагревают конец пластиковой трубки, надевают на него такой же штуцер, после чего можно переходить к соединению с металлопластиковым контуром через фланец.
Ошибки при пайке
Ошибки большей частью связаны с нарушениями техники пайки и подбором неподходящих материалов. Распространенным нарушением технологии является отклонение от заданного положения при соединении труб. Отклонение от прямой на миллиметр уже означает, что соединение будет некачественным.
Как правильно паять трубы из полипропилена, чтобы не нарушить положение заготовок? Ручные устройства в этом смысле наиболее проблематичны, так как простота конструкции не способствует защите от вибраций работающего оборудования.Свести к минимуму риск отклонения позволит дополнительная фиксация устройства с помощью тяжелых приспособлений.
Заключение
Теоретически способ соединения пластиковых труб посредством термического воздействия безупречен. Основное его преимущество заключается в том, что вмешательство в структуру самого материала не влечет за собой снижения его эксплуатационных свойств. Полученный шов имеет однородную структуру и не будет слабым местом контура. Несовершенство этого метода упирается в практику применения.Поэтому возникает вопрос, как паять полипропилен, чтобы добиться оптимального результата.
Основное его преимущество заключается в том, что вмешательство в структуру самого материала не влечет за собой снижения его эксплуатационных свойств. Полученный шов имеет однородную структуру и не будет слабым местом контура. Несовершенство этого метода упирается в практику применения.Поэтому возникает вопрос, как паять полипропилен, чтобы добиться оптимального результата.
Успех операции, по сути, зависит от двух факторов. Во-первых, от качества технической организации рабочего процесса — от выбора материалов, модели аппарата, расходных материалов и так далее. Во-вторых, из опыта самого оператора. Пользователь паяльника должен оперативно контролировать заготовки, соблюдая как интервалы времени, так и точность позиционирования труб.
Пластиковые вставные фитинги против пайки сантехники
С появлением пластиковых фитингов для сантехники с нажимной посадкой за многие годы возникло множество мифов об их качестве и производительности. В этом блоге мы узнаем, почему вы не всегда должны верить тому, что слышите, когда речь идет о сантехническом устройстве.
Изображение: Сантехника с запрессовкой JG Speedfit
Четыре мифа о пластиковых сантехнических фитингах, в которые не стоит верить
Все мы знаем о преимуществах вставных фитингов: они быстро и легко устанавливаются и не требуют никаких инструментов для сборки.Тем не менее, некоторые профессионалы отрасли все еще не уверены в их использовании и считают, что они удаляют навык из торговли. Мы решили бросить вызов этим мифам и доказать, что вставные соединения — отличный вариант для установщиков.
Миф 1: Пайка труб — это настоящий навык, а использование вставных посадок обесценивает профессию
Несмотря на простоту установки, технология, лежащая в основе системы push-fit, на самом деле чрезвычайно инновационная. Их способность скручиваться и фиксироваться в нужном положении, а также обеспечивать высокое давление делает их бесценным элементом технологии, который монтажники должны иметь в своей броне.Нельзя отрицать, что пайка — это навык, которым установщики могут и должны гордиться, но вставные фитинги также играют важную роль в развитии современной отрасли.
Миф 2: Пластиковые вставные фитинги совместимы только с пластиковыми трубами
Вовсе нет. Вставные фитинги предназначены для соединения любых двух труб вместе, и материал двух труб даже не обязательно должен быть одинаковым, поэтому он так же совместим с медью, как и с пластиком.
Миф 3: Пластик недолговечен
Это касается только некачественных устройств.Продукты, которые были одобрены Британским институтом стандартов, Британским советом по сельскому хозяйству или Консультативной схемой регулирования водных ресурсов (WRAS), будут иметь высокий уровень качества и долговечности. Убедившись, что все компоненты произведены в Великобритании, как в случае с фитингами JG Speedfit, вы можете быть уверены, что продукт прошел строгие испытания на соответствие высоким британским и международным стандартам.
Миф 4: При чем тут мастерство?
Использование вставных фитингов вовсе не отменяет навыков сантехника, у которого есть много других требований к работе, которые не следует недооценивать или забывать. На самом деле, возможно, самым важным навыком для профессионального сантехника является умение использовать наиболее подходящую систему для конкретного применения, повышая ценность для конечного пользователя, предоставляя максимально надежные, безопасные и эффективные услуги. Таким образом, используя вставной фитинг, вы не теряете навык, а просто используете другой.
На самом деле, возможно, самым важным навыком для профессионального сантехника является умение использовать наиболее подходящую систему для конкретного применения, повышая ценность для конечного пользователя, предоставляя максимально надежные, безопасные и эффективные услуги. Таким образом, используя вставной фитинг, вы не теряете навык, а просто используете другой.
А искусство сантехники осталось нетронутым?
Действительно. Как и в любой отрасли, всегда появляются новые технологии и изменения, и, хотя проводить исследования полезно, вы не должны игнорировать новаторские продукты, которые могут принести реальную пользу клиенту и вашей прибыли.
Пластиковые фитинги для сантехники
Что вы думаете о вставных фитингах как об инструменте? Сообщите нам свое мнение, отправив нам твит @JGSpeedfit.
См. также…
Ответы на 7 распространенных вопросов по водопроводу и отоплению Speedfit
5 способов, с помощью которых JG Speedfit поможет вам в сантехнических проектах с ограниченным пространством
Экономьте время на установке с помощью фитингов Push-Fit
5 причин выбрать пластиковую сантехнику и трубы
Вставные фитинги подходят не только для сантехники
Автор: JG Marketing
Как припаять заглушку к существующей трубе | Домашние руководства
При реконструкции ванной комнаты, кухни или подвала обычно необходимо переместить или закрыть существующие медные водопроводные линии. Медные трубы спаяны вместе, используя так называемое «потовое» соединение. Когда трубы нагреваются, припой втягивается в соединение, создавая водонепроницаемое уплотнение. Процесс относительно прост с некоторыми специализированными инструментами.
Медные трубы спаяны вместе, используя так называемое «потовое» соединение. Когда трубы нагреваются, припой втягивается в соединение, создавая водонепроницаемое уплотнение. Процесс относительно прост с некоторыми специализированными инструментами.
Перекрыть кран подачи воды, питающий трубу, которую необходимо закрыть. Если у него нет запорного клапана, перекройте водопроводный кран дома. Включите все краны на самом нижнем уровне дома, чтобы слить воду из трубы.
Разрежьте трубу ножовкой.Старайтесь резать как можно прямее.
Очистите трубу снаружи кусочком наждачной бумаги. Примерно один-два дюйма конца трубы должны быть блестящими, без металлических заусенцев. Очистите внутреннюю часть крышки сантехнической щеткой.
Нанесите флюс на внешнюю сторону трубы и внутреннюю часть крышки.
Очистите рабочую зону от как можно большего количества горючих материалов. Сюда входит пыль гипсокартона, изоляция и древесные волокна. Наполните ведро водой, приготовьте полотенце и огнетушитель.
Наденьте колпачок на конец трубы. Нагрейте соединение пропановой горелкой, пока флюс не начнет шипеть. Это должно занять примерно 10-15 секунд. Удалите пламя из соединения.
Прикоснитесь припоем к соединению. Припой расплавится и втянется в соединение. Нет необходимости перемещать припой. Подавайте столько припоя в соединение, сколько необходимо, пока не увидите, что припой полностью покрыл соединение.
Накройте сустав пропитанным водой полотенцем, чтобы охладить его.Перемещайте полотенце, чтобы не прожечь в нем дыру.
Включите запорный клапан воды и проверьте герметичность соединения. Если соединение протекает, перекройте воду, отрежьте трубу близко к заглушке и повторите предыдущие шаги, чтобы припаять новую заглушку. Не пытайтесь повторно использовать колпачок.
Варианты нетоксичных труб: химическое выщелачивание и выщелачивание металлов
В этом посте будут рассмотрены варианты нетоксичных труб для дома: PEX, медь, полипропилен, ПВХ и ABS .
Дома, построенные после 2000 года, имеют пластиковые трубы.Дома, построенные до 70-х годов (или около того), часто имели оцинкованные трубы. Примерно через 20 лет оцинковка подвергается коррозии, и вы можете получить ржавый запах и вкус (который может немного напоминать плесень).
В новых сборках стандартом является PEX, но вы можете использовать медь, если хотите.
Выходные трубы, а также вентиляционные отверстия обычно изготавливаются из АБС или ПВХ.
Этот пост содержит партнерские ссылки на продукты, которые я рекомендую. При покупке я получаю небольшую комиссию без каких-либо дополнительных затрат для вас.
1. РЕХ
Выщелачивают ли полиэтиленовые (PE или PEX) трубы химикаты? Полиэтилен(PEX) стал самым популярным вариантом для новых домов в Северной Америке.
Химикаты для выщелачивания
PEX выщелачивает небольшое количество летучих органических соединений.
Различные марки вызывают разные запахи и выделяют разные химические вещества. Исследования не идентифицировали бренды по названию. Но они нашли вариации даже внутри каждого бренда.
Через 30 дней наблюдается значительное снижение вымывания большинства марок. В первый год я бы больше всего беспокоился о том, чтобы действительно хорошо фильтровать воду.
Выщелачивание со временем уменьшается, но я не видел данных о том, когда химические антиоксиданты перестанут выщелачиваться.
Трубы PEX не содержат BPA ?
Да, HDPE, пластик, используемый для изготовления труб PEX, не содержит бисфенола, включая бисфенол А (BPA), и заменителей, таких как BPS.(Источник)
Бессвинцовые фитинги
Обычные фитинги изготавливаются из латуни, которая (почти всегда) содержит некоторое количество свинца, по возможности предпочтительны пластиковые фитинги из PPSU. Ошибки при установке фитинга могут привести к протечкам.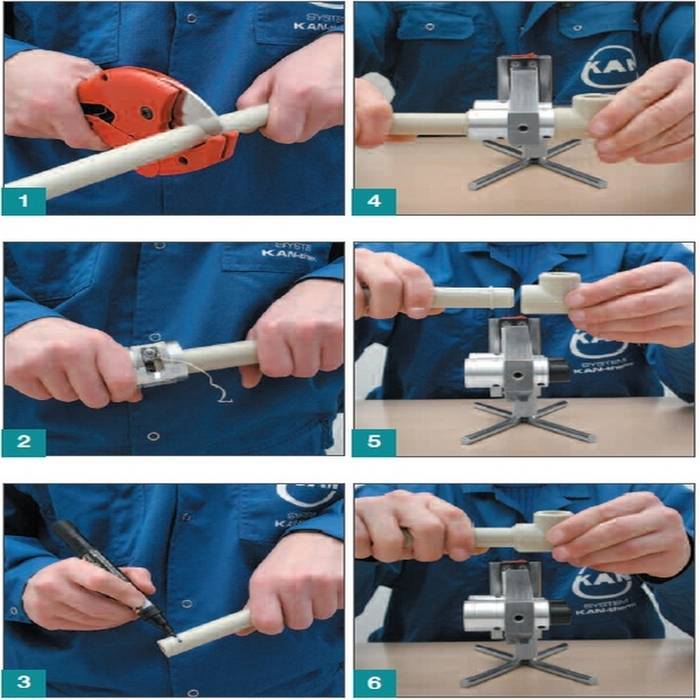
Проводятся некоторые первоначальные исследования металлов, которые поступают из исходной воды, скапливающейся в трубах PEX. В других исследованных пластиковых трубах металлы накапливались и могут выделяться позже (источник).
Снижение воздействия химических веществ, выщелачиваемых из PEX
Чтобы уменьшить потребление этих химических веществ:
- Избегайте пить воду из-под крана в течение первых 30 дней после установки
- Избегайте пить теплую воду из-под крана
- Промойте краны перед использованием
- Фильтруйте питьевую воду и воду для приготовления пищи с помощью обратного осмоса/угольной или дистилляции для удаления загрязняющих веществ .
Выбор PEX
PEX может быть не разрешен всеми местными строительными нормами, но сейчас это доминирующая система сантехники в Северной Америке.
Ищите PEX, соответствующий стандарту NSF/ANSI 61, который устанавливает уровни химических веществ, выщелачиваемых из труб.
PEX в крошечных домах
При прокладке трубопроводов в маленьком доме используйте PEX вместо садового шланга или шланга для автофургона (но он не выдерживает УФ-излучения, поэтому его необходимо герметизировать).Шланги RV изготовлены из ПВХ.
PEX, используемый в лучистых полах ТрубаPEX также является предпочтительным выбором для лучистого теплого пола. Лучистые полы — отличный вариант обогрева, так как воздуховоды могут создавать проблемы для тех, кто чувствителен к плесени и пыли.
В то время как электрическое отопление также можно использовать под полами, водяные системы можно сделать хорошо. Если вы проявите большую осторожность во время установки, маловероятно, что у вас будут утечки. Я видел, как это случалось, когда кто-то прибивал что-то постфактум, не задумываясь о том, где были линии.
При использовании PEX убедитесь, что вы выбрали правильный диаметр для вашего применения.
2.
 Медь Являются ли медные трубы здоровыми и безопасными?
Медь Являются ли медные трубы здоровыми и безопасными? Медные трубы можно рассматривать для особо чувствительных к пластику. Тем не менее, есть также риски для здоровья, связанные с этим.
Лично меня больше беспокоят металлы в моей питьевой воде, чем химические вещества, поскольку металл является более проблематичным основным токсином.
Это также более долговечно.Химическое выщелачивание PEX со временем уменьшится, в то время как выщелачивание меди продолжится. Лично у меня многие проблемы со здоровьем были вызваны медными трубами, так что я не большой их поклонник. Я бы выбрал PEX вместо меди каждый раз.
Медь можно фильтровать из питьевой воды с помощью системы обратного осмоса (не обратного осмоса для всего дома, что может привести к большему выщелачиванию меди).
Для людей, очень заботящихся о предотвращении образования плесени, они иногда проводят водопровод внутри дома.В этом случае вы бы использовали медь из эстетических соображений.
Медь дороже, чем PEX (как по материалам, так и по установке), и более склонна к разрыву при замерзании. Он также может иметь точечные утечки.
Трубный припой изготавливается из олова-сурьмы или олова-серебра в США. Но если вы находитесь в менее развитой или регулируемой части мира, убедитесь, что она не содержит свинца.
Большинство фитингов изготовлены из меди, но некоторые из них изготовлены из латуни, содержащей свинец. Даже «бессвинцовый» допускает небольшое количество свинца.Можно использовать латунные фитинги, полностью не содержащие свинца, хотя их труднее найти.
Тип L толще (предназначен для подземных работ, подвалов, где возможно истирание или коррозия), чем тип М.
3. Полипропилен
Полипропиленовые трубыкак альтернатива меди и PEX
Полипропиленовые трубы не так распространены, как другие типы, найти сантехника сложнее (возможно, невозможно), и вам нужно проверить, что позволяют ваши коды.
Но, согласно EWG, трубы из полипропилена должны иметь меньшее выщелачивание, чем трубы из PEX. Они также позволяют избежать использования токсичных клеев на стыках, так как они герметизируются при нагревании.
Несмотря на то, что он продвигается EWG, он не широко используется или недоступен для большинства людей. На самом деле, его так сложно найти, что я бы не включил его в список, кроме как для тщательности и потому, что многие люди спрашивают, увидев статью EWG, что делает его обычным.
4. ПВХ и АБС
Безопасны ли трубы из ПВХ или АБС? (Отходящие трубы) Любой из них можно использовать на отходящих дренажных трубах.Ваши коды могут требовать того или иного. Те, кто очень чувствителен, могут предпочесть АБС-пластик.
Убедитесь, что при использовании клея на стыках труб это делается на открытом воздухе или когда дом можно полностью проветрить.
Убедитесь, что ваши подрядчики осведомлены о токсичности клея и будьте особенно осторожны с разливами и очисткой.
Однако клеи затвердевают очень быстро, поэтому очень скоро их можно будет терпеть. Хотя некоторые люди, очень чувствительные к химическим веществам, наклеивают на склеенные швы ленту из алюминиевой фольги, чтобы предотвратить выделение газов.
Там, где водопровод соприкасается со стеной , , она должна быть герметизирована нетоксичным герметиком.
5.
ХПВХ ХПВХраньше был одним из трех основных типов сантехники для входящих водопроводов (наряду с PEX и медью), но сейчас он встречается реже.
Со временем становится хрупким и ломается. Люди отошли от cPVC для поступающей воды. Если у вас есть это в вашем доме, будьте осторожны в местах, где его можно ударить, так как оно может сломаться.
Трубы из ХПВХтакже содержат металлические термостабилизаторы и выделяют микрограммы тяжелых металлов (источник).
Коринн Сегура – практикующий строительный биолог с 7-летним опытом, помогающим другим создавать здоровые дома.
Был ли этот пост полезен для вас? Если это так, вы можете угостить меня кофе, чтобы поддержать исследования, лежащие в основе этого блога. Спасибо!
Лоток для пайки сантехников — инструменты для памятников
SweatBOX ® — это универсальный паяльный лоток для сантехников.
Купить Памятник Sweatbox
Monument хочет разработать и вывести на рынок инновационные продукты , которые экономят время инженера. На самом деле Sweatbox был разработан Дэном и Райаном , инженерами по газовой безопасности. Дэн и Райан обратились к Monument через инициативу Inventors Den на веб-сайте Monument.
Памятник демонстрировал Sweatbox мастерам памятников, группам инженеров, расположенных в Великобритании, Австралии и США; их ответ подавляющий.
Это отличный продукт, который несомненно экономит время инженеров . Это позволяет инженерам паять или прошивать новое соединение размером до 22 мм 3/4 дюйма. диаметра, на месте, в домашнем хозяйстве без необходимости сколачивать какое-то импровизированное удерживающее устройство.
Это позволяет инженерам паять или прошивать новое соединение размером до 22 мм 3/4 дюйма. диаметра, на месте, в домашнем хозяйстве без необходимости сколачивать какое-то импровизированное удерживающее устройство.
Sweatbox оснащен огнестойким техническим пластиком с запатентованным зажимом для удержания медных труб различного размера до 22 мм или 3/4 дюйма. .
Имеется силиконовая полоска для Sweatbox, обеспечивающая отвод тепла от горячей медной трубы к пластику Sweatbox или имуществу клиента. В комплект входят клейкие резиновые ножки, помогающие предотвратить появление царапин на поверхности.
Герметичные отсеки идеально подходят для хранения газового баллона , отдельной паяльной лампы и всего необходимого для пайки или пропаривания соединения.Есть даже отделение для флюсовых щеток .
Sweatbox идеально подходит для использования в сочетании с Monument Omat.
Продукт, выпущенный в феврале 2021 года, доступен по номеру . Купить на сайте Monument Masters e.
Обзоры продукции SweatBOX®
Monument использует Tooltalk для сбора отзывов о своей продукции. Прочитайте обзоры Sweatbox ниже или прочитайте полные обзоры на Tooltalk:
Sweatbox запатентован в Великобритании (GB2556889) и запатентован в США.Sweatbox имеет номер #MadeInBritain и доступен как один из продуктов торговой марки Monument Masters.
Разработано Торговцами для Торговли.
Часто задаваемые вопросы Часто задаваемые вопросы
В. Для чего нужны шесть черных резиновых накладок?
A. Это самоклеящиеся подушечки, которые приклеиваются к основанию SweatBOX, чтобы предотвратить появление царапин на поверхностях
В. Объясните, что такое огнестойкий пластик?
A.