Как подготовить паяльник к первому использованию: Как подготовить паяльник для пайки мягким припоем
Как подготовить паяльник для пайки мягким припоем
При первом включении нового паяльника в сеть бывает, из его корпуса начинает выходить дым, это выгорает лаки и жиры, которые попадают при сборке и консервации. Поэтому первое включение нового паяльника желательно делать в хорошо вентилируемом помещении или выставить паяльник в окно на улицу, подключив через удлинитель.
Прежде, чем приступить к пайке, жалу нового паяльника требуется придать напильником удобную для конкретного вида пайки форму. Если конец жала, прогрев паяльник в течение 15-20 мнут отковать, то оно будет служить дольше, так как медь уплотнится, и не так быстро будет растворяться при пайке в припое.
Самая универсальная форма жала – угловая и на срез. Реже, ножевидная, такая форма жала паяльника удобна, если нужно прогреть одновременно, например, ряд контактов разъема или выводов микросхемы при выпаивании из печатной платы.
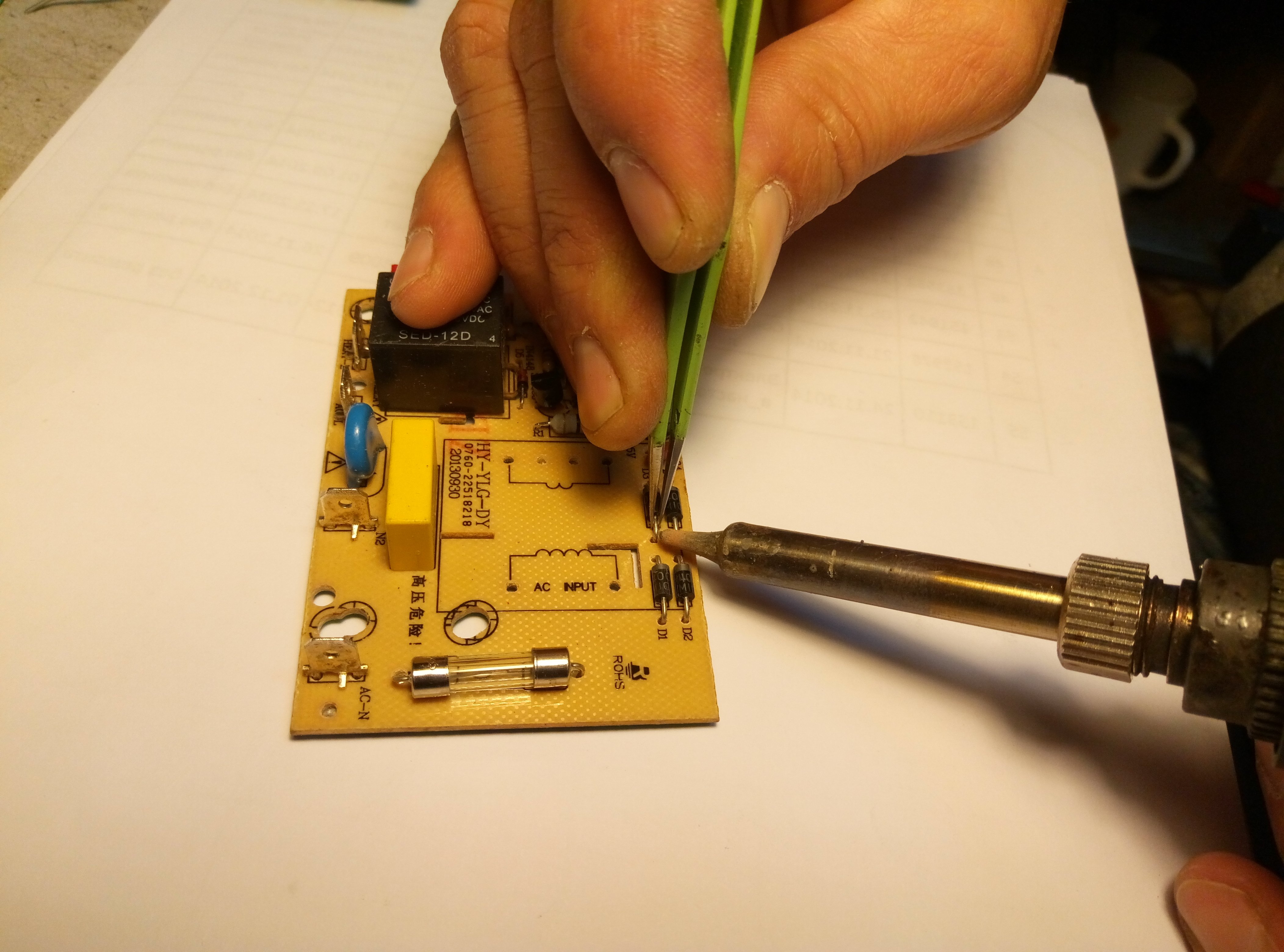
Для возможности пайки паяльником некоторых радиоэлементов приходится изготовить специальное жало, как например на фото.
После формирования жала паяльника, его рабочие плоскости необходимо залудить. Для этого прогревают паяльник до рабочей температуры, быстро прикасаются жалом по очереди к канифоли и припою, и растирают жало о плоскую деревяшку.
Признаком разогрева жала паяльника до требуемой температуры является вскипание канифоли с обильным выделением пара при прикосновении к ней жалом паяльника. Если не удается залудить жало, то нужно еще раз зачистить его рабочую поверхность и залудить повторно. Признаки хорошей залудки, это когда вся поверхность покрыта тонким слоем припоя.
Подставка для паяльника
Перед пайкой паяльник нужно разогреть. При этом корпус паяльника нагревается до температуры 300°С и для защиты окружающих предметов от повреждения необходимо исключить контакт паяльника с ними. Для этого служит подставка для паяльника, которая кроме функции защиты является своеобразным столиком, на котором обычно размещают флюс, припой, поролон для чистки жала паяльника и выполняют работы по лужению проводов.
Для этого служит подставка для паяльника, которая кроме функции защиты является своеобразным столиком, на котором обычно размещают флюс, припой, поролон для чистки жала паяльника и выполняют работы по лужению проводов.
Подставки для паяльника заводского изготовления не удобные в эксплуатации, главным образом из-за малых размеров. Подставку для паяльника легко сделать самому.
Для паяльника на 40 Вт у меня подставка сделана из листа фанеры толщиной 5 мм и размером 18 см×25 см. Большей столик удобен для работы, на нем я лужу поверхности деталей, стряхиваю на него излишки пропоя с жала паяльника. Для опоры горячей части паяльника к фанере на расстоянии 10 мм друг от друга, шурупами прикручены две чашки от звонка старого телефона. Они удобны по размеру, одновременно служат для хранения канифоли и кусочков припоя.
Благодаря круглой форме с паяльником чашки соприкасаются только в двух точках и поэтому мало отбирают у него тепла. На столике еще закреплен радио крокодил, который удерживает поролон для чистки жала.
Для паяльника на 10 Вт подставка несколько другая. Представляет собой пластмассовую коробку, в которой размещен понижающий трансформатор с 220 В на 12 В. Опора для паяльника, согнута из выкроенного листа железа, который одновременно является боковой крышкой коробки. Сверху прикручен лист стеклотекстолита, для лужения деталей.
Инструмент для выполнения пайки
На инструменте не стоит экономить, в наличии его должно быть достаточно, для выполнения любых видов пайки паяльником.
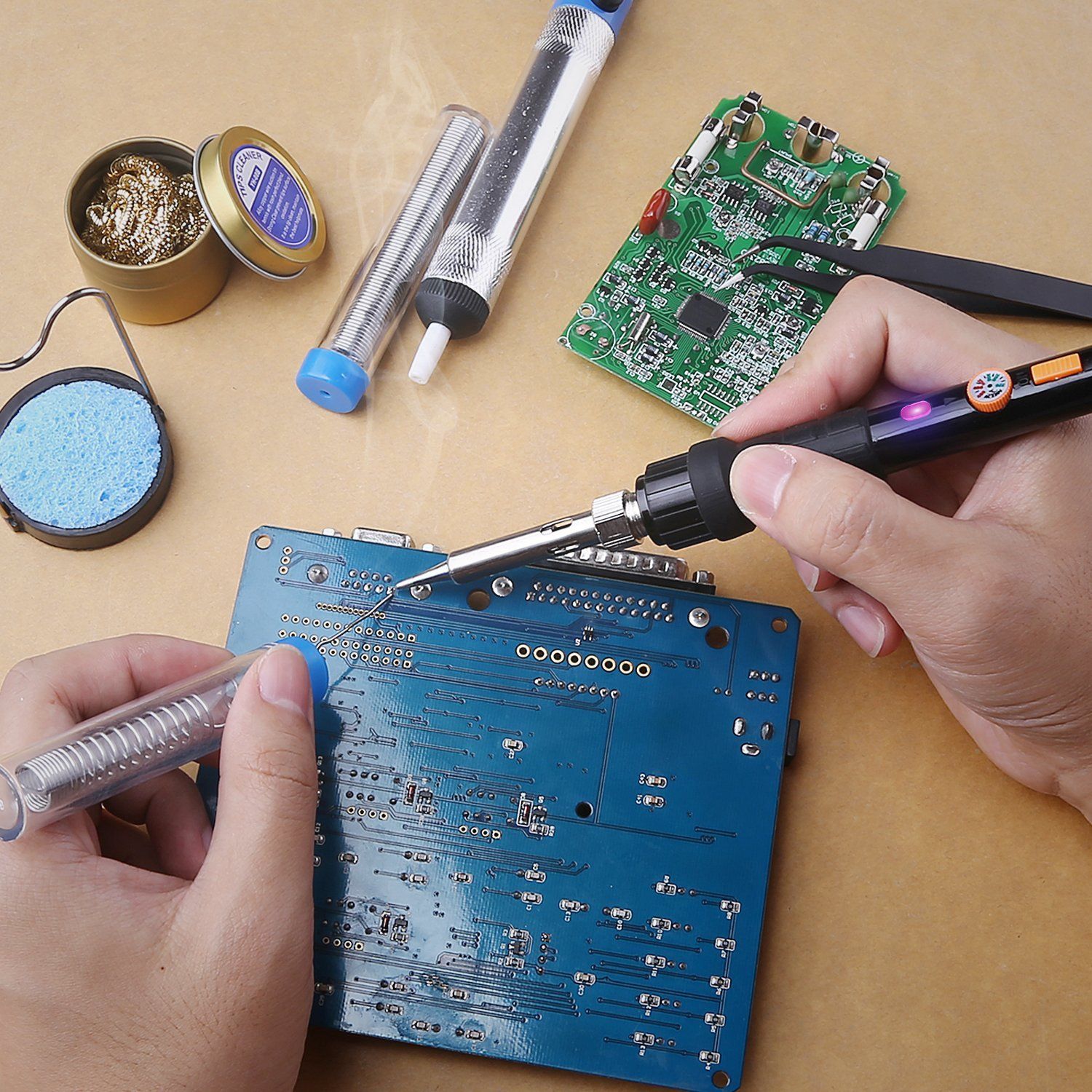
Качество и эстетический вид паяного соединения напрямую зависит от набора имеющегося инструмента. При пайке паяльником детали сильно нагреваются и в руках их не удержать. Поэтому нужны разных размеров пинцеты, плоскогубцы.
Если губки пинцета заточить, как показано на фотографии, то детали при пайке не будут выскальзывать. Таким пинцетам также будет удобно удерживать маленькие винтики при их закрутке.
Для зачистки от окислов и снятия изоляции понадобятся кусачки, нож, напильники, кар щетка, наждачная бумага. Для придания проводам требуемой формы, например концу толстого проводника для резьбового соединения при подсоединении к розетке или выключателю, понадобятся круглогубцы.
Микросхемы хорошо выпаивать с помощью медицинской иглы, отсоса или медной оплетки от экранированного коаксиального кабеля.
Освобождать заплывшие припоем металлизированные отверстия в печатных платах после выпайки деталей удобно зубочисткой, остро заточенной спичкой или швейной иголкой. Для этого нужно с одной стороны припой в отверстии разогреть паяльником, а с другой стороны вытолкнуть его с помощью выше перечисленного инструмента.
подготовка и уход за паяльником Как лучше облудить паяльник
Все сталкивались с проблемой при пайке. Причиной может быть новый, только что купленный прибор или, наоборот, старый, использовавшийся долгое время. В обоих случаях можно легко исправить ситуацию. Соблюдая правила ухода и эксплуатации электроприбора, вы сможете избежать многих проблем и неприятностей при работе.
Причиной может быть новый, только что купленный прибор или, наоборот, старый, использовавшийся долгое время. В обоих случаях можно легко исправить ситуацию. Соблюдая правила ухода и эксплуатации электроприбора, вы сможете избежать многих проблем и неприятностей при работе.
В большинстве паяльников при изготовлении используют жала из меди или стальной стержень. Прежде чем приступить к работе паяльником, жалу нужно будет придать нужную форму и правильно обработать. Залуживание поможет настроить прибор для качественной и продуктивной работы. Многие производят обработку обычным напильником либо в процессе ковки. Это позволяет сделать прочнее и избежать быстрого износа при пайке. Особенности инструментов
В эксплуатации лучше всего служат паяльники, стержень которых закрепляется винтом. Это позволяет менять его, вытаскивать и производить необходимую обработку. Главное — следить, чтобы винт не прикипел, тогда его замена станет невозможной. Для этого в процессе использования своевременно очищайте место крепления и периодически вытаскивайте съёмный стержень.
- Заточить жало паяльника напильником под углом в 45 градусов. Должна получиться форма клина. Но можно придать форму, нужную для пайки конкретных изделий.
- Край должен быть тонким и немного тупым.
- Если жало паяльника не лудится, паяльник с медным жалом желательно почистить шкуркой, чтобы снять окисленный слой патины.
- Можно придать жалу форму лопатки методом ковки.
- Очистить .
- После заточки стержень нужно установить и сразу же залудить, иначе он снова окислится.
Паяльника с медным жалом
После продолжительной работы инструментом заточку и лужение необходимо будет повторять.
При перегреве на стержне могут образоваться окалины. Чтобы их очистить, стержень вытаскивают и обрабатывают мелкой шкуркой. Покрывают стержень графитом, потерев его грифелем простого карандаша. Очистить нагревательный элемент от окалины можно, слегка постучав по нему. После полной очистки стержень устанавливается на место. Работая, старайтесь не перегревать острие, иначе потребуется снова восстанавливать его. Припой не будет держаться и нужно будет опять залудить и обжечь наконечник. Помните правила работы с паяльником и способы его залуживания.
Чтобы их очистить, стержень вытаскивают и обрабатывают мелкой шкуркой. Покрывают стержень графитом, потерев его грифелем простого карандаша. Очистить нагревательный элемент от окалины можно, слегка постучав по нему. После полной очистки стержень устанавливается на место. Работая, старайтесь не перегревать острие, иначе потребуется снова восстанавливать его. Припой не будет держаться и нужно будет опять залудить и обжечь наконечник. Помните правила работы с паяльником и способы его залуживания.
Необгораемого наконечника
Существует рабочая часть, которая покрыта необгораемым составом. Эти жала нужно обрабатывать очень аккуратно. Хорошо подойдет мокрая ткань или губка для мытья посуды.
Почему нельзя использовать напильник? Потому что при агрессивном воздействии снимется необгораемый состав, и острие будет дымиться, а олово липнуть. Без механического воздействия срок службы будет дольше. Чтобы облудить острие такого паяльника, нужно в расплавленную канифоль опустить кусок припоя, затем, когда припой начнет плавиться, нужно медленно начать тереть острием стержня о деревянный брусочек.
Лужение позволяет защитить поверхность металла от коррозии. Если новый стержень не лудится, нужно очистить его от загрязнений и смазки. Для этого разогреваем стержень и наносим на него пасту флюса, после закипания и распределения по поверхности остатки загрязнений и флюса удаляются мыльной водой или бензином.
Из-за перегрева на стержне появляются раковины, они повреждают медный наконечник и его приходится снова лудить. Для избежания этих неприятностей очищайте после работы остатки олова и канифоли. Протирайте тканью или бумагой все рабочие части инструмента. Своевременная очистка поможет продлить срок службы паяльника.
При первом включении нового паяльника в сеть бывает, из его корпуса начинает выходить дым, это выгорает лаки и жиры, которые попадают при сборке и консервации. Поэтому первое включение нового паяльника желательно делать в хорошо вентилируемом помещении или выставить паяльник в окно на улицу, подключив через удлинитель.
Поэтому первое включение нового паяльника желательно делать в хорошо вентилируемом помещении или выставить паяльник в окно на улицу, подключив через удлинитель.
Прежде, чем приступить к пайке, жалу нового паяльника требуется придать напильником удобную для конкретного вида пайки форму. Если конец жала, прогрев паяльник в течение 15-20 мнут отковать, то оно будет служить дольше, так как медь уплотнится, и не так быстро будет растворяться при пайке в припое.
Самая универсальная форма жала – угловая и на срез. Реже, ножевидная, такая форма жала паяльника удобна, если нужно прогреть одновременно, например, ряд контактов разъема или выводов микросхемы при выпаивании из печатной платы.
Для возможности пайки паяльником некоторых радиоэлементов приходится изготовить специальное жало, как например на фото. Жало такой формы позволяет выпаивать паяльником без разрушения безвыводные SMD компоненты – резисторы, диоды, конденсаторы и другие радиоэлементы. Жалом стандартной формы такую пайку не выполнить.
После формирования жала паяльника, его рабочие плоскости необходимо залудить. Для этого прогревают паяльник до рабочей температуры, быстро прикасаются жалом по очереди к канифоли и припою, и растирают жало о плоскую деревяшку.
Признаком разогрева жала паяльника до требуемой температуры является вскипание канифоли с обильным выделением пара при прикосновении к ней жалом паяльника. Если не удается залудить жало, то нужно еще раз зачистить его рабочую поверхность и залудить повторно. Признаки хорошей залудки, это когда вся поверхность покрыта тонким слоем припоя.
Подставка для паяльника
Перед пайкой паяльник нужно разогреть. При этом корпус паяльника нагревается до температуры 300°С и для защиты окружающих предметов от повреждения необходимо исключить контакт паяльника с ними. Для этого служит подставка для паяльника, которая кроме функции защиты является своеобразным столиком, на котором обычно размещают флюс, припой, поролон для чистки жала паяльника и выполняют работы по лужению проводов.
Подставки для паяльника заводского изготовления не удобные в эксплуатации, главным образом из-за малых размеров. Подставку для паяльника легко сделать самому.
Для паяльника на 40 Вт у меня подставка сделана из листа фанеры толщиной 5 мм и размером 18 см×25 см. Большей столик удобен для работы, на нем я лужу поверхности деталей, стряхиваю на него излишки пропоя с жала паяльника. Для опоры горячей части паяльника к фанере на расстоянии 10 мм друг от друга, шурупами прикручены две чашки от звонка старого телефона. Они удобны по размеру, одновременно служат для хранения канифоли и кусочков припоя.
Благодаря круглой форме с паяльником чашки соприкасаются только в двух точках и поэтому мало отбирают у него тепла. На столике еще закреплен радио крокодил, который удерживает поролон для чистки жала. Легкосъемное крепление необходимо для увлажнения поролона (мокрый поролон лучше удаляет с жала грязь) и в случае необходимости замены его при износе. Крокодил я закрепил следующим образом. Сделал плоской его часть, предназначенную для вставления вилки, и подсунул под чашку.
Сделал плоской его часть, предназначенную для вставления вилки, и подсунул под чашку.
Для паяльника на 10 Вт подставка несколько другая. Представляет собой пластмассовую коробку, в которой размещен понижающий трансформатор с 220 В на 12 В. Опора для паяльника, согнута из выкроенного листа железа, который одновременно является боковой крышкой коробки. Сверху прикручен лист стеклотекстолита, для лужения деталей.
Инструмент для выполнения пайки
На инструменте не стоит экономить, в наличии его должно быть достаточно, для выполнения любых видов пайки паяльником.
Качество и эстетический вид паяного соединения напрямую зависит от набора имеющегося инструмента. При пайке паяльником детали сильно нагреваются и в руках их не удержать. Поэтому нужны разных размеров пинцеты, плоскогубцы.
Если губки пинцета заточить, как показано на фотографии, то детали при пайке не будут выскальзывать. Таким пинцетам также будет удобно удерживать маленькие винтики при их закрутке.
Для зачистки от окислов и снятия изоляции понадобятся кусачки, нож, напильники, кар щетка, наждачная бумага. Для придания проводам требуемой формы, например концу толстого проводника для резьбового соединения при подсоединении к розетке или выключателю, понадобятся круглогубцы.
Микросхемы хорошо выпаивать с помощью медицинской иглы, отсоса или медной оплетки от экранированного коаксиального кабеля.
Освобождать заплывшие припоем металлизированные отверстия в печатных платах после выпайки деталей удобно зубочисткой, остро заточенной спичкой или швейной иголкой. Для этого нужно с одной стороны припой в отверстии разогреть паяльником, а с другой стороны вытолкнуть его с помощью выше перечисленного инструмента.
Процесс пайки знаком каждому, кто хоть раз держал в руках паяльник. Качество работы зависит от правильно выбранной температуры, состава припоя, флюса и состояния жала. Деталь паяльника, непосредственно находящаяся в зоне пайки, может быть выполнена из керамики или меди.
Традиционный материал – безусловно, медь, благодаря ее отменной теплопроводности. И адгезия у нее хорошая. Однако это металл нестойкий, и быстро изнашивается – проще говоря, выгорает или растворяется в припое. Поэтому медные жала часто покрывают тонким слоем никеля или серебра.
Поэтому большинство радиолюбителей (особенно старой школы) предпочитают работать с чистой медью. Однако у такого наконечника есть серьезный недостаток – разогретая медь моментально покрывается окислом. Этот тонкий слой мало того, что обладает нулевой адгезией, еще и снижает теплопередачу. Поэтому рабочий кончик всегда должен быть покрыт тонким слоем припоя – облужен.
Казалось бы, при первом включении покрыл жало оловом, и работай. Однако и здесь свойства меди оказывают плохую услугу. Под слоем припоя, выгорает медная основа. Образуются шлаки (а у них адгезия отсутствует), и покрытие из припоя быстро перетекает к месту пайки. Вы снова отвлекаетесь от работы, и начинаете чистить жало. Об этом процессе расскажем подробнее.
Важно! Никогда не пытайтесь чистить абразивным материалом керамические наконечники и жала с покрытием.
В первом случае вы расколете материал, во втором – превратите дорогостоящий аксессуар в простой медный пруток.
Как залудить паяльник с медным жалом?
Сам процесс покрытия сложностей не вызывает. Любой вид расплавленного припоя – оловянный, свинцовый либо серебряный, отлично ложится на разогретую медь. При одном условии – металл должен быть чистым. А это возможно только в холодном состоянии. Температура является катализатором окисления, снижая адгезию до нуля. А холодный припой не плавится. Круг замкнулся?
Если знать, как очистить жало паяльника, вы сможете восстановить его работоспособность за несколько минут.
Удаление окалины, шлаков, подгоревших остатков канифоли и пластиковой изоляции можно производить и на холодном паяльнике. Правильнее будет вытащить (аккуратно) медный стержень из корпуса, и зачистить его отдельно от нагревателя.
Важно! Та часть стержня, которая находится внутри нагревательного элемента, также окисляется.
Подробное видео как восстановить необгораемое жало паяльника
Это не принципиально, тепло от спирали все равно хорошо передается. Хуже, когда на внутренней части жала появляется окалина. При таком загрязнении теплопередача ухудшается, и электроэнергия расходуется впустую.
Многие отечественные паяльники производятся с медным жалом. Например, ЭПСН. Медное жало необходимо обработать соответствующим образом, прежде чем можно будет этим паяльником работать. Жалу нужно придать удобную для пайки форму.
Некоторые обрабатывают его простым напильником, а особенно творческие личности предпочитают отковывать его. В результате жало паяльника становится более долговечным и гораздо меньше происходит его растворение в припое в процессе пайки. Но все рано или поздно задаются вопросом о том, как залудить паяльник с медным жалом.
Особенности паяльников
Лучше всего покупать паяльники, у которых жало крепится при помощи специального винта. Такое жало всегда можно легко вынуть и обработать его снова. Конечно, если оно прикипит в процессе использования, то этот процесс станет не таким уж легким. Поэтому, пользуясь паяльниками со съемными жалами, необходимо время от времени вынимать их и очищать место крепления, чтобы оно не прикипало.
Такое жало всегда можно легко вынуть и обработать его снова. Конечно, если оно прикипит в процессе использования, то этот процесс станет не таким уж легким. Поэтому, пользуясь паяльниками со съемными жалами, необходимо время от времени вынимать их и очищать место крепления, чтобы оно не прикипало.
После того как жалу придана нужная форма, его необходимо залудить. Под фразой «как залудить жало паяльника» следует понимать, что придется покрыть рабочую область жала тонким слоем припоя. Сделать это не слишком сложно. Достаточно включить паяльник в сеть, дождаться, пока он нагреется до температуры, при которой начнет плавиться канифоль, а затем обмакнуть в нее жало.
После того как паяльник будет разогрет до своей рабочей температуры, нужно ту его часть, которой производится пайка, со всех сторон покрыть припоем. Лучше для этого брать маленькие кусочки или припой, выполненый в виде проволоки. Большой кусок припоя паяльник с мощностью 25 Ватт не сможет расплавить.
Форма жала паяльника
Форма жала может быть разной. Выбор зависит от привычек того, кто пользуется паяльником, и, конечно, от вида производимых с его помощью работ. Некоторым больше нравится жало паяльника в форме конуса, другим — обрезанное под 45 градусов.
Выбор зависит от привычек того, кто пользуется паяльником, и, конечно, от вида производимых с его помощью работ. Некоторым больше нравится жало паяльника в форме конуса, другим — обрезанное под 45 градусов.
Дело в том, что остро заточенным жалом паяльника можно будет паять даже транзисторы, скрытые в корпусах SOT-23, детали SMD или конденсаторы с резисторами размером 1206. Для выпаивания таких деталей из плат в больших количествах обычно применяют строительный или При его отсутствии пригодится обычный паяльник с мощностью около 25 Ватт, у которого жало обработано в виде буквы П. Необходимо помнить о том, что делается это до того, как залудить жало паяльника.
Делается это для того, чтобы не перегревать выводы детали, что происходит при выпаивании паяльником с обычным жалом. А при помощи такого П-образного жала выводы выпаиваются сразу вместе, и деталь легко высвобождается из места пайки.
Лучше при выполнении работ по массовой выпайке радиодеталей использовать паяльник мощней, применяя при этом регулятор мощности. Его не так сложно изготовить самостоятельно. В таком случае подойдет паяльник с мощностью до 65 Ватт.
Его не так сложно изготовить самостоятельно. В таком случае подойдет паяльник с мощностью до 65 Ватт.
Довольно часты случаи, когда во время пайки вдруг начинает дымить канифоль. Это означает, что паяльник перегрет. Приходится выключать его из сети и ждать, пока он остынет. В то же время, если паяльник остывает ниже нормы, он начинает плохо паять. Используя регулятор мощности, таких проблем удается с легкостью избежать, и работать становится намного проще, а из необходимых предварительных работ не останется ничего, кроме как залудить жало паяльника.
Заточка паяльника
- Заточка жала паяльника производится напильником под углом 30-40 градусов.
- Край оставляют шириной 1 мм и слегка тупым.
- На новом паяльнике нужно только обработать мелкой наждачкой жало, чтобы удалить патину. Патина — это окись меди зеленоватого цвета.
- Если магазинная заточка не устраивает, то нужно вынуть жало и самостоятельно отковать его, придав форму вогнутой лопатки.
 У этого метода есть и еще один плюс — металл станет менее подвержен коррозии.
У этого метода есть и еще один плюс — металл станет менее подвержен коррозии. - Чтобы придать жалу законченный вид, остается обработать его напильником с мелкой насечкой.
 У этого метода есть и еще один плюс — металл станет менее подвержен коррозии.
У этого метода есть и еще один плюс — металл станет менее подвержен коррозии.Как залудить жало
Залудить жало — означает покрыть его тонким слоем припоя. Для этого необходимо:
- Включить паяльник и дождаться, пока медный стержень станет красновато-оранжевого оттенка. Дольше ждать не стоит, поскольку стержень может обгореть.
- Погрузить все жало в канифоль и расплавить небольшой кусок припоя.
- Покрыть припоем всю поверхность жала. Оно покроется лучше, если предварительно потереть его о деревянную поверхность.
Как залудить необгораемое жало?
В продаже можно встретить паяльники, у которых рабочая часть покрыта специальным необгораемым составом. Этот слой очень тонкий и зачищать его, как в случае с обычным паяльником, ни в коем случае нельзя. Возникает вопрос: «Как залудить жало паяльника, если его нельзя зачищать обычным способом?» Необходимо использовать специальную губку. Подойдет и та, которой хозяйки обычно моют посуду, или кусок ткани, предварительно намоченный в воде. Пользуясь такими паяльниками, следует помнить, что любые механические воздействия существенно сокращают срок их службы.
Подойдет и та, которой хозяйки обычно моют посуду, или кусок ткани, предварительно намоченный в воде. Пользуясь такими паяльниками, следует помнить, что любые механические воздействия существенно сокращают срок их службы.
Чтобы облудить жало такого паяльника, нужно в расплавленную канифоль опустить кусок припоя, потереть жалом по влажной ткани, удалив с него окислы, а затем поводить разогретым паяльником по припою. После лужения остается протереть тряпкой жало, и паяльник готов к работе.
При работе с любым типом паяльников следует стараться не перегревать их выше 300 градусов С, иначе придется снова заниматься лужением жала. И конечно, любой, кто пользуется паяльником, должен знать, как правильно залудить жало паяльника.
Работа с радиоэлектроникой предполагает пайку материалов. Научиться этому легко, а если есть непонятные нюансы, то с опытом они исчезнут. Инструмент требует обслуживания для своей качественной работы. Мастеру нужно уметь правильно залудить жало паяльника, чтобы держался припой. Инструмент при этом не должен быть повреждён. Качество пайки зависит от правильных действий при обработке основания.
Инструмент при этом не должен быть повреждён. Качество пайки зависит от правильных действий при обработке основания.
Особенности покрытий
Паяльники простого типа традиционно имеют медное жало. Материал до сих используется с момента изобретения инструмента из-за своих высоких теплопроводящих свойств. Но есть недостаток — способность к высокому износу. Медь выгорает или растворяется в припое. Недостаток требовалось устранить, и производители стали наносить дополнительное покрытие из никеля или серебра.
Никель обладает высокой прочностью и не изнашивается. Долгий срок службы — это преимущество никелевого покрытия. Недостаток — слабая адгезия. Такой наконечник плохо удерживает припой. Пайку можно выполнить только при подаче припоя непосредственно в зону работы. Рабочую область нагревают жалом, потом ложат небольшую часть припоя или паяльной пасты. Схватывание происходит от нагрева.
Серебро имеет хорошую адгезию, но слабо проводит тепло. К тому же материал дорогой.
 Со временем серебро изнашивается и обнажает медную основу. Это происходит из-за того, что покрытие из серебра растворяется в припое.
Со временем серебро изнашивается и обнажает медную основу. Это происходит из-за того, что покрытие из серебра растворяется в припое.Особенности напыления усложняют работу и обслуживание. Поэтому радиолюбители, особенно старшего поколения, предпочитают медные паяльники. Но у медного жала есть недостаток — горячая медь мгновенно окисляется. Взаимодействие с воздухом происходит лишь на тонком слое, но этого достаточно для нулевой адгезии. Тепло тоже передаётся хуже. Выход из ситуации — наконечник всегда нужно покрывать тонким слоем припоя .
Олово нельзя наносить перед пайкой, поскольку под его слоем начинает выгорать медь. На месте выгорания появляются шлаки, из-за которых отсутствует адгезия. Мастер начинает отвлекаться от работы.
Абразивные материалы стачивают покрытие. Никель или керамика нанесены тонким слоем на жало — вот почему нельзя их стачивать. Дорогостоящий наконечник превратится в медный пруток.
Процесс подготовки медного жала
Процесс покрытия не вызывает трудностей. Расплавленный припой хорошо ложиться на горячую медь, но с одним условием — она должна быть чистой. Добиться этого можно только при низкой температуре. Окисление при повышении температуры ускоряется и адгезия пропадает. Холодный припой нельзя прилепить к жалу, поскольку он не плавится. Получается замкнутый круг.
Расплавленный припой хорошо ложиться на горячую медь, но с одним условием — она должна быть чистой. Добиться этого можно только при низкой температуре. Окисление при повышении температуры ускоряется и адгезия пропадает. Холодный припой нельзя прилепить к жалу, поскольку он не плавится. Получается замкнутый круг.
Шлаки, остатки канифоли и пластика, окалину и прочий мусор можно удалить на холодном инструменте. Стержень перед этой операцией вытаскивают, чтобы не повредить нагреватель. Жало внутри нагревателя тоже окисляется, что ухудшает теплопередачу. Электричество из-за окалины преодолевает лишнее сопротивление и расходуется впустую.
Перед тем как залудить паяльник с медным жалом его нужно очистить от грязи. Делают это напильником или наждачкой. Материал следует заточить до чистого слоя, чтобы внешний вид был как новый. Проще это сделать наждачкой. Поверхность полируют до гладкого состояния — так окисление проходит медленнее.
Скорость окисления можно снизить, если оковать жало.
 Делают это молотком на наковальне. Аккуратными ударами укрепляют поверхность и придают форму медному прутку. Далее переходят к процессу лужения, пока оно не покрылось шлаками.
Делают это молотком на наковальне. Аккуратными ударами укрепляют поверхность и придают форму медному прутку. Далее переходят к процессу лужения, пока оно не покрылось шлаками.Способы лужения медного жала:
Правильная подготовка позволит не нервничать на начальном этапе работы. Спустя время процесс нужно переделывать из-за того, что медь начинает окисляться.
Лужение современного покрытия
Наконечники из керамики и никеля не нужно лудить. Так читают производители, но это не более чем реклама. Современные покрытия тоже склонны к окислению, только процесс происходит медленнее. Залудить жало паяльника паяльной станции современного типа обычным способом не получится — покрытие будет стёрто.
Очистку выполняют мокрой тряпочкой их х/б ткани. Берут твёрдую канифоль, куда ложат немного припоя. Наконечник следует натереть тряпочкой и моментально окунуть в канифоль. Кусок припоя утапливают вертикально вниз. Припой плавится и обволакивает конус жала.
Очистка в процессе работы
Правильно облудить паяльник важно не только во время подготовки к работе. Спустя какое-то время пайки может случиться так, что материал снова не будет липнуть к основанию. Это происходит через минут 15. Под слоем лужения обгорает медь. Существует несколько способов как правильно залудить паяльник во время работы.
Бруском дерева
Брусок дерева неотёсанный всегда должен находиться под рукой у мастера. Используют хвойные породы, поскольку такая древесина имеет природную канифоль. На древесину наливаю флюс и ложат немного припоя. Как только на жале появляется окалина, натирают его о дерево. Во время этого процесса основание очищается и облуживается.
Губка из металла
Способ моментального лужения основания паяльника. Заводские паяльные установки оснащены подобным устройством в виде губки из стали в контейнере.
Мастеру удобно пользоваться подобным методом, но его можно улучшить. Низ губки измазывают флюсом — паяльным салом. При неглубоком погружении жала оно будет просто очищаться. А если на основание нанести припой и макнуть его глубоко, до основания губки, то очистка будет совмещена с лужением.
При неглубоком погружении жала оно будет просто очищаться. А если на основание нанести припой и макнуть его глубоко, до основания губки, то очистка будет совмещена с лужением.
Метод оптимален для современных наконечников с керамическим или никелевым напылением. Даже паяльники с тонким жалом из меди можно так очищать и залуживать. Повреждения устройству сложно нанести даже при сильном нажатии.
Использование канифоли
Способ для традиционного инструмента с простым жалом из меди. Металл быстро окисляется и через 10−15 минут припой уже не подцепить. Если почистить отдельно от флюса, то мастер не успеет донести паяльник — так быстро проходит окисление.
Чистят инструмент из-за этого в канифоли. Под паяльник ложат надфиль, можно воспользоваться стальной проволокой. Затем жалом трут до того момента, пока флюс не расплавится. Припоя не должно быть.
Классический метод и профилактика
Предыдущие способы придумали мастера относительно недавно. Наши предки, даже ещё отцы, делали лужение несколько иначе. Для этого требовался напильник с мелкой насечкой , верстак для работы (можно заменить доской), канифоль и максимально тугоплавкий припой.
Для этого требовался напильник с мелкой насечкой , верстак для работы (можно заменить доской), канифоль и максимально тугоплавкий припой.
Порядок действий:
Процедура отнимет минут 10, не меньше. Большое количество времени на подготовку окупается тем, что с инструментом можно работать несколько дней без особой подготовки.
Работа продолжительное время спровоцирует перегрев. Повышение температуры усиливает окисление и прут приходится готовить к работе чаще. Дабы избежать лишних процедур следует придерживаться некоторых правил.
Профилактические меры от окисления:
Инструмент всегда нужно держать наготове. После продолжительного простоя жало паяльника не лудится из-за сильного окисления. Восстановление адгезии покрытия, особенно из меди, проводят канифолью. После погружения в неё жало натирают тканью х/б. Во время работы паяльник тоже периодически нужно очищать.
Рекомендуем также
Записки мастера.
 Часть 3. Паяльные дела — android.mobile-review.com
Часть 3. Паяльные дела — android.mobile-review.com28 марта 2017
Макс Любин
Вконтакте
Привет!
Продолжаем узнавать про самостоятельный ремонт на дому, без похода в сервис.
Сегодня речь пойдет про азы паяльных работ.
Рабочее место
При проведении паяльных работ обеспечьте хорошую вентиляцию и освещение. А также, сделайте свое рабочее место удобным по высоте. Мне гораздо удобнее, когда стол, на котором я произвожу паяльные работы, находится чуть ниже чем обычный письменный стол. Таким образом меньше устают плечи. Настоятельно рекомендую обзавестись подложкой на стол, на котором вы будете паять. Это защитит поверхность стола от повреждения паяльником. На мой взгляд, отличным вариантом является коврик из плотного силикона. Он не боится высоких температур, и при этом на нем не скользят детали. Купить можно в любом бытовом супермаркете.
Он не боится высоких температур, и при этом на нем не скользят детали. Купить можно в любом бытовом супермаркете.
Техника безопасности
Оснастите свое рабочее место надежным держателем для паяльника, который у вас не получится случайно смахнуть рукой или сдернуть за провод. Уберите от паяльника все легко воспламеняющиеся материалы. Замечательно, если лежащий на своем месте паяльник будет защищен от возможности к нему прикоснуться (домашние животные очень любят их нюхать или трогать, и поверьте будет не очень приятно носиться по дому за орущим котом или собакой, у которых распух нос или лапа от знакомства с поверхностью такого интересного предмета). То же самое справедливо и по отношению к маленьким детям.
Инструмент и материалы
Что нам понадобится для пайки? Для начала, конечно паяльник со сменными жалами (в идеале паяльная станция). Как я уже писал в предыдущей статье, для начала своей ремонтной деятельности лучше всего использовать паяльник небольшой мощности (25W), таким образом вы сведете к минимуму риск перегреть, а значит вывести из строя элементы на плате.
Основными расходными материалами, которые потребуются вам для пайки, являются припой и флюс.
Припой
Припой – материал, используемый для соединения различных элементов методом пайки.
В качестве припоя, в ремонте электроники чаще всего используют сплав олова с различными материалами.
Существуют припои с разной температурой плавления. Если вы не планируете паять алюминиевые кастрюли, вам подойдет самый популярный вид припоя – ПОС-61, который состоит из 61% олова и 39% свинца. Температура его плавления 190 С.
ПОС-61, это мой основной вид припоя. Он бывает в различных формах, начиная от толстых прутков, слитков, и заканчивая тонкими, полыми трубками, внутренности которой заполнены флюсом (канифолью). Таким образом мы получаем удобный материал «2 в 1», использование которого существенно упрощает нам жизнь. Благодаря такой конструкции нет необходимости отрываться от процесса пайки и опускать жало паяльника в канифоль.
Но, не всегда получается использовать ПОС-61. В процессе ремонта электроники нередко возникает необходимость паять элементы, чувствительные к перегреву, которые необходимо паять при низкой температуре. В этом случае я использую в качестве припоя сплав Розе (ПОСВ-50). Он состоит из трех элементов, олово – 25%, свинец – 25%, висмут – 50%.
Особенностью этого сплава является очень низкая температура плавления, всего 94С (ниже температуры кипения воды). В этом случае можно не беспокоится о возможном перегреве схемы. Однако, важно понимать, что не стоит паять сплавом Розе элементы, в процессе эксплуатации, подвергающиеся воздействию высоких температур.
Кроме ПОС-61 и ПОСВ-50 существует довольно большое количество припоев, для различных условий пайки, но я рассказываю лишь о собственном опыте и о домашнем применении, поэтому ограничусь этими двумя видами, которые использую.
Флюсы
Флюс – активное вещество, с помощью которого паяемые поверхности очищаются от оксидов, и обеспечивается лучшее растекание припоя и его контакт с поверхностью.
Вот тут начинающего мастера ждет раздолье, и одновременно муки выбора.
Все флюсы можно поделить на две больших категории: 1 — агрессивные, 2 — не агрессивные. Агрессивные обычно сделаны на базе различных кислот, активно воздействующих на поверхности, поэтому после применения их обязательно нужно смыть с помощью Flux-off. Не агрессивные в своей основе как правило имеют всем хорошо знакомую канифоль.
Самый простой способ – купить флюс в любом магазине радиодеталей. Я чаще всего использую ЛТИ-120.
Но и в домашних условиях можно сделать оба вида флюса самостоятельно. Первый, самый простой способ – толченую канифоль в пропорции 50/50 залить спиртом и взболтать. По мере испарения спирта, флюс будет густеть. Просто добавьте спирта, чтобы снова получить нужную консистенцию. Важно: добавляйте спирт в канифоль, до нужной консистенции, а не в мастера, до кондиции. 🙂
Кроме этого, если по каким-то причинам, вам нужен агрессивный флюс, можно залить спиртом обычный аспирин, который прекрасно справится с этой ролью. Только будьте готовы к неприятному запаху при пайке.
Только будьте готовы к неприятному запаху при пайке.
Кроме всего прочего, настоятельно рекомендую обзавестись маленькими кусачками, надфилем (напильником) и несколькими пинцетами. Надфиль вам понадобится для зачистки паяльника, кусачки для откусывания лишних ножек с деталей или снятия изоляции с проводков, ну а пинцет, чтобы держать детали во время пайки.
Начало
Жало у паяльников бывает двух основных видов.
- Медное (или из сплава меди).
- Никелированное, его еще называют вечным или несгораемым.
На этапе обучения, я бы все-таки советовал бы медное жало — им паять проще. Никелированное требует особого ухода и очень не любит механических воздействий. Его нельзя зачищать напильником, царапать, шкурить. Чистить рекомендуется только мокрой тканью. А еще, чтобы им паять, необходимо не только не давать ему греться выше 300 градусов, но соблюсти целую технологию, для которой больше подходит слово ритуал, иначе припой просто не будет липнуть на жало.
С медным жалом таких заморочек нет, но в отличии от никелированного, оно имеет свойство выгорать, так как в процессе пайки медь постепенно растворяется в припое. Поэтому медное жало необходимо периодически править и чистить от окалины.
Новый паяльник с медным жалом перед началом работ нужно привести в боевую готовность – прогреть и залудить.
При первом включении вы можете почувствовать запах гари. Не пугайтесь, это нормально. В паяльнике выгорает лишняя смазка. Это быстро пройдет.
Первый прогрев можно осуществлять в течении 10-15 минут. После прогрева, надфилем (мелким напильником), зачищаем жало и сразу после этого, пока оно не окислилось, макаем в канифоль, а затем сразу в припой. Если у вас трубчатый припой с канифолью, то можно на паяльнике расплавить некоторое количество такого припоя. Наша задача достичь результата, при котором основная рабочая поверхность жала будет равномерно покрыта припоем.
После того, как подготовили паяльник, необходимо подготовить элементы, которые мы будем паять. Для этого их нужно залудить. Лудим их так же как готовили жало паяльника.
Для этого их нужно залудить. Лудим их так же как готовили жало паяльника.
Рекомендую начинать учиться паять не с телефонов, которые вы собираетесь ремонтировать, а с крупных деталей, например, ненужных проводов.
После того, как паяльник и детали подготовлены, наша задача припаять их друг к другу. Для этого необходимо поднести спаиваемые делали друг к другу, кисточкой нанести нужное количество флюса (без излишеств) прижать детали друг к другу, а затем взяв на жало чуть-чуть припоя (ровно столько, чтобы хватило на спайку и при этом не осталось так называемых «соплей»), пропаять. Желательно, чтобы получалось с первого раза. Не нужно греть соединение слишком долго (помним про перегрев детали). В итоге должно получиться ровное, аккуратное, соединение, с тонким слоем припоя. Качественное место спайки должно блестеть. Если припой получился матовым, скорее всего не хватило температуры.
Принцип пайки паяльником одинаков для разных деталей.
Позже, когда вы освоите уверенную пайку крупных деталей с одного прикосновения, можно будет попробовать свои силы на мелких деталях телефонов (ножки системных разъемов и т.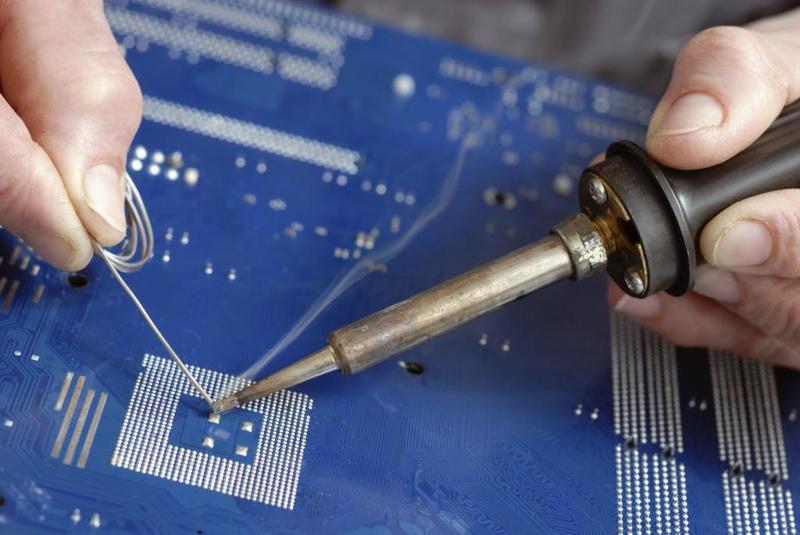 д.). Настоятельно рекомендую не начинать осваивать азы паяльного дела с мелких деталей. Скорее всего не получится, и придется отдавать мастеру на восстановление.
д.). Настоятельно рекомендую не начинать осваивать азы паяльного дела с мелких деталей. Скорее всего не получится, и придется отдавать мастеру на восстановление.
В свое время мне очень понравились несколько видео на данную тематику. Меня подкупило качество картинки и ракурсы. Советую посмотреть:
- https://youtu.be/b15MMzb_GWw
- https://youtu.be/5uiroWBkdFY
На этом канале еще не одно подобное видео.
Обратный процесс
Зачастую, перед впайкой новой детали, необходимо выпаять предыдущую. Иногда для этого недостаточно просто разогреть деталь. Вам может потребоваться удалить старый припой. Для этого существуют специальные аппараты – отсосы. Но учитывая их стоимость, в домашних условиях проще обойтись старым проверенным методом – медной оплеткой. Специальные мотки такой оплетки продаются в любом магазине электротехники, наряду с припоями и флюсами.
Для того, чтобы удалить старый припой, необходимо приложить оплетку в нужное место, капнуть (смазать) флюсом, а затем прижать к нему паяльник. Расплавленный припой впитается в оплетку и позволит освободить деталь.
Расплавленный припой впитается в оплетку и позволит освободить деталь.
Заключение
На словах данный процесс не представляет ничего сложного, и кажется простым. Но на деле, не всегда получается достичь нужного результата.
Как говорится, мужчины, это случайно выжившие мальчики. J И хоть паяльные дела не столь опасны, как плавка аккумуляторных свинцовых пластин над костром и изготовление бомбочек из магния и марганцовки, скорее всего если вы решите попробовать себя в паяльном деле, то столкнетесь и с обожженными пальцами, и со слезящимися глазами, и с неприятным запахом.
Стоит оно того или нет, решать вам, но для меня, ощущение, когда сделанная тобою вещь вновь работает, сродни маленькому чуду, на которое способен каждый, при должном желании и усердии.
Как подготовить новый паяльник. Инструкция, как залудить жало паяльника – как правильно проводится лужение разных видов паяльников
Многие отечественные паяльники производятся с медным жалом. Например, ЭПСН. Медное жало необходимо обработать соответствующим образом, прежде чем можно будет этим паяльником работать. Жалу нужно придать удобную для пайки форму.
Например, ЭПСН. Медное жало необходимо обработать соответствующим образом, прежде чем можно будет этим паяльником работать. Жалу нужно придать удобную для пайки форму.
Некоторые обрабатывают его простым напильником, а особенно творческие личности предпочитают отковывать его. В результате жало паяльника становится более долговечным и гораздо меньше происходит его растворение в припое в процессе пайки. Но все рано или поздно задаются вопросом о том, как залудить паяльник с медным жалом.
Особенности паяльников
Лучше всего покупать паяльники, у которых жало крепится при помощи специального винта. Такое жало всегда можно легко вынуть и обработать его снова. Конечно, если оно прикипит в процессе использования, то этот процесс станет не таким уж легким. Поэтому, пользуясь паяльниками со съемными жалами, необходимо время от времени вынимать их и очищать место крепления, чтобы оно не прикипало.
После того как жалу придана нужная форма, его необходимо залудить. Под фразой «как залудить жало паяльника» следует понимать, что придется покрыть рабочую область жала тонким слоем припоя. Сделать это не слишком сложно. Достаточно включить паяльник в сеть, дождаться, пока он нагреется до температуры, при которой начнет плавиться канифоль, а затем обмакнуть в нее жало.
После того как паяльник будет разогрет до своей рабочей температуры, нужно ту его часть, которой производится пайка, со всех сторон покрыть припоем. Лучше для этого брать маленькие кусочки или припой, выполненый в виде проволоки. Большой кусок припоя паяльник с мощностью 25 Ватт не сможет расплавить.
Форма жала паяльника
Форма жала может быть разной. Выбор зависит от привычек того, кто пользуется паяльником, и, конечно, от вида производимых с его помощью работ. Некоторым больше нравится жало паяльника в форме конуса, другим — обрезанное под 45 градусов.
Дело в том, что остро заточенным жалом паяльника можно будет паять даже транзисторы, скрытые в корпусах SOT-23, детали SMD или конденсаторы с резисторами размером 1206. Для выпаивания таких деталей из плат в больших количествах обычно применяют строительный или При его отсутствии пригодится обычный паяльник с мощностью около 25 Ватт, у которого жало обработано в виде буквы П.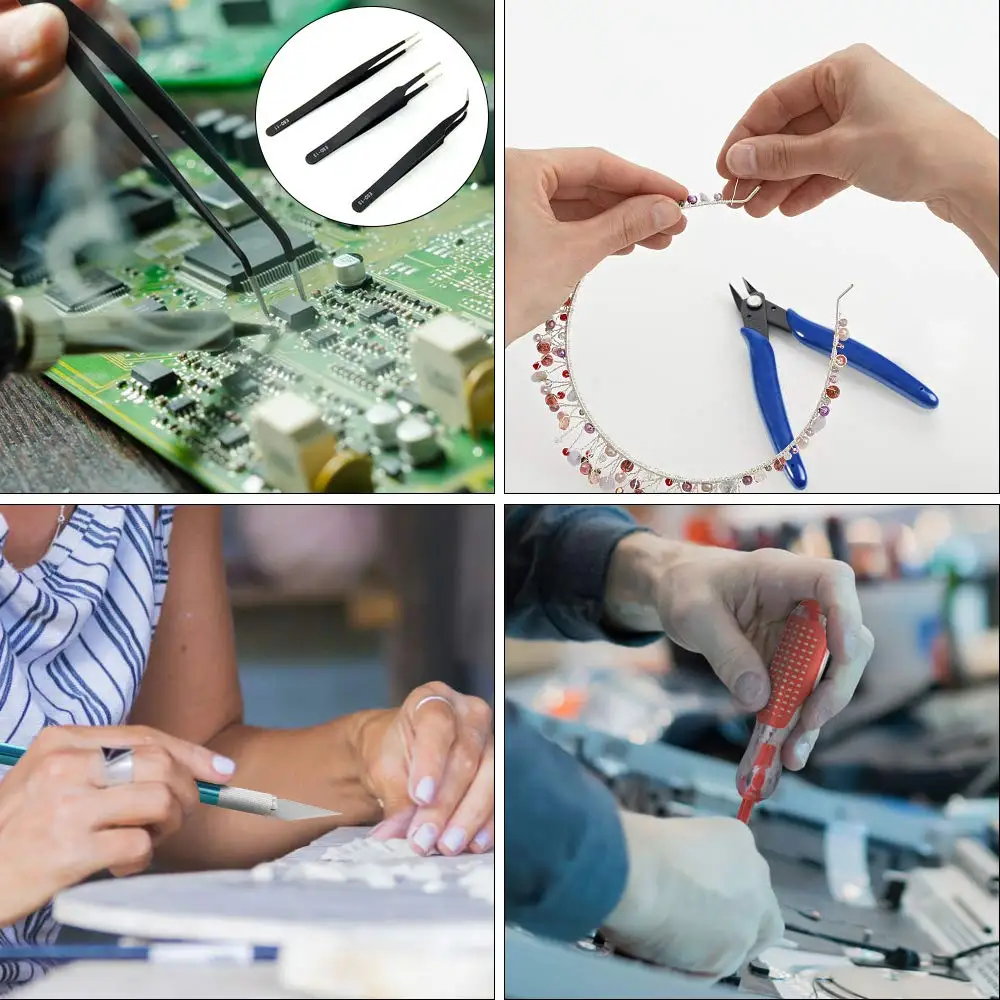 Необходимо помнить о том, что делается это до того, как залудить жало паяльника.
Необходимо помнить о том, что делается это до того, как залудить жало паяльника.
Делается это для того, чтобы не перегревать выводы детали, что происходит при выпаивании паяльником с обычным жалом. А при помощи такого П-образного жала выводы выпаиваются сразу вместе, и деталь легко высвобождается из места пайки.
Лучше при выполнении работ по массовой выпайке радиодеталей использовать паяльник мощней, применяя при этом регулятор мощности. Его не так сложно изготовить самостоятельно. В таком случае подойдет паяльник с мощностью до 65 Ватт.
Довольно часты случаи, когда во время пайки вдруг начинает дымить канифоль. Это означает, что паяльник перегрет. Приходится выключать его из сети и ждать, пока он остынет. В то же время, если паяльник остывает ниже нормы, он начинает плохо паять. Используя регулятор мощности, таких проблем удается с легкостью избежать, и работать становится намного проще, а из необходимых предварительных работ не останется ничего, кроме как залудить жало паяльника.
Заточка паяльника
- Заточка жала паяльника производится напильником под углом 30-40 градусов.
- Край оставляют шириной 1 мм и слегка тупым.
- На новом паяльнике нужно только обработать мелкой наждачкой жало, чтобы удалить патину. Патина — это окись меди зеленоватого цвета.
- Если магазинная заточка не устраивает, то нужно вынуть жало и самостоятельно отковать его, придав форму вогнутой лопатки. У этого метода есть и еще один плюс — металл станет менее подвержен коррозии.
- Чтобы придать жалу законченный вид, остается обработать его напильником с мелкой насечкой.
Как залудить жало
Залудить жало — означает покрыть его тонким слоем припоя. Для этого необходимо:
- Включить паяльник и дождаться, пока медный стержень станет красновато-оранжевого оттенка. Дольше ждать не стоит, поскольку стержень может обгореть.
- Погрузить все жало в канифоль и расплавить небольшой кусок припоя.
- Покрыть припоем всю поверхность жала. Оно покроется лучше, если предварительно потереть его о деревянную поверхность.
 Оно покроется лучше, если предварительно потереть его о деревянную поверхность.
Оно покроется лучше, если предварительно потереть его о деревянную поверхность.Как залудить необгораемое жало?
В продаже можно встретить паяльники, у которых рабочая часть покрыта специальным необгораемым составом. Этот слой очень тонкий и зачищать его, как в случае с обычным паяльником, ни в коем случае нельзя. Возникает вопрос: «Как залудить жало паяльника, если его нельзя зачищать обычным способом?» Необходимо использовать специальную губку. Подойдет и та, которой хозяйки обычно моют посуду, или кусок ткани, предварительно намоченный в воде. Пользуясь такими паяльниками, следует помнить, что любые механические воздействия существенно сокращают срок их службы.
Чтобы облудить жало такого паяльника, нужно в расплавленную канифоль опустить кусок припоя, потереть жалом по влажной ткани, удалив с него окислы, а затем поводить разогретым паяльником по припою. После лужения остается протереть тряпкой жало, и паяльник готов к работе.
При работе с любым типом паяльников следует стараться не перегревать их выше 300 градусов С, иначе придется снова заниматься лужением жала. И конечно, любой, кто пользуется паяльником, должен знать, как правильно залудить жало паяльника.
И конечно, любой, кто пользуется паяльником, должен знать, как правильно залудить жало паяльника.
Работа с радиоэлектроникой предполагает пайку материалов. Научиться этому легко, а если есть непонятные нюансы, то с опытом они исчезнут. Инструмент требует обслуживания для своей качественной работы. Мастеру нужно уметь правильно залудить жало паяльника, чтобы держался припой. Инструмент при этом не должен быть повреждён. Качество пайки зависит от правильных действий при обработке основания.
Особенности покрытий
Паяльники простого типа традиционно имеют медное жало. Материал до сих используется с момента изобретения инструмента из-за своих высоких теплопроводящих свойств. Но есть недостаток — способность к высокому износу. Медь выгорает или растворяется в припое. Недостаток требовалось устранить, и производители стали наносить дополнительное покрытие из никеля или серебра.
Никель обладает высокой прочностью и не изнашивается. Долгий срок службы — это преимущество никелевого покрытия. Недостаток — слабая адгезия. Такой наконечник плохо удерживает припой. Пайку можно выполнить только при подаче припоя непосредственно в зону работы. Рабочую область нагревают жалом, потом ложат небольшую часть припоя или паяльной пасты. Схватывание происходит от нагрева.
Недостаток — слабая адгезия. Такой наконечник плохо удерживает припой. Пайку можно выполнить только при подаче припоя непосредственно в зону работы. Рабочую область нагревают жалом, потом ложат небольшую часть припоя или паяльной пасты. Схватывание происходит от нагрева.
Серебро имеет хорошую адгезию, но слабо проводит тепло. К тому же материал дорогой. Со временем серебро изнашивается и обнажает медную основу. Это происходит из-за того, что покрытие из серебра растворяется в припое.
Особенности напыления усложняют работу и обслуживание. Поэтому радиолюбители, особенно старшего поколения, предпочитают медные паяльники. Но у медного жала есть недостаток — горячая медь мгновенно окисляется. Взаимодействие с воздухом происходит лишь на тонком слое, но этого достаточно для нулевой адгезии. Тепло тоже передаётся хуже. Выход из ситуации — наконечник всегда нужно покрывать тонким слоем припоя .
Олово нельзя наносить перед пайкой, поскольку под его слоем начинает выгорать медь. На месте выгорания появляются шлаки, из-за которых отсутствует адгезия. Мастер начинает отвлекаться от работы.
На месте выгорания появляются шлаки, из-за которых отсутствует адгезия. Мастер начинает отвлекаться от работы.
Абразивные материалы стачивают покрытие. Никель или керамика нанесены тонким слоем на жало — вот почему нельзя их стачивать. Дорогостоящий наконечник превратится в медный пруток.
Процесс подготовки медного жала
Процесс покрытия не вызывает трудностей. Расплавленный припой хорошо ложиться на горячую медь, но с одним условием — она должна быть чистой. Добиться этого можно только при низкой температуре. Окисление при повышении температуры ускоряется и адгезия пропадает. Холодный припой нельзя прилепить к жалу, поскольку он не плавится. Получается замкнутый круг.
Шлаки, остатки канифоли и пластика, окалину и прочий мусор можно удалить на холодном инструменте. Стержень перед этой операцией вытаскивают, чтобы не повредить нагреватель. Жало внутри нагревателя тоже окисляется, что ухудшает теплопередачу. Электричество из-за окалины преодолевает лишнее сопротивление и расходуется впустую.
Перед тем как залудить паяльник с медным жалом его нужно очистить от грязи. Делают это напильником или наждачкой. Материал следует заточить до чистого слоя, чтобы внешний вид был как новый. Проще это сделать наждачкой. Поверхность полируют до гладкого состояния — так окисление проходит медленнее.
Скорость окисления можно снизить, если оковать жало. Делают это молотком на наковальне. Аккуратными ударами укрепляют поверхность и придают форму медному прутку. Далее переходят к процессу лужения, пока оно не покрылось шлаками.
Способы лужения медного жала:
Правильная подготовка позволит не нервничать на начальном этапе работы. Спустя время процесс нужно переделывать из-за того, что медь начинает окисляться.
Лужение современного покрытия
Наконечники из керамики и никеля не нужно лудить. Так читают производители, но это не более чем реклама. Современные покрытия тоже склонны к окислению, только процесс происходит медленнее. Залудить жало паяльника паяльной станции современного типа обычным способом не получится — покрытие будет стёрто.
Залудить жало паяльника паяльной станции современного типа обычным способом не получится — покрытие будет стёрто.
Очистку выполняют мокрой тряпочкой их х/б ткани. Берут твёрдую канифоль, куда ложат немного припоя. Наконечник следует натереть тряпочкой и моментально окунуть в канифоль. Кусок припоя утапливают вертикально вниз. Припой плавится и обволакивает конус жала.
Очистка в процессе работы
Правильно облудить паяльник важно не только во время подготовки к работе. Спустя какое-то время пайки может случиться так, что материал снова не будет липнуть к основанию. Это происходит через минут 15. Под слоем лужения обгорает медь. Существует несколько способов как правильно залудить паяльник во время работы.
Бруском дерева
Брусок дерева неотёсанный всегда должен находиться под рукой у мастера. Используют хвойные породы, поскольку такая древесина имеет природную канифоль. На древесину наливаю флюс и ложат немного припоя. Как только на жале появляется окалина, натирают его о дерево. Во время этого процесса основание очищается и облуживается.
Во время этого процесса основание очищается и облуживается.
Губка из металла
Способ моментального лужения основания паяльника. Заводские паяльные установки оснащены подобным устройством в виде губки из стали в контейнере.
Мастеру удобно пользоваться подобным методом, но его можно улучшить. Низ губки измазывают флюсом — паяльным салом. При неглубоком погружении жала оно будет просто очищаться. А если на основание нанести припой и макнуть его глубоко, до основания губки, то очистка будет совмещена с лужением.
Метод оптимален для современных наконечников с керамическим или никелевым напылением. Даже паяльники с тонким жалом из меди можно так очищать и залуживать. Повреждения устройству сложно нанести даже при сильном нажатии.
Использование канифоли
Способ для традиционного инструмента с простым жалом из меди. Металл быстро окисляется и через 10−15 минут припой уже не подцепить. Если почистить отдельно от флюса, то мастер не успеет донести паяльник — так быстро проходит окисление.
Чистят инструмент из-за этого в канифоли. Под паяльник ложат надфиль, можно воспользоваться стальной проволокой. Затем жалом трут до того момента, пока флюс не расплавится. Припоя не должно быть.
Классический метод и профилактика
Предыдущие способы придумали мастера относительно недавно. Наши предки, даже ещё отцы, делали лужение несколько иначе. Для этого требовался напильник с мелкой насечкой , верстак для работы (можно заменить доской), канифоль и максимально тугоплавкий припой.
Порядок действий:
Процедура отнимет минут 10, не меньше. Большое количество времени на подготовку окупается тем, что с инструментом можно работать несколько дней без особой подготовки.
Работа продолжительное время спровоцирует перегрев. Повышение температуры усиливает окисление и прут приходится готовить к работе чаще. Дабы избежать лишних процедур следует придерживаться некоторых правил.
Профилактические меры от окисления:
Инструмент всегда нужно держать наготове. После продолжительного простоя жало паяльника не лудится из-за сильного окисления. Восстановление адгезии покрытия, особенно из меди, проводят канифолью. После погружения в неё жало натирают тканью х/б. Во время работы паяльник тоже периодически нужно очищать.
После продолжительного простоя жало паяльника не лудится из-за сильного окисления. Восстановление адгезии покрытия, особенно из меди, проводят канифолью. После погружения в неё жало натирают тканью х/б. Во время работы паяльник тоже периодически нужно очищать.
Пайка материалов при работе с радиоэлектроникой — обычное дело. Научиться паять легко, к тому же с опытом мастерство будет только расти. Но инструмент требует качественного обслуживания, чтобы он безотказно работал. Мастеру нужно уметь правильно залудить жало паяльника, чтобы на нём держался припой, при этом нельзя повредить наконечник.
Существующие покрытия и их особенности
Традиционный материал — это медь. У нее хорошая теплопроводность, поэтому медь применяют в производстве с момента изобретения паяльника. Но материалу присущ недостаток — высокий износ. Для этого металла характерны выгорание и способность растворятся в припое. Производители со временем начали работать над недостатками, что породило покрытия с напылением из никеля или серебра.
Никель отличается устойчивостью к износу и высокой прочностью. В результате потребитель получает наконечник с долгим сроком службы. Но есть недостаток — слабая адгезия , из-за которой никелевый наконечник не способен хорошо удерживать припой. Пайку можно выполнить, только подав материал непосредственно к месту, которое предварительно греют жалом.
Серебро отличается хорошей адгезией, но низкой теплопроводностью. Материал способен растворяться в припое и имеет высокую стоимость. При работе очень быстро обнажается медная основа, и дорогое жало приходится вскоре выбрасывать.
Радиолюбители всё ещё активно используют медные наконечники, избегая усовершенствованных покрытий. Приходится мириться с особенностью меди — быстрым окислением при высокой температуре. В результате адгезия падает, а мастерам необходимо быстро чистить наконечник, стирая тонкий слой металла и очищая его от шлаков.
Современные жала с напылением тоже требуется готовить к работе, только методика несколько иная.
 На их поверхности скапливается припой, который периодически следует удалять. Это делают таким образом, чтобы не повредить дорогостоящее покрытие, иначе вместо жала с напылением можно получить обычный медный пруток.
На их поверхности скапливается припой, который периодически следует удалять. Это делают таким образом, чтобы не повредить дорогостоящее покрытие, иначе вместо жала с напылением можно получить обычный медный пруток.Подготовка медного жала
Припой хорошо ложится на слегка нагретый наконечник, но с одним условием — он должен быть чистым. Это возможно только при низкой температуре, поскольку с расколённые жалом сложно проводить манипуляции. Задача в начале работы — очистить инструмент. После нагрева следует периодически стачивать окислившийся слой, чтобы улучшить адгезию.
С холодного паяльника можно снять стержень и провести его качественную очистку. При этом случайно повредить нагреватель не получится. Обрабатывают полностью весь наконечник, поскольку внутри нагревателя медь тоже окисляется от высокой температуры. Это ухудшает теплопередачу, и электроэнергия расходуется впустую.
Перед тем как залудить паяльник с медным жалом, его следует очистить от грязи. Работу выполняют напильником и наждачной бумагой. Материал затачивают до чистого слоя, чтобы медь имела вид новой. Вначале проводят грубую очистку напильником, а потом наждачкой полируют поверхность до гладкого состояния.
Работу выполняют напильником и наждачной бумагой. Материал затачивают до чистого слоя, чтобы медь имела вид новой. Вначале проводят грубую очистку напильником, а потом наждачкой полируют поверхность до гладкого состояния.
Мастера с опытом оковывают наконечник, что несколько снижает скорость окисления. Процесс заключается в том, чтобы равномерно укрепить поверхность медного прутка аккуратными ударами молотка на наковальне.
Лужение медного жала выполняют 2 способами — канифолью и натирая оловом. Первый вариант отличается высоким дымообразованием, поэтому не рекомендуется для жилых помещений из-за опасности для здоровья. Процедуру рекомендуют проводить на балконе. Очищенное жало помещают в ёмкость с канифолью, куда предварительно кладут немного припоя, который моментально покрывает наконечник и не даёт ему окисляться. После жало протирают натуральным сукном. Делают это аккуратно, чтобы не обжечься. Припой стараются втереть в медь.
Натирание оловом — это практически бездымный метод.
 Очищенное жало разогревают и макают в канифоль. После тёплую поверхность натирают оловом. Процедуру повторяют несколько раз, защитный слой натирают сукном.
Очищенное жало разогревают и макают в канифоль. После тёплую поверхность натирают оловом. Процедуру повторяют несколько раз, защитный слой натирают сукном.Начальная обработка основания с напылением
Жало с напылением из керамики или никеля лудить не нужно, — так советуют производители, однако это не более чем рекламный ход. Такие покрытия тоже склонны к окислению, но процесс проходит медленнее. Залудить жало паяльника паяльной станции современного типа проверенным методом не получится — это уничтожит покрытие.
Чистку таких наконечников выполняют небольшим кусочком хлопчатобумажной ткани. Для этого в канифоль добавляют припой и окунают в смесь разогретое жало, которое предварительно натирают ветошью. Расплавленный припой обволакивает наконечник и формирует защитный слой.
Лужение в процессе пайки
Подготовку к работе проводят в спокойной обстановке. Через некоторое время адгезия жала снижается, поскольку медь начинает обгорать. Обычно это начинается через 5−10 минут. Есть несколько способов, как правильно залудить паяльник во время работы.
Обычно это начинается через 5−10 минут. Есть несколько способов, как правильно залудить паяльник во время работы.
Деревянный брусок
Доска из хвойных пород всегда должна находиться под рукой у мастера. Такая древесина содержит природную канифоль. На брусок наливают флюс и укладывают немного припоя. Как только жало теряет адгезию, его натирают о дерево. Таким образом, можно не только очистить, но и облудить паяльник.
Металлическая губка
Способ отличается высокой скоростью. Заводские паяльные станции имеют контейнер с губкой из металла. В быту пользуются обычной металлической мочалкой.
Опытные мастера смазывают нижнюю часть губки флюсом. Неглубокое погружение жала позволит провести его простую очистку. А вот если макнуть основание в припой, а потом глубоко погрузить в губку, достав до слоя флюса, то очистка будет совмещена с лужением.
Инструменту сложно нанести повреждения даже при сильном нажатии. Способ годится для любого типа устройств.
Проверенный способ и профилактика
Предыдущие методы были придуманы относительно недавно. Наши предки проводили лужение несколько иначе, используя напильник с мелкой насечкой. Понадобится верстак для выполнения работы, который иногда заменяют доской, а также канифоль и тугоплавкий припой.
Наши предки проводили лужение несколько иначе, используя напильник с мелкой насечкой. Понадобится верстак для выполнения работы, который иногда заменяют доской, а также канифоль и тугоплавкий припой.
Порядок действий:
Процедура займет не меньше 10 минут. Это время окупается тем, что с инструментом можно будет работать дольше, не проводя дополнительной очистки.
Профилактические меры от окисления:
Сознательные мастера всегда держат инструмент наготове. Облудить жало паяльника желательно после работы и дополнительно перед ней, после длительного хранения. Профилактические меры во время пайки помогут избавиться от слабой адгезии припоя к наконечнику из любого материала.
Порой домашние умельцы недоумевают, почему электропаяльник работает плохо, даже недавно купленный. Нередко это объясняется тем, что его жало в ходе эксплуатации обгорает, покрываясь слоем нагара, и припой никак не хочет к нему прилипать. Многие, конечно, знают, что надо удалить нагар и облудить жало паяльника, но не соблюдают все правила работы.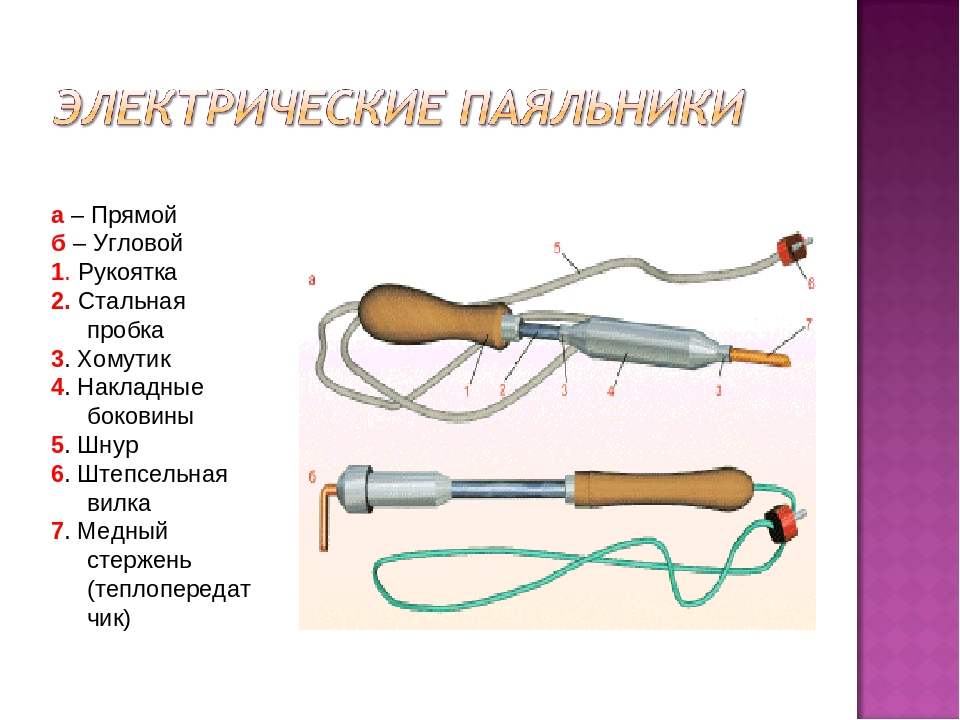 При этом не всегда учитывают особенности паяльников различных конструкций.
При этом не всегда учитывают особенности паяльников различных конструкций.
Паяльной станцией работать безопасно и удобно, благодаря точной настройке рабочей температуры.
Для качественной работы необходимы следующие приборы, инструменты и вспомогательные средства:
- электропаяльник с подставкой;
- напильник, наждачная бумага;
- канцелярский нож;
- плоскогубцы;
- тиски;
- припой;
- флюс;
- куски старого махрового полотенца;
- поролоновая губка;
- глицерин.
Читайте также:
– особенности и зернистость.
Как выбрать масло для бензопилы – .
Специфика отечественных электроприборов
Фото 1. Конструкция паяльника.
Выбираемый паяльник должен соответствовать характеру предстоящих работ. Неслучайно они отличаются своей мощностью. Слабый прибор не сможет достаточно прогревать большие области пайки, а чересчур мощный будет перегревать и сжигать металл.
Принцип выбора подходящего электропаяльника таков: чем объемнее детали, которые предстоит брать в работу, тем более мощный нужен прибор.
Так, монтаж маленьких электронных микросхем осуществляют паяльниками от 4 до 18 Вт. Для работы с печатными платами их мощность варьируется от 25 до 60 Вт. А крупные детали, корпуса или шасси нужно паять только электроприборами от 50 до 120 Вт.
В обычных отечественных паяльниках (см. фото 1) температура, до которой раскаляется жало, не регулируется и может достигать +450˚С. Такая высокая температура зачастую не только не нужна, но и вредна. Прикосновение к канифоли напоминает извержение вулкана. Пайка получается низкого качества, а действующий орган электроприбора, быстро изнашиваясь, выходит из строя.
Для обычных бытовых нужд, конечно, вполне годится простой дешевый паяльник. И приобретать первые навыки пайки лучше, начиная с такого прибора. Но если предстоит выполнять тонкие работы, то имеет смысл приобрести так называемую паяльную станцию.
Вернуться к оглавлению
Преимущества паяльной станции
Ее конструкцией предусмотрен терморегулятор, благодаря которому можно задавать нужную температуру жала. Питается она от компактного мини-трансформатора, дающего низкое напряжение от 12 до 36 В, поэтому работать паяльной станцией гораздо более безопасно. К тому же благодаря гальванической развязке никакие сетевые электромагнитные наводки не проникают в паяемые электронные детали, например, в особо чувствительные к ним виды диодов.
Схемы регуляторов температуры жала паяльника.
Кроме того, в отечественных паяльниках используется медное жало красновато-рыжего цвета. Медь обладает прекрасной теплопроводностью, но у нее есть существенный недостаток: от соприкосновения с воздухом она чрезвычайно быстро окисляется. И достаточно тончайшей пленки окиси меди на жале, чтобы она отторгала олово или его сплавы.
Проблема и в том, что флюсы – средства для удаления пленок на поверхностях паяемых деталей – разъедают не только окислы, но и саму медь жала.
В Японии, Китае, США, других странах давно устранили этот недостаток, выпуская долговечные, необгораемые жала. Их сразу можно отличить от отечественных по блестящему белому цвету. Такой цвет придает им тонкий защитный слой никеля, но основа жала – все та же медь.
При работе таким жалом припой не катается на нем, а поступает точно к месту пайки. Обращаться с паяльной станцией следует очень бережно, не прилагая грубых физических усилий. Иначе можно легко повредить никелевую защиту жала, и из-за обнажившихся участков меди оно вскоре придет в негодность.
Паяльные станции мировых фирм Hakko, Pace, Ersa, Weller, Antex, Adcola, Ungar отличаются более толстым покрытием и служат намного дольше, но и стоят гораздо дороже, чем китайская продукция.
Вернуться к оглавлению
Правила лужения медного сердечника
Итак, чтобы можно было паять детали качественно и быстро, следует облудить жало паяльника (см. видео). Предварительно наконечник нового или уже побывавшего в работе прибора нужно до блеска зачистить напильником и наждачной бумагой. Причем полностью – и открытую его часть, и находящуюся в теле паяльника. Кстати, внутреннюю часть жала желательно смазывать термопастой – она улучшает теплопроводность и облегчает последующее извлечение наконечника.
Затем паяльник нагревают, периодически проверяя наконечником состояние канифоли. В емкость с расплавленной канифолью кладут небольшой кусочек припоя. Затем быстро опускают зачищенное и вытертое мокрой тканью жало, помещая его под кусок припоя.
При этом жидкая канифоль очищает сердечник от окисла меди, а плавящийся припой сразу же залуживает его. Не надо экономить канифоль – если ее мало, припой распределится по поверхности наконечника неровно, бугорками. А нужно добиваться, чтобы его слой был равномерным.
Потом остается только быстро удалить излишки покрытия, протерев жало мокрым полотенцем.
И впредь надо следить, чтобы оно не нагревалось свыше +300˚С, иначе сердечник снова окислится и все труды окажутся бесполезными.
Некоторые умельцы варьируют температуру, подключая к паяльнику диммер – регулятор мощности освещения помещений.
Чтобы облудить жало прибора, опытные мастера пользуются припоем марки «ПОС-40» (с 40% олова) в виде толстых прутьев, которые обычно расплющивают перед работой. Менее желателен припой «ПОС-61» – он легче плавится, поэтому его слой на сердечнике выгорает гораздо быстрее. Наносить припой на жало удобнее всего вторым, более мощным паяльником.


 Вдобавок ее понемногу растворяют припои. И со временем рабочий орган паяльника не узнать: он сплошь в выемках, неровностях. Из-за них жало то и дело приходится затачивать. При использовании канифоли – порой еженедельно, а применяя флюс без канифоли – едва ли не через час.
Вдобавок ее понемногу растворяют припои. И со временем рабочий орган паяльника не узнать: он сплошь в выемках, неровностях. Из-за них жало то и дело приходится затачивать. При использовании канифоли – порой еженедельно, а применяя флюс без канифоли – едва ли не через час. Особой прочностью обладает жало серии Goot (Япония), медный стержень которого покрыт двойным толстым слоем: сначала стали, а потом алюминия. Но даже такое «вечное» жало тоже нельзя оставлять без защиты – оно должно быть под тонким слоем припоя.
Особой прочностью обладает жало серии Goot (Япония), медный стержень которого покрыт двойным толстым слоем: сначала стали, а потом алюминия. Но даже такое «вечное» жало тоже нельзя оставлять без защиты – оно должно быть под тонким слоем припоя.
В современном доме, наполненном техникой, часто встречаются простые поломки, которые при должном умении легко устранить самостоятельно. Чаще всего встречается такая поломка, как разъединение контактов и разрыв проводов. В домашних условиях с такой проблемой можно справиться при помощи обыкновенного паяльника.
Чаще всего встречается такая поломка, как разъединение контактов и разрыв проводов. В домашних условиях с такой проблемой можно справиться при помощи обыкновенного паяльника.
На множестве сайтов есть инструкции, как правильно выбрать паяльник и самостоятельно паять, как подобрать припой и флюс. Но в большинстве своем в инструкциях опускается такой важный вопрос как правильно залудить паяльник.
Если неправильно подготовить инструмент к работе, то результаты стараний будут совершенно некачественными, а контакты в приборе – ненадежными.
На метод лужения в основном влияет материал, из которого изготавливается непосредственно жало паяльника.
Медь
Самыми популярными и доступными по цене являются жала, изготовленные из меди и ее сплавов. Данный металл обладает хорошей теплопроводностью, однако имеет большой минус- медное жало очень мягкое и по этой причине очень быстро изнашивается. Также медные жала не подходят для работы над мелкими радиодеталями.
Не обгораемые наконечники
Гораздо лучшие характеристики имеют необгораемые жала. Они тоже выполнены из медных сплавов, но имеют специальное защитное покрытие из никеля или серебра.
Найти инструкцию, как залудить жало такого паяльника не получится – данный процесс выполняется еще на этапе изготовления жала, и благодаря специальному покрытию повторять данную операцию больше не придется.
Сталь
В редких случаях можно встретить паяльники с жалом, выполненным из стали. Этот материал гораздо более долговечный и прочный по сравнению с медью, но обладает очень плохой теплопроводностью. Это обуславливает весьма малую популярность паяльников со стальными наконечниками.
Керамика
В последнее время все больше набирают популярность паяльники с жалами, изготовленными из керамики. Они обладают завидной теплопроводностью, не покрываются окислами и как следствие, не требуют лужения.
Также благодаря своей плотности, керамический наконечник может быть весьма тонким, что как нельзя лучше подходит для работы с мелкими радиодеталями и создания авторской бижутерии.
Составные наконечники
В продаже можно встретить жала, сделанные сразу из нескольких металлов. При создании таких деталей учитываются все плюсы и минусы каждого из используемых металлов, чтобы полностью отразить его достоинства и нивелировать недостатки.
Самым популярным является такое сочетание металлов, как соединение стали, меди и никеля. Твердая сталь служит осью жесткости, мягкая медь служит хорошим проводником, а никелевое покрытие защищает медное жало от окисления.
Начало работы
Начинать работу с новым и уже использовавшимся ранее инструментом необходимо совершенно по-разному.
Как же залудить новый паяльник?
Стоит вспомнить, что в лужении нуждаются только медные и стальные жала. Для других данная процедура не требуется.
Начинать работу с новым паяльником следует с удаления с его поверхности патины – зеленоватого налета, который создают продукты окисления. Удаляется патина при помощи мелкозернистой наждачной бумаги.![]() Далее можно приступать непосредственно к лужению.
Далее можно приступать непосредственно к лужению.
Чтобы знать, как залудить медный паяльник, надо знать, что такое лужение. Под этим термином понимается покрытие поверхности жала тонким слоем разогретого припоя. Данная операция поможет не допустить окисления металла во время работы, что благотворно повлияет на качество шва.
После снятия окислов с нового паяльника и придания нужной формы старому жалу, можно приступать к лужению. Для этого паяльник разогревается до температуры плавления канифоли, после чего ей обрабатывается жало.
Чтобы выполнить этот процесс было легче, можно посмотреть фото как залудить паяльник. Это поможет подобрать оптимальное количество припоя и канифоли для выполнения данной работы.
Фото инструкция как залудить жало паяльника
Как залудить паяльник
Самый обычный паяльник с медным жалом есть практически у каждого.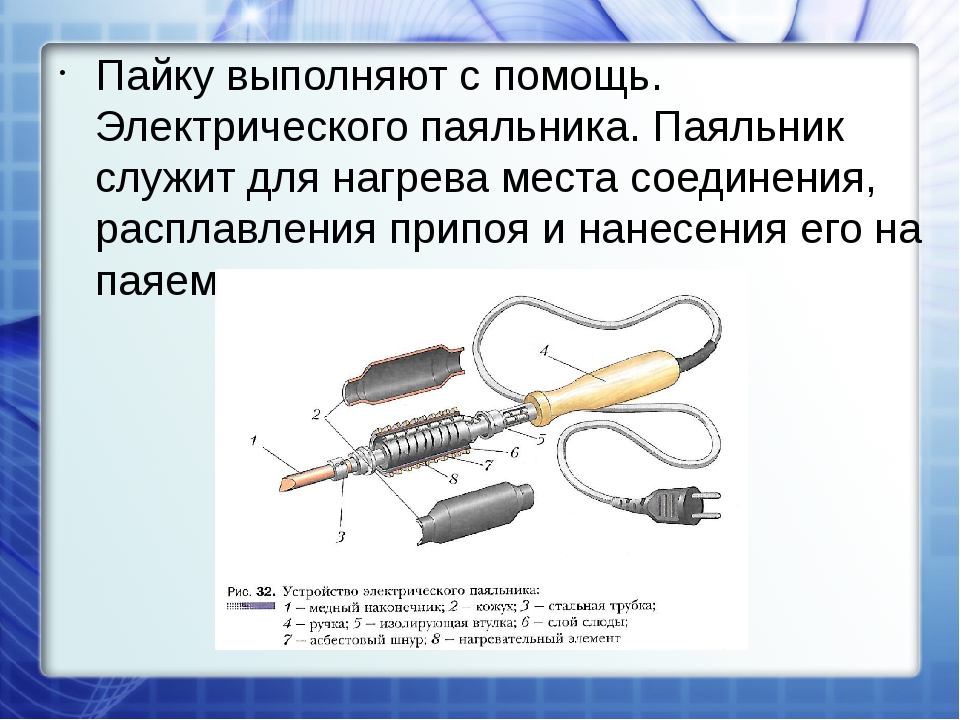 Этот несложный и полезный инструмент необходим далеко не только специалистам, занимающимся радиоэлектроникой. В хозяйстве он тоже часто нужен, например, чтобы спаять два провода или починить какой-либо простейший бытовой прибор своими руками.
Этот несложный и полезный инструмент необходим далеко не только специалистам, занимающимся радиоэлектроникой. В хозяйстве он тоже часто нужен, например, чтобы спаять два провода или починить какой-либо простейший бытовой прибор своими руками.
Однако не у всех начинающих пользователей получается даже самая простейшая операция – лужение паяльника.
Блок: 1/4 | Кол-во символов: 419
Источник: https://SdelaySam-SvoimiRukami.ru/4392-kak-zaludit-payalnik.html
Особенности жала паяльника
Жало – это основная рабочая часть инструмента, которая контактирует со всеми деталями, припоем, заготовками и прочим. Она разогревается сама, а также плавит при нужной температуре все расходные материалы. Несмотря на то, что данная часть делается из прочных металлов, которые обладают высокой температурой плавления и хорошим сопротивлением химическому воздействию, нужно знать как правильно залудить жало паяльника, так как поверх него начинает образовываться окислительная пленка. Ее не видно без специальных приспособлений, но эффект от присутствия этой пленки становится заметен, так как расплавленный припой не остается на жале, а просто растекается по нему и спадает вниз. Невозможно взять нужное количество материала и аккуратно поместить его на требуемое место. Подготовка жала необходима не только для старых, бывавших в работе устройств. Нужно знать как облудить новый паяльник, так как на нем тоже может образоваться данная окись.
Ее не видно без специальных приспособлений, но эффект от присутствия этой пленки становится заметен, так как расплавленный припой не остается на жале, а просто растекается по нему и спадает вниз. Невозможно взять нужное количество материала и аккуратно поместить его на требуемое место. Подготовка жала необходима не только для старых, бывавших в работе устройств. Нужно знать как облудить новый паяльник, так как на нем тоже может образоваться данная окись.
Размер жала и его форма влияют на то, какую именно модель нужно подобрать для определенных операций. Чем толще жало, тем больше мощность паяльника и тем большей температуры он достигает при нагреве. Форма наконечника сказывается на удобстве выполнения определенных операций.
«Важно!
За жалом нужно ухаживать, чтобы оно прожило как можно дольше, так как при выходе его из строя паяльник окажется бесполезным. Для этого нужно постоянно очищать его от остатков припоя по окончании работы.»
Заточка
Помимо лужения паяльника нужно еще знать, как заточить жало паяльника. Ведь только после правильной заточки уже можно работать. Это относится преимущественно к новым моделям, но если от многократного использование жало обросло старыми остатками припоя, то здесь также нужно провести данную операцию.
Заточка жала нового паяльника
Заточка предполагает создание нужной формы наконечника. Стандартным вариантом является заточка под углом в 30-40 градусов с каждой стороны. В итоге должна получиться клинообразная форма. Желательно, чтобы острая часть жала обладала толщиной около 1 мм.
Если нужно паять мелкие детали, то наконечник должен принять форму конуса. При необходимости выпаивания SMD резисторов нужно сделать пропил к краю, что поможет осуществлять данную процедуру одним движением. Все заточки можно произвести обыкновенным напильников с мелкозернистым рельефом.
Как залудить жало паяльника деревянным бруском?
Существует несколько вариантов как залудить паяльник с медным жалом. Одним из них является использование деревянного бруска. Лучше всего для этой операции подходит дерево хвойных пород. С одной стороны оно обеспечивает необходимую шероховатость волокон, так как при мягкой структуре древесины таких пород шероховатость заметно повышается, в сравнение с более твердыми видами. С другой стороны в них содержится природная канифоль, что также является плюсом.
Лучше всего для этой операции подходит дерево хвойных пород. С одной стороны оно обеспечивает необходимую шероховатость волокон, так как при мягкой структуре древесины таких пород шероховатость заметно повышается, в сравнение с более твердыми видами. С другой стороны в них содержится природная канифоль, что также является плюсом.
Лужение жала паяльника деревянным бруском
Рассматривая как правильно облудить жало паяльника, нужно учесть, что для этой процедуры необходимо еще иметь легкоплавкий припой и флюс. Сначала флюс расплавляется и сразу же выливается на древесину, после этого нужно приложить припой, пока не остыла температура и он также смог расплавиться. При появлении на жале окалины ее можно зачищать и залуживать одновременно при помощи полученного бруска древесины со слоем расплавленного флюса и припоя. Такого инструмента должно хватить на долгое время, пока не сотрется наплавленный слой.
Блок: 2/3 | Кол-во символов: 3407
Источник: https://svarkaipayka. ru/oborudovanie/payalniki/kak-zaludit-zhalo-payalnika.html
ru/oborudovanie/payalniki/kak-zaludit-zhalo-payalnika.html
Зачем лудить паяльник?
Ответ на этот вопрос заключается в том, что в процессе пайки возникает необходимость брать разогретым жалом припой (сплав свинца и олова), который затем переносится на место соединения. Но если его не залудить, то эта процедура становится невыполнимой. Припой не прилипает к паяльнику, соответственно, взять нужное количество сплава и перенести на место пайки – невозможно.
Почему так происходит? При контакте разогретого жала с припоем последний расплавляется и прилипает к поверхности. Но только тогда, когда на ней есть слой олова, что и называется – «паяльник луженный». Соответственно, если он испачкан канифолью, флюсом или пластмассой, указанного взаимодействия не получается. Припой просто плавится, образуются капли металла, но к жалу это все дело не пристает.
Правильно луженый паяльник – это инструмент, у которого рабочая часть покрыта тончайшим слоем припоя. К такой поверхности олово охотно прилипает, и его беспрепятственно можно переносить на проводник, плату, радиодеталь и так далее.
Блок: 2/4 | Кол-во символов: 1025
Источник: https://SdelaySam-SvoimiRukami.ru/4392-kak-zaludit-payalnik.html
Материалы для лужения паяльника
Чтобы правильно залудить паяльник с медным жалом, потребуется минимальный набор материалов:
- канифоль сосновая;
- припой;
- наждачная бумага;
- губка для мыться посуды.
Результат будет намного лучшим, если прислушаться к рекомендациям, изложенным далее.
Не стоит использовать канифоль, у которой вышел срок годности. Потемневшую и загрязненную посторонними веществами тоже лучше не брать. Как правило, стандартная канифоль пригодна к использованию в течение двух лет с момента изготовления.
Припой рекомендуется покупать тот, который имеет максимально светлый оттенок. Это означает, что в сплаве больше олова, а свинца, соответственно, меньше. Такой припой лучше плавится и начинающему пользователю с ним проще обращаться.
Наждачная бумага должна быть такой, чтобы после ее применения на медном жале не оставалось глубоких борозд. По этой же причине ни в коем случае не стоит применять для зачистки точильные камни. Отличные результаты дает применение наждачной бумаги с зернистостью P150.
По этой же причине ни в коем случае не стоит применять для зачистки точильные камни. Отличные результаты дает применение наждачной бумаги с зернистостью P150.
Губка для мыться посуды обязательно должна иметь жесткую накладку, так как именно эта сторона используется в работе. Заменить ее можно практически любыми войлочными материалами. Также есть специальные губки для очистки паяльника.
Блок: 3/4 | Кол-во символов: 1250
Источник: https://SdelaySam-SvoimiRukami.ru/4392-kak-zaludit-payalnik.html
Процесс лужения паяльника с медным жалом
Сразу же стоит отметить, что нижеописанным способом можно лудить паяльники только с медным жалом. Если обработать наждачной бумагой керамическое острие, то оно безвозвратно утратит свои свойства, а дорогостоящую насадку останется только выбросить.
Если на рабочей поверхности жала осталось застывшее олово, то его можно удалить следующим образом. Паяльник нужно сперва разогреть. Затем жало опускается в канифоль и чистится о многожильный медный провод, смоченный во флюсе.
Далее рабочую часть инструмента необходимо очистить от нагара. Делается это при помощи наждачной бумаги. Особо усердствовать не нужно, так как медь является довольно мягким металлом.
Особое внимание уделяется той части жала, которым осуществляется пайка.
Сразу же после очистки паяльник включается в сеть и разогревается до рабочей температуры. Поскольку медь очень быстро окисляется, рекомендуется уже в процессе нагрева опустить жало в канифоль. Так ограничивается доступ кислорода, и поверхность не покроется оксидом в считанные секунды. При высоких температурах этот процесс ускоряется в разы.
Когда паяльник как следует разогреется, он вынимается из канифоли и подводится к припою. Набрав достаточное количество сплава (олово должно отлично прилипать к очищенной поверхности), жало нужно опять погрузить в канифоль несколько раз. За счет большого поверхностного натяжения олово равномерно разойдется по рабочей поверхности паяльника.
Улучшить результат можно с помощью картона, предварительно покрытого канифолью. Если поводить жалом с припоем по такой поверхности, олово лучше распределится и ляжет более тонким слоем.
Далее необходимо очистить паяльник от лишнего расплавленного металла. Для этого нужно несколько раз провести луженным жалом по влажно губке. На этом этапе следует быть осторожным, чтобы заново не испачкать инструмент. Сразу же после очистки жало опускается в канифоль, чтобы защитить нанесенное покрытие.
Результатом вышеописанной процедуры должен быть идеально залуженный паяльник с тончайшим слоем олова на рабочей поверхности. Если все сделать правильно, то последующий за этим процесс пайки будет простым даже для начинающего пользователя.
Блок: 4/4 | Кол-во символов: 2212
Источник: https://SdelaySam-SvoimiRukami.ru/4392-kak-zaludit-payalnik.html
Лужение современного покрытия
Наконечники из керамики и никеля не нужно лудить. Так читают производители, но это не более чем . Современные покрытия тоже склонны к окислению, только процесс происходит медленнее. Залудить жало паяльника паяльной станции современного типа обычным способом не получится — покрытие будет стёрто.
Современные покрытия тоже склонны к окислению, только процесс происходит медленнее. Залудить жало паяльника паяльной станции современного типа обычным способом не получится — покрытие будет стёрто.
Очистку выполняют мокрой тряпочкой их х/б ткани. Берут твёрдую канифоль, куда ложат немного припоя. Наконечник следует натереть тряпочкой и моментально окунуть в канифоль. Кусок припоя утапливают вертикально вниз. Припой плавится и обволакивает конус жала.
Блок: 4/6 | Кол-во символов: 580
Источник: https://pochini.guru/sovety-mastera/kak-zaludit-zhalo-payalnika
Как залудить жало металлической губкой?
Порой случается так, что не лудится жало паяльника, даже если обработка ведется в течение достаточно длительного времени. Применение металлической губки может существенно сменить ситуацию. Для этого подойдут как обыкновенные бытовые варианты, так и профессиональные губки.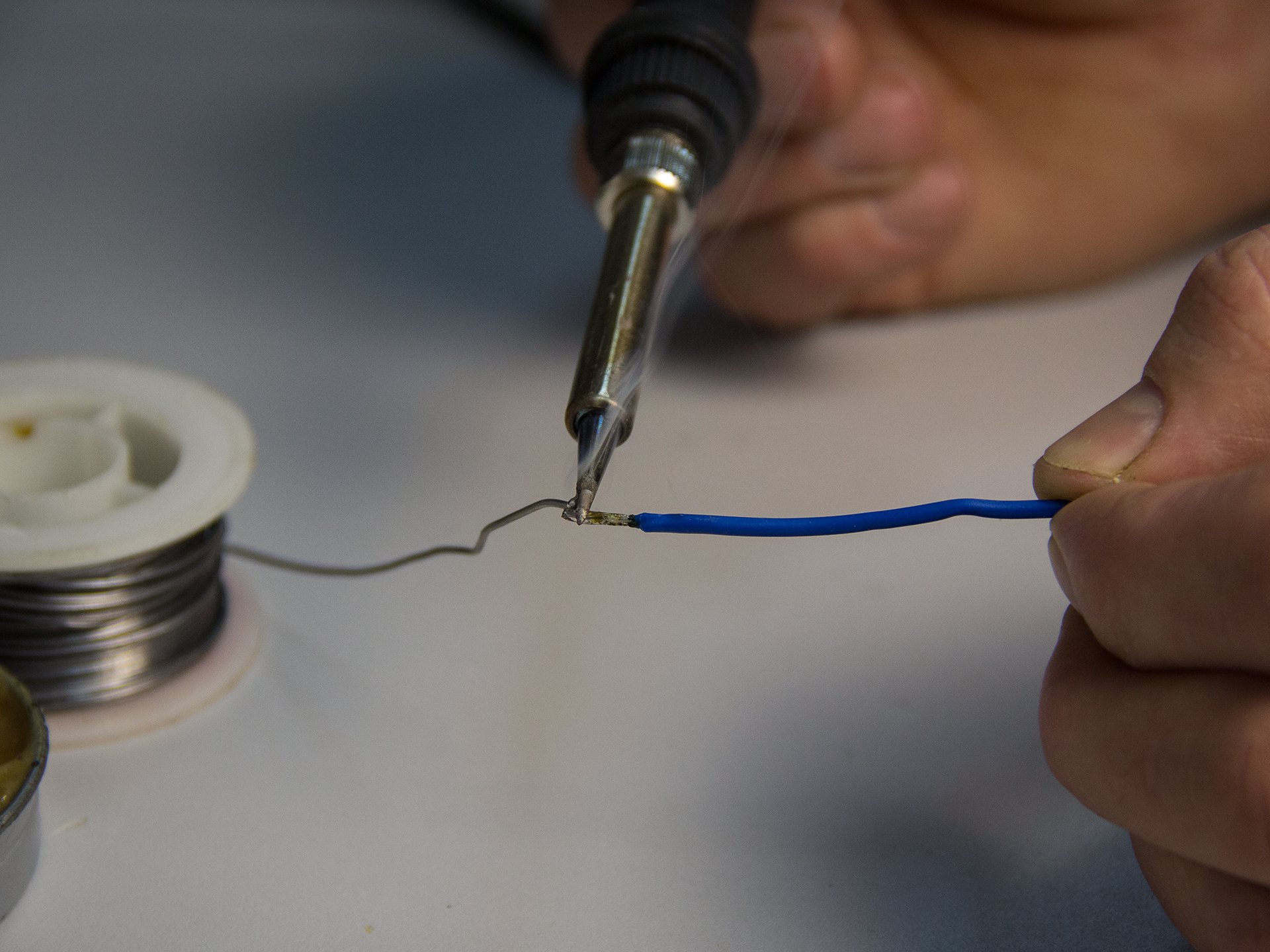 В фирменных паяльных станциях можно встретить специальные устройства для сухой очистки жала, которые сделаны как стальная губка.
В фирменных паяльных станциях можно встретить специальные устройства для сухой очистки жала, которые сделаны как стальная губка.
Использование металлической губки для лужения жала
«Обратите внимание!
Это действительно надежный и быстрый способ лужения.»
Выбирая способы как залудить жало паяльника в домашних условиях можно не использовать не просто саму губку, чего может быть вполне достаточно, но добавить улучшения. Если ее измазать в густом флюсе, к примеру, в паяльном сале, то эффект будет более существенным. На само жало можно нанести кусочек припоя, когда оно разогреется, это поможет одновременно очистить его и залудить. Данный способ подходит для таких видов жала как:
- Медное;
- Никелевое;
- Керамическое.
«Важно!
Не стоит сильно аккуратно нажимать губку при лужении, так как такими действиями очень сложно испортить паяльник, а оставить непроработанные участки вполне возможно, так что лучше сделать обработку с усилием.
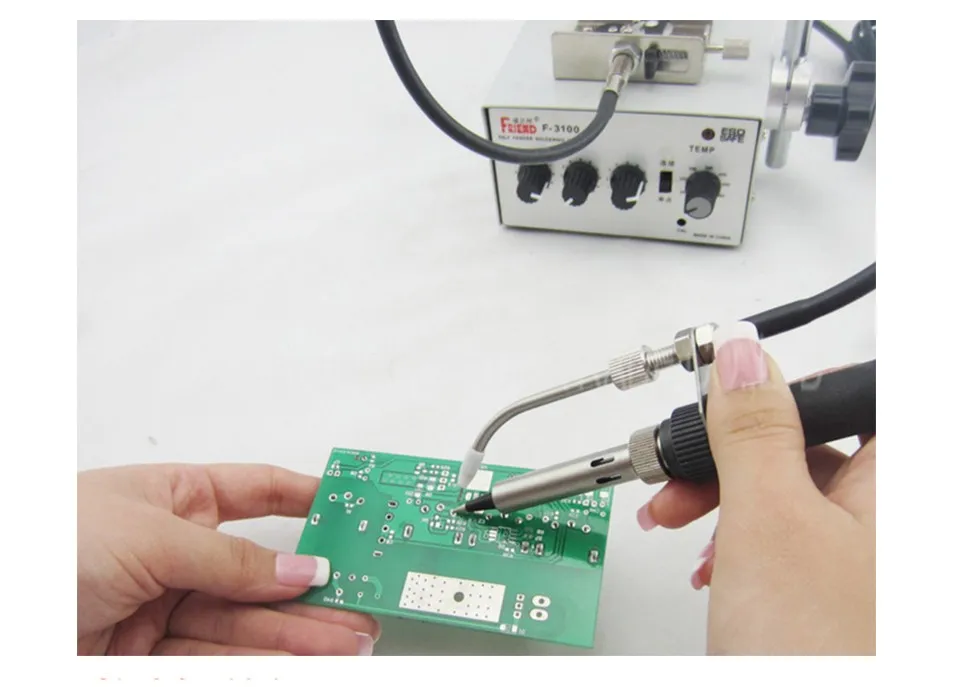 »
»Как залудить жало в канифоли?
Лужение жала паяльника канифолью
Способы как залудить жало паяльника без канифоли могут оказаться более простыми, но с использованием данного материала можно проводить работу даже со старыми инструментами, в которых использовалась мягкая медь для производства жала. Основная проблема здесь заключается в быстром окислении материала, так что после очистки мастер даже не сможет быстро донести паяльник до места работы, как все уже снова окислится. Единственным способом для этого является лужение непосредственно в канифоли. Для этого требуется подложить кусок стальной проволоки или какой-либо аналогичный предмет под инструмент. Жалом нужно тереть до момента расплавления флюса. Желательно использовать в это время припой.
Устаревшие способы
Если поинтересоваться, как правильно облудить паяльник у людей, которые занимались пайкой достаточно давно, но при этом показывали хорошие результаты, то можно встретить такие способы, которые сейчас редко используются. К ним относятся:
К ним относятся:
- Напильник. Обработка напильником без дополнительных приспособлений помогает достичь результата, но не дает гарантии, что все надолго сохранится. Это влияет на более быстрое израсходование ресурса жала.
- Деревянный верстак или другая некрашеная древесина. Это очень простой подручный способ, который позволит достичь нужного результата при длительном воздействии.
- Сосновая канифоль. Эффективный, но малоприятный способ из-за запахов, которые раздаются при расплавлении.
- Тугоплавкий припой. Материал дольше остается на жале благодаря тому, что температура его плавления выше, чем у остальных материалов.
Особенности лужения современного жала паяльника
У многих возникает вопрос, как залудить новый паяльник, у которого наконечник сделан из никеля или керамики. Есть специальные способы, как залудить жало паяльника паяльной станции с не обгорающим жалом. Стандартные методы здесь не всегда подходят.
Для начала нужно взять тряпку.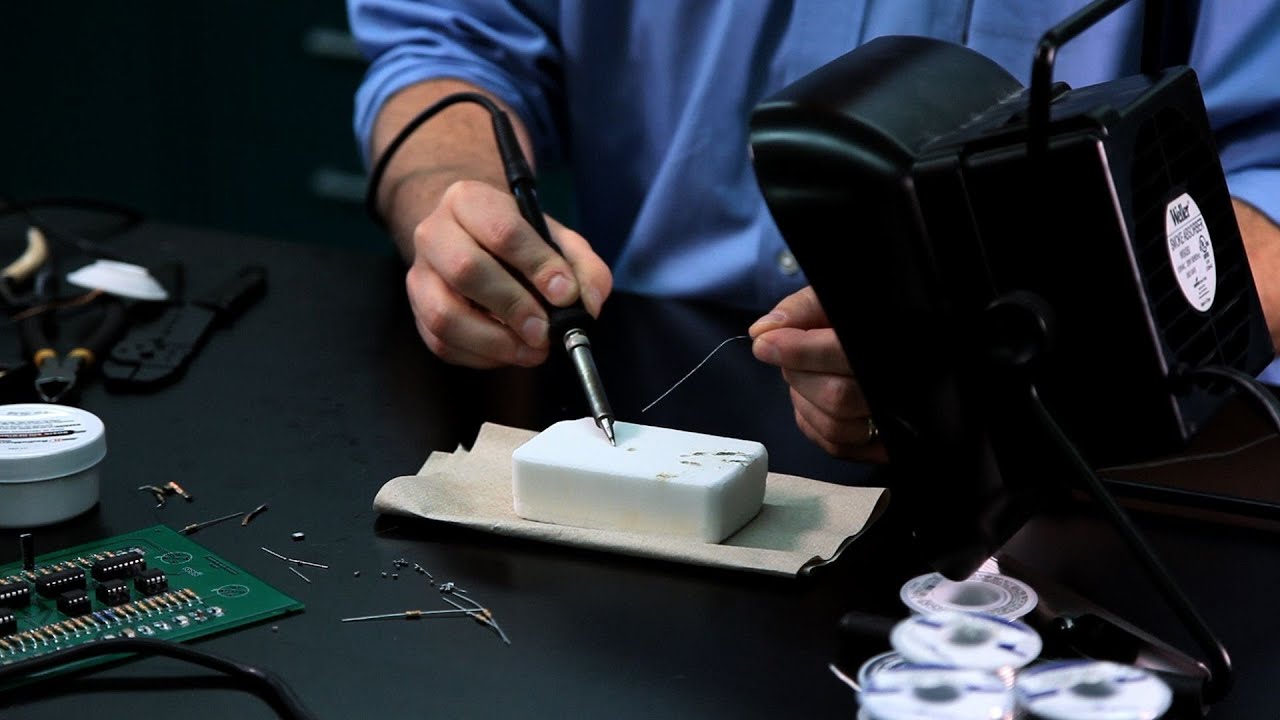 Устройство разогревается и попутно натирается тряпкой. При должном нагреве его нужно опустить в канифоль, которую следует подготовить заранее, попутно утапливая в ней кусок олова. Это обволакивает поверхность наконечника и помогает бороться с окислением.
Устройство разогревается и попутно натирается тряпкой. При должном нагреве его нужно опустить в канифоль, которую следует подготовить заранее, попутно утапливая в ней кусок олова. Это обволакивает поверхность наконечника и помогает бороться с окислением.
Заключение
Существует масса способов как залудить жало паяльника с покрытием и без него. Каждый мастер использует свои методы, которые ему наиболее удобны. Эффективность каждого из них будет видна на практике. Единственно верного решения для всех не существует и нужно индивидуально подбирать каждый вариант.
Блок: 3/3 | Кол-во символов: 3728
Источник: https://svarkaipayka.ru/oborudovanie/payalniki/kak-zaludit-zhalo-payalnika.html
Классический метод и профилактика
Предыдущие способы придумали мастера относительно недавно. Наши предки, даже ещё отцы, делали лужение несколько иначе. Для этого требовался напильник с мелкой насечкой, верстак для работы (можно заменить доской), канифоль и максимально тугоплавкий припой.
Порядок действий:
- Зачищают одну грань основания.
- Глубоко погружают инструмент в канифоль и натирают грань о дерево.
- Контакт о дерево проводят на месте, где предварительно заготовлен припой. Процедуру повторяют несколько раз.
- Занимаются второй гранью.
- Залуживают круглую поверхность прута.
Процедура отнимет минут 10, не меньше. Большое количество времени на подготовку окупается тем, что с инструментом можно работать несколько дней без особой подготовки.
Работа продолжительное время спровоцирует перегрев. Повышение температуры усиливает окисление и прут приходится готовить к работе чаще. Дабы избежать лишних процедур следует придерживаться некоторых правил.
Профилактические меры от окисления:
- Максимальную мощность нельзя использовать постоянно.
- Регулятор температуры в паяльной станции следует выставлять на минимально возможное значение.
- Опытные мастера оснащают подставку для паяльника выключателем с ограничителем напряжения — при неиспользовании инструмента нагрев сохраняется, а покрытие не окисляется.
- После каждой пайки следует восстановить покрытие.
Инструмент всегда нужно держать наготове. После продолжительного простоя жало паяльника не лудится из-за сильного окисления. Восстановление адгезии покрытия, особенно из меди, проводят канифолью. После погружения в неё жало натирают тканью х/б. Во время работы паяльник тоже периодически нужно очищать.
Блок: 6/6 | Кол-во символов: 1642
Источник: https://pochini.guru/sovety-mastera/kak-zaludit-zhalo-payalnika
Количество использованных доноров: 3
Информация по каждому донору:
- https://svarkaipayka.ru/oborudovanie/payalniki/kak-zaludit-zhalo-payalnika.html: использовано 2 блоков из 3, кол-во символов 7135 (50%)
- https://SdelaySam-SvoimiRukami. ru/4392-kak-zaludit-payalnik.html: использовано 4 блоков из 4, кол-во символов 4906 (34%)
- https://pochini.guru/sovety-mastera/kak-zaludit-zhalo-payalnika: использовано 2 блоков из 6, кол-во символов 2222 (16%)
 ru/4392-kak-zaludit-payalnik.html: использовано 4 блоков из 4, кол-во символов 4906 (34%)
ru/4392-kak-zaludit-payalnik.html: использовано 4 блоков из 4, кол-во символов 4906 (34%)Технология пайки проводов: последовательность выполнения
Каждому приходилось сталкиваться с проблемой разрыва проводов в технике. Обращаться с такой мелочью в мастерскую нерезонно, проще освоить технику пайки, что поможет осуществлять ремонт бытового оборудования в домашних условиях.
Суть технологии
Существует несколько методов пайки проводов, но для начинающих рекомендуется ручной способ. Такой вариант подходит для соединения металлических проводников, для пропилена и других пластиков используется другая технология.
Процесс пайки абсолютно доступный и понятный. Соединяемые концы обрабатываются специальным веществом, после чего фиксируются с помощью припоя. Температура плавления припоя должна быть ниже, нежели металлов, которые использованы в проводниках. Качественная спайка выдерживает вес, превышающий материал проводников.
Качественная спайка выдерживает вес, превышающий материал проводников.
Временем пайки считается период от разогрева припоя до полного его застывания. Общая продолжительность создания одного соединения составляет 4-5 минут.
Что понадобится для пайки
Для спаивания проводов понадобится паяльник, припой и флюс. Выполнять работы лучше на деревянной подставке. Для паяльника нужно заранее подготовить подставку, чтоб горячее жало не повредила поверхность стола.
Для зачистки подойдёт любой скребок, использовать наждачную бумагу с камешками крупной фракции нельзя. Перед выполнением работ поверхности нужно обезжирить, поэтому стоит подготовить ещё спиртовой раствор и ватные диски или палочки.
Для удобства следует приготовить также пинцет, защитные очки. Первый инструмент поможет состыковать тоненькие элементы, а очки предупредят травмирование глаз. В процессе пайки могут отскочить раскалённые пружинки или провода, что повлечёт разные проблемы. Защита обеспечит мастеру безопасность.
Последовательность выполнения пайки проводов
Технологический процесс спаивания двух металлических тонких проводников состоит из следующих этапов.
1. Зачистка поверхностей проводников, удаление коррозии, других загрязнений. Процесс выполняется аккуратно до блеска металла. Любой сторонний налёт сделает соединение ненадёжным.
2. Зачищенные концы проводников покрывают флюсом. Это специальное вещество, которое хорошо удаляет фрагменты окисла, а также предотвращает окисление проводов в процессе эксплуатации. При выборе флюса предпочтение стоит отдавать твёрдым и пастообразным веществам, жидкость в этом деле малопригодна.
3. С помощью паяльника расплавляется припой и ровным тонким слоем наносится на концы проводников. Припой должен хорошо соединиться к металлу.
4. Соединить провода временной скруткой или с помощью пинцета. В качестве альтернативы можно использовать тиски.
5. Нанесение флюса на стыковку для предупреждения образования ржавчины под припоем.
6. Расплавить паяльником припой и распределить вещество вокруг состыкованных концов проводников. Если фиксация оказалась слабой, рекомендуется подобрать другой вид припоя.
Завершаются работы очисткой жала паяльника и обработкой его неактивным флюсом (если оно луженое). Флюсованный инструмент поможет в дальнейшем выполнять качественную пайку. Хранить паяльник рекомендуется в закрытой коробке.
Популярные вопросы
Чем нужно зачищать концы проводов?
Использовать грубые абразивы для зачистки не рекомендуется. Их частицы застревают в поверхности, удалить полностью не представляется возможным. А при эксплуатации абразивы провоцируют развитие процесса окисления. Качественную зачистку обеспечат: скребок, нож, напильник, надфиль. При работе с токопроводящими проводами рекомендуется предварительно покрыть их активированным флюсом, остатки которого следует удалить по окончании пайки.
Какой мощности выбрать паяльник для бытовых нужд?
Мощность определяет функции инструмента. Если основная часть работ планируется с профилями и толстыми проводниками, то подойдёт устройство до 65 Вт. Пайку проводов диаметром до 0,6 мм осуществляют паяльником до 25 Вт.
Если основная часть работ планируется с профилями и толстыми проводниками, то подойдёт устройство до 65 Вт. Пайку проводов диаметром до 0,6 мм осуществляют паяльником до 25 Вт.
Играет ли роль способ скрутки на прочность и функционал соединения?
Каждый способ имеет своё предназначение:
• простые скрутки подходят для одножильных и многожильных проводов, но их предварительно следует очистить от изоляционного слоя;
• бандажные соединения используются при работе с толстыми токоведущими проводами;
• желобковые выполняются с проводниками, имеющими легкоплавкую изоляцию;
• простая, но последовательно выполненная скрутка (британская) применяется для соединения токоведущих кабелей, имеющих сечение до 1,4 мм2.
Сколько времени нужно греть припой?
Некоторые при пайке берут припой на паяльник. Делать этого не нужно. Достаточно установить припой над скруткой проводников и прогреть его, едва касаясь жалом. Достаточно 3-4 секунды для плавления вещества.
Достаточно 3-4 секунды для плавления вещества.
По каким признакам можно понять, что пайка выполнена удачно?
На успешно выполненную работу указывают следующие признаки:
• слой припоя должен покрывать все концы проводников;
• цвет пайки должен быть блестящим, а не матовым;
• при механическом воздействии (лёгком!) соединение сохраняет целостность.
Требуется ли какая-либо подготовка нового паяльника к работе?
Да, жало нового инструмента необходимо очистить от окиси и покрыть оловом. Наконечник после нагрева трут о нашатырный камень, после чего расплавляют на нём каплю припоя. Завершается подготовка паяльника обычной чисткой жала.
Посмотрите видео «Как паять паяльником»
Поделиться:
Пайка мягкими припоями — Пайка
Пайка мягкими припоями
Категория:
Пайка
Пайка мягкими припоями
Пайка мягкими припоями делится на кислотную и бескислотную. При кислотной пайке в качества флюса употребляют хлористый цинк или техническую соляную кислоту, при бескислотной пайке — флюсы, не содержащие кислот: канифоль, терпентин, стеарин, паяльную пасту и др. Бескислотной пайкой получают чистый шов; после кислотной пайки не исключена возможность появления коррозии.
При кислотной пайке в качества флюса употребляют хлористый цинк или техническую соляную кислоту, при бескислотной пайке — флюсы, не содержащие кислот: канифоль, терпентин, стеарин, паяльную пасту и др. Бескислотной пайкой получают чистый шов; после кислотной пайки не исключена возможность появления коррозии.
Пайка мягкими припоями включает подготовку изделий к пайке, подготовку паяльника, расплавление припоя, охлаждение и очистку шва.
Подготовив изделий к пайке. Прочное паяное соединение может быть получено только в том случае, если место пайки предварительно очищено от грязи, жиров, продуктов коррозии и окисных пленок, которые сильно мешают растеканию припоя и его проникновению в шов. Поверхность изделий перед пайкой зачищают, обезжиривают, травят, промывают, сушат и собирают.
Механическую очистку поверхности изделий от окислов, ржавчины и окалины выполняют наждачной бумагой, напильниками, металлическими щетками, шлифовальными кругами, стальной или чугунной дробью.
Химическое обезжиривание в щелочных ваннах является наиболее простым и эффективным способом; заключается оно в обработке изделий в тонко размолотой венской извести, разведенной водой до кашицеобразного состояния, которую кистью наносят на изделие, тщательно протирают и смывают водой.
Обезжиривание в органических растворителях применяют для удаления толстого слоя масла с изделий со сложными поверхностями, с внутренними полостями и глубокими отверстиями. Для этого применяют ацетон, бензол, скипидар, бензин, метиловый, этиловый спирт и др.
Химическое травление применяют в тех случаях, когда имеющиеся на поверхности изделия пленки окислов и других соединений обезжириванием не удаляются и препятствуют образованию прочного соединения припоя с паяемым металлом. Травление осуществляют погружением изделий в растворы серной, соляной, фосфорной и других кислот.
Очистка с помощью ультразвука резко сокращает процесс очистки деталей от жировых загрязнений. Этот способ применяют в случаях, когда другие способы не обеспечивают нужную чистоту поверхности. В ультразвуковых ваннах в качестве очищающей среды используют органические растворители, щелочные растворы, горячую воду, мыльный раствор и др.
В ультразвуковых ваннах в качестве очищающей среды используют органические растворители, щелочные растворы, горячую воду, мыльный раствор и др.
Подготовка паяльника заключается прежде всего в заправке его под углом 30 — 40° и очищении от следов окалины. Затем обушок паяльника нагревают, следя, чтобы его рабочая часть находилась в некоптящей зоне пламени и нагрев осуществлялся до определенных температур: до 250 —300 °С при пайке мелких деталей и до температуры 340 —400 °С при пайке крупных. Следят, чтобы паяльник не перегрелся. Перегрев паяльника выше 500 °С повышает окалинообразование и затрудняет лужение наконечника. Если паяльник недостаточно нагрет, то припой на спаиваемых поверхностях быстро остывает и превращается в кашеобразную массу. Такая пайка очень непрочна.
Признаком перегрева является появление зеленоватого пламени и быстрое сгорание канифоли с выделением дыма вместо ее плавления. О нормальном нагреве паяльника судят по легкому покраснению обушка. При перегреве паяльник снимают с огня, дают ему немного остыть, зажимают в тисках и опиливают плоским напильником рабочий конец дочиста с обеих сторон и снимают с ребер заусенцы. Во время длительной пайки периодически очищают рабочую часть паяльника от окалины стальной щеткой и напильником.
Во время длительной пайки периодически очищают рабочую часть паяльника от окалины стальной щеткой и напильником.
Нагретый паяльник быстро снимают с огня, очищают от окалины погружением в хлористый цинк, затем набирают с прутка 1—2 капли припоя и двигают паяльником по куску нашатыря, пока конец паяльника не покроется ровным слоем припоя. Затем протравливают места пайки.
Паяльник накладывают на место спая, немного придерживая его на одном месте для прогрева детали, затем медленно и равномерно перемещают по месту спая. При этом расплавленный припой стекает с паяльника и заполняет зазоры шва (0,05-0,15 мм).
Рис. 1. Пайка мягкими припоями: а — заправка паяльника, б — нагрев обушка, в — очистка от окалины хлористым цинком, г — захват расплавленного припоя, д — облуживание на кусковом нашатыре, е — протравливание места паяния (нанесение флюса), ж — нанесение припоя (заполнение зазора)
Для предохранения соседних со швом участков детали от нагрева их покрывают мокрыми тряпками или погружают в воду. После охлаждения паяный шов очищают, промывают, протирают сухой ветошью.
После охлаждения паяный шов очищают, промывают, протирают сухой ветошью.
Нагретый паяльник нельзя класть на стол или верстак: он быстро отдаст тепло и загрязнится. Паяльник кладут на подставку (рис. 2, а). Рабочее место паяльщика показано на рис. 2, б, в.
Рис. 2. Паяльник на подставке (а), рабочее место паяльщика (б, в)
Рис. 3. Приемы пайки: а — стыкового шва, б — нахлесточного шва, в — тонкой пластины с толстым нахлесточным швом, г — трубы
При массовом изготовлении деталей пайку осуществляют погружением в ванну с расплавленным припоем.
Прием пайки встык показан на рис. 3, а, внахлестку — на рис. 3, б, тонкой пластины с толстой внахлестку — на рис. 3, в, внутренних швов труб — на рис. 361, г и толстых проводов — на рис. 3, д.
Особенности пайки сосудов для хранения горючих жидкостей. Пайка сосудов (бочек, бидонов) для горючих жидкостей или газов во избежание взрыва требует особых мер предосторожности.
Прежде всего сосуды тщательно промывают. Перед пайкой их доверху наполняют водой и выдерживают некоторое время, чтобы пары остатков горючего вытеснились полностью. Слив воду, приступают к пайке.
Перед пайкой их доверху наполняют водой и выдерживают некоторое время, чтобы пары остатков горючего вытеснились полностью. Слив воду, приступают к пайке.
Перед пайкой можно также бак пропарить или промыть горячей водой до исчезновения запаха горючего (лучше промыть 6%-ным раствором каустической соды). Непромытый сосуд к рабочему месту подносить нельзя, так как при работающей паяльной лампе малейшая неосторожность может повлечь за собой взрыв сосуда.
Когда пайка закончена и изделие полностью охладилось, со шва снимают излишек припоя, изделие промывают и высушивают в сушилке сухими опилками или сжатым воздухом.
Пайку труб выполняют в следующем порядке: очищают напильником или шабером место пайки, наносят кисточкой флюс на место спая, прикладывают нагретый и облуженный паяльник и пруток припоя к месту спая, расплавляют припой, равномерно и медленно непрерывно перемещают паяльник по линии шва, давая припою заполнить шов. После окончания пайки и полного остывания трубы удаляют флюс, промывают трубу с теплой воде.
Особенности пайки некоторых металлов и сплавов. Низкоуглеродистые стали хорошо подвергаются пайке как мягкими, так и твердыми припоями. В качестве мягких припоев применяют оловянно-свинцовые припои, а в качестве флюса — хлористый цинк или канифоль.
Высокоуглеродистые и инструментальные стали можно паять медно-цинковыми и серебряными припоями.
Пайку чугунных деталей выполняют латунными и серебряными припоями. Перед пайкой детали очищают от окислов, масла и обрабатываемую поверхность зачищают механическим способом. Затем в месте спая кислородно-ацетиленовым пламенем с избытком кислорода выжигают свободный графит, детали прогревают и очищают от окислов и покрывают бурой. Нагревание можно производить паяльной лампой, не допуская нагрева детали выше 900 °С.
После окончания пайки чугунные детали отжигают: нагревают до температуры 700 —750 °С, выдерживают при этой температуре в течение 20 — 25 мин, затем охлаждают на воздухе. Доброкачественный шов получается в том случае, когда поверхности спаиваемых деталей до пайки, покрывают медью.
П айка нержавеющих сталей сопряжена с некоторыми трудностями, так как вследствие химического воздействия кислорода на легирующие элементы при нагреве происходит окисление поверхности стали. В целях удаления окислов и дальнейшего предупреждения их образования применяют различные флюсы (например, буру). Нержавеющие стали паяют припоем ПСр45.
Медь и ее сплавы, хорошо паяются всеми способами.
Пайка алюминия является весьма трудной операцией. Это связано с тем, что алюминий очень быстро окисляется на воздухе, покрываясь очень тонкой пленкой окиси, которая трудно поддается пайке.
Окисную пленку удаляют в процессе пайки механическим, химическим или ультразвуковым способом. Перед пайкой поверхность изделия обезжиривают в бензине или горячем 10% -ном растворе каустической соды и протравливают в растворе кйслоты или зачищают. При механическом способе удаления окислов место шва нагревают до температуры плавления припоя, наносят расплавленный припой (цинк, олово или их сплавы) и шабером, щеткой под слоем припоя разрушают окисную пленку.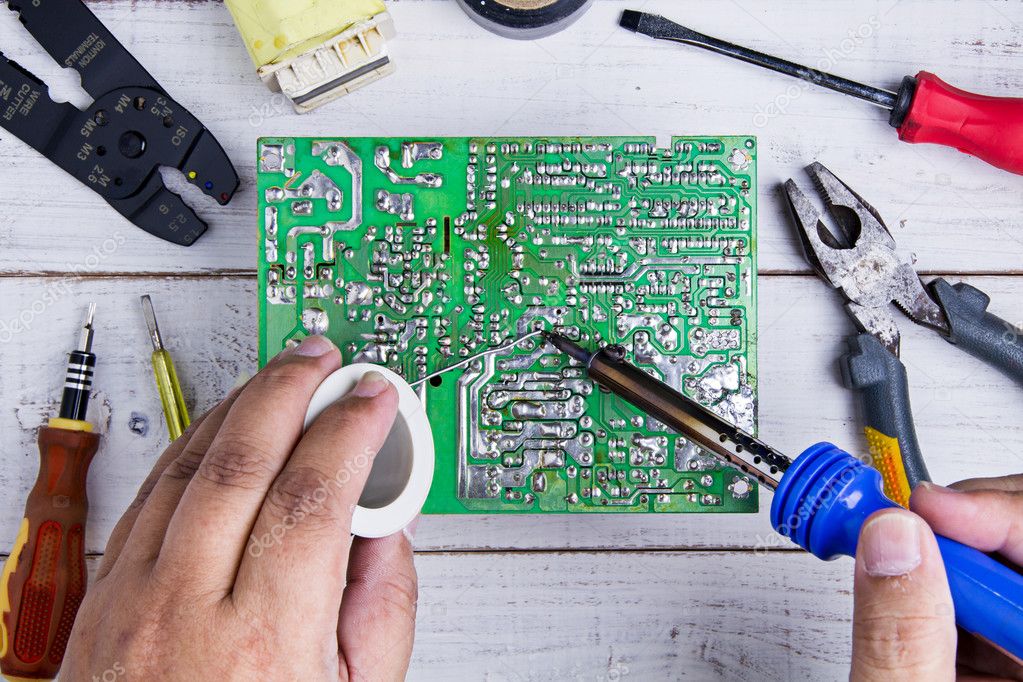 Припой смачивает поверхность алюминия и образует после охлаждения шов.
Припой смачивает поверхность алюминия и образует после охлаждения шов.
Лучшие результаты пайки алюминия дает применение ультразвуковых паяльников, которые создают в расплавленном припое колебания ультразвуковой частоты (от 20 кГц до 1 ГГц), частички припоя увлекаются, ударяют о поверхность алюминии и разрушают окисную пленку. Для ультразвуковой пайки применяют припой на цинковой или оловянной основе с добавлением кадмия и алюминия.
При химическом способе окисная пленка разрушается активными флюсами. В качестве флюса применяют смесь из 10% фтористого натрия, 8% хлористого цинка, 32% хлористого лития и 50% хлористого калия. Место пайки и пруток припоя подогревают до температуры 300 — 400 °С. Припой погружают в порошкообразный флюс, а место пайки дополнительно подогревают до температуры несколько большей температуры плавления припоя. Проводя припоем с нажимом и быстро по подогреваемому шву, флюсом удаляют окисную пленку.
Припой плавится и заполняет шов. Для удаления остатков флюса изделие после пайки промывают.
—-
Мягкими припоями называются легкоплавкие припои с температурой плавления ниже 400 °С. Эти припои имеют малую механическую прочность: предел прочности при растяжении обычно не превышает 5—7 кГ/мм2. Пайку мягкими припоями можно применять почти для всех металлов в разнообразных сочетаниях, в том числе и для таких легкоплавких, как цинк, свинец, олово и их сплавы. Наиболее употребительные мягкие припои обычно содержат значительное количество олова.
Мягкие припои изготовляют в виде прутков, болванок, проволоки (обычно диаметром 3 мм), трубок, набитых флюсом (вес флюса составляет около 5% веса припоя), порошка и пасты из порошка припоя с флюсом. Поверхности спая должны быть хорошо очищены механическими и химическими средствами или предварительно облужены. Флюсы при пайке мягкими припоями, как правило, необходимы. Для флюсов применяются сравнительно слабо действующие на металл органические вещества или неорганические соединения, действующие сильнее и разъедающие металл. К первой группе веществ можно отнести канифоль, хорошо очищающую медь и латунь от окислов, и стеарин, особенно подходящий для пайки свинца и свинцовых сплавов.
К первой группе веществ можно отнести канифоль, хорошо очищающую медь и латунь от окислов, и стеарин, особенно подходящий для пайки свинца и свинцовых сплавов.
Мягкая пайка производится паяльниками и газовыми горелками, погружением в ванны и т. д. Наиболее распространена пайка паяльниками. Рабочую часть паяльника изготовляют из меди; форма паяльника должна соответствовать форме соединения, а вес — размерам изделия и толщине металла, чтобы паяльник мог, не охлаждаясь значительно, нагреть кромки до необходимой температуры. Нагреваются паяльники на горнах, паяльных лампах и газовых горелках. Для непрерывной работы к паяльникам могут быть пристроены бензиновые или газовые горелки. Наиболее удобны в работе распространенные на производстве паяльники с электрическим нагревом, которые обеспечивают наивысшую производительность и наилучшие условия труда. Горелки для мягкой пайки работают на дешевых промышленных или природ-’ ных горючих газах, сжигаемых с воздухом.
Распространенным способом пайки является погружение деталей в металлические ванны с расплавленным припоем. Удобны котелки для расплавленного припоя с электрическим нагревом. Иногда, например для свинцовых труб и кабельных оболочек, производится пайка растиранием. Место пайки обливают расплавленным припоем и формуют в полурасплавленном состоянии растиранием ветошью или паклей. При мягкой пайке алюминия растирание в несколько иной форме применяется для разрушения пленки окиси алюминия, которую не могут растворить флюсы при низких температурах мягкой пайки. На нагретое до температуры пайки место наносят припой и растирают проволочной щеткой или скребком до облуживания поверхности, после чего добавляют необходимое количество припоя (технически чистый цинк или различные легкоплавкие сплавы цинка, олова, иногда с добавкой алюминия).
Удобны котелки для расплавленного припоя с электрическим нагревом. Иногда, например для свинцовых труб и кабельных оболочек, производится пайка растиранием. Место пайки обливают расплавленным припоем и формуют в полурасплавленном состоянии растиранием ветошью или паклей. При мягкой пайке алюминия растирание в несколько иной форме применяется для разрушения пленки окиси алюминия, которую не могут растворить флюсы при низких температурах мягкой пайки. На нагретое до температуры пайки место наносят припой и растирают проволочной щеткой или скребком до облуживания поверхности, после чего добавляют необходимое количество припоя (технически чистый цинк или различные легкоплавкие сплавы цинка, олова, иногда с добавкой алюминия).
Прочность мягких припоев незначительна, поэтому соединения, подвергающиеся значительной нагрузке, рекомендуется до пайки прочно скреплять точечной сваркой, заклепками, развальцовкой, фальцовкой, шпильками и т. д., припой в этом случае служит преимущественно для уплотнения шва и придания ему герметичности.
—
Пайка как метод соединения металлов, является одним из самых распространенных и в то же время мало изученных производственных процессов.
Сведения по пайке большей частью отрывочны, необъективны и часто вводят в заблуждение. В настоящем руководстве Комитет пайки при Американском обществе сварщиков обобщил имеющиеся данные по мягкой пайке, стараясь дать их в ясной и сжатой форме.
Согласно определению Американского общества сварщиков, пайка представляет собой процесс соединения металлов нагревом с использованием присадочного металла (обычно цветного), температура плавления которого ниже, чем основного металла. Присадочный материал распределяется в зазоре между соответствующим образом подогнанными деталями noft действием капиллярных сил.
По температурному признаку пайку принято подразделять на мягкую (ниже 427 °С) и твердую (свыше 427 °С).
Твердая пайка была подробно рассмотрена в.«Руководстве по твердой пайке», выпущенном Американским обществом сварщиков
Материал в данном руководстве изложен в порядке, который, по мнению составителей, является наиболее удобным для понимания основных положений технологического процесса. Специалист в области пайки для получения ответов на интересующие его вопросы может обратиться к разделам о пайке соответствующих металлов и в случае необходимости может возвратиться к основным принцип&м пайки.
Специалист в области пайки для получения ответов на интересующие его вопросы может обратиться к разделам о пайке соответствующих металлов и в случае необходимости может возвратиться к основным принцип&м пайки.
Выбор флюса, припоя и способа нагрева в значительной степени определяется свойствами металлов, подлежащих пайке. Паяемый металл обычно выбирают исходя из специальных требований: электропроводности, веса, коррозионной стойкости и т. д. Возможность легкой пайки металла, сплава или металла с каким-либо покрытием часто определяется активностью флюса, который может быть применен. Если металл паяется трудно, то следует применить более активный флюс или прибегнуть к специальным флюсам и припоям. Некоторые металлы настолько трудно паяются с применением любых флюсов, что целесообразно применить какой-нибудь другой способ соединения.
Приведенная ниже таблица дает представление о возможностях пайки металлов, сплавов и металлов с покрытиями с применением различных флюсов.
Большинство металлов паяется без затруднения, если технология правильна. Выбор припоя, флюса, способов очистки и нагрева определяется условиями работы изделия. Более полно технологический процесс пайки рассматривается в главах, посвященных соединению отдельных металлов.
Для того чтобы при использовании процессов, описанных в данном руководстве, получить качественное соединение, необходимо выполнять следующие требования.
1. Конструкция соединения. Соединение должно быть сконструировано в соответствии с требованиями пайки.
2. Очистка поверхности. Соединяемые поверхности должны быть тщательно очищены, чтобы припой мог омачивать основной металл.
3. Нанесение флюса. Флюс должен удалять оставшиеся следы окисной пленки и предотвращать образование новых окислов в процессе пайки.
4. Фиксация. В процессе нагрева и охлаждения должно сохраняться правильное относительное расположение деталей. С этой целью применяют специальные приспособления или зажимы, либо скрепляют отдельные детали обжатием, клепкой или другим способом.
5. Нагрев и введение припоя. Выбранный способ пайки должен обеспечивать необходимые температуру пайки, распределение тепла, скорости нагрева и охлаждения, соответствующие свойствам паяемого металла и требованиям, предъявляемым к готовому изделию.
6. Удаление остатков флюса. Если применяется некоррозионный флюс, то зачистка после пайки необязательна. Остатки коррозионного флюса необходимо удалять.
Пайка мягкими припоями — очень древний способ соединения металлов, но наряду с ними в последние годы в промышленности внедрены новые методы пайки, вследствие широкого распространения узлов из мелких деталей и возросших требований к их надежности.
В этой книге составители стремились дать самые последние и точные сведения, но вполне понятно, что для специалиста какой-либо узкой области руководство может служить только в качестве отправной точки для решения стоящих перед ним задач. Можно надеяться, что пользование данным руководством предупредит ненужные опыты и дорогостоящие ошибки.
—
Мягкие припои применяют в основном для пайки изделий, неиспытывающих больших механических перегрузок и воздействия высоких температур. Предел прочности паяных соединений, выполненных мягкими припоями, не превышает 7 кгс/мм2. К мягким припоям относят сплавы на основе олова и свинца и имеющие низкую температуру плавления (ниже 400—450 °С).
Для получения доброкачественного соединения при пайке мягкими припоями необходимо строго выполнить следующие операции:
— очистить поверхность деталей, подлежащих пайке, от грязи, жиров и окисных пленок;
— облудить участки пайки деталей одним из способов: погружением в расплавленный припой, электролитическим (гальваническим) или паяльником;
— собрать и зафиксировать спаиваемые детали;
— покрыть места пайки флюсом;
— нанести припой непосредственно в места соединения деталей и произвести пайку одним из способов;
— зачистить паяный шов механическим способом, промыть и просушить;
— произвести контроль паяного соединения.
Пайку мягкими припоями осуществляют различными способами: паяльником, паяльной лампой или горелкой, погружением деталей в ванну с расплавленным припоем.
Реклама:
Читать далее:
Пайка с помощью паяльника
Статьи по теме:
7 Советы по уходу и уходу за жалом паяльника
1. Лужение жал
Причина износа жал заключается в том, что они быстро окисляются, а лужение (покрытие жала тонким слоем припоя) предотвращает это . Лужение следует проводить при первом использовании нового наконечника, всякий раз, когда вы начинаете работу, по завершении работы и регулярно во время работы, скажем, через каждые три соединения.
Начните с очистки наконечника, затем покройте его достаточным количеством припоя, чтобы он стал блестящим.Это должно стать привычкой, и это самое важное, что вы можете сделать, чтобы ваши советы работали оптимально.
2. Используйте высококачественный припой
Loctite Бессвинцовая паяльная паста «The Game Changer» Не экономьте деньги, покупая дешевый припой. Припой низкого качества будет содержать примеси, которые мешают вашему наконечнику передавать тепло должным образом, и со временем могут накапливаться. Итак, используйте известные бренды и выберите оптимальный припой для вашего проекта.
Припой низкого качества будет содержать примеси, которые мешают вашему наконечнику передавать тепло должным образом, и со временем могут накапливаться. Итак, используйте известные бренды и выберите оптимальный припой для вашего проекта.
60/40 олово-свинец является стандартом, но иногда лучшим выбором является серебряный припой, также становятся популярными бессвинцовые припои, хотя для этого требуется гораздо более высокая температура наконечника.
3. Используйте правильную температуру
Припой 60/40 обычно плавится при температуре около 460°F, а бессвинцовый припой еще выше – около 700°F. Хотя заманчиво увеличить температуру, использование более высокой температуры, чем вам нужно, сократит срок службы наконечника.
Вы также должны знать, что все паяльники охлаждаются в течение короткого периода времени, когда вы делаете соединение, поэтому не повышайте температуру, чтобы продолжить пайку при этом падении температуры.
Если это серьезная проблема, вам, возможно, придется подумать о модернизации вашего утюга, так как некоторые из них более виновны в этом, чем другие, но повторное повышение температуры приведет к более быстрому износу наконечника. Вы также можете подумать о покупке утюга с датчиком температуры, который поможет вам поддерживать правильную температуру.
Вы также можете подумать о покупке утюга с датчиком температуры, который поможет вам поддерживать правильную температуру.
Также рекомендуется снизить температуру утюга, если до повторной пайки останется несколько минут, так как, опять же, это приведет к более быстрому износу жала.
4. Содержите насадки в чистоте
Важно всегда тщательно очищать насадки. Это не только даст наилучшие результаты при пайке, но и продлит срок службы ваших наконечников.
Смазку перед пайкой лучше всего удалить тряпкой, смоченной денатуратом.
Затем используйте шарик из латуни или шерсти из нержавеющей стали, чтобы ваши наконечники блестели и не окислялись во время пайки. Влажные губки традиционны, но постоянные перепады температуры, вызванные их использованием, вредны для наконечников. Когда вместо этого вы используете металлическую вату, вы не измените температуру наконечника, очищая его, что поможет им прослужить дольше.
Не забывайте залуживать наконечник каждый раз, когда чистите его!
5.
 Использование флюса Henkel Multicore/Loctite Solder Flux
Использование флюса Henkel Multicore/Loctite Solder FluxFlux (вещество, удаляющее окисление) может облегчить процесс пайки, удаляя окисление на припаиваемых деталях и улучшая растекание припоя. Некоторые припои содержат флюс в своей основе, но они также доступны в виде пасты и жидкости.
Никогда не забывайте, что флюс по своей природе вызывает коррозию, поэтому тщательно очищайте наконечник при его использовании и не погружайте наконечники непосредственно во флюс. Также неплохо иметь в виду, что, хотя флюс полезен, его не следует использовать постоянно или в профилактических целях, например, для очистки и лужения, поэтому используйте его только для лечения окисления или внутри вашего припоя.
6. Повторно активируйте насадки
Можно повторно активировать насадку, если она окислилась и стала темной. Вы можете купить реактивационную пасту , которая содержит мелкие абразивы и добавки, разрушающие продукты активации. Просто поместите наконечник в пасту и перемещайте его, пока он снова не станет блестящим, а затем залудите его, как, надеюсь, уже стало вашей привычкой! Вы также можете удалить окисление стальной мочалкой или очень тонкой наждачной бумагой.
7. Аккуратно храните жала
Аккуратно храните жала для паяльника и не позволяйте им просто болтаться в ящике или ящике для инструментов вместе с другими металлическими инструментами.Когда вы меняете наконечники (и важно использовать лучший для каждого конкретного типа пайки), убедитесь, что вы делаете это аккуратно и надежно их закрепляете. Кроме того, используйте только высококачественные жала, подходящие для вашего паяльника.
Если вы будете следовать этому руководству, ваши паяльные жала прослужат удивительно долго, будут отлично служить и позволят вам паять быстрее и эффективнее.
Related PostsКак чистить и обслуживать паяльник
26.08.20 — Zoro Staff
Паяльник — это удобный инструмент, если вы работаете с большим количеством электромонтажных работ.Он обеспечивает удобный способ выполнения электрических соединений, хотя некоторые также используют его для рукоделия и хобби. Когда вы впервые покупаете паяльник, вам нужно кое-что сделать, чтобы подготовить его к использованию на всю жизнь.
Как залудить паяльник в первый раз
Что такое «лужение» при пайке? Хотя этот термин может относиться к нескольким вещам, это первое, что вы хотите сделать, когда получаете новый паяльник. Во время лужения слой припоя расплавляется поверх любых металлических деталей, с которыми вы работаете, но в данном случае речь идет о нанесении припоя на кончик вашего утюга.
Жало паяльника покрыто железным покрытием. Это покрытие может окисляться, процесс коррозии, который происходит, когда металл подвергается воздействию кислорода. Чтобы предотвратить это, важно содержать наконечник в чистоте и обрабатывать его. Покрытие жала паяльника тонким слоем припоя и нанесение припоя на чистое жало перед выключением утюга поможет предотвратить окисление, поскольку сам припой устойчив к окислительным и коррозионным воздействиям.
3 шага к лужению паяльника
Шаг 1: Установите температуру паяльника.
Идеальная рабочая температура для паяльников обычно составляет 500–600°F. Это может варьироваться в зависимости от припоя и проволоки, с которыми вы работаете, но это должна быть разумная температура, чтобы держать утюг с целью его лужения.
Это может варьироваться в зависимости от припоя и проволоки, с которыми вы работаете, но это должна быть разумная температура, чтобы держать утюг с целью его лужения.
Шаг 2: Выберите правильный припой.
Флюс — химическое чистящее средство, используемое при работе с металлами. Вы можете купить флюс отдельно, но многие припои уже имеют флюсовый сердечник. Это лучший тип припоя для сохранения жала вашего паяльника.
Шаг 3: Следите за чистотой наконечника.
Во время пайки используйте влажную губку, чтобы держать жало паяльника в чистоте. Продолжайте наносить на утюг тонкий слой припоя с флюсовым сердечником. Когда работа будет завершена, нанесите последний тонкий слой припоя на наконечник и дайте ему остыть.
Как чистить паяльник?
Несоблюдение правил содержания паяльника в чистоте может привести к ряду проблем, включая плохую работу и коррозию. Когда ваш паяльник подвергается коррозии, припой не может плавно стекать с его жала.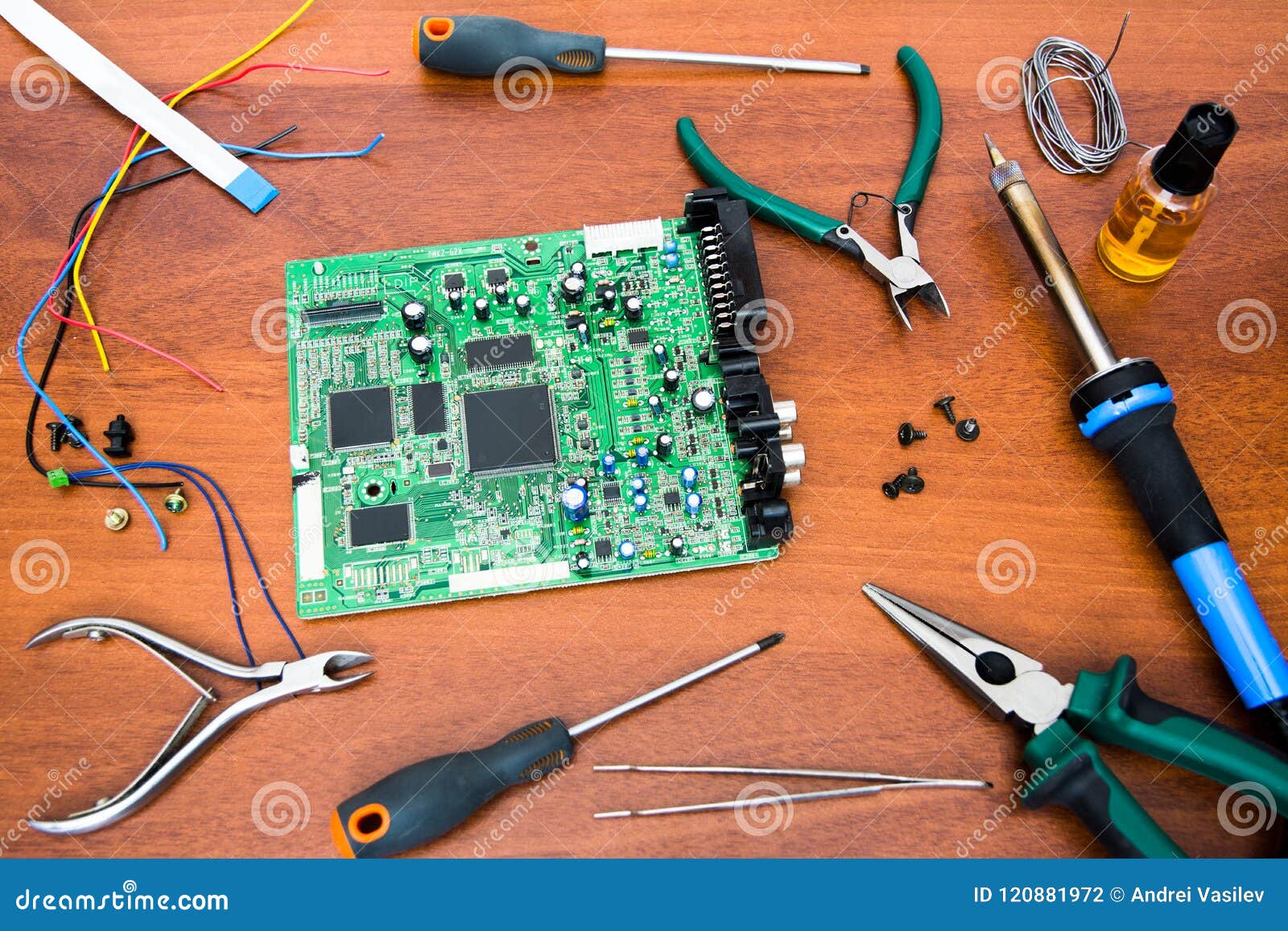 Как понять, что паяльник неисправен? Скорее всего, плохой наконечник на самом деле просто проржавел. Коррозия приведет к тому, что припой свернется на кончике. Это явный признак того, что ваше жало плохое, но это не значит, что его нельзя исправить с помощью надлежащей очистки. Выполните следующие действия, чтобы очистить паяльник.
Как понять, что паяльник неисправен? Скорее всего, плохой наконечник на самом деле просто проржавел. Коррозия приведет к тому, что припой свернется на кончике. Это явный признак того, что ваше жало плохое, но это не значит, что его нельзя исправить с помощью надлежащей очистки. Выполните следующие действия, чтобы очистить паяльник.
3 шага к чистому паяльнику
Шаг 1: Нанесите припой.
Если вы используете припой с флюсовым сердечником, начните чистить паяльник, выполнив описанные выше шаги лужения.Флюс в припое поможет удалить часть коррозии.
Шаг 2: Используйте влажную губку во время использования.
Обычно во время пайки используется влажная губка. Поддержание паяльного жала в чистоте во время использования поможет предотвратить неконтролируемую коррозию.
Шаг 3: Используйте сухой скраб.
Вы можете использовать стальную вату для очистки паяльника. Существуют также специализированные скрабы, предназначенные для устранения коррозии и различных загрязнений.
Важно отметить, что вы не должны чрезмерно очищать паяльное жало. Флюс может оставить черный осадок на наконечнике. Лучше оставить этот остаток, чем пытаться соскоблить его и повредить наконечник. Если у вас все еще возникают проблемы с паяльником после его очистки, возможно, в вашем железном покрытии есть трещина или дыра. Наконечники для пайки содержат медь внутри. Ищите медную окраску при осмотре наконечника на наличие трещин или отверстий. Вы должны заменить поврежденный наконечник.
Техническое обслуживание и очистка важны для того, чтобы научиться пользоваться паяльником. Базовое техническое обслуживание позволит поддерживать ваш паяльник в наилучшем состоянии, а ваши паяльные работы будут проходить гладко, как расплавленный металл.
Как увеличить срок службы жала паяльника
Срок службы жала паяльника — это мера того, как долго жало будет продолжать выполнять качественные паяные соединения без снижения производительности оператора. В процессе пайки жало паяльника претерпевает физические изменения, которые являются нормальной частью процесса.Эти изменения со временем влияют на способность жала паяльника выполнять качественные паяные соединения и могут снизить производительность оператора. Ключом к максимальному увеличению срока службы жала паяльника является понимание этих изменений и способов их минимизации.
В процессе пайки жало паяльника претерпевает физические изменения, которые являются нормальной частью процесса.Эти изменения со временем влияют на способность жала паяльника выполнять качественные паяные соединения и могут снизить производительность оператора. Ключом к максимальному увеличению срока службы жала паяльника является понимание этих изменений и способов их минимизации.
Чтобы понять, какие изменения претерпевает паяльное жало в процессе пайки, важно иметь общее представление о конструкции паяльного жала.
Большинство жал для паяльника имеют медный (Cu) сердечник, который отводит тепловую энергию от нагревательного элемента к припаиваемому объекту.Этот сердечник защищен железным (Fe) покрытием, которое предотвращает коррозию сердечника от различных компонентов припоя и флюса, используемых в процессе пайки. Железо используется из-за его способности проводить тепло и его химической совместимости с компонентами припоя, что позволяет припою течь от наконечника к месту пайки. На наконечник, исключая его рабочую поверхность, нанесено дополнительное покрытие из хрома (Cr), которое защищает железное покрытие от коррозии.
На наконечник, исключая его рабочую поверхность, нанесено дополнительное покрытие из хрома (Cr), которое защищает железное покрытие от коррозии.
Есть две части конструкции этого жала, которые имеют решающее значение для срока службы жала паяльника:
Следующие две части жала паяльника напрямую зависят от следующих переменных процесса пайки:
- Обслуживание наконечника
- Температура наконечника
- Припой
- Флюс
- Техника оператора
- Приложение для пайки/ремонта
Обслуживание наконечника
Обслуживание жала паяльника влияет на срок службы жала так же, как обслуживание любого другого инструмента, а отсутствие обслуживания значительно сокращает срок службы.Обслуживание жала паяльника состоит из регулярной очистки, осмотра и повторного лужения рабочей поверхности жала для защиты. Надлежащее техническое обслуживание наконечника, возможно, сегодня является самым большим фактором продления срока службы наконечника.
Жало паяльника следует регулярно очищать, удаляя с жала любой окисленный припой, остатки флюса и мусор. Это можно сделать влажной губкой или неабразивным чистящим средством для наконечников. Если используется губка, обязательно наносите на губку только дистиллированную воду.Если дистиллированная вода недоступна или слишком дорога, можно использовать деионизированную воду. Использование дистиллированной или деионизированной воды сводит к минимуму любое минеральное загрязнение поверхности наконечника. Также важно регулярно заменять губку, так как со временем она будет собирать мусор и другие загрязнения. Это уменьшит вероятность повторного попадания загрязнений или мусора на наконечник при его очистке губкой.
Неабразивный очиститель наконечника является отличной альтернативой использованию влажной губки, поскольку он сводит к минимуму термический удар по наконечнику и не удаляет весь припой с конца наконечника, что помогает защитить покрытие наконечника от реакции с окружающий воздух, что приводит к окислению рабочей поверхности и коррозии.
Следует избегать использования большинства химических очистителей наконечников, или «лудильщиков наконечников», из-за их агрессивных чистящих свойств, аналогичных высокоактивным флюсам. Эти химические очистители наконечников также могут оставлять остатки, которые могут накапливаться, вызывая почернение наконечников и окисление покрытия. Мягкие химические чистящие средства для наконечников, такие как полироль для наконечников Hakko FS-100, можно использовать, но только в качестве дополнительных средств очистки.
Во время очистки наконечника необходимо визуально осмотреть состояние рабочей поверхности наконечника на наличие признаков изменения формы, точечного отверстия или других физических дефектов.Это указывает на то, что срок службы наконечника истек и его необходимо заменить.
Последним и наиболее важным этапом обслуживания наконечника является нанесение припоя на рабочую поверхность наконечника для защиты, также известное как «лужение наконечника». Лучше всего сразу после очистки залить всю рабочую поверхность жала припоем. Этот процесс покрывает рабочую поверхность и защищает ее от реакции с окружающим воздухом, которая может привести к окислению и коррозии.
Этот процесс покрывает рабочую поверхность и защищает ее от реакции с окружающим воздухом, которая может привести к окислению и коррозии.
Как и с любым инструментом, с жалом паяльника нужно обращаться бережно. Никогда не ударяйте и не роняйте жало паяльника о твердую поверхность, так как это может привести к повреждению жала или нагревательного элемента.
Температура наконечника
Выбранная температура для жала паяльника влияет на срок службы жала, ускоряя окисление жала и реакцию припоя и флюса с железным покрытием жала. Температура наконечника также вызывает физические изменения наконечника из-за естественного теплового расширения и сжатия, которым металл подвергается при нормальном использовании.Во многих случаях обычной реакцией на трудности, возникающие в процессе пайки, такие как переход с оловянно-свинцового припоя на бессвинцовый, является повышение температуры жала. Это увеличивает скорость накопления окисления на наконечнике и ускоряет реакцию между оловом в припое и железным покрытием, ускоряя коррозию острия. Дополнительное тепло также увеличивает термическое напряжение, которому подвергается металл. Использование более низкой температуры наконечника снижает скорость окисления, снижает реакцию между оловом в припое и железным покрытием и снижает термическую нагрузку на наконечник.
Дополнительное тепло также увеличивает термическое напряжение, которому подвергается металл. Использование более низкой температуры наконечника снижает скорость окисления, снижает реакцию между оловом в припое и железным покрытием и снижает термическую нагрузку на наконечник.
Наиболее частым влиянием температуры жала на срок службы жала является ускорение реакций покрытия на рабочей поверхности жала не только с припоем и флюсом, контактирующими с жалом, но и с окружающим воздухом. При более высоких температурах наконечника эти химические реакции происходят быстрее, чем при более низких температурах наконечника.
Покрытие вступает в химическую реакцию с компонентами припоя, а именно с оловом (Sn), что со временем приводит к износу покрытия.Сегодня это можно увидеть на некоторых из ваших наконечников в виде незначительных изменений формы, таких как вогнутые поверхности или меньший диаметр по сравнению с новыми наконечниками. Толщина, качество и однородность этого покрытия различаются не только у разных производителей наконечников, но в некоторых случаях и у разных форм наконечников.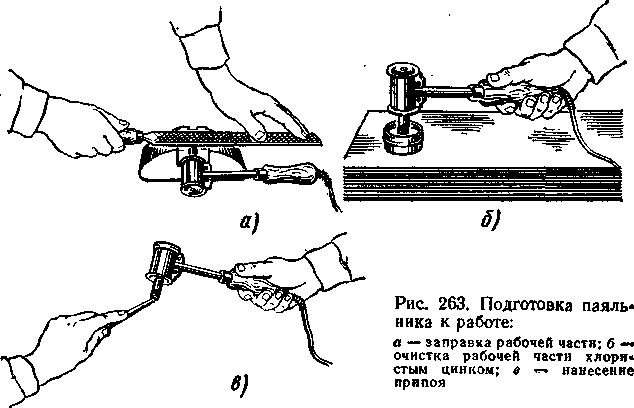 Как только покрытие изнашивается достаточно тонко, открывая сердечник наконечника непосредственно для припоя, происходит выход из строя наконечника, и быстро происходит коррозия медного сердечника. Для сравнения, покрытие похоже на эмаль ваших зубов, и как только делается крошечное отверстие, полость начинает проникать в зуб.Подобно этой полости в зубе, олово (Sn) быстро проникает в сердцевину, и в результате вы можете увидеть значительное изменение формы наконечника и способность наконечника проводить тепловую энергию от нагревательного элемента к паяному соединению. уменьшится. Использование более низких температур наконечника снижает скорость этой химической реакции между покрытием и компонентами припоя.
Как только покрытие изнашивается достаточно тонко, открывая сердечник наконечника непосредственно для припоя, происходит выход из строя наконечника, и быстро происходит коррозия медного сердечника. Для сравнения, покрытие похоже на эмаль ваших зубов, и как только делается крошечное отверстие, полость начинает проникать в зуб.Подобно этой полости в зубе, олово (Sn) быстро проникает в сердцевину, и в результате вы можете увидеть значительное изменение формы наконечника и способность наконечника проводить тепловую энергию от нагревательного элемента к паяному соединению. уменьшится. Использование более низких температур наконечника снижает скорость этой химической реакции между покрытием и компонентами припоя.
Сегодня большинство высококлассных паяльных станций в отрасли признают это и в результате в конструкцию своих паяльных станций встроена способность паяльной станции снижать температуру паяльника, когда он не используется оператором.Этот «спящий» режим замедляет реакцию между покрытием и компонентами припоя, которые находятся на наконечнике, а также замедляет скорость накопления окисления. Эти высококачественные паяльные станции иногда имеют функцию автоматического отключения паяльной станции, если она не используется в течение определенного периода времени. Независимо от того, есть ли у вас паяльная станция высокого класса, вы всегда должны снижать температуру жала, когда паяльная станция простаивает, и выключать ее, если она не будет использоваться в течение некоторого времени.Это еще больше снизит скорость химической реакции между покрытием и компонентами припоя и уменьшит накопление окисления на рабочей поверхности жала.
Эти высококачественные паяльные станции иногда имеют функцию автоматического отключения паяльной станции, если она не используется в течение определенного периода времени. Независимо от того, есть ли у вас паяльная станция высокого класса, вы всегда должны снижать температуру жала, когда паяльная станция простаивает, и выключать ее, если она не будет использоваться в течение некоторого времени.Это еще больше снизит скорость химической реакции между покрытием и компонентами припоя и уменьшит накопление окисления на рабочей поверхности жала.
Покрытие также вступает в химическую реакцию с используемым флюсом. Это то, что вы ожидаете от флюса, но вместо того, чтобы очищать поверхности припаиваемого соединения, флюс очищает рабочую поверхность жала. Эта «очистка» также в небольшой степени изнашивает покрытие наконечника, однако в этом случае более высокие температуры наконечника приводят к более быстрому выгоранию флюса, что приводит к образованию отложений, которые остаются на поверхности наконечника. Эти отложения, если их не очистить с поверхности наконечника, со временем могут накапливаться, вызывая почернение наконечников и воздействие окружающего воздуха на покрытие наконечника, что приводит к окислению рабочей поверхности и коррозии. Это окисление и коррозия также ускоряются при более высоких температурах наконечника. Использование более низкой температуры наконечника уменьшает накопление отложений, почернение наконечника и замедляет реакцию любого открытого железного покрытия с окружающим воздухом.
Эти отложения, если их не очистить с поверхности наконечника, со временем могут накапливаться, вызывая почернение наконечников и воздействие окружающего воздуха на покрытие наконечника, что приводит к окислению рабочей поверхности и коррозии. Это окисление и коррозия также ускоряются при более высоких температурах наконечника. Использование более низкой температуры наконечника уменьшает накопление отложений, почернение наконечника и замедляет реакцию любого открытого железного покрытия с окружающим воздухом.
В старых паяльных станциях жало надевается на нагревательный элемент.Со временем тепловое расширение и сжатие металла в сердцевине наконечника может привести к возникновению воздушных зазоров между сердцевиной наконечника и нагревательным элементом, когда наконечник установлен. Эти воздушные зазоры снижают способность наконечников отводить тепловую энергию от нагревательного элемента, что приводит к снижению температуры наконечников. Чем выше выбранная температура наконечника, тем большей термической нагрузке подвергается металл, что может привести к более быстрому образованию воздушных зазоров между сердечником наконечника и нагревательным элементом.
Припой
Используемый припой или, более конкретно, состав используемого припоя влияет на срок службы наконечника за счет реакций между покрытием наконечника и компонентами припоя, как упоминалось ранее.Припои с высоким содержанием олова (Sn) и других компонентов, вступающих в реакцию с покрытием, сокращают срок службы наконечника. Наглядный пример этого можно найти в переходе промышленности от оловянно-свинцовых припоев к бессвинцовым припоям. Хотя выбор используемого припоя, вероятно, не может быть изменен так же легко, как выбранная температура, важно понимать, что любое изменение состава припоя может повлиять на срок службы наконечника.
Флюс
Флюс, используемый в процессе пайки, будь то в сердечнике проволоки или наносимый отдельно, в небольшой степени влияет на срок службы жала паяльника за счет реакции между покрытием жала и активаторами во флюсе.Высокоактивные флюсы обладают более агрессивным очищающим действием и более агрессивно стирают покрытие с наконечника. Использование слабоактивных флюсов и/или меньшего количества флюса в процессе пайки уменьшит износ покрытия наконечника.
Использование слабоактивных флюсов и/или меньшего количества флюса в процессе пайки уменьшит износ покрытия наконечника.
Техника оператора
Срок службы жала паяльника зависит от методов, которые оператор использует при выполнении паяных соединений. Некоторые из этих методов могут увеличить физическое истирание или иным образом повредить покрытие наконечника.Частью техники оператора является выбор правильной формы или размера наконечника, а также нанесение флюса и/или припоя. Выбор правильной формы или размера наконечника обеспечивает достаточную теплопередачу для качественного паяного соединения без повреждения компонентов или плат. Это также снижает вероятность того, что у оператора возникнет искушение повысить температуру наконечника, потому что у него возникли проблемы с подключением при текущей настройке или он хочет работать быстрее. Как упоминалось ранее, более высокая температура наконечника может сократить срок службы наконечника.
Применение флюса и/или припоя также может повлиять на срок службы наконечника, если они наносятся непосредственно на наконечник и преимущественно в одно и то же место на наконечнике. Никогда не наносите флюс непосредственно на жало паяльника. Наносите флюс только на поверхности соединений, подлежащих пайке. Кроме того, вы должны стараться избегать нанесения припоя на жало паяльника и попадания припоя на соединение. Если при соединении необходимо нанести припой на наконечник, измените поверхности, на которые наносится припой.Например, если вы используете наконечник в форме долота, который выглядит как конец стандартной отвертки, чередуйте две плоские стороны наконечника. Или, если вы используете наконечник конической формы, поворачивайте наконечник через каждые несколько соединений. Это распределит износ покрытия по большей площади, увеличивая срок службы наконечника.
Никогда не наносите флюс непосредственно на жало паяльника. Наносите флюс только на поверхности соединений, подлежащих пайке. Кроме того, вы должны стараться избегать нанесения припоя на жало паяльника и попадания припоя на соединение. Если при соединении необходимо нанести припой на наконечник, измените поверхности, на которые наносится припой.Например, если вы используете наконечник в форме долота, который выглядит как конец стандартной отвертки, чередуйте две плоские стороны наконечника. Или, если вы используете наконечник конической формы, поворачивайте наконечник через каждые несколько соединений. Это распределит износ покрытия по большей площади, увеличивая срок службы наконечника.
Приложение для пайки/ремонта
Последней переменной процесса пайки является само приложение пайки/переделки. Помимо очевидной разницы в количестве выполненных паяных соединений, в некоторых приложениях может увеличиться количество термоциклов, которым подвергается наконечник из-за тяжелых слоев заземления. Хотя вы не всегда можете выбирать приложения, с которыми работаете, важно учитывать приложение при оценке срока службы наконечника при сравнении.
Хотя вы не всегда можете выбирать приложения, с которыми работаете, важно учитывать приложение при оценке срока службы наконечника при сравнении.
На рассмотрении
Есть две основные части конструкции жала паяльника, на которые влияют шесть различных переменных в процессе пайки. Возможность регулировки любой из этих шести переменных или их комбинации может увеличить срок службы жала паяльника. Наиболее важной переменной в процессе пайки, влияющей на срок службы жала, является техническое обслуживание жала.Срок службы наконечника, который можно получить, зависит от фундаментального понимания конструкции наконечника и влияния шести переменных на срок службы наконечника. Применяя это понимание к вашему процессу пайки и применяя корректировки, соответствующие вашей ситуации, вы увеличите срок службы ваших жал для паяльника.
Вы можете не только применить эту информацию к процессу пайки, но и применить те же принципы к процессу демонтажа припоя, что позволит вам максимально увеличить срок службы ваших демонтажных сопел.
вопросов о насадках и мощности
Владение паяльником иногда может быть трудным, но это не обязательно. Мы знаем, что у людей возникают вопросы относительно жал для паяльника, а также о том, можно ли их заменить, трудно ли их найти, о разнообразии, которое они выпускаются, и о различной мощности паяльника. Следующие параграфы ответят на все эти вопросы более подробно, чтобы проинформировать вас.
Можно ли заменить жало паяльника? Наконечники паяльника повреждаются при постоянном и нормальном использовании. В конечном итоге вам нужно будет заменить его. Тем не менее, вы не хотите иметь новый паяльник только для этой цели. Поэтому убедитесь, что когда вы получаете один в первый раз, вы можете переключать их. Задавайте вопросы, если вы не уверены в том, что получаете. Наконечники для паяльника легко доступны или их будет трудно найти? Иногда у вас не будет проблем с поиском нужных советов, а иногда вы будете. В зависимости от того, какой тип паяльника вы приобретете, вам, возможно, придется запастись сменными наконечниками, чтобы вы могли быть готовы к тому, когда они вам понадобятся. Последнее, что вы хотите, это иметь трудное время с поиском сменных наконечников.
В зависимости от того, какой тип паяльника вы приобретете, вам, возможно, придется запастись сменными наконечниками, чтобы вы могли быть готовы к тому, когда они вам понадобятся. Последнее, что вы хотите, это иметь трудное время с поиском сменных наконечников.
Паяльники — жала, мощность и многое другое
Какие типы жал идут в комплекте с паяльником? Советы, с которыми они приходят, будут разными. Однако, если вы хотите что-то общее, попробуйте найти конический наконечник иглы. Конические наконечники с острием иглы работают довольно хорошо.Тем не менее, вы должны убедиться, что у вас есть разные виды. Убедитесь, что у вас есть наконечник отвертки, наконечник долота и конический наконечник иглы. Этого должно оказаться достаточно. Делает ли уровень мощности лучший паяльник? Мы, вероятно, скажем, что нет. Мощность дает паяльнику возможность нагревать объект. Вы хотите иметь приличную мощность, но имейте в виду, что слишком большая мощность может привести к перегоранию других компонентов. Вы можете закипятить свой флюс, прежде чем он сможет очистить определенные компоненты.
Вы можете закипятить свой флюс, прежде чем он сможет очистить определенные компоненты.
Так какая мощность лучше всего подходит для паяльника? Я бы сказал, что если вы обычный пользователь, попробуйте не более 45 Вт. Если вы паяльщик, у которого немного больше опыта, то вы можете выбрать мощность около 60 Вт. Имейте в виду, что это всего лишь мои рекомендации, вы можете выбрать любую сумму, которая вам нужна.
В American Beauty Tools мы упростили для вас получение необходимого вам паяльника вместе с любыми дополнительными деталями, которые могут вам понадобиться.Мы делаем так, чтобы вам было легко найти то, что вам нужно. Мы предлагаем не только различные типы наконечников, но и различные уровни мощности в зависимости от типа паяльника, который вы приобретаете. Если вам нужна дополнительная информация, позвоните по телефону 800-550-2510, отправьте электронное письмо по адресу info@americanbeautytools.com или, что наиболее важно, нажмите на ссылку, чтобы заказать онлайн.
Пайка для профессионалов – пошаговое руководство| reichelt.com
Пайка является важной частью работы с электронными компонентами.Чтобы необходимые компоненты были надежно соединены и чтобы ток протекал плавно, у вас должно быть не только необходимое оборудование, но и правильные методы. В нашем удобном практическом руководстве мы объясним все, что вам нужно для достижения наилучших результатов.
Подготовка перед пайкойПервым шагом в любом случае является создание чистой рабочей среды без пыли. Убедитесь, что паяльное жало и предмет, который вы собираетесь паять, абсолютно чистые и на них нет следов.
Если на компоненте обнаружен лишний материал, аккуратно отшлифуйте его наждачной бумагой, а затем тщательно очистите сжатым воздухом 67 или спиртом.
Установите небольшие тиски так, чтобы припаиваемая деталь надежно удерживалась и не соскальзывала при нагреве или охлаждении.
Чтобы иметь возможность точно паять очень маленькие детали, вам очень поможет паяльник с увеличительным стеклом.
Разогрейте прибор и доведите его до рабочей температуры, подходящей для вашего припоя (см. ниже).
Лучше всего обеспечить достаточную вентиляцию рабочего места. Жидкость содержит кислоты, которые при нагревании могут выделять вредные пары, поэтому их нельзя вдыхать.
Вытяжные установки со встроенными фильтрами доступны в различных размерах для обеспечения оптимальной защиты от токсинов в воздухе.
Держите всю необходимую посуду под рукой во время работы.
Использование паяльной станции вместо паяльникаПаяльная станция намного удобнее, чем паяльник. Паяльные станции могут сохранять точную предварительную настройку температуры, гарантируя, что она не изменится в течение всего процесса пайки.
Станции обычно имеют четкие дисплеи и предлагают множество других полезных функций.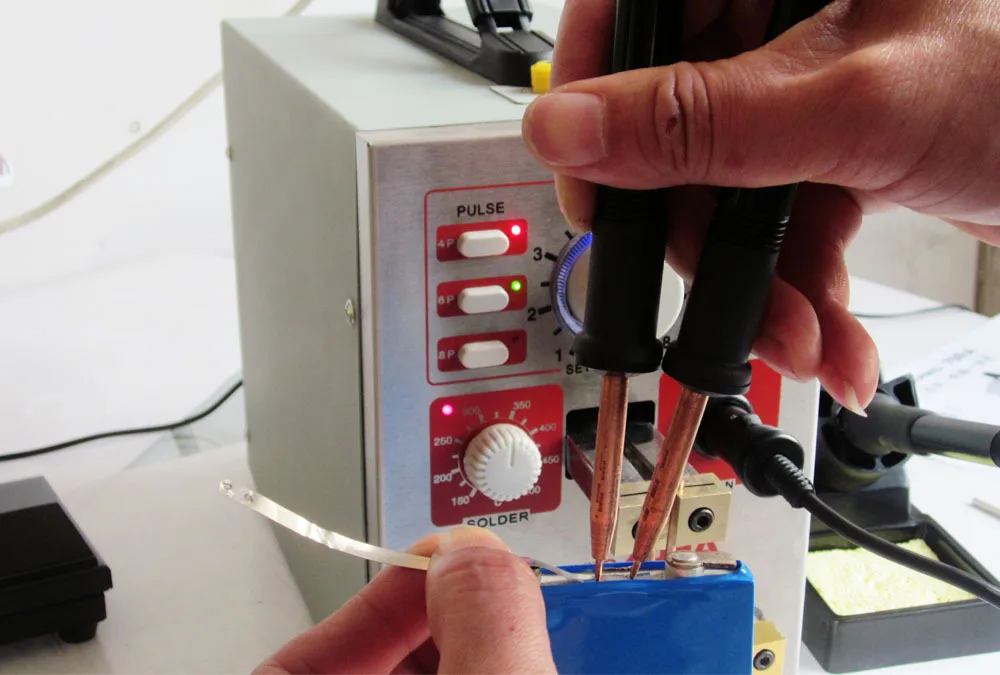
Паяльные станции доступны с различными настройками и ценовыми категориями, в зависимости от области применения и ваших предпочтений.
Станции Weller GENERATION WT особенно удобны для работы с несколькими точками пайки без каких-либо проблем.Если вы предпочитаете пайку горячим воздухом, мы рекомендуем станцию горячего воздуха WTHA от Weller, которую можно использовать для пайки даже самых маленьких компонентов.
Если вы работаете с чувствительными компонентами SMD и BGA, это лучше всего делать с помощью системы инфракрасной пайки. Преимущество этого устройства заключается в том, что тепло на инструменте генерируется за счет концентрации света именно там, где это необходимо, поэтому компоненты не перегреваются.
Благодаря увеличенному рабочему пространству можно работать даже с материнскими платами без проблем с паяльным оборудованием.
Полезные инструменты для пайки должны быть всегда наготове и в пределах досягаемости, чтобы избежать ненужных перерывов. Важные инструменты включают в себя инструмент для зачистки, высококачественный набор пинцетов, бокорезы, помощник по доске с увеличительным стеклом, печатную плату и сухую губку для очистки.
Важные инструменты включают в себя инструмент для зачистки, высококачественный набор пинцетов, бокорезы, помощник по доске с увеличительным стеклом, печатную плату и сухую губку для очистки.
Этот тип очистки (также известный как «сухая чистка») оказывает меньшее давление на паяльное жало, поскольку оно не испытывает температурного шока. В высококачественных паяльных станциях, таких как WT1010H от Weller, сухая губка уже встроена.
Как только вы освоите пайкуКонцы кабеля, которые должны быть соединены, должны быть предварительно зачищены и скручены друг с другом. Выполняемая работа зависит от того, являются ли кабели тонкими кабелями площадью до 1,5 квадратных метров или более толстыми кабелями.
Для тонких кабелей достаточно нанести немного припоя на жало паяльника и поднести его к месту пайки. Нити будут втягиваться вместе капиллярными силами.
В случае более толстых кабелей большее количество меди приводит к охлаждению паяного соединения – не держите паяльное жало дольше. Поскольку медь обладает высокой проводимостью, изоляция может расплавиться — во избежание этого используйте большее количество припоя.
Поскольку медь обладает высокой проводимостью, изоляция может расплавиться — во избежание этого используйте большее количество припоя.
Хотя большинство припоев уже содержат флюс, может оказаться полезным более толстый припой. Однако следует обратить внимание на вентиляцию вашего рабочего места; флюс, соединяющий материалы, выделяет токсичные пары.
Проволока для припоядоступна в различных сплавах, в зависимости от области применения. Хотя свинецсодержащий припой по-прежнему доступен, с точки зрения окружающей среды и здоровья следует избегать использования тяжелых металлов.
В промышленной электронной промышленности пайка свинцовыми сплавами полностью запрещена с 2006/2007 гг.
Свинец имеет более низкую температуру плавления и лучшие свойства флюса, чем другие металлы, поэтому иногда может подходить для любителей.
Пайка через разъем питания
Поскольку разъемы требуют стабильного соединения с печатной платой, обычно используются проводные версии из-за их стабильности.
Благодаря технологии сквозных отверстий (THT) они настолько жестко соединены с компонентом, что на них не действуют как запирающие, так и тянущие усилия.
Для этого компоненты с разводкой вставляются в имеющиеся контактные отверстия печатной платы, а затем припаиваются. Чтобы убедиться, что вы не используете какие-либо поврежденные детали, проверьте их заранее с помощью тестера компонентов LCR.
Пайка компонентов поверхностного монтажаСначала очистите печатную плату подходящим чистящим средством, затем смочите обе площадки флюсом. Для таких мелких деталей особенно полезен флюсовый карандаш.
Правильно совместите две детали и зафиксируйте их двумя диагонально расположенными точками пайки.
Если детали не идеально выровнены, повторно отрегулируйте их после нагрева двух точек пайки, теперь штыри припаяны.
Чтобы можно было удалить излишки олова с паяльной проволоки, отведите паяльное жало в сторону. Будьте осторожны, чтобы не перегреть деталь в течение всего процесса, и старайтесь не давить на нее слишком сильно.
В этом случае лишний припой, так называемые припойные перемычки, легче всего удалить с помощью отпаивающей нити.Вы можете узнать, как это сделать, в разделе «Отпайка».
Оптимальная температураСуществует разница между мягкой и твердой пайкой.
Мягкий припой плавится при температуре менее 450 градусов Цельсия, тогда как температура жидкости Hartoten составляет от 450 до 900 градусов Цельсия.
Поскольку электронные компоненты очень чувствительны, здесь можно использовать только мягкую пайку.
Температура вашей работы зависит от компонентов, которые вы используете.Проверьте температуру плавления паяльника, а также рабочую температуру флюса. В любом случае она должна быть выше двух минимальных значений, но не должна превышать максимальную рабочую температуру флюса, так как в этом случае он испарится.
Температура пайки электронных компонентов составляет от 300 до 320 градусов Цельсия. При использовании тонкой проволоки используется температура менее 300 градусов и тонкое паяльное жало.
Если температура слишком низкая, припой не будет блестеть и будет иметь каплевидную форму.В этом случае следует отрегулировать температуру, а затем продолжить работу.
Остерегайтесь электростатического разряда (ESD)
Многие электронные компоненты очень чувствительны и могут быть повреждены скачками напряжения даже при малых токах или напряжениях. Впоследствии это может привести к выходу из строя всего устройства.
Чтобы предотвратить такие токи, убедитесь, что у вас есть правильный набор для ваших нужд. Например: рабочий коврик ESD, перчатки ESD, щетки ESD и антистатический браслет с выводным кабелем ESD.
Если вы используете паяльную станцию, вам следует регулярно проверять напряжение утечки и сопротивление заземления жала паяльника к сетевой вилке устройства.
РаспайкаЕсли вы использовали слишком много олова или детали неправильно припаяны, необходимо отпаять их. В зависимости от оборудования и уровня навыков можно использовать как паяльную проволоку, так и демонтажную станцию.
Если выбрана проволока, поместите ее на место пайки и нагревайте жалом паяльника до тех пор, пока лишнее олово не будет всосано, как описано выше, за счет капиллярных сил.Станции для пайки/демонтажа значительно облегчают эту задачу, в состав которых также входит демонтажный утюг. Сразу же после этого отсасывается лишний материал. При уборке обязательно работайте под крутым углом, чтобы остатки олова не распределились.
Проверка вашей работы по пайкеЧтобы убедиться, что все компоненты припаяны правильно, перед вводом в эксплуатацию необходимо проверить процесс пайки.
Прежде всего осмотрите компонент. Есть ли бракованные паяные соединения, погнутые ножки ИС или даже неправильно используемые компоненты?
Если здесь все выглядит хорошо, следует провести проверку с помощью мультиметра.
Позволяет измерять пропускную способность, напряжение, потребляемый ток и сопротивление каждого отдельного соединения, выявляя короткие замыкания и обрывы.
Все аксессуары поставляются с моделями Atlas. Благодаря функции осциллографа и Bluetooth данные с мультиметра Atlas можно передавать на смартфон или планшет.
Только после того, как вы убедились, что в вашей пайке нет ошибок, можно устанавливать компонент и подвергать функциональному тесту.
Изображение на обложке: Fotolia, 124209586, silver-john
Другие интересные статьи:
Правильный паяльник для применения
Электроника: инструменты для начинающих
Научитесь паять за 5 минут. Все, что вам нужно знать об основах… | С. Шьям | Shyam Cortex
Все, что вам нужно знать об основах пайки!
Пайка (жало паяльника и проволока для припоя)Пайка является одним из наиболее важных навыков, необходимых для участия в мире электроники.
Пайка и электроника идут рука об руку, как соль и перец. И хотя можно изучать и создавать электронику без необходимости брать в руки паяльник, вскоре вы обнаружите, что с помощью этого простого навыка открывается целый новый мир.
- Я считаю, что пайка должна быть навыком в арсенале каждого.
В этом посте мы рассмотрим основы сквозной пайки — также известной как пайка сквозных отверстий (PTH) , обсудим необходимых инструментов , рассмотрим методов правильной пайки и дадим вы несколько советов и приемов, которые облегчат ремонт любой электроники .
Этот пост будет как для новичков, так и для экспертов. Если вы никогда раньше не прикасались к паяльнику или хотите немного освежить свои знания, в этом посте каждый найдет что-то для себя.
- Хорошая техника пайки несложна и на самом деле невероятно проста. Чтобы овладеть искусством пайки, не требуются годы и годы практики. Вам просто нужны правильные инструменты и знать очень простые методы. Паять хорошего качества несложно, и каждый может освоить его за несколько попыток.
На самом деле плохо спаять очень сложно. 🙂
«Искусство — это место, где работа встречается с любовью».
Припой, как слово, можно использовать двумя разными способами.
- Припой в качестве существительного относится к сплаву (вещество, состоящее из двух или более металлов), который обычно представляет собой длинную тонкую проволоку в катушках или трубках.
- Глагол Solder означает соединение двух металлических частей.
Итак, паяем припоем!
Сплавы свинца и олова широко использовались в прошлом и все еще доступны. Бессвинцовые припои используются все чаще из-за негативного воздействия свинца на здоровье и окружающую среду. Припой
доступен в различных толщинах для ручной пайки и с сердечниками, содержащими флюс.
Припой состоит в основном из свинца (Pb), олова (Sn) и некоторых других микроэлементов. Этот припой известен как свинцовый припой. Как всем известно, свинец вреден для человека и может привести к отравлению свинцом при воздействии на него в больших количествах.
К сожалению, свинец также является очень полезным металлом из-за его низкой температуры плавления и способности создавать отличные паяные соединения.
• Бессвинцовый припой очень похож на свой этилированный аналог, за исключением того, что, как следует из названия, он не содержит свинца.
• Но у бессвинцового припоя есть недостаток: он имеет кристаллическую поверхность и не имеет зеркальной поверхности, в отличие от припоя, содержащего свинец. Таким образом, свинцовый припой все еще существует, чтобы получить надлежащую зеркальную поверхность, и температура плавления припоя лучше, когда присутствует свинец.
Теперь, когда вы знаете, как выбрать лучший припой для работы, давайте перейдем к инструментам и терминологии.
Паяльная станцияКак кисть нужна для создания красивых картин, так и паяльник для пайки.
Как следует из названия, паяльник нагревается до определенной температуры, чтобы расплавить припой и склеить детали. Паяльники бывают разных форм-факторов и варьируются от простых до сложных, но все они работают примерно одинаково.Здесь мы обсудим части утюга и различные типы утюгов.
Крайне рекомендую паяльники с регулировкой температуры из-за простоты использования, но для любителей подойдет и фирменный паяльник без регулировки температуры. Лучшие бренды на рынке: Hakko, Weller, Soldron.
На что следует обратить внимание, когда вы думаете о покупке паяльника?
1. Мощность: Вы должны подобрать паяльник мощностью не менее 30 Вт.Паяльники с низкой мощностью нагреваются дольше и с трудом удерживают температуру.
2. Контроль температуры: Это полезная функция, так как для разных работ по пайке может потребоваться разная температура утюга.
3. Совместимость насадок: Насадки утюга должны быть сменными, и утюг должен быть совместим с широким спектром насадок. Существуют разные насадки разного размера для разных видов работ.
4. Удерживающая подставка: Это важно, чтобы у вас было куда положить горячий утюг во время работы.
Паяльные жала — Ни один утюг не обходится без жала. Наконечник нагревается и позволяет припою течь к соединяемым компонентам.
- Несмотря на то, что при нанесении припой прилипает к наконечнику, распространено заблуждение, что наконечник переносит припой. Нет, жало фактически передает тепло, поднимая температуру металлических компонентов до точки плавления припоя, и припой соответственно плавится.
- Большинство утюгов позволяют заменить насадку, если вам нужно заменить старую насадку или если вам нужно перейти на другой тип насадки.Наконечники бывают разных размеров и форм, чтобы приспособить любой компонент.
- Я не фанат конических насадок, особенно для начинающих. Большинство людей, учась паять, думают, что приложение давления поможет припою растечься и в конечном итоге повредит плату.
- Идея состоит в том, чтобы наконечник составлял 60% ширины контактной площадки, это позволит процессу пайки происходить как максимально быстро с минимальной тепловой нагрузкой на компонент.
• Жезл —
Это часть, которую держит пользователь. Палочки обычно предназначены для предотвращения передачи тепла от наконечника наружу палочки, они также помогают безопасно спаивать детали вместе. Чем лучше и удобнее палочка, тем лучше паяльник.
• Основание — Основание паяльника позволяет пользователю регулировать температуру. Есть аналоговые базы, у которых есть циферблат, контролирующий температуру, и есть цифровые базы, у которых есть кнопки для установки температуры и дисплей, показывающий текущую температуру.
Паяльная база с регулятором температуры(Аналог базы Hakko 936).• Подставка (люлька) — Подставка для утюга — это место, где хранится утюг, когда он не используется. Подставка может показаться тривиальной, но просто оставить утюг без присмотра на вашем столе или верстаке будет потенциальной опасностью, вы можете обжечься или, что еще хуже, он может сжечь ваш стол и навсегда оставить след.
Подставки для паяльника.Обычная промышленная пружина подойдет для этой работы, я установил пружину на термостойкую доску
• Латунная губка — По мере пайки наконечник окисляется и становится золотисто-коричневым.Здесь губка вступает в игру. Время от времени вы должны хорошо очищать кончик, вытирая этот нарост.
Традиционно для этого использовалась настоящая влажная губка. Теперь латунные губки стали стандартом для чистки наконечников.
Хитрость: лично я использую комбинацию влажной губки и стальной губки, заливаю кончик, затем очищаю его влажной губкой и придаю блеск стальной губкой.
Если вы только начинаете заниматься пайкой, вы можете приобрести некоторые аксессуары:
• Фитиль для припоя — — ластик для карандаша для пайки.При решении таких проблем, как перемычки или удаление деталей (отпайка), фитиль припоя очень удобен. Фитиль для припоя — , он же оплетка для распайки .
Припой впитывается (впитывается) медью, что позволяет «стереть» лишние комочки припоя.
Фитиль для пайки- Пылесос — отличный инструмент для удаления припоя, оставшегося в сквозных отверстиях при распаивании компонентов. Мы рассмотрим, как использовать этот инструмент чуть позже в этом уроке.
- Кусачки для заподлицо : Для обрезки лишних выводов компонента после пайки.
- Рука помощи: для скрепления компонентов во время пайки.
Использую лично и требуется при пайке компонентов на плату при параллельной пайке.
• Флюсовый карандаш: содержимое флюсового карандаша способствует растеканию бессвинцового припоя. Ручки Flux
в основном используются для пайки SMD.
• Будьте осторожны при обращении с горячим утюгом
• Используйте третьи руки или тиски, чтобы удерживать доски во время пайки
• Установите утюг на хорошую среднюю температуру (325–375 градусов C)
• Если вы видите дым, исходящий от припоя, переверните его. Убавьте температуру
• Лудите наконечник припоем перед каждым соединением, чтобы облегчить подготовку соединения
• Используйте сторону наконечника (т. хотите паять равномерно и одновременно
• Вытащите припой, затем утюг
• Хорошее паяное соединение должно выглядеть как вулкан или поцелуй Герси, а не шар или комок.
Вот еще несколько советов по пайке PTH:
• Отпайка часто может быть лучшим способом научиться паять. Существует много причин для отпайки детали: ремонт, модернизация, утилизация и т. д.
• Существует еще один метод удаления припоя из сквозных отверстий, который мы называем методом шлепка.
• Если вы когда-либо сомневались в том, что созданное вами паяное соединение создает электрическое соединение, вы можете использовать мультиметр для проверки непрерывности.
Я лично слежу за Adafruit, Sparkfun, EEVBLOG, чтобы узнать больше об электронике.
Спасибо Дейву Джонсу из EEVBLOG за помощь в том, что я делаю.
Всем любителям электроники рекомендую следить и ценить их работу.
SS
Спасибо за внимание.
До следующего раза.
Мир, Любовь и Благодарность.
Хлопайте, делитесь и подписывайтесь.
Как паять: пайка через отверстие
Избранное Любимый 64Паяльники
Есть много инструментов, помогающих паять, но нет ничего важнее паяльника.Если ничего другого, вам понадобится хотя бы утюг и немного припоя, чтобы выполнить поставленную задачу. Паяльники бывают разных видов и варьируются от простых до сложных, но все они работают примерно одинаково. Здесь мы обсудим части утюга и различные типы утюгов.
Анатомия паяльника
Вот основные детали, из которых состоит паяльник.
- Жала для пайки — Ни один утюг не обходится без жала. Наконечник — это часть утюга, которая нагревается и позволяет припою течь вокруг двух соединяемых компонентов.Хотя при нанесении припой прилипает к наконечнику, распространено заблуждение, что наконечник переносит припой. Наконечник фактически передает тепло, повышая температуру металлических компонентов до точки плавления припоя, и припой соответственно плавится. Большинство утюгов дают вам возможность сменить наконечник, если вам нужно заменить старый наконечник или если вам нужно переключиться на другой тип наконечника. Наконечники бывают разных размеров и форм, чтобы приспособить любой компонент.
Несколько типов наконечников.Слева направо: скошенный кончик (также известный как кончик копыта), два конических кончика разной ширины и долотообразный кончик.
Замена наконечника — это простой процесс, состоящий либо в отвинчивании зонда, либо в надевании и вытягивании наконечника
Жало: Эффективность передачи тепла от жала к соединению зависит от размера используемого жала паяльника. Обычно вам нужно иметь паяльное жало примерно такой же ширины, как паяльная площадка, к которой вы припаиваете.Для получения дополнительной информации ознакомьтесь с этой статьей Hakko.- Жезл — Жезл — это часть утюга, удерживающая наконечник. Это также та часть, которая обрабатывается пользователем. Жезлы обычно изготавливаются из различных изоляционных материалов (таких как резина), чтобы предотвратить передачу тепла от наконечника наружу от наконечника, но они также содержат провода и металлические контакты, которые передают тепло от основания или выхода к наконечнику. . Эта двойная роль обогрева и предотвращения ожогов делает высококачественную палочку высоко ценимой.
Две разновидности жезлов. Обратите внимание, как наконечники ввинчиваются в палочку, обеспечивая взаимозаменяемость. У некоторых жезлов есть наконечники, которые просто вставляются и выдвигаются без какого-либо механизма крепления.
Некоторые утюги состоят только из палочки, которая вставляется в розетку. Эти утюги настолько просты, насколько это возможно, и у них нет каких-либо элементов управления для изменения температуры. В этих утюгах нагревательный элемент встроен непосредственно в палочку.
Простой паяльник, состоящий только из палочки.Некоторые из этих утюгов не имеют сменных насадок.- Основание — Основание паяльника представляет собой блок управления, который позволяет регулировать температуру. Палочка прикрепляется к основанию и получает тепло от электроники внутри. Есть аналоговые базы, у которых есть циферблат, контролирующий температуру, и есть цифровые базы, у которых есть кнопки для установки температуры и дисплей, показывающий текущую температуру. Некоторые базы даже имеют дополнительные функции, такие как профили нагрева, которые позволяют быстро изменять количество тепла, подаваемого на наконечник, для пайки различных компонентов.
Два варианта основания паяльника. Слева цифровая база с кнопками управления и цифровым дисплеем. Справа аналоговая база, которая использует циферблат для контроля температуры.
База обычно состоит из большого трансформатора и нескольких других управляющих электронных устройств, которые позволяют безопасно изменять температуру наконечника.
Внутренности основания паяльника
- Подставка (подставка) — подставка для утюга (часто называемая подставкой) — это то место, где хранится утюг, когда он не используется.Подставка может показаться тривиальной, но оставлять утюг без присмотра на столе или верстаке — потенциальная опасность: он может обжечь вас или, что еще хуже, сжечь ваш стол и вызвать пожар. Опять же, они могут быть такими же простыми, как металлическая подставка, или они могут быть сложными, предлагая функцию автоматического отключения, которая снижает температуру наконечника, когда палочка помещается в подставку. Это помогает предотвратить износ наконечника с течением времени.
Различные виды железных колыбелей. Обратите внимание, что некоторые позволяют использовать обычную губку, в то время как другие держат латунную губку.
- Латунная губка — Во время пайки ваш наконечник будет склонен окисляться , что означает, что он станет черным и не захочет принимать припой. Особенно при использовании бессвинцового припоя в припое есть примеси, которые имеют тенденцию накапливаться на кончике вашего утюга, что вызывает это окисление. Здесь на помощь приходит губка. Время от времени вы должны хорошо очищать наконечник, вытирая этот налет. Традиционно для этого использовалась настоящая влажная губка.Однако использование влажной губки может значительно сократить срок службы наконечника. Протирая наконечник прохладной влажной губкой, кончик имеет тенденцию расширяться и сжиматься от изменения температуры. Это расширение и сжатие изнашивают ваш наконечник и иногда могут привести к образованию отверстия сбоку наконечника. Если в наконечнике есть отверстие, он не годится для пайки. Таким образом, латунные губки стали стандартом для очистки наконечников. Латунные губки удаляют излишки припоя с наконечника, позволяя наконечнику поддерживать текущий уровень нагрева.Если у вас нет латунной губки, обычная губка лучше, чем ничего.