Как правильно паять паяльником с кислотой: Как паять кислотой? — самые полезные статьи в интернет-магазине радиодеталей и радиоэлектроники Electronoff
для чего нужна и где применяют, как правильно приготовить, применение в пайке
Канифоль далеко не всегда помогает качественно спаять друг с другом детали, и тогда в дело идет паяльная кислота, которая способна удалить оксидную пленку с поверхностей и качественно подготовить их к пайке. Если канифольный флюс хорошо справляется с «обязанностями» по подготовке к соединению элементов из меди, то кислотными составами лудят не только их, но и детали из медных сплавов (латуни, бронзы), нержавеющей и черной стали, никеля, драгоценных металлов и даже алюминия или чугуна.
Рисунок 1. Паяльная кислота нужна для удаления пленки оксида и подготовки поверхности детали к пайке.
Особенности применения и пайки с паяльной кислотой
Категория, к которой попадает паяльная кислота отличается на фоне других реагентов, обладает рядом положительных свойств. В качестве флюса изделие распространяется только в жидком виде, некоторые составы возможно разбавлять для снижения концентрации при взаимодействии с металлом. Перед тем, как использовать элемент, стоит разобраться, для чего нужна паяльная кислота.
Перед тем, как использовать элемент, стоит разобраться, для чего нужна паяльная кислота.
Перед спайкой металлов необходимо подготовить области к применению. При длительной эксплуатации металлы имеют свойство окисляться, на них ложится слой грязи, пыли. Если с грязью возможно справиться механическим способом, при помощи шкурки или напильника, то окислы устраняются только с применением химических растворов. Паяльная кислота помогает предотвратить появление новой пленки, удалить присутствующие отложения.
Чистка металла паяльной кислотой
Основные металлы, которые возможно обработать паяльной кислотой:
- сплавы меди любыми пропорциями;
- железные изделия;
- никель;
- всевозможные сплавы цветных металлов;
- сталь.
Латунные, медные сплавы возможно пропаять с помощью буры. Алюминиевые или стальные изделия никак не соединится без паяльной кислоты. Перед тем, как паять кислотой, деталь обрабатывается от твердых отложений, после пайки смывают водой с малым щелочным содержанием. Разновидности паяльной продукции производятся по стандартам ГОСТ 23178-78, обладают текучестью, пониженной вязкостью.
Разновидности паяльной продукции производятся по стандартам ГОСТ 23178-78, обладают текучестью, пониженной вязкостью.
Как паять медь
Обработанный проводник
Для этого можно применять любой способ, так как этот материал не прихотлив, обладает низким коэффициентом окисления и температурным режимом плавки.
Как припаять металл разного состава? Если нужно состыковать латунный и медный элементы, то их допускается паять путем нагрева открытым огнем, для чего используются газовая горелка и пруток.
Важно! При нагревании к паяному элементу нельзя прикасаться открытыми участками тела, так как общая температура детали будет высокой, для удержания используем дистанционную струбцину или толстые перчатки.
Таким образом, прежде чем заменить паяльник на горелку и использовать перечисленные методы обработки металлов, необходимо тщательно разобраться в вопросе, как правильно паять паяльником с использованием кислоты, учесть особенности материалов и другие показатели.
Виды паяльных кислот и особенности применения
Паяльная кислота подразделяется на два основных вида, вне зависимости от сферы применения, ортофосфорный и соляной тип. Вне зависимости от состава, назначением является удаление окислов, загрязнений с областей пайки. Качественный, аккуратный шов может быть исполнен только при соблюдении условий подготовки металлов. Долговечность материалов повышается за счет образования защитной пленки от окисления на поверхности соединения.
Важно знать, что использовать флюс при работе с электронными платами категорически запрещается. Тонкие и хрупкие элементы могут быть стерты с конструкции платы, кислота для пайки производит токопроводящие соединения. Все эти факторы могут плачевно повлиять на работоспособность узла, конструкции общим состоянием.
Хлорцинковый флюс
Раствор хлористого цинка применяется для пайки соединений железа. Составом является цинк, растворенный соляной кислотой. Производится раствор следующим образом:
- подготавливается гранулированный цинк;
- в зависимости от технического задания, добавляют раствор, либо концентрат;
- после химической реакции цинка, возможно использовать смесь.


Хлористый цинк
Пропорциональные части берутся на примере 1 литр соляного раствора на 400 грамм гранулированного цинка. По окончании работ следует обработать поверхность для прекращения реакции, для этого отлично подходит мыльный раствор. Перед изготовлением самостоятельно, следует помнить, что важно соблюдать последовательность. Кислоту разбавляют цинком, при этом образуются газы, получается достаточно взрывоопасная смесь. Все действия производятся на проветриваемом месте.
Олеиновая кислота
Для пайки алюминиевых сплавов прекрасно подходит олеин. Не применяется чистым видом, доступен только в техническом состоянии. Стабильное состояние достигается путем смешивания олеина с различными жирными кислотами. Далее вступает в реакцию йодид лития, который заканчивает смешивание массы для пайки алюминия.
Пайка олеиновой кислотой позволяет производить стыковку материалов из медных и алюминиевых сплавов, без образования химической пленки и окисления.
Олеиновая кислота Б-115
Флюс используется для защиты от процессов коррозии на стыке, при механическом воздействии, образуется новая пленка, что позволяет не беспокоится о надежности соединения.
Взамен паяльной кислоты, другие флюсы не имеют схожих свойств, возможно применение машинного масла с растертыми опилками, процесс пайки происходит втирание состава при стыковке. При нагревании олеиновый тип паяльной кислоты испаряется, но место пайки залужено, о качественном соединении бессмысленно беспокоится.
Ортофосфорная кислота
При обработке металлов ортофосфорным раствором происходит построение защитной пленки, препятствующей образованию окислов, химических реакций металла. Характеристики раствора состоят в бесцветной субстанции, неорганического рода. Гигроскопичная структура в виде пастообразной структуры взаимодействует при нагревании и растворяется в жидкий состав. Обладает хорошими свойствами текучести, легко убирается водой после работы.
Пайка ортофосфорной кислотой
Применяется ортофосфорная кислота при пайке углеродистых, легированных сталей. Также к работе подходят сплавы меди и никеля, рабочая температура при паяльных работах начинается от 350 градусов. Кислотная пленка разрыхляется, отводится на поверхность путем растворения слоя оксидов. Надежная спайка достигается путем образованной оксидной пленки ортофосфорной кислотой.
Кислотная пленка разрыхляется, отводится на поверхность путем растворения слоя оксидов. Надежная спайка достигается путем образованной оксидной пленки ортофосфорной кислотой.
Флюс ВТС
Салициловая основа, распространенная составом аспирина, применяется как составляющая часть флюса для пайки. Наиболее широко применяется к работе с драгоценными металлами, ввиду слабого взаимодействия с частицами изделия.
Основное преимущество, это защита от окисления места пайки, нет необходимости удалять флюс, если только не предъявляются дополнительные требования.
Флюс-паста ВТС
Универсальность применения, дешевое изготовление позволяют применять паяльную кислоту на основе салициловых соединений. Едкие выделения предполагают рабочую вытяжку при выполнении паяльных действий, также отрицательной стороной является плохое взаимодействие с алюминием.
Возможно использовать подручные средства, достаточно растереть таблетку аспирина или другой препарат, содержащий салициловую кислоту. Наносится порошок на место пайки, при работе с проводами пайку возможно производить прямо на таблетке. Более удобная смесь изготавливается совместно с вазелином, пропорциями 1 к 2, пасту легко наносить на место пайки тампоном, удалять по окончанию работ.
Наносится порошок на место пайки, при работе с проводами пайку возможно производить прямо на таблетке. Более удобная смесь изготавливается совместно с вазелином, пропорциями 1 к 2, пасту легко наносить на место пайки тампоном, удалять по окончанию работ.
Нестандартные способы
Если нет рядом канифоли для пайки, можно использовать материал для натирания смычков. Он лучше очищен. Все свойства сохранены. Стоимость замены будет ощутимой.
Сообразительные мастера, у которых есть припои с флюсом, предлагают замочить его в спирте, дождаться пока канифоль вся растворится. Времени это занимает немного.
Говорят, что таким спиртовым экстрактом заменить канифоль удается с успехом. Спиртовая составляющая постепенно улетучится. Твердый компонент соответствует требованиям, предъявляемым к флюсам.
При работе со старой аппаратурой заменить канифоль можно остатками в местах старой пайки. Нужно прикоснуться туда проводком и паяльником, сделать соединение. Этот метод приемлем для экстремальных ситуаций при не очень высоких требованиях к швам.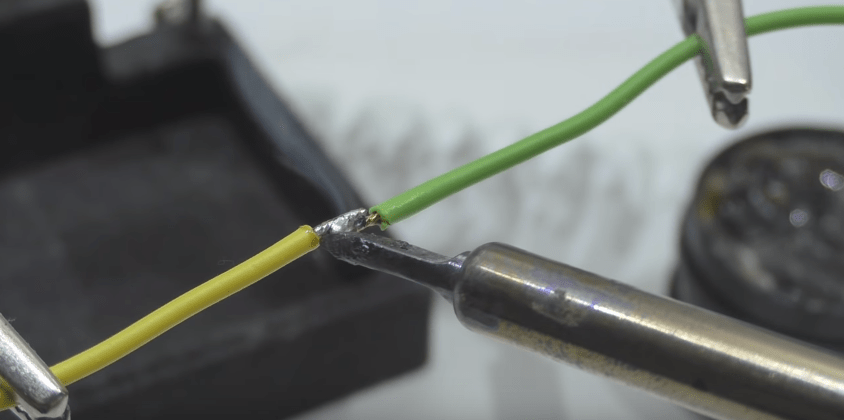
Преимущества кислоты
Каждый состав имеет определенные преимущества, паяльные аксессуары не исключение.
Пайка алюминия кислотой
Основные положительные стороны:
- Удобство процесса, пайка позволяет обработать контакт в труднодоступном месте, за счет свойств текучести.
- Повышенная агрессивность позволяет разрушать оксидные пленки, отложения ржавчины. Обычно оксидные пленки не видны глазу, поэтому соединение обрабатывается обязательным порядком.
- О последующем образовании оксидной пленки можно не беспокоится, паяльная кислота противодействует этому, даже механических воздействиях.
- Разнообразие металлов, с которыми возможно производить действия, позволяет использовать раствор при каждой работе.
Недостатки
Кроме положительных сторон, имеются и некоторые недостатки, способные ограничить использование химического элемента:
- Категорически запрещается использовать кислоты при работе с радиосхемами, мелкой электроникой. Свойства некоторых составов таковы, что происходит разрушение дорожек при обработке и нарастании новых токопроводных элементов.
- Срок хранения занижен, по причинам летучести газов, поэтому приобрести с запасом данные флюсы не получится. К условиям хранения также поставлены требования, не соблюдение которых может привести к порче материала;
- Состав вреден для человека при вдыхании, попадании на кожу. Рекомендуется использовать средства индивидуальной защиты при массовых работах, пайку производить в хорошо проветриваемом помещении.
 Свойства некоторых составов таковы, что происходит разрушение дорожек при обработке и нарастании новых токопроводных элементов.
Свойства некоторых составов таковы, что происходит разрушение дорожек при обработке и нарастании новых токопроводных элементов.Состав и физико-химические свойства
Ортофосфорная кислота имеет формулу Н3РО4, которая состоит из самого фосфора и диэтиламида. Пропорции могут быть различными от требуемой концентрации, в большинстве случаев используется соотношение 1 к 4. Существует разновидность кислоты с примесями цинка соотношениями 1 к 2 частям раствора.
Формула ортофосфорной кислоты
Основные свойства материала подразумевают агрессивность. Активное взаимодействие происходит с любым материалом, этот факт требует бережного отношения к соединениям. Во время работы необходимо придерживаться особых правил, т.к. может произойти положительный либо отрицательный вариант. Жидкая форма позволяет проникать составу в труднодоступные места, достигать высокой прочности спаивания. Основными видами паяльной кислоты являются растворы, так как 100% концентрация не позволит производить работы с большинством металлов.
Активное взаимодействие происходит с любым материалом, этот факт требует бережного отношения к соединениям. Во время работы необходимо придерживаться особых правил, т.к. может произойти положительный либо отрицательный вариант. Жидкая форма позволяет проникать составу в труднодоступные места, достигать высокой прочности спаивания. Основными видами паяльной кислоты являются растворы, так как 100% концентрация не позволит производить работы с большинством металлов.
Особенности выбора
Подбор состава паяльной кислоты происходит в соответствие с рабочей поверхностью материала. Основным критерием должно быть качество раствора, т.к. неправильную концентрацию всегда можно понизить ее в домашних условиях. Не допустимо к применению составов с наличием осадка или помутнения емкости.
Важно помнить, что жидкие флюсы, одни из немногих паяльных принадлежностей, имеющих срок годности, на который необходимо обращать внимание перед применением.
Сложный выбор всегда не дает покоя при покупке.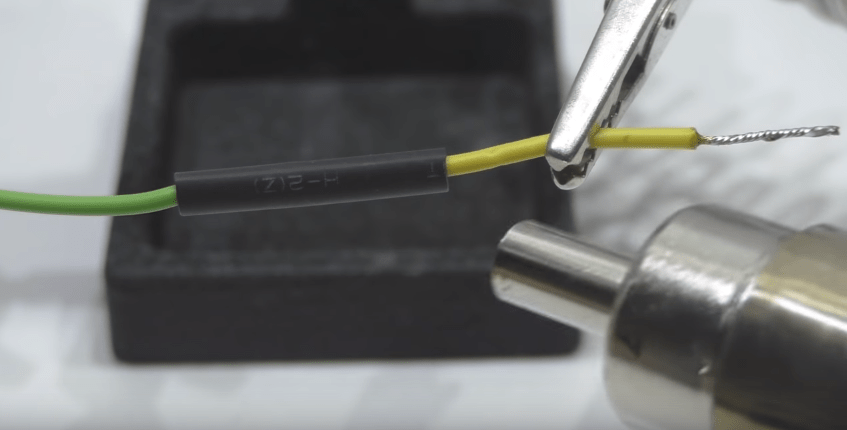 Составы разные, на рынке существует большое количество производителей. Необходимо определить, какой тип работ будет производиться, для этого изучается предназначение состава паяльной кислоты. Ортофосфорные составы наиболее распространены, хорошо борются с окислами и не столь агрессивны. Соляная более универсальна, т.к. применяется к множеству металлов. Серная наиболее активный вариант, используется при пайке толстых изделий.
Составы разные, на рынке существует большое количество производителей. Необходимо определить, какой тип работ будет производиться, для этого изучается предназначение состава паяльной кислоты. Ортофосфорные составы наиболее распространены, хорошо борются с окислами и не столь агрессивны. Соляная более универсальна, т.к. применяется к множеству металлов. Серная наиболее активный вариант, используется при пайке толстых изделий.
Для чего нужны кислотные флюсы
Кислота обеспечивает наилучшую среду для контакта припоя с деталями на как можно большей площади:
Рисунок 2. Устройство солевой батарейки.
- очищая обрабатываемые поверхности от окислов и загрязнений;
- оберегая их от возобновления процесса окисления;
- значительно снижая поверхностное натяжение припоя, что способствует более свободному его растеканию.
Результатом этого становится более надежное соединение спаиваемых деталей.
Разные металлы требуют и применения разных паяльных кислот, но сразу следует усвоить, что кислотные флюсы не следует применять при сборке плат, ведь они являются агрессивной средой, способной разрушительно воздействовать на все их компоненты. Кроме того, кислоты – отличные электропроводники, умеющие создать для тока дополнительные (и нежелательные) каналы прохождения. Полагаться на нейтрализацию кислотной среды после спайки не следует.
Кроме того, кислоты – отличные электропроводники, умеющие создать для тока дополнительные (и нежелательные) каналы прохождения. Полагаться на нейтрализацию кислотной среды после спайки не следует.
Изготовление своими руками
При наличии некоторых знаний и подручных материалов, возможно изготовить паяльную кислоту в домашних условиях. Набор ингредиентов не велик, их можно приобрести в хозяйственном магазине:
- соляная кислота в чистом виде;
- кусковой цинк, который реализуется отделом химических реактивов, если не представляется возможности приобрести, аккуратно раскрывается пальчиковая батарея;
- емкость из стекла или керамического материала.
Паяльная кислота изготавливается своими руками определенной последовательностью. Необходимо заполнить емкость кусками цинка, затем заполнить соляным раствором. Действия производятся в хорошо проветриваемом помещении, при попадании раствора на кожу, необходимо сразу же промыть проточной водой. После, изготовления масса, переливается в герметичную емкость для правильного хранения.
Инструкции по использованию
- Непосредственно перед спайкой требуется зачистить поверхность напильником или наждачной бумагой, что позволит избежать всевозможных загрязнений.
- На место спайки следует нанести кислоту, для чего можно использовать кисточку. Дальше требуется покрыть спаиваемую конструкцию припоем, выполненным на основе олова или его сплава. Если вещество не ложится равномерно, придётся повторить обработку кислотой ещё раз.
- На следующем этапе осторожно спаяйте поверхности. Работая с нагретым паяльником, не забывайте о правилах безопасности и старайтесь не захламлять рабочую зону материалами, которые очень быстро возгораются.
- После завершения процедуры кислоту следует нейтрализовать, применяя щелочь, например, раствор соды, а затем промыть место спайки, чтобы избавиться от остатков кислоты. В редких случаях роль флюса выполняет ацетилсалициловая кислота, правда её использование требует более сложного подхода.

Меры предосторожности
Агрессивные свойства требуют особого подхода к технике безопасности. Хранение производится заводской упаковкой, огражденном месте от прямых солнечных лучей.
Производить работы лучше при хорошем проветривании, используя необходимые средства защиты.
Кожные покровы на агрессивные вещества реагируют отрицательно. При попадании на руки, необходимо сразу промыть водой, хозяйственным мылом. Вдыхание может привести к раздражению ротовой полости, а при попадании в глаза необходимо обратится за помощью к специалистам.
РадиоКот :: Как правильно паять
Чтобы быстро научиться паять надо всего-ничего — ПАЯЛО и ИНТЕРЕС.Перед тем, как паять, поверхность соединяемых деталей зачищают напильником, наждачной бумагой, обезжиривают бензином или другим органическим растворителем и при помощи кисточки смазывают флюсом. Затем нагретый паяльник погружают в порошок нашатыря или канифоли; если при этом появился легкий дымок, значит, паяльник готов к работе. Паяльники бывают и совсем примитивные, требующие подогрева в пламени, и электрические, а для точечного паяния — с регулируемой мощностью нагрева.
Паяльники бывают и совсем примитивные, требующие подогрева в пламени, и электрические, а для точечного паяния — с регулируемой мощностью нагрева.
Нашатырь или канифоль очищают жало паяльника от оксидов металлов. Очищенный паяльник опускают в припой и держат там, пока расплавленный припой не «залудит» жало паяльника, полностью покрыв его блестящей пленкой. Затем захватывают жалом паяльника немного припоя, переносят его на место пайки и разравнивают по поверхности — ведут «залуживание» места спая. Потом таким же образом переносят на спай основную массу припоя, требуемого для прочного соединения или покрытия металла. Когда припой остынет, место спаивания протирают сырой тряпкой и зачищают наждачной бумагой или напильником.
Зачем нужен флюс? Флюс снимает остатки оксидных пленок и жировых загрязнений и защищает спаиваемые поверхности от окисления. Флюс чаще всего готовят, растворяя 30 г хлорида цинка и 10 г хлорида аммония в 60 мл воды. Часто используют «паяльную жидкость» или «паяльную кислоту», которые получают взаимодействием металлического цинка с концентрированной соляной кислотой.
Для спаивания тонких медных проводов
Что такое припой? Этот сплав служит для соединения спаиваемых металлов.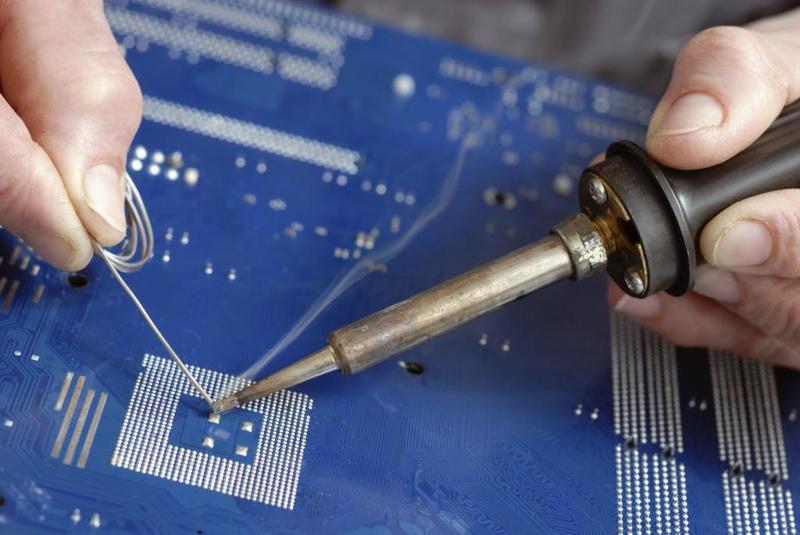 Припои изготавливают в форме палочек, полосок, листочков, а иногда в виде порошка. В быту применяют обычно
Припои изготавливают в форме палочек, полосок, листочков, а иногда в виде порошка. В быту применяют обычно
Мягкий припой «третник» — это сплав 65% олова и 35% свинца, с помощью которого можно паять практически все металлы и сплавы, кроме алюминиевых и самого алюминия. Третник плавится около181 oС. Чтобы самостоятельно приготовить такой припой, сначала в железной чашке расплавляют свинец, а затем к полученному расплаву добавляют кусочки олова. Когда оно расплавится, сплав тщательно перемешивают и выливают в форму для затвердевания. Хорошие мягкие припои — сплавы олова, свинца и сурьмы, которые плавятся при 220—280 oС.
Легкоплавкие припои имеют более сложный состав и плавятся при более низкой температуре. Так, припой, состоящий из 50% висмута, 25% свинца, 12,5% кадмия и 12,5% олова, становится жидким при 65

При необходимости «спаивание» металлических деталей можно вести и без паяльника, пользуясь смесями химических веществ, выделяющих «припой» при нагревании. Примеры таких веществ — смесь «тиноль» и паяльные пасты.
Чтобы приготовить тиноль, в эмалированную миску или кружку наливают 32 мл концентрированной соляной кислоты и добавляют 12 мл воды, а затем бросают туда 8,1 г цинка. После полного растворения цинка в кислоте добавляют 7,8 г олова; снова начинается выделение пузырьков водорода. Когда оно прекратится, жидкость упаривают на водяной бане до сметанообразного состояния. Остывшую массу переносят в фарфоровую ступку, добавляют 7,5 г нашатыря, 9,4 г канифоли, предварительно растертой в пудру, 29,6 г цинковой пыли, 14,8 г порошка олова, 7,4 г порошка свинца и 10 мл безводного глицерина; смесь тщательно растирают. Полученную кашицу (тиноль) хранят в банке с пластмассовой крышкой.
Как паять с помощью тиноля? Место спая зачищают, а потом намазывают тинолем и после этого нагревают пламенем свечи, спиртовки или даже лучинкой до тех пор, пока через образовавшуюся на поверхности пасты корочку не заблестит расплав.
Паяльные пасты особенно удобны для пайки в труднодоступных местах. Их, как и тиноль, наносят на место будущего спая и нагревают. Вот два рецепта таких паст:
# растворяют 10 г канифоли в 10 мл диэтилового эфира (Осторожно! Эфир огнеопасен!) и смешивают с 20 г оловянной пыли.
Амальгама Герштейна. Чтобы получить этот препарат для холодной пайки, растворяют в теплой воде медный купорос и добавляют цинковые опилки. В результате реакции медного купороса с цинком на дне сосуда осаждается порошок металлической меди. Жидкость сливают, промывают порошок водой и высушивают. В фарфоровую ступку засыпают 20—35 г полученного медного порошка, добавляют 5 мл ртути и тщательно растирают. Хранят амальгаму Герштейна в плотно закрытой склянке.
Жидкость сливают, промывают порошок водой и высушивают. В фарфоровую ступку засыпают 20—35 г полученного медного порошка, добавляют 5 мл ртути и тщательно растирают. Хранят амальгаму Герштейна в плотно закрытой склянке.
Чтобы спаять два металла, намазывают амальгамой очищенные спаиваемые поверхности и туго сжимают их на несколько часов. По истечение этого срока образуется твердый и прочный «спай» металлов. Приготовление и использование амальгамы Герштейна ведут только на открытом воздухе или там, где есть вытяжка: металлическая ртуть чрезвычайно летуча, а ее пары ядовиты.
Пайка алюминия. В обычных условиях алюминий с трудом поддается пайке, так как на его поверхности после очистки мгновенно снова образуется оксидная пленка. Поэтому после зачистки место будущего спая на алюминии или его сплавах немедленно заливают заранее расплавленной канифолью.
 Припой набирают на паяльник и переносят на защищенную канифолью поверхность спая. Залуженный таким образом алюминий сравнительно легко поддается спаиванию: к его луженой поверхности можно припаять, например, медные провода.
Припой набирают на паяльник и переносят на защищенную канифолью поверхность спая. Залуженный таким образом алюминий сравнительно легко поддается спаиванию: к его луженой поверхности можно припаять, например, медные провода. # Применяется и другой способ: поверхность алюминия зачищают, смазывают раствором канифоли в диэтиловом эфире и посыпают медными опилками, а после этого залуживают место пайки обычным оловянным припоем.
Все вопросы в
Форум.
Как паять паяльной пастой без паяльника или починить гирлянду
Используем пламя
Самый простой способ – локальный нагрев места соединения открытым пламенем, свечкой или зажигалкой. Температура плавления обычного припоя – 200-280 градусов. С этим значением легко справится любой источник горения.
Лучше всего для этих целей подходит так называемые турбо зажигалки, в которых пламя выходит под давлением, создавая мощный локальный участок нагрева. К тому же, такое пламя не закоптит место соединения проводов, и его можно направлять с высокой точностью.
Существуют компактные газовые горелки, которые вообще идеально подходят для таких работ. Если вы отправляетесь в поход, или на дачу – этот инструмент должен быть у вас под рукой.
ВАЖНО! Разумеется, при любом способе нагрева необходимо иметь флюс (или его заменитель) и собственно припой.
Припой для таких случаев лучше применять не тугоплавкий, например — ПОСВ33. Его температура плавления не превышает 150 градусов. Если под рукой не оказалось флюса – можно воспользоваться народным способом. Применить толченый аспирин.
Если под рукой не оказалось флюса – можно воспользоваться народным способом. Применить толченый аспирин.
Провод зачищается, обрабатывается флюсом, и разогревается пламенем. Непосредственно в зону нагрева помещается припой, в виде тонкой проволоки. Как только олово начнет плавиться – капля наносится на прогретую скрутку, а дальше пламенем добиваемся проникновения расплава по всему месту спайки.
Пайка без паяльника пламенем от спички или свечи сопровождается копотью, поэтому пользоваться таким способом следует лишь в крайнем случае. Хорошо для этих целей подходит спиртовка или таблетка сухого спирта.
Видео
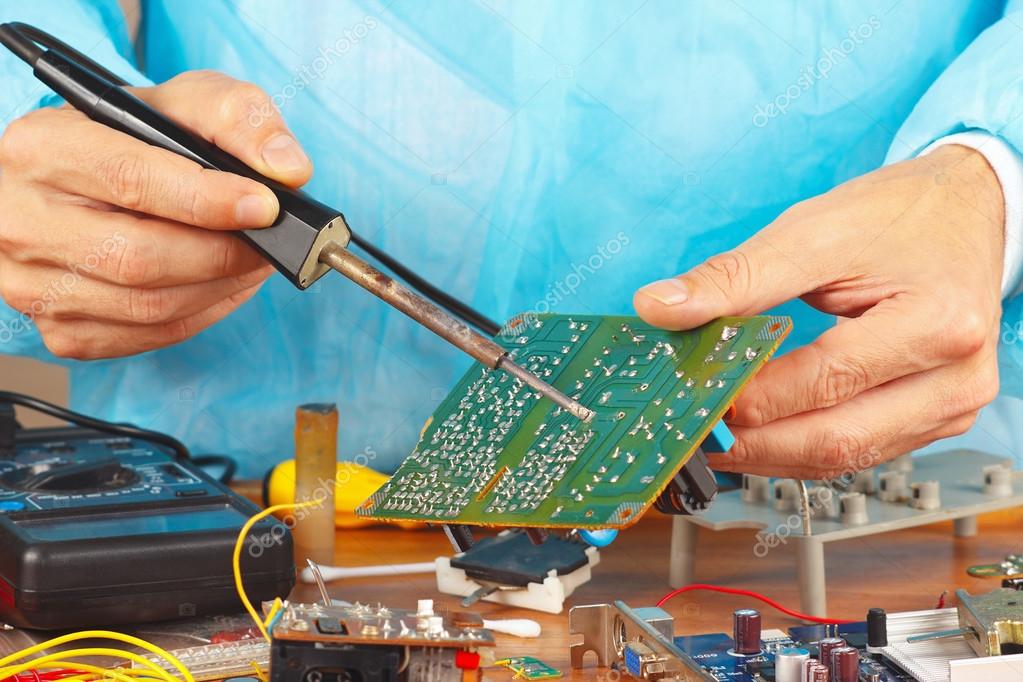
Рассказываем новичкам, как правильно паять паяльником, и об особенностях этого процесса.
Многие поломки можно устранить самостоятельно, для этого достаточно вооружиться паяльником. Обладая минимальными навыками, можно припаять оторвавшиеся проводки и детали и таким образом восстановить работоспособность прибора. Нередко возникает вопрос, как научиться паять? На самом деле это не так уж и трудно, главное — набить руку. Имея немного опыта, можно проводить домашний ремонт практически любого устройства, где суть поломки в оторванных и отсоединенных деталях.
Самодельный паяльник из свечки
Можно изготовить импровизированный паяльник из деревянного бруска и медной проволоки.
При работе с таким приспособлением копоть выводится из зоны работ. Разумеется, этот способ подойдет лишь для тонких проводов, поскольку КПД устройства низкое, и тепло будет рассеиваться по медной проволоке.
С помощью такого нехитрого устройства, можно без паяльника припаять провод к плате. Непосредственное воздействие открытого огня может вывести из строя остальные детали, или привести к отслоению дорожек платы, поэтому такой способ фактически незаменим при проведении экстремального ремонта.
Учитывая малую мощность импровизированного «свечного паяльника», с его помощью можно производить ремонт тонкой проводки, не опасаясь ее пережечь высокой температурой. Например – починить наушники в дороге.
ВАЖНО! Подобные ремонты «на скорую руку», являются временным выходом из ситуации.
Такие соединения недостаточно надежны. Поэтому, как только вы доберетесь до обычного электропаяльника, следует пропаять заново.
Как паять медь
Обработанный проводник
Для этого можно применять любой способ, так как этот материал не прихотлив, обладает низким коэффициентом окисления и температурным режимом плавки.
Как припаять металл разного состава? Если нужно состыковать латунный и медный элементы, то их допускается паять путем нагрева открытым огнем, для чего используются газовая горелка и пруток.
Важно! При нагревании к паяному элементу нельзя прикасаться открытыми участками тела, так как общая температура детали будет высокой, для удержания используем дистанционную струбцину или толстые перчатки.
Таким образом, прежде чем заменить паяльник на горелку и использовать перечисленные методы обработки металлов, необходимо тщательно разобраться в вопросе, как правильно паять паяльником с использованием кислоты, учесть особенности материалов и другие показатели.
Как спаять без паяльника с помощью экстремальных способов нагрева
Раскаленное железо
На открытом пламени, например – газовой горелке, или просто в костре, нагревается металлический предмет. Подойдет толстая скрепка или гвоздь. Размер выбирается исходя из толщины спаиваемого материала. Импровизированное жало раскаляется докрасна, затем прижимается к подготовленному месту пайки.
Подойдет толстая скрепка или гвоздь. Размер выбирается исходя из толщины спаиваемого материала. Импровизированное жало раскаляется докрасна, затем прижимается к подготовленному месту пайки.
Популярное: Как выбрать паяльник для полипропиленовых труб? Экономика трубопрокладки
Припой должен быть заранее размещен в рабочей зоне. За один раз качественно пропаять не удастся, поэтому процедуру следует многократно повторить.
На этом видео демонстрируется простой способ пайки проводов с помощью обычной свечки.
Солнце и лупа
Концентрируя солнечные лучи при помощи увеличительного стекла, можно создать точку с температурой до 600 градусов. Этого вполне достаточно для расплавления припоя, при выполнении нескольких условий. Во-первых – лупа должна быть зафиксирована, поскольку нестабильная точка концентрации солнечной энергии необходимой температуры не создаст. Во-вторых – эта величина (600 градусов) только теоретическая.
Этого вполне достаточно для расплавления припоя, при выполнении нескольких условий. Во-первых – лупа должна быть зафиксирована, поскольку нестабильная точка концентрации солнечной энергии необходимой температуры не создаст. Во-вторых – эта величина (600 градусов) только теоретическая.
При нагреве материала с хорошей теплопроводностью (в нашем случае медного провода), тепло будет моментально рассеиваться. Тем не менее, лупа диаметром 8-15 см вполне пригодна для экстремальной пайки. Разумеется, при наличии солнца и безоблачного неба. Наибольший эффект достигается в полдень.
Короткое замыкание
Такой способ применяется при соединении одножильной электропроводки, для улучшения контакта в скрутке. Основан он на метоле точечной сварки. Можно использовать обычный автомобильный аккумулятор.
ВАЖНО! При коротком замыкании возникает ток большой величины, измеряемый сотнями ампер.
Поэтому кабели, которыми производится подача напряжения, должны быть большого сечения. При работах необходимо соблюдать осторожность.
При работах необходимо соблюдать осторожность.
Подойдут провода для «прикуривания», которыми автомобилисты оживляют севший аккумулятор. Чтобы припаять провод без паяльника с помощью аккумулятора, необходимо кратковременно приложить клеммы к скрутке на расстоянии 1-2 см. Время контакта должно быть не более 1 секунды.
Иначе можно повредить аккумулятор и расплавить спаиваемый провод. Место соединения предварительно обрабатывается флюсом, и на него кладется кусочек припоя.
Скрутка проводов
Итак, все провода зачищаются от общей изоляции, защищающей весь кабель. Для каждой отдельной жилы берется длина на скрутку плюс небольшой запас – основание скрутки должно быть скручено жилами с изоляцией. Вообще, нужно стремиться уложить в коробку лишние сантиметры проводов на всякий случай.
Совет: старайтесь всегда поместить в распаечную коробку побольше запаса проводов, даже с учетом уже сделанных скруток. Возможно когда-то в будущем сюда будут добавляться новые линии или производиться какой-либо ремонт. Хорошим тоном будет предусмотреть ремонтопригодность коробок, даже если вы уверены в надежности и качестве своих работ.
Возможно когда-то в будущем сюда будут добавляться новые линии или производиться какой-либо ремонт. Хорошим тоном будет предусмотреть ремонтопригодность коробок, даже если вы уверены в надежности и качестве своих работ.
Для самих скруток жилы зачищаются сантиметров на 10 – после скручивания лишнее откусится бокорезами. Конечная длинна скрутки оголенных проводов должна быть не менее 4 см. Если монтаж производится в просторных распредкоробках, длину скруток можно увеличить до 7-8 см. Главное чтобы скрутки поместились в коробку без изгибов.
Но это я забежал немного вперед: перед скруткой оголенных жил необходимо хорошенько их протереть тряпочкой, смоченной в спирте или флюсе ТАГС. После обработки поверхность меди должна иметь однородный желтый цвет без темных участков – только тогда можно производить скручивание. Если жилы покрыты слишком толстым окислом, то перед протиранием их можно обработать мелкой шкуркой.
Когда среди скручиваемых проводов присутствуют мягкие, многожильные проводники, то их следует с особой тщательностью очищать от окислов.
Скрутка производится плоскогубцами так, чтобы несколько сантиметров с изоляцией так же стали частью скрутки. Закручивать следует с достаточным усилием, однако нужно не перестараться и не порвать ни одной жилы. Здесь рекомендуется предварительно потренироваться на пробных скрутках и «почувствовать» материал.
При скручивании большого количества жил или когда сечение жил большое (4 мм² например), основание скрутки нужно придерживать дополнительными плоскогубцами.
Когда скрутки закручены, их нужно укоротить бокорезами до необходимой нам длинны. Короче 4 см. не рекомендуется.
Распаечная коробка скручена, можно приступать к пропаиванию.
Самодельный паяльник из газовой зажигалки
При необходимости оперативно произвести пайку, можно соорудить нехитрый паяльник из обычной газовой зажигалки. Для изготовления понадобятся:
- Зажигалка в прочном корпусе, способная выдерживать длительный нагрев. Лучше взять вариант «турбо», предназначенный для горения на ветру. У этих моделей более устойчивое пламя, и термостойкий пластик. В крайнем случае подойдет и обычная, только не одноразовая, которая расплавится за первую минуту горения. Металлический корпус выдержит длительный нагрев, но при этом сам станет горячим, и держать его будет неудобно;
- Медный пруток 3-5 мм в диаметре для изготовления жала. Можно взять кусочек силового провода, сняв с него изоляцию;
- Тонкая проволока для фиксации жала на корпусе зажигалки.
 Лучше взять вариант «турбо», предназначенный для горения на ветру. У этих моделей более устойчивое пламя, и термостойкий пластик. В крайнем случае подойдет и обычная, только не одноразовая, которая расплавится за первую минуту горения. Металлический корпус выдержит длительный нагрев, но при этом сам станет горячим, и держать его будет неудобно;
Лучше взять вариант «турбо», предназначенный для горения на ветру. У этих моделей более устойчивое пламя, и термостойкий пластик. В крайнем случае подойдет и обычная, только не одноразовая, которая расплавится за первую минуту горения. Металлический корпус выдержит длительный нагрев, но при этом сам станет горячим, и держать его будет неудобно;Импровизированный наконечник приматываем к корпусу тонкой проволокой как можно ближе к соплу зажигалки. Необходимо учесть, что палец, которым вы будете нажимать на кнопку, не должен касаться металлических частей конструкции.
Паяльник готов. Нагрев наконечника происходит за несколько секунд. Такой вариант, в отличие от прямого нагрева места спайки пламенем, позволяет паять на монтажной плате.
Подготовка к работе
Перед тем как пользоваться паяльником, лучше изучить все неявные моменты, которые сделают работу удобной и безопасной. Первая забота — организация рабочего места. Главное требование — его близость к розетке, чтобы в случае необходимости выключить прибор из электросети можно было бы почти мгновенно.
Про удобную подставку, позволяющую быстро брать в руки и класть прибор обратно, уже было написано. Ее можно изготовить самостоятельно, используя в качестве основания дерево либо текстолит. М-образные стойки обычно делают из стальной проволоки, альтернатива — пруток, чей диаметр составляет 4-5 мм.
Удобную работу «паяльщика» трудно представить без маленьких емкостей для канифоли, припоя. Лучший вариант — довольно широкие, но невысокие баночки, изготовленные из металла. Их рекомендуют закрепить на подставке под паяльник.
Проводники
Их освобождают от изоляции (30-50 мм или больше, если диаметр провода велик), затем механически удаляют окисную пленку. Зачищают поверхности, используя наждачную бумагу, до появления блеска. При сильном загрязнении металла провода пользуются растворителем. Для обработки стальных деталей берут на вооружение паяльную кислоту.
Жало
Неидеальное состояние инструмента требует предварительной подготовки, так как пользоваться паяльником, если кончик жала потерял форму, нельзя. Рабочий участок сначала осматривают. При обнаружении изъянов — наплывов либо выемок — первоначальную форму (скос 45°) восстанавливают напильником.
Далее жало паяльника лудят — покрывают припоем. Делают операцию так:
- сначала прибор разогревают до рабочей температуры;
- одну сторону кончика сначала помещают в канифоль, потом в припой;
- лишний припой, не выключая инструмент, стирают тряпкой, альтернатива — протирание плоскости о деревянную поверхность;
- аналогичным образом подготавливают вторую сторону паяльника.

Если рабочий участок имеет один скос, залуживают только его.
Паяльная паста для пайки без паяльника – особенности применения
При любом способе нагрева без паяльника, работать с твердым припоем неудобно. Для пайки бесконтактным способом нагрева (а именно их мы рассматриваем), разработаны специальные паяльные пасты.
Популярное: Импульсный паяльник своими руками – не просто, а очень просто!
Любая паста обязательно содержит в своем составе следующие компоненты:
- Молотый порошкообразный припой. Для различных видов пайки применяется разная степень дробления;
- Очищающий состав — флюс;
- Связующая добавка для удержания консистенции и фиксации припаиваемых деталей перед пайкой;
- Разнообразные добавки, ускоряющие реакцию, активаторы, антиоксиданты.
Припой в пастах может быть как составным (свинец, олово и серебро в разных пропорциях), так и просто свинцовым. Последний вариант наиболее распространен.
Последний вариант наиболее распространен.
Очищенные контакты обмазывают пастой, соединяют между собой и нагревают любым способом. Флюс, выполнив свою работу, испаряется (частично), а входящий в состав пасты припой моментально плавится и качественно соединяет спаиваемые компоненты.
Проникаемость припоя при таком способе очень высока, качество соединения намного лучше, чем при использовании твердого припоя.
Пайку при помощи пасты применяют не только при отсутствии паяльника. Для монтажа радиокомпонентов с контактами SMD, такой способ просто незаменим.
Еще одно преимущество пасты в том, что она покрывает зачищенные контакты, уменьшая вероятность окисления при температурном испарении флюса. Консистенция как у сметаны, при нагреве она не успевает стать более жидкой, и стечь с места пайки. Припой моментально обволакивает контакты и остается на поверхности деталей.
Пример пайки паяльной пастой без паяльника на этом видео.
Еще одним удобным материалом при отсутствии паяльника является паяльная лента.
Фактически – это тонкая фольга из припоя. С ее помощью удобно соединять скрутки проводов. Технология следующая:
- Зачищаем провод, формируем скрутку;
- Обрабатываем флюсом;
- Оборачиваем место пайки лентой;
- Нагреваем любым способом, кроме паяльника.
Флюс находится внутри рулончика припоя, и не испаряется при нагреве. Тонкая лента быстро плавится, и припой заполняет собой мельчайшие щели в месте соединения.
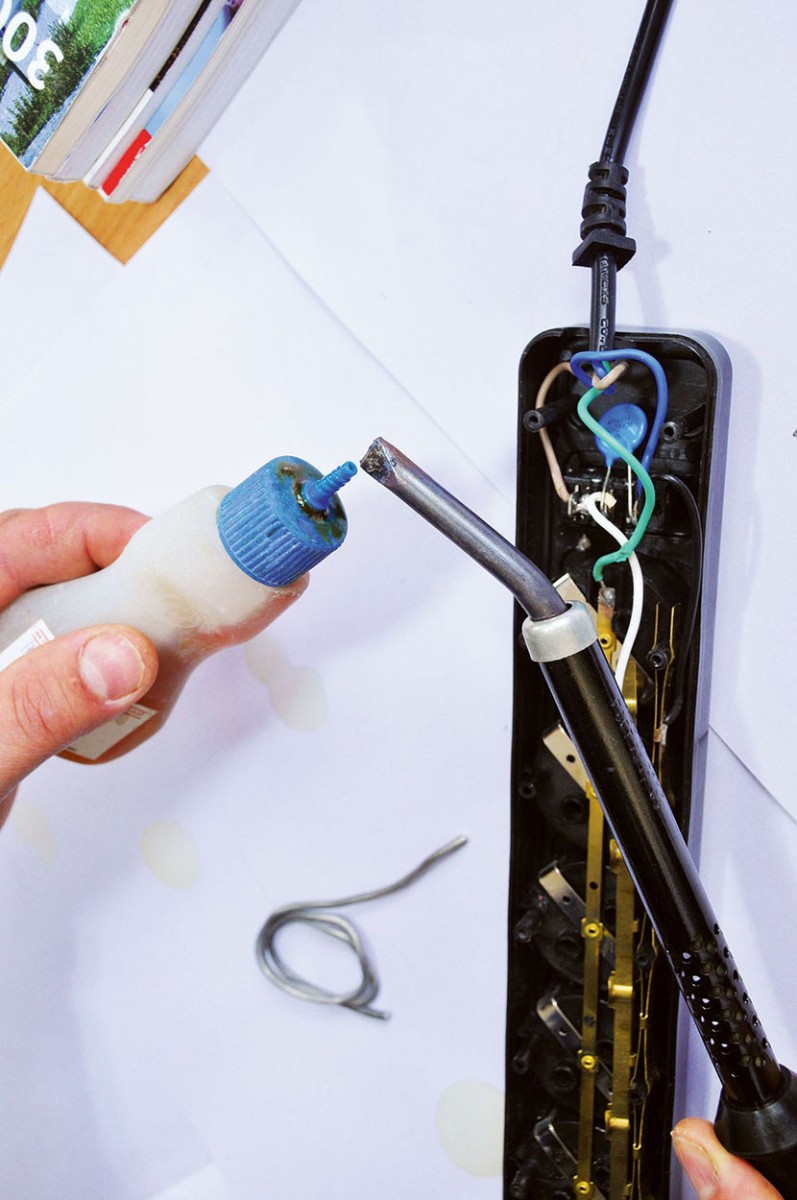
Кислотные растворы
Важно правильно выбрать кислотный раствор. Зависит это от вида металла, из которого сделаны детали. Это может быть алюминиевый или медный радиатор, чайник, который надо спаять, медь, латунь или кровельное железо:
- Оцинкованное железо. Места, где необходимо паять, обрабатывают кислотным раствором, правильно его называют (хлоратом цинка). Такой состав можно купить в специализированных магазинах, проще всего приготовить его самостоятельно.
Для этого достаточно в 100 мл соляной кислоты бросить кусочки цинка, который можно снять с корпуса пальчиковых батареек. После окончания химической реакции цинк растворится, выделяя при этом большое количество водорода.
Правильно будет осуществлять процесс в хорошо проветриваемом помещении, при отсутствии открытого огня.
После того, как раствор остынет и отстоится, верхнюю прозрачно-желтую часть переливают в чистую стеклянную посуду. Осадок сливают в грунт, в канализацию с металлическими трубами не рекомендуется. Кислотой можно повредить трубы и герметичные прокладки. Оставшаяся часть раствора готова для обработки кровельного оцинкованного железа.
Как запаять листы кровельного железа
- Нержавеющая сталь. Прежде чем паять, поверхность зачищается и обрабатывается ортофосфорной кислотой, в состав которой входят следующие элементы:
- до 50% хлористого цинка;
- аммиак до 0,5%;
- растворяется водой с концентрацией рН – 2,9%.
Ортофосфорная кислота применяется для пайки в качестве флюса и для очищения металла от ржавчины
Раствор бывает прозрачным светло-желтого цвета или бесцветным, при нагреве до 213ºС преобразуется в h5P2О7 (пирофосфорную кислоту), которая обезжиривает поверхность металлов. Состав растворяет оксидную пленку на различных металлах и сплавах:
- нержавеющая сталь;
- латунь;
- сплавы никеля;
- сплавы меди;
- сплавы углеродистых металлов и низколегированной стали.
Классический метод и профилактика
Предыдущие способы придумали мастера относительно недавно. Наши предки, даже ещё отцы, делали лужение несколько иначе. Для этого требовался напильник с мелкой насечкой, верстак для работы (можно заменить доской), канифоль и максимально тугоплавкий припой.
Порядок действий:
- Зачищают одну грань основания.
- Глубоко погружают инструмент в канифоль и натирают грань о дерево.
- Контакт о дерево проводят на месте, где предварительно заготовлен припой. Процедуру повторяют несколько раз.
- Занимаются второй гранью.
- Залуживают круглую поверхность прута.

Процедура отнимет минут 10, не меньше. Большое количество времени на подготовку окупается тем, что с инструментом можно работать несколько дней без особой подготовки.
Работа продолжительное время спровоцирует перегрев. Повышение температуры усиливает окисление и прут приходится готовить к работе чаще. Дабы избежать лишних процедур следует придерживаться некоторых правил.
Профилактические меры от окисления:
- Максимальную мощность нельзя использовать постоянно.
- Регулятор температуры в паяльной станции следует выставлять на минимально возможное значение.
- Опытные мастера оснащают подставку для паяльника выключателем с ограничителем напряжения — при неиспользовании инструмента нагрев сохраняется, а покрытие не окисляется.
- После каждой пайки следует восстановить покрытие.
Инструмент всегда нужно держать наготове. После продолжительного простоя жало паяльника не лудится из-за сильного окисления. Восстановление адгезии покрытия, особенно из меди, проводят канифолью. После погружения в неё жало натирают тканью х/б. Во время работы паяльник тоже периодически нужно очищать.
Originally posted 2018-07-04 08:12:15.
ЧЕТЫРЕ СЕКРЕТА ПАЙКИ
|
главная основы элементы примеры расчетов любительская технология общая схемотехника радиоприем конструкции для дома и быта связная аппаратура телевидение справочные данные измерения обзор радиолюбительских схем в журналах реклама
|
что такое электрический ток подготовка рабочего места техника безопасности немного о пайке
ЧЕТЫРЕ СЕКРЕТА ПАЙКИ «Неужели даже в таком деле, как пайка
деталей, есть секреты?» — спросите вы.
Четвертый
секрет — правильное соединение
проводов при пайке и хороший прогрев места
спайки деталей. Если надо спаять концы двух
залуженных проводников, плотно прижмите их
друг к другу и к месту касания приложите
паяльник с каплей припоя на конце жала. ПОС-90 - температура плавления 222 градусов Цельсия, прочность при растяжении 4,3 кГ х мм. кв., используется для пайки деталей или узлов с последующим серебрением или золочением. Состав: Олово — 90 %, Сурьма - 0,15%, Свинец — остальное. ПОС-60
— температура
плавления 190 градусов Цельсия, прочность при растяжении 4,1 кГ х
мм.кв., используется для пайки высоко ответственных соединений, в том
числе и в радиотехнике. Состав: Олово — 60%, Сурьма — 0,8%, Свинец -
остальное. ПОС-50 — температура плавления — 222 градуса Цельсия, прочность на разрыв — 3,6 кГ х мм. кв., используется для пайки ответственных деталей, когда допустим более высокий нагрев. Состав: Олово — 50%, Сурьма — 0,8%, Свинец — остальное. ПОС-40 — температура плавления — 235 градусов Цельсия, прочность на разрыв — 3,2 кГ х мм. кв., используется для пайки менее ответственных токопроводящих деталей. Состав: Олово — 40%, Сурьма — 2%, Свинец — остальное. ПОС-30 — температура плавления — 256 градусов Цельсия, прочность на разрыв — 3,3 кГ х мм. кв., используется для лужения и пайки менее ответственных и механических деталей из меди, ее сплавов и стали. Состав: Олово — 30%, Сурьма — 2%, Свинец — остальное. ПОС-18
— температура
плавления — 277 градусов Цельсия, прочность на разрыв — 2,8 кГ х мм.
кв., используется для пайки при пониженных требованиях к прочности шва,
а также для лужения перед пайкой. ПОС-4-6
— температура
плавления — 265 градусов Цельсия, прочность на разрыв — 5,8 кГ х мм.
кв., используется для пайки с погружением в ванну с расплавленным
припоем. Состав: Олово 4%, Сурьма — 6%, Свинец — остальное. |
 Чего
проще — нагреть паяльник, взять припой и
кислоту, и паяй себе на здоровье.
Чего
проще — нагреть паяльник, взять припой и
кислоту, и паяй себе на здоровье. Для
наших целей лучше брать припой ПОС-60.
Для
наших целей лучше брать припой ПОС-60. Помешивая раствор
палочкой,
подсыпают канифоль до получения густой
кашицы. Такую канифоль наносят на
спаиваемые места тонкой палочкой или
кисточкой. Для пайки печатных плат флюс следует делать более жидким. Следует иметь в виду, что флюс на
базе ацетона токсичен! При использовании такого флюса
следует избегать вдыхания испарений ацетона!
Помешивая раствор
палочкой,
подсыпают канифоль до получения густой
кашицы. Такую канифоль наносят на
спаиваемые места тонкой палочкой или
кисточкой. Для пайки печатных плат флюс следует делать более жидким. Следует иметь в виду, что флюс на
базе ацетона токсичен! При использовании такого флюса
следует избегать вдыхания испарений ацетона! Вот тогда снова залудите его.
Вот тогда снова залудите его. Как
только место спайки прогреется, припой
растечется и заполнит промежутки между
проводниками. Плавным движением паяльника
распределите припой равномерно по всему
месту спайки. Продолжительность пайки не
должна превышать 5 с, после чего паяльник
удаляют — припой быстро затвердеет и прочно
скрепит детали. Но пайка будет прочной
только в том случае, если после удаления
паяльника проводники не сдвинутся в
течение 10 с.
Как
только место спайки прогреется, припой
растечется и заполнит промежутки между
проводниками. Плавным движением паяльника
распределите припой равномерно по всему
месту спайки. Продолжительность пайки не
должна превышать 5 с, после чего паяльник
удаляют — припой быстро затвердеет и прочно
скрепит детали. Но пайка будет прочной
только в том случае, если после удаления
паяльника проводники не сдвинутся в
течение 10 с.

 Состав: Олово — 18%, Сурьма — 2,5%,
Свинец — остальное.
Состав: Олово — 18%, Сурьма — 2,5%,
Свинец — остальное.Чем заменить паяльную кислоту, как припаять без кислоты
Применение паяльной кислоты важно при проведении пайки. Это вещество создаёт агрессивную среду, защищает обрабатываемую поверхность от окисления впоследствии, проводит очистку соединяемых деталей. Когда происходит пайка, может возникнуть необходимость использовать её заменители. Их важно выбирать таким образом, чтобы они обеспечивали качественное выполнение пайки.
Флюс-паста ВТСИсточник saiding-v-permi.ruДля чего нужна паяльная кислота
Она представляет собой один из наиболее востребованных флюсов. Благодаря наличию химической агрессивности это вещество устраняет жировую плёнку или другие загрязнения, которые обычно покрывают обрабатываемые поверхности. Это важно делать перед пайкой, так как в результате увеличивается качество соединения.
Благодаря наличию химической агрессивности это вещество устраняет жировую плёнку или другие загрязнения, которые обычно покрывают обрабатываемые поверхности. Это важно делать перед пайкой, так как в результате увеличивается качество соединения.
Одновременно использование паяльной кислоты приводит к появлению защитной плёнки, в течение длительного времени защищающей металл от негативного влияния внешней среды. При этом нужно не забывать о разрушающем воздействии этого вещества на обрабатываемые детали. В большинстве случаев им можно пренебречь, но для маленьких деталей оно может повредить деталь.
В видеоролике подробно рассказано о том, как правильно использовать паяльную кислоту:
Использование паяльной кислоты при пайке.
Эта кислота влияет на припой таким образом, что снижает его поверхностное натяжение. В результате он будет свободно растекаться по обрабатываемым деталям.
В результате он будет свободно растекаться по обрабатываемым деталям.
Для пайки нужно подбирать оптимальную концентрацию раствора. Если он насыщеннее или слабее, чем необходимо, будет действовать менее эффективно.
Таблетка аспирина, растворённая в водеИсточник svarkaipayka.ruПлюсы и минусы применения
Это вещество необходимо для пайки. При его применении мастер может воспользоваться следующим:
- Паяльная кислота доказала высокую эффективность в процессе использования.
- Такой флюс может быть использован для труднообрабатываемых деталей.
- Это вещество имеет доступную цену.
- При необходимости флюс можно приготовить самостоятельно.
- Таким способом не только можно очистить металл от окислов, но и предотвратить их дальнейшее образование на обрабатываемых поверхностях.

Последнее свойство особенно важно при работе с алюминиевыми деталями. Использование рассматриваемого вещества связано с недостатками, о которых нужно знать:
- Это агрессивное химическое вещество. При неправильном использовании оно может повредить тонкие металлические детали.
- В процессе использования возникает специфический резкий запах, который может быть неприятен.
- При попадании кислоты на кожный покров, он может быть повреждён из-за того, что речь идёт об агрессивном химическом веществе.
- В процессе пайки возникают испарения, которые могут проникнуть в дыхательные пути и нанести вред здоровью.
Чтобы эффективно применять рассматриваемое вещество, нужно помнить о его недостатках и учитывать при его использовании.
Олеиновая кислота, применяемая для приготовления флюсаИсточник morflot. su
su Технология пайки полипропиленовых труб: подготовка и процесс
В каких случаях нужны заменители
Выполняя работу в домашних условиях, может возникнуть ситуация, когда запасы этого вещества подойдут к концу. В этом случае понадобится подобрать заместитель для кислоты, обеспечивающий качественное выполнение соединения.
Есть ситуация, когда применение паяльной кислоты сопряжено с риском. Это происходит, в частности, при соединении мелких металлических деталей. Такая ситуация может, например, произойти при работе с микросхемами. При этом кислота может разъесть провода, что приведёт к возникновению проблем.
Часто это вещество поставляют в виде концентрата. Новичок может применить его непосредственно, что приведёт к сильному воздействию на металл. В такой ситуации необходимо разбавить вещество до нужной концентрации.
Использование ортофосфорной кислоты для пайкиИсточник morflot. su
suПеред пайкой желательно предварительно очистить обрабатываемые поверхности. Для этого можно протереть их этиловым спиртом и обработать при помощи зубной щётки.
При выборе подходящих веществ нужно убедиться, что состав эффективно производит очистку. При этом важно учитывать вид металла или сплава, который подвергается обработке. Если он подошёл для одного из них, то необязательно будет полезен при пайке другого.
Существует несколько вариантов таких веществ, однако не все они обеспечивают достаточно высокое качество обработки. Думая, чем заменить паяльную кислоту, нужно учитывать особенности каждого состава. Далее рассказано о наиболее часто используемых для замены веществах.
Нужно уметь выбрать флюс, подходящий для работы с определённым металломИсточник teplobloknn.ruСостав на основе аспирина
Для работы готовят водный раствор аспирина. Чтобы приступить к приготовлению нужно взять таблетку этого вещества и размельчить её до состояния порошка. Аспирин насыпают в воду и аккуратно размешивают. Это делают до полного растворения. Полученный состав можно использовать в качестве флюса. Его достоинством является безвредность.
Аспирин насыпают в воду и аккуратно размешивают. Это делают до полного растворения. Полученный состав можно использовать в качестве флюса. Его достоинством является безвредность.
Применять это вещество можно также без предварительного растворения. В таком случае таблеткой натирают место пайки. При нагреве паяльником крошки, покрывающие поверхность, реагируют на загрязнения и производят очистку.
Такой флюс не активен. Поэтому после завершения пайки нет необходимости промывать место соединения. Применять такое вещество можно непосредственно или в качестве элемента сложного флюса ВТС. В его составе кроме ацетилсалициловой кислоты содержатся ещё вазелин, этиловый спирт. ВТС эффективен при пайке медных деталей, а также серебра и платины.
Подготовка платы к пайкеИсточник instrument16.ruИспользование лимонной или уксусной кислоты
Этот состав имеет меньшую эффективность по сравнению с паяльной кислотой.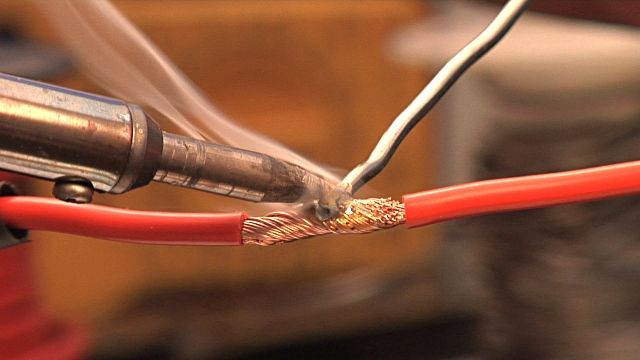 Концентрированные растворы этих кислот можно использовать непосредственно, без дополнительной обработки, но они менее эффективны по сравнению с оригинальным веществом.
Концентрированные растворы этих кислот можно использовать непосредственно, без дополнительной обработки, но они менее эффективны по сравнению с оригинальным веществом.
Олеиновый флюс
Он изготавливается на основе олеиновой кислоты. Как известно, она содержится в некоторых пищевых продуктах, например, в оливковом масле и в некоторых других. Для производства флюса применяется технический олеин, который необходимо смешать с йодидом лития. Самостоятельное приготовление этого вещества невозможно, но олеиновый флюс доступен для приобретения в специализированном магазине.
Такой состав наиболее эффективен при пайке деталей из алюминия или сплавов на его основе. Оно способно растворять оксид этого металла и обеспечивает защиту поверхности обрабатываемых деталей, создавая флюсовый слой.
Подготовка медной трубы к пайкеИсточник pilomaterialy-spb.ruСоляная кислота
Это вещество используется при создании оригинального состава.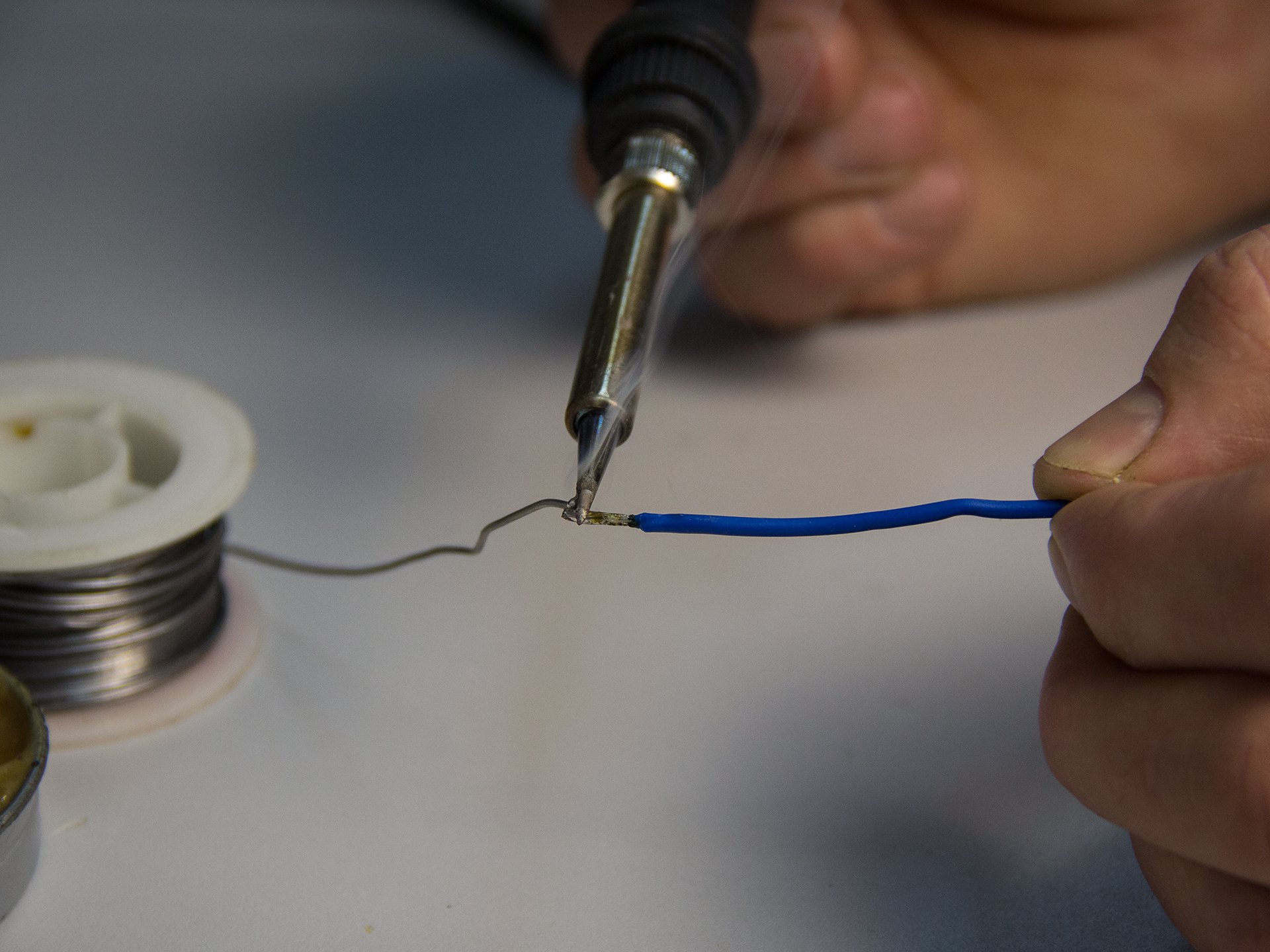 Концентрированную соляную кислоту можно также применять для самостоятельного изготовления флюса. Допускается её непосредственное использование для этой цели. Высокая химическая активность соляной кислоты позволяет убрать загрязнения с обрабатываемого металла.
Концентрированную соляную кислоту можно также применять для самостоятельного изготовления флюса. Допускается её непосредственное использование для этой цели. Высокая химическая активность соляной кислоты позволяет убрать загрязнения с обрабатываемого металла.
Такое вещество при неаккуратном использовании может нанести вред человеческому организму. В некоторых случаях при пайке мелких деталей может их разъесть.
Фосфорная кислота
Она хорошо очищает металлы перед пайкой и не уступает по эффективности соляной кислоте. Важным достоинством этого вещества является более щадящее действие на обрабатываемые детали.
Этот флюс можно приготовить самостоятельно. Для никеля или хрома вещества этиловый спирт, ортофосфорная кислота и канифоль берут в пропорции 62%:32%:6%. Чтобы получить флюс для железа, нужно кислоту смешать с цинком в равных частях. Для работы с медью раствор должен состоять из 25% ортофосфорной кислоты, 75% солянокислого диэтиламина. Это состав имеет обозначение Ф-38Н и может использоваться для работы со слабо или средне углеродистой сталью, а также с железом.
Хотя такие флюсы возможно приготовить в домашних условиях, тем не менее следует учитывать, что приобрести ортофосфорную кислоту сложно. Поэтому предпочтительнее покупать готовый флюс. При использовании нужно помнить, что этот состав не применяется при пайке алюминием из-за низкой эффективности в этом случае.
Из ортофосфорной кислоты можно сделать эффективный флюсИсточник pilomaterialy-spb.ruПайка медных труб: общие сведения, способы и технология выполнения работ
Канифоль
Это вещество в основном используется в радиотехнике. Канифоль представляет собой обработанную определённым образом смолу хвойных деревьев. Для её приготовления при помощи выпаривания удаляют скипидар. Этот флюс имеет низкую стоимость, он химически инертен и его просто хранить.
Канифоль применяется для пайки латуни, серебра, меди и никеля. У этих металлов оксидная плёнка менее прочна и легко может быть разрушена с помощью применения этого флюса.
Использование канифоли с чугуном, алюминием, стальными сплавами или железом является неэффективным. В этих случаях необходимо вместо канифоли использовать другой флюс.
Паяльный жир
Это вещество является равноценной альтернативой для паяльной кислоты. Он может эффективно очищать поверхность обрабатываемого металла. Это вещество химически агрессивно и способно повредить мелкие детали при пайке. Его иногда трудно достать, но запас паяльного жира всегда пригодиться для того, чтобы качественно провести пайку.
В видеоролике рассказано о том, как самостоятельно изготовить паяльную кислоту:
Паяльная кислота: делаем сами.
Самостоятельное приготовление паяльной кислоты
Если этот флюс закончился, можно не только воспользоваться одним из заменителей, но и сделать паяльную кислоту самостоятельно. При этом нужно понимать, что качество полученного вещества будет ниже, чем при промышленном производстве. Для приготовления нужно взять 1000 мл концентрированной соляной кислоты и 400 г цинка. Эти вещества можно легко приобрести в специализированном магазине.
Для приготовления нужно взять 1000 мл концентрированной соляной кислоты и 400 г цинка. Эти вещества можно легко приобрести в специализированном магазине.
Паяльная кислота на самом деле представляет собой раствор хлористого цинка. Для её получения применяется травление. Для работы должна использоваться фарфоровая или керамическая посуда. В ёмкость кладётся кусочек цинка, в который нужно тонкой струйкой лить соляную кислоту. В процессе работы выделяются пузырьки водорода.
Нельзя готовить флюс, добавляя кусочки цинка в кислоту. Это может привести к её разбрызгиванию. Выделяющийся водород с кислородом может образовать взрывоопасную смесь, которая носит название «гремучий газ». Поэтому при проведении работы необходимо обеспечить качественную вентиляцию. Лучше всего действовать на открытом воздухе.
После завершения обработки в растворе обычно остаётся небольшая часть не прореагировавшей соляной кислоты, которая может воздействовать на обрабатываемые детали. Если после пайки промыть место соединения водой, то она будет полностью удалена.
Если после пайки промыть место соединения водой, то она будет полностью удалена.
Паяльник для полипропилена – критерии выбора
Заключение
Если нет возможности применять паяльную кислоту, можно воспользоваться аналогичными веществами. Некоторые из них являются химически агрессивными, поэтому при работе с ними нужно тщательно соблюдать правила техники безопасности. Выбирая, что можно использовать вместо паяльной кислоты, нужно учитывать особенности каждого состава. Самостоятельно изготовленный флюс сможет обеспечить пайку хорошего качества.
Кислотный припой и его применение
Пайка сегодня используется в различных отраслях как эффективное средство соединения металлов. Хотя пайка обычно связана с производством электроники, ее использование распространяется на широкий спектр отраслей промышленности. Примеры включают использование электриками, сантехниками, слесарями, ремесленниками, ремонтом и производством автомобилей, ремонтом и производством аэрокосмической техники, теплообменом и многими другими.
Пайка – это процесс соединения двух или более предметов путем плавления и введения в соединение присадочного металла.Присадочный металл, известный как припой, имеет более низкую температуру плавления. Для пайки металлов используется паяльник или паяльник, который плавит проволоку припоя, чтобы он мог затекать в соединения металлов и сплавлять их вместе в полупостоянную связь.
ПрипоиКанифоль и Кислота производятся с припоем в виде трубки, и трубка содержит флюс. В то время как проволока с канифольным сердечником обычно используется в электронике, название флюса с кислотным сердечником означает, что флюс является агрессивным типом, предназначенным для пайки стали, а также других металлов.
Применение кислотного припоя включает соединение окисленных металлов.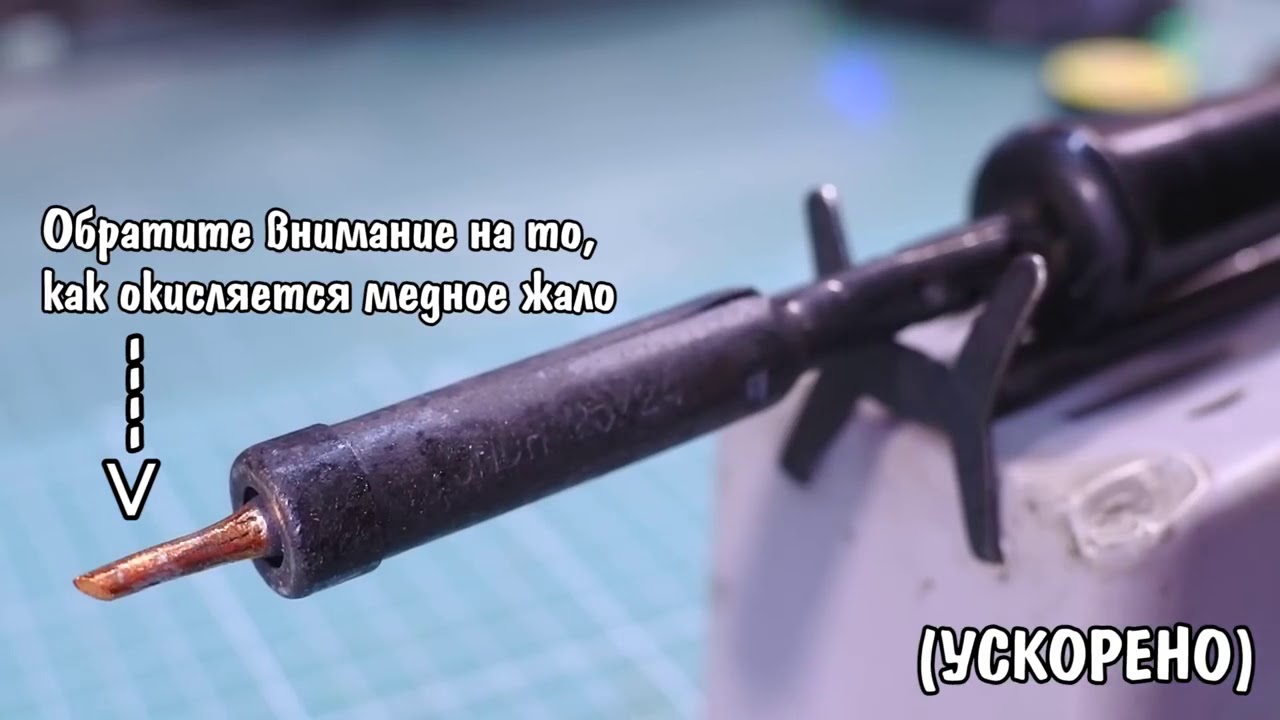 Кислотное ядро в припое очищает металл от окисления, обеспечивая удовлетворительное соединение. Примеры этого включают соединение частей двигателей в автомобилях или другой технике, а также в сантехнике для удаления слоя окисления с поверхности труб по мере плавления припоя, что позволяет ему образовывать водонепроницаемое соединение. Припой с кислотным сердечником может работать с любым типом окисленного металла, кроме алюминия, потому что кислотный припой сжигает металл, и хотя применение кислотного припоя разнообразно, он не рекомендуется для проектов в области электроники.
Кислотное ядро в припое очищает металл от окисления, обеспечивая удовлетворительное соединение. Примеры этого включают соединение частей двигателей в автомобилях или другой технике, а также в сантехнике для удаления слоя окисления с поверхности труб по мере плавления припоя, что позволяет ему образовывать водонепроницаемое соединение. Припой с кислотным сердечником может работать с любым типом окисленного металла, кроме алюминия, потому что кислотный припой сжигает металл, и хотя применение кислотного припоя разнообразно, он не рекомендуется для проектов в области электроники.
представляет собой активированную галоидами систему, нейтрализованную амином. Амингидрогалогенид обеспечивает высокий уровень активации, который обеспечивает превосходное удаление потускнения или оксидов, а также максимальное капиллярное действие, что приводит к более быстрому смачиванию и снижает вероятность термической деградации материалов плиты. Остатки флюса легко растворяются в горячей воде. Классификация флюса IPC для этого материала – ORh2.
Классификация флюса IPC для этого материала – ORh2.
» КИСЛОТНАЯ ПОРОШКОВАЯ ПРОВОЛОКА КРАТКИЙ ОБЗОР:
● Кислотно-порошковая проволока является стандартной с флюсовым сердечником 2%.Другие проценты сердечника из флюса доступны по запросу.
● Кислотно-порошковая проволока доступна в сплавах Sn/Pb, Sn/Ag/Cu, SN100C® и других специальных сплавах по запросу.
● Эти припои производятся в соответствии со стандартом IPC J-STD-006.
● Другие проценты флюса, сплавы, диаметры и размеры катушек могут быть доступны по специальному запросу
Если у вас есть вопросы о том, какой тип припоя выбрать для вашего проекта, или если вы хотите узнать, подойдет ли кислотный припой для ваших нужд, вы можете обратиться в наш отдел продаж за технической помощью.Mayer Alloys предлагает бесплатную техническую помощь, чтобы убедиться, что вы получаете правильный материал для ваших нужд.
Свяжитесь с нами сегодня для получения дополнительной информации о припое с кислотным сердечником или для получения технической помощи по телефону 888-519-7971
.
Пайка
|
 Вы также можете использовать соляную кислоту для
«протравить» металл. Это обычно дает хорошие результаты со всеми
металла, но, пожалуйста, убедитесь, что у вас есть правильное защитное оборудование. Должно
также обратите внимание, что если вы используете кислоту для очистки металла, вы должны смыть
остаток.
Вы также можете использовать соляную кислоту для
«протравить» металл. Это обычно дает хорошие результаты со всеми
металла, но, пожалуйста, убедитесь, что у вас есть правильное защитное оборудование. Должно
также обратите внимание, что если вы используете кислоту для очистки металла, вы должны смыть
остаток.

 Большинство припоев, которые вы используете для электроники, содержат смолу.
Эти флюсы безопасны для использования с большинством электронных компонентов.
Большинство припоев, которые вы используете для электроники, содержат смолу.
Эти флюсы безопасны для использования с большинством электронных компонентов.
 Кислота
дает наилучшие результаты, однако, если это было что-то электрическое использование
сначала смола.
Кислота
дает наилучшие результаты, однако, если это было что-то электрическое использование
сначала смола.





 Однако имейте в виду, что если
припой сгорел у вас будет слабое соединение.
Однако имейте в виду, что если
припой сгорел у вас будет слабое соединение.Основные методы пайки — основы витража
Основные принципы пайки:
1.Припой представляет собой сплав олова и свинца, за исключением бессвинцового припоя, который представляет собой сплав олова и меди.
- Для изготовления витражей используются 3 основных типа припоя:
50/50 50 % олова/50 % свинца — чаще всего используется в сборке коробки и лампы
60/40 60 % олова/40 % свинца — чаще всего используется в сборке из свинцовой и медной фольги
63/37 63 % олово/37 % свинец – чаще всего используется для декоративной пайки
Чем выше соотношение олова и свинца, тем легче припою будет течь при более низких температурах.
2. Припой не будет прилипать к стеклу сам по себе, поэтому каждый кусок стекла должен быть обернут медной фольгой.
3. Припой нуждается в флюсе, чтобы плавно течь и соединяться с другими металлами (например, медная фольга или свинец).
ПРИМЕЧАНИЕ : Используйте только твердый припой. Никогда не используйте кислотный или канифольный припой для витража.
СОВЕТ : Работа с припоем может привести к отравлению свинцом, если не соблюдать определенные меры предосторожности. Свинец не может всасываться через кожу — только при проглатывании или открытом порезе.Соблюдайте следующие основные правила безопасности: Всегда мойте руки водой с мылом после работы со свинцом. Никогда не ешьте, не пейте и не курите во время работы. Всегда перевязывайте любые открытые порезы на руках и пальцах. Держите детей подальше от рабочей зоны. Пайку следует производить в хорошо проветриваемом помещении, лучше всего на улице или в гараже. Если в помещении, откройте окно и включите вентилятор.
Начало работы: После того, как все кусочки стекла плотно прилегают, можно припаивать фольгу и припаивать. Вам не нужно пространство между кусочками фольги, но вы можете легко заполнить припоем промежутки до 1/8 дюйма.Очистите каждую стеклянную деталь от шлифовальной пыли или масла для резки и оберните медной фольгой. Соберите части вместе на плоской жаропрочной поверхности.
Используя кисточку для флюса, нанесите небольшое количество флюса на каждое соединение и «прихватите припой». Прихваточная пайка — это нанесение небольшого количества припоя на каждое соединение, чтобы ваши детали удерживались в одном месте.
№Затем нанесите тонкий равномерный слой флюса на все швы. Слишком много флюса будет разбрызгиваться и создавать небольшие ямки или пузырьки в паяном шве.Слишком малое количество флюса оставит неровные паяные швы и непокрытую фольгу.
Основные методы пайки: Нагрейте утюг до температуры, при которой используемый припой плавится до жидкого состояния (примерно 700 градусов). Не забывайте периодически протирать наконечник утюга смоченной водой губкой. Держите утюг так же, как нож; пальцы обхватили одну сторону рукоятки, большой палец — с другой. Наконечник утюга должен быть направлен так, чтобы широкие плоские стороны смотрели из стороны в сторону, а тонкие — вверх и вниз.Удобно держите припой другой рукой примерно на 6 дюймов.
Не забывайте периодически протирать наконечник утюга смоченной водой губкой. Держите утюг так же, как нож; пальцы обхватили одну сторону рукоятки, большой палец — с другой. Наконечник утюга должен быть направлен так, чтобы широкие плоские стороны смотрели из стороны в сторону, а тонкие — вверх и вниз.Удобно держите припой другой рукой примерно на 6 дюймов.
Если вы держите утюг в правой руке, легче всего будет работать справа налево. Если вы держите утюг в левой руке, работайте слева направо.
Начните припаивать примерно на 1/4 дюйма от края вашего изделия. Здесь требуется небольшая координация. Подайте припой на плоскую сторону жала и слегка коснитесь утюгом шва медной фольги. Вы должны услышать немного шипит и видит лужицу припоя под жалом утюга.Медленно и плавно перемещайте утюг по шву медной фольги, в то же время подавая припой на кончик.
Следите за своим паяным швом. Если он плоский, замедлитесь и используйте больше припоя. Если вода льется на ваш стакан, прибавьте скорости.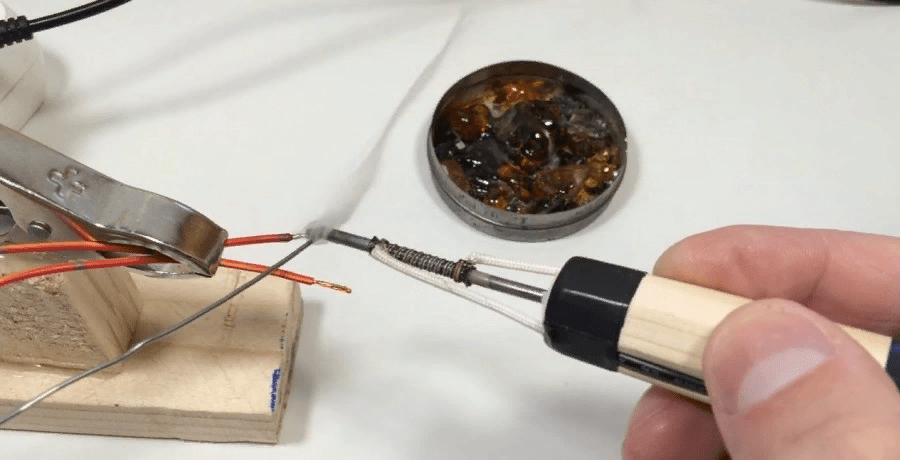 Хорошая пайка требует терпения и практики — большинству людей нужно выполнить несколько проектов, чтобы освоиться. Если вы планируете использовать U-образный канал для кромки вашей детали, оставьте 1/4 дюйма шва медной фольги свободным от припоя на краю панели.Если вы просто лужите края, завершите швы до самого края.
Хорошая пайка требует терпения и практики — большинству людей нужно выполнить несколько проектов, чтобы освоиться. Если вы планируете использовать U-образный канал для кромки вашей детали, оставьте 1/4 дюйма шва медной фольги свободным от припоя на краю панели.Если вы просто лужите края, завершите швы до самого края.
Если вы недовольны тем, как выглядит ваш паяный шов, не повторяйте его. Двигайтесь дальше и вернитесь к этому позже. Слишком много тепла в одном месте может привести к тому, что ваше стекло разобьется. (Не говоря уже о том, что вас это расстроит!) Помните, что вы всегда можете повторно оплавить и вернуться к этим швам, как только они остынут.
После того, как вы закончите одну сторону изделия, осторожно переверните его. Как правило, вы будете держать свой кусок по краям ближе к центру.Переворачивание изделия сверху иногда может привести к его изгибу в центре.
Вторую сторону изделия не нужно припаивать прихваточным швом. Просто нанесите небольшое количество флюса на швы и припаяйте, как вы делали это на первой стороне.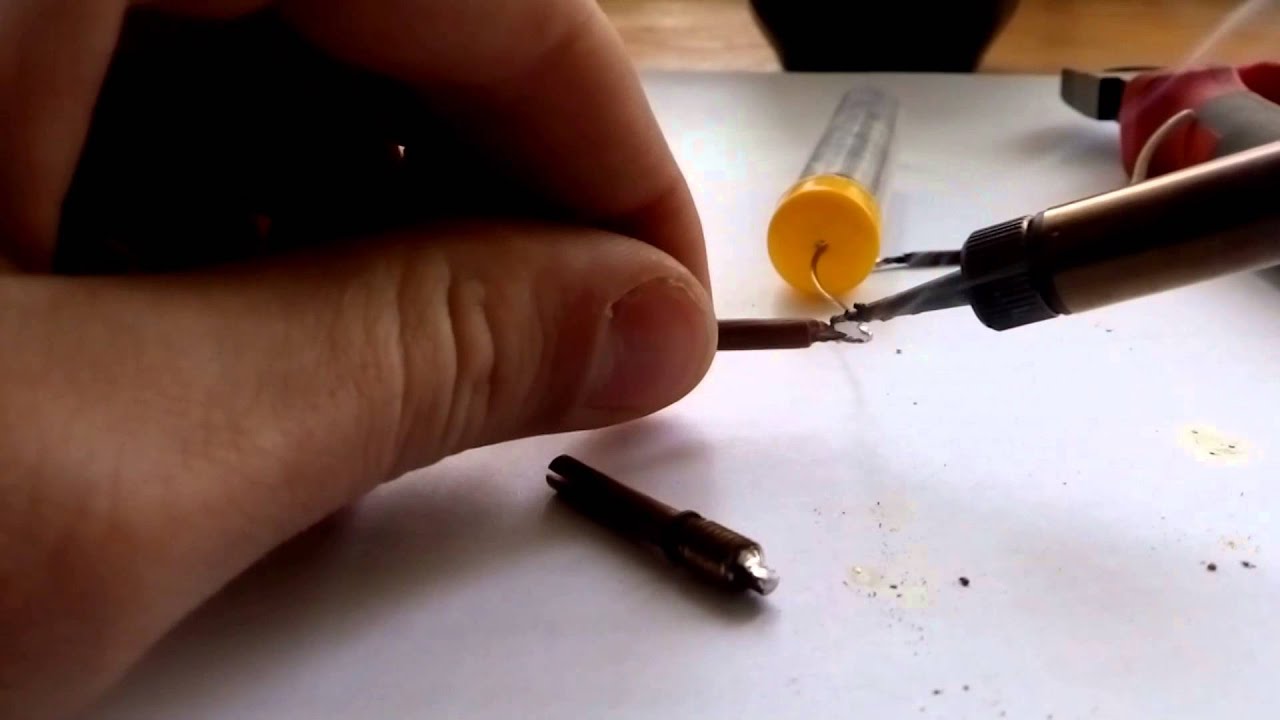
Обработка краев: Чтобы обработать края, вы можете залужить внешние края или прикрепить U-образный профиль.
1. Лужение изделия: Лужение готового изделия очень просто. Вы просто должны убедиться, что все края фольги на передней и задней панелях покрыты припоем.Наклоните изделие на край и нанесите тонкий слой флюса. Удерживая деталь сверху, нанесите небольшое количество припоя на верхнюю часть детали. Требуется практика, чтобы маленькая бусина оставалась сверху и не стекала по бокам. Помните — припой не будет прилипать к стеклу и, как правило, к остывшему паяному шву. Если ваш припой капает, просто подождите, пока он остынет, и снимите каплю ногтем или травильным ножом. Возможно, вам придется нагреть его сверху, если он застрял.Никогда не тяните и не снимайте его с силой, так как это может привести к разрыву фольги. Повторите процесс с каждым краем и прикрепите кольца к спаянному шву в верхней части изделия. Если вы просто прикрепите кольца в любом месте сверху, они могут быть недостаточно прочными, чтобы выдержать вес вашего предмета. Этот способ больше всего подходит для ловцов солнца и мелких кусочков.
Этот способ больше всего подходит для ловцов солнца и мелких кусочков.
2. Пришел U-канал: Доступно множество типов U-канала. Наиболее популярными типами являются медь, цинк и свинец. Свинец чаще всего используется для круглых или неправильных деталей.Медь и цинк чаще всего используются на квадратах и прямоугольниках. Цинк используется с черным патинированием и серебряными швами. Медный котел используется с медными или бронзовыми патинированными швами.
Первый шаг — убедиться, что любой шов, ведущий к краю вашей панели, плоский, по крайней мере, на 1/4 дюйма от края. «) использовать для измерения. Положите витраж на ровную поверхность в том направлении, в котором вы хотели бы его повесить.Сдвиньте U-образный канал через правый край. Если он слишком плотный, используйте изогнутый конец фида и раскройте его. Наденьте небольшой кусочек, используемый для измерения, на правый верхний угол изделия. Переместите камешек с правой стороны вверх, пока они не сойдутся вверху. Аккуратно снимите измерительную пластину и сдвиньте ее в правый нижний угол. С помощью маркера с фломастером отметьте на боковой стороне место, где два выступа встречаются внизу. Удалите боковую часть и обрежьте ее по своей отметке.Не забудьте учесть ширину пильного диска. Слайд вернулся на правую сторону вашей панели и проверьте соответствие. Повторите процедуру с левой стороной.
Аккуратно снимите измерительную пластину и сдвиньте ее в правый нижний угол. С помощью маркера с фломастером отметьте на боковой стороне место, где два выступа встречаются внизу. Удалите боковую часть и обрежьте ее по своей отметке.Не забудьте учесть ширину пильного диска. Слайд вернулся на правую сторону вашей панели и проверьте соответствие. Повторите процедуру с левой стороной.
Чтобы установить верхнюю часть, снимите правую часть и наденьте ее на верхний край. Он должен подходить заподлицо с внутренней стороной боковины. Открытые концы камешек должны быть сверху и снизу боковых камзолов. Сдвиньте край на верхнюю правую сторону, пока он не встретится с верхним концом. Отметьте, что пришел к внутреннему краю измерения пришел.Отрежьте пришел и заменить на вершине. Сдвиньте правую сторону обратно и проверьте посадку. Повторите процедуру для нижней части.
Кольца впаять в верхнюю часть боковых частей пришли. Заполните отверстия в U-образном канале припоем, нанося небольшое количество припоя. Работайте быстро — это сложно!
Работайте быстро — это сложно!
Что такое кислотная пайка и для чего она используется?
Когда вам нужно соединить куски металла вместе, наиболее распространенным методом является их пайка. Пайка — это метод сплавления определенных металлов.Если вы не знакомы с этим процессом, вы находитесь в нужном месте, чтобы узнать, что такое пайка кислотным сердечником, основы того, как она выполняется и для чего она используется. Mayer Alloys объясняет, что пайка — это метод соединения металлов полупостоянной связью. Эта связь прочно удерживает металлы вместе. Он предполагает использование металла с более низкой температурой плавления. Когда припой плавится под действием тепла, он сплавляет другие металлы и создает связь, которая удерживает их вместе. В процессе используется либо паяльник, либо паяльник.Расплавленный припой затекает в стыки и открытые пространства других металлов для герметизации зазоров. Кислотный припой содержит металлы с низкой температурой плавления, а также химические вещества, которые помогают достичь процесса склеивания. Canfield Metals поясняет, что припой с кислотным стержнем представляет собой неорганический и высокоактивный флюс. Этот тип припоя используется для общих приложений пайки. Он используется, когда требуется быстрая пайка всех распространенных металлов, кроме марганца и алюминия. Кислотный припой — это метод, используемый при соединении металлов с чрезмерным окислением.Важно отметить, что припой с кислотным сердечником обычно не используется для любого электронного применения из-за коррозионных свойств остатка, который он оставляет.
Canfield Metals поясняет, что припой с кислотным стержнем представляет собой неорганический и высокоактивный флюс. Этот тип припоя используется для общих приложений пайки. Он используется, когда требуется быстрая пайка всех распространенных металлов, кроме марганца и алюминия. Кислотный припой — это метод, используемый при соединении металлов с чрезмерным окислением.Важно отметить, что припой с кислотным сердечником обычно не используется для любого электронного применения из-за коррозионных свойств остатка, который он оставляет.
Для чего используется пайка кислотным сердечником?
Кислотная пайка имеет множество применений. Он обычно используется слесарями, котельщиками, электриками и сантехниками для прочного соединения металлов. Тип кислотного сердечника часто используется для металлов, которые трудно соединить вместе, потому что химические вещества / кислота в этом типе припоя убирают окисление с металлов, которые требуют соединения для создания прочного соединения.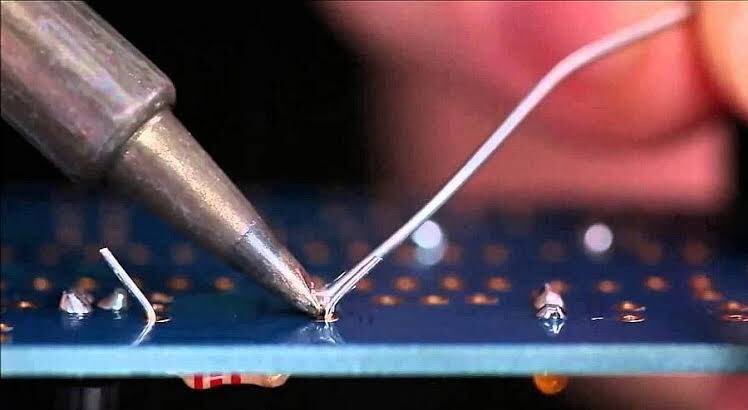 Эффективное использование припоя с кислотным сердечником включает оцинкованный металл и другие типы металлов, сходные по своему молекулярному составу. По данным The Macomber Group, наиболее практичным применением кислотного припоя является ремонт оцинкованных желобов, соединение деталей из листового металла, заполнение металлических швов и общий ремонт оцинкованного металла. Он обычно используется для производственных проектов, таких как восстановление старых автомобилей и аналогичные приложения.
Эффективное использование припоя с кислотным сердечником включает оцинкованный металл и другие типы металлов, сходные по своему молекулярному составу. По данным The Macomber Group, наиболее практичным применением кислотного припоя является ремонт оцинкованных желобов, соединение деталей из листового металла, заполнение металлических швов и общий ремонт оцинкованного металла. Он обычно используется для производственных проектов, таких как восстановление старых автомобилей и аналогичные приложения.
Преимущества пайки кислотным сердечником
Ханкер объясняет, что пайка — это удобный способ соединения металлов с использованием достаточно низкой температуры.Это один из предпочтительных методов для удобства, поскольку он не требует такого большого количества оборудования, как сварка. Это может сделать почти любой человек, достаточно взрослый, чтобы использовать надлежащие меры безопасности. Чтобы научиться успешно паять, не требуется много обучения. Многие люди предпочитают пайку кислотным сердечником традиционной сварке. Это связано с фактором удобства, особенно для небольших проектов.
Это связано с фактором удобства, особенно для небольших проектов.
Что учитывать при пайке
При использовании кислотного припоя рекомендуется удалить все возможные загрязнения.При работе с металлами, которые сильно окислены, заржавели или загрязнены, их необходимо сначала очистить, чтобы припой правильно сцепился. Загрязнение может помешать хорошему соединению. Техники обычно очищают участок или даже шлифуют его. Для подготовки поверхности к склеиванию часто добавляется отдельный слой флюса. Также стоит отметить, что на паяльнике может образовываться слой окисления. Рекомендуется частая очистка паяльника в процессе пайки с использованием стальной мочалки и чистящих средств, когда паяльник остынет.Это помогает предотвратить любое загрязнение паяных соединений.
Acid Core Основы безопасности при пайке
Согласно Maker Spaces, есть несколько моментов, о которых следует помнить при работе с кислотной пайкой. Во-первых, это безопасность. Проволока с кислотным сердечником, которая используется для создания связи, содержит потенциально вредные химические вещества. Когда проволока нагревается, образуется своего рода дым, который следует избегать попадания в глаза и избегать вдыхания паров. Вы всегда должны работать в хорошо проветриваемом помещении, чтобы пары удалялись от вас.Они опасны для ваших глаз и легких. Вы также можете использовать экстрактор дыма, который отводит пары от вас. Кроме того, убедитесь, что пары не достигают других жилых помещений дома или гаража, чтобы не навредить другим, находящимся поблизости.
Когда проволока нагревается, образуется своего рода дым, который следует избегать попадания в глаза и избегать вдыхания паров. Вы всегда должны работать в хорошо проветриваемом помещении, чтобы пары удалялись от вас.Они опасны для ваших глаз и легких. Вы также можете использовать экстрактор дыма, который отводит пары от вас. Кроме того, убедитесь, что пары не достигают других жилых помещений дома или гаража, чтобы не навредить другим, находящимся поблизости.
Также наденьте защитные очки, чтобы брызги горячего припоя не попали в глаза. После работы с припоем следует хорошо вымыть руки. Помните, что он содержит потенциально вредные химические вещества, вызывающие коррозию, и важно удалить все следы с рук, чтобы избежать перекрестного загрязнения свинцом и коррозионно-активными химическими веществами.Подставка для паяльника является важным аксессуаром, так как паяльники могут нагреваться до 800 градусов по Фаренгейту, и важно иметь безопасное и надежное место для установки утюга, когда вы не используете его напрямую.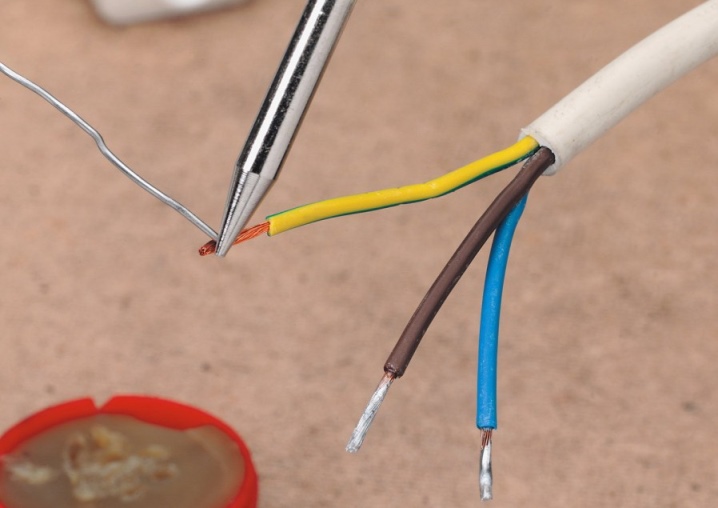 Известно, что паяльники вызывают сильные ожоги. Подставка для паяльника, размещенная в безопасном месте, может помочь предотвратить серьезные травмы.
Известно, что паяльники вызывают сильные ожоги. Подставка для паяльника, размещенная в безопасном месте, может помочь предотвратить серьезные травмы.
Всегда разумно иметь под рукой все необходимое для пайки. Это включает в себя набор подходящих наконечников, если у вас есть пистолет со сменными наконечниками.Также губки рекомендуются для защиты жала паяльника от загрязнения и окисления. Влажная губка может снизить температуру наконечника при протирании. Вы также можете использовать латунную губку, чтобы очистить стойкие отложения окисления.
Последние мысли
Пайка с кислотным сердечником— это метод, который чаще всего используется для трудно соединяемых металлов, таких как оцинкованные или сильно окисленные металлы. Это быстрее, дешевле и удобнее, чем традиционная сварка.Если все сделано правильно, кислотная пайка может создать прочные полупостоянные связи. Это эффективный метод для различных металлических проектов/ремонтов.
Паяльник
| Набор из 17 паяльников мощностью 30 Вт
Как паять Паяльное оборудование Паяльник/пистолет
Первое, что вам понадобится, это паяльник, который является источником тепла, используемым для плавления припоя.Утюги мощностью от 15 Вт до 30 Вт подходят для большинства работ с электроникой и печатными платами. припой
Выбор припоя также важен. Доступно несколько видов припоя, но лишь немногие из них подходят для работы с электроникой. Самое главное, вы будете использовать только припой со смоляным сердечником . Кислотный припой часто встречается в хозяйственных магазинах и магазинах товаров для дома, но он предназначен для пайки медных водопроводных труб, а не электронных схем. Kester Для большинства работ с печатными платами желателен припой диаметром от 0,75 мм до 1,0 мм. Можно использовать более толстый припой, который позволит быстрее припаивать большие соединения, но затруднит пайку мелких соединений и повысит вероятность образования паяных перемычек между близко расположенными контактными площадками печатной платы.Сплав 60/40 (60% олова, 40% свинца) используется для большинства электронных работ. В наши дни также доступно несколько бессвинцовых припоев. Припой Kester «44» Rosin Core уже много лет является основным продуктом электроники и по-прежнему доступен. Он доступен в нескольких диаметрах и имеет неагрессивный флюс. Большие соединения, такие как пайка кронштейна к шасси с помощью паяльного пистолета высокой мощности, потребуют отдельного нанесения щетки на флюс и толстого припоя диаметром в несколько миллиметров. Помните, что при пайке флюс в припое будет выделять пары при нагревании. Эти пары вредны для глаз и легких. Поэтому всегда работайте в хорошо проветриваемом помещении и избегайте вдыхания образующегося дыма. Горячий припой также опасен. Удивительно легко выплеснуть на себя горячий припой, что является весьма неприятным опытом. Также рекомендуется защита глаз. Подготовка к пайке Лужение паяльного жала Перед использованием новое паяльное жало, либо сильно загрязненное, необходимо залудить.Лужение — это процесс покрытия жала паяльника тонким слоем припоя. Это способствует теплопередаче между жалом и компонентом, который вы паяете, а также дает припою основу, из которой он будет течь. Шаг 1: Разогрейте утюг Шаг 2: Подготовьте небольшое пространство Шаг 3: Тщательно покройте жало припоем Шаг 4: Очистите паяльное жало Пайка соединения или сращивания проводовДругой очень распространенной задачей является пайка соединения двух или более проводов. В отличие от пайки печатной платы, где компонент обычно удерживается только самим паяным соединением, соединение между проводами должно быть физически прочным перед пайкой. Обычно это означает правильное скручивание проводов и последующую пайку. Области, где вы увидите паяные соединения проводов, — это ремонт кабелей и автомобильная проводка.В этих случаях соединение необходимо изолировать после пайки.
Советы и рекомендацииПайка требует практики. Эти советы должны помочь вам добиться успеха, чтобы вы могли перестать практиковаться и приступить к серьезному строительству.
Безопасность при пайке Хотя пайка, как правило, не является опасным занятием, следует помнить о нескольких вещах. Первый и наиболее очевидный – это высокие температуры. Паяльники будут иметь температуру 350F или выше и очень быстро вызовут ожоги. Обязательно используйте подставку для поддержки утюга и держите шнур подальше от мест с интенсивным движением. Под комплектом освещения Тардис «Полный базовый стартовый комплект для светодиодных лент.» Этот стартовый комплект поставляется с 2 шестидюймовыми белыми светодиодными лентами (9 светодиодов на каждой полосе, НИКАКИХ РЕЗИСТОРОВ ИЛИ МАТЕМАТИЧЕСКИХ ТРЕБОВАНИЙ!), разъемом для 9-вольтовой батареи и двумя разъемами без пайки! Легко использовать! Вы можете соединить две полоски вместе с помощью провода или использовать их в двух разных наборах моделей. Они создают МНОГО света и имеют клейкую ленту 3M на обратной стороне! Доступны более длинные разъемы (12 дюймов и 36 дюймов), а также дополнительные разъемы без пайки. Подключение светодиодов
Короткий/толстый провод на светодиоде — ОТРИЦАТЕЛЬНАЯ СТОРОНА. Более длинный/тонкий провод светодиода – это ПОЛОЖИТЕЛЬНАЯ СТОРОНА. Припаяйте резистор к ПОЛОЖИТЕЛЬНОЙ СТОРОНЕ Пример пайки. Припаяйте резистор к ПОЛОЖИТЕЛЬНОМУ ПРОВОДУ Припаяйте светодиод к ОТРИЦАТЕЛЬНОМУ ПРОВОДУ Тест Примеры кнопок включения-выключения 2 разъема с зажимом для аккумулятора 9 В, тип I, черный |
 Philip Отвертка в пластиковой ручке
Philip Отвертка в пластиковой ручке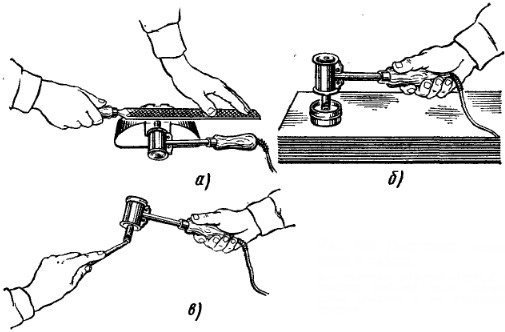 Если в электронике используется кислотный припой, кислота разрушит дорожки на печатной плате и разъест выводы компонентов. Он также может образовывать проводящий слой, ведущий к коротким замыканиям.
Если в электронике используется кислотный припой, кислота разрушит дорожки на печатной плате и разъест выводы компонентов. Он также может образовывать проводящий слой, ведущий к коротким замыканиям.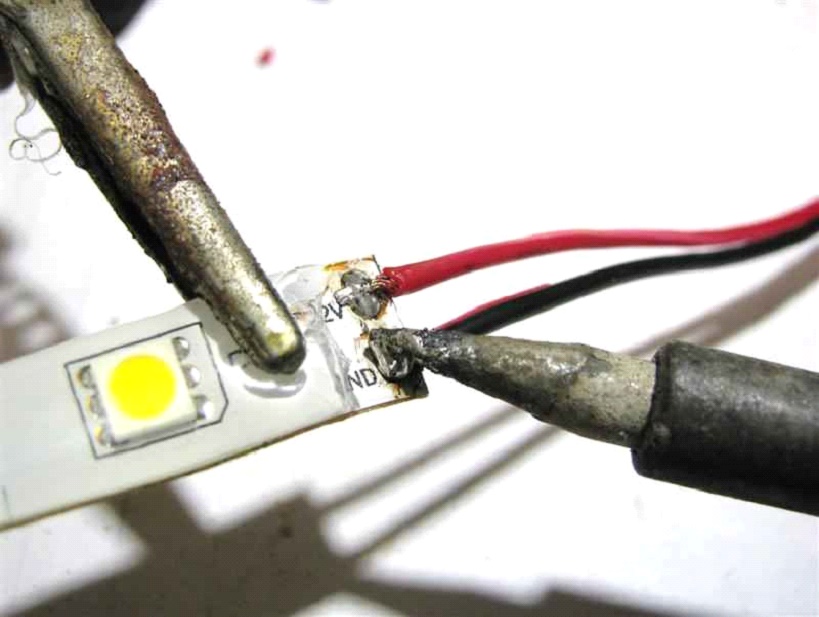

 Сделайте это немедленно, чтобы флюс не успел высохнуть и затвердеть.
Удаление излишков припоя и флюса
Сделайте это немедленно, чтобы флюс не успел высохнуть и затвердеть.
Удаление излишков припоя и флюса  Термоусадочная трубка с клеевым покрытием покрыта термочувствительным клеем, который плавится, герметизируя соединение при нагревании трубки. Таким образом, он образует полностью герметичный шов и используется, когда соединение будет подвергаться воздействию влаги или других элементов, которые могут повлиять на соединение. Например, при ремонте шнура лампы можно использовать неклейкую термоусадочную трубку, а при установке автомобильной стереосистемы — трубку с клеевой прокладкой.
Термоусадочная трубка с клеевым покрытием покрыта термочувствительным клеем, который плавится, герметизируя соединение при нагревании трубки. Таким образом, он образует полностью герметичный шов и используется, когда соединение будет подвергаться воздействию влаги или других элементов, которые могут повлиять на соединение. Например, при ремонте шнура лампы можно использовать неклейкую термоусадочную трубку, а при установке автомобильной стереосистемы — трубку с клеевой прокладкой. Скрутите провода вместе
Скрутите провода вместе 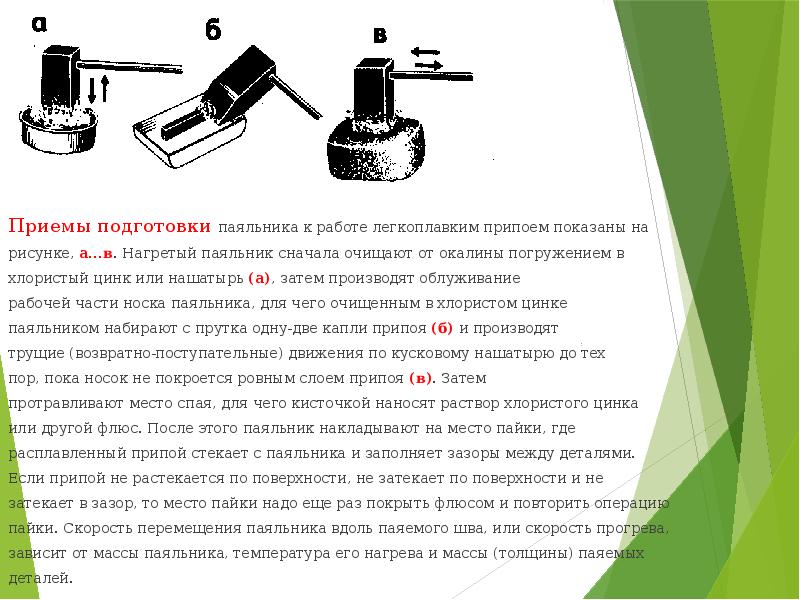 Чем толще соединение проволоки, тем больше тепла потребуется. Будьте осторожны, потому что на тонких проводах с дешевой изоляцией вы можете расплавить ее, если перегреете место соединения. Как только соединение станет достаточно горячим (хороший признак — это когда припой, которым вы смачивали кончик утюга, затекает в соединение), вы можете перейти к нанесению припоя.
Чем толще соединение проволоки, тем больше тепла потребуется. Будьте осторожны, потому что на тонких проводах с дешевой изоляцией вы можете расплавить ее, если перегреете место соединения. Как только соединение станет достаточно горячим (хороший признак — это когда припой, которым вы смачивали кончик утюга, затекает в соединение), вы можете перейти к нанесению припоя. Если вы обнаружите, что припой скапливается там, где он соприкасается с соединением, но не течет внутрь, вам потребуется больше тепла. Продолжайте добавлять припой, пока соединение не будет полностью покрыто. Вы все еще должны видеть очертания отдельных жил провода, но медь провода не должна быть видна. Если вы добавите слишком много припоя в точку, где соединение превращается в каплю, вы получите хрупкое соединение, и излишки припоя необходимо будет удалить.
Если вы обнаружите, что припой скапливается там, где он соприкасается с соединением, но не течет внутрь, вам потребуется больше тепла. Продолжайте добавлять припой, пока соединение не будет полностью покрыто. Вы все еще должны видеть очертания отдельных жил провода, но медь провода не должна быть видна. Если вы добавите слишком много припоя в точку, где соединение превращается в каплю, вы получите хрупкое соединение, и излишки припоя необходимо будет удалить.
 Процесс можно посмотреть на видео ниже:
Процесс можно посмотреть на видео ниже: Припаяйте резисторы, перемычки, диоды и любые другие мелкие детали, прежде чем припаивать более крупные детали, такие как конденсаторы и транзисторы. Это значительно упрощает сборку.
Припаяйте резисторы, перемычки, диоды и любые другие мелкие детали, прежде чем припаивать более крупные детали, такие как конденсаторы и транзисторы. Это значительно упрощает сборку. Припой сам по себе может капать, поэтому имеет смысл избегать пайки над открытыми частями корпуса. Всегда работайте в хорошо освещенном месте, где у вас есть место, чтобы разложить детали и передвигаться. Избегайте пайки лицом прямо над соединением, потому что пары флюса и других покрытий будут раздражать ваши дыхательные пути и глаза. Большинство припоев содержат свинец, поэтому при работе с припоем следует избегать прикосновений к лицу и всегда мыть руки перед едой.
Припой сам по себе может капать, поэтому имеет смысл избегать пайки над открытыми частями корпуса. Всегда работайте в хорошо освещенном месте, где у вас есть место, чтобы разложить детали и передвигаться. Избегайте пайки лицом прямо над соединением, потому что пары флюса и других покрытий будут раздражать ваши дыхательные пути и глаза. Большинство припоев содержат свинец, поэтому при работе с припоем следует избегать прикосновений к лицу и всегда мыть руки перед едой.
Полное руководство по пайке для гитаристов | Гитара.com
Мы охватываем множество проектов усилителей и гитарной электроники в наших разделах «Сделай сам».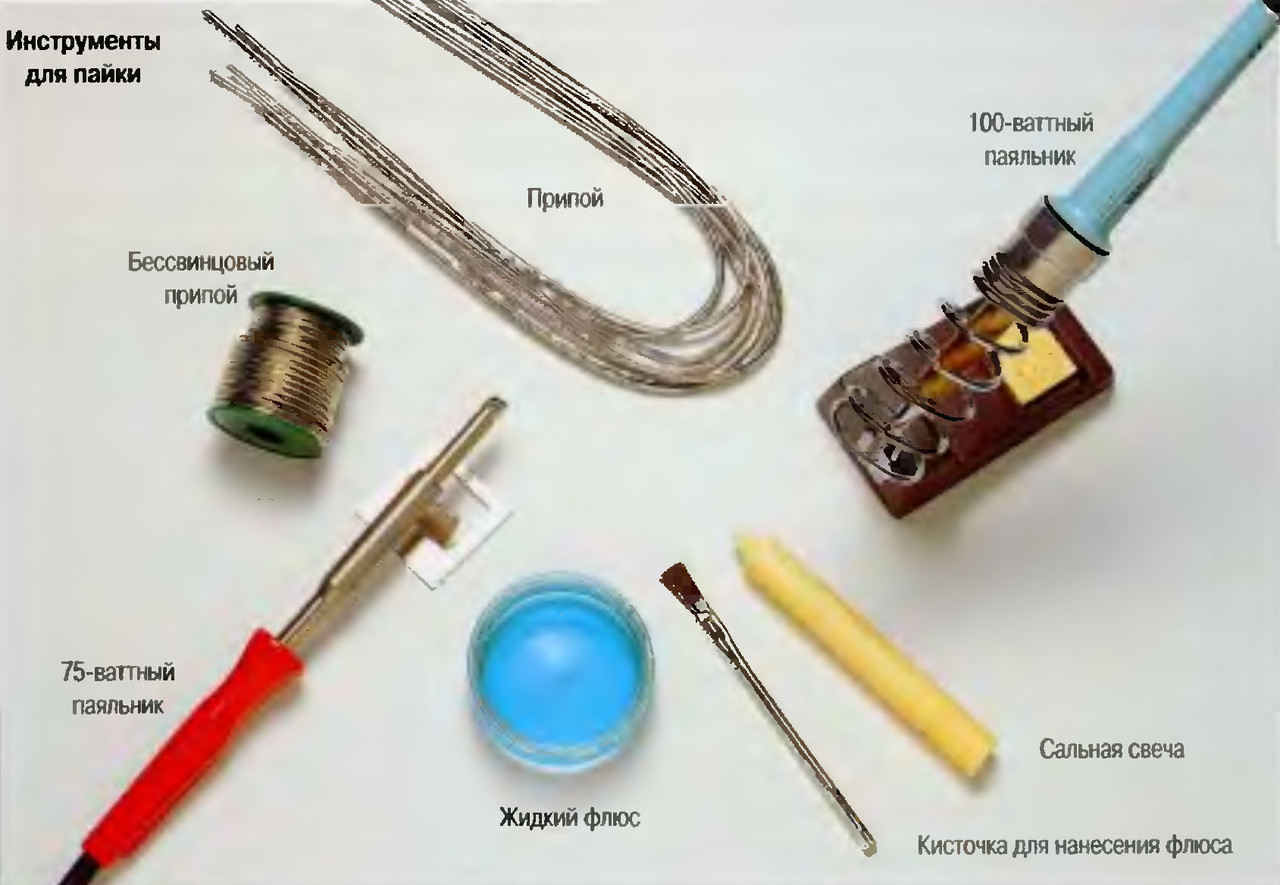 Возможно, мы считаем само собой разумеющимся, что все умеют паять, но даже те из нас, кто занимается пайкой десятилетиями, могут научиться чему-то новому.
Возможно, мы считаем само собой разумеющимся, что все умеют паять, но даже те из нас, кто занимается пайкой десятилетиями, могут научиться чему-то новому.
Это руководство разделено на две части. В первой части я поделюсь некоторыми профессиональными советами по паяльному оборудованию и хорошей практикой. Во второй части я применю эту информацию к простому проекту, показав, как сделать высококачественный гитарный кабель.
Железный могучийСуществуют различные типы паяльников, и важно выбрать правильный для ваших нужд. Утюги в виде карандаша представляют собой интегрированные устройства с утюгом на одном конце и розеткой на другом. Большинство из них поставляются с подставкой, которая держит горячий утюг, пока вы находитесь между задачами. Это удобно, если вы надеетесь не прожечь дыры в своем верстаке, ковре или в себе. Не спрашивайте меня, откуда я знаю… Я просто знаю.
Утюги-карандаши могут быть включены или выключены, а их рабочая температура фиксирована.Напротив, паяльные станции включают в себя утюг и подставку, которая может быть встроена или не интегрирована, но станция позволяет вам устанавливать рабочую температуру утюга. Некоторые взаимодействуют с датчиком в наконечнике, чтобы поддерживать эту температуру.
Изображение: Shutterstock
Паяльники являются еще одним вариантом. Они быстро нагреваются, но могут стать слишком горячими и не очень подходят для деликатной работы. Также доступны газовые паяльные горелки, но они лучше подходят для тонкой металлообработки, и если вы неопытны, вы можете что-то или кого-то поджечь.Для работы с гитарой и усилителем я бы рекомендовал паяльную станцию с контролем температуры.
ЭлектростанцииРазличные работы по пайке требуют разной мощности паяльника. Вам не нужно много энергии, чтобы припаять сквозные компоненты к печатной плате, но пайка заземления на шасси усилителя выходит за рамки возможностей большинства паяльников. Общие работы по сборке гитары, требующие большей мощности, включают пайку заземляющих проводов на корпусах потенциометров и пружинных захватах Stratocaster.При сборке усилителя изрядное количество энергии также потребуется для сборки проушины и револьверной платы.
Изображение: Shutterstock
Если у вас есть паяльник мощностью 15 или 20 Вт, вы, вероятно, не сможете выполнять эти работы, потому что более крупные металлические детали действуют как радиатор, рассеивая тепло от утюга. Когда железо не может поддерживать достаточную температуру, припой не может плавиться и течь должным образом, образуя прочное соединение. Вам также придется долго держать утюг на месте, и, несмотря на недостаточное количество тепла для пайки, вы все равно можете расплавить пластиковые детали и повредить хрупкие электронные компоненты.
Все утюги могут нагреваться до температуры, достаточной для плавления припоя, и более высокая мощность не обязательно означает, что утюг станет более горячим; на самом деле это означает, что он может поддерживать свою температуру, даже когда тепло рассеивается. Как правило, чем больше мощность, тем лучше, и утюга мощностью от 50 до 60 Вт должно быть достаточно для большинства работ.
Справа, к проводу Припойдля электронных приложений бывает двух видов — на основе свинца и без свинца. Повышение осведомленности об опасностях для здоровья, связанных со свинцом, привело к принятию законодательства, ограничивающего использование припоя на основе свинца в производстве.
Свинцовый припой обычно представляет собой смесь олова и свинца в соотношении 60/40, которая плавится при температуре около 190 ° C, и ее использовали во всех винтажных гитарах, педалях и усилителях. Он по-прежнему широко продается и является лучшим вариантом для реставрационных работ. Также доступен припой с содержанием свинца 63/37, и его более быстрый переход из жидкого состояния в твердое может снизить риск «холодных» паяных соединений, когда детали двигаются до того, как припой затвердеет.
Этот освинцованный припой имеет соотношение олова и свинца 60/40, сердцевину из канифольного флюса и 0.Внешний диаметр 7 мм
Бессвинцовый припойимеет более высокую температуру плавления, поэтому его немного сложнее использовать, и вам понадобится мощный паяльник. Это сплав олова, серебра и меди, и хотя бессвинцовые припои могут быть прочнее, они также могут быть более хрупкими.
Закон требует от производителей использовать бессвинцовый припой, и вы можете сделать то же самое по соображениям здоровья. С другой стороны, если вы относительно мало паяете и большая часть работы связана с обслуживанием и ремонтом старого оборудования, вы можете предпочесть использовать припой, содержащий свинец.Я использовал и то, и другое, и, поскольку я предпочитаю этилированный, я часто использую небольшой вытяжной вентилятор, который всасывает пары припоя в угольный фильтр.
Электрический припойсодержит встроенный флюс канифоли, который растворяет оксид металла, способствует растеканию припоя и способствует сцеплению с металлическими деталями. Сантехнический припой имеет кислотный флюс и не подходит для электроники. Доступны различные калибры припоя, но я считаю, что 0,7 мм подходит для большинства применений.
Верхние наконечникиБолее качественные паяльники позволяют менять жало.Это важно по двум причинам: во-первых, наконечники изнашиваются, а во-вторых, в зависимости от выполняемой работы могут использоваться наконечники различной формы.
Тонкие и острые наконечники конической формы идеально подходят для точных работ, таких как пайка разъемов для печатных плат. Некоторые наконечники больше похожи на маленькие стамески, а другие больше на отвертки с плоской головкой. При пайке на корпусах потенциометров, где необходимо распределить тепло по более широкой площади, предпочтительнее использовать более плоский наконечник.
Какой бы наконечник вы ни использовали, рекомендуется поддерживать его в хорошем состоянии.Когда вы изо всех сил пытаетесь сделать паяные соединения, а расплавленный припой стекает с утюга, это указывает на то, что жало окислилось. Если он выглядит тусклым и черным, а не серебристым и блестящим, это почти наверняка так. Загрязнения на наконечнике также могут попасть в паяное соединение и привести к его выходу из строя.
Этому наконечнику несколько лет, и он проделал большую работу, но он находится в относительно хорошем состоянии и по-прежнему хорошо работает
Возьмите за привычку очищать наконечники припоя во время работы.Большинство подставок для утюгов имеют секцию поддона с губкой, которую следует смочить водой перед началом работы. Протирание жала влажной (не мокрой) губкой после каждого паяного соединения удаляет излишки припоя с жала. Некоторые предпочитают использовать латунную или нержавеющую вату для очистки железных наконечников, чтобы предотвратить окисление.
После каждых нескольких стыков желательно протирать утюг, наносить свежий припой на жало и стирать излишки. Это предотвратит окисление наконечника, и это также следует делать в конце работы перед тем, как выключить утюг.Этот процесс называется «лужение», и здоровый наконечник утюга должен выглядеть блестящим. Вы также должны залудить новые наконечники перед их использованием.
Если вы чувствуете, что ваш наконечник больше не работает должным образом, а очистка и лужение не помогают, у вас есть несколько вариантов. Можно попробовать обработать его активатором наконечников или просто заменить. Наконечники относительно недороги, но вы должны выбрать подходящий для вашего утюга.
Не взорвисьПрипой не следует считать «металлическим клеем», который просто протирают утюгом и дают застыть.Припой должен течь на детали, чтобы образовалось хорошее соединение, а для этого требуется правильная техника пайки.
Будь то ножка резистора, торчащая через ушко или отверстие в печатной плате, или провода вывода конденсатора, намотанные на турель или метку, утюг следует использовать для нагрева области, где выполняется соединение. Когда область предварительно нагрета, а наконечник утюга все еще касается детали, доведите припой до контакта с соединением.
Припой должен плавиться и течь почти мгновенно, и главное здесь то, что припой проникает в соединение, а не образует каплю на поверхности.Не пытайтесь расплавить припой на наконечнике утюга, а затем перенести его на соединение, потому что флюс, который помогает припою склеиваться, испарится, не успев выполнить свою работу.
Изображение: Shutterstock
Знание того, какую температуру устанавливать и как долго нагревать помещение, приходит с опытом. Свинцовый припой плавится при температуре около 190°C, а бессвинцовый припой – при температуре около 200°C. При работе с печатными платами температура железа около 325°C должна быть безопасной отправной точкой, поскольку крайне важно не повредить плату.Если вы обнаружите, что этого недостаточно, поднимите температуру до 350°C и повторите попытку.
Для потенциометров, револьверных головок и проушин необходимы более высокие температуры, и нет ничего плохого в том, чтобы начать с низкой температуры, а затем увеличить ее, если припою требуется некоторое время для плавления и текучести. Опытные паяльщики часто предпочитают работать с утюгом, настроенным на температуру 400°C или выше, чтобы входить и выходить за пару секунд.
После того, как припой потечет, уберите утюг и дайте соединению остыть естественным образом.Не поддавайтесь искушению дуть на припой, чтобы ускорить процесс. При пайке транзисторов и операционных усилителей попробуйте прикрепить к ножкам зажим-крокодил. Он будет действовать как радиатор, отводя тепло от деликатных компонентов.
Проверьте свои новые навыки пайки, изготовив гитарный кабель самостоятельно.
Советы и подсказки — уход за жалом для паяльника
TOP TIPS для продления срока службы паяльного жала
Срок службы паяльного жала долгое время был спорным вопросом, и теперь он усугубляется более высокими температурами бессвинцовой пайки.Компания Cooper Tools подготовила практическое руководство, которое поможет пользователям продлить срок службы жала припоя, которое мы кратко изложили в этой статье
.Существует пять основных причин выхода из строя стандартного жала паяльника – растрескивание покрытия жала, вызванное избыточным давлением; Экстремальный температурный шок; износ и истирание; Увлажнение и коррозия. В этой статье будет рассмотрена каждая из этих причин отказа наконечника и даны некоторые рекомендации о том, как можно увеличить срок службы наконечника.
Растрескивание покрытия наконечника из-за избыточного давления.
Это особая проблема с очень тонкими наконечниками для поверхностного монтажа. Чтобы передать тепло суставу, неопытный оператор может слишком сильно надавить на поверхность сустава. В качестве альтернативы, падение утюга на твердую поверхность может привести к растрескиванию покрытия наконечника даже с большими наконечниками. Это неизбежно будет означать, что наконечник будет деформироваться и изгибаться, что, в свою очередь, приведет к отслаиванию слоев покрытия. Как только на поверхности наконечника образуется трещина, медный сердечник подвергается воздействию влаги, кислорода и олова.Это механическое повреждение неизбежно ускорит выход из строя из-за эрозии меди.
Меры профилактики.
1: Всегда выбирайте правильную геометрию наконечника для выполняемой работы. Используйте очень тонкие наконечники только тогда, когда они действительно необходимы из-за физических ограничений сустава или доступа к нему. Всегда используйте самую большую насадку, которую можно использовать для любой конкретной работы. По возможности используйте долото, а не коническую форму. При пайке выводов на J-плече или компоненте «крыло чайки» используйте наконечник типа «GW» с жидким флюсом.
2: убедитесь, что наконечник покрыт лужением; используйте припой, чтобы перекрыть зазор между наконечником и соединением. Это значительно увеличивает площадь поверхности, по которой передается тепло, и снижает необходимость сильного нажатия.
3: Убедитесь, что подставка для паяльника подходит для паяльника и не имеет поврежденной или изношенной воронки. Если этого не сделать, утюг может удариться о пружину воронки на опоре или даже упасть, если утюг неправильно войдет в воронку.
Растрескивание покрытия наконечника, вызванное экстремальным температурным ударом.
Бессвинцовые изделия требуют более высоких температур обработки, что означает, что покрытие наконечника подвергается воздействию более высоких температур поверхности. Соприкосновение горячего наконечника со слишком влажной чистящей губкой может привести к экстремальному температурному удару, который может вызвать микротрещины в слое железного покрытия.
Профилактические меры
1: Не переувлажняйте губку для чистки — губка должна быть влажной, а не мокрой.В качестве альтернативы можно использовать сухой очиститель наконечника.
Износ и истирание.
Преждевременный износ наконечника имеет множество причин, большинство из которых можно предотвратить путем хорошей подготовки. Однако даже при нормальном использовании хорошо обученным оператором все наконечники со временем изнашиваются. По мере истирания слоев покрытия они обнажают медный сердечник, что, в свою очередь, приводит к коррозионному разрушению.
Меры профилактики.
1: Чрезмерный износ и истирание может быть вызвано тем, что неподготовленные операторы будут тереть наконечник о соединение, пытаясь улучшить передачу тепла к соединению.Это не работает, и трение может повредить печатную плату или компонент, а также стереть железный слой на наконечнике. Теплопередачу можно улучшить только за счет увеличения площади контактной поверхности. Всегда лужите жало перед пайкой соединения, это увеличит площадь контакта при пайке и, конечно же, используйте жало правильного размера.
2: неправильная очистка наконечника также может увеличить износ. Всегда используйте настоящую целлюлозную губку. Используйте губку правильной стороной вверх, т. е. слоем оранжевого волокна сверху.Волокно менее абразивно, чем губка, а также действует как полупроницаемая мембрана, которая удерживает лишнюю влагу от кончика.
Никогда не используйте бытовые губки, так как они в основном изготовлены из пластика. Когда горячий утюг нагревает пластик, он может выделять химические вещества, вызывающие коррозию наконечника. Кроме того, он может выделять пары, которые могут нанести вред здоровью.
Всегда следите за тем, чтобы губки были влажными, а не мокрыми, избыток воды способствует отказу от смачивания. Всегда используйте деионизированную воду, промойте губку и отожмите лишнюю воду.Использование водопроводной воды приведет к образованию накипи, как и на элементе в чайнике. Это, в свою очередь, приведет к образованию несмачивающего барьера на кончике. В последнее время операторы стали использовать воду из «охладителя минеральной воды», потому что он находится поблизости. Это явно плохая идея, так как минералы вызовут еще большее образование известкового налета.
Удаление влаги.
Эффект удаления влаги возникает, когда припой больше не прилипает к рабочей поверхности жала. Увлажнение является наиболее распространенным видом отказа наконечника и может произойти из-за чрезмерно интенсивной очистки наконечника, очистки наконечника в неподходящее время или из-за слишком влажной губки при бессвинцовом применении, особенно при использовании тонкой проволоки для припоя.Размокание вызвано окислением внешних атомов слоя железа. Этот режим отказа имеет дополнительную проблему, заключающуюся в том, что осушенный наконечник менее эффективно передает тепло. Хорошей новостью является то, что при хорошей практике количество отказов от смачивания может быть снижено до разумного уровня.
Меры профилактики.
1: Слой железа на наконечнике не может окисляться, если он не подвергается воздействию кислорода, поэтому, когда утюг не используется, держите наконечник луженым. Лужение припоя действует как жертвенный барьер, окисляется только припой.Никогда не возвращайте утюг, который вы только что почистили, на подставку для утюга. Это немедленно подвергает незащищенный, горячий, влажный наконечник воздействию кислорода, что является наихудшим возможным сценарием. Следование одному только этому совету может существенно повлиять на срок службы наконечника.
2: Наконечник окисляется гораздо медленнее при комнатной температуре, если утюг не используется, выключите его.
Если в вашем блоке питания есть функция таймера, используйте ее для автоматического выключения утюга, если он не используется в течение заданного времени.Помните, что простое выключение утюга каждый перерыв и обед может составлять 5 часов использования в неделю на каждый утюг. Подумайте обо всех деньгах, которые вы сэкономите на счетах за электроэнергию, и это увеличит срок службы наконечника.
3: чем выше температура пайки, тем быстрее происходит окисление жала. Снизьте температуру пайки до минимума, необходимого для выполнения работы. Если вы обнаружите, что паяете при температуре выше 375 o C (700F) для поддержания производительности, возможно, вы используете не тот утюг.
4: Убедитесь, что пружины на держателях паяльника не изношены.По мере износа пружины будут провисать, что может привести к соприкосновению наконечника утюга с пружиной. Когда пружина действует как массивный радиатор, утюг будет пытаться довести пружину до номинальной температуры утюга. Это приведет к тому, что утюг будет постоянно включен (т. е. элементы нагреваются), что ускорит старение наконечников, нагревательных элементов и переключателей (если они есть).
5: Использование «Активатора наконечников» или припоя RMA большого сечения к оловянным наконечникам для хранения обеспечит хорошую смачиваемость.Активатор жала также поможет предотвратить окисление жала при использовании бессвинцовой припойной проволоки малого диаметра. Хотя Tip Activator может повторно активировать слегка окисленные поверхности наконечников, девизом всегда должно быть «Профилактика лучше, чем лечение».
Коррозия.
Коррозия является функцией тепла, кислорода, остатков флюса и других внешних воздействий на жало паяльника. Чем активнее используемый флюс, тем быстрее будет корродировать наконечник.
Меры профилактики.
1: Используйте чистую канифоль или флюсы RMA, если это позволяет технологический процесс. Водорастворимые флюсы особенно агрессивны, потому что они обычно основаны на органических растворителях, таких как лимонная кислота. К сожалению, выбор флюса зависит не только от срока службы жала паяльника, поэтому при принятии технологических решений необходимо учитывать все другие факторы.
2: Убедитесь, что чистящие губки чистые и на них нет окалины. Грязные губки собирают загрязнения, которые могут вызывать коррозию.