Пайка оловом металла: Как паять железо оловом — три легкодоступных способа | Сварка и Пайка
Как паять железо оловом — три легкодоступных способа | Сварка и Пайка
Как паять железо оловом — три легкодоступных способаПроцесс пайки железа оловом не меняет кристаллическую структуру металла. Поэтому соединяемые части имеют такие же технические характеристики, как и после пайки.
Что касается прочности такого соединения, то оно выходит достаточно прочным и надежным, хоть здесь всё во многом зависит от технологии пайки и вида используемого припоя.
Как паять железо оловом? Что использовать для пайки металлических листов и изделий?
Технологии пайки железа оловом
Самыми распространёнными являются три технологии с использованием следующего оборудования:
- Пайка железа паяльником и мягким припоем на свинцовой основе;
- Паяльной лампой или газовой горелкой и твёрдым оловом;
- Электрическая пайка железа.
Первый способ пайки железа свинцовым припоем используется для ремонта металлических изделий, которые не будут в процессе эксплуатации подвергаться слишком большим нагрузкам. Второй способ пайки связан с лужением железа оловом с флюсом и последующим его соединением.
Второй способ пайки связан с лужением железа оловом с флюсом и последующим его соединением.
Третий способ соединения металла применяется в основном на промышленных объектах. Здесь для электрической пайки железа используется специальное оборудование.
Чем паять железо
Для пайки железа в домашних условиях понадобятся оловянный припой с небольшим содержанием олова, например, ПОС-40, активный флюс, шило и паяльник. При пайке металла флюс выступает в роли окислителя и растворителя, защищая зону пайки от окисей.
Как паять железо оловом — три легкодоступных способаДля этих целей можно применять как активные флюсы, так и канифоль, а также хлористый цинк, соляную и борную кислоту. При пайке железа с использованием активных флюсов и кислот, обязательно нужно придерживаться техники безопасности. Иметь хорошо проветриваемое помещение, а также защищать кожу и глаза от воздействия химически вредных веществ.
Как паять железо оловом — три легкодоступных способаЧто касается оборудования для пайки железа, то нужен достаточно мощный паяльник, более 60 Ватт. Также можно использовать паяльную лампу или газовую горелку.
Также можно использовать паяльную лампу или газовую горелку.
Последовательность действий при пайке железа
Пайка железа оловом заключается в следующих действиях:
- Сначала зона спаивания деталей очищается от загрязнений. Для зачистки можно использовать куски мелкозернистой наждачной бумаги;
- Затем посредством кисточки на поверхность металла наносится флюс;
- Далее зона пайки нагревается паяльником, после чего подносится олово и осуществляется лужение;
- После лужения происходит непосредственное спаивание деталей;
- Зона пайки в местах стыка очищается бензином.
Следует знать, что если производится пайка оцинковки, то нельзя использовать припои с большим содержанием сурьмы. Всё дело в том, что сурьма способна вступать в реакцию с цинком, а это существенно ухудшает прочность полученного соединения.
Как паять железо оловом — три легкодоступных способаДля пайки оцинковки лучше всего использовать флюсы на основе хлористого цинка и борной кислоты. Ну а если изделия перепаиваются, то есть, если они имеют лужение уже с завода, то для их последующего спаивания можно использовать обычную канифоль.
Ну а если изделия перепаиваются, то есть, если они имеют лужение уже с завода, то для их последующего спаивания можно использовать обычную канифоль.
выбор флюса и особенности работы с жестью и оцинковкой
Процесс пайки – это химическое соединение двух металлов с помощью припоя. Причем кристаллическая структура металла не изменяется. То есть, соединяемые части остаются при своих технических характеристиках.
Само соединение получается достаточно надежным, но многое будет зависеть от вида припоя и технологии пайки. К тому же необходимо отметить, что не все металлы могут быть соединены этим процессом. Основные же металлы, особенно стальные (железо), между собой могут быть спаяны.
Три технологии
Существует три технологии пайки железа оловом:
- паяльником. Для этого придется использовать мягкие припои с большим содержанием свинца;
- паяльной лампой. Здесь потребуются твердые припои с большим содержанием олова;
- электрическая пайка железа.


Первый способ применяют в том случае, если железо не будет в процессе эксплуатации подвергаться большим нагрузкам. Второй – это лужение железа оловом, когда оловянный припой наносится на поверхность металлического изделия и растирается по всей его плоскости тонким слоем.
В этой технологии обязательно применяется флюс для пайки. Третий вариант используется в производственных масштабах, для чего применяется специальное оборудование.
Пайка листов жести
Пайка жести (тонкого листового железа) является часто встречаемым процессом в изготовлении металлической тары. Но нередко и в домашних условиях приходится скреплять листы железа между собой, собирая герметичные конструкции. Поэтому перед тем как припаять один лист к другому, необходимо подготовить все нужное.
Для процесса пайки железа с помощью олова понадобится припой с небольшой концентрацией олова, к примеру, ПОС-40, флюс, паяльник и шило.
Флюс в процессе пайки железа выполняет функции растворителя и окислителя одновременно. То есть, сразу происходит смачивание металла и защита от окислительных процессов. В качестве флюсов используют канифоль и соляную кислоту или хлористый цинк и борную кислоту.
То есть, сразу происходит смачивание металла и защита от окислительных процессов. В качестве флюсов используют канифоль и соляную кислоту или хлористый цинк и борную кислоту.
Что касается паяльника, то для проведения качественной пайки оловом лучше выбрать электрический инструмент мощностью более 40 Вт. Старый паяльный инструмент, который нагревается от пламени огня, сегодня практически не используют даже в домашних условиях.
Последовательность действий
- зачистка соединяемых листов;
- нанесение флюса;
- разогрев паяльника и лужение;
- пайка оловом;
- очистка стыка бензином.
Очистку проводят механическим способом наждачной бумагой. Если загрязнения большие, то придется провести обработку растворителем. Если не удается очистить и таким методом, тогда проводят травление серной кислотой.
Два куска листового железа подносят друг к другу на расстояние 0,3 мм. Их края обрабатывают пастообразным флюсом при помощи кисточки. Жало паяльника очищается наждачкой, и сам инструмент включается в электрическую сеть через розетку. Чтобы проверить, хорошо ли он нагрелся, надо помести его жало в нашатырную смесь, которая должна закипеть.
Жало паяльника очищается наждачкой, и сам инструмент включается в электрическую сеть через розетку. Чтобы проверить, хорошо ли он нагрелся, надо помести его жало в нашатырную смесь, которая должна закипеть.
Теперь проводится этап лужения железа. То есть, с помощью припоя из олова или его сплава обрабатываются края двух листов жести, чтобы покрыть их оловянным слоем, который будет выполнять защитные функции от коррозии металла.
Все готово, остается только запаять два конца листов. Жало паяльника подносится к месту стыка вместе с припоем из олова, и они оба продвигаются плавно по границе соединения.
При этом жало необходимо прижимать не острым концом, а плоской гранью, за счет чего будет прогреваться одновременно и соединяемые детали, что скажется на высоком качестве проведенной пайки железа.
Особенности работы с оцинкованными изделиями
Пайка оцинковки оловом по чисто технологическому процессу от предыдущей ничем не отличается. Но есть в технологии свои тонкие нюансы, которые сказываются на качестве конечного результата.
Нельзя паять оцинковку припоями, в состав которых входит большое количество сурьмы. Это вещество при контакте с цинковым покрытием создает непрочный шов.
В качестве флюса лучше использовать борную кислоту и хлористый цинк. Если сами изделия уже были залужены оловом в процессе производства, тогда в качестве флюса можно применять канифоль.
Когда производится соединение оцинкованного железа (листового) и проволоки, то последнюю надо согнуть под прямым углом, чтобы увеличить площадь контакта двух изделий.
В остальном процесс проводится точно также. Кстати, неважно, проволока была изготовлена из оцинковки или обычной стали.
Есть еще несколько важных позиций, которые надо учитывать в процессе пайки оцинкованных изделий. Если для пайки железа используются припойные стержни на основе олова и свинца, то для них лучше добавлять флюс на основе хлористого цинка и хлористого аммония. Соотношение 5:1 соответственно.
Если для пайки железа используются припойные стержни на основе олова и свинца, то для них лучше добавлять флюс на основе хлористого цинка и хлористого аммония. Соотношение 5:1 соответственно.
Припой на основе олова и кадмия требует едкого натра в качестве флюсовой добавки.
Если между собой соединяются оцинкованные изделия из железа, в состав защитного слоя которых входит более 2% алюминия, то применяется припой на основе олова и цинка. А в качестве флюса используют соляную кислоту и вазелин (стеарин).
В независимости от того, какие детали или узлы соединяются пайкой, необходимо после окончания процесса и остывания шва промыть место стыка водой, чтобы удалить остатки флюса.
Техника безопасности
Пайка железа оловом – процесс небезопасный. Поэтому надо строго соблюдать меры предосторожности. На руки надеваются защитные перчатки, под паяльник обязательно устанавливается подставка, чтобы разогретое жало не касалось стола и подручных материалов.
При кажущейся простоте паячной операции, на самом деле это серьезная процедура. И относиться к ней надо с большим вниманием. Что-то упустили, неправильно даже приложили, и можно считать, что качество стыка резко упало. Поэтому важно к каждому этапу подходить ответственно, особенно это касается очистки двух стыкуемых изделий из железа.
Как паять стальные детали
Нередко возникает надобность скрепить стальные детали без сверлений, и без сварки. Выручит пайка стали. Но как это сделать правильно, ведь здесь имеются особенные нюансы. Несколько рекомендаций от специалистов.
Какая сталь паяется хорошо
Отдельные марки стали хорошо поддаются пайке, другие паяются с большим трудом, ни с каким припоем соединяться не желают, ни под каким флюсом. Как правило, мягкие стали «для гвоздей» легко паяются. На бытовом уровне это можно объяснить и тем, что материал усеян микроскопическими кратерами и неровностями. Но также имеются электротехнические марки, особо твердые и упругие, и применяемые для валов, точной механики. Здесь уже как повезет…
Как правило, мягкие стали «для гвоздей» легко паяются. На бытовом уровне это можно объяснить и тем, что материал усеян микроскопическими кратерами и неровностями. Но также имеются электротехнические марки, особо твердые и упругие, и применяемые для валов, точной механики. Здесь уже как повезет…
Вопрос в том, что определить марку на глазок домашнему мастеру невозможно. Узнать насколько хорошо паяется данная деталь из стали, или близкого к ней сплава, можно только экспериментальным путем.
Как выполняется соединение оловом – порядок действий
Все зависит от того, насколько удачно можно залудить данную деталь, насколько прочным окажется контакт оловянного припоя со сталью. Чтобы контакт оказался удовлетворительными, если это возможно вообще, нужно выполнить следующее:
- зачистку стали, химическую зачистка под припоем;
- разогрев детали до температуры плавления припоя, нахождение припоя на детали под флюсом некоторое время в текучем состоянии.

Зачистка стали выполняется сперва механически, — наждачной бумагой, убираются слои ржавчины и загрязнений. Затем в качестве флюса применяется состав, который хорошо реагирует с окислами железа.
Наиболее безобидной в применении, но эффективной в данном случае, оказывается ортофосфорная кислота, которую легко приобрести в автомагазине, как «очистку ржавчины».
Требуемая мощность разогревающих устройств полностью зависит от массы деталей.
Процесс пайки двух стальных деталей
Если нужно спаять два больших гвоздя, то мощности одного паяльника 100 Вт будет маловато. Для разогрева зажатого в тисках большого гвоздя, или подобной по массе детали из стали, нужно воспользоваться строительным феном. Или газовой горелкой.
Также понадобится вата на палочке, для подачи флюса в зону разогрева, и паяльник от 50 Вт.
- Зачищенная наждачкой сталь разогревается горелкой.
- На горячую деталь наносится ортофосфорная кислота и тут же подается паяльником расплавленный оловянный припой.

Как правило, у стальных деталей, которые поддаются пайке, возникает весьма прочная связь с оловом, т.е. происходи покрытие металла, — залуживание.
Это же повторяется с другой деталью. Затем разогреваются две детали, находящиеся вместе, и в зону контакта подается дополнительный припой паяльником.
Насколько прочна пайка стали, можно ли сделать прочнее
Прочность такого соединение будет обуславливаться многими факторами:
- прочностью связи припоя с металлом,
- площадью соединения,
- направлением нагрузки по отношению к спаянным плоскостям.
Но в любом случае прочность пайки оловом не идет ни в какое сравнение с тем, что привыкли понимать под прочностью характерной для стали или «сварка металла».
Упрочить можно применив другой припой, — специальные прочные составы и более тугоплавкие с включением серебра, цинка, меди и др.
Другое направление увеличения прочности – покрытие припоем не только плоскости, но и боковин детали, — охват детали припоем. Тогда сопротивление на отрыв при разнонаправленных нагрузках будет больше.
Особопрочная пайка, особые припои
Чтобы применить составы дающие прочное соединение со сталью, с собственной температурой плавления порядка 800 — 900 град, нужно использовать графитовый тигель.
Работу должны вести только специалисты по плавке металлов. Необходимо знать основы плавления металлов, порядок обращение с расплавами и технику безопасности. В общем, пайка стали сверхпрочными припоями выполняется на специализированных предприятиях.
Возможный состав припоя:
- 55% цинка, 45% меди, немного кремния для увеличения текучести.
Состав расплавляется под слоем угля в графитовом тигеле.
Стальные детали, подлежащие пайке, разогреваются газовой горелкой.
В качестве флюса используется ортофосфорная кислота.
Расплав подается на детали. Как правило, залуживание и пайка производятся за один разогрев и деталей и припоя.
Как правило, залуживание и пайка производятся за один разогрев и деталей и припоя.
Но подобная пайка стали по сложности превосходит простую сварку….
Но в быту, где нужно «залатать», «прикрепить», «состыковать» две стальные детали, нужно пользоваться припоями с низкой температурой плавления, типа свинцово-оловянных.
Лужение и пайка кузова автомобиля
Приветствую Вас на блоге kuzov.info!
В этой статье мы рассмотрим как осуществляется лужение и пайка кузова автомобиля.
Лужение и пайка кузова автомобиля применялись при изготовлении и ремонте автомобилей с середины 1930‑х годов. Свинцовый припой использовался при массовом производстве автомобилей для нанесения на сварочные соединения внахлёст крыши и задних крыльев. Нанесение припоя на кузов долгие годы, до появления автомобильной шпаклёвки, оставалось традиционным методом ремонта повреждённого кузова автомобиля (см.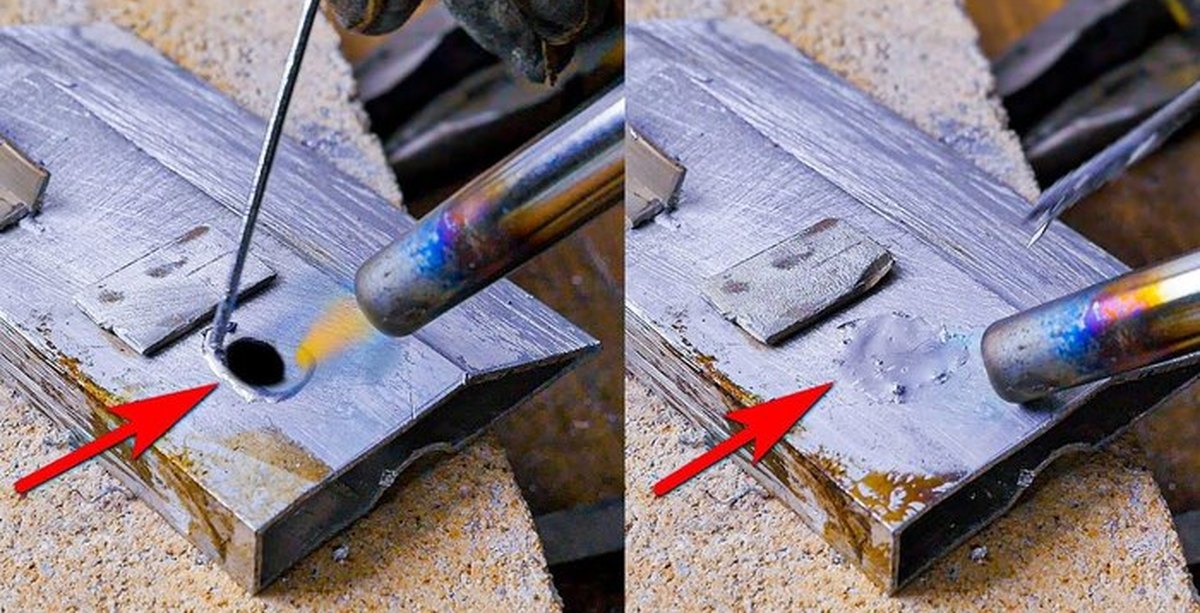 статью об истории изобретения и развития шпаклёвки).
статью об истории изобретения и развития шпаклёвки).
Содержание:
Процесс состоит в нанесении специального припоя на панели кузова, чтобы заполнить неровности, герметизировать и замаскировать сварочные соединения, а также запаять отверстия. В то время, как в современном кузовном ремонте чаще всего применяется шпаклёвка, при реставрации классических автомобилей по-прежнему используют припой. На самом деле, и лужение и шпаклёвка имеют свои преимущества и недостатки. Главными недостатками применения припоя для ремонта кузова являются сложность его нанесения и нагрев кузова. Слишком сложного в этом процессе ничего нет, но требуется соблюдать некоторые правила и приобрести навык. При правильном воздействии горелки нагрев получается достаточно щадящим. Даже краска с обратной стороны может остаться целой. Шпаклёвка в этом смысле выигрывает, так как наносится на поверхность легче припоя. По характеристикам припой во многом превосходит шпаклёвку. Его преимущества мы рассмотрим в этой статье ниже.
По характеристикам припой во многом превосходит шпаклёвку. Его преимущества мы рассмотрим в этой статье ниже.
Припой размягчается нагревом и наносится на поверхность, подготовленную лужением. После остывания образуется прочная связь припоя с поверхностью металла.
Нанесение припоя на кузов может потребоваться там, где сложно или невозможно использовать другие методы ремонта. Припой удобно применять, когда металл слишком толстый для рихтовки и отсутствует доступ с обратной стороны панели. Припой можно использовать на местах, где возможно небольшое движение металла при эксплуатации автомобиля и шпаклёвка может треснуть (сварочное соединение). Припой хорошо герметизирует сварочный шов и гарантирует его коррозионную устойчивость. Также, при использовании кузовного припоя, толщина слоя не так критична, как при применении шпаклёвки. Припой хорошо подойдёт для мест кузова, где нужно сформировать кант.
Преимущества лужения и пайки кузова
- Припой держится на поверхности лучше шпаклёвки. Прочность на разрыв (сила, требуемая, чтобы отделить припой от металла, на который он нанесён) составляет 423 бара. Это очень высокий показатель.
- Даже толстый слой припоя не даёт усадки, в отличие от шпаклёвки.
- Припой имеет лучшую эластичность и прочность, чем автомобильные шпаклёвки. Свинец хорошо гнётся вместе с металлом, на который он нанесён, поэтому не трескается.
- Припой не потрескается и не отслоиться при ударе, как это бывает со шпаклёвкой.
- Припой является водонепроницаемым. Шпаклёвку же нельзя назвать полностью водонепроницаемой.
- Припой может выдерживать высокие температуры, поэтому может применяться при ремонте и последующем нанесении порошковой краски.
- Ещё одним большим преимуществом припоя над шпаклёвкой является то, что не стоит беспокоиться о времени его затвердевания. Можно добавлять дополнительный припой прямо на уже нанесённый слой. Нужно только разогреть поверхность и новый припой и добавить его. Не нужно полностью расплавлять уже нанесённый слой.
 Можно добавлять дополнительный припой прямо на уже нанесённый слой. Нужно только разогреть поверхность и новый припой и добавить его. Не нужно полностью расплавлять уже нанесённый слой.
Можно добавлять дополнительный припой прямо на уже нанесённый слой. Нужно только разогреть поверхность и новый припой и добавить его. Не нужно полностью расплавлять уже нанесённый слой.Виды припоев для ремонта кузова
- Существуют разные типы припоев. Для ремонта кузова чаще применяются мягкие (легкоплавкие) припои. Они продаются в виде стержней, длинной 45 см, разной толщины. В целом, они классифицируются как припои с содержанием свинца и без содержания свинца (lead free). Первый тип припоя применялся много лет из-за его лёгкости использования. Однако он был запрещён в некоторых странах для применения в массовом производстве, по причине вреда здоровью и окружающей среде. Однако, свинцовый припой, по-прежнему используется частными лицами и его можно встретить в продаже. Многие мастера предпочитают использовать именно свинцовый припой.
- На припое указывается соотношение его компонентов (олова, свинца). Традиционный припой для кузова состоит из 30% олова и 70% свинца. Может содержаться дополнительный компонент, к примеру, 74% свинца, 25% олова и 1% сурьмы. Свинец опасен для здоровья. Чтобы его применять, требуются средства защиты, и нужно учитывать меры безопасности. Однако его легче использовать. Он дольше остаётся мягким после нагрева (в диапазоне от 180 до 260 градусов по Цельсию). Это облегчает его нанесение и разравнивание. Этот припой легко наносится на вертикальные и горизонтальные поверхности. После затвердевания свинцового припоя, его не рекомендуется обрабатывать шлифовальной машинкой, так как образуется очень токсичная пыль. Так, его обычно обрабатывают специальным кузовным напильником, а на завершающей стадии бруском с крупнозернистой шлифовальной бумагой вручную. Если всё же применяете шлифовальную машинку, то нужно использовать только крупный абразив, чтобы не было взвеси из мелкой пыли. Остатки свинца после шлифования нужно сразу утилизировать.
 Традиционный припой для кузова состоит из 30% олова и 70% свинца. Может содержаться дополнительный компонент, к примеру, 74% свинца, 25% олова и 1% сурьмы. Свинец опасен для здоровья. Чтобы его применять, требуются средства защиты, и нужно учитывать меры безопасности. Однако его легче использовать. Он дольше остаётся мягким после нагрева (в диапазоне от 180 до 260 градусов по Цельсию). Это облегчает его нанесение и разравнивание. Этот припой легко наносится на вертикальные и горизонтальные поверхности. После затвердевания свинцового припоя, его не рекомендуется обрабатывать шлифовальной машинкой, так как образуется очень токсичная пыль. Так, его обычно обрабатывают специальным кузовным напильником, а на завершающей стадии бруском с крупнозернистой шлифовальной бумагой вручную. Если всё же применяете шлифовальную машинку, то нужно использовать только крупный абразив, чтобы не было взвеси из мелкой пыли.
Традиционный припой для кузова состоит из 30% олова и 70% свинца. Может содержаться дополнительный компонент, к примеру, 74% свинца, 25% олова и 1% сурьмы. Свинец опасен для здоровья. Чтобы его применять, требуются средства защиты, и нужно учитывать меры безопасности. Однако его легче использовать. Он дольше остаётся мягким после нагрева (в диапазоне от 180 до 260 градусов по Цельсию). Это облегчает его нанесение и разравнивание. Этот припой легко наносится на вертикальные и горизонтальные поверхности. После затвердевания свинцового припоя, его не рекомендуется обрабатывать шлифовальной машинкой, так как образуется очень токсичная пыль. Так, его обычно обрабатывают специальным кузовным напильником, а на завершающей стадии бруском с крупнозернистой шлифовальной бумагой вручную. Если всё же применяете шлифовальную машинку, то нужно использовать только крупный абразив, чтобы не было взвеси из мелкой пыли. Остатки свинца после шлифования нужно сразу утилизировать.
Остатки свинца после шлифования нужно сразу утилизировать.- Припой может иметь разное соотношение свинца и олова (70/30, 60/40 или 50/50). Припой с более низким содержанием свинца также используется при ремонте кузова, но имеет низкий диапазон пластичности (от 183ºC до 188ºC), поэтому его сложнее использовать. Припои с таким соотношением обычно применяют на горизонтальных поверхностях, так как они быстро становятся жидкими и могут стекать. Прилипание у всех свинцовых припоев примерно одинаковое и зависит от правильности подготовки поверхности.
- Как альтернатива припою со свинцом был разработан более безопасный припой без содержания свинца. Во всех припоях без содержания свинца, олово является главным компонентом. Другим компонентом может быть серебро, медь, индий или висмут. Большинство припоев без свинца имеют либо более высокую, либо более низкую точку плавления, чем у свинцового припоя. Для ремонта кузова наиболее распространён припой без свинца, состоящий из олова и серебра (94% олова и 6% серебра или 96% олова и 4% серебра). Он имеет более высокую стоимость. Припой без свинца примерно равен по характеристикам традиционному припою со свинцом с соотношением 50/50 (свинец/олово). Такой припой имеет более высокую точку плавления (221°C). После нагрева, он остаётся в мягком состоянии менее продолжительное время, чем свинцовый припой, что усложняет его выравнивание. При застывании получается более твёрдым и хрупким. Его сложнее обрабатывать напильником. Преимущество в том, что его можно обрабатывать шлифовальной машинкой, так как он не образует токсичной пыли. Хотя, не нужно забывать про респиратор. Дополнительным преимуществом припоя без свинца является более высокая прочность на разрыв.
- Припой, применяемый в электронике, обычно состоит из 60% олова и 40% свинца. Он может содержать флюс в центре. Флюс с канифолью, часто используемый с таким припоем, не способствует адгезии к стали, а флюс с кислотой может действовать хорошо. Такой припой лучше применять только для пайки маленьких отверстий, так как его диапазон пластичности очень маленький.
- Для работы с кузовами из алюминия используется другой тип припоя (с содержанием олова и цинка).
 Большинство припоев без свинца имеют либо более высокую, либо более низкую точку плавления, чем у свинцового припоя. Для ремонта кузова наиболее распространён припой без свинца, состоящий из олова и серебра (94% олова и 6% серебра или 96% олова и 4% серебра). Он имеет более высокую стоимость. Припой без свинца примерно равен по характеристикам традиционному припою со свинцом с соотношением 50/50 (свинец/олово). Такой припой имеет более высокую точку плавления (221°C). После нагрева, он остаётся в мягком состоянии менее продолжительное время, чем свинцовый припой, что усложняет его выравнивание. При застывании получается более твёрдым и хрупким. Его сложнее обрабатывать напильником. Преимущество в том, что его можно обрабатывать шлифовальной машинкой, так как он не образует токсичной пыли. Хотя, не нужно забывать про респиратор. Дополнительным преимуществом припоя без свинца является более высокая прочность на разрыв.
Большинство припоев без свинца имеют либо более высокую, либо более низкую точку плавления, чем у свинцового припоя. Для ремонта кузова наиболее распространён припой без свинца, состоящий из олова и серебра (94% олова и 6% серебра или 96% олова и 4% серебра). Он имеет более высокую стоимость. Припой без свинца примерно равен по характеристикам традиционному припою со свинцом с соотношением 50/50 (свинец/олово). Такой припой имеет более высокую точку плавления (221°C). После нагрева, он остаётся в мягком состоянии менее продолжительное время, чем свинцовый припой, что усложняет его выравнивание. При застывании получается более твёрдым и хрупким. Его сложнее обрабатывать напильником. Преимущество в том, что его можно обрабатывать шлифовальной машинкой, так как он не образует токсичной пыли. Хотя, не нужно забывать про респиратор. Дополнительным преимуществом припоя без свинца является более высокая прочность на разрыв.
Что такое флюс? Какой флюс использовать для лужения кузова?
Цель флюса – облегчать процесс пайки и обеспечить прочность соединения припоя с металлом кузова. Одной из преград для достижения успешной пайки является нечистота поверхности (загрязнения и окисление). Загрязнения могут быть удалены механической чисткой, но окисление увеличивается при увеличении температуры, что ухудшает прикрепление припоя к ремонтной поверхности. Металл имеет тонкий слой оксидов или сульфидов, каким бы чистым он не выглядел. Флюс предназначен для того, чтобы убрать этот слой и должен предотвратить формирование нового оксидного слоя во время нанесения припоя. Флюс не только предотвращают окисление, но и обеспечивают химическую чистку и выполняет смачивающую функцию, сокращая поверхностное натяжение расплавленного припоя, помогая ему лучше растекаться по поверхности. Таким образом, припой не прилипнет на не подготовленную металлическую поверхность, он будет собираться в шарики. На подготовленной поверхности припой нормально растекается и прилипает.
Металл имеет тонкий слой оксидов или сульфидов, каким бы чистым он не выглядел. Флюс предназначен для того, чтобы убрать этот слой и должен предотвратить формирование нового оксидного слоя во время нанесения припоя. Флюс не только предотвращают окисление, но и обеспечивают химическую чистку и выполняет смачивающую функцию, сокращая поверхностное натяжение расплавленного припоя, помогая ему лучше растекаться по поверхности. Таким образом, припой не прилипнет на не подготовленную металлическую поверхность, он будет собираться в шарики. На подготовленной поверхности припой нормально растекается и прилипает.
Для лужения кузова применяется флюсовая паста. Она представляет собой некое подобие первичного грунта. В её состав входит кислота (хлорид цинка или соляная кислота) и припой в виде порошка. Кислота химически очищает поверхность и удаляет окисление, переводя его в растворимую соль, а порошок одновременно въедается в металл, оставляя очень тонкий слой (олова или олова со свинцом), который улучшает адгезию припоя при нанесении на ремонтную область.
После нанесения, пасту нужно нагреть и стереть остатки тряпкой.
Флюсовая паста активирована кислотой (хлорид цинка или соляная кислота), и её остатки требуется удалить после завершения нанесения припоя. Если флюс основан на соляной кислоте, то нейтрализовать её можно водой с содой, а потом обмыть чистой водой. Если флюс содержит хлорид цинка, то для нейтрализации потребуется ацетон. Также, можно использовать средство дихромат натрия.
Частицы от флюсовой пасты могут оставаться в порах и мелких углублениях сварочного шва, что может стать причиной коррозии. Поэтому, перед лужением и нанесением припоя, нужно, чтобы отверстия и углубления были заварены.
Какие инструменты и материалы нужны для лужения и пайки кузова?
- Существуют специальные наборы, в которые входит сам припой, флюсовая паста, инструменты для выравнивания нанесённого припоя и инструкция. Также, все принадлежности можно купить по отдельности.
 Также, все принадлежности можно купить по отдельности.
Также, все принадлежности можно купить по отдельности.- Необходим припой и паста для лужения (tinning paste) с кистью для более лёгкого нанесения.
- Также нужна чистая тряпка (лучше всего подходит хлопковая), для стирания остатков пасты после нагрева.
- Для нагрева необходима сварочная газовая горелка, пропановая (бутановая) горелка или фен с регулировкой температуры и потока воздуха. При использовании сварочной газовой горелки, пламя должно быть настроено на минимальную температуру, при которой будет плавиться флюс и разогреваться металл кузова.
- Припой разравнивается специальными блоками из твёрдого дерева. Применяется специальная смазка (твёрдый животный жир), тонкий слой масла или пчелиный воск, наносимый на лопатку или блок, чтобы они не липли к припою. Так припой, разглаженный блоками, получается более ровным. Можно изготовить блок нужной формы самостоятельно.
- Нужно использовать респиратор с системой HEPA (high efficiency particulate air) с фильтром высокой эффективности удержания частиц, также известный как фильтр N100. Можно также рядом установить вентилятор, который будет сдувать вредные испарения в сторону от мастера. Тогда вред испарений снижается и можно обойтись без респиратора. При использовании припоя со свинцом необходимо использовать перчатки. Нужно избегать контакта припоя и флюса с кожей.
- Для обработки затвердевшего припоя понадобится кузовной напильник или шлифовальный блок с крупнозернистой шлифовальной бумагой.
- Нужно, чтобы все материалы и инструменты были в зоне досягаемости, чтобы не терять время, во время лужения.
 Можно изготовить блок нужной формы самостоятельно.
Можно изготовить блок нужной формы самостоятельно.Лужение и пайка кузова автомобиля
Свинец не желательно применять на тонком металле или быть осторожным, чтобы не перегреть тонкий листовой металл, тем самым, ослабив его. Тепловой деформации могут подвергаться особенно плоские панели, так как имеют меньшую жёсткость, в сравнении с выпуклыми формами и панелями, имеющими рёбра жёсткости.
Тепловой деформации могут подвергаться особенно плоские панели, так как имеют меньшую жёсткость, в сравнении с выпуклыми формами и панелями, имеющими рёбра жёсткости.
Процесс лужения и пайки кузова (нанесение припоя):
- Сначала поверхность должна быть очищена от краски и возможной ржавчины. Используйте нейлоновый зачистной круг, который не удаляет металл при чистке. Зачищайте поверхность минимум на 5 см с запасом по краям. Протрите поверхность обезжиривателем или ацетоном.
- Нанесите кистью флюсовую пасту для припоя на ремонтируемую область с запасом по краям.
- Далее поверхность с нанесённой пастой разогревается пропановой горелкой (или другим источником пламени или горячего воздуха) до момента, когда приобретёт серебристо-коричневый пенистый вид. Когда это произойдёт, возьмите чистую хлопковую тряпку и вытрите излишки флюса. Чистой хлопковой тряпкой нужно разровнять слой и стереть остатки флюса. Должно получиться ярко-серебристое покрытие. Важно не перегревать пасту для лужения, иначе паста будет сожжена и её придётся счищать и наносить заново. Пламенем нужно водить, не задерживаясь на одном месте. Нужно использовать только кончик пламени.
- Можно применить другой метод лужения металла кузова. Нужно нагреть панель (не докрасна). После разогрева поверхности используйте медную мочалку для посуды, чтобы нанести флюсовую пасту. Удерживая плоскогубцами или зажимом для сварки, её нужно намокнуть во флюсовую пасту и начать протирать нагретую поверхность, продолжая поддерживать нагрев панели пламенем. После лужения, остатки от флюса нужно тщательно смыть с поверхности раствором горячей воды с содой.
- Нужно предварительно подготовить деревянный блок для разравнивания нанесённого припоя. Если он не новый и уже использовался, то нужно убрать остатки состава, предотвращающим прилипание к припою, который был на него нанесён в прошлый раз. Для этого можно отшлифовать его крупнозернистой шлифовальной бумагой. Подошва блока должна быть чистой и ровной. Далее его нужно смазать жиром (или пчелиным воском), чтобы он не прилипал к припою, а легко скользил по его поверхности. В процессе работы, может понадобиться снова нанести смазку.
 Должно получиться ярко-серебристое покрытие. Важно не перегревать пасту для лужения, иначе паста будет сожжена и её придётся счищать и наносить заново. Пламенем нужно водить, не задерживаясь на одном месте. Нужно использовать только кончик пламени.
Должно получиться ярко-серебристое покрытие. Важно не перегревать пасту для лужения, иначе паста будет сожжена и её придётся счищать и наносить заново. Пламенем нужно водить, не задерживаясь на одном месте. Нужно использовать только кончик пламени. Для этого можно отшлифовать его крупнозернистой шлифовальной бумагой. Подошва блока должна быть чистой и ровной. Далее его нужно смазать жиром (или пчелиным воском), чтобы он не прилипал к припою, а легко скользил по его поверхности. В процессе работы, может понадобиться снова нанести смазку.
Для этого можно отшлифовать его крупнозернистой шлифовальной бумагой. Подошва блока должна быть чистой и ровной. Далее его нужно смазать жиром (или пчелиным воском), чтобы он не прилипал к припою, а легко скользил по его поверхности. В процессе работы, может понадобиться снова нанести смазку.- Технология нанесения припоя может быть разной. Можно нагреть панель и припой и нанести его на поверхность горками в нескольких местах. Потом снова нагреть эти горки и разровнять деревянным блоком. Есть другой способ. Нужно разогреть поверхность кузова, поставить стержень припоя под углом 45 градусов к поверхности и разогреть его кончик до момента, когда он начнёт плавиться. Далее нужно наплавлять припой полосками, двигая припой вдоль поверхности.
- После нанесения полосок нужно снова разогреть припой и начать разравнивать деревянным блоком, поддерживая нужную температуру.

- При обработке большой площади, можно удерживать в руке несколько стержней припоя. Как и в случае со шпаклёвкой, наносить припой нужно немного дальше повреждённой области и выше общего уровня всей панели, с запасом. Лучше потом срезать напильником излишек припоя, чем добавлять его после застывания. При работе на вертикальных поверхностях правильный нагрев припоя наиболее важен. Не страшно, если припой при разогреве и нанесении будет немного капать. Нужно просто немного увеличить расстояние пламени от поверхности.
- Следующим шагом, после остывания припоя, нужно очистить поверхность раствором соды в воде, чтобы нейтрализовать остатки флюса, а также стереть остатки масла от выравнивающей лопатки или блока. Этот этап особенно актуален, если остатки флюса стирались простой тряпкой (см. пункт №3). Смешайте пищевую соду (2 или 3 столовые ложки) на 1 литр воды и нанесите губкой, тряпкой или скотч-брайтом (чтобы оттереть въевшийся от нагрева флюс), тщательно вымойте поверхность этим средством, потом высушите феном или сжатым воздухом. После этого обработайте наждачной бумагой на сухую и покройте кислотным грунтом. После этого нужно обмыть поверхность чистой водой. Далее можно продуть поверхность, протереть обезжиривателем или ацетоном.
- Далее используйте специальный кузовной напильник, чтобы выровнять припой по форме панели. Более подробно о применении напильника можете прочитать в статье “рихтовка своими руками”. После обработки напильником, поверхность становится достаточно гладкой. Припой срезается напильником гораздо быстрее, чем прилегающая поверхность, поэтому периодически проверяйте форму припоя, чтобы не срезать лишнего. При обработке напильником, двигайте его диагонально вдоль ремонтной поверхности, приподнимая переднюю часть напильника. Если обрабатываете припой со свинцом шлифовальной бумагой, то лучше не использовать размер абразива меньше p80, чтобы пыль от шлифования не была слишком мелкой. Напильником нужно двигать наискосок, чтобы зазубрины и края не врезались в припой и не оставляли царапин. Обработка шлифовальной машинкой не должна производиться, так как образуется и поднимается в воздух токсичная пыль, которая вредна для здоровья, а также может прилипнуть к припою и вызывать коррозию.
 пункт №3). Смешайте пищевую соду (2 или 3 столовые ложки) на 1 литр воды и нанесите губкой, тряпкой или скотч-брайтом (чтобы оттереть въевшийся от нагрева флюс), тщательно вымойте поверхность этим средством, потом высушите феном или сжатым воздухом. После этого обработайте наждачной бумагой на сухую и покройте кислотным грунтом. После этого нужно обмыть поверхность чистой водой. Далее можно продуть поверхность, протереть обезжиривателем или ацетоном.
пункт №3). Смешайте пищевую соду (2 или 3 столовые ложки) на 1 литр воды и нанесите губкой, тряпкой или скотч-брайтом (чтобы оттереть въевшийся от нагрева флюс), тщательно вымойте поверхность этим средством, потом высушите феном или сжатым воздухом. После этого обработайте наждачной бумагой на сухую и покройте кислотным грунтом. После этого нужно обмыть поверхность чистой водой. Далее можно продуть поверхность, протереть обезжиривателем или ацетоном.- При необходимости, можно нанести тонкий слой шпаклёвки, чтобы довести поверхность до идеала. Для повышения адгезии перед шпаклеванием или грунтованием акриловым грунтом, на поверхность с нанесённым и обработанным припоем можно нанести эпоксидный грунт (см. статью “эпоксидный грунт, применение”).
Запайка отверстий
- Заваривание отверстий влечёт за собой тепловую деформацию (металл утолщается и стягивается), что может потребовать последующей рихтовки. Заделывание усиленной шпаклёвкой даст лишь временный результат. Припой может заполнить отверстие и послужить хорошей альтернативой сварке.
- При запайке большого отверстия, можно немного утопить металл вокруг него, чтобы припой его заполнил с запасом и держался не только на кромках отверстия. Также, можно рассверлить отверстие сверлом для зенковки по металлу нужного размера, либо обработать кромку отверстия круглым надфилем, чтобы она располагалась наискосок. Так припой будет лучше держаться на кромке.
- Также, при заполнении большого отверстия, можно на обратную сторону наклеить алюминиевый скотч, который послужит основой для припоя. Чтобы клеящий состав скотча не повлиял на качество ремонта, нужно вырезать из этого же скотча сегмент, размером чуть больше отверстия и наклеить на скотч (блестящей стороной наружу), который будет приклеиваться с обратной стороны отверстия. Для удобства можно пометить центр, который должен будет совпасть с отверстием. Таким образом, получится двойной блестящий скотч. Далее нужно наклеить всю эту аппликацию с обратной стороны отверстия. Чтобы не перегревать металл, можно лудить металл вокруг отверстия и его кромку паяльником, а также расплавлять припой тоже паяльником.
- Подобным способом можно ремонтировать сквозные отверстия от ржавчины, если вокруг них металл крепкий. Нужно предварительно обработать ржавые кромки отверстия и немного утопить металл вокруг.
- Мелкие отверстия можно заполнять припоем, который используется для пайки электроники.
- При заделке отверстий припоем, остатки флюса с обратной стороны панели могут вызывать ускоренную коррозию металла. Поэтому, остатки флюса лучше удалить горячей водой с содой как с лицевой, так и с обратной стороны.
 Для удобства можно пометить центр, который должен будет совпасть с отверстием. Таким образом, получится двойной блестящий скотч. Далее нужно наклеить всю эту аппликацию с обратной стороны отверстия. Чтобы не перегревать металл, можно лудить металл вокруг отверстия и его кромку паяльником, а также расплавлять припой тоже паяльником.
Для удобства можно пометить центр, который должен будет совпасть с отверстием. Таким образом, получится двойной блестящий скотч. Далее нужно наклеить всю эту аппликацию с обратной стороны отверстия. Чтобы не перегревать металл, можно лудить металл вокруг отверстия и его кромку паяльником, а также расплавлять припой тоже паяльником.Печатать статью
Ещё интересные статьи:
Пайка деталей из разных видов жести: особенности и технология.

Как в производстве, так и в домашних условиях люди сталкиваются с необходимостью пайки деталей из жести, которая имеет свои особенности и подготовку. По сути, жесть — это холоднокатаная листовая сталь, подвергающаяся впоследствии термической обработке и нанесению гальванического покрытия в виде олова, цинка, хрома и прочих материалов. Своё применение жесть (белая и луженая) находит в производстве банок для холодных напитков или металлической тары любых размеров. Таким образом достигается облегчение корпуса упаковки. Поэтому корректная пайка данного металла важна.
Материалы для спаивания металла
Классический вариант спаивания жести требует наличия припоя, содержащего олово и другие химические элементы, флюс, а также паяльника с шилом.
Согласно рекомендациям, применять следует припой марок ПОС 40, ПОС 30 и ПОСС 4-6. Это обусловлено химическими свойствами материалов в процессе пайки оловом. Каждый из припоев может содержать несколько элементов, среди которых олово, сурьма, мышьяк, медь и висмут. Данные припои отличаются от других сопротивлением срезу за счёт содержания примесей. К примеру, ПОС 40 содержит 40 % олова, 2% сурьмы, по 0,05 – 0,1% оставшихся элементов. Также это повышает сопротивление разрыву шва после пайки. При понижении олова в составе повышают сурьму. Но бывает и так, что пайка предусматривает наличие такого компонента как свинец (ПОС 90). В случае оцинкованного материала ситуация другая.
Данные припои отличаются от других сопротивлением срезу за счёт содержания примесей. К примеру, ПОС 40 содержит 40 % олова, 2% сурьмы, по 0,05 – 0,1% оставшихся элементов. Также это повышает сопротивление разрыву шва после пайки. При понижении олова в составе повышают сурьму. Но бывает и так, что пайка предусматривает наличие такого компонента как свинец (ПОС 90). В случае оцинкованного материала ситуация другая.
Спаивание железа предусматривает наличие флюса. По сути, он является растворителем и химическим окислителем. Во время пайки благодаря этому элементу не происходит окисление. Также обеспечивается смачивание металла железом для лучшего качества шва. Популярными флюсами для металла выступают соляная кислота и канифоль. Последняя активно применяется в радиотехнической промышленности. Иногда используется хлористый цинк и борная кислота.
Выделить наиболее подходящий флюс для спаивания деталей из жести не выйдет, так как каждый из них даёт положительный результат. Если необходимо растворить густые жировые вещества, применяют хлористый аммоний. Зачастую для данной процедуры делают смеси из вышеперечисленных компонентов.
Если необходимо растворить густые жировые вещества, применяют хлористый аммоний. Зачастую для данной процедуры делают смеси из вышеперечисленных компонентов.
Важную роль в процессе пайки с оловом играет применяемый инструмент, которым обычно выступает паяльник. Согласно рекомендациям его мощность должна быть более 40 Вт. Желательно применять электрический паяльник. В этом случае пайка будет удобна, а швы в результате получатся прочными и надёжными. Сразу следует заметить, что без надобности оставляться инструмент в нагретом виде не стоит во избежание пожара, а также ухудшения свойств ручки. В промышленности применяются паяльные станции, стоимость которых превышает в несколько раз классическое оборудование, но изделия имеют различные насадки, а также дополнительные элементы (подставка, датчик температуры и т.д).
Процесс пайки металлических деталей
Пайка предусматривает несколько этапов, в процессе которых обеспечивается качественный шов. Для спаивания металла необходимы:
- зачистка поверхности;
- обезжиривание;
- нанесение флюса;
- подготовка паяльника;
- лужение места будущего шва;
- пайка элементов из жести;
- очистка поверхности бензиновой смесью;
- контроль получившегося шва.

Очистка поверхностей обеспечивается следующим инструментом:
- напильник;
- шабер;
Промежуток между деталями должен составлять 0,3 мм для возникновения капиллярных сил. Данная ситуация позволяет металлу заполнить кромки зазора и обеспечить качественный шов. Иногда механически детали очистить не получается и используют травление, но в случае жести это редкий вариант. При наличии жировых пятен на поверхности необходимо применять раствор соды (10%). В домашних условиях обезжиривание делают при помощи ацетона, бензиновой или спирто-бензиновой смеси. Благодаря их свойствам обеспечивается отличная очистка.
Следующим этапом спаивания металла жести выступает нанесение флюса. Как правило, это производится кисточкой или ветошью. Флюс хранят в обычных ёмкостях при комнатной температуре. Пайка предусматривает обильное смачивание данным компонентом места шва.
В процессе подготовки паяльника необходимо обеспечить чистоту поверхности, чтобы в будущем припой свободно распространялся по рабочей плоскости. Для этого крупнозернистой шкуркой, либо обычным напильником заостряется кончик инструмента. Далее он включается в сеть и разогревается. Периодически наконечник смачивается нашатырной настойкой, чтобы избежать лишних загрязнений. Кстати, именно этой смесью проверяют уровень нагрева инструмента. При хорошо разогретом паяльнике, нашатырь на поверхности начинает шипеть и покрывается зеленовато-голубым оттенком.
Для этого крупнозернистой шкуркой, либо обычным напильником заостряется кончик инструмента. Далее он включается в сеть и разогревается. Периодически наконечник смачивается нашатырной настойкой, чтобы избежать лишних загрязнений. Кстати, именно этой смесью проверяют уровень нагрева инструмента. При хорошо разогретом паяльнике, нашатырь на поверхности начинает шипеть и покрывается зеленовато-голубым оттенком.
Далее производят лужение. Следует заметить, что при спаивании таких деталей из жести, как консервные банки, этот этап пропускается, так как он включен в технологию изготовления. Оно обеспечивает повышенную плотность и прочность шва. Важным аспектом является то, что процесс выполняют тем же материалом, который используют во время пайки. Таким образом, если спаивание металла осуществляется ПОС 30, то и лужение производится данным припоем.
Процесс самой пайки металлических изделий предусматривает закрепление элементов для удобства создания шва. Один кусок жести накладывается на другой, либо между ними образовывают небольшой зазор. Придерживать края можно при помощи шила или другого подобного инструмента. Разогретым наконечником паяльника берётся немного припоя ПОС 30 (ПОС 40) и поворотами в сторону данный материал распространяется по всей поверхности (если не заполняется полностью поверхность, значит инструмент зачищен не качественно).
Придерживать края можно при помощи шила или другого подобного инструмента. Разогретым наконечником паяльника берётся немного припоя ПОС 30 (ПОС 40) и поворотами в сторону данный материал распространяется по всей поверхности (если не заполняется полностью поверхность, значит инструмент зачищен не качественно).
Кончик с припоем подносят к изделиям из железа и проводят по предполагаемому шву плавными движениями. Закрепление при этом играет важную роль, так как при потенциальном сдвиге процесс придётся повторить заново. Таким образом, необходимое количество припоя наносится на поверхность, образовывая качественный шов. Прижимать паяльник следует всей гранью, а не отдельным его концом. В процессе этого происходит также нагрев элементов жести, за счёт чего шов хорошо присоединяется к поверхности.
После окончания пайки следует обработать получившийся слой металла бензиновой смесью или спиртом для снижения концентрации тепла и очистки от остатков припоя и кислоты. Это позволяет избежать появления ржавчины в дальнейшем.
Контроль поверхности выполняют зрительно. В промышленных масштабах применяют микроскопы и лупы. Шов должен быть глянцевым, без пор и трещин, покрывать только необходимую плоскость. Лишь в этом случае пайка считается качественной.
Особенности оцинкованных деталей
Для пайки оцинковки следует применять припои ПОС 30 и ПОС 40. Это связано с тем, что в составе ПОСС 4-6 имеется большое количество сурьмы, которая лишает впоследствии образованный шов прочности и эластичности. Во время спаивания деталей из оцинковки согласно рекомендациям используют раствор хлористого цинка. В случае, когда поверхность была лужена заранее, можно применять канифольный флюс и не производить промывку изделия после спаивания. Пайка в остальном обеспечивается тем же технологическим процессом, что описывался выше.
Действия с проволокой
Если вы планируете спаять проволоку с жестью, как оцинковки, так и обычной, следует один из углов первой согнуть под углом в 90 градусов. Это обеспечит прочность и надёжность конструкции. Процесс полностью схож с предыдущим описанием.
Это обеспечит прочность и надёжность конструкции. Процесс полностью схож с предыдущим описанием.
Меры предосторожности
Обязательно следует пользоваться предметами собственной защиты. Для паяльника применяйте специальные подставки, чтобы жало не касалось подручных предметов. Это может привести к их повреждению или чрезвычайной ситуации. Ни в коем случае нельзя прикасаться ко шву до полного его остывания, так как возможны ожоги кожи. Желательно работать в специальных перчатках, чтобы на руки не попали элементы в процессе пайки оцинковки. Важным аспектом здесь станет внимательное и осторожное обращение.
Как видите, пайка деталей из оцинковки или без покрытия предусматривает достаточно простые операции, которые с лёгкостью выполняются в домашних условиях. Следует придерживаться рекомендаций для получения качественных швов.
Похожие статьиКак припаять металл к металлу паяльником
Сварка и пайка металлов относятся к неразъемным соединениям. Однако у таких способов существует важное отличие. При сварке происходит соединение металлов благодаря местному нагреву детали до температуры, когда он начинает плавиться. В результате образуется соединение двух деталей в одно целое. Паяльная операция подразумевает получение прочного соединения разных деталей или конструкций.
Однако у таких способов существует важное отличие. При сварке происходит соединение металлов благодаря местному нагреву детали до температуры, когда он начинает плавиться. В результате образуется соединение двух деталей в одно целое. Паяльная операция подразумевает получение прочного соединения разных деталей или конструкций.
Схема сварки металлов.
Существующие методы пайки
Технология пайки классифицируется по нескольким показателям:
Температурный показатель зависит от нагрева металла. В этом случае пайка бывает:
Разделяет эти два способа показатель температуры. Границей разделения считается 450 градусов.
Существует также определение пайки в зависимости от приложенного давления:
- пайка металла с применением фиксированного зазора;
- прессовая пайка.
Как паять вольфрам: особенности
Схема аргонодуговой сварки вольфрама.
Вольфрамовые изделия имеют высокую прочность, что дает возможность применять их в определенных отраслях:
- ракетостроении;
- электроламповой отрасли;
- радиотехнике.
Вольфрам может иметь чистый вид или входить в состав сплава. Этот цветной металл очень хрупок и отличается тугоплавкостью, поэтому его обработка вызывает много сложностей. В связи с этим пайка вольфрама требует своеобразного подхода.
Операция пайки делается при температуре, которая меньше температуры рекристаллизации материала. Обычно она равна 1450 градусам. Если температура намного выше, то начинает уменьшаться прочность металла. Намного легче паять вольфрамовые изделия с деталями из этого же материала. Пайка с различными материалами всегда проходит очень сложно, так как материалы имеют различные параметры линейного расширения.
Прежде чем начинать паяльные работы, поверхность вольфрамовых деталей подвергается тщательной очистке. Ее делают несколькими способами:
- механической очисткой;
- травлением в кислоте, при этом применяют азотную или фтористоводородную кислоту.
Если кислота отсутствует, ее заменяет сильно нагретый едкий натр. После очистки вольфрам протирается спиртом, можно промыть его горячей водой.
Чтобы достигнуть идеальной чистоты и высокой плотности шва, паяльные работы нужно проводить в вакууме. Существует также несколько других восстановительных сред, однако они требуют предварительного покрытия металла никелем. Таким образом получается высокое смачивание вольфрама текущим припоем.
Как проводить пайку дома: рекомендации
Инструменты и материалы для пайки.
В домашних условиях наиболее распространена пайка деталей радиотехники. Операция не вызывает никаких сложностей, ее может выполнять практически любой человек. Пайку всегда можно легко демонтировать, она отличается водоустойчивостью.
К негативной стороне можно отнести низкую прочность. Нет совместимости с другими металлами. Пайка плохо переносит холод и высокую температуру.
Чтобы выполнять паяльные работы, необходимо иметь припой из легкого плавкого металла.
Припой изготавливается из сочетаний свинца с оловом. Благодаря наличию конкретного материала припои могут иметь разную температуру плавления. Именно это обстоятельство и предопределяет основную сферу их работы. Чаще всего пользуются припоем, у которого температура плавления достигает 200 градусов.
В домашних условиях паяльные работы должны проводиться очень быстро.
Дело в том, что флюс, обеспечивающий текучесть припоя, начинает быстро обугливаться. Иногда требуется проведение дополнительной зачистки. Пока припой полностью не остынет и не станет твердым, запрещается двигать детали.
Высококачественным признается уровень пайки, когда припой тончайшим слоем обволакивает место пайки.
Как паять сталь: нюансы
Для того чтобы начать пайку стали, необходимо подобрать соответствующий способ. При этом учитывается:
- стойкость окисной пленки;
- взаимодействие стали и припоя;
- изменение характеристики стали, после термического процесса пайки.
Очень легко удаляются окислы, когда подвергается пайке углеродистая сталь. Намного сложнее удалить окисную пленку, когда работа проводится с легированной сталью, в состав которой входит хром, алюминий, титан и кремний.
Схема пайки твердым припоем.
Дело в том, что после нагрева на поверхности стали появляются трудно растворимые окислы Ме203, М203.
Чтобы паять сталь, пользуются припоями, в состав которых входит:
Эти материалы оказывают небольшое влияние на свойства стали, они практически ее не растворяют.
Как паять детали из жести?
Стандартным способом спаивания жести является применение припоя, в котором содержится большое количество олова, флюса и паяльника, имеющего шило.
Профессионалы советуют использовать следующие марки припоя:
Такой выбор припоя связан с химическими показателями материалов, когда выполняется пайка оловом. В этих припоях, кроме олова, содержится также:
Марки и свойства припоев.
- сурьма;
- мышьяк;
- медь;
- висмут.
Эти марки припоев отличаются показателем сопротивления срезу, благодаря определенному количеству примесей. Кроме того, они увеличивают сопротивление шва на разрыв после окончания пайки. Если в составе припоя недостаточно олова, то повышается количество сурьмы.
В некоторых случаях применяется ПОС 90 с большим количеством свинца. Для оцинкованного материала делается несколько другой подход.
Для пайки оцинкованного железа обязательно должен присутствовать флюс. Он играет роль химического окислителя и одновременно растворителя. Благодаря флюсу исчезает процесс окисления. Вдобавок ко всему, металл смачивается железом, и получается шов высокого качества. Чаще всего в качестве флюса используют соляную кислоту и канифоль.
В радиотехнике больше всего применяют канифоль. Только в некоторых случаях применяют хлористый цинк и борную кислоту.
Для работы используют паяльник, мощность которого должна превышать 40 Вт. Все работы желательно выполнять электрическим паяльником. Он позволяет проводить пайку в удобном положении, шов получается очень прочным и надежным.
Пайка жести: основные моменты
Когда нужно провести пайку металлических изделий и получить качественный шов, требуется выполнить следующие технологические операции:
- очистить поверхность;
- провести обезжиривание;
- нанести флюс;
- нагреть паяльник;
- залудить место пайки;
- припаять детали из жести;
- полученную поверхность очистить бензином;
- проверить получившийся шов.
Чтобы очистить поверхность, необходимо воспользоваться соответствующим инструментом (напильник, шабер).
Чтобы обеспечить появление капиллярных сил, между деталями оставляют зазор величиной 0,3 мм. Металл заливает кромки зазора, что дает возможность получить высококачественный шов.
В некоторых случаях очень трудно очистить детали механическим путем, тогда на помощь приходит травление. Однако для работы с жестью подобное встречается очень редко.
Если на поверхности имеются жировые пятна, применяют 10% содовый раствор. Для обезжиривания в домашних условиях применяют ацетон, бензин, спирт и универсальный растворитель. Свойства этих материалов помогают получить отличную очистку.
О пайке, этом сложном физическом процессе, написано очень много научных работ. Рефераты, описывающие химию процесса, его результаты помогают лучше понять происходящие процессы и выбрать наиболее подходящий способ пайки.
Пайкой называется процесс соединения металлов посредством введенного между ними расплавленного связующего материала – припоя. Последний заполняет зазор между соединяемыми деталями и, застывая, прочно соединяется с ними, образуя неразъемное соединение.
При пайке припой нагревают до температуры, превышающей температуру его плавления, но не достигающей точки плавления металла соединяемых деталей. Становясь жидким, припой смачивает поверхности и заполняет все зазоры за счет действия капиллярных сил. Происходит растворение основного материала в припое и их взаимная диффузия. Застывая, припой прочно сцепляется с паяемыми деталями.
При пайке должно выполняться следующее температурное условие: Т1
Для проведения ремонта любой бытовой техники, мы непосредственно сталкиваемся с такой проблемой,- как самому припаять провода? В теме Вы ознакомитесь с материалами для паяния, с паянием меди с алюминием и паянием меди с железом.
Материалы для паяния
Чтобы разрешить такую проблему, необходимо иметь в наличии такие материалы и инструменты как:
- паяльник;
- паяльное олово;
- паяльная кислота;
- спирто-канифольный флюс;
- флюс для паяния алюминия;
- ортофосфорная кислота;
- пинцет;
- пассатижи;
- ножницы,
а так же другие приспособления для паяния. Изложенная тема здесь как бы простая, но охватывает более такой обширный диапазон,- к чему припаять и как припаять.
Как припаять медь-к алюминию
Как припаять, если металлы допустим имеют различные добавки других металлов,- то есть легированные металлы. Вопросы здесь могут возникнуть при ремонте бытовой техники. Как к примеру припаять медный провод к алюминиевому контакту где нет болтового зажима?
Медный провод перед паянием протравливается:
- паяльной кислотой;
- спирто-канифольным флюсом;
- канифолью.
Алюминий протравливается перед паянием,- флюсом для паяния алюминия.
Есть и другой вариант для пайки алюминия,- это нанесение медного купороса на поверхность алюминия, так называемое омеднение алюминиевой поверхности. Подробности такого способа омеднения, наглядно представлены на рисунке.
В этом примере необходимо учитывать, чтобы провод намотанный на щетину зубной щетки,- не соприкасался с поверхностью алюминия.
Как припаять медь-к железу
А как припаять допустим медный провод к поверхности железа, если в этом есть такая необходимость? Здесь как бы необходимо изменить поверхностный молекулярный слой железа, чтобы в последствии нанести слой олова. Протравить поверхность железа можно ортофосфорной кислотой.
В этом примере необходимо соблюдать меры предосторожности,- во избежание попадания кислоты на поверхностные участки кожи Вашего тела. Протравить поверхность металла можно тампоном на палочке.
Такое соединение проделывается в крайних случаях, когда невозможно выполнить болтовое соединение. В ремонте бытовой техники возникают и такие приведенные потребности.
В своей практике, мы нуждаемся в различной необходимости, как припаять провода к:
- контактам динамика наушников;
- контактам первичной либо вторичной обмотки трансформатора;
- контактам платы;
- выведенным проводам обмотки статора электродвигателя;
- контактам выключателя настольной лампы;
- контактам разъема;
- светодиодной ленте
и далее. Считаю, что информация (из прочитанной технической литературы), которой я с Вами поделился, — пригодится Вам при ремонте какой-либо бытовой техники.
Многие могут спаивать провода и радиодетали, но не каждый паял металл. В этой статье я максимально коротко и с примерами изложу принцип пайки металла.
Введение
Начнём с общих представлений о пайке. Пайка это физико — химический процесс получения соединения в результате взаимодействия припоя и спаиваемого металла. Она имеет сходство со сваркой плавлением, но всё же между ними имеются различия. При сварке в месте шва свариваемые детали плавятся, а при пайке паяемый материал не плавится. Так же в отличие от сварки пайка осуществляется при температурах ниже плавления спаиваемого металла. Формирование шва при пайке происходит путём заполнения припоем зазора между соединяемыми деталями, т.е. процесс происходит за счёт смачивания и капиллярного эффекта.
Встаёт вопрос, зачем же пользоваться пайкой, если сварка лучше скрепляет детали. На это есть свои плюсы:
- Пайка более доступна, чем сварка.
- При пайке соединения получается разъёмными.
- Сварке не поддаются маленькие детали.
Пайка — достаточно прочное соединение, если соблюдать технологию.
Оборудование
Для спаивания металла необходимо следующее основное оборудование:
♦ Паяльник. Мощность зависит от размера спаиваемых деталей. Для пайки небольших деталей (жесть, проволока, болтики) сойдёт паяльник ватт на 60, для более крупных — 100 ватт и выше. Я использую 2 паяльника — на 65 и 100 w, для домашних условий это вполне достаточно.
На том, как залудить паяльник я подробно останавливаться не буду, в интернете есть отдельные статьи про это. Скажу лишь основное:
— При первом включении паяльника ему нужно дать обгореть — выставить включённым его на улицу и подождать когда перестанет вонять и дымиться.
— Далее необходимо напильником зачистить жало до блеска, опустить кончик жала в канифоль, потом расплавить им олово.
— Олово должно равномерно покрыть жало. При нагреве жало будет выгорать, его нужно будет затачивать и заново лудить.
♦ Паяльная кислота и припой. Деревянная палочка используется для нанесения кислоты.
♦ Вспомогательные приспособления. К ним относятся напильник и наждак, необходимые для зачистки паяльника и деталей.
Так же паяльнику нужна подставка. Самое простое что можно использовать в качестве подставки — любой металлический предмет, с которого паяльник не будет скатываться.
Для удержания спаиваемых деталей используются различные инструменты, например тиски и плоскогубцы. Так же детали можно закрепить гвоздиками на доске.
Основы пайки
Давайте теперь разберемся, какие металлы легко поддаются пайке:
Остальные металлы паяют при помощи специальных флюсов и другой технологии. В данной статье эта тема затрагиваться не будет.
С металлами разобрались, теперь приступаем к изучению процесса пайки:
- Зачищаем то место, где будет располагаться шов. Для этого я использую мини шлиф машинку.
- Обезжириваем место спайки, используя ацетон, бензин и т.д.
- Наносим на шов деревянной палочкой паяльную кислоту. Делаем это как можно ровнее, т.к. в дальнейшем ровно по этому место растечётся припой.
- С заранее залуженного паяльника удаляем окислы (если они имеются) и прикасаемся им к палочке припоя. Припой должен лечь на жало ровной каплей. Если этого не происходит, значит паяльник плохо залужен.
- Прикасаемся жалом к месту спайки. Нельзя ожидать, что при первом же прикосновении паяльника произойдет спайка. Для этого необходимо прогревать спаиваемые поверхности до температуры плавления припоя. Тепло от паяльника передается на спаиваемое место не сразу. Жесть, проволоки и другие тонкие части прогреваются довольно быстро, но не моментально. На прогрев толстых материалов нужно сравнительно много времени.
- Для спайки тонких частей надо довольно медленно вести паяльником, передвигая его дальше, когда припой растечется и зальет шов. При спайке толстых предметов приходится относительно долго держать паяльник на одном месте и ждать, пока прогреются спаиваемые поверхности и припой растечется по шву.
- Проведя паяльником на некоторое расстояние, двигают его немного назад, затем снова вперед и опять назад, до тех пор, пока припой не разольется ровной и чистой дорожкой. По мере израсходования припоя, его набирают с палочки. Набирать много припоя не следует, особенно, если спаиваемые поверхности ровно и плотно соединены; избыток припоя приведет к образованию натеков.
- По окончании пайки необходимо смыть остатки кислоты водой. Если кислота плохо смывается, используйте мыло. Не смытая кислота приведёт к окислению металла.
Лучше всего обучаться пайке на белой жести. Её не нужно зачищать, но необходимо обезжиривать. При наличии жира кислота не смачивает поверхность жести. Ниже рассмотрены примеры спаивания проволок и жести. Для обучения можно повторить всё это.
Спаивание жести / листового металла
Далее в добавок к фотографиям будут идти схематические изображения. Вот условные обозначения:
Пайка и лужение металла — в чем между ними разница
Чтобы соединить детали друг с другом, существует множество способов, один из них – пайка. Эта операция доступна даже домашним мастерам, но и в ней есть свои тонкости. Пайка и лужение металла часто идут рука об руку как дополняющие друг друга процессы.
Пайка представляет собой скрепление двух или более металлических деталей или частей при помощи дополнительного материала – припоя. Если, к примеру, сварка основана на расплавлении самих деталей и их сращении друг с другом, то пайка подразумевает, что соединяемые части остаются целыми, а соединяют их при помощи другого материала. Пайка хороша как электрическое соединение (именно поэтому так часто ее используют для сращения проводов).
Припой – это вещество, которое плавится при гораздо более низкой температуре, чем основные материалы. Обычно это олово, но в зависимости от типа пайки (она производится для разных металлов на разной температуре, кроме того, можно обеспечить и разную прочность соединения) это могут быть сплавы олова со свинцом, серебра с медью, меди с цинком, висмут или галлий. Олово и свинец – это легкоплавкий припой. Такой сплав размягчается до жидкого состояния при температуре ниже 500 градусов, поэтому соединение, им образованное, будет вполне герметичным, но не слишком прочным. Оно идеально подходит, если в будущем место пайки будет закрыто и не будет подвергаться внешнему воздействию. На легкоплавкий припой можно «посадить» сталь, медь, цинк, алюминий.
Припой с медью, цинком или серебром – тугоплавкий. Чтобы довести такое вещество до жидкого состояния, его нужно будет нагреть выше 500 градусов. Такой припой используется, если паянное изделие будет эксплуатироваться в суровых условиях или будет сильно подвержено коррозии.
Кроме пропоя для пайки нужен флюс – это еще одно вещество, которое смазывает соединяемые поверхности, предохраняя их от перегрева и обеспечивая лучший контакт. Для таких целей используют канифоль, борную кислоту, буру, нашатырь, хлористый цинк.
Пайка в традиционном виде выполняется вручную, но есть и приспособления для полуавтоматической пайки на производстве, а также – пайка с погружением в ванну с припоем, пайка с помощью газовых горелок или токами высокой частоты.
Лужение – это операция, обычно предшествующая пайке. Она заключается в нанесении на поверхности тонкого слоя олова. Полуда (слой олова) предотвращает коррозию, а в процессе пайки такие поверхности лучше смачиваются припоем. Облудить деталь можно старинным – горячим способом (например, опустив изделие в ванну с расплавленным оловом). Более современная технология – гальваническое лужение, когда процесс контролируется законами электрохимии.
Пайка и металлическая кровля | Новости металлического строительства
Пайка — это процесс металлообработки, при котором металлы соединяются вместе с припоем посредством нагрева. Припой — это наполнитель, цветной металл, который плавится при температуре ниже на 840 F ниже температуры соединяемых металлов. После нагрева и плавления он быстро затвердевает, что закрепляет его на стали. Наполнитель распределяется между плотно прилегающими поверхностями стыка за счет капиллярного притяжения.
При пайке кровли два металлических куска соединяются вместе, образуя прочный и герметичный шов.«Пайка может быть спорной темой, поскольку многие старинные европейские детали требуют техники складывания, не требующей припоя», — говорят Том и Джефф Сторц, John Stortz & Son, Филадельфия. «Тем не менее, пайка — это эффективный и быстрый метод создания водонепроницаемых швов. Часто спаянные участки крыши включают грунтовые трубы, выступы дымохода, выступы или швы в впадинах, косынки или отводные участки. Все это пятна с высокой вероятностью утечки или скопления воды ».
Джеймс Валас, менеджер по архитектуре Revere Copper Products Inc., Рим, штат Нью-Йорк, соглашается с тем, что для многих критических узлов требуются паяные соединения, чтобы гарантировать, что система остается жесткой или водонепроницаемой, например, участки плоских или пологих крыш, стыки защитных покрытий, проходов в крышах, таких как дымоходы, служебные входы и в водостоках. «Эти условия требуют наличия опытного ремесленника», — добавляет он.
Перед пайкой
Подготовьте стальные поверхности с помощью стальной проволочной щетки или металлической мочалки, энергично взбалтывая или протирая поверхность.«Отшлифуйте область соединения механической шлифовкой и плотно соедините все медные детали, оптимальным является зазор от 0,004 до 0,007 дюйма», — говорит Стивен Кнапп, директор по листам, полосам и пластинам Ассоциации развития меди, Нью-Йорк. Соединяемые металлы необходимо очистить от грязи, коррозии, масла, жира, пленок или оксидов. Припой не прилипает к оксидам.
Также флюс может обеспечить полное сцепление и полную прочность стыков. Жидкий паяльный флюс представляет собой смесь неорганических солей в воде.Флюсы очищают область соединения, предотвращают окисление, увеличивают смачивающую способность припоя за счет уменьшения поверхностного натяжения и позволяют припою правильно течь и заполнять предполагаемое соединение. Канифоль и органические флюсы не разрушают оксидное покрытие. Используйте кислотный флюс, предназначенный для пайки стали. Правильный флюс зависит от материала пайки. Некоторым металлам потребуется более агрессивный или кислотный флюс для получения надлежащего соединения.
Полностью пропотевший водонепроницаемый шов невозможен, если очищенный шов находится в атмосфере более чем на несколько часов, является влажным или содержит грязь или масла.«Удаление окисления непосредственно перед флюсованием и пайкой является критическим фактором для правильной пайки», — говорит Кнапп. «Готовьте только то количество кастрюль, которое можно приготовить за текущий день».
Кнапп говорит, что флюсы также обеспечивают чистоту паяльной пластины. «Припой лучше всего работает, когда в нем нет примесей», — говорит он. «Время от времени погружение кончика паяльной меди в раствор флюса поможет счистить излишки окисления. После завершения, если необходимо, немедленно обработайте флюсом и повторно припаяйте все области, где припой не заполнил шов.Затем очистите соединение и нейтрализуйте флюс, так как излишний остаточный флюс приведет к обесцвечиванию меди ».
Безопасная пайка
Пайка подвергает рабочих опасности, в том числе очень горячим материалам. При пайке и обращении с горячим оборудованием и емкостями, такими как закалочные ведра, надевайте перчатки, защитные очки или защитные очки, рубашки с длинными рукавами и другие устройства, предназначенные для предотвращения ожогов и травм глаз. Работайте в хорошо проветриваемом помещении.
«Защитное оборудование имеет решающее значение, поскольку некоторые из используемых компонентов, такие как нагретый флюс и расплавленные припои, могут« плеваться »в жидкой форме, особенно когда они слишком горячие», — говорит Кнапп.«Воздействие дыма, с другой стороны, значительно снижается из-за того, что большинство архитектурных применений из меди находятся на открытом воздухе, что обеспечивает естественную вентиляцию». Том и Джефф Сторц подчеркивают, что меры предосторожности всегда имеют первостепенное значение при пайке, даже когда они говорят, что наличие воды поблизости является хорошей практикой. «Пожар — главная проблема при пайке металлических крыш», — говорят они. «Использование горелки с открытым пламенем, как правило, не одобряется в промышленности, поскольку увеличивает вероятность возгорания. Горелки с закрытым пламенем уменьшают риск и направляют источник тепла в сторону от поверхности крыши.Всегда имейте доступ к огнетушителю на месте и дайте 30-минутное пожарное дежурство после завершения. Другой риск — вдыхание токсичных химикатов ».
Техника пайки и насадки
Слепая пайка сводит к минимуму открытые участки припоя в готовых соединениях. Для этого «припой наносится на заднюю или скрытую кромку медных поверхностей», — говорит Валас. «Часто используемый припой представляет собой обычный припой оловянно-свинцовый стержень 50/50 для меди без покрытия. Для тех, кто предпочитает бессвинцовую установку, доступны альтернативные припои на основе олова.Следует избегать непрерывных и длинных участков паяных швов, чтобы ограничить поломку под напряжением ».
Бессвинцовые варианты, в основном на основе олова, доступны для бессвинцовых применений. Однако эти материалы имеют более высокую температуру плавления и менее пригодны для обработки, особенно при более низких температурах окружающей среды. «В то время как бессвинцовые припои требуются в некоторых сантехнических системах, где припой контактирует с питьевой водой, оловянно-свинцовый припой 50/50 по-прежнему является предпочтительным выбором для кровельных и архитектурных применений», — говорит Валас.«Он долговечен, обладает отличными характеристиками текучести и формуемости, а также обладает отличной прочностью при правильной установке».
Другой важный метод пайки — постоянный нагрев. «Отсутствие надлежащего нагрева приводит к тому, что швы заполняются лишь частично и могут протекать или треснуть», — говорит Кнапп.
«Нагрев обратной стороны шва от отверстия помогает обеспечить полное протекание припоя через шов». Кроме того, для правильной пайки крыши не используйте плоские сковороды с замком и пайкой, которые превышают рекомендованное максимальное поперечное сечение.Кнапп говорит, что это часто приводит к появлению напряженных и потрескавшихся швов. Используйте максимальное поперечное сечение 18 на 24 дюйма, края луженые от 1 1/2 до 1 3/4 дюйма перед формированием швов 3/4 дюйма.
Припойдля широкого спектра применений
Пайка применяется в различных отраслях промышленности, включая сантехнику, электронику, отопление / кондиционирование и производственные процессы. Выбор подходящего припоя зависит от многих факторов, включая диапазон температур плавления припоя, свойства паяльной проволоки для конкретного применения, возможности склеивания, а также прочность и твердость припоя.Оловянная свинцовая проволока — это эвтектический припой общего назначения, который широко используется для соединения двух металлов вместе.
О припое для оловянных выводов
Оловянный свинцовый провод может иметь такое соотношение: 63% олова к 37% свинца, 60% олова к 40% свинца или 50/50%. Иногда его считают эвтектическим припоем, при котором проволока плавится и замерзает при одной температуре. Это плавление / замораживание будет зависеть от соотношения олова и свинца.
Оловянный свинцовый провод с концентрацией 63/37% будет иметь такую же температуру плавления и замерзания, равную 361.4 ° F. При использовании пайки свинцовым проводом с содержанием олова 60/40% диапазон температур плавления будет изменяться. Он начнет таять при 361,4 ° F и станет полной жидкостью при 375,8 ° F.
Преимущества припоя с оловянным выводом
Припой с оловянным выводомидеально подходит для применений, где при пайке предъявляются высокие требования к температуре. Добавление олова в проволоку обеспечивает более низкую температуру плавления. Для припоя требуется более низкая температура плавления, когда соединяемые детали могут подвергнуться отрицательному воздействию при более высоких температурах.
Припой из оловянной свинцовой проволоки обычно используется в электронике, где термочувствительные компоненты начинают плавиться, трескаться или деформироваться при различных высоких температурах. Он также обеспечивает хорошие электрические свойства, а также механическую прочность. Припой обеспечивает надежное соединение электронных компонентов в точках контакта. Поскольку оловянный выводной провод легкий, он не создает ненужных нагрузок на компоненты.
Еще одним преимуществом оловянно-свинцового припоя является его коррозионная стойкость.Окисление и другие коррозионные элементы могут серьезно повлиять на паяные соединения, вызывая образование ямок, поскольку они выходят из строя быстрее, чем основной металл, с которым они соединены, при создании соединения. При его выходе из строя два компонента могут разойтись, что приведет к выходу из строя электроники или возникновению трещин в трубах, из которых может выйти пар, вода, жидкости и другие продукты.
Проблемы с оловянным проводом
При использовании оловянного свинцового провода для пайки обязательно используйте соответствующую вентиляцию и средства индивидуальной защиты.Свинец считается опасным. Таким образом, неиспользуемые материалы из оловянной свинцовой проволоки следует утилизировать надлежащим образом в утвержденных контейнерах.
Существуют бессвинцовые провода для использования в приложениях, которые могут контактировать с людьми. Это следует учитывать при использовании припоя в медицине или при производстве продуктов питания и напитков. Эти бессвинцовые припои будут содержать олово вместе с медью, серебром или другими добавками. Поговорите с опытным специалистом по металлу при поиске свинцового оловянного провода для обычных паяльных работ.
Припой на основе олова и свинца
Припой на основе олова и свинца (Sn / Pb): применение Олово / свинец — основной припой, используемый для пайки в процессе производства солнечных фотоэлектрических модулей. Что такое процесс старения s ? При пайке используется плавкий металлический сплав для создания прочной связи между различными металлическими частями. Припой должен быть сначала расплавлен, чтобы прилипнуть и соединить детали вместе после остывания.Для этого требуется, чтобы сплав, пригодный в качестве припоя, имел более низкую температуру плавления, чем две соединяемые детали. Припой также должен быть устойчивым как к коррозии, так и к окислительным воздействиям, которые со временем могут разрушить соединение. Кроме того, припой, используемый в электропроводящих соединениях, должен обладать надлежащими электрическими характеристиками. Пайка в s olar industry Пайка широко используется в солнечной фотоэлектрической промышленности.Он в основном используется в s tringing , b ussing и ленточный язычок установка в солнечных элементах. Для производителей солнечных модулей несколько припоев стали обычным явлением на рынке, и их можно разделить на три категории. Ниже приведены типичные обычно используемые ленточные припои : Надежность и смачиваемость сплавов Sn / Pb давно сделали их разумным выбором.Тем не менее, в развивающихся «зеленых» технологиях предпочтение отдается выбору материалов без свинца . Разные т Типы с старые Мягкий припой обычно имеет температуру плавления в диапазоне от от 90 до 450 ° C и обычно используется в электронике и обработке листового металла. Сплавы с температурой плавления от 180 до 190 ° C являются наиболее часто используемыми сплавами.Пайка, которая выполняется с использованием сплавов с температурой плавления выше 450 ° C называется твердым припоем , также серебряной припоем или припоем . Для различных электротехнических и электронных работ доступна паяльная проволока различной толщины для ручной пайки с использованием паяльника или пистолета, а также с сердечниками, содержащими флюс. Также припой может быть доступен в виде пасты, более подходящей для автоматического массового производства, или в виде небольших таблеток, которые можно обернуть вокруг стыка и расплавить пламенем, если нет оборудования для аварийного ремонта в полевых условиях.Обычные сплавы свинца и олова в основном использовались в прошлом и все еще доступны и широко используются в настоящее время; они очень удобны для ручной пайки. Бессвинцовые припои быстро расширяются и пользуются большим спросом из-за нормативных требований в дополнение к их преимуществам для здоровья и окружающей среды, связанным с отсутствием каких-либо электронных компонентов на основе свинца. Сегодня они получают все большее распространение в разной бытовой электронике. Припой олово / свинец (Sn / Pb) Смесь олова / свинца позволяет получить припой с более низкой температурой плавления, чем два соединяемых металла. При сварке можно использовать один и тот же основной металл для соединения двух частей. Тем не менее, медь и другие металлы имеют высокую температуру плавления, поэтому для преодоления трудностей, связанных с получением высокой температуры для сварки материала, смесь олова / свинца позволяет двум соединяемые вместе разнородные металлы, например латунь и медь.Используя низкую температуру плавления для припоя, хрупкие части, такие как резисторы и конденсаторы , могут быть электрически соединены в цепь. Олово / Свинец (Sn-Pb) припои, также называемые мягкие припои , коммерчески доступны с концентрациями олова в диапазоне 5% и 70% по весу.Это эвтектика, означающая, что температура плавления сплава ниже, чем у паяемых деталей. По мере увеличения концентрации олова увеличивается также прочность припоя на сдвиг и прочность на разрыв. 60/40 Sn-Pb — один из сплавов, обычно используемых для электрической пайки. Плавится при 188 ° C (370 ° F) и 63/37 Sn-Pb — еще один сплав, используемый в основном в электротехнике или электронике. Этот сплав этих металлов имеет самую низкую температуру плавления (183 ° C или 361 ° F) из всех различных олова / сплавов свинца ; а точка плавления — , единичная точка — не диапазон.Что такое пайка? Полное руководство (значение, определение и типы)
Пайка — это процесс соединения, используемый для соединения различных типов металлов путем плавления припоя. Припой — это металлический сплав, обычно состоящий из олова и свинца, который плавится горячим утюгом. Утюг нагревается до температуры выше 600 градусов по Фаренгейту, а затем остывает, чтобы создать прочную электрическую связь.
Содержание
Нажмите здесь, чтобы увидеть наши последние подкасты по технической инженерии на YouTube .Припой плавится за счет тепла от утюга, подключенного к контроллеру температуры. Он нагревается до температуры, превышающей его точку плавления, около 600 градусов по Фаренгейту, что затем вызывает его плавление, которое затем охлаждается, образуя паяное соединение.
Помимо создания прочных электрических соединений, припой можно удалить с помощью приспособления для удаления припоя.
Припой — это металлический сплав, используемый для создания прочных постоянных связей; например, соединение меди в печатных платах и соединения медных труб.Он также может поставляться двух разных типов и диаметров, бессвинцовый и бессвинцовый, а также от 0,032 до 0,062 дюйма. Внутри сердечника припоя находится флюс, материал, используемый для усиления и улучшения его механических свойств.
Присадочные металлы, используемые при пайке, когда-то были на основе свинца (свинцовый припой), однако, в соответствии с правилами, припои на основе свинца все чаще заменяются припоями, не содержащими свинца, которые могут состоять из сурьмы, висмута, латуни, меди, индия, олова или серебра. .
Иногда в месте соединения присутствуют загрязнения, такие как масло, грязь или окисление, флюс помогает предотвратить окисление, а иногда может химически очистить металл.Используемый флюс — канифольный флюс , который способствует механической прочности и электрическому контакту электрических соединений. Иногда также можно нанести «смачивающий агент» для уменьшения поверхностного натяжения.
Существует три типа пайки, в которых используются все более высокие температуры, что, в свою очередь, обеспечивает все более прочное соединение:
- Пайка мягким припоем (90 ° C — 450 ° C) — Этот процесс имеет самую низкую температуру плавления присадочного металла среди всех типов пайки при температуре менее 400 ° C, эти присадочные металлы обычно представляют собой сплавы, часто содержащие свинец с температурами ликвидуса ниже 350 ° C.Из-за низких температур, используемых при пайке мягким припоем, он наименее термически нагружает компоненты, но не обеспечивает прочных соединений и, следовательно, непригоден для механических нагрузок. Он также не подходит для использования при высоких температурах, поскольку этот тип припоя теряет прочность и плавится.
- Твердая (серебряная) пайка (> 450 ° C) — Латунь или серебро являются связующим металлом, используемым в этом процессе, и для достижения температур, при которых паяются металлы, требуется паяльная лампа.
- Пайка (> 450 ° C) — В этом типе пайки используется металл с гораздо более высокой температурой плавления, чем при твердой и мягкой пайке. Однако, как и при твердой пайке, склеиваемый металл нагревается, а не плавится. Когда оба материала достаточно нагреются, вы можете поместить между ними припой, который плавится и действует как связующее.
Паяльник — это ручной инструмент , используемый для нагрева припоя , обычно от источника питания, при высоких температурах, превышающих точку плавления металлического сплава.Это позволяет припою течь между деталями, которые необходимо соединить.
Этот паяльный инструмент состоит из изолированной ручки и металлического металлического наконечника с подогревом. На хорошую пайку влияет чистота жала паяльника. Для поддержания чистоты пользователь будет держать паяльник и использовать влажную губку для очистки жала паяльника перед пайкой компонентов или выполнением паяных соединений.
Помимо паяльника, более старые присоски являются важной частью паяльной установки.Если применяется чрезмерное количество припоя, эти небольшие инструменты используются для удаления припоя, оставляя только то, что нужно.
Паяльные пистолетыиспользуются там, где требуется больше тепла, поскольку утюги потребляют меньшую мощность. Этот инструмент используется для соединения витражей, легкого листового металла и тяжелых работ по пайке электроники. Когда вам нужно паять с перерывами, паяльник намного практичнее, так как он намного быстрее остывает.
Можно ли ремонтировать металл с помощью паяльной станции?
Полезность вашего паяльника во многом зависит от того, какую работу вы хотите выполнить, и от типа металла, который вы используете.Нельзя использовать любой металл с паяльником. Состав разных металлов будет влиять на то, насколько легко их можно паять, и какой паяльник вам понадобится. Многие начинающие пользователи ошибаются, полагая, что любой паяльник может починить любой металл. Любой, кто пытался и не смог паять твердые металлы обычным электрическим паяльником, поймет, насколько это неправда. Припой не схватывается, и вы в конечном итоге наливаете расплавленный припой на металл, который пытаетесь склеить.
Какие металлы работают?
Итак, какие металлы подходят для пайки? Есть множество факторов, которые влияют на способность металла к пайке. Припои можно разделить на мягкие и твердые, в зависимости от того, имеют ли металлы высокую или низкую температуру плавления. Металл с низкой температурой плавления считается мягким, а металл с высокой температурой плавления — твердым. В паяльниках используются мягкие металлы, потому что они не выделяют достаточно тепла для эффективного плавления более твердых металлов.
Типы припоя
Припои обычно изготавливаются из более чем одного материала в зависимости от того, какой тип пайки вы выполняете.Раньше самым распространенным припоем был свинец с очень низкой температурой плавления. Плюс свинцовых припоев в том, что их легко плавить и связывать. Обратной стороной свинца (и любого сплава мягкого металла) является то, что он не такой прочный, поэтому для получения более прочной связи припои часто также содержат олово. Олово прочное, и хотя у него немного более высокая температура плавления, оно дает более прочные связи. Комбинация мягкого металлического сплава и олова варьируется от припоя к припою. Для облегчения текучести будет присутствовать более высокий процент сплава.Для более прочных связей используется более высокий процент олова.
Одна проблема со свинцовым припоем заключается в том, что он не идеален для пайки предметов, которые будут изнашиваться (например, ювелирных изделий), а обращение со свинцом опасно для здоровья. В настоящее время большинство свинцовых припоев прекращается по причинам, связанным со здоровьем, и заменяется припоями на основе других мягких металлических сплавов. Бессвинцовые припои сейчас распространены гораздо шире, но в целом они одинаково эффективны.
Какое железо самое лучшее?
В зависимости от того, какой металл и какой вид ремонта вы планируете провести, вам нужно будет убедиться, что у вас есть лучший утюг для работы.Ознакомьтесь с нашим руководством, если вы хотите узнать больше о различиях между ними:
shedheads.net/best-soldering-station
Как поток является фактором:
Еще один важный компонент припоя — флюс. Флюс действует как катализатор, позволяя теплу от паяльника расплавить припой и создать химическую связь между металлом припоя и материалом, который вы паяете. Флюс улучшает текучесть и сцепление пайки, облегчая пайку некоторых металлов. Канифольный флюс и кислотный флюс являются наиболее распространенными типами.Кислотный флюс лучше всего подходит для сантехники, но может вызвать коррозию электроники. Таким образом, в электрической пайке обычно используется канифольный флюс.
С технической точки зрения все металлы можно паять. Но вообще говоря, очень твердые металлы просто не связываются. Благодаря низкой температуре плавления медь, олово, цинк, латунь, серебро и висмут являются хорошими и распространенными припоями. И наоборот, твердые металлы, такие как железо, нержавеющая сталь, сталь и алюминий, не будут склеивать без высокоспециализированного оборудования. Для пайки этих металлов требуются специальные припои и флюсы, а процесс может быть гораздо более опасным и требовать опыта.В большинстве случаев для склеивания этих металлов требуются горелки, которые производят гораздо более высокий и постоянный нагрев металлов для склеивания, и обычный паяльник не подойдет.
Короче говоря, паяльники лучше всего работают с мягкими металлами, такими как цинк, серебро, медь и висмут. Для твердых металлов, таких как сталь, алюминий и железо, требуется специальное оборудование, потому что они не соединятся, если вы попытаетесь паять их с помощью обычного паяльника.
Привет читателям ShedHeads! Меня зовут Джеймс Кеннеди, и мне, безусловно, нравилось писать о моем любимом снаряжении для активного отдыха на протяжении многих лет.Хотя я веду этот блог только с 2017 года, я всю жизнь увлекался отдыхом на природе. И хотя мне, безусловно, нравится делиться своим мнением со всеми вами, мне еще больше нравится, когда я слышу ваши отзывы! Если вы хотите связаться со мной по поводу того, что я написал, свяжитесь со мной на Facebook или на нашей странице контактов вверху!
Последние сообщения Джеймса Кеннеди (посмотреть все)Сравнение температур плавления припоя, олова и свинца | Эксперимент
Электрический припой представляет собой сплав олова с одним или несколькими другими металлами.Припои на основе олова и свинца были широко доступны, но теперь в производстве используются припои, не содержащие свинца, и становится все труднее получить припои на основе свинца.
В этом эксперименте учащиеся нагревают образцы олова, свинца и припоя олово-свинец, чтобы сравнить их точки плавления, наблюдая, что металлический сплав имеет гораздо более низкую температуру плавления, чем любой из чистых металлов. Это показывает, насколько с таким сплавом удобнее и безопаснее работать при пайке.
Эксперимент удобно проводить группами по два человека и займет около 30 минут.
Оборудование
Аппарат
- Защита глаз
- Горелка Бунзена
- Штатив
- Термостойкий мат
- Треугольник Пипекле
- Крышка тигля
Химическая промышленность
- Олово мелкое
- Свинец (ТОКСИЧНЫЙ, ОПАСНЫЙ ДЛЯ ОКРУЖАЮЩЕЙ СРЕДЫ), мелкий кусок
- Припой без флюса, мелкий кусок
Примечания по технике безопасности и охране труда
- Прочтите наше стандартное руководство по охране труда и технике безопасности.
- Всегда используйте защитные очки. Будьте очень осторожны, чтобы избежать контакта с расплавленными каплями металла. Обеспечьте хорошую вентиляцию. Студентам-астматикам может быть рекомендовано работать в вытяжном шкафу.
- Олово, Sn (s) — см. CLEAPSS Hazcard HC102A.
- Свинец, Pb (s), (ТОКСИЧНЫЙ, ОПАСНЫЙ ДЛЯ ОКРУЖАЮЩЕЙ СРЕДЫ) — см. CLEAPSS Hazcard HC056.
- Припой без флюса — важно, чтобы припой не содержал флюса. Пары, образующиеся при использовании припоя, содержащего флюс на канифольной основе, могут раздражать дыхательную систему и в некоторых случаях вызывать сенсибилизацию.
Процедура
Показать в полноэкранном режиме- Поместите небольшой кусок олова, свинца и припоя на перевернутую крышку тигля. Убедитесь, что вы знаете, какая шишка какая!
- Установите крышку тигля на глиняный треугольник из трубы на штатив. Поместите зажженную конфорку Бунзена на термостойкий коврик и осторожно нагрейте крышку.
- Посмотрите на три куска, чтобы увидеть порядок их плавления.
- Когда все три расплавятся, выключите горелку Бунзена и дайте всему остыть.
- Обратите внимание на порядок, в котором комки снова затвердевают.
Учебные заметки
Напомните учащимся об опасностях контакта с горячим расплавленным металлом.
Хорошая вентиляция лаборатории важна, особенно если проводится большое количество экспериментов. Астматикам следует предложить проводить свои эксперименты с использованием вытяжного шкафа.
Общая проблема этого эксперимента заключается в том, что ученики забывают, какая шишка какая.
Точки плавления олова и свинца составляют 232 ° C и 328 ° C соответственно, в то время как припой плавится при более низкой температуре, чем любой из них. (Бессвинцовый припой имеет тенденцию плавиться при температуре около 220 ° C.) Таким образом, порядок плавления следующий: припой, олово и свинец, а порядок затвердевания — противоположный.
Металлические сплавы классифицируются как твердые растворы и обычно получают путем смешивания расплавленных металлов в соответствующем соотношении.
Если это соответствует уровню способностей, учащихся следует попросить сравнить обычный твердо-жидкий раствор с раствором сплава.
Дополнительная информация
Это ресурс из проекта «Практическая химия», разработанного Фондом Наффилда и Королевским химическим обществом. Этот сборник из более чем 200 практических занятий демонстрирует широкий спектр химических концепций и процессов. Каждое упражнение содержит исчерпывающую информацию для учителей и технических специалистов, включая полные технические заметки и пошаговые инструкции. Практическая химия сопровождает практическую физику и практическую биологию.
© Фонд Наффилда и Королевское химическое общество
Проверено на здоровье и безопасность, 2016
Полное руководство по электронной пайке
Что такое пайка?
Пайка — это соединение двух металлических поверхностей механическим и электрическим способом с использованием металла, называемого припоем. Припой фиксирует соединение, поэтому оно не выйдет из строя из-за вибрации или других механических сил. Он также обеспечивает электрическую непрерывность, так что электронный сигнал может проходить через соединение без прерывания.Припой плавится с помощью паяльника. Флюс используется для очистки и подготовки поверхностей, что позволяет расплавленному припою течь (или «смачиваться») и связываться с металлическими поверхностями.
Ручная пайка — это процесс пайки одного соединения (называемого «паяным соединением») за раз, в отличие от более автоматизированных процессов пайки, таких как пайка волной припоя (для сквозных компонентов) или пайка оплавлением (для компонентов SMT).
При пайке электронного разъема в контактную точку (часто называемую «контактной площадкой») обычно требуется следующее:
- Паяльник, способный достигать точки плавления припоя.
- Проволочный припой, с флюсовым сердечником или без него.
- Флюс, если припой для проволоки не включает сердечник из флюса или если требуется дополнительный флюс.
Паяльник — это ручной инструмент, используемый для спайки двух металлических поверхностей вместе. В своей простейшей форме он состоит из металлического наконечника, нагревательного элемента, который нагревает наконечник до температуры пайки, изолированной ручки, позволяющей надежно удерживать паяльник, и вилки для розетки или паяльной станции.
Работа жала паяльника заключается в передаче тепла от нагревательного элемента к изделию. Он имеет внутреннюю поверхность из меди, которая действует как эффективный и эффективный проводник тепла. Он также имеет железное покрытие для защиты мягкой, склонной к коррозии меди от флюса и припоя и хромоникелевое покрытие, чтобы флюс не смачивал наконечник.
Кроме того, существуют опции, обеспечивающие лучший контроль температуры паяльника и теплового отклика (время, необходимое для повторного нагрева после пайки).К ним относятся жала паяльника, которые представляют собой металлические заглушки, которые упираются в нагревательный элемент, и другие, которые интегрированы с нагревательным элементом в картридже.
На нижнем уровне, наиболее подходящем для любителей, паяльник может подключаться непосредственно к электрической розетке, что не позволяет контролировать температуру паяльника. Просто включите или выключите. С паяльной станцией паяльник подключается к станции для лучшего контроля температуры и других функций, таких как запоминание заданной температуры, блокировка и т. Д.
Какой припой использовать?Несмотря на то, что существует большое количество различных типов припоя, в основном вам нужно выбирать между свинцовым или бессвинцовым, диаметром проволоки, флюсового сердечника или сплошной проволоки, а также типом флюса.
- Свинец или бессвинцовый — Припой, как правило, представляет собой комбинацию металлов, выбранных из соображений надежности и проводимости. Свинец, часто в сочетании с оловом, был основой электронной пайки с момента ее создания.Свинец имеет относительно низкую температуру плавления, легко смачивается и течет, что делает процесс быстрее, проще и надежнее. Из-за проблем, связанных с окружающей средой и здоровьем, возникла необходимость перейти на бессвинцовый припой, который часто представляет собой комбинацию олова и серебра. Бессвинцовые припои имеют более высокую температуру плавления и обычно требуют более активных или более концентрированных флюсов (более высокое содержание твердых веществ) для достижения тех же характеристик пайки, что и свинцовые припои. Для типичной ручной пайки, если все сделано правильно, надежность между свинцовым и бессвинцовым припоями должна быть примерно одинаковой.Для высокотехнологичной электроники, используемой в экстремальных условиях (например, аэрокосмической электроники), существуют опасения по поводу тенденции светлого олова в бессвинцовом припое кристаллизоваться и образовывать усы олова — тонкие проволоки олова, которые могут вырастать из паяных соединений.
Если вы ремонтируете или собираете электронику для использования в США, проще всего работать со свинцовым припоем, и он образует самые надежные паяные соединения. Более низкий нагрев также создает меньшую тепловую нагрузку на остальную часть печатной платы. Если конечный продукт поставляется за пределы США, особенно в Европу, вам следует подумать о бессвинцовой припое.Исключением может быть электроника высокой надежности, например, используемая в аэрокосмической отрасли. В этом случае ознакомьтесь со спецификациями и требованиями конечного пользователя электроники. По-прежнему может потребоваться бессвинцовый припой, но могут быть исключения, позволяющие использовать свинцовый припой.
- Диаметр припоя — Убедитесь, что вы не перепутали припой, предназначенный для сантехники, с припоем, предназначенным для электроники. Проволока для сантехники будет намного толще, диаметром 2 мм и больше.Паяльная проволока для электроники будет тоньше, от 1,5 мм до 1/2 мм или даже меньше. Подберите диаметр к размеру паяемых разъемов и контактов. Если диаметр проволочного припоя слишком мал, вы пройдете через слишком много припоя. Слишком большой, и может быть трудно маневрировать вокруг плотной печатной платы, что увеличивает вероятность термического напряжения или даже пайки других компонентов, не связанных с Ваш ремонт.
- Сердечник из флюса или сплошная проволока — Большинство припоев для проволоки поставляется с сердечником из флюса, поэтому флюс автоматически активируется и течет по области пайки, когда припой расплавляется.С ним удобнее и эффективнее работать. Можно использовать сплошную проволоку с добавлением флюса кистью, диспенсером для бутылок или диспенсером для ручек. Если не требуется очень специфический флюс, который недоступен в качестве припоя для проволоки, обычно рекомендуется припой для проволоки с флюсовым сердечником.
- Тип флюса — Флюс без очистки — хороший выбор для пайки, где следует избегать очистки. Легкие остатки можно оставить на доске или удалить с помощью средства для удаления флюса. Флюс, активированный канифолью (RA), обеспечивает отличную паяемость в самых разных областях применения.Лучше всего удалить остатки после пайки из соображений эстетики и во избежание коррозии в будущем. Канифольный флюс (R) или слегка активированный канифольный флюс (RMA) обычно можно оставить на печатной плате после пайки, если только эстетика не является проблемой. Водорастворимый флюс (ОА) — это очень активный флюс, разработанный для легкого удаления деионизированной водой, как в периодической или поточной системе. Его также можно удалить изопропиловым спиртом (IPA). Очень важно счистить остатки водорастворимого флюса, так как они вызывают сильную коррозию.
Вы также можете увидеть варианты «без галогена» или «без галогена». Эти классификации предназначены для компаний, которые реализуют экологические инициативы или должны соблюдать ограничения по галогенам из-за нормативных или потребительских ограничений. Галогены включают элементы хлора, фтора, йода, брома и астата. Они могут иметь такие компромиссы, как возможность очистки, поэтому, если вам не нужно исключать галогены из процесса, проще остановиться на стандартных флюсах, содержащих галогены.
Какой припой использовать: свинец или бессвинцовый?
Если вы ремонтируете или собираете электронику для использования в США, проще всего работать со свинцовым припоем, и он образует самые надежные паяные соединения.Более низкий нагрев также создает меньшую тепловую нагрузку на остальную часть печатной платы. Если конечный продукт поставляется за пределы США, особенно в Европу, вам следует подумать о бессвинцовой припое. Исключением может быть электроника высокой надежности, например, используемая в аэрокосмической отрасли. В этом случае ознакомьтесь со спецификациями и требованиями конечного пользователя электроники. По-прежнему может потребоваться бессвинцовый припой, но могут быть исключения, позволяющие использовать свинцовый припой.
Что такое флюс?
Подумайте о флюсе и добавке для подготовки к процессу пайки.При соединении двух металлических поверхностей вместе припоем необходимо обеспечить хорошее металлургическое соединение, чтобы паяное соединение не рвалось, а электрическая целостность не колебалась под действием механических, температурных и других нагрузок. Флюс удаляет любое окисление, которое может присутствовать, и слегка травит поверхность, способствуя смачиванию. «Смачивание» — это процесс растекания припоя по поверхности контактов и жала паяльника, который очень важен в процессе пайки.
Какой флюс мне следует использовать?Флюс без очистки — хороший выбор для пайки, когда следует избегать очистки.Легкие остатки можно оставить на доске или удалить с помощью средства для удаления флюса. Флюс, активированный канифолью (RA), обеспечивает отличную паяемость в самых разных областях применения. Лучше всего удалить остатки после пайки из соображений эстетики и во избежание коррозии в будущем. Канифольный флюс (R) или слегка активированный канифольный флюс (RMA) обычно можно оставить на печатной плате после пайки, если только эстетика не является проблемой. Водорастворимый флюс (ОА) — это очень активный флюс, разработанный для легкого удаления деионизированной водой, как в периодической или поточной системе.Его также можно удалить изопропиловым спиртом (IPA). Очень важно счистить остатки водорастворимого флюса, так как они вызывают сильную коррозию.
Вы также можете увидеть варианты «без галогенов» или «без галогенов». Эти классификации предназначены для компаний, которые реализуют экологические инициативы или должны соблюдать ограничения по галогенам из-за нормативных или потребительских ограничений. Галогены включают элементы хлора, фтора, йода, брома и астата. Они могут иметь такие компромиссы, как возможность очистки, поэтому, если вам не нужно исключать галогены из процесса, проще остановиться на стандартных флюсах, содержащих галогены.
Нужно ли добавлять флюс при пайке?
При пайке простого соединения, например 2-х проводного или сквозного вывода, флюса в припое с флюсовым сердечником должно быть достаточно. Для более сложных методов пайки, таких как пайка с протягиванием нескольких выводов на компоненте для поверхностного монтажа, может потребоваться добавление дополнительного флюса. Поток активируется и потребляется, когда он изначально вытекает из сердечника. Если припой обрабатывать дальше, например, когда вы протягиваете несколько выводов, вы рискуете получить холодные соединения или перемычки без дополнительного флюса.Хотя кажется, что чем больше флюса, тем лучше, постарайтесь не наносить флюс чрезмерно. Необходимо удалить лишний флюс, особенно если он не активируется полностью при нагревании до полной температуры пайки.
Сопутствующие товары:
Как нанести дополнительный флюс?Флюс можно наносить кислотной кистью или наносить с помощью диспенсера для бутылочек с иглами или диспенсера для ручек. Хотя кажется, что чем больше флюса, тем лучше, постарайтесь не наносить флюс слишком сильно. Необходимо удалить лишний флюс, особенно если он не активируется полностью при нагревании до полной температуры пайки.
Сопутствующие товары:
Как паять?- Убедитесь, что паяемые поверхности чистые.
- Включите паяльник и установите температуру выше точки плавления припоя. 600 ° — 650 ° F (316 ° — 343 ° C) — хорошее начало для припоя на основе свинца и 650 ° — 700 ° F (343 ° — 371 ° C) для бессвинцового припоя.
- Прижмите наконечник к проводу и контактной точке / контактной площадке в течение нескольких секунд. Идея состоит в том, чтобы довести оба до температуры пайки одновременно.
- Прикоснитесь проволокой припоя к выводу и контактной точке / площадке несколько раз, пока припой не потечет вокруг вывода и контакта.
- Осмотрите паяное соединение, чтобы убедиться, что область контакта и вывод полностью покрыты. Если это сквозной вывод, отверстие должно быть заполнено, а паяное соединение образует небольшую пирамидальную форму.
- При необходимости обрежьте провод с помощью ножа для резки свинца. Не обрезайте паяное соединение, так как это может повредить соединение.
- При использовании флюса, активированного канифолью, водного флюса или если эстетический вид остатков флюса является проблемой, очистите область с помощью средства для удаления флюса.
Сопутствующие товары:
Насколько сильно нагревается паяльник?600 ° — 650 ° F (316 ° — 343 ° C) — хорошее начало для припоя на основе свинца и 650 ° — 700 ° F (343 ° — 371 ° C) для бессвинцового припоя. Вам нужно, чтобы жало было достаточно горячим, чтобы расплавить эффективность припоя, но избыточное тепло может повредить компоненты, поскольку тепло распространяется по выводам, и это сократит срок службы жала паяльника.
Как отличить хорошее паяное соединение от плохого?Осмотрите паяное соединение, чтобы убедиться, что он полностью покрывает контактную поверхность и вывод. На что следует обратить внимание:
- Если это сквозной вывод, отверстие должно быть заполнено, а паяное соединение должно иметь небольшую пирамидальную форму.
- Если это паяное соединение для поверхностного монтажа, припой должен полностью покрывать контактную площадку и окружать вывод.
- После пайки провод не должен болтаться или покачиваться.
- Припой не должен перетекать или накапливаться на других контактных точках / площадках.
- При использовании припоя на основе свинца паяное соединение должно быть блестящим. К сожалению, бессвинцовые покрытия имеют более тусклый оттенок, поэтому блеск в этом случае не является хорошим показателем.
Цель состоит в том, чтобы согласовать форму и размер наконечника с контактной площадкой. Это позволяет максимально увеличить площадь контактной поверхности и максимально быстро нагреть провод и контактную поверхность.Если вы выберете слишком большой наконечник, у вас будет больший объем наконечника для нагрева, что замедлит рекуперацию тепла — время, необходимое для повторного нагрева наконечника после пайки соединения. Это также может повлиять на работу других компонентов и контактных площадок. Если вы выберете слишком маленький наконечник, у вас не будет достаточной площади поверхности наконечника, соприкасающейся ни с проводом, ни с областью контакта для эффективной передачи тепла. Это займет больше времени, что замедлит работу и может увеличить тепловую нагрузку на компонент.
Убедитесь, что вы используете паяльник и жала, предназначенные для пайки электронных плат. Наконечники, предназначенные для других применений, таких как витражи, сантехника или тяжелые электромонтажные работы, обычно намного больше, чем для электроники.
Жала паяльника бывают самых разных форм, чтобы облегчить разную геометрию печатных плат:
- Заостренный или конический — Конец жала паяльника подходит к острой или круглой плоской поверхности. Размер определяется диаметром конца, поэтому он может варьироваться от 0.От 1 мм до 1 мм или больше. Эти наконечники обычно используются, когда требуется высокая точность, например, с очень тонкими безвыводными компонентами для поверхностного монтажа. Они могут быть длинными для большей досягаемости в плотной конструкции платы или иметь более короткий микровыступ, чтобы уменьшить количество металла наконечника, который необходимо нагреть. Это может улучшить рекуперацию тепла. Концы наконечников также можно согнуть, чтобы не мешать другим компонентам или областям контакта.
- Лезвие или нож — Наконечник лезвия обычно используется для плавной пайки, когда припой протягивается через несколько контактных площадок.Это обычное явление при пайке компонентов технологии поверхностного монтажа (SMT). Размер измеряется по длине лезвия и может составлять 6,3 мм (1/4 дюйма) или больше.
- Зубило или отвертка — Зубило позволяет нагревать большую площадь контакта, поэтому оно полезно для сквозных паяных соединений. Длина может быть разной, а также может быть гнутой, как с коническим наконечником. Размер в основном определяется как длина плоского участка, но глубина или толщина кончика также могут варьироваться. Они могут быть настолько маленькими, что выглядят почти как острие, размером менее 1 мм и шириной от 5 до 6 мм.
- Bevel — Наконечник со скошенной кромкой имеет плоский овальный конец, расположенный под углом. Представьте себе металлический стержень, который представляет собой поперечное сечение под углом. Размер определяется диаметром стержня или вала, а иногда и углом скоса. Фаска может составлять от 1 мм до 4 мм или даже больше.
- Наконечники Flow — Наконечники Flow похожи по конструкции на скошенные, но вместо плоской поверхности это небольшое углубление или чашечка. Его также называют «мини-волнообразным наконечником», и он обычно используется для пайки волной, как объяснялось выше.
Сопутствующие товары:
Можно ли установить максимальную температуру нагрева для ускорения пайки?
В пайке, как и во всем остальном, главное — скорость. Операторы будут повышать температуру пайки, чтобы ускорить отвод тепла. Это позволяет им быстрее переходить от одного паяного соединения к другому. Уловка — чем выше температура, тем короче срок службы наконечника. Конечно, паяльные станции могут нагреваться до 900 ° F, но 750 ° F — это самый высокий уровень, который вам нужен для бессвинцового провода. Дополнительный нагрев также может излишне нагружать компоненты, увеличивая вероятность выхода печатной платы из строя в дальнейшем. Почему припой капает с жала?Это признак того, что паяльное жало необходимо очистить, так что это «холодное» жало (хотя оно все еще очень горячее, так что не трогайте!). Когда флюс и окисление накапливаются с течением времени, тепло не передается так эффективно, и припой не смачивается и не течет по наконечнику должным образом. Припой будет плавиться, но просто стечь с кончика. Это затрудняет перемещение, чтобы припаять контактные участки так, как вам это может понадобиться.
Как почистить паяльник? Паяльные станции обычно поставляются с губкой и / или латунной площадкой «brillo». Цель состоит в том, чтобы удалить излишки флюса и припоя с наконечника. Если слишком много флюса накапливается и пригорает на жало паяльника, оно в конечном итоге отварится и станет непригодным для использования (но не обязательно безвозвратно). Если инструменты для чистки наконечников не используются должным образом, они могут принести больше вреда, чем пользы. Выбирая губку, убедитесь, что она сделана из натуральной целлюлозы (например, губки Plato).Синтетические губки плавятся на жало паяльника и могут сократить срок его службы. Используйте чистую деионизированную воду. Водопроводная вода может содержать минералы, которые могут накапливаться на наконечнике. Когда вы пропитаете губку, отожмите ее, чтобы она не промокла. Слишком много воды может увеличить термическое напряжение наконечника и замедлить восстановление наконечника.
Когда жало паяльника почернело от запекания флюса и больше не смачивается должным образом, пришло время для чистки инструментов в крайнем случае. Тонировщик для наконечников (Plato # TT-95) представляет собой комбинацию бессвинцового припоя и очистителя.Пока паяльник нагревается до полной температуры, обваляйте его в растворителе для жал. По мере того, как вы катите его, он должен измениться с черного на блестящий серебристый, так как запеченный флюс будет счищен. Затем сотрите с паяльного жала излишки красителя и залудите заново, используя проволочный припой. Не позволяйте названию вводить вас в заблуждение — «средство для чистки наконечников» не предназначено для того, чтобы оставлять их на наконечнике.
Также доступны полировальные стержни, которые используются для очистки наконечника от остатков флюса. Это следует использовать только в крайнем случае, потому что вы будете удалять железо вместе с пригоревшим флюсом.Как только на наконечнике появится точечная коррозия — настоящие дыры в утюге — пора заменить.
Сопутствующие товары:
Что лучше для чистки жала паяльника — латунная «губка» или губка?Как и все остальное, у каждого есть свои плюсы и минусы:
Очиститель наконечников из латуни- Pro-Быстрый и простой в использовании, не требует пропитки водой и не подвергает жало паяльника термическому удару.
- Con — Абразивен, хотя латунь мягче железа на конце наконечника.Он имеет больше склонности к царапинам на хромовом покрытии, что предохраняет припой от смачивания наконечника. Это может привести к появлению коррозии под покрытием, что сократит срок службы наконечника.
Не забудьте использовать проталкивающие движения с помощью латунного очистителя наконечников. Протирание поверхности увеличивает вероятность выплескивания расплавленного припоя.
Целлюлозная губка- Pro — это эффективный и быстрый способ очистки наконечника. Они имеют разные отверстия или прорези, чтобы сделать это еще быстрее и проще, а также для предотвращения выброса расплавленного припоя.
- Con — Охлаждает наконечник, поэтому требуется повторный нагрев наконечника. Это также может привести к термическому удару насадки, особенно если губка слишком пропитана. Это может сократить срок службы наконечника из-за микротрещин в металлическом покрытии.
С момента перехода от свинца к бессвинцовым припоям частой жалобой был короткий срок службы наконечников. Более высокая температура, необходимая для бессвинцовых припоев и флюса, в сочетании с большей активностью приводит к более быстрому выгоранию наконечника.Часто наконечники чернеют, припой просто стекает с конца наконечника. Его также называют «холодным наконечником», но старайтесь не прикасаться к нему голыми пальцами!
Жалаимеют медный сердечник, который передает тепло от нагревательного элемента к рабочему концу (наконечнику жала). Поскольку медь очень мягкая и легко корродирует и изнашивается, для покрытия меди используются другие металлы, в том числе внешний слой железа. Хотя железо очень твердое, со временем оно все равно подвергнется коррозии.Кроме того, его можно покрыть флюсом и другими грунтами, которые могут вызвать обезвоживание. Коррозия и обезвоживание замедлят пайку и, в конечном итоге, потребуют утилизации жала. Хотя все наконечники будут выброшены в мусорное ведро, оператор может предпринять несколько шагов, чтобы продлить срок службы наконечников:
- Убавьте огонь
- Правильно очистите наконечник
- Лужить жало паяльника
- Используйте специальные инструменты для очистки
Если оставить паяльную станцию более чем на 5 минут, выключите ее.Когда вы оставляете станцию включенной, жало остается при температуре пайки, что еще больше сокращает срок службы жала. Современное паяльное оборудование нагревается до температуры пайки за секунды, поэтому экономия времени не стоит сокращения срока службы жала.
Сопутствующие товары:
Когда следует выбрасывать старое паяльное жало?
Когда наконечник черный и влажный (припой не прилипает к нему), это называется «холодным наконечником», его, как правило, можно очистить и использовать снова. Как только появится точечная коррозия и видимая коррозия, пришло время заменить насадку.Снаружи жало паяльника покрыто железом поверх теплопроводящей меди. Это защищает мягкую, подверженную коррозии медь от резких флюсов. Как только флюс проходит через ямы через железное покрытие, наконечник быстро разъедается.
Как избежать коррозии печатной платы после завершения пайки?Остатки флюса могут вызвать рост дендритов и коррозию на сборках печатных плат, поэтому убедитесь, что вы используете передовые методы и чистите плату.В конце концов, компоненты были заменены, а излишки припоя удалены…
- Тщательно очистите поверхность качественным средством для удаления флюса.
- Наклоните доску, чтобы очиститель и остатки стекали.
- При необходимости используйте щетку из конского волоса или безворсовую салфетку, чтобы аккуратно протереть печатную плату, а затем промойте.
- При использовании салфетки убедитесь, что она не оставляет волокон / ворса на печатной плате, что может вызвать проблемы в дальнейшем.
Это необязательный шаг для флюса без очистки, но все же хорошая идея для густонаселенных или высоковольтных плат.Это абсолютно необходимо, независимо от типа флюса, если после ремонта вы планируете нанести защитное покрытие.
Сопутствующие товары:
10 советов по хорошей пайке- Начните с чистой поверхности.
- Подберите размер припоя для проволоки к тому, что вы паяете.
- Подберите жало паяльника к тому, что вы паяете.
- Тщательно выбирайте припой и флюс.
- Держите наконечник чистым и луженым.
- Выберите температуру пайки, достаточно высокую для эффективного плавления припоя, но не слишком высокую.
- Удерживайте жало паяльника на выводе и контактной точке / площадке, пока они не нагреются до температуры.
- Нанесите достаточно припоя, чтобы покрыть контактную площадку и окружить провод.
- При необходимости обрежьте выводы острым ножом для свинцовых ножей и не засовывайте их в паяное соединение.
- Удалите остатки флюса с места пайки с помощью качественного съемника флюса.
Сопутствующие товары:
На этом завершается наше полное руководство по электронной пайке. У вас остались вопросы о том, какие продукты для пайки лучше всего подходят для ваших задач? Свяжитесь с нами по телефону 678-819-1408 или отправьте нам сообщение здесь.
.