Пайка полипропиленовых труб инструкция температура: таблица значений + инструктаж по самостоятельной сварке
Температура и время пайки полипропиленовых труб: таблица
 Когда собираются водяные коммуникации, состоящие из пластиковых труб, важнейшим параметром становится температура. Она должна иметь определенные значения, позволяющие добиться прочного и надежного соединения.
Когда собираются водяные коммуникации, состоящие из пластиковых труб, важнейшим параметром становится температура. Она должна иметь определенные значения, позволяющие добиться прочного и надежного соединения.
Сегодня технология разводки трубопроводов из таких материалов предписывает соблюдение определенного температурного режима, а также конкретных временных значений, при выполнении сварочных работ. Если не соблюдать рекомендованные параметры, возможно появление разрыва в узловых местах, значительно ухудшиться движение водяного протока.
Общее влияние температуры при стыковочных работах
Технологический процесс сварки полипропиленовых труб основан на нагреве материала до нужной температуры. В результате пластмасса начинает размягчаться. При соединении деталей происходит диффузия молекул полипропиленовых молекул. Другими словами, в соединение происходит слияние молекул. Когда материал остынет, образуется крайне прочный стыковой узел.
Прочность свариваемых заготовок находится в прямой зависимости от температурного режима. При недостаточном нагреве, не будет происходит процесс диффузии. Молекулы фитинга и свариваемой трубы просто не в состоянии попасть в совмещаемые области. Сварка получится слабой и не сможет выдерживать больших нагрузок. Пара разорвется, нарушится герметичность стыка.
При перегреве конструкция начнет деформироваться. В результате изменится изначальная геометрия. Внутри детали может произойти образование сильного наплыва в виде большого валика. В результате в месте сварки значительно уменьшится диаметр сечения трубопровода.
Для нормальной пайки полипропиленовых труб, необходимо создать нагрев до температуры 255-265 градусов. Процесс нагрева должен учитывать несколько параметров:
- Диаметр детали.
- Температуру помещения.
- Время нагрева.
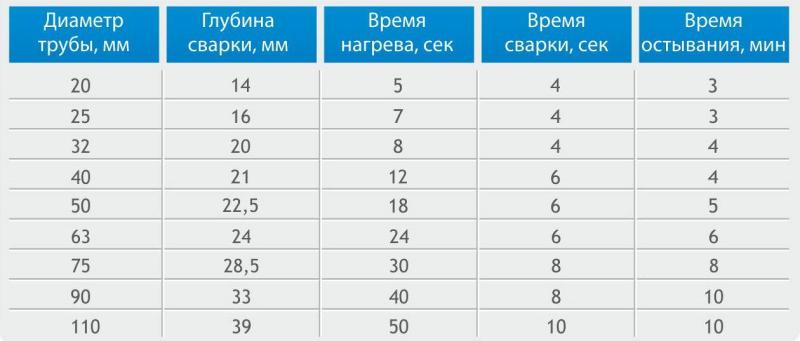
Практика показала, что время нагрева и диаметр детали находятся в прямой зависимости.
Температура помещения, в котором происходит пайка также оказывает влияние на этот процесс. Когда паяются детали, при извлечении их с «утюга» или другого нагревательного устройства, происходит пауза перед началом муфтовой стыковки. Чтобы компенсировать остывания при невысокой температуре, пп трубы необходимо нагревать немного дольше. Такое добавочное время находится в пределах 2-3 секунд. Подбор происходит эмпирическим путем.
Необходимо помнить, что если нагревать полипропиленовые трубы на нагревательном аппарате с установкой температуры более 270 градусов, произойдет очень сильный нагрев верхнего слоя детали. Сердцевина не получит достаточного прогрева. При стыковке деталей, толщина сварочной пленки получится очень тонкой.
Как сваривать полипропиленовые трубы вручную
Сварочные гильзы устройства подбираются с учетом диаметра деталей. Затем их вставляют в сварочное зеркало и хорошо закрепляют.
Контактные поверхности очищаются от пыли и грязи. Для чистки лучше пользоваться очищающей жидкостью, которую рекомендует изготовитель данного изделия. В такой работе может помочь:
- Хлорэтилен.
- Трихлорэтан.
- Этиловый или Изопропиловый спирт.
Устанавливается определенная температура устройства. Обычно терморезистор должен нагреваться в пределах 250 – 270 градусов. Такое оптимальное значение температуры позволяет достичь правильного соединения.
Когда на термостате наберется нужный тепловой уровень, проверяется температура нагрева сварочного зеркала. Для этого используют специальный термозонд.
Отрезается труба, выдерживая 90 градусов, относительно оси. При необходимости нужно зачистить поверхность и снять фаску. Параметры зачистки, размер глубины фаски берутся из таблицы номер один. Фаску можно снять при зачистке детали или после нее, особым калиброванным инструментом.
Фитинги из полипропилена для раструбной сварки. Глубина зачистки и ширина фаски.

На поверхности трубы отмечается глубина вставки «L1» Берется из таблицы 2. Зачистка должна обязательно соответствовать величине глубины вставки.
Глубина вставки L1(мм): максимальная глубина вставки нагретой трубы в стакан фитинга.

На наружную поверхность трубы и свариваемого фитинга наносится продольная метка. Она дает возможность избежать смещения деталей во время соединения.
Поверхность трубы, а также прикладываемого фитинга, должны быть хорошо очищены от масла или грязи. После достижения нужного нагрева сварочного зеркала, труба, совместно с фитингом устанавливается в специальные гильзы. Фитинги должны быть вставлены до упора, свариваемая труба на полную глубину зачистки. Необходимо немного подождать пока детали нагреются.
Затем они быстро извлекаются и вставляются друг в друга. Глубина вставки фитинга должна равняться длине L1, в соответствии с продольными насечками.
Соединенные детали нужно подержать в зафиксированном положении, определенное время, согласно таблице №3. Затем нужно дать время остыть естественным путем. Нельзя охлаждать их с помощью вентилятора или опускать в холодную воду.
Время нагрева, сварки и охлаждения

Когда поверхность элементов достаточно охладилась необходимо провести их гидравлическое испытание.
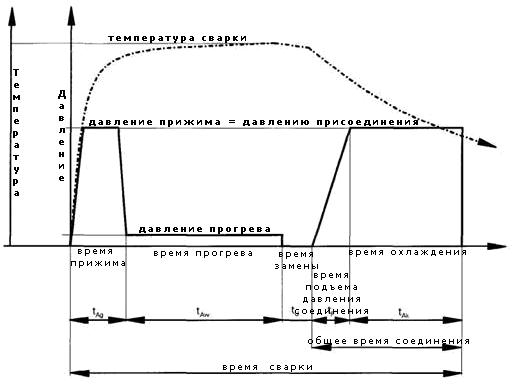
Диапазоны температур при контактной сварке.

Изменении давления и температуры в процессе стыковой сварки приводятся на рисунке ниже:
Нюансы выдержки нужного теплового режима
Рассчитывая будущую схему трубопровода, прикиньте, как будет происходить дальнейший монтаж. Необходимо стремиться получить минимальное расстояние между паяльным аппаратом и местом соединения.
Если расчет будет сделан неверно, а место сварки окажется в недоступном месте, приходится разогревать деталь на значительном удалении от места крепления. При этом возникают большие потери тепла, так как приходится заниматься переносом деталей, чтобы выполнить муфтовый стык. В результате таких неучтенных моментов, возникает сильное ослабление шва.
Если сделан ошибочный расчет последовательности монтажа, пайки, может возникнуть ситуация, когда будет нереально состыковать последние детали, так как устройство нагрева просто невозможно установить между деталями. Чтобы увеличить зазор, приходится деформировать определенные участки трубопроводов, позволяющие вставить устройство для пайки. Такая работа может испортить внешний вид коммуникации. Возможно появление статического напряжения некоторых районов системы.
Очень грубой ошибкой, в результате которой не удается контролировать температуру, является последовательный нагрев заготовок непосредственно перед стыком. Иначе говоря, каждая деталь разогревается отдельно. В результате полностью нарушается температурный режим.
Такой неправильный подход может вызвать сильное остывание детали из-за затраченного времени, необходимой для разогрева. Происходит умышленная потеря тепла. Подобная методика соединения деталей не позволяет правильно выстроить работу и процесс размягчения материала становится непредсказуемым. Пользоваться ею категорически запрещено.
Чтобы осуществлять правильный контроль над температурным режимом, необходимо учитывать несколько критериев:
1.Качество сварочного аппарата для работы с полипропиленовыми изделиями, должно позволять удерживать определенные параметры с минимальной погрешностью.
2.Между сварочным аппаратом и участком соединения, должно быть менее 1.5 метров.
3.Операция должна выполняться в отапливаемом здании.
4.Прежде чем начинать сварочные работы, убедитесь, что температура соединяемых деталей примерно одинаковая.
Похожие статьи:
инструкция, как правильно паять трубы из полипропилена
Типы труб
Многие упускают этот момент, а зря. Качество и возможность соединения труб путем пайки напрямую зависит от их типа. Вот несколько самых важных пунктов:
Диаметр трубы.
Толщина стенки. От нее зависит время нагрева трубы. Чем толще стенка, тем дольше придется нагревать трубу или большую температуру ставить.
Внешнее или внутреннее армирование. Это крайне важный этап, о котором многие умалчивают. Некоторые трубы для увеличения прочности усиливаются металлом. Данная защита может располагаться как внутри трубы, так и снаружи. При работе с такими трубами существуют тонкости, которые стоит учитывать.
Также смотрите таблицу соответствия маркировок сфере применения.
Маркировка | Сфера применения и особенности | ||
PN 10 | Для подачи холодной воды, в системах теплых полов с подогревом до 45С. Имеет тонкие стенки. | ||
PN 16 | Используется на водопроводах с высоким давлением и на отопительных магистралях с пониженным давлением. | ||
PN 20 | Труба универсального назначения. Подача воды с температурой не выше 85С | ||
PN 25 | Горячее водоснабжение, отопление. Подача воды до 95С. Армирована фольгой. |
Трубы последнего типа используют для подключения пластиковых трубопроводов к металлическим.
Порядок проведения работ
Рекомендуемая технология пайки полипропиленовых труб предполагает несколько этапов.
Этап #1 — подготовка сварочного аппарата
Прибор должен быть установлен на ровную поверхность так, чтобы он был легкодоступен. Перед началом работ нужно определить, трубы каких диаметров предстоит паять и приготовить нужные нагревательные элементы. Конструктивные особенности прибора позволяют использовать сразу несколько насадок.
Рекомендуется установить все, что нужно до разогрева прибора. Аппарат разогревается равномерно, поэтому место расположения нагревательного элемента не влияет на температуру насадки. Их закрепляют так, как будет наиболее удобно для работы. Для установки насадок пользуются специальными ключами. На контрольной панели прибора выставляется нужная температура, для полипропиленовых труб это 260°. Аппарат включается и разогревается, что занимает примерно 10-15 мин.
При отрицательных температурных значениях сварка запрещена. Кроме того время пайки полипропиленовых труб зависит от температуры в помещении: в жару оно сокращается, в холод – увеличивается.
Этап #2 — подготовка трубы
При помощи трубореза или специальных ножниц деталь обрезается под прямым углом. Место среза очищается и вместе с фитингом обезжиривается при помощи мыльного или спиртового раствора. Детали хорошо просушиваются. Если работы проводятся с трубами марки PN 10-20, можно выполнять сварку. Если с PN 25, нужно дополнительно зачистить верхние слои алюминия и полипропилена. Выполняется работа с помощью шейвера точно но на глубину сварки, которую можно определить по величине насадки сварочного аппарата.
Резать полипропиленовую трубу нужно только под прямым углом
Этап #3 — разогрев деталей
Элементы надеваются на насадки аппарата нужного диаметра. Труба вставляется в гильзу до ограничителя, показывающего глубину сварки, а фитин
Как правильно паять полипропиленовые трубы
1. Приготовьте материалы и инструменты
- Трубы;
- фитинги;
- салфетки;
- перчатки;
- паяльник;
- ножницы для труб;
- рулетка;
- карандаш;
- уровень;
- изопропиловый спирт.
2. Составьте схему трубопровода
 YouTube‑канал «Ремонт своими руками»
YouTube‑канал «Ремонт своими руками»Соединение полипропиленовых труб осуществляется довольно просто, но — как и с любой другой конструкцией — перед началом работ желательно подготовить примерную схему монтажа.
Набросайте на бумаге чертёж с расположением точек врезки, запорной арматуры и других нужных деталей. Так вы сможете сразу прикинуть длину труб, а также определить расположение, тип и количество необходимых фитингов.
Поскольку при соединении нагреваются оба конца трубопровода, для удобства монтажа важно, чтобы один из них оставался свободным. Часть труб с фитингами можно собрать на столе, а затем установить в нужном месте, выполнив всего один стык. Всё это поможет предусмотреть схема сборки.
3. Подготовьте паяльник
Вообще, прибор правильно называть «сварочный аппарат». Процесс соединения полипропилена проходит без использования припоя, а значит — это сварка, а не пайка. Мы будем использовать оба термина.
 YouTube‑канал «Дважды отец Дмитрий»
YouTube‑канал «Дважды отец Дмитрий»Установите на платформу паяльника насадки нужного диаметра и зафиксируйте их винтом с помощью ключа. Если работаете с трубами нескольких размеров — используйте дополнительную пару гильз.
Выставьте температуру нагрева на 260 °С и включите прибор в сеть. На нагрев потребуется 10–20 минут. О готовности к работе сообщит светодиодный индикатор. Еще около 5 минут нужно подождать перед сваркой первого стыка.
При нагревании полипропилена выделяются вредные пары и дым, которые лучше не вдыхать. Поэтому во время работы проветривайте помещение.
4. Сделайте разметку
Пока паяльник греется, подготовьте трубу и фитинги. Для качественной сварки они должны входить друг в друга строго на определённую глубину. Недостаточное погружение приведёт к плохому соединению, а чрезмерное — уменьшит или полностью закупорит проходное сечение выдавленным пластиком. Вот рекомендуемые большинством производителей значения для самых распространённых размеров:

Как видите, глубина пайки зависит от диаметра труб и фитингов.
 YouTube‑канал FV Miano
YouTube‑канал FV MianoЧтобы не ошибиться, отмерьте необходимую длину трубы с учётом припуска на стык и поставьте чёрточку карандашом. Затем на нужном расстоянии от этой метки нарисуйте ещё одну черту — она будет служить ориентиром во время сварки.
 termpro.ru
termpro.ruНапример, нам нужно соединить уголок и тройник в системе отопления. Расстояние между ними составляет 270 мм. Для фитингов диаметром 25 мм глубина пайки — 18 мм, значит, добавляем к 270 ещё 36 мм (по 18 с каждой стороны). В итоге получается 306 мм — именно такой кусок трубы надо отсечь.
5. Отрежьте трубу
Для резки полипропилена используются специальные ножницы, которые ещё называют труборезом. Они позволяют легко отсечь толстостенную трубу и получить ровные края без заусенцев.
 YouTube‑канал «Сергей Ефимов»
YouTube‑канал «Сергей Ефимов»Установите ножницы строго перпендикулярно трубе и совместите лезвие с первой меткой. Придерживая трубу одной рукой, второй нажимайте на рукоятки ножниц до тех пор, пока деталь полностью не разрежется.
Важно получить ровный торец, чтобы труба равномерно вошла в фитинг и одинаково спаялась по всему диаметру. Если отрезать косо, то выпирающая часть войдёт слишком глубоко и расплавленный полипропилен выдавится, уменьшив внутренний диаметр фитинга.
Если край получился неровным и позволяет запас, лучше отрезать ещё раз. Если же длина впритык — подровняйте торец, удалив всё лишнее острым ножом.
6. Обезжирьте детали
Согласно инструкциям всех производителей свариваемые детали полагается обезжиривать для качественного соединения. И хотя многие мастера пренебрегают этим и ограничиваются лишь протиркой труб тряпкой, мы рекомендуем придерживаться технологии.
 YouTube‑канал «КаЮТ Компания»
YouTube‑канал «КаЮТ Компания»Очистите трубы от любых загрязнений. Слейте остатки воды и тщательно протрите салфеткой или туалетной бумагой насухо. Обработайте поверхности фитингов и труб смоченной в изопропиловом спирте тряпочкой.
Этим же спиртом легко стереть все надписи на трубах и придать им более эстетичный вид.
7. Нагрейте трубу и фитинг
При работе с горячим паяльником есть риск получить серьёзные ожоги, поэтому обязательно используйте защитные перчатки. Детали различных размеров нужно греть в течение определённого времени. Чем больше диаметр — тем дольше.

Для надёжного соединения полипропилен важно не перегреть, иначе материал станет текучим, расплавится и перекроет фитинг изнутри.
 YouTube‑канал «Дважды отец Дмитрий»
YouTube‑канал «Дважды отец Дмитрий»Вставьте в соответствующие гильзы паяльника сначала фитинг, затем трубу. Проталкивая детали, не проворачивайте их вокруг своей оси и не наклоняйте. Трубу вставляйте на отмеченную ранее глубину, до тех пор, пока расплавленный полипропилен не дойдёт до карандашной чёрточки. Только после этого отсчитайте положенное время.
Все указанные данные справедливы для работ при окружающей температуре около 20 °С. Если в помещении холоднее 5 °С, то время нагрева увеличивается примерно в два раза.
8. Сварите стык
Не проворачивая и не наклоняя, быстро снимите с насадок сначала трубу, а затем фитинг и соедините обе детали в нужном положении относительно друг друга. Не суетитесь, но и не мешкайте — у вас в запасе 4–6 секунд.
 YouTube‑канал FV Miano
YouTube‑канал FV MianoПодержите трубу и фитинг неподвижно около 5 секунд, чтобы стык зафиксировался. В этот момент допускается провернуть соединение не более чем на 10 градусов, чтобы откорректировать его положение.
Полное время остывания, после которого можно нагружать место сварки, составляет от 2 до 4 минут.
Остатки полипропилена с насадки легко удалить бумажной салфеткой, пока паяльник горячий. Если очищать уже остывшие гильзы — есть риск повредить тефлоновое покрытие.
9. Проверьте соединение
 YouTube‑канал FV Miano
YouTube‑канал FV MianoОпределить качество сварки можно по небольшому равномерному наплыву на конце фитинга. Если его нет, то, возможно, стык недогрет и герметичность будет под вопросом. Если наплыв слишком большой — трубу, скорее всего, перегрели, и она оплавилась внутри, частично и полностью перекрыв проходное сечение.
Для тех, кто впервые имеет дело со сваркой полипропилена, не лишним будет сначала попрактиковаться и сварить несколько тренировочных стыков. Учиться лучше на прямых муфтах. В отличие от уголков и других фитингов сложной формы, их легко хорошо осмотреть после пайки не только снаружи, но и изнутри.
Читайте также 🛠🏠
время и температура по таблице.
 Температура пайки полипропиленовых труб: таблица значений
Температура пайки полипропиленовых труб: таблица значений
Во время прокладки водопроводов часто используют полипропиленовые трубы. Их монтаж отличается простотой. Чтобы соединить трубопрокаты, применяют фитинги, которые стыкают спаянным методом с помощью утюга.
Температура пайки пропиленовых труб указана в специальной таблице, которой пользуются во время монтажных работ.
Содержание статьи:
Метод стыковки: пайка.
Во время процесса следует учитывать множество факторов, чтобы получить качественный стык деталей. При проведении пайки следует учитывать температурный показатель сварки элементов, время нагрева, диаметр.
Сначала стоит понять, как пользоваться оборудованием для сварки.
Важно! Нельзя спаивать изделия, не выяснив размеры труб, их тип.
Сначала следует правильно побрать к трубам ПП фитинги, далее произвести монтаж деталей, придерживаясь инструкции.
Важная информация о ПП трубах.
В основе сварки лежит свойство полипропиленового материла, он быстро плавится. Когда затвердевает, создает прочность, герметичность изделию.
Трубопрокаты имеют различия в толщине стенок, цвете, диаметре, техническими характеристиками.
Сечение труб из ПП находится в пределах от шестнадцати до ста десяти миллиметров, к ним применяют разную технику соединения.
Внимание! Для проводки частного водопровода используют трубы с сечением максимум 63 миллиметра. Более крупные размеры изделий устанавливают в магистралях городского значения, они имеют свою технологию монтажа.
Окраска полимера не важна при выборе труб, но следует обратить внимание на полоски на трубах:
 1.с синими полосками для водопровода с холодной водой.
1.с синими полосками для водопровода с холодной водой.
2.с красными полосками для водопровода с горячей водой.
Маркировка труб указывает на особенные свойства изделия, на нее опираются во время покупки продукции, также во время сварки.
Материал полипропилен в маркировке указывают с помощью сочетаний букв: PP-H, PP – B, PPR, также PPRC.
Внимание! Сочетания цифр с буквами на трубах дают информацию о диаметре изделия, толщине стенки, типе трубы, максимальном давлении. Эти данные важны во время пайки.
Тип труб, различающихся по значению номинального давления, которое они могут выдержать при определенных условиях, позволяет выбрать продукцию, подходящую для установки дома либо на производстве.
Типы труб из полипропилена.
Различают следующие разновидности труб, изготовленных из полипропиленового материала:
1.маркировка PN 10 могут применяться для подачи холодной жидкости. Их применяют при монтаже теплых полов, если носитель в трубах не будет нагреваться более сорока пяти градусов.
2.маркировка PN 16, трубы можно устанавливать в холодном и горячем трубопроводе. Максимальный температурный режим носителя может быть до 60 градусов выше ноля.
3.маркировка PN 20, трубы предназначены для воды до 90 градусов выше ноля, трубопроводы должны быть защищены от воздействия гидроударов.
4.маркировка PN 25, трубы можно применять для центральной либо автономной сети, максимальный показатель температуры может быть 95 градусов, но кратковременно могут выдержать большую температуру.
Во время производства действует правило: толщина стенок увеличивается, если повышается температура жидкости с давлением в сети.
По данным таблицы можно определить необходимый внутренний размер трубы, ее толщину, зная наружное сечение. Определяя параметры, учитывают тип изделия по показателю номинального давления.
Данные условия следует соблюдать, выбирая и применяя изделия из полипропилена.
Технологические особенности процесса.
Выделяют виды пайки полипропиленовых труб:
1.стыковой тип.
2.муфтовый тип.
Стыковой вид редко применяют при монтаже коммуникаций в доме, потому что сложен для самостоятельной установки. Его применяют для прокладки магистральных сетей с трубами большого размера.
Внимание! В квартирах используют сварку с помощью муфт, которая доходит, чтобы соединять трубы сечением, равным минимум 16 миллиметров, максимум 63 миллиметра.
Муфтовая сварка основана на принципе: два изделия соединяют с помощью раструбов, нагревая с помощью специального инструмента. Они должны быть равны по размеру сечения, толщине стенок
Важно! Муфта до нагрева должна быть меньшего диаметра по отношению к трубе.
Этапы пайки:
1.соединяют паяльник с деталью.
2.нагревают до температуры плавления.
3.добиваются герметичного узла.
Зона оплавленного полимера должна охватывать только те, поверхности, которые будут соединены.
Главное, во время убрать детали от инструмента, соединив их друг с другом. В результате образуется единая деталь с полимеризацией. На качественное соединение влияют температура плавления, также время, затраченное на процесс.
Температура пайки труб из ПП материала.
Нельзя перегревать изделия для пайки, и наоборот, недостаточно разогревать.
При перегреве детали деформируются с образованием наплыва валика, уменьшится внутреннее сечение. В зоне некачественных стыков образуется накипь и пробки.
При малом нагреве стыковка будет слабой, герметичность невысокая, возможны протечки.
Чтобы исключить прорывы труб, надо строго придерживаться технике сварки, учитывая следующие параметры в виде:
1.диаметра изделий для сварки.
2.время, требуемое для нагрева, остывания изделий.
3.температуру оборудования.
4.температуру во время пайки в помещении или на улице.
Сварку нельзя проводить, если температурный показатель ниже, чем десять градусов мороза, либо выше девяноста градусов тепла. Внешняя температура должна быть равна от ноля до двадцати пяти градусов выше ноля.
В специальной таблице определена зависимость температуры и времени процесса.
При понижении температуры на улице ниже пяти градусов выше ноля, процесс нагревания потребует на пятьдесят процентов времени больше, по-другому в 2 раза.
Температура нагрева одинакова плюс двести шестьдесят градусов. Допустимое значение температуры равно от плюс 255 до плюс 280 градусов.
Данный параметр не зависит от размера сечения трубы, они одинаков для труб с сечением 16 миллиметров, и для труб с сечением 50 миллиметров. Изменяется лишь время проведения сварки. Поэтому в таблицах температуру пайки для труб из ПП не прописывают.
Монтажные работы.
Пайка занимает немного времени, этому свидетельствует таблица. Для стыка деталей внутри помещения, с сечением в двадцать миллиметров, понадобится 5 секунд, чтобы нагреть детали, 4 сек., чтобы соединить, три минуты, чтобы материал отвердел. В итоге весь процесс занимает 3 минуты и девять секунд.
 Важно, чтобы весь механизм пайки был отработанным, не возникало заминки во время соединения.
Важно, чтобы весь механизм пайки был отработанным, не возникало заминки во время соединения.
Инструменты для пайки. Чтобы выполнить работы дома, понадобится оборудование для стыка деталей из ПП. К ним относят трубы, уголки, муфты, тройники с заглушками.
Если приходится проводить работы с чистого листа, и в дальнейшем обслуживать систему, то можно купить прибор. Но лучше взять прибор в аренду.
Также понадобится:
1.маркер.
2.строительный уровень.
3.рулетка.
4.линейка.
Процесс нанесения разметки и нарезки трубопрокатов.
До паечных работ трубы нарезают необходимой длины. Изделия складывают согласно схеме. Схему обязательно продумывают перед монтажом водопроводной системы либо отопления.
С помощью трубореза нарезают куски необходимого размера. Далее подбирают фитинга под размер в виде муфт, тройников, уголков. При наличии армированного слоя, необходимо зачистить алюминиевое покрытие.
Трубы должны иметь ровные края, отрезанные перпендикулярно трубной оси. Все поверхности очищают, обезжиривают.
Процесс нагрева и соединения деталей.
Подготовив аппарат для работы, подбирают муфты с дорнами необходимого размера. Включают утюг в розетку, нагревают до температуры двести шестьдесят градусов в среднем. Точная температура указана в инструкции к паяльнику.
На некоторых инструментах присутствует шкала, равная 320 градусам выше ноля. Однако, не следует нагревать оборудование максимально. В инструкции указаны ситуации, требующие максимального нагрева прибора.
Наносят отметки, которые показывают глубину прогрева на деталях. Поверхности надо обезжирить и высушить. Влага считается причиной разгерметизации стыков.
Во время нагрева один конец трубопроката вставляют в муфту до отметки, надевают максимально соединительную деталь на дорн.
Как только все детали установлены, отсчитывают время, указанное в таблице. Через необходимое время детали снимают, соединяют фитинг с трубой, придерживаясь отметки.
Чтобы поправить детали, отводится несколько секунд. Нельзя переворачивать детали, допускать их перекосы.
Узел следует удерживать до тех пор, пока стык не затвердеет. Как правило, занимает этот процесс три минуты, время надо смотреть в таблице.
Если детали спаяны правильно, то стык прочен и герметичен.
Все узлы сваривают по очереди, далее из них собирают единую систему, сваривая их в нужном месте по нанесенному контуру водопровода, канализации либо отопления.
При какой температуре паять полипропиленовые трубы
От того, насколько точно подобрана температура пайки при проведении работ по монтажу полипропиленовых труб, зависит качество и долговечность готовых коммуникаций. Помимо этого необходимо учесть как длительность нагрева материала, так и продолжительность его остывания. В материале представлена таблица, позволяющая понять, при какой температуре паять полипропиленовые трубы 20 мм, 25 мм и т.д.
Правильный подбор показателей будет способствовать повышению надёжности мест стыков. Если не соблюдать установленные требования, их прочность будет гораздо ниже, а сама коммуникация прослужит меньше.
Типы полипропилена и его особенности
В ходе изготовления полипропиленовых труб могут использоваться различные типы полимеров. Каждый из них подходит для эксплуатации в определённом температурном режиме. Это может быть:
- PN10. Выдерживает температуру не выше +40 °C, поэтому изделия из него предназначены лишь для трубопроводов холодного водоснабжения.
- PN16. Используется в сетях с температурным режимом до +60 °C.
- PN20. Является универсальным типом, подходящим для прокладки труб как холодного, так и горячего водоснабжения. Выдерживает до +95 °C, но с условием, что данное максимальное значение достигается только на непродолжительное время.
- PN25. Может использоваться в условиях продолжительного воздействия температуры свыше +95 °C.
При несоблюдении вышеуказанных требований и температуры пайки полипропиленовых труб, изделия быстро начнут деформироваться и изнашиваться. Также большое значение имеет и давление, на которое рассчитаны трубы из полипропилена конкретной марки. Вследствие этого выбор изделий для прокладки коммуникаций по принципу «что подешевле» не допустим. Результаты подобного подхода к делу могут быть самыми печальными: от возникновения протечки до разрыва трубопровода.
Диаметр полипропиленовых трубДиаметр труб подбирается исходя из текущих требований и гидравлических расчётов. Представленная на рынке линейка размеров позволяет покрыть любые потребности. Для использования в домашних условиях чаще всего достаточно изделий диаметром до 40 мм. С большими домашнему мастеру сталкиваться практически не приходится – они предназначены для магистралей.
Цветные полипропиленовые трубыРазличие труб по цвету никак не говорит об их технических характеристиках. Но наличие цветных полос даёт полезную информацию, помогающую не перепутать различные марки изделия при проведении монтажа: синяя полоска говорит о том, что труба предназначена только для холодного водоснабжения, красная – подходит и для горячего. Лучше конечно ориентироваться на буквенно-цифровую маркировку, как более информативную.
Пайка полипропиленовых труб
В ходе проведения пайки концы полипропиленовых труб нагреваются, в результате чего содержащийся в них полимер размягчается. При соединении разогретых таким образом изделий возникает процесс, называемый диффузия. Молекулы взаимно проникают друг в друга, что приводит к самопроизвольному выравниванию их концентрации и созданию прочной молекулярной связи. Таким образом, спайка получается достаточно надёжной и герметичной. Однако при несоблюдении температурного режима диффузия происходит неравномерно или с нарушениями, поэтому качество такого стыка получается низким.
Неправильная пайка полипропиленовых трубВнимание! Лучше паять строго указанное время, иначе излишний перегрев изделий повлияет также пагубно, как и недогрев. Детали деформируются, повреждается их геометрия, на внутренней стороне швов образуются наплывы. Последнее приводит к тому, что на месте стыка диаметр трубы уменьшается, а это серьёзно сказывается в дальнейшем на напоре воды.
Продолжительность воздействия паяльником на концы полипропиленовых труб напрямую зависит от их диаметра. Также нужно учитывать условия внешней среды. Проводить работы допускается при температуре воздуха не ниже -10 °C и не выше +90 °C.
Влияние внешней среды на процесс спайки может быть достаточно сильным. Дело в том, что между снятием с паяльника труб и их стыковкой проходит определённое время, за которое они начинают остывать. Чем ниже температура воздуха, тем быстрее это происходит, и тем хуже становится качество шва. Чтобы исправить положение, рекомендуется немного увеличивать продолжительность нагрева изделий. Если диаметр труб равен 20 мм и более, надо паять при температуре окружающей среды строго выше 0 °C.
При какой температуре паять полипропиленовые трубы
Приведённая далее таблица наглядно демонстрирует зависимость времени нагревания и охлаждения от диаметра трубы.
Оптимальной температурой паяльника для соединения полипропиленовых труб считается 260 °C. Допустимо увеличивать этот показатель до 280 °C, но следует помнить, что в этом случае наружный слой полимера будет прогреваться больше внутреннего, и качество шва несколько ухудшится.
Спайка труб, армированных стекловолокном, производится с теми же показателями. Перед началом работы их необходимо обработать шейвером, чтобы снять наружный армированный слой.
Разобравшись, сколько паять полипропиленовые трубы, стоит обратить внимание на следующие особенности работы:
- Недопустимо нарушать порядок проведения работ, когда исполнитель пропускает последний стык по причине невозможности установки паяльника между трубами. Это приводит к появлению деформации и статического напряжения.
- Отдельные детали нельзя нагревать последовательно. Их температура во время стыковки должна быть одинаковой, иначе процесс диффузии пройдёт неравномерно.
- Между местом спайки и паяльником не должно быть большого расстояния, чтобы исключить потери тепла. Оптимально – до 1,4 м.
Соблюдение соответствия температурного режима установленным технологическим требованиям и использование качественного паяльника являются залогом высокого качества производимых работ. Готовые коммуникации прослужат продолжительное время, а возникновение проблем в процессе эксплуатации сведётся к минимуму.
Загрузка…
Поделиться:
Похожие записи:
Пайка полипропиленовых труб — как правильно паять своими руками
Полипропиленовые трубы выдерживают высокое давление, температуру, легко монтируются и служат более 50 лет. Для соединения звеньев трубопровода проводится пайка полипропиленовых труб при помощи сварочного аппарата. Чтобы стыки были герметичными и прочными, нужно соблюдать некоторые рекомендации.
Виды ППР-труб
Полипропилен относится к группе термопластов. При нагревании до температур, ниже предела текучести, полимер переходит в вязкоэластичное состояние. Оно обратимо, поэтому материал при охлаждении снова становится твердым. Это свойство используется при сварке ППР.

Промышленность выпускает трубы диаметром от 10 до 1600 мм с толщиной стенки 2-61 мм. Для бытовых нужд применяют преимущественно сечения от 16 до 110 мм.
Трубный ассортимент изготавливают из разновидностей полипропилена:
- монополимера РР;
- блок-сополимеров РР-Н, РР-В;
- рандом-сополимера РР-R.
Различия между ними заключаются в строении полимерных цепочек и структуре межмолекулярных связей.

Изделия из ППР обладают необходимой прочностью и химической стойкостью, но достаточно высоким термическим расширением. При нагреве на 50 °С труба длиной 10 м удлиняется на 60 мм.

Чтобы уменьшить деформации, проводится армирование полипропилена стекловолокном или алюминиевой фольгой. Наибольшее распространение такие материалы получили в системах низко- или высокотемпературного отопления, где среда испытывает значительные колебания температуры.

В маркировке продукции содержится информация об изготовителе, типе и диаметре трубы, толщине стенки, классе эксплуатации, номинальном рабочем давлении. Дополнительно может быть указан номер российского или международного стандарта.


Область применения труб определяется рабочим давлением:
- PN10, PN16 — для холодного водоснабжения;
- PN20 — для холодного и горячего водоснабжения;
- PN25 — для отопления.

О назначении может сказать цвет пластика:
- белый и серый — для внутреннего холодного или горячего водопровода, отопления;
- черный —для наружных систем;
- зеленый — для полива, холодных трубопроводов небольшой протяженности.
Особенности монтажа
Пайка полипропиленовых труб ведется с помощью тепловой контактной или электроимпульсной сварки. Термопластичный полимер на соединяемых участках при нагреве размягчается, а при затвердевании образует монолитный стык. Узлы являются неразборными.

Для тепловой сварки используется специальный паяльник с греющими насадками различного диаметра. Оптимальная температура пайки полипропиленовых труб 260-300°С. При сборке системы рекомендуется применять изделия одного производителя, что гарантирует совместимость труб и фитингов по диаметру и химическому составу.

При монтаже используются:
- муфты, тройники, углы, переходники, отводы, обводы из ППР;
- комбинированные изделия для соединения с металлом;
- шаровые краны;
- обратные клапаны;
- фильтры;
- водорозетки.

К стене трубопровод крепится с помощью кронштейнов, хомутов, опор.
Устройство и принцип работы ручного паяльника для ППР
Сварочный аппарат для пайки полипропиленовых труб помогает быстро и качественно смонтировать систему водоснабжения, отопления, дренажа или полива. Инструмент состоит из корпуса с ручкой, металлической платформы («утюга», цилиндра) для крепления насадок и подставки.

Прибор работает от сети 220 В, потребляемая мощность 600-2000 Вт. Температура нагрева задается терморегулятором в пределах 50-300°С. Определить готовность к работе можно по светящимся индикаторам. В платформе предусмотрены отверстия под насадки для трубопроводов наиболее распространенных диаметров 20, 25, 32 мм. В некоторых моделях комплектация расширена до 40, 50 или 63 мм.

Насадки устанавливаются попарно — гильза предназначена для разогрева участка трубы, дорн для раструба муфты или корпуса арматуры. Покрытие может быть стальным или тефлоновым. В отличие от металла полимерный материал обладает низкой адгезией, намного лучше очищается от пластикового припоя.

В штырьевых паяльниках используются колодочные насадки. Они состоят из двух частей и закрепляются к нагревателю болтами. Такие сварочные аппараты применяют для пайки в труднодоступных местах.

Как правильно паять полипропиленовые трубы согласно инструкции:
- Установить нужные насадки.
- Прибор включить в сеть.
- Задать требуемую температуру с помощью терморегулятора.
- Дождаться сигнала индикатора.
- Надеть трубу на одну насадку, фитинг на другую.
- Выждать время, указанное в таблице инструкции.
- Снять нагретые элементы, соединить, прижать без усилия.
- Дать остыть в течение нескольких минут.
Некоторые производители укомплектовывают прибор металлическим кейсом для хранения и переноски, ножницами для резки полипропиленовых труб, защитными перчатками. Электроинструмент доступен по цене и прост в применении, что сделало его популярным как у профессионалов, так и домашних мастеров.
Пайка неармированных труб
Сваривать ППР-трубы рекомендуется при температуре воздуха не ниже +5°С, так как на морозе пластик становится хрупким. Для монтажа понадобятся фитинги, паяльник, шестигранник для закручивания насадок, ножницы, рулетка, карандаш, перчатки. Насадки больших диаметров устанавливают ближе к основанию, меньшие — к краю нагревательной платформы.

На терморегуляторе выставляют температуру в диапазоне 240-280°С. После отключения контрольного индикатора можно приступать к пайке.

Резка
Труба перед свариванием должна быть подготовлена. Ее нарезают на участки согласно схеме трубопровода заранее или непосредственно при монтаже. Для резки используют специальные ножницы по полипропилену, дающие ровный рез.

Ножницы могут быть различной конструкции — с обратной пружиной, храповым или роликовым механизмом, электроприводом. Широкое основание позволяет установить трубу правильно по отношению к режущей части.

Допускается применение ножовок по металлу. Для получения качественного среза инструмент нужно держать строго перпендикулярно оси трубы.
Снятие фаски
По технологии монтажа полипропиленовых трубопроводов требуется снять с торцов фаску глубиной 1 мм под углом 30°. Этой операцией часто пренебрегают, считая, что она не нужна. Тем не менее, благодаря срезанию лишнего объема и формированию утонченного окончания трубы соединение в нагретом виде намного легче собирается и меньше деформируется. Расплавленный материал не продавливается в просвет и не снижает его площадь.

Фаску можно снять строительным ножом, специальным точильным станком или самодельным устройством с режущим лезвием.
Видео как снять фаску у алюминевых и неалюминевых труб
Очищение и обезжиривание
Снятие пыли, загрязнений и жира производится ветошью, смоченной ацетоном. Эта мера способствует более равномерной диффузии между разогретыми границами трубы и фитинга, увеличивает срок службы узла.

Разметка
Если достаточного опыта сварки нет, рекомендуется сделать предварительную разметку. Для этого на торце трубы отмеряют расстояние, равное глубине раструба фитинга плюс 2 мм, и ставят карандашом отметку. Можно установить ограничительный хомут.

Рекомендуемые расстояния до риски в зависимости от диаметра трубы:

Если фронт работы большой, удобно пользоваться самодельным шаблоном.
Прогрев и соединение
Время нагрева насадок зависит от толщины стенки трубы. Чем она больше, тем дольше должно быть температурное воздействие. Рекомендуемые производителями величины указываются в инструкции к сварочному аппарату.

Трубу насаживают на разогретую гильзу до ограничительной метки, а фитинг — на дорн. Через несколько секунд детали аккуратно снимают, соединяют с небольшим усилием, выдерживают технологическую паузу и охлаждают естественным путем без механический воздействий. После каждого применения насадки очищают от остатков налипшего материала.

Превышать время нагрева не рекомендуется. В результате полипропилен становится слишком вязким и образует наплывы, которые могут сузить просвет и нарушить проходимость соединения.

Нельзя допускать несоосности аппарата и деталей при сварке. На участках длиной более 2 м нужно подложить подставки. Сложные звенья лучше заранее спаять на горизонтальной площадке — полу или столе, а затем уже вварить готовый узел в трубопровод.
Как паять полипропиленовые трубы с армированием
Армирующий слой, уменьшающий температурные деформации, изготавливается из алюминиевой фольги или стекловолокна. Он может располагаться на внешней поверхности или в толще стенки. Трубы, армированные стекловолокном, сваривают аналогично обычным полипропиленовым. Стеклянные нити не препятствуют диффузии материалов, при отвердении структура не меняется.

Фольга при сварке создает непроницаемый барьер для смешивания молекул полимера, поэтому металл предварительно удаляют на глубину стыка. Для этого применяют специальные ручные зачистки или насадки на перфоратор.

Зачистки работают по принципу точилки для карандашей. Они срезают верхний слой полипропилена и металл. На поверхности после обработки не должны остаться частицы фольги. Дальше пайка проводится обычным способом с подбором соответствующих фитингов.

Как паять полипропиленовые трубы в труднодоступных местах
Часто бывает, что к соединению сложно добраться даже с компактным ручным паяльником. Это участки под потолком, в углах, нишах или места с близко расположенным сантехническим оборудованием. В этом случае применяются следующие способы сварки:
- Сложный узел сначала собирают отдельно, затем приваривают к трубе в удобном месте.
- Нагревают последовательно прямую и ответную часть с минимальным промежутком времени и быстро соединяют, чтобы детали не успели остыть.
- Используют одновременно 2 комплекта насадок, устанавливая их в нагреватель зеркально. При этом одна из веток не должна быть жестко закрепленной.
- Предварительно разогретые на штырьевом паяльнике насадки слегка откручивают, снимают и расплавляют ими соединяемые участки.


Поскольку сварку нужно проводить быстро, для работы в труднодоступных местах не обойтись без помощника.
Гидравлические испытания
Качественные соединения при внешнем осмотре не имеют несоосности более 5°, складок, трещин или других дефектов. По кромке раструба должен образоваться валик, выступающий за торец трубы. Если он неоднородный или слоистый, при сварке был нарушен температурный режим или в стык попала грязь.

Гидравлические испытания проводят при давлении, превышающем максимально допустимое в 1,5 раз. Так для трубопровода с РМ 25 атм. это 40 атм. Время нагнетания 30 мин.

Через 10 и 20 минутах давление снижают, проверяют соединения на герметичность. Затем давление повторно повышают. Если обнаружены утечки и потеря по манометру более 0,2 бар, участок трубопровода с дефектами нуждается в замене. Если вы нанимаете специалиста, стоимость пайки полипропиленовых труб будет выше, чем при самостоятельном монтаже. Зато вы на 100% сможете избежать протечек из-за некачественных стыков и, следовательно, сэкономите на переделках.
Техника безопасности при пайке труб
Чтобы не нанести вред своему здоровью, при сварке полимеров нужно соблюдать правила:
- Организовать в помещении хорошую вентиляцию.
- Надевать рукавицы для предотвращения ожогов.
- Не держать рядом с рабочим местом горючие материалы и жидкости.
- Выполнять правила обращения с электроинструментом.
Желательно иметь поблизости аптечку для оказания первой помощи.
Как не допустить ошибок
Качеству сварки может навредить несоблюдение технологии. Чтобы не пришлось заменять отдельные участки или весь трубопровод, рекомендуется:
- не работать при низких температурах воздуха;
- не превышать время нагрева;
- не крутить детали соединения, снимая с насадок;
- не применять излишних усилий при стыковании;
- не использовать насадки с поврежденным покрытием;
- очищать и обезжиривать поверхности;
- не сваривать металлический трубопровод рядом с фитингом из ППР, который при нагреве может расплавиться.

Видеоинструкция по монтажу полипропиленовых труб
Заключение
Пайка полипропиленовых труб своими руками проводится с помощью компактного сварочного аппарата. Для получения качественных соединений нужно использовать комплектующие одного производителя. При строгом соблюдении технологии стыки будут герметичными, прослужат не менее срока эксплуатации самого трубопровода.
Как паять полипропиленовые трубы правильно – инструкция по шагам
На чтение 11 мин. Обновлено
 Пластиковые водопроводы из полипропилена все более популярны, в том числе и потому, что технология монтажа очень проста и доступна для самостоятельного исполнения.
Пластиковые водопроводы из полипропилена все более популярны, в том числе и потому, что технология монтажа очень проста и доступна для самостоятельного исполнения.
Но для этого нужно знать, как правильно паять полипропиленовые трубы, ведь это основная операция, определяющая долговечность всей системы.
Монтаж пластиковых труб внутренней разводки представляет собой довольно простой, но достаточно трудоемкий процесс, поэтому, прежде всего, нужно понять, как правильно паять полипропилен.
Свойства полипропилена
 Один из многочисленных материалов из семейства пластиков – полипропилен – это продукт полимеризации двух газов: этилен и пропилена, смешанных в определенной пропорции. В результате получаются гранулы, из которых экструзионным способом получаются различные изделия.
Один из многочисленных материалов из семейства пластиков – полипропилен – это продукт полимеризации двух газов: этилен и пропилена, смешанных в определенной пропорции. В результате получаются гранулы, из которых экструзионным способом получаются различные изделия.
Изделия для водоснабжения производятся из пластика сорта PPR, имеющего следующие характеристики:
- рабочий диапазон температур от -10 до +90 градусов;
- плавление пластика начинается при 149 градусах;
- номинальное давление от 1,5 до 2,5 атмосфер.
 Приведенные параметры подходят для холодного водопровода, но потребности в характеристиках более широкого спектра очевидны. Поэтому для их усиления предпринимаются определенные технологические приемы.
Приведенные параметры подходят для холодного водопровода, но потребности в характеристиках более широкого спектра очевидны. Поэтому для их усиления предпринимаются определенные технологические приемы.
Одним из них является армирование стенок стекловолокном или алюминием. Для этого поверх готовой трубы накладывается слой нитей из стекловолокна или алюминиевой фольги, а затем наносится еще один слой полипропилена.
Такая конструкция позволяет получать полипропиленовые трубы, пригодные даже для использования в системах отопления и горячего водоснабжения.

Кардинальным способом армирования полипропиленовых изделий является установка металлического слоя. Для этого используется алюминиевая фольга в виде полосы.
Она по винтовой линии наматывается на заготовку по слою клея, поверх металлической фольги наносится второй клеевой слой. Наружная обечайка изготавливается из того же полипропилена.
Такие продукты пригодны для использования в водопроводах с повышенным давлением до 6 атмосфер.
Какие полипропиленовые изделия выбрать
Для мало напорных сетей холодного водоснабжения наиболее практичными являются изделия PN16. Они легко выдерживают давление до 2 атмосфер при температуре до +40 градусов. Этого вполне достаточно, чтобы выдержать нагрузки водопровода в частном доме или поливочной системы в теплице или на огороде.
Смотреть видео
Более устойчивы к различным воздействиям полипропиленовые изделия марки PN20, которые считаются универсальными и могут быть использованы, в том числе, и для отопления с температурой теплоносителя до 95 градусов.
Но наиболее надежны в любых водопроводах трубы марки PN25, армированные алюминием или стекловолокном.
Оборудование для монтажа полипропилена
Полипропиленовые водопроводы имеют свои особенности в части технологии сборки, определяемые свойствами исходного материала. Перед тем, как паять трубы из полипропилена, необходимо приобрести специальный инструмент для этого.
 Набор его не очень обширен, но в нем имеются некоторые приспособления, которые используется только для этого процесса:
Набор его не очень обширен, но в нем имеются некоторые приспособления, которые используется только для этого процесса:
Ножницы для резки полипропиленовых изделий. Они нужны для того, чтобы обеспечить строго перпендикулярный рез. Если в месте сопряжения при пайке образуется зазор, возникает вероятность нарушения герметичности соединения.
Шайвер – приспособление для зачистки поверхности изделий перед пайкой. Без этого приспособления вообще невозможна пайка полипропиленовых труб, армированных любыми материалами. Дело в том, что пайка полиэтилена это диффузионный процесс, при котором происходит взаимное проникновение расплавленного материала.
 Естественно, что алюминий или стекловолокно для этой цели непригодны. Используя этот инструмент можно также снять фаску под углом 45 градусов на торцах соединяемых деталей для облегчения стыковки в процессе пайки.
Естественно, что алюминий или стекловолокно для этой цели непригодны. Используя этот инструмент можно также снять фаску под углом 45 градусов на торцах соединяемых деталей для облегчения стыковки в процессе пайки.
Конструктивных решений для этого приспособления множество, поэтому при покупке инструмента широкий выбор обеспечен.
Паяльник. Основное средство, используемое при пайке полипропиленовых водопроводов. Основой его является пластина, на которую крепятся сменные втулки различных размеров. Эти насадки парные – одна для фитинга, вторая для трубы.

Соединяемые детали устанавливаются на сменный инструмент. Включение производится на рукоятке аппарата, там же установлен регулятор температуры. Время нагрева сопрягаемых деталей составляет от 6 секунд и более.
Рекомендации по этому параметру приводятся в паспорте паяльника. Разогретые до плавления детали состыковываются и удерживаются в течение времени до 30 секунд. За это время материал остывает до затвердения.
Обычно в комплект инструмента включается также отвертка для установки сменного инструмента, маркер для разметки, рулетка для выполнения измерений.
Подготовка к монтажу водопровода из полипропиленовых труб
Можно с уверенностью сказать, что качественная подготовка к сборке разводки во многом определяет ее работоспособность и долговечность.
Смотреть видео
Кроме того, одной из основных задач этих мероприятий является просчет реальной потребности в элементах водопровода.
Выбор схемы подключения
В настоящее время распространены две основные схемы монтажа трубных разводок:
Тройниковая – при ней каждый потребитель воды подключается к центральной трубе, соединенной со стояком. Для этого используются тройники.
Недостатком такой схемы является то обстоятельство, что при одновременном открытии нескольких кранов давление в питающей трубе резко снижается и поступление воды в каждом из них снижается. Особенно страдают точки разбора, удаленные от стояка.
Второй отрицательный момент заключается в том, что при возникновении необходимости в текущем ремонте приходится отключать всю схему водоснабжения на это время.

Тройниковые схемы применяются в квартирах или небольших частных домах. Из преимуществ можно назвать простоту монтажа и сравнительно небольшой расход материалов.
Коллекторная схема разводки. Такой способ формирования водопроводной сети заключается в том, что от стояка питающая труба проводится к топографическому центру водопроводной системы и оканчивается установкой гребенки.
Гребенка представляет собой короткий патрубок с установленными на нем отводами с резьбой под шаровый кран. Таким образом, формируется распределительный узел, от которого выполняется разводка к точкам потребления.
В итоге имеется возможность перекрытия любой точки водопотребления отдельно. Остальная система продолжает функционировать в обычном режиме с одинаковым расходом воды.

Температурные режимы эксплуатации
Производители продукции для водопроводов декларируют максимальную температуру теплоносителя в 95 градусов. Однако физические свойства материала несколько отличаются от этого показателя.
Размягчение полипропилена начинает проявляться при температуре порядка 140 градусов, плавление происходит при 175. Учитывая эти параметры, можно сделать вывод, что этот материал пригоден для любых водопроводов отопления, за исключением парового.
Рабочая температура в паропроводах составляет именно 175 градусов.
Казалось бы, что может быть лучше? Но особенность материала заключается в том, что от температуры в 135 градусов он начинает размягчаться. Разводки начинают провисать, утончаться и в конечном итоге наступает разрыв.
Производители полипропиленовых труб официально декларируют значительно более низкую допустимую температуру, желая застраховать свои изделия и сделать их более долговечными.
Нужно заметить, что в правильно обустроенном жилище с достаточной тепловой защитой стен, такой рабочей температуры вполне достаточно.
Следует заметить, что в системах отопления целесообразно использовать армированные полипропиленовые трубы, обладающих рядом преимуществ:
- Стабильность линейного расширения элементов водопровода под воздействием тепловых и механических нагрузок. Они без заметных изменений выдерживают давление до 10 атмосфер.
- Срок службы армированного трубопровода, постоянно находящегося под давлением при повышенной температуре в разы превышает аналогичный показатель неармированной продукции.
- Температура плавления в тех и других изделиях одинакова, но при равных условиях труба без армирования разрушается, а армированная нет.
Как паять трубы из полипропилена своими руками
Процесс пайки полипропиленовых изделий несложен и поэтому получил широкое распространение в технологии монтажа водопроводов холодного и горячего водоснабжения и систем отопления.
Тем не менее, имеются некоторые тонкости, который надо знать и учитывать в работе.
Как правильно паять диффузионным методом – инструкция по шагам
Процесс пайки основан на расплавлении поверхности детали на определенную глубину. Если в таком состоянии соединить две детали и остудить их, то материал возвращается в исходное состояние и принимает первоначальную структуру.
Смотреть видео
[sociallocker]
За это время расплав успевает перемешаться, создавая монолитные материал на глубину проникновения. В физике это называется диффузионной сваркой.

Выполнение стыка предполагает производство следующих технологических операций:
- Отрезать специальными ножницами трубу необходимой длины.
- Снять фаски под углом 45 градусов на обоих концах.
- Очистить от загрязнений и обезжирить свариваемые поверхности на заготовке снаружи и фитинге внутри.
- Установить на паяльник насадки необходимого размера.
- Включить паяльник и прогреть сопрягаемы детали в течение времени, указанного в инструкции.
- Снять детали с паяльника и состыковать их в нужном положении. Удерживать до полного охлаждения.
Необходимо уделить пристальное внимание соблюдению времени нагрева. Для получения качественного соединения необходимо, чтобы под слоем расплавленного пластика оставалось твердое основание. Это позволит деталям состыковаться соосно. Если детали перегреты и пластик размягчится на всю толщину, соединить их будет невозможно, они просто сомнутся.
Поэтому производителями инструмента рекомендуются временные отрезки для каждого размера отдельно.

Из приведенной таблицы видно, сколько времени нужно для качественного прохождения каждой стадии сборки. Как видно, условия достаточно жесткие.
При исполнении пайки своими руками важно перед началом работы произвести сборку нескольких пробных стыков, чтобы прочувствовать длительность временных материалов.
Нужно также обратить внимание на точность установки в осевом направлении при сопряжении деталей. Времени на контроль и исправление останется считанные секунды.
Смотреть видео
При какой температуре паять полипропиленовые трубы, установлено в конструкции сварочного аппарата, важно соблюдать рекомендации по времени нагрева деталей. Этот показатель зависит от мощности инструмента, которая в разных моделях может отличаться.
Как паять муфтовым (раструбным) способом
Такой способ соединения применяется для соединения изделий с целью удлинения прямых участков. Для этого используется муфтовый фитинг.
Смотреть видео
[sociallocker]
Его устанавливают на конец трубы пайкой, после чего припаивают, вторю деталь. Пайка производится в соответствии с описанной выше технологией.
Паять торцевым методом
 Ее чаще называют сваркой. Принцип действия при этом остается таким же – расплавление материала, сжатие двух торцов в специальном механизме, охлаждение. Такой способ стыковки применяется для изделий диаметром более 63 миллиметров.
Ее чаще называют сваркой. Принцип действия при этом остается таким же – расплавление материала, сжатие двух торцов в специальном механизме, охлаждение. Такой способ стыковки применяется для изделий диаметром более 63 миллиметров.
Торцевая стыковка по такой технологии может успешно использоваться и в полевых условиях. Как ровно паять полипропиленовые трубы встык?
Для этого нужно произвести предварительную механическую обработку торцов, обеспечивая абсолютную параллельность стыкуемых концов.
Смотреть видео
Как правильно паять армированный полипропилен
Армирующий слой, укрепляя структуру полипропиленовой трубы. Создает определенное препятствие для стыковки отдельных частей. Армирующая вставка препятствует диффузии материала, в результате чего соединение становится ненадежным.
Смотреть видео
Единственным способом обеспечить надежное соединение является удаление армированного слоя. Удаление наружного и армирующего слоя производится специальным инструментом – шайвером.
После зачистки верхнего слоя нужно тщательно удалить заусенцы и очистить поверхность от загрязнений, после чего можно выполнять пайку по указанной выше технологии.
Чтобы понять, при какой температуре паять армированный полипропилен, нужно учитывать, что его структура ничем не отличается от обычных труб и режимы пайки те же.
«Холодная сварка» в соединениях полипропилена
 Двухкомпонентный эпоксидный состав под таким названием приобрел определенную популярность по причине своей эффективности. Привлекает простота в использовании – достаточно размять комок состава и нанести на склеиваемые поверхности. Время отвердения смеси составляет порядка 10 минут, полное схватывание – около часа.
Двухкомпонентный эпоксидный состав под таким названием приобрел определенную популярность по причине своей эффективности. Привлекает простота в использовании – достаточно размять комок состава и нанести на склеиваемые поверхности. Время отвердения смеси составляет порядка 10 минут, полное схватывание – около часа.
Физические свойства клеевого состава не позволяет использовать его на водопроводах горячего водоснабжения или отопления. Он пригоден только для монтажа водопровода.
Соединение полипропиленовых труб электрофитингами
Этот способ монтажа находит широкое применение в промышленности. Для выполнения стыков в данном случае применяются электрофитинги. В корпусе детали в процессе ее изготовления устанавливается нагревательный элемент.
 Монтаж системы производится без пайки, но каждый фитинг подключается к силовой электросети. Только по окончании выполнения разводки на нее подается напряжение.
Монтаж системы производится без пайки, но каждый фитинг подключается к силовой электросети. Только по окончании выполнения разводки на нее подается напряжение.
Под воздействием тока нагревательные элементы расплавляют сопрягаемые детали до необходимого состояния, отключение производится автоматически. После остывания деталей вся сеть или ее локальный участок готовы к эксплуатации.
Смотреть видео
Использование такого способа монтажа значительно увеличивает производительность труда и устраняет личностный фактор при выполнении работ. Поэтому качество соединений стабильно для всей водопроводной сети.
Такая технология позволяет качественно производить сборку элементов трубопровода в труднодоступных местах.
Пайка труб на сложных участках
При сборке водопровода или системы отопления сложной конфигурации могут возникнуть проблемы с доступом к месту пайки. Как паять полипропиленовые трубы в труднодоступных местах?
Смотреть видео
В процессе подготовки требуется условно разбить всю сеть на отдельные узлы, которые можно соединить на верстаке, после чего готовые ветви ввариваются в систему в двух-трех точках. Сложными для монтажа участками можно считать следующие:
- трубопроводы, размещаемые под потолком;
- в местах, где невозможно поместить паяльник.
Лучший способ избежать трудностей в данном случае является недопущение их возникновения. Для этого нужно продумать порядок сборки, изготавливая сложные узлы на верстаке, а не на руках. Если это сделать невозможно, лучше использовать электрофитинги.
Вообще, возникновение затруднений такого рода является следствием ошибок проектирования. Технологичность монтажа является основным условием для проектировщика.
Монтируем седла в водопроводную систему
Этот элемент трубопровода используется для создания дополнительного отвода, и необходимость его установки возникает, как правило, при ремонте действующих разводок.
Смотреть видео
[sociallocker]
В трубу большего диаметра впаивается фитинг меньшего размера, позволяющий установить ответвление от действующей разводки под углом 90 градусов.
Для этого нужно:
- В стенке действующей трубы мастеру нужно просверлить отверстие нужного диаметра, удалить заусенцы и выполнить фаски.

- Сопрягаемые детали прогреваются паяльником по традиционной технологии.

- Седло (фитинг) плотно устанавливается в отверстие в трубе.

Такой способ создания дополнительных разветвлений в водопроводе из полипропиленовых труб позволяет с наименьшей трудоемкостью продолжить развития сети.
Знание того, как правильно паять полипропилен позволит без затруднений монтировать трубопроводы любой длины и степени сложности.
Видео как выбрать аппарат для сварки полипропилена
Смотреть видео
Инструкция: пайка полипропиленовых труб вручную. Пайка полипропиленовых труб: ошибки, рекомендации
Полипропиленовые (ПП) трубы прочно вошли в повседневную жизнь каждого жилого дома. Их универсальность дает возможность прокладывать водопровод не только в домах, квартирах, но и на дачных участках.
Использование таких элементов для систем отопления также является одним из самых популярных направлений. Чтобы работы были выполнены качественно, необходимо изучить правила и секреты пайки полипропиленовых труб.И стоит начать изучать характеристики и особенности материала.
Виды изделий из ПП
Есть несколько вариантов исполнения. Их можно отличить по маркировке по длине изделия:
- ПН-10. Применяется для систем с низким напором не более 1 МПа и температурой не выше 45 ° С. В качестве опции устройство представляет собой пол с водяным подогревом.
- ПН-16. Давление в такой системе не должно быть выше 1.6 МПа, а температура не должна превышать 65 ° С. Применяется для подачи холодной воды.
- ПН-20. Один из самых популярных видов. Используется для горячей и холодной воды. Давление в такой системе может быть до 2 МПа, температура — до 80 ° С.
- ПН-25. Применяется в системах отопления. Давление в системе до 2,5 МПа, температура до 95 ° С.
Для частного использования используются трубы диаметром от 16 до 110 мм.
Цвет товара на индивидуальные характеристики не влияет.Чаще всего встречаются изделия белого цвета. Исключение составляют черные трубы. У них есть дополнительная защита от ультрафиолета.Сложно ли паять полипропиленовые трубы своими руками? Инструкция по работе должна соблюдаться точно, но в остальном процесс не сложный. Для труб существует целый перечень фитингов, которые также следует изучить.
Достоинства и недостатки изделий из ПП
Такие системы имеют достойный перечень достоинств:
- Долговечность материала.Срок службы до 50 лет. Достигается за счет отсутствия коррозионных процессов.
- Экологичность. Качественный материал — гарантия безопасности для здоровья человека.
- Возможность спрятаться в ящике под плитку. Достигается за счет прочности и герметичности системы.
- Эстетика. Даже на открытом пространстве трубы выглядят аккуратно.
- Рейда в системе практически нет. Это достигается за счет гладкой внутренней поверхности.
- Легкость конструкции.
- Простота монтажных работ.
- Универсальность за счет большого количества соединительных элементов.
- Не проводить ток.
- Из этого материала система менее шумная.
- Не замораживать. Имеет хороший коэффициент эластичности.
К недостаткам можно отнести то, что попадет некачественный материал.
Типы пайки
Есть два типа подключения — стыковое и внутритрубное. Соединение по первому варианту не выдерживает высоких давлений в системе.Поэтому самый популярный и простой способ — соединить розетку с помощью фурнитуры и специального сварочного аппарата. Как показывает его инструкция, пайка полипропиленовых труб должна производиться с точным соблюдением технологии.
Тогда качество системы будет соответствовать всем требованиям и сможет прослужить до 50 лет.Виды арматуры и их особенности
Эти системы имеют большой перечень соединительных деталей, что позволяет эффективно производить электромонтаж:
- Угловые 45 ° и 90 °.С их помощью система может разворачиваться от 45 ° до 135 °. Может быть с резьбой и без нее.
- Адаптеры двойные, тройные, на четыре направления. В этих вариантах есть также варианты с резьбой.
- Очертания. Позвольте системе при пайке обойти пересечение труб.
- Компенсаторы. Они похожи на петлю. Их устанавливают для стабилизации давления в системе. Это значительно продлевает срок службы трубопровода. Его можно собрать вручную с помощью фурнитуры, но дешевле купить готовый вариант.
- Краны и арматура. Запорные элементы, используемые при эксплуатации трубопровода.
- Колпачки. При ремонте, например, ванной комнаты, часть труб заглушают до конца плитки. Это помогает избежать засорения перед установкой сантехники и протечек воды.
- Крепеж. Позволяют закрепить трубы к поверхностям.
Подбор труб и фасонных частей к ним
Прежде всего следует составить схему подключения для правильного расчета материала.
Далее анализируются характеристики связи.Как уже было сказано, модели PN 20 можно использовать для подключения холодной и горячей воды, PN 25 — для системы отопления. Трубы обычно продаются отрезками от 2 до 4 м или бухтами.В инструкции по пайке полипропиленовых труб указано, что фитинги подбираются с учетом требуемых параметров и должны совпадать с наружным диаметром труб.
Инструмент для работы
Потребуется следующий перечень:
- Сварочный аппарат для полипропиленовых труб с насадками;
- рулетка;
- маркер;
- резак специальный;
- стенд под оборудование;
- переноска или удлинитель;
- перчатки защитные;
- инструкция.
Пайку полипропиленовых труб следует проводить после ознакомления с технической документацией на оборудование.
Сварочный аппарат для изделий из ПП
Как правило, такое оборудование продается в отдельном чемодане. В комплекте:
- Резак для полипропилена. Иногда приходится покупать это средство отдельно, потому что в комплекте может быть некачественное.
- Насадки для труб разного диаметра.
- Сам сварочный аппарат.
- Ке
Пайка полипропиленовых труб для систем отопления
Сейчас все больше и больше используются трубы, изготовленные из разных полимерных материалов. Полипропилен — один из них. Такой вид трубы достаточно прост в обработке. Имея специальный аппарат для пайки полипропиленовых труб, можно быстро и без особых сложностей смонтировать систему отопления или водоснабжения в короткие сроки.
Рассмотрим основные этапы монтажа системы отопления с использованием данного вида материала, а также способы пайки полипропиленовых труб.Первый шаг — планирование. Необходимо выбрать места крепления радиаторов отопления, общую длину трубопроводов, а также отдельные длины труб. На втором этапе проводятся подготовительные работы. После установки всех элементов по местам можно приступать к уборке урожая. Пиление труб производится после снятия всех замеров. Далее вам необходимо будет приобрести необходимое количество фитингов, тройников, муфт и других вспомогательных деталей. Пайка полипропиленовых труб осуществляется только после снятия их с армирующего слоя с помощью специального устройства.
На третьем этапе детали соединяются. Трубопровод из этого материала представляет собой органическое соединение на основе сварных швов, поэтому важно соблюдать линейное и радиальное сопряжение всех элементов. Стык производится на специальных этикетках, чтобы избежать возможных перекручиваний.Пайка полипропиленовых труб — заключительный этап. Отдельные элементы предварительно нагревают до определенной температуры, после чего стыковываются. После окончательного затвердевания узла можно переходить к следующему. Детали из полипропилена нагреваются определенное время, которое зависит от толщины стенок и диаметра.При этом очень важно учитывать температуру окружающей среды.
Итак, если с какой технологией пайки полипропиленовых труб все более-менее понятно, то следует учесть другие моменты. Для системы отопления и горячего водоснабжения идет не всякая труба.
Для систем отопления, особый вид материала, отличительной чертой которого является почти такая же степень расширения, что и у стальных трубопроводов. Такие трубы способны пропускать воду, нагретую до 95 градусов Цельсия.Армирующий слой используется специально для получения полипропиленовых изделий с низким коэффициентом расширения. Это может быть стекловолокно или тонкая алюминиевая фольга.
В то время как вся продукция из полипропилена, предназначенная для систем отопления, соответствует особым техническим требованиям и допущена к использованию в системах горячего водоснабжения, металлические детали подходят для этой цели намного лучше, если нет полиэтиленового материала, способного превышают характеристики линейного расширения стали.Итак, теперь вы знаете, как осуществляется пайка полипропиленовых труб, а также что для этого нужно.Теперь можно приступить к работе.
p >> .Как припаять трубу
| Это
страница содержит предупреждающие знаки, помогающие предотвратить возможные проблемы. Удалить легковоспламеняющиеся вещества из рабочей зоны Помните ваша вода выключен Паяльная горелка может вызвать возгорание. Проведите водяной шланг от соседского дома и готовьтесь. Приготовьте ведра с водой. Наполните ванну. БУДЬТЕ В БЕЗОПАСНОСТИ. Имейте под рукой огнетушитель класса ABC Купить: Газ банки безопасности в Amazon Fire огнетушители | |||
| Используйте бессвинцовый серебряный припой для подшипников | Собрать
материалы: Колена, муфты, переходники с наружной и / или внутренней резьбой Наждачная бумага. Труборез. На фото показан мини-резак для плотного
локации. Водонагреватели «Под стойкой» обычно имеют соединения 1/2 дюйма.
имеют обжимные фитинги 1/4 «и не требуют пайки. | ||
| Пайка
паста / или флюс Паяльная паста наносится на трубы и фитинги. Используйте кисть для пасты с жесткой щетиной, продаваемую для пасты. Не используйте смазку. Паяльная паста выглядит и ощущается как смазка, но не смазывать. Используйте бессвинцовую паяльную пасту Купить: Пайка вставить на Amazon | |||
| Использование
Бессвинцовый припой Прочтите этикетку на стороне припоя: на этикетке должно быть указано, что продукт можно использовать для бытовые водопроводные трубы. НЕ используйте этилированный припой для труб с питьевой водой. Купить: | |||
| Купить
баллон с пропаном и наконечник горелки Пример показывает баллон с пропаном с самозажигающимся наконечником Нажмите на курок, и пропан загорится, снова нажмите на курок и факел выключает. Купить: Trigger запустить факелы на Amazon Пропан топливный цилиндр на Amazon Striker на Amazon Извлеките наконечник резака из резервуара, когда закончите предотвратить утечку. По возможности храните пропан на открытом воздухе. | |||
| Песок
концы труб Отшлифуйте торцы труб и внутреннюю арматуру наждачной бумагой Затем протрите сухой тряпкой, чтобы удалить песчинки | |||
| Стопка
внутреннюю часть трубки до однородного состояния. Шероховатая внутренняя кромка трубы может вызвать эрозию медной трубы | |||
| Песок
внутри фитингов Вращайте пальцем наждачную бумагу внутри каждого фитинга Затем протрите сухой тряпкой, чтобы удалить песок | |||
Песок припой для удаления окислов и грязи.Если припой какое-то время находился в ящике для инструментов, он испачкается, а также становятся темным. | |||
| |||
| Применить
паяльная паста внутри фитинга Нанесите паяльную пасту полностью на внутреннюю часть фитинга, но только там, где установлена труба. Припой будет прилипать к месту нанесения пасты. | |||
| |
| ||
| Риск пожара / Используйте металлический щит, держите воду наготове |
| ||
| Световой фонарик
с помощью бойка или спички Поток газа выдувает спичку Страйкер — самый простой способ зажечь факел. Купить Striker на Amazon Чтобы зажечь горелку спичкой: Включите газ при слабом расходе. | |||
| |||
| |||
| | Припой обтекает трубу и соединяется с медью там, где
паяльная паста была
применяется. Соединение закончено = переместите резак на второй шарнир | ||
| Плохо
паяное соединение Плохое паяное соединение: неоднородный припой, между ними видна трещина. труба и фитинги. Даже небольшая трещина свидетельствует о плохом паяном соединении. Плохие стыки необходимо заменить, перепаять их нельзя. Труба и фитинг должны быть сухими. | |||
| |||
| Переходник с наружной резьбой 1/2 дюйма припаян к трубе. Когда остынет, подсоедините другой фитинги или подсоедините запорный вентиль к адаптеру. |
| ||
| |||
| |||
Фитинги для полипропиленовых труб — Скачать PDF бесплатно
Хомуты и фитинги для шлангов
Все хомуты из нержавеющей стали для морских или подземных шлангов 5/16 ВИНТ С ШЕСТИГРАННОЙ ГОЛОВКОЙ СЕРИИ 60000 Высокая устойчивость к коррозии Используется для морских или подземных применений Лента из нержавеющей стали, стальной винт с покрытием корпуса
Дополнительная информацияМногие продукты…Один источник
ДАТЧИКИ ДАВЛЕНИЕ Специализированный торговый представитель для вашего региона Уровень заполнения 97% Доставка в течение 24 часов Современная система складов Техническая поддержка Программа контроля качества 25 Whaley Avenue Milverton, Ontario N0K
Дополнительная информация1998½-2007 Dodge Ram 5.9L Cummins
9 января 2014 г. 1081130-33 Комплект сигнальной лампы низкого давления топлива Dodge Cummins (I-00143) 1 1998½-2007 Dodge Ram 5.9L Cummins СИГНАЛИЗАЦИЯ НИЗКОГО ДАВЛЕНИЯ ТОПЛИВА — Руководство по установке — Порядок номеров деталей: 1081130
Дополнительная информацияРуководство по устранению неполадок
Направляющая DPR / PSR Утечка Недостаточная затяжка, неглубокий прикус Затяните гайку в соответствии с правильным числом оборотов, прямая сборка только для обслуживания / ремонта, использование рекомендованных станков для предварительной сборки Марка
Дополнительная информацияЗамена водяного насоса
1 от 8 2/5/2008 6:36 Идентификационный номер документа № 713637 2001 Cadillac Seville Print Необходимые инструменты для замены водяного насоса 1.J 38816-A Инструмент для снятия и установки водяного насоса 2. J 38185 Плоскогубцы для шланговых хомутов
Дополнительная информацияРабочее давление — концы шлангов
Рабочее давление — концы шланга Максимальное динамическое рабочее давление шланга в сборе — это меньшее из номинального рабочего давления шланга и используемого концевого соединения. ПРИНАДЛЕЖНОСТИ ДЛЯ ШЛАНГОВ ВЫСОКОГО СПЕЦИАЛЬНОСТИ
Дополнительная информацияШЛАНГ, ТРУБКА И ЗАЖИМ ДЛЯ ТРУБ
шланг, трубка и зажим Ч / Б стр. 24/6/08 9:28 AM Страница 2 ШЛАНГ, ТРУБКА И ЗАЖИМ ДЛЯ ТРУБ СОДЕРЖАНИЕ Введение 3 Конструкция 3 Применение 3 Монтаж 3 Стандартные зажимы (HRL) Расположение 4 Размеры
Дополнительная информацияПланы топливного процессора GEET
Планы топливных процессоров GEET Это значительно упрощенная версия Proof-of-Concept для топливных процессоров GEET, которую каждый может собрать из деталей в местном магазине оборудования за выходные всего за
руб. Дополнительная информацияТОРМОЗНОЙ ПЛИТЕЛЬ МОДЕЛИ G300
ТОРМОЗНЫЙ ПРОДУВАТЕЛЬ МОДЕЛИ G300 Информация по установке, эксплуатации и ремонту Branick Industries, Inc.4245 Main Avenue P.O. Box 1937 Fargo, North Dakota 58103 REV060616 P / N: 81-0035G 1 ЭТА СТРАНИЦА НАМЕРЕННО
Дополнительная информацияИНСТРУКЦИЯ ПО УСТАНОВКЕ BL-8704
ИНСТРУКЦИЯ ПО УСТАНОВКЕ BL-8704 ТЕРМОСТАТИЧЕСКИЙ СМЕСИТЕЛЬНЫЙ КЛАПАН С ЧЕРНЫМ РЫЧАГОМ ДЛЯ ОТКРЫТИЯ С НАБОРОМ, РУКОЯТКОЙ, РЫЧАГОВЫМ ОТВОДИТЕЛЕМ, 8 РОЗОВОЙ И РЕГУЛИРУЕМОЙ КРОНШТЕЙНОЙ ТРУБКИ. Размеры в дюймах (и миллиметрах) 1
Дополнительная информацияТемпературный адаптер.Вакуумное дерево
Температурный адаптер Температурный адаптер Температурный адаптер B0N Ford XY на 6-цилиндровом B02N Ford XF на 6-цилиндровом B0N Ford XE-XF 6-цил. B0N Ford 20 Eng. Дерево из 2-х бн Форд 20 англ. Дерево БП Ford 20 Eng. Дерево воды
Дополнительная информацияИНСТРУКЦИЯ ПО УСТАНОВКЕ
ИНСТРУКЦИИ ПО УСТАНОВКЕ Применение подвесных двигателей Набор манометров Faria 5 * Номер публикации Описание Номер детали Код Honda PII53606A Плоские линзы с белым покрытием 06300-ZW5-010ZB 6315410 Дата выпуска Черный с плоским экраном
Дополнительная информацияШланг и трубка серии 1-3
Охватывает Challenge Шланги и трубные фитинги серии 1-3 из пластика PP, PVDF, PTFE Серия 1 Особенности Коррозионностойкость Газонепроницаемость Простота обращения Различные соединительные резьбы Применение Шланг
Дополнительная информация2
10 ПЕРЕЧЕНЬ ДЕТАЛЕЙ ШНЕКА МЕХАНИЧЕСКОГО ПРИВОДА СЕРИЙНЫЙ НОМЕР.70000-74773 1 2 # ДЕТАЛЬ № ОПИСАНИЕ 1 B198362 Крышка доступа к багажнику 2 B030500 Боковой подъемный механизм 3 B003049 Вал отбора мощности — постоянная скорость 4 B027504 Пыльник
Дополнительная информацияИНСТРУКЦИЯ ПО УСТАНОВКЕ MK-8704
ИНСТРУКЦИЯ ПО УСТАНОВКЕ MK-8704 ТЕРМОСТАТИЧЕСКИЙ СМЕСИТЕЛЬНЫЙ КЛАПАН МАКИНТОШ ДЛЯ ОТКРЫТОГО СТАБИЛЬНОГО СМЕСИТЕЛЯ С НАБОРОМ СТОЙКИ, РУКОЯТКОЙ, РЫЧАГОВЫМ ОТВОДИТЕЛЕМ, 8 РОЗОВОЙ И РЕГУЛИРУЕМОЙ КРОНШТЕЙНОЙ ТРУБКИ. Размеры в дюймах (и миллиметрах) 1
Дополнительная информацияМетрические композитные вставные фитинги
Композитные цанговые фитинги с метрической резьбой версии 2013 г. 1.0 3058 Ranchview Lane North. Плимут, штат Миннесота 55447 Компания Polyconn теперь предлагает линейку композитных фитингов с метрической резьбой в дополнение к нашим дюймовым композитным фитингам. Они могут
Дополнительная информацияТЕХНИЧЕСКАЯ СПЕЦИФИКАЦИЯ
THOMAS — G-FLEX GFLEX TECH SPEC ПОДКЛЮЧЕНИЕ ИННОВАЦИЙ ЙОХАННЕСБУРГ ТЕЛ: +27 11 794 7594 КЕЙПТАУН ТЕЛ: +27 21 556 5258 ПОЛОКВАНЕ ТЕЛ: 015 298 9142 ДИЗАЙНЕР, ПРОИЗВОДИТЕЛЬ И ДИСТРИБЬЮТОР ТРУБОПРОВОДОВ 9000 Дополнительная информация
Американка — Любимая 5¼ «Б-84-Б-5.
-5 Герметичная смазочная камера Герметизирует рабочую резьбу от воды и мусора, что значительно сокращает объем текущего обслуживания. Верхняя гайка ограничителя хода Помогает предотвратить коробление штока и повреждение бронзовых деталей, которые
Дополнительная информацияMÁQUINAS AGRÍCOLAS JACTO S.A. ИЗДАНИЕ
AJ Английская версия EDITION — 06/007 CODE — 9790 Каталог запчастей MÁQUINAS AGRÍCOLAS JACTO S.A. Rua Dr.Луис Миранда, 650 7580-000 — Помпея — SP — Бразилия Тел .: +55 4 3405-00 — Факс: +55 4 345 306 Эл. Почта: export@jacto.com.br
Дополнительная информацияТороидальный датчик проводимости
Инструкция PN 51A- / rev.C Июнь 2012 Тороидальный датчик проводимости Для получения дополнительной информации посетите наш веб-сайт по адресу www.emersonprocess.com/rosemountanalytical.com ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ Смачиваемые материалы:
Дополнительная информацияИНСТРУКЦИЯ ПО НАСОСУ ДЛЯ ПЕРЕКАЧКИ АЗОТА
ИНСТРУКЦИИ ПО БЕЗОПАСНОСТИ НАСОСА ДЛЯ ПЕРЕКАЧКИ АЗОТА Никогда не вдыхайте закись азота напрямую.При вдыхании в больших количествах закись азота может вызвать респираторные заболевания или, в крайних случаях, смерть от удушья.
Дополнительная информацияИнструкция по установке
Инструкции по установке S50-310 (полукруглый) S50-311 (круглый) Комплект для преобразования инфракрасного управления Accu-Zone для классических фонтанчиков из терраццо и нержавеющей стали (несекционных) Содержание Перед установкой
Дополнительная информацияТипы и обозначения трубной резьбы
Обзор типов и обозначений трубной резьбы: Для крепления и гидравлических систем появились различные типы резьбовых соединений.Особую озабоченность вызывают соединения пластик-металл, конические / параллельные резьбовые соединения
Дополнительная информацияФитинги, трубки и ниппели
s, трубки и ниппели Трубы серии P до 15 000 фунтов на кв. дюйм (1034 бар) С 1945 года инженеры Parker utoclave разрабатывают и производят клапаны, фитинги и трубки высшего качества. Это стремление к инженерии и
Дополнительная информацияМуфты для труб из ковкого чугуна
J-9 Pipe 1 2 Прямые и переходные трубы Ductile предлагают простой и экономичный способ соединения, независимо от того, имеют ли они одинаковый номинал и / или тип или разные на каждой муфте.муфты справятся с большей частью вашего
Дополнительная информация .