Видео как паять пропиленовые трубы: Как паять полипропиленовые трубы правильно – инструкция по шагам
Пайка полипропиленовых труб в труднодоступных местах- Инструкция +Видео
Пластиковые трубы используются все чаще металлических, поскольку обладают неоспоримыми преимуществами, к которым относятся более длительный период эксплуатации – до 50 лет для полипропиленовых труб, а также высокие звукоизоляционные характеристики, стойкость к температурным скачкам, невысокая электро- и теплопроводность.
ПВХ трубы популярны еще и потому, что очень прочны, надежны и просты в монтаже.
Первоначально такие изделия не паяли. Трубопроводы из полипропилена соединяли с помощью склеивания особыми клеями.
В некоторых странах мира трубы из полипропилена с малым диаметром, которые используют внутри помещений, и сегодня соединяют, склеивая.
Однако надежнее и проще такой метод крепления, как паяние. Из этой статьи вы узнаете, как паять полипропиленовые трубы своими руками.
А чтобы вы лучше понимали технологию работ, рекомендуем читать статьи и смотреть видео, как паять полипропиленовые трубы.
Содержание статьи:
Необходимые инструменты
Для паяльных работ потребуются:
- рулетка;
- ножницы, предназначенные для резки ПВХ труб;
- паяльник, предназначенный для труб из полимеров;
- строительный уровень.
Большая часть этих инструментов хорошо известна тем, кто когда-либо участвовал в строительных работах.
Поэтому если вы решили: паяем полипропиленовые трубы сами, вероятно, необходимые инструменты вам уже хорошо знакомы, или вы можете одолжить их у ваших друзей или коллег.
Если инструментов у вас еще нет, все их легко приобрести в магазине стройматериалов. Бывает затруднительно найти лишь подходящие ножницы и паяльник. Как правило, они приобретаются в комплекте.
Как паять полипропиленовые трубы с паяльником и без?
Конечно, этот инструмент должен быть в наличии, если вы собираетесь соединять ПВХ трубы. Специализированные ножницы так же называют роликовым труборезом.
Инструмент встречается в продаже в одной из двух модификаций по назначению:
- для труб с внешним диаметром 1,6-4 см;
- для труб с внешним диаметром 1,6-11 см.
Выбор паяльника
Пригодный для резки труб паяльник так же называют ручным сварочным аппаратом. Инструмент представляет собой нагревательный прибор, у которого есть подошва, оборудованная нагревательными элементами.
Как правило, она оснащается отверстиями разного диаметра, в которых фиксируются насадки для пайки. Паяльник оборудован температурным регулятором.
Также у него есть индикатор нагревания, удобная рукоятка и особая подставка. Последняя позволяет устанавливать прибор на ровной поверхности. Инструмент включается и выключается нажатием дополнительных выключателей.
Именно паяльник помогает ответить на вопрос, как паять полипропиленовые трубы для отопления или водопровода, как их соединять.
И если вы планируете собственноручно монтировать трубопровод, следует обзавестись этим аппаратом.
- для пвх труб диаметром 1,6-5 см с максимальной мощностью 650 Вт;
- для пвх труб диаметром 6,3-11 см с максимальной мощностью 1600 Вт.
Любой паяльник комплектуется парными насадками разного диаметра и подставкой.
Если вы еще не знаете, как паять полипропиленовые трубы в труднодоступных местах, присмотритесь внимательнее к насадкам паяльника.
Как правило, они позволяют выполнять сложные работы.
- Насадки паяльника покрывают антипригарным покрытием, похожим на покрытие, используемое в посуде.
- Поэтому инструменту требуется особые уход и очистка.
Рекомендации — как паять полипропиленовые трубы
Прежде чем приступать к паяльным работам, следует внимательно изучить технологию, необходимые инструкции, научиться пользоваться паяльником, чтобы снизить риски неисправимых ошибок.
При пайке труб необходимо помнить, что это часть пайки трубопровода, поэтому работы следует начинать с их наиболее сложного шага – разметки.
Именно разметка подскажет, как ровно паять полипропиленовые трубы. Хорошо, когда разметку выполняет специалист, знакомый с чертежами трубопроводной системы, и представляющий реализацию чертежей.
Резка труб
Прежде чем отрезать трубы, меряют интервал между фитингами и к полученному расстоянию прибавляют 3 см. После этого аккуратно, под прямым углом режут трубу специальными ножницами.
На трубу надевают фитинги, маркером отмечая на ней глубину, тем самым нанося на изделие поперечную отметку. А продольная даст возможность состыковать трубопроводные элементы по осям.
Пайка полипропиленовых труб
Сначала следует включить паяльник и в его отверстие вставить насадку нужного диаметра. Используя терморегулятор, необходимо установить оптимальную температуру пайки.
При какой температуре нужно паять полипропиленовые трубы?
Рекомендуемая величина:
- 260°С – для полипропиленовых труб;
- 220°С – для полиэтиленовых.


Паяльник прогревают за 10-20 минут. О готовности к работе можно узнать по индикатору нагрева.
Далее на насадку паяльника в умеренном темпе надевают элемент трубопровода, который нужно нагреть. Его греют в течение необходимого по технологии времени и быстро снимают с насадки, придерживая паяльник, если это необходимо.
- Сколько паять полипропиленовые трубы? Как правило, полипропиленовая труба остывает секунд за 8-10, а значит, работать нужно довольно быстро. С помощью насадки за раз можно прогреть два элемента – параллельно по внешней и внутренней поверхности.
Нагретый элемент надевают на трубу, совмещая поперечные и продольные отметки. После этого убеждаются в качестве соединений. Важно, чтобы по внешнему виду паяльный шов был ровным.
Для качественного соединения лучше паять трубы в течение времени, указанного в технологических таблицах.
В ходе работ следует пользоваться защитными перчатками. Работать с полипропиленовыми трубами необходимо внимательно и терпеливо.
Работать с полипропиленовыми трубами необходимо внимательно и терпеливо.
Паяние труб несложный процесс, но весьма ответственный. Если вы хотите лучше понимать, как паять армированные полипропиленовые трубы, видео на этой странице поможет вам разобраться в технологии паяльных работ.
Соединение ПВХ труб с трубами из металлопластика
Как паять полипропиленовые трубы с алюминиевым слоем? Как их соединять? Можно ли паять полипропиленовые трубы разных производителей?
В случаях, когда возникают подобные вопросы, при паянии нужно использовать специальные переходники.
Одна их сторона крепится к металлу или металлопластику посредством резьбы, другая припаивается по стандартной технологии к пластику.
Разница в работах лишь в том, что на металле надо резать резьбу и следует уплотнять соединение вручную во избежание протечек. В качестве уплотнителя лучше всего использовать паклю или сантехническое лен-волокно. Этот материал доступен по цене и эффективно уплотняет соединение.
По той же технологии устанавливают переходники, на основе которых подключают смесители. Изделия внешне выглядят так, словно металлическую резьбу вплавили в полипропилен.
Как проверить соединение на течь
При завершении монтажных работ, связанных с организацией водопроводной системы, можно приступать к проверке качества трубопровода.
Для этого в него подают воду. Вентиль открывают на дом или квартиру, затем открывают краны смесителей в помещениях. Напор воды должен быть максимальным.
Прежде всего, ощупывают стыки, особенно внимательно наблюдая за резьбовыми соединениями.
Запаянные стыки протекают очень редко, если работы ведутся в соответствии с технологией и специалист хорошо знает, как правильно паять полипропиленовые трубы для отопления, водопровода, армированные стекловолокном или алюминием, большого диаметра или малого.
Но если у спаянных труб обнаруживают течь, воду перекрывают, а уязвимое соединение труб переделывают, предварительно срезав.
 Перед запаиванием трубы протирают насухо, чтобы не поломать паяльник и хорошо прогреть полипропилен.
Перед запаиванием трубы протирают насухо, чтобы не поломать паяльник и хорошо прогреть полипропилен.Если течь обнаруживается у резьбового соединения, его можно аккуратно подтянуть ключом, чтобы резьба не сорвалась.
Другой вариант — усилить уплотнение. Но в последнем случае нужно перекрывать воду и раскручивать соединение.
Теперь вы знаете больше о том, как паять полипропиленовые трубы паяльником, какие инструменты выбрать для монтажных работ и как правильно пользоваться паяльником.
Следуйте рекомендациями опытных специалистов при создании трубопровода, обустраивая его самостоятельно, или обращайтесь за монтажными услугами к профессионалам.
Как паять полипропиленовые трубы своими руками: видео
Имея под руками инструкцию и специальные инструменты, которыми осуществляется разводка, разрезка и фиксация, можно провести монтажные работы водопроводной системы своими руками. Так, как паять полипропиленовые трубы в домашних условиях очень легко, процесс не займет много времени и сил.
Так, как паять полипропиленовые трубы в домашних условиях очень легко, процесс не займет много времени и сил.
Основные принципы технологии
Самое важное правило, о котором стоит помнить – это то, что полипропилен имеет свойство терять свои качества при перегреве. Несмотря на все положительные качества этого материала, он очень плохо переносит термическое воздействие. Температура диффузии молекул пластика этого типа – 140 градусов. При перегреве соединение может истончаться.
Фото – фитинги и прочие соединители для полипропиленаИменно поэтому полипропиленовые соединения не рекомендуется использовать для отопления, где рабочий процесс осуществляется в температуре более 120 градусов. Если нет других вариантов, то используйте армированные материалы, которые более прочны к высоким температурам.
Правила пайки:
- Специалисты отмечают, что соединяя фитинги и полипропиленовые коммуникации в домашних условиях, нужно использовать температуру 95 градусов, при этом трубы, армированные стекловолокном, могут быть сварены при 100–120 градусах;
- При работе с диаметром до 63 мм (наиболее часто встречаются в системах холодного водоснабжения), нужно использовать электромуфтовую сварку;
- Строго придерживайтесь отведенного времени воздействия. Если превысить его более, чем на 2 секунды, то пластик может расплавиться и труба просто не войдет в фитинг. Придется обрезать её;
- Продолжительность и температура паяльного процесса выбирается исходя из диаметра и толщины стенок пластика.
 Если превысить его более, чем на 2 секунды, то пластик может расплавиться и труба просто не войдет в фитинг. Придется обрезать её;
Если превысить его более, чем на 2 секунды, то пластик может расплавиться и труба просто не войдет в фитинг. Придется обрезать её;Правильно подобрать нужную температур, при которой можно паять полипропилен, поможет специальная таблица:
| Диаметр, мм | 16 | 25 | 40 | 63 | 90 |
| Нагрев, с | 5 | 7 | 11 | 24 | 39 |
| Пауза, с | 4 | 4 | 4 | 6 | 6 |
| Охлаждение, с | 120 | 120 | 240 | 360 | 360 |
Эти показатели являются приблизительными и могут изменяться в зависимости от типа материала и рабочего инструмента. В данном случае они даны на паяльник с мощностью 1800 Вт. Это не профессиональный инструмент, поэтому для более высокотехнологичного оборудования параметры времени подбираются уменьшенными.
Видео: как паять своими руками полипропиленовые трубы
Пайка без паяльника
Перед началом рабочего процесса необходимо подготовить место соединения. Нужный участок трубопровода обрезается и зачищается. Удобнее всего для этого использовать абразивную бумагу или наждачку средней жесткости. После срез затирается спиртом для обезжиривания и оставляется на пару минут для просыхания.
Очень важно соблюдать ровность среза. Угол должен быть либо 90 градусов, либо 45 в зависимости от типа пайки (в муфте или паяльником). Рассмотрим оба варианта.
Пошаговая инструкция, как паять канализационные полипропиленовые трубы диаметром до 63 без паяльника (муфтой):
- Участки трубы обрезаются под острым углом 40 градусов, обрабатываются и центрируются в муфте. Это очень ответственный процесс, если неправильно установить коммуникации, то запаять их будет очень сложно;
Фото – сварка в муфте
- Когда труба установлена, на один её конец надевается фитинг который будет служить соединяющим элементом, а в него продевается второй отрезок. На полученное соединение надевается электромуфта с мощностью 1800 Вт;
- Внимательно изучите параметры нагревающего устройства, чтобы не передержать соединение. В противном случае, как мы говорили выше, придется снова обрезать трубу, что не всегда возможно;
- После нагрева аккуратно отключите муфту. Используя разжимные приспособления, снимите её с трубы и поставьте полипропиленовую коммуникацию на охлаждение. Во время остуживания молекулы пластика снова принимают твердую форму, так завершается процесс диффузии – соединения.
 На полученное соединение надевается электромуфта с мощностью 1800 Вт;
На полученное соединение надевается электромуфта с мощностью 1800 Вт;Инструкция по пайке
Но при работе с коммуникациями большого диаметра или полипропиленовыми трубами, которые нужно паять в труднодоступных местах, без паяльника не обойтись. Здесь важно не только подготовить отрезки к обработке, но и правильно подобрать инструмент. Паяльные приспособления делятся на:
- Профессиональные (с мощностью от 2000 Вт). Они редко используются в домашних условиях главным образом из-за высокой мощности работы. Ими нужно орудовать довольно быстро, поэтому для начинающих сантехников — это не самый лучший вариант;
- Бытовые (с мощностью до 1800 Вт). Более распространенный вариант паяльных пистолетов. Такие продаются в сантехнических магазинах и компаниях, реализующих полипропиленовые и прочие пластиковые трубы.
Как паять полипропиленовые трубы паяльником:
- Чистите место среза при помощи наждачки и спирта или других обезжиривающих составов. Это очень важно для дальнейшего соединения;
- Установите трубы перед собой в специальную нагревающуюся насадку. Она выполнена из тугоплавкого материала, который не поддается плавлению при температуре нагревания полипропиленовых коммуникаций. Согласно времени в таблице выше нагрейте по всему диаметру насадку;
Фото – фиксация в насадке
- Спустя выбранный временной интервал во второе отверстие насадки требуется вставить второй отрезок трубы. Его тоже нужно зафиксировать, но уже под прямым углом, в отличие от варианта с муфтовым соединением;
- Чтобы проверить прочность сцепления деталей нужно надеть на трубу специальные насадки – пластиковые кольца. Они зафиксируются на коммуникации, обеспечивая дополнительную прочность.
 Они зафиксируются на коммуникации, обеспечивая дополнительную прочность.
Они зафиксируются на коммуникации, обеспечивая дополнительную прочность.После нужно просто охладить крепление согласно времени по таблице и снять трубу с насадки. Очень важно сразу уже насадку очистить от жидкого пластика при помощи деревянных лопаток или ложек, иначе в дальнейшем ее эксплуатация будет невозможна.
Советы по правильной пайке полипропиленовых труб:
- Обязательно разогрейте паяльник до полной готовности перед использованием, иначе нельзя будет четко рассчитать время работы;
- Варить полипропилен можно только в теплое время года. Любые работы с пластиком при минусовой температуре категорически запрещены;
- При остывании нельзя допускать деформации соединений или их прокручиваний, иначе нарушится герметичность;
- Также, нельзя забывать про меры безопасности. При работе с пластиком нужно надевать защитную маску и перчатки, нельзя работать в обычной одежде – при попадании на неё частиц полипропилена она может расплавиться.
Читайте также:
Пайка пластиковых труб — аппараты и инструменты для соединения
Пайка медных труб — инструменты и технология
Полипропиленовые трубы — технические характеристики, виды
Как паять полипропиленовые трубы для отопления в труднодоступных местах правильно: видео-инструкция
Пластиковые трубы поучили невероятно широкое распространение в сантехнике благодаря множеству своих неоспоримых преимуществ.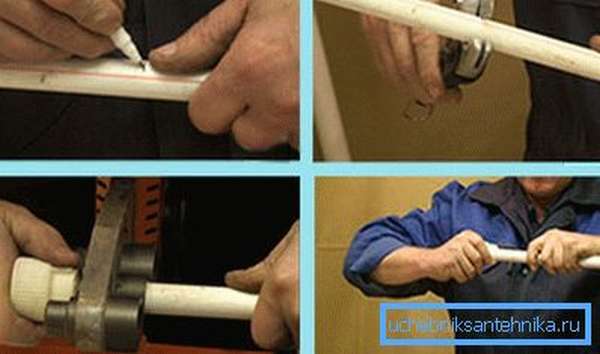 Одним из них является простота соединения отдельных полипропиленовых элементов посредством пайки.
Одним из них является простота соединения отдельных полипропиленовых элементов посредством пайки.
Далее мы рассмотрим основные принципы выполнения такой задачи.
Как паять полипропиленовые трубы своими руками с помощью специальных инструментов
Технические особенности
Перед тем как паять трубы из полипропилена, следует ознакомиться с некоторыми нюансами, оказывающими значительное влияние на данный процесс.
Термостойкость
При какой температуре паять полипропиленовые трубы? Для ответа на этот вопрос можно выделить три основных температурных порога:
| Температура | Поведение полипропилена |
| 95 оС | Полное сохранение упругости, является рекомендованным производителями пределом нагрева |
| 140 оС | Потеря твёрдости и формы, размягчение материала |
| 260 оС | Начало перехода в жидкое агрегатное состояние – плавление |
Совет: не рекомендуется использовать пластиковые изделия при обустройстве трубопровода, предназначенного для отопления квартир в регионах с особо суровыми зимами.
 При сильных морозах там возможна подача теплоносителей, температура которых превышает 95 градусов Цельсия, что может привести к возникновению аварийной ситуации.
При сильных морозах там возможна подача теплоносителей, температура которых превышает 95 градусов Цельсия, что может привести к возникновению аварийной ситуации.Фото деформированных труб из полипропилена в результате воздействия высокой температуры
Из таблицы видно, какой температурой паять полипропиленовые трубы, их хватает разогреть до 260 оС, чтобы можно было осуществить соединение. Это достаточно низкий показатель, который несложно воспроизвести в домашних условиях с помощью специального инструмента, о котором мы поговорим немного позже.
Влияние теплового расширения
Тепловое расширение свойственно всем материалам, и пластик не является в этом случае исключением. А в случае с трубами его правильнее будет назвать удлинением, так как при нагревании они вытягиваются, провисая или принимая волнистый вид.
Как правильно паять полипропиленовые трубы, чтобы суметь избежать неприятных последствий теплового удлинения?
Для этого существует да метода:
- Использовать вместо обычных изделий армированные. Их деформирование в случае нагрева в пять раз меньше.
- Устанавливать в местах соединений П-образные элементы. Благодаря им всё сведётся к сближению «ножек» конструкции.
 Их деформирование в случае нагрева в пять раз меньше.
Их деформирование в случае нагрева в пять раз меньше.Пример применения П-образного элемента
Совет: рекомендуется использовать оба метода для большей эффективности, так как армирование не предотвращает удлинение, а лишь уменьшает его.
Особенности пайки армированных труб
Демонстрация армированного слоя
Как правильно паять трубы из полипропилена, имеющие армированный слой?
Это зависит в первую очередь от того, какой материал был использован для его создания:
- Стекловолокно паяется также как и обычные изделия.
- Алюминий нуждается в предварительной зачистке с помощью специального инструмента – шейвера. Если же усиливающий слой расположен в середине трубы, то для его удаления вам понадобится торцеватель.
Образец подходящего шейвера
Совет: следует помнить, что смысл приобретать армированные изделия имеет только в случае использования их в отопительной системе, так как они способны переносить больший температурный порог без деформаций.
 Для обустройства же канализации и водопровода их более высокая цена окажется неоправданной.
Для обустройства же канализации и водопровода их более высокая цена окажется неоправданной.Приступаем к пайке
Но сначала давайте разберёмся, чем паять полипропиленовые трубы:
Инструменты
Паяльник для полипропиленовых труб
Самое главное значение, конечно же, имеет специальный паяльник, так как именно им вы и будете создавать соединения. Мощность самого простого подходящего для работы агрегата не превышает 800 Вт, а в комплекте имеются насадки для наиболее распространённых в бытовом использовании труб с сечениями 20, 25 и 32 мм.
Совет: не стоит тратить деньги на более мощные аппараты, так как данный показатель влияет только на время разогрева, а не качество пайки.
В труднодоступных местах больше подойдёт к использованию прямой паяльник
Также вам ещё понадобятся следующие принадлежности:
| Название | Назначение |
| Рулетка | Производить все необходимые замеры |
| Карандаш | Наносить разметку согласно произведённым замерам |
| Ножовка по металлу | Резать трубу на отрезки необходимой длины |
| Остро заточенный нож | Снимать фаску с края обрезанного изделия |
Совет: рекомендуется для резки использовать специальные ножницы-труборезы. Они одним движением производят ровный срез строго под прямым углом, что значительно экономит время и силы.
Ножницы для резки ПВХ труб
В случае если вы планируете работать с армированными изделиями, то обязательно обзаведитесь подходящим шейвером. Дорогой инструмент выбирать нет смысла, так как его стоимость обусловлена долговечностью, а вам для разового использования вполне достаточно будет и дешёвой модели.
Осуществление пайки
Теперь переходим непосредственно к вопросу, как запаять полипропиленовую трубу? Проверьте наличие всего необходимого под рукой и приступаем.
Шаг 1
Инструкция:
- Замеряем нужный отрезок, добавляем к нему 20 мм, которые, несомненно, оплавятся в процессе работы.
Нанесение разметки карандашом
Шаг 2
- Отрезаем точно по намеченной линии.
Порезка трубы специальными ножницами
Шаг 3
- Устанавливаем в паяльник подходящую насадку и ждём её разогрева.
Паяльник с насадкой греется до нужной температуры
Шаг 4
- Срезаем фаску с внешней стороны трубы и с внутренней стороны фитинга. Если этого не сделать, то оплавленные края могут задраться, что сделает соединение не пригодным к эксплуатации.
Шаг 5
- Шейвером снимаем армированный слой. Для этого вставляем изделие в прибор и несколько раз проворачиваем.
Обработка армированной пластиковой трубы шейвером
Шаг 6
Процесс плавления пластика паяльником
Шаг 7
- После того как материал начал плавиться вынимаем изделия и плотно соединяем их до упора.
Совет: ни в коем случае не проворачивайте трубу в момент соединения. Это приведёт к появлению складок и нарушению целостности структуры.
Шаг 8
- Держим конструкцию около пятнадцати секунд, после чего работу можно считать завершённой.
Осуществление спайки
Совет: в случае образования на насадке остатков пластика не рекомендуется убирать их ножом, так как вы им можете повредить хромированную поверхность. Лучше включите паяльник и аккуратно, чтобы не обжечься, снимите капли ветошью.
Заключение
Как научиться паять полипропиленовые трубы? Ознакомиться со всеми вышеприведёнными рекомендациями и правилами, после чего проверить их на практике. После этого, вы можете быть уверены, что в бытовых объёмах отлично справитесь с прокладкой пластикового трубопровода.
Готовые соединения полипропиленовых труб
Видео в этой статье предоставит вашему вниманию дополнительные материалы, имеющие непосредственное отношение к изложенной теме.
Удачного вам выполнения монтажных работ!
Пайка полипропиленовых труб своими руками (видео)
Монтаж полипропиленового водопровода в квартире производится с помощью сварочного аппарата (паяльник) с насадками различного диаметра и ножниц для резки труб (труборез).
полипропиленовые трубы и фитинги
9 обязательных правил при монтаже разводки из этого материала:
- Поверхности сварочного аппарата (паяльника) и насадок имеют тефлоновое покрытие, в процессе эксплуатации оберегайте их от царапин, ударов.
- Материал и оборудование, если внесёны с мороза, выдержать до комнатной температуры, только после этого приступайте к работе — это обязательное условие.
- Труба и фитинги должны быть чистыми и сухими (при необходимости обезжирить или протереть ветошью).
- Срез необходимо делать перпендикулярно оси трубы.
- На паяльнике выставляете температуру равную 280 градусов, как погаснут контрольные лампы можно приступать к спаиванию.
- Труба вставляется во внутреннюю сторону насадки, а фитинг на наружную. Лёгким усилием, ровно, плавно насадить. На трубе появится характерный валик, во избежание заужения давление прекратить, выдержать рекомендуемое данному диаметру трубы время, снять и соединить друг с другом, плавно вводя трубу в фитинг. Ни в коем случае не вращать. Выровнять. Я ещё и наплыв приминаю (красивее получается).
- Момент, когда снял с насадки и соединил между собой, называется технологическая пауза. Она должна быть, как можно короче. Повторюсь, если по оси, соединил не ровно — не вращать! Лучше перепаять затратив другой фитинг, иначе будет протечка. Выдержать пока, так сказать «схватится». Существует руководство, которого необходимо придерживаться, в нём указаны: глубина варки, время нагрева, время соединения и остывания. Для труб разного диаметра эти параметры различны. Поставляется сие руководство в комплекте со сварочным аппаратом.
- На разогретые поверхности ни в коем случае не допустимо попадание воды, попадёт хоть капля — будет протечка. Бывает попадают ворсинки льна, но из-за короткой технологической паузы возможности их убрать нет времени, как ни странно протечки по стыку нет, но желательно это не допускать, кто знает, как это место поведёт себя лет через десять.
- Во время монтажа будьте внимательны: даже самое лёгкое прикосновение открытым участком кожи к паяльнику, даёт серьёзный ожог. При монтаже ни в коем случае не допустимо, по этой причине присутствие детей.
При соблюдении этих рекомендаций, успех обеспечен.
На фото паяльник, которым пользуюсь. Стоимость его не велика, а деньги затраченные на его приобретение перекрыл с лихвой.
паяльник и труборез
Посмотрите, как я сделал разводку в этом видео:
В рамках статьи всего не опишешь.
Подробный процесс по монтажу водопровода можно прочесть в моей электронной книге, она бесплатна, необходимо лишь ввести данные своей электронной почты. Уверен, книга — достойное пособие по этой работе, и не важно из какого материала.
Заинтересовавшемуся этой статьёй, не лишним будет знать:
А так ли прост монтаж полипропиленовых труб (видео)?
Надёжные краны для водопровода.
Надёжный электроинструмент для монтажа.
Если возникли какие вопросы, или есть дополнения прошу в комментарии. Гостям блога рекомендую подписаться на получение анонсов статей себе на почту, форма откроется при прокрутке страницы вниз.
А у меня на этом сегодня всё, успехов в монтаже, с уважением Андрей.
Если информация будет полезна друзьям, клик по иконке соцсети.
Поделиться с друзьями в сети:
1
Похожие статьи
видео урок, инструкция как паять
Для обеспечения качественного результата сварки потребуется стандартный набор инструментов и расходных материалов:
- Сварочное оборудование.
- Резак.
- Шабер.
- Обезжиривающее средство.
- Маркер, измерительные приборы и ветошь для очистки изделий от сторонних элементов.
Подготовка к работе
Для проведения правильного монтажа требуется провести ряд операций:
- Подготовить рабочее место. Перед осуществлением сварочных работ требуется проветрить помещение и очистить его от пыли. На рабочем участке не должно находиться сыпучих элементов, оседающих на горячей поверхности трубы, это приводит к снижению качества шва. Оптимальный температурный режим варьирует в пределах 18 — 30°С. Дополнительно следует обеспечить принудительную вентиляцию.
- Разработать схему водопровода. Указав длину отрезков водопровода и параметры комплектующих на чертеже.
- На сварочном оборудовании устанавливаются насадки, производится включение.
Диффузионная пайка
Для реализации метода потребуется доборная арматура и электронагреватель. Весь процесс заключается в проведении следующих действий:
Размещаются насадки на греющей части паяльника, его температура должна достигнуть отметки 260 гр. В насадки размещаются фитинги (на 2-3 секунды), подвергающиеся нагреву и частичному плавлению.
Инструкция пайки своими руками
- Используя линейку, маркер и резак, отмечается отрезок трубы, необходимой для спила. До этого делается пробная резка трубы, позволяющая проверить уровень заточки прибора.
- С торца снимается фаска и, ликвидируются заусеницы. При сечении труб от 4 см ее торец срезается под углом в 35-45°, что позволяет предотвратить появление задиров при пайке.
- Перед тем как спаять полипропиленовые трубы, необходимо проверить соединяемые изделия на отсутствие наружных повреждений и плотного прохождения элемента водопровода в соединительную часть без люфтов и перекосов. Если люфт не соответствует по параметрам, необходимо выбрать другую доборную часть.
- Соединительные части прочищаются спиртом или оцетоном. На окончании труб с помощью маркера помечается уровень погружения с учетом зазора в 1 мм, позволяющего предупредить деформацию изделий при спайке.
- Выбирается пара нагревательных насадок заданного диаметра. Их покрытие очищается обезжиривающим раствором с использованием ветоши и осуществляется проверка свободного вхождения в них соединительных изделий без большого люфта.
- Готовится электрический паяльник. На его греющей части крепятся заданные насадки, паяльник монтируется на подставке и подводится к электрической сети. На термостате нагревательного устройства выставляется метка для достижения желаемой температуры.
Вставка труб
Вставка соединительных деталей осуществляется после автоматического отключения термостата. Время нагрева — 2-3 секунды. При трудном погружении изделий в насадки, можно их немного прокрутить вдоль оси. Поверх внутренней насадки размещается фитинг. На внешнюю насадку устанавливается конец трубы.
Их извлечение после прогрева производится в обратном порядке. Это объясняется большей толщиной стенок соединительной части и необходимостью в длительном нагреве.
Стыковка труб
После прогрева изделия снимаются с насадок паяльника и плавно размещаются друг в друга до достижения отмеченных маркером границ. Повороты соединений по отношению друг к другу не допустимы. Необходимо контролировать соосность образованного стыка.
По факту скрепления, изделия выдерживаются в фиксированном положении на протяжении 2-3 секунд, ориентируясь на табличные данные параметров спайки.
Если при нагреве детали неплотно размещаются на насадках, в момент плавления можно их слегка прокручивать. Однако, следует придерживаться угла поворота до 10 гр. В момент соединения изделия должны фиксироваться в одном положении.
Эксплуатация трубопровода допускается через час после соединения. При наличии дефектов на определенном участке трубы, его следует отрезать и заново сварить.
Плюсы методики
- Легкость монтажа.
- Дешевизна доборных элементов и электрического паяльника.
К недостаткам можно отнести неудобство применения прибора на труднодоступных участках.
Раструбная сварка армированных труб
Сварка труб, армированных алюминием, требует предварительного удаления наружного полипропилена и алюминиевой прослойки на глубину плавления. Этому послужит специальный резак или острый нож. Это требование не распространяется на трубы, армированные стекловолокном.
Нагрев и стыковка труб осуществляется по технологии:
- Подготовительный этап.
После обрезки и зачистки концов трубы, измеряется угол среза. Он должен составлять 90° для придания плотности состыковки при соединении. На трубе отмечается глубина сварки с учетом прибавки 2 мм.
- Сварочные работы. Одновременно вставляются изделия в дорн и в гильзу. Продержав заданное количество времени, производится соединение сварных элементов.
- При остывании конструкции не рекомендуется производить механическое воздействие.
Стыковая сварка
Стыковочная сварка чаще применяется для труб с большим сечением и толщиной. Технология пайки состоит из нескольких этапов:
- Обработки торцовой части с помощью резака.
- Разогрева через сварочное зеркало зачищенной части.
- Сварки расплавленных изделий с помощью механического давления.
Этот метод хорошо зарекомендовал себя, благодаря прочности шва (не ниже самого изделия) и автоматизации процесса. Весь процесс может производиться в полевых условиях.
Способ сварки электрофитингом
Электрофитинги являют собой разные соединительные детали с особой конструкцией, во внутренней части размещены встроенные электрические нагреватели с выведенными наружу контактами.
Ход работ:
- Для начала процесса требуется запустить аппарат через автоматический режим на заданный промежуток времени (см. таблицу). Отключение произойдет автоматически. Дополнительно следует проверить уровень выталкивания пластика через контрольные точки на инструменте.
- Нарезаются отрезки заданной длины и обрабатываются обезжиривающим средством. Трубы очищаются с наружной стороны, а фитинг — с внутренней. Маркером ставится метка для прохождения фитинга.
- Готовые изделия вставляются в электрический фитинг и фиксируются, к внешним контактам подключается сварочное оборудование посредством провода. Под воздействием встроенного электронагревательного элемента осуществляется частичное плавление внутренней части фитинга и спайка с трубой.
Холодная сварка
Реже используется метод по соединению труб через агрессивный клей. Аналогично пайке, склеивание труб начинается с заготовки элементов:
- Нарезки.
- Очистке от жира.
- Установки меток глубины проникновения.
Нанесение клея производится на соединительные элементы по отдельности. В заданном положении детали находятся близко 15 сек. Сам процесс эксплуатации производится через час. На протяжении этого времени соединенные изделия должны оставаться в неподвижном состоянии.
Метод соединения труб клеем сопоставим со сваркой. Но данная технология используется при монтаже холодного водоснабжения.
Сварка на труднодоступных участках
Для осуществления сложных монтажных работ необходимо разбить магистраль на составные части. Их пайка производится по отдельности. Затем осуществляется переход к самой большой и неудобной части.
Присоединяются изделия с меньшими параметрами. Один участок трубы жестко фиксируется на стене, предоставляя возможность отогнуть соединяемый элемент для размещения в насадке. Монтаж нагретых элементов должен производиться одновременно.
Сварка с использованием компрессионных фитингов
Краткая инструкция:
- Используя фаскосниматель, удаляются заусенцы и создается фаска для сохранения уплотнительного кольца при прохождении труб через фитинг.
- Замеряется на контуре глубина вхождения в фитинг для определения сопряжения труб со стопором.
- Труба обрабатывается смазкой.
- Подготавливается фитинг. Его можно полностью разобрать или послабить зажимную гайку.
- Осуществляется компрессионная сварка труб с переходником. Надевается зажимная гайка на трубу, на ней устанавливается цанга и корпус. На другом конце трубы размещается уплотнитель, закручивается гайка сначала рукой, потом ключом.
- Если в процессе участвует разборной фитинг, трубу заводят до стопорного кольца и зажимают гайку.
Распространенные ошибки
На первых этапах знакомства с технологией соединения труб не исключена возможность образования ряда ошибок. Для их предотвращения ниже приведен ряд рекомендаций:
- Недостаточный уровень прогрева паяльника приводит к снижению температурного режима. Это влияет на снижение качества сварки и образования протечки. Для исключения подобной ситуации, перед первой пайкой устройство прогревают до получения номинальной температуры (на протяжении 5 мин. и более) и не отключают его от сети до окончания всех работ.
- Под особый контроль попадает время плавления полипропилена на этапе прогрева. Если передержать изделие, материал сильно размягчается и деформируется. Отверстие может стать полностью перекрытым.
- Длительная стыковка изделий между собой образует плохой сварной шов. Детали успевают охладиться, что негативно отражается на результате.
- До начала работ рекомендуется проверить все фитинги. При наличии трещин или геометрических нарушений формы изделий, трубопровод получится низкого качества.
- Вся комплектация должна быть изготовлена одним производителем. Выпуск изделий под разными брендами основные отличия в температуре плавления.
Если первая спайка завершилась неудачно, не рекомендуется применять фитинг повторно. Окончание трубы потребуется срезать.
Важные рекомендации
Кроме времени термического воздействия, необходимо придерживаться определенных правил пайки, напрямую влияющих на качество и эффективность технологии:
- В процессе эксплуатации сварочное оборудование должно быть подключено. Минимальное время между 2-мя пайками составляет не менее 5 мин.
- Нагрев двух соединительных изделий должен производиться одновременно.
- Предварительная разметка на поверхности трубопровода обеспечит соблюдение правильной глубины сварочных швов. Она также выступает в качестве ориентира для правильного размещения двух деталей по отношению друг к другу.
- Не рекомендуется проворачивать детали на этапах соединения и остывания нагретых частей. Это способствует нарушению целостности сварного слоя и утере герметичности.
Таблица с размерами и временем сварки
Для получения качественного соединения, следует ориентироваться на параметры сечения элементов и температуры внешней среды:
Приведенная в табличных данных длительность нагрева соединительных элементов актуальна для проведения работ при температуре 20°С. Для более суровых условий требуется увеличить длительность нагрева.
По завершению монтажных работ следует обязательно пустить воду через магистраль и проверить места стыков на отсутствие протечки.
Видео уроки
Раздел: пайка труб
Видео: пайка полипропиленовых трубСегодня полипропиленовые трубы чаще всего используются для монтажа водопроводной системы. Именно поэтому каждому хозяину не помешает знать, как паять такие трубы. Видео, в котором показана пайка полипропиленовых труб, поможет правильно справиться с задачей даже непрофессионалу…
1600 Смотреть видео Как паять пластиковые трубы: видеоПластиковые трубы сегодня очень востребованы. Их все чаще используют как альтернативу чугунным и металлическим трубам. При монтаже трубопровода из пластиковых труб не обойтись без их пайки. Видео о том, как паять пластиковые трубы, поможет новичкам легко справиться с этой работой…
778 Смотреть видео Видео: как соединить трубыПри монтаже водопроводной системы неизбежно возникает необходимость соединить трубы. В этом материале мы собрали видео про то, как соединить трубы из разных материалов различными способами…
Видео: сварка пластиковых труб своими рукамиПластиковые (полипропиленовые) трубы уверенно вытесняют с рынка свои металлические аналоги. Они легкие, долговечные, устойчивые к коррозии, а их пайку и монтаж можно выполнить самостоятельно. В этом материале мы собрали видео, с которыми сварка пластиковых труб своими руками станет для вас элементарной задачей…
Видео: как паять медные трубыМедные трубы хоть и недешевы, зато отличаются гибкостью, надежностью, длительным сроком службы. Соединяют такие трубы методом пайки. В этом материале мы собрали видео про то, как паять медные трубы…
Как паять пластиковые трубы: инструкция
Пайка пластиковых труб выполняется особым паяльником. И не смотря на то, что данный процесс существенно проще, чем сварка железных труб, все равно требуется купить навык. Имея свой инструмент и приобретав знания, вы самостоятельно имеете возможность выполнить монтаж водопровода либо отопления.
Какой инструмент выбрать
Для пайки пластиковых труб применяют паяльник с насадками. Любая насадка соответствует диаметру фитинга и трубы. Состоит прибор из нагревательного элемента и подставки. Кое-какие модели имеют регулятор температуры. Если вы планируете пайку одного типа труб, то беря паяльник, не следует переплачивать за наличие регулятора. Легко подберите модель, предназначенную для требуемого материала пайки. Ну а если вы рассчитываете на разнообразные работы в будущем с применением разного вида труб, тогда нужно будет раскошелиться на более дорогое устройство.
Совет! На корпусе паяльника установлены выключатели и светодиодные индикаторы нагрева. Для удобства работы подставка паяльника имеет крепления для насадок. На протяжении пайки они постоянно будут у вас под рукой. Работает паяльник от подключения к простой розетке. Всю работу возможно делать на весу либо стационарно.
Этапы работ
Сначала сходу обозначим, что пайку делают при температуре 260оC, а полиэтиленовых – 220оC. Изготавливая трубопровод, вычислите все соединения так, дабы их солидную часть возможно было спаять на стационарно установленном паяльнике. А на весу пускай потребуется сделать только пара эргономичных стыков, благодаря которым вы соедините заготовки в неспециализированный трубопровод.
- Вымеряйте и нарежьте особыми ножницами нужные куски трубы. Подготовьте фитинги соответствующего размера.
- Установите паяльник с подставкой на стол. На нагревательный элемент установите насадки под соответствующий диаметр фитинга и трубы. На подставке закрепите насадки по очередности их применения. В таком положении их будет эргономичнее подбирать на протяжении работы.
- Включите паяльник в розетку и установите регулятором температуру, соответствующую материалу трубы. Прогрев паяльника продолжается около 20 мин., о его готовности вас известит светодиодный индикатор.
- Замерьте глубину фитинга и отметьте на краю трубы такое же расстояние. Эта процедура предотвратит передавливание разогретой трубы в фитинг. В будущем, купив опыт, вы станете ощущать упор в стенку фитинга, и такие отметки делать уже будет не нужно.
- Отмеченный участок на трубе и внутреннюю часть фитинга обезжирьте спиртом либо ацетоном. В один момент установите фитинг и трубу в разогретые насадки паяльника для прогрева. Умелые работники определяют время прогрева визуально. А начинающим мастерам лучше пользоваться таблицей прогрева.
- Разогретую трубу ровно, без проворачивания, засуньте в нагретый фитинг до сделанной вами отметки. Выдержите паузу для спаивания пластика и покиньте соединение до полного остывания. В верном соединении на месте сварки оказаться пластиковое колечко.
Перед тем как приступить к работе просмотрите видео и потренируйтесь на кусках трубы. Это окажет помощь вам на начальной стадии работы.
Нужные рекомендации
Дабы соединения были прочными, а инструмент исправно работал, давайте рассмотрим кое-какие правила, используемые в работе.
- По окончании каждой пайки отдельного элемента, на насадке паяльника может остаться расплавленный пластик. Его нужно удалять древесным скребком. Ни за что не используйте для чистки железные скребки, в противном случае вы повредите тефлоновое покрытие насадки. Это приведёт к появлению нагара и прилипание насадки к пластиковой подробности.
- Для лучшего входа трубы в фитинг, сделайте фаскоснимателем на краю трубы фаску. В армированной трубе перед пайкой снимите алюминиевую фольгу до отметки на трубе. Лишь затем начинайте разогрев подробностей. В случае если в армированной трубе фольга находится не сверху, а в середине пластикового слоя, то ее снимать не нужно.
- Пайку пластиковых труб нельзя выполнять при отрицательной температуре. Пристально делайте стыковку с главным стояком водопровода либо кранами. При нехорошем соединении его лучше срезать и спаять новое. Фитинги с резьбовым соединением при скручивании уплотняйте ФУМ лентой.
Прекрасно спаянная пластиковая труба ни при каких обстоятельствах не потечет на соединении и прослужит вам много лет. Как обещают производители, срок работы пластикового трубопровода не меньше 50 лет.
Видео
Благодаря просмотру этого видео, вы определите, как паять полипропиленовые трубы самостоятельно, какие конкретно для этого необходимы инструменты:
Как пропотеть медные трубы и фитинги
В ходе самостоятельного водопровода настанет время, когда вам нужно будет подключить медные водопроводные линии. Вместо того, чтобы вызывать сантехника для работы, возможно, пришло время немного расширить свои навыки слесаря и научиться делать это самому. Это действительно довольно просто, и с правильными инструментами и ноу-хау от местного независимого продавца товаров для дома вы быстро потеете от меди.
Сегодня я покажу вам основной метод пропотевания медных труб.Мы обсудим, как резать медную трубу, поговорим о медных фитингах и о том, как спаять эти компоненты вместе.
Итак, приступим.
Медная труба (или, как ее еще называют, трубки) соединяются между собой медными фитингами. Существует множество фитингов, предназначенных для поворотов и изгибов трубы или для разветвления в различных направлениях. Это лишь некоторые из типов фитингов, которые доступны в размерах ¾ ”и ½”.
Начнем с того, что научимся резать медные трубки.Чтобы отрезать медные трубки, вы можете использовать ножовку или резак для медных труб, разработанный специально для этой задачи. Несмотря на то, что и то, и другое обеспечит удовлетворительный разрез, труборез всегда обеспечивает квадратный разрез и оставляет меньше заусенцев. При использовании трубореза удерживайте медную трубку в тисках или зажиме, стараясь не деформировать медь. Этот труборез использует движение винта для прижатия отрезного круга к трубе при ее вращении. Несколько поворотов — и кусок отрезается. Этот резак разработан для работы в ограниченных пространствах, где нет места, чтобы раскрутить резак большего размера.И то, и другое — хорошая идея.
После разреза нам нужно удалить заусенцы внутри трубы. Проволочная щетка, разработанная для этой конкретной цели, упрощает работу. Если вы режете медную трубу ножовкой, вы можете использовать полукруглый напильник для выполнения этой задачи, так как ножовка оставляет больше заусенцев, чем резак для труб, как вы можете видеть здесь.
При резке трубы для определенного участка необходимо сделать поправку на то, насколько фитинги увеличивают общую длину участка.Хотя это зависит от фитинга, общее практическое правило — прибавлять примерно полдюйма на каждый фитинг к длине отрезанной трубы.
После того, как вы отрежете медную трубу до нужной длины, очистите конец трубы этой специальной щеткой для чистки. Очистите участок, который будет вставлен в фитинг, пока он не станет ярким со всех сторон. Поворачивайте инструмент вперед и назад, пока труба не станет светлой. Вы также можете использовать наждачную бумагу или стальную вату для выполнения этой задачи.
Вы также должны очистить внутреннюю часть всей фурнитуры.Можно использовать металлическую щетку, стальную вату или наждачную бумагу. Найдите время, чтобы тщательно их очистить. Мусор или посторонние предметы, оставшиеся в трубе, вызывают плохое уплотнение.
Затем нанесите тонкий слой флюса или паяльной пасты на очищенный конец медной трубки. Используйте кисть для флюса, чтобы распределить флюс. Флюс или паяльная паста обеспечивают прочную связь между медью и припоем и помогают предотвратить окисление меди при нагревании. Также нанесите флюс на внутреннюю часть очищенной арматуры, используя ту же технику.Надевайте медный фитинг на трубу только после того, как он будет тщательно очищен и покрыт паяльной пастой. Когда фитинг прочно встал на место, поверните трубу и фитинг несколько раз, чтобы равномерно распределить флюс.
Пропановая горелка — это инструмент, который мы будем использовать для пропотевания медных труб. Если вы посмотрите на пламя факела, вы заметите светло-голубое, четко очерченное пламя посреди более темного синего пламени. Кончик этого голубого пламени — самая горячая часть пламени. Переместите эту часть пламени вдоль фитинга и трубы, чтобы довести их до температуры пайки.Затем сконцентрируйте тепло в середине фитинга. Голубое пламя должно только касаться арматуры. Вы можете делать оба конца фитинга одновременно, нагревая середину вот так. Вы можете экспериментировать с разными наконечниками на пропановой горелке, пока не найдете ту, которая равномерно распределяет тепло по трубе, которую вы используете.
Не подвергайте тепло непосредственно флюсовому участку и не перегревайте медную трубу. Если вы посмотрите на пламя на стороне трубы, противоположной факелу, вы можете заметить, что появляется зеленое пламя.Это означает, что фитинг готов к пайке. Другой способ определить это — прикоснуться припоем к горячей трубе. Если припой плавится и начинает стекать, значит труба имеет температуру пайки.
Нанесите припой на трубу в месте соединения с фитингом. При правильном выполнении припой легко попадет в фитинг. Продолжайте плавить припой, пока он полностью не появится вокруг фитинга. Старая поговорка: «Если немного — хорошо, то много лучше» здесь не применяется. Избыток припоя может стекать внутрь трубы, вызывая сужение или даже закупорку.После того, как припой расплавится, вытрите излишки магазинным полотенцем и дайте фитингу полностью остыть, прежде чем прикасаться к нему.
Ну вот и все. Теперь вы знаете, как попотеть медь. В следующем сегменте мы научим вас работать с пластиковыми трубами и нажимными фитингами.
Закрыть стенограммуКак припаять медную трубу в стене: 16 шагов (с иллюстрациями)
Как дела, ребята, добро пожаловать в другую статью. В этой статье / видео я расскажу обо всех процедурах безопасного и правильного выполнения пайки в обычной домашней стене, которая может состоять из электрических проводов, труб, звукоизоляции или других различных материалов.Если вы никогда раньше не паяли, это видео даст вам все, что вам нужно знать, чтобы делать это безопасно и правильно с помощью основных инструментов и материалов, которые вы можете найти в местном хозяйственном магазине.
Кроме того, в статье / видео я буду показывать вам несколько интересных советов и приемов, чтобы облегчить вам выполнение работы.
Пайка в труднодоступном месте означает, что вы должны принять некоторые необходимые меры предосторожности, которые вам обычно не нужны, например, при пайке на открытом пространстве или возле бетонной стены.В обычной домашней стене могут быть электрические провода, трубы или даже сам деревянный каркас, который может загореться, поэтому мы рассмотрим все эти меры предосторожности позже в этой статье.
Инструменты и материалы, которые я использовал в этом видео:
Труборез AutoCut 1/2 «: https://amzn.to/2Xlyq
Труборез AutoCut 3/4: https://amzn.to/2GZFrkf
Рукоятка с трещоткой AutoCut 1/2 «: https://amzn.to/2GZFrkf
Рукоятка с трещоткой AutoCut 3/4″: https://amzn.to/2GZFrkf
Резак-карандаш: https: // amzn.to / 2GZFrkf
Ручной резак: https://amzn.to/2GZFrkf
Проволочная щетка для фитинга 1/2 «: https://amzn.to/2GZFrkf
Проволочная щетка для фитинга 3/4″: https: // amzn.to/2GZFrkf
Пропан (синий баллон): https://amzn.to/2GZFrkf
Пропеновый газ (желтый баллон): https://amzn.to/2GZFrkf
Бессвинцовый луженый флюс: https : //amzn.to/2GZFrkf
Бессвинцовый флюс (водорастворимый): https://amzn.to/2GZFrkf
Щетки для флюса: https: // amzn.to / 2GZFrkf
Бессвинцовый припой: https://amzn.to/2GZFrkf
Пламегаситель: https://amzn.to/2GZFrkf
Флинт: https://amzn.to/2GZFrkf
колодки: https://amzn.to/2GZFrkfУниверсальный нож: https://amzn.to/2GZFrkf
Развертка для карандашей: https://amzn.to/2GZFrkf
Универсальный инструмент для удаления заусенцев (синий ): https://amzn.to/2GZFrkf
Как заменить фитинги | Видео
Узнайте, как быстро выполнять соединения между разными типами труб с помощью переходных фитингов.
Подключение PEX к меди? Полибутилен в PEX? ПВХ в PEX? Фитинги SharkBite PEX упрощают переход между типами труб во время ремонта.Наши быстрые, эффективные и надежные переходные фитинги совместимы с полибутиленом, PEX, PVC, CPVC, PE-RT и HDPE и одобрены для установки за стеной, а также для захоронения.
Никаких специальных инструментов, клея, опрессовки или пайки не требуется — независимо от типа труб, с которых / на которые вы переходите. Если фитинги переходных труб устанавливаются для подземного использования, перед закапыванием оберните их силиконовой самоклеющейся лентой.
Правильный выбор переходных соединителей в зависимости от типа трубы
Переходные фитинги SharkBite PEX предназначены для работы с трубами определенного типа — их легко идентифицировать по цвету манжеты:
- Переходная арматура с серым воротником совместима с полибутиленовой трубой.
- Переходная арматура с белым воротником совместима с трубой ПВХ. Эти фитинги также совместимы с ПВХ сортов 40, 80 и 120.
- Переходные фитинги с желто-коричневым воротником совместимы с трубами PEX, медью, C-PVC, PE-RT и HDPE.
Шаги для установки переходных фитингов с нажимным соединением
Поскольку специальные инструменты не требуются, работа в ограниченном пространстве выполняется быстрее и проще.
- Определите материал трубы и выберите подходящий переходной фитинг.
- Обрежьте трубу как можно более чисто и под прямым углом и убедитесь, что на трубе нет царапин и мусора.
- Если вы работаете с медной трубой, удалите все острые края или заусенцы.
- Используйте измеритель глубины и удаления заусенцев SharkBite для измерения и отметки глубины погружения на трубе.
- Протолкните фитинг до метки для вставки, которую вы только что сделали на обоих кусках трубы.
- Включите воду и проверьте соединение.
Переходные соединители для труб SharkBite предоставляют водопроводчикам быстрый, эффективный и безопасный способ смены труб из различных материалов, гарантируя своевременное выполнение работ и использование качественных материалов.
Просмотреть переходные фитингиТипы горелок
Умение пользоваться фонариком — важный навык в сантехнической промышленности. Знание правильных типов горелок, топлива и технологий — ключ к тому, чтобы качественно выполнить работу за минимальное время и произвести соединения, которые будут надежными и безотказными.Существует три основных типа горелок. Пайка, пайка и сварка. Для каждого типа скрепления существует определенный тип горелки, и важно знать, какой из них использовать для конкретной задачи.Горелки бывают разных типов, в них используются различные виды топлива и множество аксессуаров, но есть три основных типа, с которыми вам необходимо ознакомиться.
1) Пропановые горелки.
Пропановые горелки являются наиболее распространенным типом и используются как профессионалами, так и домовладельцами. Эти резаки недороги и просты в использовании. Профессиональные сантехники часто модернизируют узел резака до более качественной головки резака со сменными наконечниками и регулятора для контроля давления газа.
Пропановые горелки (LPG) достигают температуры до 3623 градусов по Фаренгейту. Основным преимуществом является то, что пропан доступен в небольших одноразовых стальных баллонах, не требующих специального хранения.
Области применения:
Этот тип горелки используется для соединения медных водопроводных труб, трубок и арматуры. Эту технику называют «потоотделением», и ей относительно легко овладеть. Пропановые горелки можно приобрести в любом магазине сантехники. Также вам понадобятся припой, наждачная бумага, флюс и топливный бак.Пропановые горелки входят в комплекты для начинающих, но профессиональные сантехники обычно покупают улучшенные горелки, регуляторы и различные насадки для выполнения конкретных работ.
Как пропотеть стык
Это наиболее распространенный тип водопроводного стыка. Он используется для добавления трубопроводов к новому приспособлению, ремонта негерметичного клапана или замены старых труб.
Сначала отключите подачу воды и убедитесь, что все детали идеально чисты, используя стальную вату или наждачную бумагу с мелким зерном.После очистки нанесите на детали флюс там, где будет течь припой. Флюс — это паста, предотвращающая окисление соединения при нагревании и позволяющая припою свободно течь. Соедините все детали вместе, чтобы обеспечить хорошее прилегание, прежде чем начинать нагревать детали. Затем зажгите факел и установите слабое пламя, которое вы можете постепенно увеличивать по мере продвижения. Как только это будет сделано, приложите тепло к стыку и начните наносить припой в точку, где встречаются две части. По мере того, как припой плавится, он впитывается в стык, заполняя зазор.Ваше соединение должно быть достаточно горячим, чтобы припой мог свободно течь, иначе соединение выйдет из строя. Завершите соединение, удалив излишки припоя тканью. Осторожно — припой еще горячий!
Ссылки ниже являются полезными ресурсами:
Как припаять трубу
Пайка фитингов, клапанов и компонентов из бессвинцового медного сплава
Как припаять медную трубу (важные советы !!)
2) Паяльные горелки
Пайка аналогична пайке, но требует более высоких температур, и вместо припоя используется латунный стержень.Горелки более сложные и могут использовать газ ацетилен или газ Mapp (модифицированный тип пропана). Пайка используется для соединения латуни с латунью, меди с медью или меди с латунью. Вместо припоя используется латунный стержень и флюс для предотвращения загрязнения соединения окислением. Этот метод обеспечивает более прочное соединение, чем потоотделение припоем, и требует большего мастерства, чтобы добиться хорошего результата. Лучше, чтобы опытный партнер показал вам техники, прежде чем пытаться делать это самостоятельно. Пайка также используется для ремонта систем вентиляции и кондиционирования охлаждающих змеевиков и подводящих трубопроводов к блоку кондиционирования воздуха, но это не для любителя.
Использование:
Пайка используется для создания более прочных соединений, чем это возможно при пайке. Это необходимо, когда будут возникать высокие температуры или давления, как в системах пожаротушения, или в линиях охлаждения под высоким давлением в системах кондиционирования воздуха. Для пайки требуются более высокие температуры, а в качестве топлива используется ацетилен или газ MAPP, поскольку пропан не выделяет достаточно тепла.
Как паять стык
Основная технология аналогична пайке, но температура намного выше, и в качестве материала используется пруток вместо припоя.Паяные соединения не протираются, как паяные соединения, поскольку труба слишком горячая, но поскольку паяльный стержень не движется так же свободно, как припой, протирание не требуется.
Ссылка ниже даст вам представление об основах пайки:
Мой хладагент для пайки DIY
TurboTorch — Демонстрация пайки медных труб
3) Газовые горелки Mapp
Газ Mapp стал очень популярным благодаря своей высокой температура и возможность пайки без потребности в кислороде.Он также используется с новым типом резака, известным как Turbo Torch. Эта горелка проста в эксплуатации, но производит более высокие температуры, чем пропан.
Газовые горелки Mapp могут использоваться для пайки и обработки меди, пайки меди и латуни и предлагают удобство системы с одним резервуаром с преимуществом более высоких рабочих температур. Работа пойдет быстрее, потому что металл быстрее нагревается.
По ссылкам ниже показан газ Mapp, используемый для пайки трубок:
Как паять медные трубки с помощью газовой горелки MAPP
4) Сварочные горелки с кислородно-ацетиленом
Кислородно-ацетилен смешивает чистый кислород с ацетиленовым газом для повышения более высокие температуры горения.Температура может превышать 6000 градусов, что достаточно для плавления железа. Этот тип горелки имеет ограниченное применение в повседневных сантехнических работах, но есть случаи, когда необходимы высокие температуры, например, при сварке или ослаблении сильно заржавевших труб. Кислородно-ацетиленовая сварка — это настоящий сварной шов, а это означает, что металлические части буквально сплавлены друг с другом путем их плавления. Применяется присадочный стержень из металла, аналогичный соединяемым деталям. Этот тип сварки обеспечивает максимально прочное соединение.
Области применения:
Кислородно-ацетиленовые горелки горят очень сильно и могут легко прожечь большинство медных и латунных трубопроводов, поэтому использование этого типа горелки требует большего мастерства, чем пропан, ацетилен, газ MAPP или другие виды топлива.Этот метод можно использовать для ремонта чугунных водосточных труб там, где требуется сильный нагрев. Этот тип горелки также может использоваться для устранения замерзших, ржавых стыков в оцинкованной трубе с резьбой и с помощью режущего инструмента может буквально вырезать старые поврежденные трубы.
Как использовать кислородно-ацетиленовую горелку
С этим оборудованием следует обращаться с большой осторожностью, и настоятельно рекомендуется обратиться за профессиональной помощью, прежде чем пробовать его самостоятельно.
Первый шаг, просто установка горелки и резервуаров, должен выполняться очень осторожно, так как газ находится под большим давлением.Перед каждым использованием необходимо проверять оборудование, шланги и регуляторы на предмет повреждений.
Видео ниже даст вам краткое представление о том, что происходит.
Сварка чугуна
Ремонт чугуна, кислородно-ацетиленовая сварка
Зажигание ацетиленовой горелки
Установка и зажигание кислородно-ацетиленовой горелки «Практическое руководство»
Это только начало многих типов горелок , топливо и материалы, доступные сегодняшним торговцам или женщинам. Самая важная вещь, о которой следует помнить, — это использовать соответствующий тип горелки для работы и посоветоваться перед тем, как начать.Даже опытные торговцы с многолетним опытом обнаружат, что технология всегда меняется с новыми улучшениями, повышающими производительность и надежность вашей работы.
Производство пропиленовых труб. Метод холодной сварки полипропиленовых труб. Как сварить полипропиленовые трубы своими руками
Прежде всего, нужно сказать, что полипропилен — это синтетический материал, получаемый в процессе полимеризации пропилена с этиленом, сохраняя при этом свои специфические отношения.Технология производства полипропиленовых труб рассчитана на широкую область применения в системах отопления и водоснабжения различных конструкций и зданий.
Процесс изготовления труб
1. Процесс изготовления труб начинается с попадания гранулированного сырья в специальный отсек р. Здесь материал начинает плавиться. Все цилиндрическое устройство разделено на секторы. В каждом секторе устанавливается строго регулируемая температура.Шнек устройства постоянно вращается и гранулы сырья перемешиваются, а затем начинается их плавление. На выходе из аппарата под высоким давлением с помощью специальных форм формируется полипропиленовая труба.
2. Формирование формы трубы происходит в экструзионной головке e. Существуют формы, ограничивающие внешний и внутренний диаметр изделия. Головка прикреплена к цилиндру бункера фланцем.
3. Процесс производства полипропилена автоматический с момента заливки гранул в бункер и до готовой продукции изделий .Все оборудование для производства экструзионных линий полипропиленовых труб управляется из одного командного пункта. Достаточно загрузить необходимую программу нагрева материала, порядок его передачи от одного механизма к другому и линия по производству полипропиленовых труб начнет свою работу в автоматическом режиме.
4. Калибратор вакуума отвечает за точность заданных параметров . Трубка входит в устройство, фиксируется по внешнему диаметру и фиксируется пополам с обеих сторон в калибраторе вакуума.Затем под давлением форсунок в калибратор поступает холодная вода, и материал окончательно остывает и затвердевает. Помимо охлаждающей ванны, калибровка труб выполняется с помощью тянущего устройства. Внутренний диаметр контролируется вытягиванием детали.
Завершающий процесс производства труб
Полный процесс производства сам по себе подразумевает изготовление презентационной трубки. Труба должна иметь все требуемые геометрические размеры и технические параметры.Резка труб производится специальным режущим устройством. Это пила дискового или гильотинного типа. На какой пиле будет резать трубу, все зависит от диаметра изделия. Такое оборудование также может работать в ручном режиме, и резка начинается при включении переключателя, который установлен на укладчике. В автоматическом режиме оборудование работает при установке режимов резки с пульта управления. Отрезанные трубы заданной длины укладчик забрасывает на специальную стойку. Там они сортируются и упаковываются.Лучшим считается способ резки труб дисковой пилой, потому что конец трубы лучше. При резке гильотинной пилой конец изделия становится немного приплюснутым. Если производятся армированные трубы, то выполняют операции по армированию внешнего или внутреннего диаметра трубы. Для этого используется алюминиевая фольга толщиной 0,15 мм и специальный клейкий слой, который отвечает за фиксацию защитного металлического слоя на полипропилене.
Материалы для изготовления полипропиленовых труб:
— статистический сополимер полипропилена .Он представляет собой сополимеризацию пропилена с этиленом в заданных пропорциях. Из него делают трубы для водоснабжения. Печально, что хороший компромиссный вариант для этого типа материала, производимого зарубежными производителями, пока недоступен на наших рынках, и, вероятно, в ближайшее время не предвидится;
— полипропилен гомополимерный . В большей степени он используется для изготовления канализационных труб и фитингов. Этот материал хрупкий и при минусовой температуре трубы не устанавливаются, поэтому такие полипропиленовые трубы подходят только для внутренней канализации.Подобные модели труб тонкостенные, толщина стенок будет не более 2,0 мм.
Прежде чем приступить к описанию техпроцесса, по которому изготавливают трубы из полипропилена , давайте немного изучим материал и получаемые из него изделия. Синтетический материал полипропилен уже получил большое количество положительных отзывов и похвал, благодаря своим положительным характеристикам.
Прежде всего, вам необходимо знать, что полипропилен — это синтетический материал, который получается в процессе полимеризации этилена и пропилена с соблюдением определенных количественных соотношений. Производство полипропиленовых труб разработан для широкого спектра применений в системах водоснабжения внутри зданий и сооружений. Такие трубы подходят для подачи как горячей, так и холодной воды, их можно штабелировать для устройства теплых полов и использовать в качестве разводки для отопительных приборов. Материал обладает высокими прочностными свойствами и не подвержен коррозии, исключает образование отложений в виде ржавчины и известкового налета.
Если говорить об их долговечности, полипропиленовые трубы для отопления могут служить более пятидесяти лет, а система, работающая из них, не потребует замены какой-либо детали, не потребуется ее чистить.Полипропилен гасит вибрацию, а трубы не производят повышенного шума. Ко всем этим свойствам труб необходимо добавить еще и то, что они спокойно переносят последовательные циклы оттаивания и замораживания, а их вес в десять раз меньше их металлических аналогов.
Линия по производству полипропиленовых труб.
Производство полипропиленовых труб в России начинается с того, что гранулированное сырье загружается непосредственно в бункер экструдера, который вращается внутри другого цилиндра.Внутри этой установки находятся нагреватели в виде колец, снабженные датчиками температуры. Датчики расположены по всей длине экструзионного бункера, что позволяет устанавливать и контролировать индивидуальную температуру для каждого участка отдельно. Через них, контролируемые температурными условиями, проходит расплавленная полипропиленовая масса и постоянно вращается.
После этого уже превратившийся в пластичную массу поток под высоким давлением сжимается в экструзионную головку, оборудованную нагревателями кольцевого типа, для поддержания температуры, необходимой для формования заготовок.Именно на этом этапе при производстве полипропиленовых труб используется форма заготовки. Проход между внешней матрицей и формующей внутренней оправкой дает готовый полуфабрикат, который затем подвергается процессу калибровки в вакуумной ванне, специально разработанной для этой цели. Заготовка трубы по которой плавно тянется. Внутреннее давление заставляет трубку расширяться, прижимаясь к поверхности калибровочной формы.
Для того, чтобы форма трубы не нарушалась, а ее параметры оставались неизменными, она поступает в ванну охлаждения, которая укомплектована ленточными и гусеничными машинами с пневматическим зажимом гусениц.Наступает время, когда производство полипропиленовых труб и фасонных частей подошло к завершающей стадии, их разрезают с помощью гильотины и дисковых пил по установленным размерам. Выбирайте пильные устройства на зависть диаметру трубы, лежащей под полотном.
Сегодня полипропиленовые трубы сваривают разными способами.
Новые строительные материалы, в том числе полипропилен, позволяют создавать надежные и долговечные механизмы водоснабжения, отопления и канализации.
Технология сварки полипропиленовых труб развита.
Специально для этих нужд создано удобное в обращении оборудование. В реальных условиях полипропиленовые трубы сваривают вручную с помощью паяльника.
Использование того или иного метода определяется конкретной ситуацией.
Чтобы качественно выполнить монтаж трубопровода, необходимо знать технические и эксплуатационные характеристики изделий из полипропилена.
В первую очередь следует отметить, что полипропиленовая труба — сложное техническое изделие.
В настоящее время промышленность производит три вида этой продукции:
- для холодного водоснабжения;
- на горячее водоснабжение;
- для систем отопления.
По сравнению с металлическими трубами изделия из полипропилена имеют меньший вес при равной прочности. Соединение элементов между собой осуществляется сваркой.
Аппарат для сварки полипропиленовых труб позволяет прокладывать протяженные коммуникации.
Сварочный аппарат имеет компактные размеры, что позволяет работать в труднодоступных местах.
На внутренней поверхности полипропиленовых труб не образуется ржавчины, известковых отложений, грязи и не возникает коррозия. Из армированных труб проложить трубы отопления.
На видео показан процесс подключения отдельных элементов при установке системы отопления в частном доме.
Технология сварки полипропиленовых труб проста и доступна для использования в домашних условиях.Сварочный комплект для полипропиленовых труб содержит все инструменты, необходимые для работы.
В некоторых случаях применяется паяльник и такой аппарат, как утюг для сварки полипропиленовых труб. У труб из металла такая циркуляция невозможна.
Элементарные расчеты показывают, что детали из полипропилена гораздо предпочтительнее в использовании, чем изделия из металла. Это касается труб большого диаметра и большинства ходовых размеров.
Чтобы выбрать подходящий вид продукции, необходимо знать их классификацию и маркировку.
В процессе производства на трубе наносится символ PN, а максимальное давление, которое выдерживает изделие, указывается на цифровом коде.
Нужно со знанием предмета сделать выбор и сразу обзавестись аппаратом для сварки. Чтобы выполнить монтаж труб самостоятельно, вам понадобится специальное оборудование.
Сварочные инструменты
Прежде чем приступить к монтажу трубопровода из полипропиленовых деталей, необходимо как следует подготовиться.
Сварочный аппарат необходимо выбирать после разработки технической документации на трубопроводную систему.
Выбор определяется техническими параметрами и экономическими соображениями:
- предельный размер;
- эргономика устройства;
- стоимость устройства.
Монтаж изделий малого диаметра, до 63 мм, может успешно выполняться с помощью портативного устройства. Если вы хотите соединить изделия большого диаметра, от 63 мм, то используются механические станки.
Такой комплект для сварки полипропиленовых труб применяется при прокладке длинных линий.
В комплект сварочного инструмента входят специальные ножницы, предназначенные для резки полипропилена и сопла разного диаметра.
Специальное устройство для очистки поверхности изделия перед сваркой. Поверхность деталей необходимо обезжирить. Для этого используют этиловый или изобутиловый спирт.
Ацетон использовать нельзя, так как он разрыхляет полипропилен.Температура разогрева достигает почти трехсот градусов. Поэтому при работе используйте перчатки.
На видео представлен ручной аппарат для сварки труб и последовательность действий при эксплуатации. Соединение элементов в частном доме удобнее проводить с ним.
Переносное устройство
По своей конструкции устройство представляет собой компактное изделие, занимающее мало места. Основным элементом устройства является нагревательное зеркало, на которое крепится насадка.
В быту такое устройство называют паяльником или утюгом. Для установки определенного уровня температуры сварочный аппарат снабжен блоком управления и настройки.
На панели расположены светодиодные индикаторы и клавиши включения / выключения устройства. Рабочая температура при сварке деталей из полипропилена варьируется от 260 до 280 градусов.
Правила эксплуатации устройства такие же, как и для любого другого электрического устройства.
Основные параметры выбора устройства при покупке:
- мощность;
- количество насадок на зеркало;
- наличие стенда.
Чем больше мощность ТЭНа, тем быстрее нагревается сопло. Этот параметр определяет производительность устройства.
К паяльнику можно прикрепить одну или несколько насадок. Количество варьируется в зависимости от конструкции устройства и габаритов паяльника.
Практика показывает, что выполнив систему подключения в своем доме, достаточно будет двух приманок. Для таких систем используются трубы диаметром 20 и 25 мм.
Присоединение и разводка трубопровода осуществляется с помощью соединительных элементов, которые называются арматурой. Эти изделия имеют разную конфигурацию — уголок, тройник, крест.
Обрабатывать фитинги так же, как и с полипропиленовыми трубами.
При сварке армированных деталей в труднодоступных местах необходимо строго выдерживать установленное время прогрева и фиксации соединения.
Специально для установщиков, которые работают дома, сделана таблица, на которой указаны оптимальные режимы обогрева и соединения двух элементов.
На видео показан фрагмент соединения деталей в неудобном для работы месте.
Механический аппарат
Сварочные аппараты механического типа Предназначены для соединения труб большого диаметра.
Механическое устройство имеет более сложную конструкцию, чем ручная версия.
Сварочный агрегат собран из следующих агрегатов:
- опорный каркас; Блок управления
- ;
- захват для труб;
- вкладыши;
- пила для торцовки труб;
- зеркало с подогревом.
Устройство, несмотря на сложную конструкцию, имеет компактную конструкцию. Монтаж трубопровода осуществляется по принципу стыковой сварки.
Инструкция по эксплуатации прописывает определенную последовательность действий. Сначала очищаются торцы соединяемых деталей.
Затем трубы нагревают, и их температура должна достигнуть порога плавления. На завершающем этапе трубы стыкуются и плотно прижимаются друг к другу.
Прессовое оборудование поставляется вместе с машиной.
Сварочный агрегат, имеющий такое устройство, позволяет сваривать полипропиленовые трубы в полевых условиях при прокладке теплотрасс.
На видео показан аппарат для сварки труб большого диаметра из полипропилена.
Сварочное оборудование
Оборудование для сварки и монтажа систем отопления или водоснабжения необходимо подготовить заранее. Технология сварки проработана до мелочей.
Весь процесс состоит из трех простых шагов.Для начала нужно подготовить соединяемые детали. Затем нагрейте их, чтобы они расплавились. Температура плавления зависит от типа материала.
И третий этап — соединение двух сегментов. На видео показано, как это делается. Практика показывает, что чем больше диаметр трубки, тем дольше ее следует нагревать.
Паяльник используется для соединения изделий небольших габаритов. Интервал нагрева должен соответствовать указанному в инструкции.
Перед включением сварочного аппарата необходимо подготовить отрезки труб и фасонные части.Устройство отопительной системы нужно вывесить отметками на стенах в точках крепления.
Маркер также отмечает детали, которые будут свариваться. Все соединяемые элементы необходимо просушить и обезжирить. Затем их вставляют в аппарат и нагревают.
Паяльник должен иметь соответствующую температуру. После нагрева детали снимаются с насадок и соединяются равномерными движениями. Без вращения.
Подбор сварочного аппарата
При подготовке к монтажу трубопровода возникает вопрос, какой сварочный агрегат выбрать?
Необходимо принять решение после оценки фронта работ.Важно рассчитать мощность устройства и количество насадок, которые крепятся к паяльнику.
Время сварки полипропиленовых труб определяется мощностью.
Необходимо учесть стоимость сварочного аппарата. Лишняя переплата не имеет смысла.
Но даже с маломощным агрегатом работу можно без надобности продлить.
Ремонт или замена коммуникаций из полимерных труб не обходится без такой процедуры, как сварка.Как правильно сварить полипропиленовые трубы своими руками и что учитывать при стыковке элементов, рассмотрим в статье.
Одно из неоспоримых преимуществ полимерных труб — простота сборки.
Монтаж элементов можно производить практически везде: открыто на стенах или скрыто под полом.
Если сварка водопроводных труб из полипропилена произведена правильно, собранная система исправно прослужит без ремонта более одного десятка лет
Полимерные трубы доступны в диаметрах от 20 до 110 мм.Для бытовых целей чаще всего используются изделия размером 20/25/32/40 мм. Область из приложения определяет показатель номинального давления материала. В маркировке обозначается буквами «PN»:
- PN 10 — выбирается для устройства холодного водоснабжения.
- PN 16 — применяется для холодной воды, но с более высоким напором, а также для устройства системы «теплый пол».
- PN 20 — изделия, единственным ограничением которых является температурный режим транспортируемых по ним жидкостей.Она не должна превышать 75 ° C.
- PN 25 — универсальные изделия, применяемые для устройства как «холодных», так и «горячих» систем, температура которых достигает 90 ° C.
В продаже имеются полимерные изделия, оснащенные дополнительным армированием.
Арматурные изделия используются для укладки на протяженные участки в условиях, когда необходимо уменьшить линейное расширение, возникающее при колебаниях температуры
Основной особенностью полимерных труб является невозможность их изгиба.Таким образом, все изменения траектории прокладываемого ствола производятся только с прямых участков, соединенных вспомогательными элементами оборудования:
- пересечения — для разветвления основного потока;
- тройники — заводчики ручьев;
- муфты — для соединения труб на прямом участке;
- отводы — для изменения направления трубопровода. №
Фитинги могут быть оснащены плавленой металлической резьбой, что позволяет соединять полимерный трубопровод с металлическими элементами.
Чтобы швы были максимально плотными и плотными, важно обеспечить точное совпадение диаметров соединяемых элементов
При выборе вспомогательных элементов следует брать за основу два параметра : внутреннее сечение изделий и толщина их стенок. Эти параметры должны соответствовать техническим характеристикам используемых полипропиленовых труб.
Способы соединения полимерных труб
При соединении труб из полимерных материалов, в зависимости от условий монтажа, используется один из двух способов:
- Пайка — включает нагрев и стыковку расплавленных концов элементов.
- Без пайки — соединение труб с помощью компрессионных фитингов или так называемой «холодной» сварки.
Второй способ монтажа удобен тем, что для его выполнения нет необходимости использовать специальное оборудование. Все работы можно производить с помощью простого инструмента — обжимного ключа.
Соединительный инструмент
Основной инструмент, используемый для соединения пластиковых труб — утюг для сварки. Это своеобразный паяльник, работающий от сети в 220В.Принцип устройства довольно прост. Роль нагревательного элемента утюга выполняет сварочный нагреватель, помещенный в металлический кожух. Он нагревает до заданной температуры пластину, которая нагревает форсунки. Регулятор температуры отвечает за поддержание оптимальной температуры форсунок.
Утюг — компактный и легкий сварочный аппарат, оснащенный посадочными местами для размещения втулок для труб и оправки для фасонных изделий.
В комплекте к утюгу находятся нагревательные сопла типоразмеров.Нагреваясь до определенной температуры, они размягчают пропилен до такой вязкости, которая обеспечит плотное соединение элементов. Форсунки подбираются в зависимости от диаметра используемых труб:
- 20-й размер — для труб диаметром в полдюйма;
- 25-й — для изделий диаметром 0,75 дюйма;
- 40-й — для элементов размером 1,25 дюйма.
Так как стоимость такого сварочного аппарата достаточно высока, и пользоваться им не так часто, то приобретать оборудование нет смысла.Средство лучше взять на день-два в аренду.
Для качественной резки и подготовки сварных участков лучше всего использовать для этого специальный инструмент — труборез. С его помощью можно получить ровный, ровный и красивый срез.
Режущим элементом трубореза выступает лезвие из нержавеющей стали; Для удобства использования инструмент снабжен резиновой рукояткой
При отсутствии трубореза работа может производиться болгаркой или ножовкой по металлу.Единственное, что после режущего инструмента остается бахрома. Но его нелегко удалить, сняв полоску наждачной бумаги.
Кроме основного инструмента для работы также потребуются:
- гон;
- строительная рулетка;
- простой карандаш или маркер.
Планируя соединение труб методом «холодной» сварки, необходимо заранее приобрести термоактивный клей на основе полиэфирной или эпоксидной смолы или ее термопластический аналог, изготовленный на основе резины.
Основные этапы технологии пайки
Ключевыми условиями успешного монтажа водопровода из полимеров являются тщательный расчет необходимого материала и грамотно свариваемых элементов.
Расчет объемов материалов и комплектующих
Для упрощения работы, минимизации ошибок при установке, первым делом необходимо нарисовать схему будущей системы с указанием количества витков и ответвлений. При расчете количества труб на каждый отрезок длины следует прибавить 25-40 мм, затраченные на «провар».
Цена на полимерные изделия и фасонные элементы, необходимые для их монтажа, не велика, поэтому в случае брака паяных пар, которые часто возникают в начале работы, имеет смысл сделать небольшую наценку.
Если вам еще не приходилось сваривать полипропиленовые трубы, опытные специалисты рекомендуют приобрести несколько отрезков труб для предварительного обучения. Такие затраты и по цене будут недорогими и позволят избежать серьезных ошибок при установке системы.
Особенностью полимерных труб является увеличение коэффициента линейного расширения под действием высоких температур. В результате: при нагревании или повышении давления внутри системы трубы удлиняются и со временем начинают провисать. Чтобы не допустить этого явления, при укладке участков длиной более 4-5 метров также потребуется использовать компенсаторы.
Компенсаторы представляют собой соединительные элементы П-образной формы, внешне напоминающие завернутые петли, которые обеспечивают надежность системы при работе.
Компенсаторы устанавливаются как на горизонтальных, так и на вертикальных участках, устанавливая их между двумя неподвижными опорами.При необходимости также можно приобрести специальные модификации компенсаторов, которые позволяют исключить линейное расширение на угловых складках трубопровода.
Узнаем, как правильно сварить полипропиленовые трубы, чтобы в стыках не было протечек.
Пайка деталей трубопроводов
Вкратце суть технологии сварки полипропиленовых труб заключается в том, что под воздействием высокой температуры концы соединяемых элементов нагреваются и плотно прижимаются друг к другу.
Для создания прочного соединения при выполнении пайки сама труба утепляется снаружи, а вспомогательные элементы, участвующие в ее стыковке, — внутренние
Перед началом работ отрезки труб на заданные отрезки длина избавляет от неровностей и заусенцев. Если в трубе предусмотрен слой внутренней или внешней фольги, ее сначала необходимо очистить горелкой с хорошо заточенными и отрегулированными ножами.
При зачистке с использованием лицевой маски трубу необходимо погрузить в инструмент до упора.
Работы по сварке пластиковых труб своими руками производятся в следующей последовательности:
- Подключите паяльник к источнику питания, чтобы прогреть оборудование до оптимальной температуры 260-270 ° С.
- Одновременно соединяемые отрезки трубы надеваются на патрубки, обеспечивая наиболее равномерный вход. Эту работу нужно делать быстро и уверенно.
- По истечении указанного в инструкции времени, пока не расплавятся фитинги и концы труб, снимаются элементы с нагревательных форсунок.
- Соедините расплавленные концы вместе, осторожно сжимая друг друга в течение 15-20 секунд.
- Склеенные детали оставляют в статическом положении, так что шов полностью охлаждается и соединение становится монолитным. №
Определить продолжительность нагрева можно из инструкции, прилагаемой к оборудованию, или с помощью приведенной ниже таблицы.
Продолжительность нагрева до полной полимеризации соединяемых элементов зависит от диаметра изделий и толщины их стенок.
Нельзя игнорировать требования по времени нагрева, указанные в таблице.Недостаточный нагрев не в состоянии обеспечить надежное соединение. Чрезмерный перегрев приведет к «потеканию» полипропилена и деформации деталей. Как результат: на внутренней поверхности сварных швов образуются выступы, что значительно уменьшает диаметр трубопровода.
Чтобы иметь возможность контролировать глубину залегания сегментов в нагревательном элементе, тем самым снижая вероятность дефекта, желательно предварительно сделать надрезы на их концах
После завершения полимеризация и замораживание, которое занимает около 20 секунд, стык готов.По этой же технологии все последующие узлы припаиваются к финишу, пока водопровод не будет полностью собран.
Типичные ошибки монтажа
Основные ошибки, которые допускают начинающие мастера при работе с полимерными изделиями:
- Нагрев деталей. Во время нагрева детали должны находиться в максимально ровном положении. Малейшее смещение может негативно сказаться на эксплуатационных параметрах всей водопроводной системы.
- Адгезия полимеризованных концов.При нажатии на расплавленные торцы элементов невозможно повернуть детали вокруг своей оси. Это может привести к тому, что шов окажется недостаточно прочным.
- Исправление соосности. При стыковке элементов допускается только легкая регулировка их совмещения, продолжительность процедуры не более 1-2 секунд.
Еще один важный момент: проводя пайку кранов, необходимо учитывать расположение клапанов, обеспечивая им свободный полный ход.
Полипропилен с подогревом так быстро остывает, что уже через час после завершения монтажа в систему можно спокойно подавать воду
Если после соединения элементов швом возникают сомнения, то стык лучше разрезать сайт и переделать заново. Устранение дефектов лучше проводить на этапе монтажа конструкции, так как заменить негерметичный стык в ходовой системе гораздо проблематичнее.
Сборка компонентов без пайки
Использование компрессионных фитингов и современных клеевых составов позволяет производить монтаж полипропиленовых труб качественно, быстро и с минимальными материальными вложениями.
Установкой обжимного фитинга
Для реализации этого метода соединения вам потребуется приобрести обжимной фитинг и использовать обжимной ключ.
Компрессионные фитинги оснащены уплотнительными зажимными кольцами, которые действуют как демпферы в случае ударных импульсных нагрузок (в отличие от простых накидных гаек)
Установка компрессионного фитинга включает три основных этапа:
- На конце отрезанной под прямым углом и очищенной от заусенцев трубки, надеть голубую гайку.При размещении обжимного кольца белого цвета необходимо придать ему такое положение, чтобы утолщенная часть была направлена в сторону хвостовой части трубы.
- Труба вставляется в фитинг до упора, прижимая зажимное кольцо до максимума.
- Синюю гайку скручиваем, «залечивая» сначала вручную, а потом нажимая на ключ.
Для сборки компрессионных фитингов не требуется специальных знаний и навыков. Продукция поступает в продажу полностью готовой к установке.Их монтаж можно производить при любых температурных условиях.
Путем склейки элементов
При сборке водопровода применяется клеевой метод, по которому предполагается транспортировка только холодной воды. Для применения метода «холодной» сварки потребуется «агрессивный» клей типа LN-915.
Клей способен на треть растворять поверхности собранных деталей, создавая условия для холодной диффузионной сварки.
Защищать кожу рук от случайного попадания состава и «разъедать» ее действующие вещества, приклеивающие манипуляции лучше проводить в защитных перчатках.
Последовательность действий при склейке изделий:
- Проверить соответствие углов среза стыкуемых участков и пометить карандашом для склеивания.
- Очистите и обезжирьте соединяемые концы труб.
- На торцы труб и зону раструба арматуры равномерно наносится клеевой слой.
- Отрезки труб вставляются в отверстия фитинга, ориентируясь по отметкам карандаша. Состав выдерживают в фиксированном положении три минуты, после чего салфеткой удаляют излишки воска.
- Комбинированные элементы выкладывают на ровную поверхность и оставляют на 5-6 часов до полного высыхания.
Проточная вода для проверки качества склеивания может производиться только через сутки после завершения монтажа.
При реализации этого метода важно соблюдать два основных условия: температуру и влажность. Все работы следует выполнять при температуре воздуха +5, + 35 ° С. При склеивании в жарких погодных условиях работы нужно проводить как можно быстрее, чтобы клей не высох до завершения монтажа.
О тонкостях процессов пайки и склейки труб можно узнать из следующих видео:
Как паять трубы:
Сборка сантехники без пайки:
Работы по самоподгонке полипропиленовых труб даже с у начинающего мастера, особых затруднений вызвать не должно. Необходимо только четко и добросовестно выполнять все технологические стандарты.
Пайка труб из полипропилена осуществляется с помощью специальных аппаратов, позволяющих точно контролировать время и температуру плавления деталей.Для систем холодного водоснабжения допускается холодная (клеевая) сварка.
Как выбрать устройство?
По форме все устройства для сварки полипропиленовых труб делятся на:
- Рентген («утюги»): недорогие аппараты, предназначенные для сварки труб диаметром до 40 мм, с пластинчатым нагревательным элементом, в отверстия которого вставлены парные насадки — сменные муфты и оправки. Тефлоновое покрытие защищает пластик от прилипания к металлу. Используется в основном для периодических или разовых работ.Если выбор остановился на этом приборе, кроме его силового и терморегулирующего методов, необходимо проверить устойчивость конструкции.
- Цилиндрические: полупрофессиональные и профессиональные блоки, нагревательный элемент в которых имеет форму прямого или бокового цилиндра. Сварочный аппарат в форме буквы «Г» с боковым цилиндром может использоваться для пайки в труднодоступных местах.
Скорость выполнения операций напрямую зависит от мощности устройства.Для разовых работ лучше приобрести инструмент средней мощности. Ориентируйтесь на диаметр труб. Например, если это 40 мм, это число умножается на 10, плюс добавляется 20-40% запаса. То есть 40 х 10 + 80 = 480 Вт. Округлите цифру до 500 Вт. Для труб большего диаметра (например, 16-сантиметрового) потребуется профессиональный дорогой агрегат мощностью 1800-2000 Вт.
Уровень нагрева, информация о котором отображается на дисплее, задается термостатом.Более точными считаются устройства с электронными или микропроцессорными терморегуляторами, позволяющими максимально точно измерить температуру. В капиллярных и биметаллических термостатах погрешность измерений увеличивается.
Слишком много насадок на строительный фен, используемых в быту, не нужно — достаточно купить прибор с насадками диаметром 20, 25 и 32 мм. К тому же ручным инструментом сварить трубы диаметром более 40-60 мм проблематично. В комплект паяльника могут входить дополнительные инструменты: фаскосниматель, резак, шайвер для зачистки армированного пластика, калибровочное устройство, лицо и др.Вы можете купить их отдельно.
Технологический процесс
В зависимости от типа соединения полипропиленовые трубы можно сваривать:
- Колокол: аналогично подключаются трубы небольшого диаметра (до 40 мм) в системах отопления и водоснабжения. Центровка и сжатие обеспечиваются за счет расчетных размеров трубы и муфты или другого фасонного изделия (тройник, переходник и т. Д.). В обычном состоянии диаметр трубы немного больше внутреннего диаметра муфты, после плавления и приложения небольшого физического усилия труба входит в муфту на глубину, равную глубине нагрева, образуя прочный и надежное крепление.Для полимеризации выдерживается определенное время.
- Стыковое соединение: для соединения деталей одного типа и одинакового диаметра. Концы труб располагаются на одной оси, то есть конец в конец. В результате одновременного нагрева и механического сжатия деталей полипропилен проникает друг в друга. Для достижения такого эффекта требуется использование специальных машин. В бытовых условиях метод не применяется, его применяют для сварки толстостенных труб большого диаметра в линиях.
Трубы диаметром 4 см соединить вручную и центрировать очень сложно.Для таких операций используются электрические сцепные устройства с юстировочными устройствами. Такие устройства работают в автоматическом режиме и относятся к высокотехнологичному дорогостоящему оборудованию.
Какая температура нагрева?
Для получения прочной связи важно определить точную температуру нагрева. Если он отклоняется в ту или иную сторону, есть риск повреждения пластика при эксплуатации и протечки. При низких температурах пластик недостаточно плавится, и крепление будет нестабильным.При его избытке он излишне деформируется, и из-за образования провисаний диаметр отверстия уменьшится. А вот вставить в фитинг перегретую и слишком размягченную трубу будет проблематично.
Температура нагревательного элемента устанавливается механическим (биметаллическим) или электронным термостатом. Если для работы с полиэтиленом требуется температурный режим в пределах 220 ° С (± 5), то полипропилен сваривают при более высокой температуре 260 ° С . Специалисты советуют сразу устанавливать желаемую температуру при покупке сварочного аппарата и больше не менять ее.На старых «паяльниках» это вообще не регламентируется, но такие устройства вполне пригодны для использования.
Время нагрева труб зависит от их диаметра. Соблюдать должно быть точно:
- 20 мм: нагрев не более 6 секунд;
- 25 мм: на пайку хватает 7 секунд;
- 32 мм: время обработки 8 секунд;
- 40 мм: нагрев 12 секунд.
Современный аппарат для сварки полипропилена, оборудованный системой световой или звуковой сигнализации.Достаточно просто установить желаемую температуру и время.
Обратите внимание на температуру окружающего воздуха. В холодных помещениях время нагрева паяльника увеличивается на 2-3 секунды. Хотя лучше это время подбирать опытным путем. При температуре воздуха ниже + 5 ° С время нагрева увеличивается на 50%.
Несмотря на кажущуюся простоту — с подогревом, подключением, охлаждением — при сварке полипропилена есть много вещей, которые нельзя упускать:
- При отсутствии опыта сначала лучше потренироваться на отрезке трубы, т. К. Нагретый полипропилен недолго сохраняет пластичность, за это время нужно успеть соединить элементы без перекосов, закрепить их прочно и, не меняя своих положений, дождаться полного остывания.
- Трубы и фасонные части разных фирм, даже одного диаметра, нельзя сваривать между собой — из-за разницы в химическом составе добиться надежного соединения будет невозможно.
- Для получения гладкого реза точно под углом 90 ° используется только очень острый инструмент. Все заусенцы тщательно очищаются.
- Покупайте только качественный пластик — при выборе продукции сомнительного производителя трубопровод может дать течь.
- Работать на весу запрещено — утюг для сварки обязательно должен иметь подставку.Удобнее, если он имеет крепление к столу в виде винтовой струбцины.
- Поскольку фитинг немного дольше прогревается, его сначала надевают на форсунку.
- Слишком медленно и затягивать интервал между нагревом и монтажом не следует — сварка будет хрупкой.
- Трубку нужно вставить в фитинг до упора, иначе на месте образовавшегося зазора будет течь из-за уменьшения толщины стенки.
- Излишки пластика, образовавшиеся в процессе сварки, не следует сразу удалять — ненагретый стык легко деформируется.Хотя, конечно, опытный мастер заплыва появляется очень редко.
- Вращать, вкручивать детали при соединении запрещено, движение должно производиться только по прямой.
- Чрезмерное усилие при соединении также недопустимо — в результате в трубе может образоваться большой наплыв пластика, препятствующий прохождению жидкости.
- Случайно поврежденный фитинг следует заменить на новый, но герметизация его трубой недопустима.
- Некоторые агрегаты китайского и турецкого производства оснащены двумя ТЭНами с отдельными переключателями.Но во избежание риска перегрева полипропилена оба сразу использовать не стоит, пусть второй нагреватель будет только запасным.
- Время охлаждения должно быть примерно равно времени нагрева. Не сокращайте этот срок, иначе связь будет хрупкой.
- Стыки труб не должны быть загрязнены — сварка пыльных и грязных продуктов может привести к потере прочности. Дополнительные свариваемые поверхности обезжиривают ацетоном, бензином или уайт-спиритом. Обычная водка для этих целей запрещена, так как она способна расшатывать пластик.
- Недопустимо и попадание влаги. Накапливаясь в водопроводных трубах, они засыпаются солью или хлебной крошкой, после сварки их следует тщательно промыть.
- Для систем с горячей водой используется полипропилен, армированный фольгой или стекловолокном. При чистке фольги достаточно даже небольшого оставшегося кусочка, чтобы вызвать протечку во время работы, ее нужно аккуратно удалить по всей длине шипа. Зачистка стеклопластика не требуется — этот материал паяется очень хорошо.
- Важна не только чистота труб, но и сам паяльник. После каждой операции необходимо полностью удалить остатки пластика.
Холодная сварка
Склеивание полипропилена специальным клеем (холодная сварка) не менее прочно, чем крепление методом горячей сварки. Однако он применяется только для труб, подающих холодную воду. Потому что клей под воздействием высоких температур может размягчиться.
Процесс установки прост:
- Трубы обрезаны точно под углом 90 ° и очищены от заусенцев, пыли и грязи.
- Фитинги и трубы маркируются таким образом, чтобы при их соединении между концом фитинга и трубой не оставалось зазора более 1 мм.
- Клей нанести тонким слоем на каждую деталь.
- Они держатся вместе.
- Соединение фиксируется руками в фиксированном положении на 15 секунд.
- Можно подключить воду через час после холодной сварки.
Подсоединение PEX к медным и ПВХ трубам
Фото: istockphoto.com
Сегодня с помощью труб из сшитого полиэтилена (PEX) сантехнические работы стали более эффективными для профессионалов и более доступными для домашних мастеров. Эти гибкие красные и синие трубы могут изгибаться практически в любом направлении, чтобы направлять горячую и холодную воду, соответственно, туда, куда она должна направляться.
Фактически, если ваш дом оборудован коллектором водоснабжения — а не все дома — отдельные трубы PEX могут быть напрямую подключены к коллектору, а затем протянуты через стены до раковины, ванны или душа для подачи воды. горячая и холодная вода.«Чтобы пропустить PEX сквозь стену, потребуется гораздо меньше времени на разрыв этой стены по сравнению с другими трубами», — говорит Дэниел О’Брайан, технический эксперт интернет-магазина сантехники SupplyHouse.com.
Некоторые рабочие места лучше доверить профессионалам
Получите бесплатные оценки от ближайших к вам лицензированных сантехников.
+Труба PEX не только проста в обращении, ее также легко подключить к существующим водопроводным линиям в доме для ремонта или новой установки. Вы уже работаете с трубой из меди или ПВХ? Благодаря широкому набору компонентов PEX, которые упрощают подключение труб, вы тоже можете самостоятельно заняться водопроводом.
Если вы хотите добавить новый PEX к существующим водопроводным линиям, продолжайте читать. Мы сообщим вам, какие фитинги и инструменты вам понадобятся и как они используются для соединения.
Выберите и прикрепите резьбовой фитингДля соединения трубы PEX с медными или ПВХ трубами доступны различные резьбовые фитинги в вариантах, перечисленных ниже. Обычно они состоят из двух частей, которые часто продаются отдельно. Половина присоединяется к трубе PEX, а другая половина — к существующей трубе из меди или ПВХ.Соедините две половинки вместе, и, вуаля, у вас будет водонепроницаемое соединение.
Когда вы прикрепляете вторую половину к меди или ПВХ, некоторые фитинги потребуют использования горелки или нанесения клея в хорошо вентилируемом месте (подробнее об этом в следующих разделах ниже). Но соединения PEX не всегда должны быть такими сложными. Некоторые типы фитингов не содержат ни огня, ни дыма, ни даже специальных инструментов, и такая простота использования делает «работу более безопасной, если у вас нет опыта и оборудования, как у профессионала», — говорит О’Брайан.
Необходимые инструменты и уровень сложности при установке PEX зависят от типа приобретаемого вами фитинга, поэтому вы должны сначала понять свои варианты, чтобы убедиться, что вы выбираете оборудование, с которым вы можете справиться. Начните с ознакомления с вашими вариантами и узнайте, как они подключаются к PEX.
- Расширительные фитинги (например, от BlueFin и от Uponor) плотно вставляются в трубу PEX с небольшой помощью. Используйте расширитель из PEX, чтобы увеличить диаметр трубы до фитинга.PEX, у которого есть «память», затем возвращается к своему первоначальному размеру, создавая водонепроницаемое уплотнение.
- Обжимные фитинги (например, от Bluefin) изготавливаются путем надевания металлических колец на конец трубы PEX и последующей вставки правильного фитинга в конец трубы. Затем с помощью обжимного инструмента PEX затягивают металлическое кольцо на трубе PEX и фитинге.
- Компрессионные фитинги (например, от Bluefin) включают надевание латунной гайки и пластикового компрессионного кольца на трубу PEX, а затем вставку металлической втулки внутрь трубы для поддержки (все эти детали можно приобрести отдельно).Фитинг вставляется в трубу и втулку из PEX, а затем гайка затягивается на фитинг, сжимая компрессионное кольцо для образования плотного уплотнения.
- Зажимные фитинги используют те же фитинги, что и в обжимных соединениях, но вместо обжимного инструмента требуется зажимной инструмент с храповым механизмом для затягивания стальных колец на месте на стороне PEX. Кольцо надевается на трубу PEX, и фитинг затем вставляется в конец трубы. Кольцо располагается над фитингом, и зажимной инструмент используется для сжатия язычка на боковой стороне кольца для его затяжки.
- Пуш-фитинги , в том числе произведенные SharkBite и BlueFin, являются самыми простыми в подключении и не требуют дополнительных инструментов, зажимов или обжимов для крепления фитинга к трубе PEX, медной или ПВХ трубе. Подключение простое: вставьте трубу PEX в один конец фитинга, и ее внутренние компоненты надежно зафиксируют ее на месте. Однако это удобство имеет свою цену. Фитинги SharkBite дороже, чем большинство других перечисленных здесь, но они также избавляют вас от необходимости покупать специальные инструменты, если вы устанавливаете только несколько соединений.
Подключение нового PEX к существующей медной трубе
Независимо от того, какой фитинг вы выберете, существует только два основных метода подключения PEX к медной трубе. Традиционные медные соединения требуют пайки или «запотевания», в то время как более новые, более инновационные варианты, такие как фитинги SharkBite, подключаются к меди без каких-либо специальных инструментов.
Фото: istockphoto.com
РЕЗЬБОВЫЕ ПОЛОСНЫЕ СОЕДИНЕНИЯДля резьбовых соединений у вас всегда будет два отдельных фитинга, по одному для каждой трубы, которую вы соединяете, а затем, в конечном итоге, скручиваете вместе.Традиционный способ соединения PEX с медью включает использование резьбового переходника для пота на медной стороне (для соединения с фитингом PEX) и пайку для создания водонепроницаемого уплотнения. Медная труба и ее фитинг сначала очищаются стальной щеткой с мелкой щетиной, а затем покрываются флюсом (как эта паста для флюса от Utility), чтобы припой равномерно прилегал. Затем шов соединения фитинга с медной трубой нагревается пламенной горелкой. Когда металл сильно нагревается, к шву прикладывают небольшой стержень припоя — не содержащий свинца, если по этим трубам будет подаваться питьевая вода.Тепло металла расплавляет припой и втягивает его в шов, где он охлаждается и создает уплотнение.
Затем к трубе PEX прикрепляют резьбовой фитинг из PEX, используя методы, описанные в разделе выше. Вы даже можете найти резьбовой фитинг SharkBite с технологией push-fit на стороне PEX, который имеет резьбовой конец для накручивания на резьбовой конец резьбового медного фитинга. Как только оба фитинга будут подсоединены к трубам, скрутите их вместе, чтобы образовалось уплотнение. (Хотя, если вы уже используете вставные фитинги, самый простой подход — просто использовать фитинг SharkBite на обеих трубах, которые вы соединяете, о чем мы поговорим дальше.) Просто помните об этих соображениях:
- Каждое соединение должно иметь один фитинг с наружной резьбой и один фитинг с внутренней резьбой, чтобы можно было присоединить два фитинга. (Фитинг с наружной резьбой имеет выступающую резьбу, которая ввинчивается в резьбовое отверстие фитинга с внутренней резьбой.)
- Размеры концов с резьбой должны совпадать, чтобы фитинг PEX мог навинчиваться на фитинг из медной трубы.
- Вы можете соединять трубы разных размеров, если концы с резьбой имеют одинаковый размер. На резьбовых фитингах указаны размеры обоих концов, это означает, что фитинг ½ «X ½» соединит две трубы ½ «, в то время как фитинг ½» X 3/8 «(также называемый» переходным «фитингом) требуется для соединения 1/2 ”К трубе 3/8”.
- Используйте метод подключения «пота» только в том случае, если вы знакомы с пайкой меди и перед тем, как приступить к работе, уточните у местного строительного управления дополнительные правила (например, необходимость проведения осмотров). Если вам неудобно паять, используйте следующий метод.
Если вы не хотите возиться с пайкой, выберите фитинг SharkBite. Как описано выше, в этот фитинг можно установить медную трубу с одной стороны и трубу PEX с другой.Подобно тому, как труба PEX вставляется в конец фитинга из PEX, медная труба вставляется в другой конец. Это оно! Благодаря механизму вставки фитинга вы сделали водонепроницаемое соединение.
Подключение PEX к трубе из ПВХ
Дома, в которых есть водопроводы из ПВХ, также могут легко использовать трубы PEX для удлинения или замены. Выбирая фитинги, дважды проверьте размеры, чтобы убедиться, что вы покупаете правильный размер для диаметра ваших труб.
ФИТИНГИ С РЕЗЬБОЙВо-первых, всегда выбирайте пластмассовый фитинг с наружной резьбой для существующей трубы из ПВХ в паре с металлическим фитингом с внутренней резьбой для трубы PEX. Обратная сторона — металлический охватываемый фитинг, соединенный с пластиковым охватывающим фитингом — может сорвать резьбу или даже расколоть пластиковый охватывающий фитинг, тогда как металлический охватывающий фитинг может выдержать большую прочность металлического охватываемого фитинга. стандартный метод соединения ПВХ, который включает нанесение щеткой грунтовки из ПВХ (например, этой грунтовки от Hercules) на фитинг и трубу для очистки и легкого смягчения ПВХ.Затем клей, используемый для соединения фитингов из ПВХ (также от Hercules), наносится на конец трубы и на внутреннюю часть фитинга, прежде чем он наденет на конец трубы из ПВХ.
Установите соответствующий резьбовой металлический фитинг с внутренней резьбой на конце трубы PEX, используя любой из первых четырех методов соединения PEX, перечисленных выше. Убедитесь, что вы покупаете фитинг правильного типа для используемого вами метода подключения: обжимной фитинг немного отличается от расширительного фитинга, поэтому выбирайте внимательно.
После того, как фитинги переходника будут прикреплены к концам обеих труб, намотайте небольшую водопроводную ленту на конец резьбового фитинга с наружной резьбой для водонепроницаемого уплотнения, когда вы скручиваете резьбовые концы фитингов вместе.
СОЕДИНЕНИЯ SHARKBITE PEX-TO-PVCХотя вы не ошибетесь, используя метод резьбового соединения, описанный выше, существует еще более простой метод: SharkBite недавно представила переходную муфту из ПВХ, которая подходит для соединения PEX с ПВХ.Эти вставные соединители работают, вставляя обрезанные концы каждой трубы в соответствующий конец муфты. Вы не только сэкономите время, используя эти вставные соединители, но и избавитесь от необходимости использовать клей для ПВХ для прикрепления пластмассового резьбового переходника к трубе из ПВХ.
Эта статья была представлена вам на сайте SupplyHouse.com. Его факты и мнения принадлежат BobVila.com.
Некоторые рабочие места лучше оставить профессионалам
Получите бесплатные оценки от лицензированных сантехников рядом с вами.
+Белая книга: что нужно знать каждому производителю каннабиса и инвестору о полипропиленовой трубе — перспектива сантехники
Этот документ относится к профессиональным законным производителям каннабиса, соблюдающим законы штата / провинции.
Профессиональные производители каннабиса хорошо осведомлены о том, что условия окружающей среды играют решающую роль в качестве растений и общей урожайности. Большинство из них может без промедления назвать идеальную температуру и влажность для своих культур.Но спросите у большинства производителей, какой тип трубы лучше, и они, вероятно, порекомендуют вам ближайший магазин. Дело в том, что профессиональные производители (конопли или в противном случае) обычно не осведомлены об имеющихся вариантах трубопроводов или о том, в какой степени эти варианты влияют на структурные затраты, энергоэффективность и общую устойчивость. Когда этим вопросам уделяется должное внимание, полипропилен становится отличным выбором для этой быстроразвивающейся отрасли.
Предприятия по выращиванию каннабиса потребляют много энергии и выделяют много тепла, поэтому надежная система охлаждения необходима.
Полипропиленовая труба широко используется для водопровода и водяного отопления в Европе с 1970-х годов. Однако в Северной Америке он появился только в 2005 году. С тех пор он становится все более популярным для широкого спектра применений, от лучистого обогрева спортивных площадок до технологических процессов на пивоваренных заводах. Это легкая, но очень прочная труба из термопласта с допусками по давлению и температуре, которые делают ее пригодной для жидкостного отопления и охлаждения, питьевой воды, а также промышленных и пищевых применений.
В зависимости от размера и толщины стенки полипропиленовая труба может весить до 70% меньше, чем труба из углеродистой стали.
В отличие от металлических труб, установка полипропиленовых труб не требует традиционной сварки горелкой. Вместо этого он полагается на метод беспламенного термоядерного синтеза, который прост в освоении и очень надежен при создании практически герметичных соединений. Когда подрядчики становятся экспертами в области термической сварки, они обычно могут устанавливать полипропиленовые трубы намного быстрее, чем сварка труб из меди, углеродистой стали и нержавеющей стали.
Привлекательной характеристикой полипропилена является его химическая чистота и инертность. Он не ржавеет, не накапливается и не выщелачивает какие-либо примеси в транспортируемые жидкости, а также не реагирует с большинством химикатов. Это не только увеличивает его долговечность по сравнению с другими материалами для трубопроводов, но также делает его пригодным для широкого спектра применений. Кроме того, в отличие от трубопроводов из ПВХ или ХПВХ, полипропиленовые трубы не становятся хрупкими или склонными к растрескиванию при воздействии низких температур. Полный список физических / эксплуатационных характеристик полипропилена и связанных с ними преимуществ показан в таблице 1.
Где полипропилен вписывается в повседневную работу предприятия по выращиванию? Ответ — практически любое приложение, требующее транспортировки жидкостей. Но чтобы по-настоящему понять потенциальную роль, которую полипропилен может играть в растущей индустрии каннабиса, нужно сначала взглянуть на особые потребности, проблемы и ценности отрасли.
Энергоемкая промышленность
Спрос на электроэнергию для предприятий по выращиванию каннабиса огромен. Согласно отчету Cannabis Energy Report за 2018 год, легальное выращивание каннабиса в США.С. потребляет примерно 1,1 тераватт-часа электроэнергии в год, чего достаточно для обеспечения энергией всего Ньюарка, Нью-Джерси или Анахайма, Калифорния. [1] В помещениях для выращивания в закрытых помещениях — очень часто перепрофилированных складских помещениях или других типах пустующих зданий — такое массовое потребление энергии вызвано искусственным освещением, необходимым для выращивания каннабиса. Тепло от этих ламп накладывает еще одну энергетическую нагрузку: охлаждение . Круглогодичные охлаждающие нагрузки в помещениях неизбежны, так как тщательно контролируемая температура помещения важна для производителей для достижения максимальных урожаев.В теплицах можно избежать большей части потребности в искусственном освещении, но по-прежнему необходимо нагревание, охлаждение и осушение. В любом случае, крупные предприятия выигрывают от долгосрочной эффективности централизованных систем водяного отопления и / или охлаждения, которые обычно примерно на 15-20 процентов эффективнее других вариантов HVAC [2]. В этих системах используются трубопроводы для транспортировки отопительной воды в центральную котельную систему и из нее, а также для транспортировки охлаждающей воды в и из чиллера и / или оборудования испарительного охлаждения.
Полипропиленовые трубы идеально подходят для этих целей по причинам, которые напрямую влияют на эффективность и долговечность выращиваемого оборудования. Во-первых, внутренние стенки полипропиленовой трубы уникально гладкие, что снижает потери на трение и потребление энергии насосом. Потери на трение полипропилена вначале низкие, а остаются низкими для в течение всего срока службы системы, потому что труба не подвержена ржавчине или окалине. Сталь, медь и другие металлы со временем ржавеют и корродируют, увеличивая потери на трение и энергию насоса, необходимую для преодоления этих потерь.
Соединение с муфтами (показано здесь) — это один из методов термосплавления полипропиленовых труб и фитингов.
Полипропиленовая труба также может использоваться в сочетании с геотермальными тепловыми насосными системами, которые часто применяются в сельском хозяйстве. Геотермальные системы полагаются на землю или водоем в качестве радиатора и / или источника тепла для высокоэффективной передачи тепла в места выращивания и из них для кондиционирования пространства и сельскохозяйственных процессов. В этих применениях полипропиленовая труба транспортирует нагревающую и / или охлаждающую жидкость от центрального источника энергии к оборудованию с принудительной подачей воздуха или в контур распределения излучения.Трубу можно закапывать в землю и / или бетонный пол без необходимости использования каких-либо защитных рукавов или обертки.
Еще одна стратегия, которую предприятия часто используют для снижения энергопотребления, — это рекуперация тепла. В этих приложениях полипропиленовая труба может использоваться для передачи энергии в технологическую воду, сточные воды или из любого другого источника, который может использоваться для предварительного нагрева или предварительного охлаждения воды для других нужд отопления, охлаждения или обработки. Это дает производителям возможность полностью оптимизировать любые доступные им ресурсы — будь то солнце, близлежащее озеро или даже близлежащие очистные сооружения.Все сделано из полипропилена.
Стратегии специализированного роста
Не весь коммерческий каннабис выращивают в почве. Некоторые выращиваются на гидропонике с корнями растений, погруженными в богатый питательными веществами раствор, состоящий из воды и удобрений, в то время как другие выращиваются аэропонно с корнями, взвешенными в воздухе, извлекая питательные вещества из распыленного тумана. Эти стратегии выращивания очень часто полагаются на воду высокой чистоты (обычно обратный осмос или деионизированная вода), когда существующие источники воды считаются непригодными.
Универсальные инструменты для сварки позволяют плавить полипропиленовые трубы в местах, где сварка металлических труб затруднена или невозможна.
Вода высокой чистоты автоматически ограничивает варианты трубопроводов. Никогда не следует использовать медь с деионизированной водой, потому что, если уровень pH жидкости упадет ниже 6,5, может произойти коррозия, и молекулы меди могут попасть в источник. Хотя для этих целей можно использовать трубы из нержавеющей стали, они часто являются дорогостоящими и со временем выщелачиваются, если вода станет слишком кислой или слишком щелочной.Полипропилен идеально подходит для этих целей, потому что он не выщелачивается, а его установка никогда не требует использования каких-либо потенциальных загрязнителей, таких как припой, флюс или клей. Его можно использовать даже для питьевой воды и пищевой промышленности, поскольку он доступен в составах, соответствующих требованиям NSF 51 и NSF 61.
Содействие строительству и расширению
Производители и владельцы, как правило, испытывают сильное давление, заставляя их быстро ввести в эксплуатацию производственные мощности, чтобы как можно скорее начать путь от семян к прибыли.Графики строительства всегда вызов, особенно когда речь идет о механических компонентах, таких как трубопроводы. Для установки металлических труб требуются лицензированные сварщики (дорогие и все более редкие), а также специальные разрешения на использование открытого огня на стройплощадке. Кроме того, установка тяжелых секций металлических труб в существующие конструкции и последующая их опора для приваривания на месте представляет собой как материально, так и физически сложную задачу. В этих обстоятельствах такая, казалось бы, банальная ошибка, как просчет длины металлической трубы, может привести к отставанию проекта от графика на несколько дней (если не недель).
Полипропиленовая труба гидрофобна и никогда не образует накипи и коррозии, как металлическая труба.
Выбор полипропиленовой трубы избавляет от кошмаров на рабочем месте по следующим причинам:
- Полипропилен легкий — особенно полезен в теплицах, где несущая способность ограничена
- Полипропиленовые фитинги можно предварительно изготовить за пределами площадки в контролируемых зонах, чтобы свести к минимуму изготовление на рабочем месте — некоторые производители даже предлагают услуги по изготовлению.
- Неправильная длина обычно может быть изменена на стройплощадке с незначительным нарушением графика работы
- Маневренность трубы по сравнению с металлической означает, что ее легче преодолевать в ограниченном пространстве.
Если владелец надеется расширить объект в будущем (как многие делают), полипропиленовые трубопроводные системы построить намного проще, чем металлические трубы.Стратегически расположенные запорные клапаны позволяют легко изолировать поток и врезаться в существующую трубу для создания новых соединений с минимальным нарушением текущих операций. Розетки Fusion позволяют легко и относительно недорого расширять, и один производитель предлагает решение для горячей врезки. Опять же, никакого огня или разрешений не требуется.
Пиво там, готово
Если предпринимателям, специализирующимся на каннабисе, нужны соответствующие примеры всего, на что способен полипропилен, им достаточно взглянуть на индустрию крафтового пивоварения.Крафтовые пивовары, интенсивно сотрудничающая группа, твердо приняли полипропилен во всем, что он может предложить, в первую очередь за его чистоту, экологичность, а также быструю и гибкую установку — интересы, которые во многом совпадают с интересами индустрии каннабиса.
«Молва в индустрии крафтового пивоварения потрясающая, поэтому у нас был огромный рост от пивоваренных заводов, использующих его не только для линий гликоля, но и для их отопления и охлаждения, их геотермальных применений, их бытового водоснабжения, CO 2 , сжатый воздух и не только », — сказал Барри Кэмпбелл, вице-президент по маркетингу компании Aquatherm, ведущего производителя систем трубопроводов из полипропилена.
При правильной сварке полипропиленовой трубы образуется единая деталь без путей утечки.
По словам Кэмпбелла, тот факт, что полипропилен является одной из самых экологически чистых доступных систем трубопроводов, помог Aquatherm завоевать популярность среди крафтовых пивоварен. Один производитель полипропиленовых труб также провел работу по сертификации, чтобы позволить этому продукту участвовать в программе LEED v4 в программе Совета по экологическому строительству США (USGBC).
Заинтересованность в устойчивости — это лишь одна из многих общих черт, присущих индустрии каннабиса и пивоварению.Как и многие недавно зарегистрированные производители каннабиса, многие крафтовые пивовары начинают свой предпринимательский путь в пустом здании, где существующая инфраструктура может затруднить установку трубопроводов. Здание или парковка по соседству — это «фаза II» их предприятия. Наконец, владельцами часто являются одни и те же люди, которые варят пиво или выращивают каннабис, поэтому они, как правило, более практичны при выборе механического оборудования. Они проводят свои собственные исследования и, как правило, ищут способы экономии энергии нестандартно.
Роберт Миллспо, руководитель производственного процесса в компании Flathead Lake Brewing Company в Бигфорке, штат Монтана, провел обширное исследование того, какие трубопроводы использовать для технологической стороны пивоваренного завода, прежде чем в конечном итоге выбрать полипропилен. В озере Флэтхед, появившемся на руинах старого боулинга, было проложено несколько тысяч футов полипропилена для транспортировки воды для отопления и гликоля для отопления, охлаждения и технологических процессов. Часть системы даже использует чистые сточные воды с близлежащей водоочистной станции для косвенного предварительного темперирования технологической воды для повышения эффективности.
«Мы искали продукты, которые помогли бы нам получить сертификат LEED, а [полипропилен] мог многое предложить. Я также наткнулся на статью об Epic [пивоваренная компания в Солт-Лейк-Сити] и о том, как они использовали [полипропилен] при ремонте, и обсудили там продукт с пивоваром », — сказал Миллспо.
Полипропилен также успешно используется в пивоварении, где требуются трубопроводы для питьевой и пищевой воды.
Avondale Brewing Co.в Бирмингеме, штат Алабама, был первым пивоваренным заводом в Северной Америке, который использовал полипропиленовую трубу для пищевых продуктов (NSF-51) от Aquatherm для транспортировки пива с емкостей на основной пивоварне в здание упаковки, где оно разливается в кеги, консервы и разливаются по бутылкам. Трубопровод, который также внесен в список NSF для питьевой воды, между использованием очищается и дезинфицируется. Конечно, как и все полипропиленовые системы производителя, трубопроводы гарантированно не содержат тяжелых металлов и токсичных химикатов.
Чистота является приоритетом на пивоваренных заводах и является одной из основных причин, по которой Founders Brewing Co.в Гранд-Рапидсе, штат Мичиган, решили использовать полипропилен в процессе рекуперации тепла, который отводит тепло от процесса пивоварения для предварительного нагрева наружного воздуха перед его поступлением в систему HVAC здания. Трубопровод рассчитан на промывку, поэтому пивовар может поддерживать чистоту в варочном цехе.
Подобные примеры демонстрируют потенциал полипропиленовых трубопроводов в индустрии каннабиса.
«Индустрия крафтового пивоварения и все, что ей удалось сделать с нашей трубкой, создали неожиданный план для производителей каннабиса и того, как они могут использовать полипропилен для облегчения строительства, экономии энергии и повышения устойчивости», — сказал Кэмпбелл.