Видео как работать с полипропиленовыми трубами: Монтаж полипропиленовых труб своими руками: технология работ
Соединение металлической трубы с полипропиленовой
На чтение 6 мин. Просмотров 752 Обновлено
Металлические трубы отжили своё уже некоторое время назад. На смену им приходят пластиковые аналоги. По своим эксплуатационным характеристикам они не уступают металлическим, а иногда и превосходят его.
Правильное соединение металлической трубы с полипропиленовой становится залогом того, что система будет работать без перебоев, с максимальной надёжностью.
Не так уж редки ситуации, когда надо произвести соединение полипропиленового изделия с металлическим.
Чтобы понять, как правильно соединять полиэтиленовый трубопрокат с полипропиленовой или металлической смотрите видео уроки, размещенные в данной статье.
Существует несколько способов, как грамотно произвести соединение.
- С наличием резьбы. Предполагает, что используют фитинги, которые выглядят как муфты.
 Один конец снабжается резьбой на металл, а другой – срезом, с идеальной гладкостью.
Один конец снабжается резьбой на металл, а другой – срезом, с идеальной гладкостью. - Фланцевого типа. Когда болты со шпильками стягивают конструкции самих фланцев. Они помогут понять, как соединять полипропиленовые трубы, видео сделают процесс более наглядным.
 Один конец снабжается резьбой на металл, а другой – срезом, с идеальной гладкостью.
Один конец снабжается резьбой на металл, а другой – срезом, с идеальной гладкостью.Монтируем резьбовые фитинги
Такие типы соединений актуальны, если вместе берутся трубы среднего, малого диаметра. Размер их не должен превышать 40 миллиметров.
Резьба на фитингах присутствует не только внутри, но и снаружи. Она нужна, чтобы закреплять металлические стороны и концы на деталях. Гладкий срез муфты располагается на противоположной стороне. Он предполагает припаивание пластика.
Фитинги монтируются по простой технологии.
- Заготовку срезают под прямым углом, в том месте, где предположительно будет находиться стык. Для обработки края используют солидол. Затем берут резьборез, и заканчивают обработку.
- После этого их надо очистить так, чтобы отсутствовала металлическая стружка. Для будущего стыка не обойтись без герметизации, что предполагает применение ФУМ-лент, либо пакли.
- Фитинговая конструкция накручивается на часть со срезом, с предварительной подготовкой. Для этого не потребуется приложить слишком много усилий. Деталь может растрескиваться, если инструментами нажимать на неё слишком сильно.
- Гладкий срез приворачивается к трубе из пластика. Легко понять, как соединить полиэтиленовую трубу с полипропиленовой.
 Для будущего стыка не обойтись без герметизации, что предполагает применение ФУМ-лент, либо пакли.
Для будущего стыка не обойтись без герметизации, что предполагает применение ФУМ-лент, либо пакли.Материал для герметизации выкладывают по ходу резьбы, чтобы им было закрыто минимум 1-2 витка.
Видео: как соединять трубопровод
Устанавливаем фланцы
Этот вариант больше подойдёт тем, кто работает с большими диаметрами. Благодаря ему в процессе эксплуатации возникает меньше проблем с доступом при необходимости сделать очистку.
Фланцы выглядят как диски плоской формы с опорой на прямые бруты.
Монтаж труб в системе состоит из нескольких этапов.
- Начинается всё с создания ровного среза на концах заготовок. Главное – чтобы пыль и стружка внутри отсутствовали.
- Затем переходят к надеванию фланцев на срезы, подготовленные заранее. Между местами с дисками располагаем прокладки из резины.
- Для соединения фланцев друг с другом применяют болты. Важно, чтобы затягивание было равномерным, без прикладывания больших усилий.
Рекомендуется отдельно проследить за тем, чтобы прокладки из резины краями не выступали больше, чем на 10 миллиметров.
Полипропиленовые трубы и их соединение
На концы труб из этого материала воздействуют высокой температурой, чтобы соединить изделия, провести стыковку. Можно использовать так же склеивание, либо специальные фитинги.
Видео: как правильно паять
Как запаять конструкции?
Полипропиленовые заготовки нельзя соединить без специального сварочного аппарата, который получил название «утюга». Он работает при подключении к обычной электрической сети.
Он работает при подключении к обычной электрической сети.
Лучше приобретать и сами материалы с небольшим запасом, на случай возможных ошибок.
Процесс состоит из нескольких этапов. Это позволит понять, как запаять полипропиленовую трубу.
- Выполняется несколько срезов там, где в будущем будут располагаться стыки. Требуется и тщательная зачистка для торцов. На их поверхности делают специальные отметки маркером. Они указывают, на какой глубине должны находиться детали внутри нагревательного аппарата. Температура паяльника должна составить не менее 270 градусов.
- Строго перпендикулярное соединение насадок с раскалённым паяльником. То же самое проделывают с концами других соединений.
- 10-15 секундное ожидание до завершения плавления. Потом от насадок избавляются, а детали снова соединяют между собой. Их слегка прикладывают друг к другу, но проворачивание недопустимо.
- Детали для стыковки надо оставить на некоторое время в одном положении, пока они не остынут.

Видео: учимся как паять
Раструбная пайка – вариант, который применяют для труб с 40-миллиметровым и большим диаметром. Но такую работу рекомендуется доверять специалистам, только они знают обо всех особенностях.
Соединительные элементы лучше нагревать изнутри, а трубы –снаружи. Тогда легче будет создавать узлы, отличающиеся высокой прочностью. Иначе внутри образуются небольшие бугорки, из-за которых проходимость уменьшается. Продувка конструкции позволит забыть о подобных проблемах.
Особенности «холодного» способа
Предполагается, что в данном случае используются компрессионные фитинги. Из инструментов хватит обычного обжимного ключа.
Монтажный процесс выглядит так.
- Как обычно, начинается работа со срезов на концах. После этого надо проверить, в перпендикулярном ли положении находится кромка. Зачистка торцов от заусенец проводится проволочной мочалкой, либо мелкозернистой шкуркой.
- Стяжная гайка одевается на один из концов трубы. Резьба должна идти к фитингу. Затем переходят к эксплуатации колец с компрессией. Они тоже идут в фитинговую сторону, но длинными скосами.
- Фитинг нанизывается на поверхность торца, подготовленного заранее. Во внутреннюю поверхность деталь вставляется до упора.
- После этого стяжная гайка полностью затягивается. Система проверяется на предмет герметичности.

Видео
На какие моменты при сваривании обращать внимание?
Профессиональные паяльники стоят достаточно дорого. Лучше приобрести недорогие «любительские» варианты, если работа будет непостоянной. У таких обычно сразу несколько ходовых насадок. Можно брать инструменты в аренду. Это не повлияет на качество итоговых соединений.
Устойчивая подставка стала обязательным элементом почти для всех паяльников. Даже профессионалы выполняют соединения только в том случае, если инструмент сохраняет устойчивое положение. На нагрев рабочих поверхностей уходит не больше 10-15 минут.
Даже профессионалы выполняют соединения только в том случае, если инструмент сохраняет устойчивое положение. На нагрев рабочих поверхностей уходит не больше 10-15 минут.
В соединительных насадках есть всего 2 части – дрон, на котором разогревают муфту, а так же гильза, внутри которой находятся труба с дроном.
Детали насадки устанавливаются на паяльник, когда он ещё холодный. И только после этого прибор подсоединяется к сети. Работу надо начинать, лишь когда погаснут индикаторы.
Видео
Это происходит при втором нагревательном цикле. Но время разогрева определяется несколькими факторами:
- Типом трубы.
- Толщиной стенок.
- Диаметром конструкции.
Все эти значения обычно указываются в таблице, которая идёт в комплектах с паяльниками.
Канализационные системы и особенности их соединения
Монтируя канализацию, многие соединяют пластиковые трубы не только с металлическими, но и с чугунными аналогами.
Такие стыки конструктивно отличаются от других. Потребуется приобретение специальных комплектующих:
- Уплотнителей.
- Гофр.
- Манжет.
Подбор и приобретение подходящих комплектующих не должен доставить особых проблем. Но можно использовать и подручные материалы, если найти подходящий вариант никак не получается.
Из микропористой резины, например, вырезают уплотнитель. В зазор между соединяемыми элементами надо поместить длинную узкую ленту. Тупая широкая отвёртка поможет уплотнить этот материал.
Видео
Чеканка неприемлема по нескольким причинам. Она может деформировать пластиковые трубы, помешать созданию герметичных стыков. Но даже после выполнения работы вероятность протечек сохранится высокая.
Цементный раствор так же не отличается высоким сроком службы. Разные материалы имеют разный коэффициент теплового расширения, и эта разница оказывает на конструкцию негативное влияние.
В зацементированных стыках слишком быстро появляются трещины, такие конструкции просто утрачивают свою целостность.
Пластиковые трубопрокаты иногда соединяются и с медными, но такой вариант встречается крайне редко. Соединение металлической трубы с полипропиленовой более распространено.
Как паять полипропиленовые трубы своими руками: видео
Имея под руками инструкцию и специальные инструменты, которыми осуществляется разводка, разрезка и фиксация, можно провести монтажные работы водопроводной системы своими руками. Так, как паять полипропиленовые трубы в домашних условиях очень легко, процесс не займет много времени и сил.
Основные принципы технологии
Самое важное правило, о котором стоит помнить – это то, что полипропилен имеет свойство терять свои качества при перегреве. Несмотря на все положительные качества этого материала, он очень плохо переносит термическое воздействие. Температура диффузии молекул пластика этого типа – 140 градусов. При перегреве соединение может истончаться.
При перегреве соединение может истончаться.
Именно поэтому полипропиленовые соединения не рекомендуется использовать для отопления, где рабочий процесс осуществляется в температуре более 120 градусов. Если нет других вариантов, то используйте армированные материалы, которые более прочны к высоким температурам.
Правила пайки:
- Специалисты отмечают, что соединяя фитинги и полипропиленовые коммуникации в домашних условиях, нужно использовать температуру 95 градусов, при этом трубы, армированные стекловолокном, могут быть сварены при 100–120 градусах;
- При работе с диаметром до 63 мм (наиболее часто встречаются в системах холодного водоснабжения), нужно использовать электромуфтовую сварку;
- Строго придерживайтесь отведенного времени воздействия. Если превысить его более, чем на 2 секунды, то пластик может расплавиться и труба просто не войдет в фитинг. Придется обрезать её;
- Продолжительность и температура паяльного процесса выбирается исходя из диаметра и толщины стенок пластика.

Правильно подобрать нужную температур, при которой можно паять полипропилен, поможет специальная таблица:
| Диаметр, мм | 16 | 25 | 40 | 63 | 90 |
| Нагрев, с | 5 | 7 | 11 | 24 | 39 |
| Пауза, с | 4 | 4 | 4 | 6 | 6 |
| Охлаждение, с | 120 | 120 | 240 | 360 | 360 |
Эти показатели являются приблизительными и могут изменяться в зависимости от типа материала и рабочего инструмента. В данном случае они даны на паяльник с мощностью 1800 Вт. Это не профессиональный инструмент, поэтому для более высокотехнологичного оборудования параметры времени подбираются уменьшенными.
Видео: как паять своими руками полипропиленовые трубы
Пайка без паяльника
Перед началом рабочего процесса необходимо подготовить место соединения. Нужный участок трубопровода обрезается и зачищается. Удобнее всего для этого использовать абразивную бумагу или наждачку средней жесткости. После срез затирается спиртом для обезжиривания и оставляется на пару минут для просыхания.
Нужный участок трубопровода обрезается и зачищается. Удобнее всего для этого использовать абразивную бумагу или наждачку средней жесткости. После срез затирается спиртом для обезжиривания и оставляется на пару минут для просыхания.
Очень важно соблюдать ровность среза. Угол должен быть либо 90 градусов, либо 45 в зависимости от типа пайки (в муфте или паяльником). Рассмотрим оба варианта.
Пошаговая инструкция, как паять канализационные полипропиленовые трубы диаметром до 63 без паяльника (муфтой):
- Участки трубы обрезаются под острым углом 40 градусов, обрабатываются и центрируются в муфте. Это очень ответственный процесс, если неправильно установить коммуникации, то запаять их будет очень сложно;
Фото — сварка в муфте
- Когда труба установлена, на один её конец надевается фитинг который будет служить соединяющим элементом, а в него продевается второй отрезок. На полученное соединение надевается электромуфта с мощностью 1800 Вт;
- Внимательно изучите параметры нагревающего устройства, чтобы не передержать соединение. В противном случае, как мы говорили выше, придется снова обрезать трубу, что не всегда возможно;
- После нагрева аккуратно отключите муфту. Используя разжимные приспособления, снимите её с трубы и поставьте полипропиленовую коммуникацию на охлаждение. Во время остуживания молекулы пластика снова принимают твердую форму, так завершается процесс диффузии – соединения.
 В противном случае, как мы говорили выше, придется снова обрезать трубу, что не всегда возможно;
В противном случае, как мы говорили выше, придется снова обрезать трубу, что не всегда возможно;Инструкция по пайке
Но при работе с коммуникациями большого диаметра или полипропиленовыми трубами, которые нужно паять в труднодоступных местах, без паяльника не обойтись. Здесь важно не только подготовить отрезки к обработке, но и правильно подобрать инструмент. Паяльные приспособления делятся на:
- Профессиональные (с мощностью от 2000 Вт). Они редко используются в домашних условиях главным образом из-за высокой мощности работы. Ими нужно орудовать довольно быстро, поэтому для начинающих сантехников — это не самый лучший вариант;
- Бытовые (с мощностью до 1800 Вт). Более распространенный вариант паяльных пистолетов.

Как паять полипропиленовые трубы паяльником:
- Чистите место среза при помощи наждачки и спирта или других обезжиривающих составов. Это очень важно для дальнейшего соединения;
- Установите трубы перед собой в специальную нагревающуюся насадку. Она выполнена из тугоплавкого материала, который не поддается плавлению при температуре нагревания полипропиленовых коммуникаций. Согласно времени в таблице выше нагрейте по всему диаметру насадку;
Фото — фиксация в насадке
- Чтобы проверить прочность сцепления деталей нужно надеть на трубу специальные насадки – пластиковые кольца. Они зафиксируются на коммуникации, обеспечивая дополнительную прочность.

После нужно просто охладить крепление согласно времени по таблице и снять трубу с насадки. Очень важно сразу уже насадку очистить от жидкого пластика при помощи деревянных лопаток или ложек, иначе в дальнейшем ее эксплуатация будет невозможна.
Советы по правильной пайке полипропиленовых труб:
- Обязательно разогрейте паяльник до полной готовности перед использованием, иначе нельзя будет четко рассчитать время работы;
- Варить полипропилен можно только в теплое время года. Любые работы с пластиком при минусовой температуре категорически запрещены;
- При остывании нельзя допускать деформации соединений или их прокручиваний, иначе нарушится герметичность;
- Также, нельзя забывать про меры безопасности. При работе с пластиком нужно надевать защитную маску и перчатки, нельзя работать в обычной одежде – при попадании на неё частиц полипропилена она может расплавиться.
Читайте также:
Пайка пластиковых труб — аппараты и инструменты для соединения
Пайка медных труб — инструменты и технология
Полипропиленовые трубы — технические характеристики, виды
Как согнуть полипропиленовую трубу – горячая и холодная технология
Содержание статьи
Для хозяина – мастера на все руки ничего невозможного нет. Вот как в ситуации с полиэтиленовыми трубами. Производители не советуют их гнуть, а умельцам – все нипочем: берут и «лепят» из конструкций то, что требуется в хозяйстве. А еще такие асы охотно делятся своим успешным опытом, поэтому сейчас вы узнаете, как согнуть полипропиленовую трубу, минуя запреты изготовителей такой продукции.
Вот как в ситуации с полиэтиленовыми трубами. Производители не советуют их гнуть, а умельцам – все нипочем: берут и «лепят» из конструкций то, что требуется в хозяйстве. А еще такие асы охотно делятся своим успешным опытом, поэтому сейчас вы узнаете, как согнуть полипропиленовую трубу, минуя запреты изготовителей такой продукции.
Согнуть пластиковую конструкцию достаточно просто
Основные правила работы с пластиком
Можно ли гнуть полипропиленовые трубы, опираясь на какую-либо существующую технологию сгибания конструкций из другого материала? Самым подходящим из таких способов можно назвать методику работы со сталью, подразумевающую нагревание. Однако нагревать пластик следует особым образом. Нельзя использовать бытовые газовые горелки, зажигалки, паяльники или лампы. Нужен специальный фен – строительный.
Работы следует проводить в специальном месте, куда не имеют доступа дети, домашние животные. Поблизости не должно быть легко воспламеняющихся предметов, открытого огня. Чтобы не повредить руки, не обжечь кожу, наденьте перчатки.
Чтобы не повредить руки, не обжечь кожу, наденьте перчатки.
Как гнуть полипропиленовые трубы, чтобы их не деформировать? Если предпочтете горячий способ, главное – не перегреть и сгибать изделие плавно, не спеша. Решили гнуть трубы по холодной технологии? Возможно, вы удивитесь, но риск повредить конструкцию при таком варианте больше. Чтобы избежать неприятностей, следите за радиусом загиба трубы, который по размерам не должен быть больше, чем такая величина: диаметр трубы, умноженный на 8.
Это важно знать! Нагревая полипропилен, следите за температурой, она не должна превышать уровень 170 градусов по Цельсию, иначе вы испортите материал.
Основное правило сгибания – не спешить
Итак, как согнуть трубу из полипропилена своими руками? Существует два способа:
- Холодный метод.
- Горячая технология.
Поговорим подробнее о каждой из методик.
Стоит обратить внимание! Мало знать, как согнуть полиэтиленовую трубу.
 Важно правильно определить место сгиба. Помните, что этот участок конструкции после вмешательства не будет выглядеть презентабельно, поэтому постарайтесь изначально планировать места сгибов в тех точках, которые визуально после монтажа системы не будут бросаться в глаза.
Важно правильно определить место сгиба. Помните, что этот участок конструкции после вмешательства не будет выглядеть презентабельно, поэтому постарайтесь изначально планировать места сгибов в тех точках, которые визуально после монтажа системы не будут бросаться в глаза.Нагревать пластик больше 170 градусов нельзя – следите за температурой
Технология сгибания горячим способом
Более распространены горячие методики работы с трубами. Обучимся самым востребованным технологиям.
Использование формовочной машины
Эта техника применима, если у вас есть специальный аппарат. Впрочем, агрегат можно и одолжить на время у соседей либо приятелей. Итак, запоминайте пошаговую инструкцию, как гнуть полипропиленовые трубы с помощью формовочной машины.
- Сделайте оправу согласно предполагаемой форме, которую вы планируете придать пластиковому элементу системы. Для заготовки используйте древесноволокнистую плиту. Готовую оправу обработайте при помощи наждачной бумаги.
- На формовочном аппарате, используя силикон, сделайте оболочку для соединения обрабатываемой трубы с оправой. Такой шаг убережет полипропилен от деформации (вмятин, сколов) во время работы.
- Поместите трубу в оболочку.
- Закрепите конструкцию в оправе.
- Переместите подготовленный набор на формовочный агрегат.
- Нагрейте материал.
- Дождитесь, пока размягченный пластик осядет на оправу и примет нужную форму.
- Дайте изделию остыть (около 10 минут).
- Снимите конструкцию.
- Оставьте согнутую трубу в покое еще на какое-то время (до полного охлаждения материала).
Это важно знать! Изготавливая оправу (форму), избегайте резких углов – изгибы делайте плавными, рассчитывайте их места и угол заранее, а не в процессе изготовления оправы, иначе придется все переделывать.
Так выглядит формовочная машина
Применение фена либо горелки
Если вы не можете позволить себе приобрести формовочную машину, а одолжить такой чудо-агрегат не у кого, не беда. Трубу можно согнуть и при помощи более простых «девайсов», например, строительного фена или даже газовой горелки.
Трубу можно согнуть и при помощи более простых «девайсов», например, строительного фена или даже газовой горелки.
Как и в описанном выше варианте, приготовьте шаблон, используя древесноволокнистую плиту.
Определите место сгиба и начинайте нагревать (при помощи фена либо горелки) этот фрагмент изделия. Способ нагрева отличается от машинной технологии. Трубу нужно проворачивать вокруг оси, контролируя равномерность прогрева материала по всей поверхности конструкции. Когда пластик по консистенции станет напоминать пластилин, можно приступать к основному блоку работ – сгибанию. Приложите изделие к подготовленной форме и постепенно доведите изгиб до планируемого угла. Не спешите, иначе появится брешь.
Когда согнете конструкцию, еще около четверти часа удерживайте ее на форме – до полного остывания.
Это важно знать! Если в процессе работ (пока материал еще теплый), вы обнаружите, что придали изделию не ту форму, что планировали, не пытайтесь изменить угол – труба не выдержит таких действий.
 Лучше продолжите процесс и примените изготовленный элемент позднее – для монтажа иных систем.
Лучше продолжите процесс и примените изготовленный элемент позднее – для монтажа иных систем.Методика нагрева строительным феном
Холодный метод
Такая технология намного проще горячей методики, равно, как и намного рискованнее. Работать придется с «холодной» конструкцией, внимательно следя за радиусом загиба, который по размерам не должен превышать показатель, больший, чем восемь диаметров конструкции.
По окончанию работ тщательно проверьте изделие на наличие трещин, поскольку риск появления брешей велик.
Успешно с холодной технологией справляются только опытные мастера, но никто вам не мешает примкнуть к их числу. Пробуйте!
Холодный способ – «фишка» асов в строительных делах
Теперь вы знаете, как согнуть полипропиленовую трубу, не прибегая к услугам профессионалов. Удачи!
Видео: полиэтиленовые трубы
Понравилась статья? Поделитесь ей:
Пайка полипропиленовых труб своими руками (видео)
Монтаж полипропиленового водопровода в квартире производится с помощью сварочного аппарата (паяльник) с насадками различного диаметра и ножниц для резки труб (труборез).
полипропиленовые трубы и фитинги
9 обязательных правил при монтаже разводки из этого материала:
- Поверхности сварочного аппарата (паяльника) и насадок имеют тефлоновое покрытие, в процессе эксплуатации оберегайте их от царапин, ударов.
- Материал и оборудование, если внесёны с мороза, выдержать до комнатной температуры, только после этого приступайте к работе — это обязательное условие.
- Труба и фитинги должны быть чистыми и сухими (при необходимости обезжирить или протереть ветошью).
- Срез необходимо делать перпендикулярно оси трубы.
- На паяльнике выставляете температуру равную 280 градусов, как погаснут контрольные лампы можно приступать к спаиванию.
- Труба вставляется во внутреннюю сторону насадки, а фитинг на наружную. Лёгким усилием, ровно, плавно насадить. На трубе появится характерный валик, во избежание заужения давление прекратить, выдержать рекомендуемое данному диаметру трубы время, снять и соединить друг с другом, плавно вводя трубу в фитинг. Ни в коем случае не вращать. Выровнять. Я ещё и наплыв приминаю (красивее получается).
- Момент, когда снял с насадки и соединил между собой, называется технологическая пауза. Она должна быть, как можно короче. Повторюсь, если по оси, соединил не ровно — не вращать! Лучше перепаять затратив другой фитинг, иначе будет протечка. Выдержать пока, так сказать «схватится». Существует руководство, которого необходимо придерживаться, в нём указаны: глубина варки, время нагрева, время соединения и остывания. Для труб разного диаметра эти параметры различны. Поставляется сие руководство в комплекте со сварочным аппаратом.
- На разогретые поверхности ни в коем случае не допустимо попадание воды, попадёт хоть капля — будет протечка. Бывает попадают ворсинки льна, но из-за короткой технологической паузы возможности их убрать нет времени, как ни странно протечки по стыку нет, но желательно это не допускать, кто знает, как это место поведёт себя лет через десять.
- Во время монтажа будьте внимательны: даже самое лёгкое прикосновение открытым участком кожи к паяльнику, даёт серьёзный ожог. При монтаже ни в коем случае не допустимо, по этой причине присутствие детей.

При соблюдении этих рекомендаций, успех обеспечен.
На фото паяльник, которым пользуюсь. Стоимость его не велика, а деньги затраченные на его приобретение перекрыл с лихвой.
паяльник и труборез
Посмотрите, как я сделал разводку в этом видео:
 youtube.com/embed/rsIKl9_7giI?feature=oembed» frameborder=»0″ allowfullscreen=»»/>
youtube.com/embed/rsIKl9_7giI?feature=oembed» frameborder=»0″ allowfullscreen=»»/>
В рамках статьи всего не опишешь.
Подробный процесс по монтажу водопровода можно прочесть в моей электронной книге, она бесплатна, необходимо лишь ввести данные своей электронной почты. Уверен, книга — достойное пособие по этой работе, и не важно из какого материала.
Заинтересовавшемуся этой статьёй, не лишним будет знать:
А так ли прост монтаж полипропиленовых труб (видео)?
Надёжные краны для водопровода.
Надёжный электроинструмент для монтажа.
Если возникли какие вопросы, или есть дополнения прошу в комментарии. Гостям блога рекомендую подписаться на получение анонсов статей себе на почту, форма откроется при прокрутке страницы вниз.
А у меня на этом сегодня всё, успехов в монтаже, с уважением Андрей.
Если информация будет полезна друзьям, клик по иконке соцсети.
Поделиться с друзьями в сети:
1
Похожие статьи
Часто задаваемые вопросы об олефинах и полипропилене: плюсы, минусы, очистка
Олефин доступен по цене и может быть красивым. Вы можете купить олефиновый ворсистый коврик, указанный выше, нажав на изображение.
Вы можете купить олефиновый ворсистый коврик, указанный выше, нажав на изображение.Выбирая ковер для дома, вы столкнетесь с множеством вариантов, и это легко перегрузить. Но, как и в случае со многими проблемами в жизни, есть только несколько действительно важных вещей, о которых нужно помнить для достижения успеха. Если вы готовы купить ковер, помимо вашего бюджета, вам следует обратить внимание на стиль вашего ковра и выбранные для него волокна.Мы подробно рассмотрели синтетические ковровые волокна и более конкретно нейлон и полиэстер; Сегодня мы собираемся рассмотреть олефин, также известный как полипропилен, и обсудить его плюсы и минусы, долговечность, окрашивание и загрязнение, а также где он, вероятно, будет лучше всего работать в вашем доме. Нам предстоит многое изучить, так что приступим.
Олефин — это синтетическое волокно, также известное как полипропилен; волокно находит широкое применение в бытовых и коммерческих целях, и одно из этих применений — изготовление ковров. Большинство производителей и продавцов ковров будут называть волокна любым именем, поскольку они являются синонимами друг друга.
Большинство производителей и продавцов ковров будут называть волокна любым именем, поскольку они являются синонимами друг друга.
По сравнению с другими синтетическими волокнами олефин выделяется рядом вещей, в том числе его внешним видом, долговечностью (мы поговорим об этом чуть позже), а также стойкостью к пятнам и загрязнениям. Людей, которым нравится олефин, он привлекает, потому что он визуально и по текстуре напоминает шерсть. В результате вы часто найдете олефин в качестве волокна для петлевых берберских ковров и ковровых покрытий, так как оба обычно используют шерсть в качестве основы волокна.В зависимости от отделки олефин может выглядеть ярким и блестящим, как полиэстер, или матовым с низким коэффициентом отражения.
По сравнению с другими синтетическими волокнами олефин менее эластичен. Это означает, что после того, как волокна сжаты под стопой, он почти не отскочит назад. В результате вы часто найдете его в стилях широкотканых ковров с петлями, включая берберы и коммерческие ковры с петлями уровня. Олефин имеет тенденцию держаться дольше, когда он плотно свернут петлей и находится в низком ворсе ковра.
Олефин имеет тенденцию держаться дольше, когда он плотно свернут петлей и находится в низком ворсе ковра.
По цене он дешевле нейлона и полиэстера, так как имеет более низкую стоимость производства.Однако он также не прослужит столько же, сколько нейлоновый или полиэфирный ковер (учитывая, что на качество ковра влияет ряд факторов, помимо выбора волокна), поэтому важно сбалансировать его долговечность с его покупной ценой.
При использовании в жилых помещениях олефин лучше всего работает в местах с меньшей проходимостью, таких как спальня или детская. Вы не захотите использовать его в местах с интенсивным движением, таких как лестницы, коридоры или семейные комнаты. В качестве коммерческого ковра олефин лучше всего подходит для легких и средних применений.
Поскольку олефин представляет собой гидрофобное волокно, вы часто найдете его в качестве погодостойкого (не водонепроницаемого) ковра на открытом воздухе и в морской среде. Волокна быстро сохнут и не подвержены плесени или грибку во влажном состоянии. Вдобавок ко всему, поскольку волокна окрашены в растворе (мы скоро рассмотрим, что это значит), они обладают высокой устойчивостью к выцветанию и не обесцвечиваются после воздействия солнечного света и ультрафиолетовых лучей.
Вдобавок ко всему, поскольку волокна окрашены в растворе (мы скоро рассмотрим, что это значит), они обладают высокой устойчивостью к выцветанию и не обесцвечиваются после воздействия солнечного света и ультрафиолетовых лучей.
Олефин также является хорошим выбором для ковровых покрытий подвала, поскольку он быстро сохнет и обладает высокой устойчивостью к плесени.Хотя олефин не является водонепроницаемым, если вам нужно какое-то ковровое покрытие для влажного или подверженного наводнениям подвала, уличный ковер из олефинового волокна, вероятно, будет вашим лучшим вариантом.
Далее мы рассмотрим образование пятен и загрязнений, а также то, как олефиновые волокна справляются с предотвращением обеих распространенных проблем с коврами.
Следует помнить о двух ключевых характеристиках олефина: высокая стойкость к пятнам и низкая устойчивость к загрязнениям . Чтобы понять, как олефин будет противостоять различным загрязнениям, сначала необходимо понять, что означают окрашивание и загрязнение коврового покрытия.
Окрашивание относится к связи между веществом и открытыми участками окрашивания в волокне ковра, что приводит к изменению внешнего вида волокна. Примеры включают пролитие красного вина, кофе и апельсинового сока на ковровое покрытие.
Загрязнение относится к остаткам волокон ковра, которые служат магнитом для грязи, что приводит к образованию пятен, но с другим химическим составом. Загрязнение обычно начинается с масла с кожи человека (например, ног и рук), но также может исходить от следов чистящих растворов, которые не были полностью смыты с коврового покрытия.
Олефин обладает высокой стойкостью к пятнам, поскольку он гидрофобен; это означает, что на молекулярном уровне олефиновые волокна не любят жидкости. В результате олефиновые волокна окрашиваются в растворе, что означает, что их волокна смешиваются с цветами по мере их изготовления, а не после того, как волокна полностью сформированы. Окрашенные в растворе волокна на самом деле не могут быть окрашены после производства, потому что на волокнах нет открытых участков окрашивания, на которые могли бы склеиться жидкости и пятна; можно даже пролить отбеливатель на такой ковер, не меняя цвет волокна на молекулярном уровне.
С другой стороны, олефин — плохой выбор для устойчивости к почвам, поскольку он олеофилен или маслолюбив. Инженеры-нефтяники и газовые инженеры любят его, потому что олефин настолько притягивается к маслам, что они могут использовать его для поглощения разливов нефти через олефиновые сети в озерах и океанах.
Однако это сродство к маслам означает, что вам придется драться, если вы прольете что-нибудь на масляной основе на олефиновый ковер, так как масло не захочет выпустить эти масла. В результате вы, как правило, не увидите олефин, рекомендуемый для участков дома, подверженных разливам масла, включая кухни и столовые.
Тем не менее, вы можете снизить некоторые риски загрязнения олефинами, связанные с кожным жиром, если при ходьбе по олефиновому ковру надеть носки и тапочки. Однако этот метод вряд ли подойдет для гостей, детей или домашних животных.
Если вы хотите, чтобы олефин не загрязнялся, вам понадобится средство для чистки ковров, такое как Bissell Big Green, чтобы как можно тщательнее удалить с него масла.
Учитывая силу олефина в устойчивости к пятнам и слабую устойчивость к загрязнению, вы можете задаться вопросом, есть ли рекомендуемые пылесосы или чистящие средства для ковров для очистки и ухода за коврами из олефинового волокна.Правда в том, что почти любая машина может очистить полипропилен; что действительно имеет значение, так это частая чистка для предотвращения загрязнения. Для чистки ковров мы рекомендуем Bissell 86T3 Big Green . Он работает со всеми стилями бытовых ковров, и, как мы неоднократно отмечали (например, здесь и здесь), он достаточно прочен, чтобы стать последним средством для чистки ковров, которое вы когда-либо покупали.
Независимо от того, есть ли у вас дома олефиновые или другие стили и ворсы, мягкий ковер Miele подойдет им всем. При покупке пылесоса мы рекомендуем потратить немного больше, чтобы получить больше мощности, качества, снижения шума и надежности. В наших книгах два лучших варианта для людей с высоким и средним бюджетом — это Miele Complete C3 Soft Carpet или Miele Compact C2 Electro + . Оба справятся с коврами разного ворса и стилей, а также с паркетом. Мы бы выбрали Soft Carpet, чтобы купить на всю жизнь, сделайте все это машиной, и Electro + в качестве компромисса, который делает почти столько же и почти так же хорошо за немного меньшие деньги.
Оба справятся с коврами разного ворса и стилей, а также с паркетом. Мы бы выбрали Soft Carpet, чтобы купить на всю жизнь, сделайте все это машиной, и Electro + в качестве компромисса, который делает почти столько же и почти так же хорошо за немного меньшие деньги.
Вы можете купить средство для чистки ковров Bissell 85T3 Big Green здесь, на Amazon. Вы можете купить мягкий ковер Miele Complete C3 здесь или купить Miele Compact C2 Electro + здесь. Синий коврик из олефина California Shag, представленный выше, доступен здесь.
Канадцы могут купить мягкий ковер Miele здесь, Compact Electro + здесь, а Bissell Big Green здесь.
Если вы найдете наше исследование PMC полезным, вы можете следить за нашими усилиями по продолжению маниакального пересмотра инструментов для уборки дома, делая покупки по нашим ссылкам выше.Мы обещаем продолжать добросовестную борьбу против всех ужасов, которые дети, животные и взрослые, но грязные люди могут навлечь на чистый дом.
Обработка полипропиленовых пленок
Автор: Мэтью Табасси
Опубликовано: Packaging Films Magazine 1-2014
Полипропиленовые пленки — одна из наиболее эффективных барьерных пленок, универсальных и экономичных, чем когда-либо используемых в различных упаковочных приложениях. Благодаря отличному влагонепроницаемому покрытию, прозрачности, глянцу, долговечности, способности к печати, тиснению, силе аромата, стабильности размеров, технологичности и прочему; Рынки полипропиленовых пленок быстро меняются, и ряд новых приложений занимает долю рынка других пластиковых пленок.Пленки PP конкурируют с различными другими материалами, такими как пленки PVDC, полиэфирные пленки, нейлоновые пленки, полиэтиленовые пленки, целлюлозные пленки, вощеная бумага, алюминиевая фольга и другие, по своим характеристикам и стоимости.
Разработчики продукта вскоре обнаружили эти качества и пришли к мысли об одной из самых универсальных термопластичных смол для самых разных применений. Полипропилен — это уникальный материал, который можно стерилизовать паром или автоклавировать без повреждений, он устойчив к растрескиванию под воздействием окружающей среды при проведении большинства химических испытаний, и, конечно же, полипропилен обладает более высокой термостойкостью и поэтому больше подходит для ретортной упаковки или горячего розлива.Он также предлагает возможность лучшей стойкости к смазке по сравнению с LLDPE / LDPE.
Полипропилен — это уникальный материал, который можно стерилизовать паром или автоклавировать без повреждений, он устойчив к растрескиванию под воздействием окружающей среды при проведении большинства химических испытаний, и, конечно же, полипропилен обладает более высокой термостойкостью и поэтому больше подходит для ретортной упаковки или горячего розлива.Он также предлагает возможность лучшей стойкости к смазке по сравнению с LLDPE / LDPE.
Обработка полипропилена
Несколько лет назад полипропилен (ПП), как правило, было довольно сложно производить на обычной линии для производства пленки с раздувом вверх, в основном из-за его низкой прочности расплава, длительного времени охлаждения и несколько худших оптических свойств, хотя некоторые производители сырья разработали некоторые специфические особенности. сортов полипропилена, которые можно перерабатывать с помощью традиционной экструзии пленки с раздувом вверх, но в последние годы, по экономическим причинам и причинам качества, большинство производимых пленок для упаковки производятся с использованием процесса плоской фильеры.
Полипропиленовая пленка, произведенная из литого полипропилена, обеспечивает великолепную прозрачность и внешний блеск. Он отлично подходит для упаковки закусок, а также используется в качестве герметизирующей пленки для автоклавирования из-за его отличных характеристик термосваривания и стабилизации размеров упакованного содержимого.
Пленки, произведенные с использованием процесса охлаждающих валков, где кромка фильеры находится в оптимальном положении с автоматическим контролем профиля (APC), имеют гораздо более равномерную толщину, чем обычные линии для производства пленки с раздувом.
В более позднем пленочном процессе расплавленный полимер, выходящий из плоской кромки фильеры, будет падать либо на отполированный хромированный, либо на матовый охлаждающий валок. В последнем случае наиболее важным фактором является шероховатость поверхности.
В дополнение к процессу плоской фильеры, процесс экструзии с раздувом пленки также используется для некоторых применений, где размер пузыря играет важную роль в дальнейшей обработке.
В такой ситуации для достижения лучшей технологичности обычная экструзия пленки с раздувом требует некоторых модификаций, таких как более высокое отношение L / D, другой зазор фильеры, более эффективная система охлаждения с большим объемом воздуха для достижения желаемого качества.
Интересно, что полипропилен может быть произведен в системе Alpha Glacier ™ для производства пакетов для внутривенных вливаний, при таком процессе расплав, на самом деле, выходит из круглой фильеры и сопровождается прикосновением освежающего водяного кольца, которое немедленно охлаждается; этот процесс называется закалкой в воде.
Только высококачественная полипропиленовая пленка может обрабатываться с использованием специально разработанных шнеков, которые подходят для полипропилена с правильной режущей и смешивающей частью и могут иметь длину от 25 до 33 L / D.
Температура расплава при нормальном времени пребывания должна составлять от 220 ° C до 260 ° C для получения как можно более совершенных пленочных структур.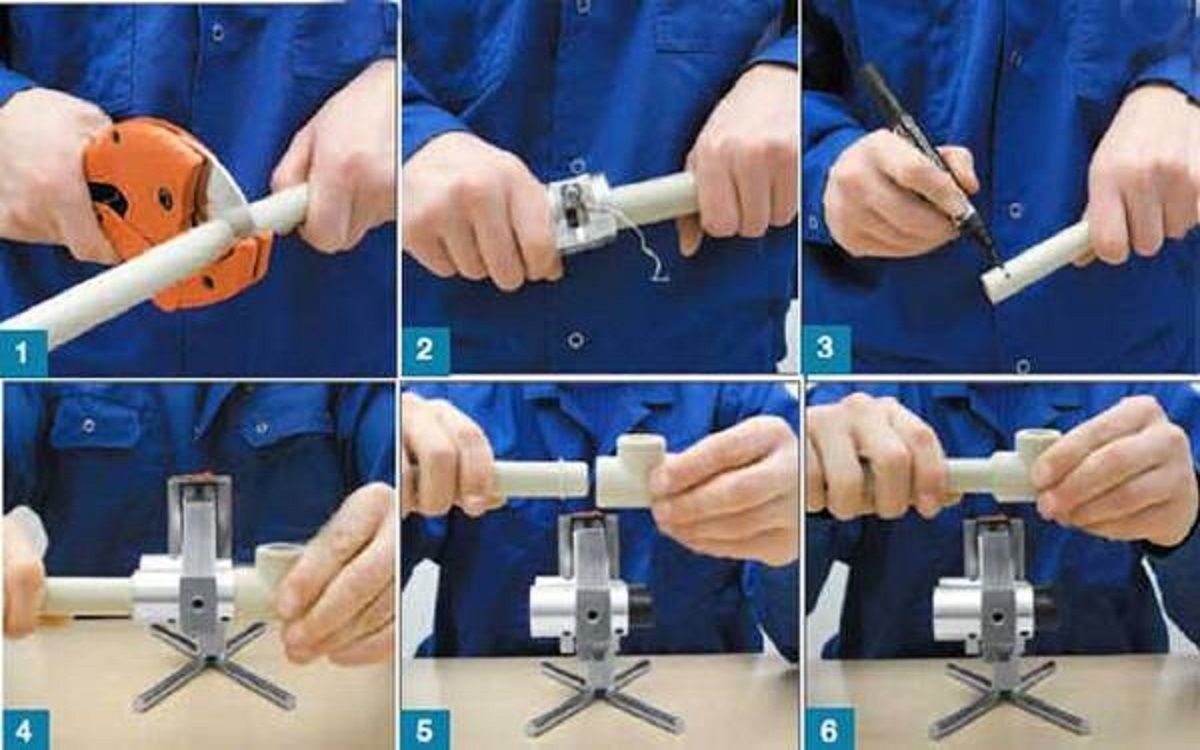 Для получения пленок лучшего качества используйте пакеты фильтров, рекомендованные производителем.
Для получения пленок лучшего качества используйте пакеты фильтров, рекомендованные производителем.
Для производства CPP-пленки очень высокого качества необходимо использовать пакеты экранов. Например, типичная упаковка может состоять из: 20/80/200/200/80 (конец 80 используется для удержания 200 на месте). Эта чувствительность к гелям делает крайне необходимым, чтобы пластины ломались и область скользящей пластины полностью убирается при смене экранов.
В целом, более высокие температуры плавления улучшают оптические свойства пленки, но повышающиеся температуры плавления слишком высоки, что может вызвать повреждение и снизить термические свойства материала, а также вызвать проблемы с увеличением дыма от завесы расплава, увеличением выхода охлаждающего валка и увеличенное наращивание кромки штампа.
Основные факторы обработки
Факторы обработки, которые влияют на свойства полипропиленовой пленки, обычно следующие:
Влияние обработки на свойства пленки
Выбор правильного сырья вместе с параметрами обработки сильно влияет на свойства пленки.
Повышение температуры штампа приведет к незначительному улучшению блеска и прозрачности.
Как правило, повышая температуру охлаждающего валка, можно повысить степень кристалличности.По мере того, как мы понижаем температуру охлаждающих валков, сферолитовая структура становится более мелкой. В результате получаются пленки с более высокой прозрачностью, блеском и прочностью, но с меньшей жесткостью.
С другой стороны, с более высокими температурами охлаждающих валков; улучшаются фрикционные свойства как функция времени. Температура второго охлаждающего валка и угол намотки влияют не только на свойства скольжения, но также на характеристики намотки и плоскостность чистового валка.
Обработка поверхности
Как правило, пластмассы имеют химически инертные и непористые поверхности с низким поверхностным натяжением, что делает их невосприимчивыми к склеиванию с подложками, печатными красками, покрытиями и клеями.Полиэтилен и полипропилен имеют наименьшую поверхностную энергию среди различных пластиков и являются двумя материалами, которые наиболее часто подвергаются поверхностной обработке для улучшения их характеристик сцепления.
Чтобы гарантировать достаточную адгезию печатных красок, клея для ламинирования или металла от металлизации, поверхностная энергия CPP должна быть увеличена до достижения минимального поверхностного натяжения 38 мН / м (дин / см).
Обработка коронным разрядом является предпочтительным методом на линиях литья пленки для достижения повышенной поверхностной энергии.
Обработка спины — умеренно обычное явление с использованием литой пленки, которая удерживается от морщин и изгибов на обратной стороне. Этого явления можно избежать, исключив наличие воздуха между пленкой и поверхностью диэлектрического валика. Обработка спины может затруднить последующую термосварку и вызвать блокировку, особенно при печати, которая приводит к появлению неприятных полос.
Поверхностное натяжение можно измерить с помощью ручки для обработки или испытательного раствора сразу после наматывания.Поверхностное натяжение уменьшится при старении на валках примерно на два пункта или более в зависимости от уровней полимерной добавки. Чрезмерная обработка может вызвать закупорку, неприемлемый запах или окраску. Обработка обычно вызывает некоторое нагревание полотна. Необходимо принять меры для предотвращения образования складок.
Чрезмерная обработка может вызвать закупорку, неприемлемый запах или окраску. Обработка обычно вызывает некоторое нагревание полотна. Необходимо принять меры для предотвращения образования складок.
Коэкструзия
При использовании процедуры соэкструзии можно комбинировать различные материалы / свойства в сэндвич-конструкции. Соэкструзия в целом и соэкструзия полиолефинов в частности заняли доминирующее положение за последние несколько лет.
В частности, трехслойная соэкструзия в комбинации слоев ABA или ABC является предпочтительной версией полипропилена для изготовления многослойных конструкций.
Присадки
Идеальная рецептура, вероятно, будет меняться от зимы к лету, поскольку температура окружающей среды будет влиять на то, насколько быстро агент, снижающий скольжение, мигрирует на поверхность пленки при различных условиях окружающей среды.
Обычная практика состоит в том, чтобы установить комбинацию подающего блока так, чтобы структура с герметизирующим слоем была рядом с охлаждающим валком, при этом обработанная поверхность выдавливалась на открытый воздух. Хотя поначалу это может показаться странным, герметизирующий слой обычно имеет скольжение 500-700 частей на миллион, чтобы обеспечить (тонкий) разделительный слой между пленкой и охлаждающим валком. Этот разделительный слой помогает предотвратить локальное прилипание завесы расплава к охлаждающему валку, что, в свою очередь, позволяет создавать более широкий диапазон уровней вакуума в вакуумной камере. Кроме того, скольжение слоев кожи облегчает наматывание «тугого» рулона без локальных «синяков».
Хотя поначалу это может показаться странным, герметизирующий слой обычно имеет скольжение 500-700 частей на миллион, чтобы обеспечить (тонкий) разделительный слой между пленкой и охлаждающим валком. Этот разделительный слой помогает предотвратить локальное прилипание завесы расплава к охлаждающему валку, что, в свою очередь, позволяет создавать более широкий диапазон уровней вакуума в вакуумной камере. Кроме того, скольжение слоев кожи облегчает наматывание «тугого» рулона без локальных «синяков».
Также общепринятой практикой является включение от 200 до 1500 частей на миллион антиблокировочного материала (AB) в обрабатывающий слой для улучшения намотки пленки, а также улучшения характеристик пленки при последующих операциях преобразования.AB не мигрирует и увеличивает матовость пленки, поэтому нет причин включать его в основной слой. AB обычно не включается в слой термосварки, поскольку AB затрудняет получение хорошего термосварки.
Пример CPP в некоторых приложениях
PP — Крученые пленки
Это заменитель целлофана, ПВХ или вощеной бумаги
Обычно производятся на литой соэкс-пленке, часто трехслойной с PP Homo и PP Raco
Упаковочная пленка FFS (замена БОПП)
Это замена ламинатов структурами БОПП или пленками БОПП
Обычно производится на полипропиленовой литой или полиэтиленовой пленке, полученной экструзией с раздувом / БОПП с гомогенным полипропиленом и терполимером или герметизирующим слоем Raco
Металлизируемые литые полипропиленовые пленки
Альтернатива БОПП и новые приложения
Обычно это Cast PP с Racos и Homo PP
Используется для табачных пленок, твист-пленок, упаковки пищевых продуктов (хлеб и т. Д.).)
Д.).)
Пакеты медицинские полипропиленовые — пакетики с жидкостью
Альтернатива мешкам из ПВХ
Обычно 3-слойная литая соэкструзия со следующей структурой;
A Layer — PP Homo PP random с «термостойким слоем» с низким содержанием CO2
Слой B — Смеси PP Raheco или PP произвольно с EPR, TPO, SEBS
C Layer — PP герметизирующий слой; смесь или статистический копо или тройной сополимер
Этикеточные / демонстрационные пленки
Это замена существующих материалов (ПВХ, ПЭ) или новые приложения
Обычно литой полипропилен с гомо-полипропиленом и смесью полиэтилена
Пленка для ламинирования пакетов Stand-up
Это замена алюминиевых, белых жестяных и стеклянных бутылок, лотков, банок и коробок концепцией полимерных стоячих пакетов.
Типичной структурой часто являются ламинаты ПЭТ / ПА / ПП с покрытием SiOx. ПП в основном выполняет функцию герметизирующего слоя. Это обеспечивает прочность и твердость пленки.
Используется для упаковки супов, соусов, твердых пищевых продуктов, кормов для домашних животных, упаковки моющих средств и косметики.
Отслаивающиеся пленки
Отслаивающиеся структуры / пленки на основе полипропилена, стерилизуемые и нестерилизуемые.
Типичная структура — пленка Coex, состоящая из сердцевины из полипропилена (гомо, рако или блок) и тонкого отслаиваемого слоя (10 мкм).
Используется для всех видов пленок для готовых блюд, коробок для мороженого, десертов, мягких сыров, молочных продуктов.Отслаивающиеся гибкие структуры для пищевых продуктов и моющих средств — снимаются сами с себя. Стерилизуемая съемная вторичная упаковка для медицинских пакетов.
Артикул:
1- K IN0070 / GB FF 2007 10 BB — Линия для литья полипропилена от Borouge
2- Обработка коронным разрядом: обзор Дэвида А. Маркграфа
Маркграфа
Поставщики Производителей Полипропилена | Справочник IQS
бизнес Отраслевая информация
Производители полипропилена
Полипропилен, который является одним из наиболее распространенных пластиковых материалов, термопластичный полимер пропилена.Он отличается легким весом. структура и ее устойчивость к влаге и теплу. Полипропилен (ПП) — это менее плотный, чем вода, и имеет температуру плавления 320 ° F.
Полипропилен часто используется для изготовления инструментов, которые необходимо регулярно стерилизовать. Полипропилен, широко известный как ПП, похож на полиэтилен в том, что он очень доступен в финансовом отношении, но полипропилен намного прочнее. Полипропилен выпускается в виде листа с 1960-х годов.Он доступен в ассортименте толщины и может изготавливаться для удовлетворения потребностей различных отраслей промышленности. Подобно ПВХ, который также известен как поливинилхлорид, он также способен сохранять цвет и поэтому доступен во множестве оттенков. Производители полипропилена могут придавать этому пластиковому материалу самые разные формы, включая стержни, трубы, трубки, пленку и многое другое. Его также можно использовать как волокно, а также как конструкционный пластик. Полипропилену можно придать форму для дальнейшего производства с помощью двух основных процессов; экструзия и формование.Экструзия полипропилена включает в себя выдувные из расплава и спанбонд волокна полипропилена, которые растягиваются, скручиваются и отправляются производителям. Формование полипропилена включает нагрев, смешивание и нагнетание вещества в форму для литья под давлением, где оно затем затвердевает в этой форме. Формы изготавливаются из прочных металлов или пластмасс, которые не будут повреждены и не испортят расплавленный пластик внутри них.
Производители полипропилена могут придавать этому пластиковому материалу самые разные формы, включая стержни, трубы, трубки, пленку и многое другое. Его также можно использовать как волокно, а также как конструкционный пластик. Полипропилену можно придать форму для дальнейшего производства с помощью двух основных процессов; экструзия и формование.Экструзия полипропилена включает в себя выдувные из расплава и спанбонд волокна полипропилена, которые растягиваются, скручиваются и отправляются производителям. Формование полипропилена включает нагрев, смешивание и нагнетание вещества в форму для литья под давлением, где оно затем затвердевает в этой форме. Формы изготавливаются из прочных металлов или пластмасс, которые не будут повреждены и не испортят расплавленный пластик внутри них. Благодаря своим преимуществам и низкой стоимости полипропилен служит многим целям. Полипропилен используется для изготовления различного текстиля, ковров, пластиковой мебели, упаковки для пищевых продуктов, многоразовых контейнеров, бутылок, плавающих веревок, автомобильных компонентов, военной тепловой одежды и багажа. Поскольку полипропилен можно мыть в посудомоечной машине, он также популярен при производстве контейнеров для хранения продуктов. В целях вторичной переработки Общество пластмассовой промышленности присвоило пластмассам коды идентификации смол в соответствии с их полимерной структурой. Эти числа указаны на нижней части вторсырья; они заключены в закругленный треугольник, очерченный стрелками по часовой стрелке. Полипропилен пригоден для вторичной переработки и имеет цифру пять под символом PP. Исследования полипропилена продолжаются, как и многих других пластмасс.Ученые экспериментируют с различными методами синтеза, которые изменяют химическое тело пластика, что приводит к физическим отклонениям. Некоторые из этих экспериментов приводят к появлению новых типов полипропилена, которые очень интересны, особенно тех, которые на ощупь мягче, чем жесткость существующих полипропиленовых веществ. Поскольку эти новые версии полипропилена обладают большей эластичностью, они намного более устойчивы к разрушению и, следовательно, открывают новые возможности для отраслей, в которых он уже используется.
Поскольку полипропилен можно мыть в посудомоечной машине, он также популярен при производстве контейнеров для хранения продуктов. В целях вторичной переработки Общество пластмассовой промышленности присвоило пластмассам коды идентификации смол в соответствии с их полимерной структурой. Эти числа указаны на нижней части вторсырья; они заключены в закругленный треугольник, очерченный стрелками по часовой стрелке. Полипропилен пригоден для вторичной переработки и имеет цифру пять под символом PP. Исследования полипропилена продолжаются, как и многих других пластмасс.Ученые экспериментируют с различными методами синтеза, которые изменяют химическое тело пластика, что приводит к физическим отклонениям. Некоторые из этих экспериментов приводят к появлению новых типов полипропилена, которые очень интересны, особенно тех, которые на ощупь мягче, чем жесткость существующих полипропиленовых веществ. Поскольку эти новые версии полипропилена обладают большей эластичностью, они намного более устойчивы к разрушению и, следовательно, открывают новые возможности для отраслей, в которых он уже используется.