Выпрямитель сварочного трансформатора: устройство, прицип действия и назначение
что это такое и как использовать?
Время чтения: 7 минут
Сейчас в магазинах можно найти сварочник на любой вкус и кошелек. Производители предлагают купить сварочные трансформаторы, инверторы, полуавтоматы и, конечно, выпрямители. Начинающий сварщик сталкивается с рядом трудностей при выборе своего первого сварочного аппарата, поскольку не может разобраться в таком большом ассортименте. Мы уже рассказали вам про инверторы, трансформаторы и полуавтоматы. Настало время поговорить про выпрямители.

Из этой статьи вы узнаете, что представляет собой сварочный аппарат выпрямитель, каков принцип его работы и какие плюсы/минусы есть у данного типа аппарата. Вы также узнаете о некоторых особенностях применения выпрямителя.
Содержание статьи
Общая информация
Выпрямитель для сварки — это один из классических типов сварочного оборудования наравне с трансформатором. Он применяется уже ни одно десятилетие и сумел в полной мере раскрыть все свои достоинства и недостатки. Основная функция выпрямителя — преобразование переменного тока в постоянный, чтобы использовать его для поджига дуги и дальнейшего формирования шва.
Стандартный выпрямитель для ММА сварки (ручная дуговая сварка с использованием электрода с покрытием) состоит из силовой части (чаще всего трансформатора), выпрямительного блока, а также из компонентов, выполняющих роль защиты, запуска и регулировки аппарата.

Это простейшее описание, по которому можно понять устройство сварочного выпрямителя. Конечно, на деле все гораздо сложнее. Каждый компонент, будь то силовой трансформатор или выпрямительный блок, состоит из множества дополнительных элементов.
Но, несмотря на кажущуюся сложность устройства аппарата, он все еще гораздо надежнее инвертора или полуавтомата. А все потому, что в его основе не используются электронные компоненты. А ведь именно они чаще всего выходят из строя, если вы используете инвертор. Феноменальная надежность — это основное достоинство выпрямителя по сравнению с другими аппаратами (не считая сварочного трансформатора).
При желании можно собрать сварочный выпрямитель своими руками в домашних условиях. Конечно, если вы обладаете достаточными навыками. Тем более, схема сварочного выпрямителя есть в открытом доступе и ее несложно найти при необходимости.

Существует много разновидностей сварочных выпрямителей. Основные отличия заключаются в их силовой части. В продаже есть выпрямители на основе трансформатора, с дросселем, с тиристорами, с транзисторами и даже есть инверторный выпрямитель. У каждого типа есть свои достоинства и недостатки, но на деле больших отличий при использовании вы не заметите. Так что выбирайте аппарат исходя из технических характеристик и стоимости.
Принцип работы
Принцип работы сварочного выпрямителя можно описать довольно просто. Сначала аппарат понижает получаемое напряжение сети 380В до параметра напряжения холостого хода. Затем он преобразовывает переменный ток в постоянный. И в конечном итоге производится регулировка сварочного тока. Можно приступать к сварке.
В этом смысле трансформаторы и выпрямители очень похожи. Отличие заключается в типе получаемого тока: трансформатор использует для сварки переменный ток, а выпрямитель — постоянный.
В остальном оба аппарата похожи. При этом варить на постоянном токе гораздо проще, чем на переменном. Поэтому трансформатор — это тот же выпрямитель, только еще более сложный в применении.
Достоинства и недостатки
Преимущества сварочных аппаратов-выпрямителей в основном заключаются в большой надежности агрегата. Аппарат может использовать практически в любых условиях, даже если вокруг грязь, пыль и прочие «недруги», способные на раз-два уничтожить инвертор. Также с помощью выпрямителя можно выполнять сложные сварочные работы. Например, варить нержавеющую сталь или цветной металл.
При умелом поджиге дуга горит очень стабильно и позволяет вести аккуратный шов. Также выпрямитель можно использовать для большинства ходовых сварочных технологий, начиная от MMA, заканчивая TIG, MIG, MAG технологиями. Еще один немаловажный плюс — это возможность организации сразу нескольких сварочных постов от одного аппарата. Это значит, что вы сразу несколько человек могут варить, используя один лишь выпрямитель. Такой аппарат называется выпрямитель сварочный многопостовой и применяется на производстве.
Недостатки у такого аппарата тоже есть, и порой они критичны. Первое, что вам нужно знать — выпрямитель очень тяжелый и неповоротливый. У вас не получится в одиночку закинуть его в багажник и отвезти на дачу. Также могут быть трудности с транспортировкой аппарата на стройплощадку.
Еще один минус — это высокая стоимость комплекта оборудования. Сам выпрямитель стоит не очень дорого, а вот сопутствующее ему оборудование может оказаться не по карману. Впрочем, об этом мы подробнее рассказываем далее. Также учитывайте, что выпрямитель потребляет очень много электроэнергии, и вы можете быть не готовы к большим счетам.
Последний минус, который можно назвать одновременно плюсом — это необходимость высокой квалификации для формирования качественного шва. Если вы новичок, то будьте готовы к годам постоянной практики. С другой стороны, если вы научитесь варить выпрямителем, то после него сможете варить чем угодно. И это несомненное достоинство.
Особенности использования
Первое, на что нужно обратить внимание, если вы хотите использовать выпрямитель в быту — это напряжение вашей электросети. Вряд ли оно превышает 220В, а зачастую цифра даже меньше. Конечно, в продаже существуют аппараты, способные работать от напряжения 220В, но они встречаются редко. Большинство выпрямителей требуют 380В для полноценной работы. Такую электросеть еще называют промышленной трехфазной. Чтобы решить эту проблему, необходимо использовать генератор, выдающий 380В.
Отсюда вытекает главный недостаток выпрямителя. Это мощный аппарат, дающий вам множество возможностей, который при этом стоит не очень дорого. Но для его работы придется докупать недешевый генератор и каждый раз возиться с подключением. Именно по этой причине многие новички предпочитают купить маломощный инвертор и включить его в розетку, вместо того, чтобы мучиться с трансформатором или выпрямителем.

Также учитывайте, что для стабильной работы недостаточно просто подключить выпрямитель к 380В и приступить к работе. Выпрямитель (как и трансформатор) очень требователен к самой электросети. Она должна быть не просто стабильна, но и иметь запас по мощности. Это необходимо для поджига дуги и ее стабильного горения.
Также учитывайте, что с выпрямителем не так просто поджечь дугу, даже если с напряжением в сети все отлично. Здесь важно иметь навык или просто много практиковаться. Выпрямитель не оснащен дополнительным функционалом вроде форсажа дуги или горячего старта. Так что вам придется поджигать дугу, опираясь на свой опыт и навыки.
Читайте также: Что такое форсаж дуги на сварочном инверторе?
Несмотря на все трудности, выпрямитель — это очень стабильный и надежный аппарат. Он без проблем переносит небрежное хранение и регулярную работу. В том числе при атмосферных осадках (хотя мы не рекомендуем производить сварку при плохих погодных условиях).
Вместо заключения
Сварочный выпрямитель назначение которого — сварка сложных металлоконструкций, может понадобиться вам не только в профессиональной сварке, но и при работе в гараже или при изучении навыков сварочного дела. Он не так прост, как инвертор, зато лишен недостатков, присущих трансформаторам. Выпрямители очень громоздкие, но современные модели часто оснащаются колесами, так что аппарат можно перевозить на небольшие расстояния.
Конструктив выпрямителя так же прост, как и у трансформатора, так что его можно без проблем починить в домашних условиях. При этом ремонт не ударит по кошельку. А при наличии определенных навыков, можно своими руками модифицировать аппарат, сделав его применение более эффективным и удобным. Оставляйте свои комментарии, делитесь мнением и опытом. Это будет полезно для многих новичков. Желаем удачи в работе!
[Всего: 2 Средний: 5/5]Сварочный выпрямитель: схема, технические характеристики, устройство
Для соединения металлических элементов могут применяться самые различные методы, среди которых отметим сварку. Сваривание металлов и сплавов проводится на протяжении последних нескольких десятилетий. Подобное неразъемное соединение можно получить при применении специального оборудования и материалов: сварочного аппарата, электродов, выпрямителя. Сварочный выпрямитель – устройство, предназначенное для формирования постоянного напряжения. Преобразовывая переменный ток в постоянный, можно обеспечить благоприятные условия для проведения сварочных работ, так как уменьшается степень разбрызгивания расплавленного металла. Рассмотрим все подробности данного аппарата подробнее.
 Сварочный выпрямитель
Сварочный выпрямительПрименение выпрямителей
Выпрямитель для сварочного аппарата – устройство, которое состоит из нескольких блоков для преобразования и выпрямления входящего напряжения. При работе устройство также повышает показатель силы тока, за счет чего обеспечиваются наиболее благоприятные условия. Назначение сварочного выпрямителя заключается в генерации постоянного тока с высоким значением А.
Рассматривая применение сварочного выпрямителя следует уделить внимание нижеприведенным моментам:
- Устройство позволяет проводить сварочные работы при применении электродов, покрытых различными веществами. За счет использования электродов с покрытием, дуга становится более устойчивой, что обеспечивает благоприятные условия для получения качественного шва.
- В продаже встречаются аппараты, которые могут применяться для сваривания металлов толщиной до 50 мм. Регулировка показателей тока позволяет также проводить работы с металлом толщиной стенок около 1мм. Этот момент определяет, что сварочные выпрямители существенно расширяют область применения аппаратов для сварки.
- Сварочное устройство может применяться для плавки кромки обрабатываемого металла или стержня применяемого электрода.
- Многие модели могут использоваться для работы с присадочной проволокой. Кроме этого, они практически незаменимы при применении неплавящихся электродов, к примеру, покрытие которых изготавливается из вольфрама.
- При применении сварочного выпрямителя можно проводить соединение элементов, которые изготавливаются из нержавеющей стали, чугуна, малоуглеродистой стали или других сплавов.
- Кроме сварочных работ, с применением рассматриваемого аппарата можно выполнять резку металлов. Для этого проводится существенное увеличение показателя силы тока, дуга прожигает металл.
Если сравнивать с ранее применяемыми трансформаторами, выпрямители способны существенно снизить расход электродов. Сегодня они довольно часто встраиваются в сварочные аппараты, но можно приобрести и подключаемые вариант исполнения.

Внешний вид сварочного выпрямителя
Применяется устройство достаточно просто, подходит оно для самых различных случаев работы. К особенностям использования отнесем нижеприведенные моменты:
- Устройство, как правило, имеет две клеммы.
- Одна клемма предназначена для подключения к обрабатываемому изделию, а вторая присоединяется к держателю.
- В зависимости от конкретного полюса определяется полярность, а также наиболее подходящие режимы работы.
Сваривание металла происходит при образовании дуги между обрабатываемой поверхности и применяемым электродом. Процесс относительно прост, но даже при применении сварочного выпрямителя могут возникнуть некоторые трудности при работе, и только при наличии определенных знаний, навыков и опыта сварщик может получить качественный шов.
Устройство и принцип работы
Классическая конструкция представлена сочетанием нескольких устройств, которые и обеспечивают контроль показателей тока. Основными блоками можно назвать:
- диоды;
- понижающий трансформатор;
- охлаждающую систему, которая зачастую представлена вентилятором;
- приборы для измерения показателя тока;
- регуляторы различного типа.
Устройство сварочного выпрямителя позволяет с высокой точностью проводить регулировку показателей тока. В отличие от конструкции трансформатора оно может не только увеличивать силу тока, но и делать показатель постоянным, за счет чего и обеспечивается высокая устойчивость дуги.

Устройство сварочного выпрямителя
Принцип работы сварочного выпрямителя имеет следующие особенности:
- Входящий ток изначально подается на первичную обмотку встроенного трансформатора понижающего типа.
- За счет электромагнитной индукции происходит процесс понижения значения напряжения и повышения силы тока на вторичной обмотке. Схема современного сварочного выпрямителя определяет максимальное значение напряжения при холостом ходу 48В.
- Создаваемое напряжение подается на установленные диоды. Новые модели изготавливаются при применении диодов на кремневой основе. Устанавливаются они в качестве полупроводника, который обеспечивает ход тока только в одну сторону. Именно за счет диодов обеспечивается постоянное напряжение, так как они устраняют колебание при реверсном ходе электричества.
- Стоит учитывать, что на момент работы диоды существенно нагреваются. Именно поэтому все модели сварочных выпрямителей имеют систему охлаждения, которая в большинстве случаев представлена вентиляторами. При активном применении устройства постоянный обдув воздухом позволяет снизить температуру применяемых полупроводников. Некоторые модели снабжаются датчиком, который фиксирует перегрев системы.
- Устанавливаются датчики, контролирующие напряжение. Они работают совместно с автоматом и могут отключить устройство в автоматическом режиме при высоком значении напряжения.
- Регулятор устанавливается для того, чтобы можно было выбирать напряжение в зависимости от толщины свариваемого металла.
Создать выпрямитель сварочного аппарата своими руками достаточно сложно, так как для этого нужно владеть определенными навыками работы с электротехникой. Промышленные варианты исполнения обладают высокой точностью работы и надежностью, что определят их высокую популярность.
При выборе устройства следует уделить внимание тому, что оно может иметь несколько различных элементов регулировки напряжения подаваемого тока.
К особенностям устанавливаемых устройств регулировки отнесем нижеприведенные моменты:
- В большинстве случаев регулировка ступенчатая. Она представлена секционным подключением обмотки.
- При ступенчатой регулировке имеет значение шаг. Для управления секционным подключением обмотки устанавливается рычаг.
- Большинство моделей для использования сильных токов имеют конструкцию, которая предусматривает отсекание части обмотки. За счет этого ток подается по короткой схеме.
Приведенная выше настройка достаточно грубая. Встречаются модели с тонкой настройкой, которая основана на применении метода дроссельного насыщения: устанавливается устройство между двумя кремневыми диодами и понижающим трансформатором. Дроссель – конструкция, представленная сочетанием нескольких катушек, через которые во время работы оборудования также подается ток. За счет переключения позиции регулятора изменяется и длина пути обмотки.
Наиболее высокой эффективностью характеризуется работа теристорного блока. Этот элемент включается в конструкцию сварочного выпрямителя для обеспечения наиболее точной регулировки силы тока. За счет применения теристора можно выставить самые различные характеристики тока.
Большинство моделей имеет большую рукоятку на корпусе, за счет движения которой приводится в движение винтовой вал со вторичной обмоткой трансформатора. За счет изменения ее положения также регулируется протяженность пути, который преодолевает ток. Однако подобная настройка также характеризуется низкой точностью.

Схема сварочного выпрямителя
Практически все сварочные выпрямители имеют блок управления в виде сочетания различных рычагов и выключателей. За счет изменения их положения проводится регулировка характеристик подаваемого тока.
Разновидности аппаратов
В продаже встречается просто огромное количество разновидностей рассматриваемого оборудования, все они имеют свои определенные достоинства и недостатки. Классификация промышленных сварочных выпрямителей проводится следующим образом:
- однофазный;
- двухфазный;
- трехфазный.
Выпрямитель для проведения ручной дуговой сварки трехфазного типа состоит из 6-12 диодов, которые зачастую подключаются параллельно. Двухфазные характеризуются параллельным и последовательным подключением мостов.

Управляемый и неуправляемый выпрямители
Кроме этого, классификация может проводится по следующим критериям:
- Сила тока на выходе. С увеличением этого показателя существенно повышается толщина обрабатываемого металла. Если устройство выдает небольшой ток, то можно будет проводить обработку тонких элементов. Также слишком высокий показатель силы тока позволяет применять сварочный аппарат для проведения резки металла.
- Точность регулировки. Как ранее было отмечено, выпрямитель может использоваться для установки самых различных параметров тока. Чем выше показатель точности регулировки, тем более оптимальные условия для работы может себе обеспечить мастер.
- Количество выходов для подключения. Сложное сварочное оборудование может применяться для одновременного подключения нескольких держателей для электродов. Подобная модель может понадобиться в том случае, когда работу поблизости одновременно выполняют несколько сварщиков. Однако, за счет усложнения конструкции она становится больше и дороже.
- Эффективность охлаждения. Недорогие модели предназначены для бытового применения, так как могут эксплуатироваться на протяжении короткого промежутка времени. Это связано с тем, что конструкция не имеет эффективной системы охлаждения. Профессиональное оборудование может использоваться для сварки на протяжении длительного периода.
- Размеры конструкции. Как правило, сварочные работы проводятся на выезде. Доставка всей аппаратуры может быть затруднена в случае, если оно имеет большой вес и габаритные размеры. В продаже встречаются компактные модели, которые просты в транспортировке.
В целом можно сказать, что выбор сварочного выпрямителя – достаточно сложная задача. При выборе учитывается то, при каких условиях будут проводиться работы.
Большой популярностью пользуются модели трехфазного типа. Это связано с тем, что они могут применяться для работы с металлом самой различной толщины. Однопостовой выпрямитель больше всего подходить для бытового применения, так как применяется при использовании только одного держателя электродов. В продаже есть и модели, которые позволяют подключать одновременно сразу несколько электрододержателей.
Универсальные современные сварочные выпрямители выпускаются достаточно большим количеством различных производителей. Марки во многом определяют качество сборки, срок службы и стоимость оборудования.
Для бытового применения подходить инверторный выпрямитель. Подобные модели можно охарактеризовать следующим образом:
- За понижение напряжения отвечает трансформатор.
- Устанавливается выпрямляющий блок, который отвечает за подачу постоянного напряжения.
- Далее проводится преобразование в переменное электричество с высоким показателем частоты.

Сварочный выпрямитель
Подобное оборудование предусматривает использование переменного тока. Однако за счет существенного увеличения частоты подаваемого тока есть возможность применять инверторный выпрямитель для получения соединительных швов высокого качества. За счет существенного упрощения конструкции инверторы имеют относительно небольшие размеры, а также просты в эксплуатации.
Плюсы и минусы оборудования
Как ранее было отмечено, при работе вместо выпрямителя может также использоваться трансформатор. Преимуществами сварочного выпрямителя назовем нижеприведенные моменты:
- Можно получить более стабильную дугу. Во время выполнения сварочных работ характеристики получаемой дуги во многом определяют качество шва. Рассматриваемое оборудование характеризуется тем, что обеспечивает более стабильное горение дуги. Именно поэтому в последнее время оно получило широкое распространение.
- Преимущества сварочного выпрямителя также заключаются в том, что после проведения работы получается ровный шов с мелким чешуйчатым рисунком. За счет этого существенно расширили область применения подобного оборудования.
- Низкая склонность к образованию брызг расплавленного металла существенно упрощает поставленную задачу и повышает качество получаемого результата.
- Высокая степень экономичности. Как ранее было отмечено, применение рассматриваемого оборудования позволяет существенно снизить скорость плавки электрода.
Кроме этого, сварочный выпрямитель в большей степени подходит для соединения цветных и легированных металлов, которые могут обладать различными эксплуатационными качествами.
Недостатки сварочных выпрямителей во многом связаны с его довольно высокой стоимостью и необходимостью в транспортировке. Стоит учитывать, что для обеспечения длительного срока службы устройства следует уделять внимание его состоянию перед каждым использованием. Обслуживание предусматривает:
- Проверку надежности фиксации используемых клемм.
- Удаление накопившейся пыли.
- Проверку изоляции всех токопроводящих элементов.
Что касается частых поломок, то зачастую их признаками становятся сильный гул во время работы устройства или его нагрев. При наблюдении подобных симптомов следует проверить состояние устройства, так как причинами их появления может стать:
- Деформация или полная остановка вентилятора охлаждающей системы. Стоит учитывать, что неправильная работа охлаждающей системы может привести к серьезным проблемам.
- Замыкание первичной обмотки или нарушение изоляции листов сердечника.
- Снижение выходного напряжение происходить из-за замыкания или обрыва во вторичной обмотке.
В заключение отметим, что современные выпрямители позволяют получать качественные швы при соединении различных металлов. Большое количество положительных качеств определило обширное распространение устройства. В продаже встречаются самые различные варианты исполнения, которые обладают исключительными эксплуатационными качествами.
Сварочные трансформаторы, выпрямители и генераторы
Сварочные трансформаторы, выпрямители и генераторы
Категория:
Сварка металлов
Сварочные трансформаторы, выпрямители и генераторы
Сварочные трансформаторы. Это специальные понижающие трансформаторы, имеющие требуемую внешнюю характеристику, обеспечивающие питание сварочной дуги и регулирование свароч ного тока. Трансформаторы, как правило, имеют падающую ха рактеристику, их используют для ручной дуговой сварки и автоматической сварки под флюсом. Трансформаторы с жесткой характеристикой применяют для электрошлаковой сварки.
Рис. 1. Изменение параметров режима сварки в зависимости от внешней характеристики источника питания и длины дуги
Трансформатор имеет сердечник — магнитопровод из трансформаторной стали, на сердечнике размещаются две обмотки — первичная и вторичная. Переменный ток из сети, проходя через первичную обмотку трансформатора, намагничивает сердечник, создавая в нем переменный магнитный поток, который, пересекая витки вторичной обмотки, индуктирует в ней переменный ток.
Напряжение индуктированного тока зависит от числа витков вторичной обмотки, чем меньше витков, тем напряжение индуктируемого тока будет меньше и, наоборот, чем больше витков, тем напряжение выше. Регулирование величины сварочного тока и создание внешней характеристики обеспечивается изменением потока магнитного рассеяния или включением в сварочную цепь дополнительного индуктивного сопротивления.
Рис. 2. Схема сварочного трансформатора ТСК-500: а — внешний вид, б — схема регулирования сварочного тока, в — электрическая схема
В соответствии с этим сварочные трансформаторы подразделяют на две основные группы. К первой группе относят трансформаторы с повышенным магнитным рассеянияем. Трансформаторы этой группы можно разделить на три основных типа: трансформаторы с магнитными шунтами, подвижными катушками и витковым (ступенчатым) регулированием (трансформаторы типов ТС, ТД, СТШ, ТСК, ТСП).
Ко второй группе относятся трансформаторы с нормальным магнитным рассеянием и дополнительной реактивной катушкой — дросселем (типов СТН, ТСД).
В качестве примера рассмотрим устройство трансформатора ТСК-500 с повышенным магнитным рассеянием с подвижной катушкой, при перемещении которой регулируется сварочный ток. В нижней части сердечника находится первичная обмотка, состоящая из двух катушек, расположенных на двух стержнях магнитопровода. Катушки первичной обмотки закреплены неподвижно.
Вторичная обмотка, также состоящая из двух катушек, расположена на значительном расстоянии от первичной. Катушки как первичной, так и вторичной обмоток соединены параллельно. Вторичная обмотка — подвижная и может перемещаться по сердечнику при помощи винта, с которым она связана, и рукоятки, находящейся на крышке кожуха трансформатора.
Сварочный ток регулируют изменением расстояния между первичной и вторичной обмотками. При вращении рукоятки 6 по часовой стрелке вторичная обмотка приближается к первичной, магнитный поток рассеяния и индуктивное сопротивление уменьшаются, сварочный ток возрастает. При вращении рукоятки против часовой стрелки вторичная обмотка удаляется от первичной, индуктивное сопротивление и магнитный поток рассеяния растут и сварочный ток уменьшается.
Рис. 3. Схема трехфазного выпрямителя: а — схема включения, б — выпрямленный ток внешней цепи; 1 — понижающий трансформатор, 2 — блок селеновых или кремниевых выпрямителей, 3 — сварочная дуга
Пределы регулирования сварочного тока — 165—650 А. Последовательное соединение катушек первичной и вторичной обмоток позволяет получать малые сварочные токи с пределами регулирования 40—165 А.
Для приближенной установки силы сварочного тока на крышке кожуха расположена шкала с делениями. Более точно ток устанавливают по амперметру.
Для повышения коэффициента мощности сварочный трансформатор ТСК-500 имеет в первичной цепи конденсатор 4 большой мощности.
Сварочные выпрямители. Это источники постоянного сварочного тока, состоящие из сварочного трансформатора с регулирующим устройством и блока полупроводниковых выпрямителей (рис. 3). Иногда в комплект сварочного выпрямителя входит еще дроссель, включаемый в цепь постоянного тока. Дроссель служит для получения падающей внешней характеристики. Действие сварочных выпрямителей основано на том, что полупроводниковые элементы проводят ток только в, одном направлении. Наибольшее применение в сварочных выпрямителях получили селеновые и кремниевые полупроводники. Сварочные выпрямители выполняют в подавляющем большинстве случаев по трехфазной схеме, преимущества которой заключаются в большом числе пульсаций напряжения и более равномерной загрузке трехфазной сети.
Сварочные выпрямители обладают рядом преимуществ перед преобразователями с вращающимися частями. Они имеют лучшие энергетические, динамические и весовые показатели, более высокий к. п. д., просты в обслуживании, более надежны из-за отсутствия вращающихся частей, при их работе отсутствует шум.
Сварочные выпрямители в зависимости от внешних характеристик можно разделить на три типа: с крутопадающими (ВСС-300-3, ВСС-120-4, ВКС-500 и др.), жесткими (или пологопадающими) характеристиками (ВС-200, ВС-300, ВС-600, ВС-1000, ИПП-120, ИПП-300, ИПП-500, ИПП-1000) и универсальные (ВСУ-300, ВСУ-500). Универсальные выпрямители обеспечивают возможность получения как жестких, так и падающих внешних характеристик, поэтому их можно применять для различных видов-дуговой сварки. Цифра в марке выпрямителя означает номинальный ток при ПР= =60-^-65%.
Сварочные генераторы. Это специальные генераторы постоянного тока, внешняя характеристика которых позволяет получать устойчивое горение дуги, что достигается изменением магнитного потока генератора в зависимости от сварочного тока. Сварочный генератор постоянного тока состоит из статора с магнитными полюсами и якоря с обмоткой и коллекторами. При работе генератора якорь вращается в магнитном поле, создаваемом полюсами статора. Обмотка якоря пересекает магнитные линии полюсов генератора, и поэтому в витках обмотки возникает переменный ток, который с помощью коллектора преобразуется в постоянный. Вращение якоря сварочного генератора обеспечивается в сварочных преобразователях электродвигателем, а в сварочных агрегатах — двигателем внутреннего сгорания. К коллектору прижаты угольные щетки, через которые постоянный ток подводится к клеммам. К этим клеммам присоединяют сварочные провода, идущие к электрододержа-телю и изделию.
Сварочные генераторы выполняют по различным электрическим схемам. Они могут быть с падающей характеристикой (генераторы типа ГСО в преобразователях типа ПСО-ЗОО, ПСО-500 и др.), с жесткой и пологопадающей характеристикой (типа ГСГ в преобразователях типа ПСГ-500) и универсальные (преобразователи типа ПСУ-300, ПСУ-500).
Наибольшее распространение получили сварочные генераторы с падающими внешними характеристиками, работающие по следующим схемам: – с независимым возбуждением и размагничивающей последовательной обмоткой; – с самовозбуждением и размагничивающей последовательной обмоткой.
Схема генератора с независимым возбуждением и размагничивающей последовательной обмоткой показана на рис. 4, а.
С увеличением тока в сварочной цепи будет увеличиваться Фр, а Фн остается неизменным, результирующий поток Фрез, э. д. с. и напряжение на зажимах генератора будут падать, создавая падающую внешнюю характеристику генератора. Сварочный ток в генераторах этой системы регулируется реостатом Р и секционированием последовательной обмотки, т. е*. изменением числа ампер-витков.
В генераторах с самовозбуждением и размагничивающей последовательной обмоткой возбуждения используется принцип самовозбуждения.
Рис. 4. Принципиальная схема сварочного генератора: а — с независимым – возбуждённей и размагничивающей последовательной обмоткой, б — с самовозбуждением и размагничивающей последовательной обмоткой; Г — генератор, Р — реостат, НО — намагничивающая обмотка, РО — размагничивающая обмотка
Реклама:
Читать далее:
Установки для механизированной дуговой сварки
Статьи по теме:
Что такое сварочный выпрямитель, как он устроен и работает?
Сварочные выпрямители – устройства, назначением которых является преобразование переменного тока в постоянный, что необходимо при работе со средне- и высокоуглеродистыми марками стали, чугуном, цветными металлами и сплавами. Сварка на постоянном токе облегчает формирование аккуратных швов, снижает разбрызгивание металла, повышает прочность сварного соединения.
Конструкционные особенности и принцип действия полупроводниковых сварочных выпрямителей
Конструкция выпрямителя в классическом варианте включает следующие компоненты:
- Диодные мосты. Диоды в сварочных выпрямителях собирают по мостовым схемам – одно- или трехфазной. Востребована трехфазная схема, обеспечивающая стабильность сварочной дуги, она подходит для элементов различной толщины, позволяет осуществлять не только сварку, но и резку. Для резки устанавливают высокое значение силы тока.
- Понижающий трансформатор. На этом устройстве происходит уменьшение напряжения и повышение силы тока.
- Охлаждающая система. Обычно это вентилятор, обеспечивающий постоянный воздушный поток к полупроводниковым элементам, которые нагреваются во время работы. В некоторых аппаратах устанавливают датчики перегрева.
- Датчики контроля напряжения. При напряжении питания, превышающем предельное значение, датчики подают сигнал автомату на отключение.
- Пусковая и измерительная аппаратура.
- Регуляторы, позволяющие установить значения тока в соответствии с толщиной свариваемого металла.
Принцип работы сварочного выпрямителя
- Ток из электросети или от электрогенератора попадает на первичную обмотку понижающего трансформатора.
- На вторичную обмотку поступает ток пониженного напряжения и повышенной силы.
- Ток пониженного напряжения поступает на выпрямительные диодные мосты. Полупроводниковые элементы открывают ток в одном направлении, и закрывают – в противоположном. Производители чаще всего используют селеновые и кремниевые полупроводники. Селеновые элементы стоят недорого и способны выдерживать значительные перегрузки, кремниевые обеспечивают высокий КПД, но плохо переносят перегрузки.
Виды регулирования силы тока на выходе:
- Ступенчатая регулировка – наиболее часто встречающийся вариант. Разные модели могут иметь разный шаг, но в любом варианте такая настройка является грубой.
- Тонкая настройка. Осуществляется методом дроссельного насыщения. Дроссель (комплекс из нескольких катушек) устанавливается между диодами и трансформатором.
- Точная регулировка с использованием тиристорного блока.
Точность регулировки напрямую влияет на удобство проведения работ и качество полученного результата.
Разновидности выпрямительных устройств
В зависимости от внешних характеристик, различают три типа сварочных выпрямителей:
- Крутопадающие внешние характеристики. Такие аппараты востребованы для ручной дуговой сварки и для работы с неплавящимся электродом в среде защитных газов. В устройство выпрямителей входит понижающий трансформатор с высоким рассеиванием магнитного поля. Сварочный ток настраивается путем корректировки дистанции между первичной и вторичной обмотками трансформатора.
- Жесткие внешние характеристики. Выпрямители этого типа используются для сварочных работ с плавящимся электродом в углекислом газе или другой защитной газовой среде, под флюсом, с использованием порошковой проволоки.
- Универсальные. Такие устройства позволяют получать падающие и жесткие внешние характеристики. Поэтому они подходят для широкого перечня сварочных процессов – ручных и автоматизированных, плавящимися и неплавящимися электродами, в газовых средах, под флюсом. В конструкцию входят понижающий трансформатор и дроссели насыщения.
Сварочные выпрямители на диодных мостах с различными техническими характеристиками дают возможность сваривать металлические элементы толщиной от 1 до 50 мм. Они удобны в работе и обслуживании, просты в настройке, мобильны. К недостаткам можно отнести слабую устойчивость к перепадам напряжения питающего тока и длительным коротким замыканиям.
Диодный мост в сварочном аппарате: силовые выпрямители своими руками
На чтение 8 мин. Просмотров 7.1k. Опубликовано Обновлено
Диод представляет собой полупроводниковый агрегат с разной проводимостью, определяемой прикладываемым напряжением. Он имеет два вывода: катод и анод. Если подается прямое напряжение, то есть на аноде в сравнении с катодом потенциал положителен, агрегат открыт.
Если напряжение отрицательно, он закрывается. Такая особенность нашла применение в электротехнике: диодный мост активно используется в сварочном деле для выпрямления переменного тока и улучшения качества сварных операций.
Выпрямитель для сварки
на переменном токе обладает существенным минусом при использовании в домашних условиях: оно провоцируют перепады напряжения в сети и помехи для работы электроустройств.Особенность выпрямителей
Многие сварочные аппараты требуют доработки, заключающейся в применении специальных выпрямителей. Для их изготовления часто применяют диоды, способные пропускать напряжение исключительно в одну сторону.
Изначально для усовершенствования мастера использовали диодные схемы из четырех диодов на радиолампах. Но данная технология была слишком сложной и дорогой. В наши дни силовые диоды стали доступными по стоимости, поэтому активно используются в сварных операциях.
Схема для такого приспособления не отличается особой сложностью: она состоит из проводников, пропускающих электрический поток и направленных в актуальную сторону.
Если быть более точным, то два элемента общей схемы соединены последовательно и направлены друг к другу, а еще два ‒ располагаются один за другим. Первые из них проводят ток в выбранном направлении, вторые ‒ не позволяют току вернуться.
Выпрямители на диодах характеризуются разной мощностью, поэтому вид электрода необходимо подбирать с учетом этого параметра. Чем выше мощность, тем более толстый электрод потребуется.
На промышленном производстве требуется применить мощную аппаратуру, которая позволит выполнять сварные соединения без каких-либо пауз. Для бытового использования подойдут менее мощные выпрямители для сварки.
Применение в сварке
Диодную схему можно собрать из отдельных диодов или приобрести монолитную конструкцию с разными параметрами. Первый вариант менее предпочтителен, чем второй. Но при сгорании одного диода не требуется менять все четыре элемента, как в случае монолитной конструкции.
Если применить такие агрегаты для переориентации на работу с постоянным током, можно добиться расширения ее функциональных возможностей.
Применение выпрямителя из диодов поможет:
- устранить перебои напряжения в сети;
- упростить задачу розжига электрической дуги в условиях номинального и пониженного напряжения;
- увеличить тепловой режим при длительной работе сварочного аппарата.
На заметку! С помощью выпрямителя из диодов для сварочного аппарата можно поддерживать электрическую дугу на стабильном уровне, что позволяет повысить эстетические качества созданных своими руками сварных соединений на металлических конструкциях.
Выпрямитель для сварки собирается по мостовой схеме, но при этом важно учесть, что корпус агрегата находится под напряжением.
Поэтому при установке диодного моста на радиатор, важно изолировать агрегат от иных элементов схемы, от корпуса сварочного аппарата, соседних диодов. А это чревато определенными неудобствами для сварщика: нужно использовать более крупный по размеру корпус сварки.
Как следствие, аппарат получается тяжелым и громоздким.
Чтобы уменьшить габариты сварки, можно подобрать выпрямительный прибор ВЛ200 с другой полярностью, объединив полупроводники на два парных радиатора. Но еще лучше, установить в едином корпусе сварки мощные, но при этом максимально компактные диодные мосты.
Такое решение обойдется сварщику в несколько раз дешевле, нежели покупка диодов В200. Деталь по размеру не больше, чем спичечный коробок. Она имеет площадку для установки радиатора, работает на максимальном, прямом токе ‒ 30-50 А.
Важно! Если в процессе выполнения сварных работ потребовался более мощный мост, стоит воспользоваться параллельным подключением мостовых сборок. Главное понимать, что при таком решении надежность конструкции будет ниже, чем при одиночных мощных диодах.
Если говорить о схемах полупроводникового типа с устройством выпрямителя, важно отметить следующее:
- Лучшие показатели имеет трехфазная система, позволяющая использовать мощность сети до 380 В.
Ее применяют на промышленных предприятиях, где важно создать длительный непрерывный сварной процесс без пауз для соединения больших по размеру металлических деталей: ворот, контейнеров, хозяйственных металлических сооружений и т.п. - Система с одной фазой подходит для бытового использования, когда сварной процесс длится короткий промежуток времени, и нет необходимости в более длительной сварке.
Установка
Если планируется установить параллельную схему соединения диодных мостов, важно учесть некоторый разброс по параметрам каждого диода. Подбирать элементы нужно так, чтобы оставался некоторый запас прочности. Тогда можно получить компактный диодный мост для сварочного аппарата.
Диодные сборки можно разместить на одном радиаторе, но для повышения показателей теплоотдачи их монтируют через теплопроводящую пасту. Актуальное количество таких схем для выпрямителя определяется требуемым сварочным током: стандартное количество 3-5 сборок.
Проводники стоит соединять с контактами при помощи пайки, и иначе в местах контакта потери мощности, или соединение сильно нагревается. При необходимости выполнить сварные операции, выпрямитель подключается .
Как сделать выпрямитель своими руками?
Если в наличии мастера имеются комплектующие детали, вполне реально изготовить самодельный сварочный выпрямитель. При условии соблюдения всех рекомендаций специалистов он гарантировано обеспечит процесс ручной дуговой сварки постоянным током, но потребуется применить электрод с обмазкой.
Использовать проволоку без обмазки также допустимо, но только при условии большого опыта в сварных вопросах. Для неопытного сварщика справиться с ней будет практически нереально.
 Диодный мост для сварочного аппарата.
Диодный мост для сварочного аппарата.Обмазка при расплавлении электрода препятствует проникновению составляющих воздуха в расплавленный металл сварного соединения. Без нее контакт металла в расплавленном виде с азотом и кислородом снизят прочностные свойства шва, сделав его хрупким и пористым.
Сначала потребуется выбрать или смотать своими руками понижающий трансформатор с требуемыми параметрами. Собирают трансформатор до подключения диодного моста.
Если выбран путь самостоятельного изготовления аппарата, важно правильно рассчитать его элементы, в том числе:
- параметры магнитопровода;
- актуальное количество витков;
- размеры сечения шин, проводов.
В работе не обойтись без светодиодов: нужны они в качестве проводников тока в одном единственном направлении. Простейший диодный , созданный по мостиковой схеме, монтируют на радиатор с целью теплообмена и охлаждения.
Мощные диоды для сварочного аппарата, по типу ВД-200, выделяют при работе довольно большой объем тепловой энергии. Чтобы обеспечить падающую характеристику тока, в цепь потребуется включить дроссель последовательно.
Активное переменное сопротивление в такой схеме обеспечит сварщику возможность плавно регулировать сварочный ток. Далее, один полюс нужно подключить к сварной проволоке, а второй ‒ к рабочему объекту.
Электролитический конденсатор в составе схемы необходим в качестве сглаживающего фильтра для снижения пульсаций.
Выполнить намотку реостата несложно своими силами, но для такой задачи потребуется керамический сердечник и проволока из никелина или нихрома. Актуальный диаметр проволоки определит величина регулируемого тока сварной операции.
Расчет сопротивления реостата нужно проводиться учетом удельного сопротивления электрода, его сечения и общей длины.
 Электрическая схема сварки с диодным мостом.
Электрическая схема сварки с диодным мостом.Шаг регулировки тока для сварки зависит от диаметра витков. Если правильно собрать перечисленные детали в единый агрегат, процесс сварки будет сопровождаться постоянным током. Не лишним будет и монтаж резистора, препятствующего короткому замыканию при работе.
Оно может происходить при касании проволоки о металл без зажигания дуги. Если в это время на конденсаторе нет сопротивления, он мгновенно разрядится, произойдет щелчок, электрод разрушится или прилипнет к металлу.
При наличии резистора можно сгладить разряды на конденсаторе, сделать поджога электрода более простым и мягким. Изготовление аппарата для выпрямления сварного тока своими руками позволит создавать максимально аккуратные и долговечные сварные швы.
Итоги
Диодный мост для сварочного аппарата преобразует переменный ток в постоянный, что позволяет повысить качества сварных соединений. Такое приспособление можно приобрести в готовом виде или создать своими руками, следуя советам, озвученным в статье.
зачем и как используются, какие виды бывают, как подобрать
В 21 веке продаются сварочные аппараты разной мощности, размера и оттенка. Есть широкий выбор видов механизмов: это и трансформаторы, и полуавтоматы, инверторы и даже выпрямители.
Новичку может быть трудно выбрать необходимый аппарат. Он всегда сталкивается с рядом сложностей при этом.
В нашей статье пойдет речь о сварочных выпрямителях. Вы разберетесь в таких сложных вопросах: что они из себя представляют, по каким принципам налаживают работу и какие преимущества имеют.
Мы расскажем, где и как можно использовать этот аппарат. У вас получится выбрать тот, который будет идеальным для вашей работы.
Содержание статьиПоказать
Общие данные
Сварочный выпрямитель – это классика оборудования для работ. Его применяют уже более 30 лет из-за того, аппарат обладает многими достоинствами.
Порой его выбирают чаще, чем трансформатор. Главной целью машины считают изменение переменного тока на статичный. Это нужно, чтобы произошел поджиг арки и сформировались качественные соединения.
Обычный выпрямитель для ручной арочной сварки имеет такое строение: силовая часть, блок для выпрямления, а также защитные части аппарата. Есть и такие части, которые отвечают за регулировку работы машины.
В реальности все не настолько легко. Все компоненты состоят из большого количества элементов, которые активно участвуют в работе агрегата.
По причине того, что в работе выпрямителя не применены электронные компоненты, он считается более надежным, чем другие типы механизмов.
Это преимущество, потому что именно такой компонент в большинстве случаев ломается при сварочном процессе. В этом вопросе сварочный выпрямитель так же надежен, как и преобразователь.
При большой мотивации можно собрать этот аппарат для сварки у себя дома. Но только тогда, когда у вас есть необходимый опыт. Новичку в этом вопросе часто не везет.
Вы можете потеряться в большом разнообразии сварочных выпрямителей. Один важный момент, который важно учитывать – это то, что у них разная силовая часть. Выпускают машины на основе трансформатора, дросселя, тиристора и других особенностей.
Каждый тип машины обладает как плюсами, так и минусами. В реальности между ними нет значительных отличий. Стоит отдавать предпочтение тому аппарату, который идеальный для вас по цене.
Особенности использования

Такой агрегат работает по несложным принципам. Для начала работы агрегата стоит понизить напряжение, которое в него входит. Оно должно соответствовать току холостого хода.
После этого он изменяет активный ток на постоянный. В итоге осуществляется контроль сварочного тока. Когда все действия будут завершены, можно приступать к сварке.
Этот механизм отличается от трансформатора тем, что в последнем нужно применять в своей работе переменный ток. При всех остальных характеристика аппараты очень схожи между собой.
Трансформатор в этом плане немного сложнее сварочного выпрямителя, потому что функционирует на переменном напряжении. Его в работе использовать не так легко, как может показаться сразу.
Преимущества и минусы

Главным достоинством выпрямителей считается то, что они могут работать практически при любых условиях. Им не помешает грязная среда, множество пыли и ограниченное место работы.
При помощи агрегата можно даже варить нержавейку или цветные конструкции.
Если поджигать арку умело, то она будет гореть стабильно, а шов получится ровным. Выпрямители активно применяют почти во всех существующих технологиях, если идет речь о ходовой сварке.
Выпрямитель актуальны для ММА-сварки, а также работах по технологиям TIG, MAG и MIG. Кроме этого, один и тот же аппарат одновременно могут эксплуатировать 2-3 человека.
Это возможно благодаря существованию не одного поста для работы. Подобные сварочные выпрямители активно применяются на крупномасштабном производстве. Коллективная работа в несколько раз повышает производительность труда.
Если говорить о минусах сварочных выпрямителей, в первую очередь стоит отметить его большой вес. Аппарат достаточно сложно перемещать с места на место или перевозить куда-либо.
Для этого вам понадобятся напарники и специальное оборудование. У вас не получится просто погрузить аппарат в кузов или прицеп и отвезти в место назначения. Придется потрудиться.
Чтобы купить полный комплект, нужно потратить не одну сотню долларов. Кроме этого, сварочные выпрямители не очень выгодные с точки зрения потребления электроэнергии. Вы можете быть крайне удивлены, когда получите коммунальные счета на оплату.
Выполнять работу на таком аппарате смогут только те, у кого есть опыт работы в сварочном деле. Когда новичок берёт его в руки, то ему нужно практиковаться не один год.
Но только тогда, когда у вас получится научиться варить с выпрямителем, остальные механизмы будут даваться вам легко.
Специфика применения

Чтобы начать работу, нужно побеспокоиться о том, как обеспечить необходимое напряжение электросети. Обычный сварочный выпрямитель как правило требует 380В, а не с 220В, как в жилом доме.
Мы должны проверить, чтобы сеть выдавала необходимый объём напряжения. Такая мощная электросеть называется промышленной трехфазной. Для решения вопроса необходимо купить генератор, который будет выдавать нужные показатели.
Новичков это может отпугнуть, потому что такие механизмы стоят больше десятка долларов. Для того, чтобы работа была грамотной, стоит покупать дорогой генератор и подключать его каждый раз.
Поэтому многие начинающие сварщики отдают предпочтение упрощенным инверторам. С ним трудится просто: просто подключил в розетку и начинаешь варить. Не нужны никакие дополнительные конструкции или действия.
Для стабильной работы сварочного выпрямителя необходимо не только подключить его к нужной сети, но и обеспечить стабильность напряжения. Она должна обладать запасом для отжига арки и быть стабильной в процессе эксплуатации.
Необходимо не забывать, что при использовании выпрямителя очень сложно поджечь дугу. Это вопреки тому, что напряжение будет стабильно.
В подобных вопросах важен опыт и наличие практики. Взаимодействовать с дугой необходимо самостоятельно, опираясь на свои знания.
При этом сварочный выпрямитель считают стабильным агрегатом, с которым необходимо работать. Он удобный в использовании и имеет высокую известность в 21 веке.
Значимый плюс, о котором нужно вспомнить — возможность использования аппарата при любых условиях (мороз, жара, дождь). Он легко выдерживает удары и перемещения на километровые расстояния, а еще — непростые условия хранения.
Подведем итоги
Сварочный выпрямитель может пригодиться как профи, так обычному мастеру. Вы можете варить с его помощью даже в гараже или на заводе. В нашей статье мы определили, что с ним достаточно трудно работать в отличие от инвертора.
Его эксплуатация кажется сложной для молодого мастера. Но при этом аппарат лишен таких минусов, которые есть у трансформатора. Проблему громоздкости аппарата можно решить путём использования модели с колёсами.
Говоря о ремонте сварочного выпрямителя, он будет недорогим. Его легко можно починить так же, как и трансформатор. Если у вас есть опыт, можно доработать свой аппарат, сделав его более удобным.
Вы когда-нибудь варили с сварочным выпрямителем? Пишите в комментариях. Желаем успехов!
Выпрямители, управляемые трансформатором | Сварка и Контроль
Формирование внешних характеристик выпрямителя с помощью трансформатора
При нагрузке возможны три различных режима работы.
В 1-м режимепри очень высоком напряжении дуги зажигание происходит только в те интервалы времени, когда текущее значение напряжения источника выше напряжения дуги (uв> Uд). В каждый момент ток протекает по двум вентилям или вовсе отсутствует.Колебания тока при этом значительны. Двух вентильный режим 1 наблюдается при Uд= (0,95 — 1)U0.
Во 2-й режим выпрямитель переходит при снижении напряжения дуги, когда Uд = (0,7 — 0,95)U0,и соответствующем увеличении тока.
В 3-й режим выпрямитель переходит при дальнейшем снижении напряжения дуги, когда Uд = (0 —0,7)U0.
Падающая характеристика получается у выпрямителя благодаря значительным потерям напряжения при затянутой коммутации, вызванным большим индуктивным сопротивлением трансформатора.
Выпрямители для механизированной сварки в углекислом газе, где нужны пологопадающие внешние характеристики, комплектуются трансформатором с нормальным рассеянием и работают во 2-м режиме. Напротив, выпрямители для ручной дуговой сварки с целью получения крутопадающих характеристик комплектуются трансформатором с увеличенным рассеянием и работают в основном в 3-м режиме.
Выпрямитель, управляемый трансформатором с секционированными обмотками
Такой простейший выпрямитель предназначен для механизированной сварки в углекислом газе и, следовательно, должен иметь жесткую (пологопадающую) внешнюю характеристику. Он состоит (рис. 1 ,а) из понижающего трехфазного трансформатора T с нормальным рассеянием, переключателя ступеней S, силового выпрямительного блока V на неуправляемых вентилях и сглаживающего дросселя L. Выпрямительный блок обычно собирается по трехфазной мостовой схеме (рис. 1,а), однако находит применение и шести фазная с уравнительным реактором L1 (рис. 1,б). Линейный дроссель L включают для уменьшения разбрызгивания при сварке.
Выпрямитель с трансформатором с секционированными обмотками имеет пологопадающую внешнюю характеристику благодаря малому сопротивлению трансформатора и выпрямительного блока.

Рис. 1. Упрощённые схемы выпрямителей, управляемых
трансформатором с секционированными обмотками
Регулирование напряжения холостого хода и рабочего напряжения осуществляется благодаря секционированию первичной и вторичной обмоток трансформатора.
К недостаткам такого выпрямителя относят отсутствие стабилизации выпрямленного напряжения и перерасход обмоточных материалов, т.к. на высших ступенях регулирования часть витков первичной обмотки не используется. Главные его достоинства — простота и надежность.
Выпрямитель, управляемый трансформатором с магнитной коммутацией
Выпрямитель этого типа (рис. 2) также предназначен для механизированной сварки в углекислом газе. Он имеет оригинальную конструкцию трансформатора. В нижних окнах магнитопровода находятся первичные обмотки ОП с числом витков W1 и нерегулируемые части ОВН вторичных обмоток с числом витков W2н . Стержни трансформатора соединены внизу неуправляемыми ярмами с. Имеются также управляемые верхние а и средние b ярма, подмагничиваемые обмотками постоянного тока ОУ1 и ОУ2. В верхних окнах находятся регулируемые части ОВР вторичных обмоток с числом витков W2р.
Части ОВН и ОВР каждой вторичной обмотки соединены последовательно согласно.
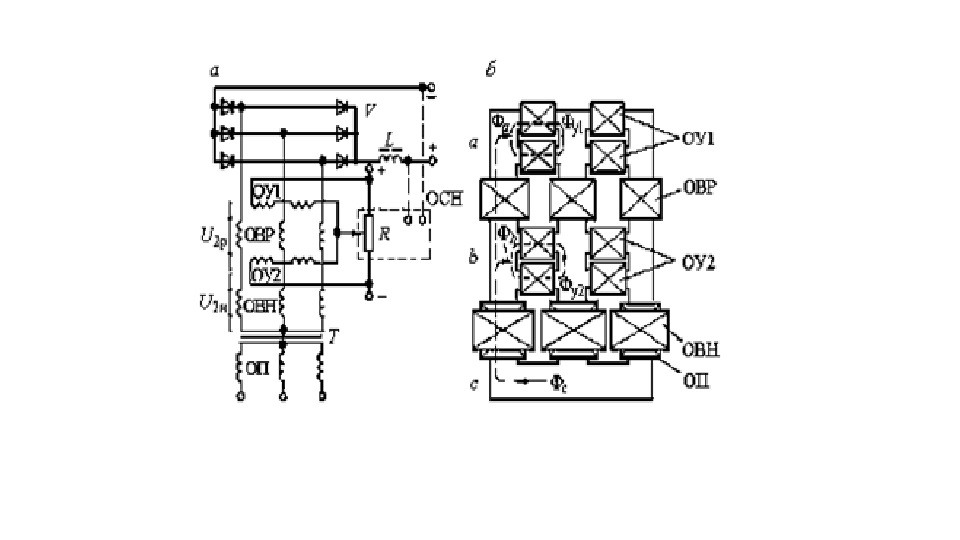
Рис. 2. Выпрямитель управляемый трансформатором с магнитной коммутацией: а- упрощённая принципиальная схема; б- конструкция трансформатора
Регулирование напряжения выпрямителя осуществляется за счет магнитной коммутации,обеспечивающей изменение потока в pегулиpуемой вторичной обмотке.
Жесткая внешняя характеристика выпрямителя получается благодаря малому рассеянию трансформатора с магнитной коммутацией, а также за счет обратной связи по напряжению.
От выпрямителя, управляемого трансформатором с секционированными обмотками,рассмотренная конструкция выгодно отличается плавным регулированием и стабилизацией напряжения, однако имеет более сложный и дорогой трансформатор.
Выпрямитель, управляемый трансформатором с увеличенным рассеянием
Принцип действия такого выпрямителя, предназначенного для ручной сварки, иллюстрирует рис. 3. В состав выпрямителя входят трехфазный понижающий трансформатор T и выпрямительный блок V, собранный по трехфазной мостовой схеме. У трансформатора (рис. 3) три подвижные обмотки 1 (обычно первичные) установлены в обойме и перемещаются по вертикали. Три неподвижные обмотки 2 (вторичные) жестко закреплены на магнитопроводе 3.
Благодаря большому расстоянию между первичными и вторичными обмотками трансформатор имеет увеличенное рассеяние, что и обеспечивает получение крутопадающей внешней характеристики выпрямителя.
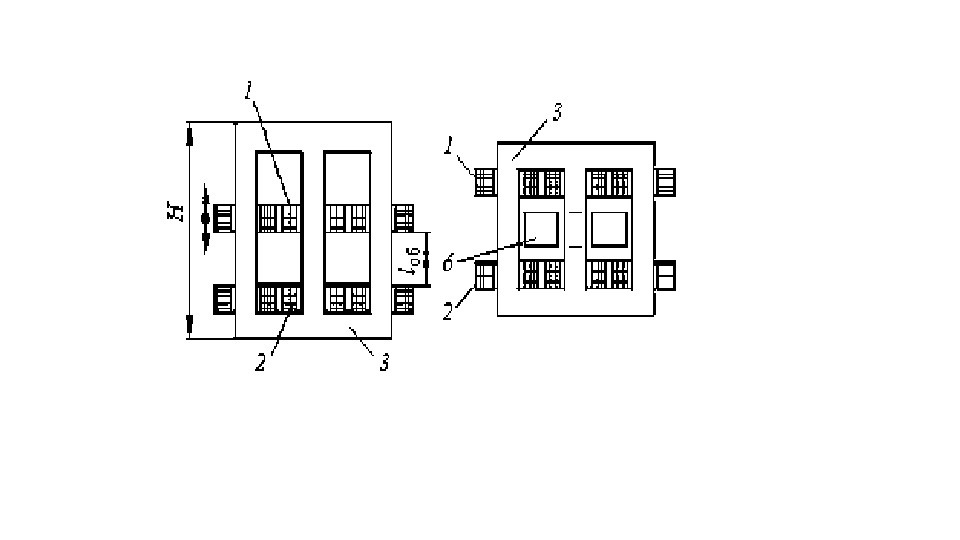
Рис. 3. Выпрямитель, управляемый трансформатором
с увеличенным рассеянием
Регулирование тока выпрямителя осуществляется изменением индуктивного сопротивления трансформатора за счет перемещения его трехфазных обмоток, а также изменения их соединения.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Выпрямительный трансформатор для контактной сварки / выпрямительный трансформатор
Приложение :
BK (DK) Трансформатор управления (далее — трансформатор вызова) подходит для цепи 50 ~ 60 Гц, напряжение до Применяется, как правило, в качестве источника питания электроприборов станков, светильников и индикаторных ламп.
Характер конструкции:
В зависимости от конструкции трансформатор ВК относится к корпусному типу, а в зависимости от режима установки — к вертикальному типу.
Модель означает:
BK-x DK-x
B: Трансформатор D: однофазный
K: Контроль K: Контроль
x: Номинальная мощность x: Номинальная мощность
Рабочая среда:
1.Температура окружающего воздуха: -5 градусов ~ + 45 градусов, максимальная среднемесячная температура не должна превышать + 30 ° C; 2. Высота места установки не должна превышать 1000м; 3. При температуре окружающего воздуха + 40 ° C относительная влажность не должна превышать 50%, и это допускает более высокую относительную влажность при более низкой температуре. Максимальная средняя влажность в самый влажный месяц составляет 90%, в то время как самая низкая средняя температура в этом месяце составляет + 25 ° C, и следует учитывать конденсацию на поверхности продукта, вызванную изменением температуры.
Габаритные размеры и установочный размер
62 ± 2,5 9 × 11,5 9003тип | Габаритный размер (мм) | Расстояние между отверстиями для установки (мм) | Установочное отверстие (мм) K × J | |||
Bmax | Dmax | Emax | A | C | ||
BK-50 | 78 | 56 ± 0.4 | 50 ± 3 | 5 × 12 | ||
BK-100 | 84 | 78 | 93 | 56 ± 0,4 | 6 × 12 | |
BK-150 | 102 | 88 | 110 | 83 ± 0,4 | 70 ± 2.5 | 6 × 12 |
BK-250 | 102 | 95 | 110 | 83 ± 0,4 | 76 ± 3 | |
БК-300 | 120 | 127 | 135 | 100 ± 0,4 | 90 ± 3 | 9 × 11.5 |
BK-400 | 146 | 130 | 160 | 123 ± 0,4 | 90 ± 3 | 967 |
BK-500 | 146 | 145 | 160 | 123 ± 0,4 | 105 ± 3 | 9 × 11,5 |
146 | 155 | 160 | 123 ± 0.4 | 115 ± 3,5 | 9 × 11,5 | |
BK-1000 | 150 | 165 | 160 | 123 ± 0,4 900 125 ± 3,5 | 9 × 11,5 | |
BK-1500 | 171 | 200 | 190 | 145 ± 0,4 | 135 ± 3.5 | 9 × 11,5 |
BK-2000 | 180 | 230 | 210 | 145 ± 0,4 | 160 ± 3,5 900 9 × 11,5 | |
Стандартный экспортный деревянный ящик с пластиковым ремешком с пеной, руководство оператора на английском языке, размер упаковки: 40 * 25 * 25 см. Стандартная экспортная картонная коробка 16 шт.вес shippig 25 кг
1. Контроль качества
Контроль качества трансформатора для очень важного клиента. Мы контролируем качество с помощью одной запасной части. см. рисунок ниже, мы покупаем силиконовый лист для тестирования. Если вы хотите узнать больше о том, как сохранить качество стабилизатора в хорошем состоянии. Пожалуйста, свяжитесь с нами по электронной почте.
2. Гарантия качества
мы даем нашим клиентам гарантию качества на изолирующий трансформатор 2 года, при правильной нагрузке мы даем клиенту 5 лет и принимаем предложение нашего специалиста . каждый изолирующий трансформатор мы сначала проверяем качество детали, а затем завершаем тестирование вывода и нагрузки тестирование. после завершения тестирования мы проводим динамическое тестирование. после упаковки мы тестируем снова. см. ниже наше испытательное оборудование
3.Если у изолирующего трансформатора возникнут какие-либо проблемы или возникнут какие-либо вопросы по специальному дизайну. Мы ответим клиенту в течение 24 часов. Bcos наш продавец является техническим специалистом.
как трехфазный изолирующий трансформатор, большая токовая нагрузка на выходе и выходное напряжение постоянного тока, защита от перенапряжения и защита от перегрузки. Конструкция с полной нагрузкой. Площадь кремния и размер провода обмотки.
см. Рисунок ниже с управлением изолирующим трансформатором
4.OEM / ODM доступны
Мы принимаем OEM или ODM клиентов. Заказчик отправляет нам ваш логотип, название компании и дизайн упаковочной коробки. Если нет дизайна. Мы можем разработать для клиента. Затем напечатайте логотип панели стабилизатора напряжения и название компании. коробка углерода силы samll мы печатаем логотип клиента и компанию тоже
5.we accpect заказ образца проверяя наше качество.
при изготовлении образца, прежде чем мы подтвердим все спецификации без проблем. Сначала мы проведем тестирование нашим продавцом.После того, как мы закончим тестирование. Мы отправим клиенту образец для проверки качества. Маленький образец мощности, мы бесплатно предоставим клиенту образец. Стоимость доставки оплачивается заказчиком.
FAQ
1.О нашем трансформаторе, как сделать качество без каких-либо проблем.
сначала мы использовали хороший материал кремниевый лист. Мыслим 0,35 мм. Второй мы делаем вычисление времени намотки данных в соответствии с силиконовым листом 1,1 раза. И медный провод мы делаем ток в соответствии с 6А на квадрат.алюминиевый провод малый ток мы делаем согласно 3A на квадрат. большой ток мы делаем согласно 1A основание на один квадрат.
у нас есть намоточная машина и погружная краска (машина для погружения). Тестирование кремния без нагрузки на машину.
, если мы получим заказ от клиента. Сначала делаем один образец тестирования. И показываем подробный отчет о тестировании клиента. А также размер кремния и размер провода для нашего клиента. После того, как клиент подтвердит хорошо. Мы начнем делать все производственные заказы. один техник.
2. О том, как управлять трансформатором, никаких проблем.
работник нашей компании 80% из компании parter. Не как заработная плата других заводских рабочих от выполнения работы, сколько шт. Сборка. Трансформатор без сборки или испытательный трансформатор без заработной платы. Мы различаемся. quality.transformer 60% проблема качества от worker.20% проблема качества из материала и 20% размер конструкции.Мы делаем все, чтобы трансформатор клиента сохранял качество НЕТ.1 bcos продавец нашей компании будет тестировать продукты клиентов самостоятельно. Не только инженер, один тестирующий. Если вы хотите узнать подробности, пожалуйста, напишите нам, обсуждая. Мы — одна профессиональная фабрика трансформаторов. Не торговая компания.
3.О силе трансформатора. Эффективность звонков некоторых клиентов
в нашем городе фабрика liushi 90% делает мощность не более 80%. Иногда некоторые фабрики делают только мощность
70% или 60% мощности. Поиск новых клиентов и Отправьте запрос на многие фабрики и торговые компании.получить очень разницу в цене. какой-то продавец скажет клиенту, что у нас мощность 90% или 100%. Итак, как получить 90% и 100%. из материала и размера кремния трансформатора. мощность нагрузки, если размер листа кремния в порядке. обмотка провода также очень Незначительный. легкий вес невозможно получить высококачественную мощность. например, вход 230 В и выход 230 В. изолирующего трансформатора 2000 ВА. Общий вес нетто должен составлять около 21 кг. Этот весовой дизайн. Размер бобины не менее 60 * 105.USD размер медного провода 1,68. Если вы делаете качественный дизайн, шпулька должна измениться на 60 * 110, а размер проволоки — на 1.8. этот дизайн весит около 22,5 кг.
4. Об условиях оплаты:
Обычно мы делаем с клиентом 30% T / T депозита и 70% баланс после загрузки контейнера
см. Копию BL. Также мы делаем клиентов из Бангладеш и Египта на 100% LC. образец стоимости доставки заказа через West Union или номер счета доставки клиента также мы принимаем Paypal Escrow
.Цепь сварочного инвертораSMPS | Проекты самодельных схем
Если вы ищете вариант замены обычного сварочного трансформатора, сварочный инвертор — лучший выбор. Сварочный инвертор удобен и работает от постоянного тока. Текущий контроль поддерживается с помощью потенциометра.
Автор: Dhrubajyoti Biswas
Использование топологии с двумя переключателями
При разработке сварочного инвертора я применил прямой инвертор с топологией с двумя переключателями. Здесь входное линейное напряжение проходит через фильтр электромагнитных помех, а затем сглаживается с большой емкостью.
Однако, поскольку импульс тока включения имеет тенденцию быть высоким, необходимо наличие цепи плавного пуска. Поскольку переключение включено и конденсаторы первичного фильтра заряжаются через резисторы, мощность дополнительно обнуляется путем включения реле.
В момент переключения мощности транзисторы IGBT используются и затем используются через управляющий трансформатор прямого затвора TR2 с последующим формированием схемы с помощью регуляторов IC 7812.
Использование микросхемы UC3844 для управления ШИМ
В этом сценарии используется схема управления UC3844, которая очень похожа на UC3842 с ограничением ширины импульса до 50% и рабочей частотой до 42 кГц.
Цепь управления получает питание от вспомогательного источника питания 17 В. Из-за больших токов в обратной связи по току используется трансформатор Tr3.
Напряжение регистра считывания 4R7 / 2W более или менее равно выходному току. Выходной ток можно дополнительно контролировать с помощью потенциометра P1. Его функция заключается в измерении пороговой точки обратной связи, а пороговое напряжение на выводе 3 UC3844 составляет 1 В.
Одним из важных аспектов силовых полупроводников является то, что они нуждаются в охлаждении, и большая часть выделяемого тепла отводится через выходные диоды.
Верхний диод, состоящий из 2x DSEI60-06A, должен выдерживать ток в среднем 50 А и потери до 80 Вт.
Нижний диод, т.е. STTh300L06TV1, также должен иметь средний ток 100А и потери до 120Вт. С другой стороны, общие максимальные потери вторичного выпрямителя составляют 140 Вт. Выходной дроссель L1 дополнительно подключен к отрицательной шине.
Это хороший сценарий, так как радиатор закрыт от высокочастотного напряжения. Другой вариант — использовать диоды FES16JT или MUR1560.
Однако важно учитывать, что максимальный ток нижнего диода в два раза больше, чем ток верхнего диода.
Расчет потерь IGBT
На самом деле расчет потерь IGBT — сложная процедура, поскольку, помимо потерь на проводимость, еще одним фактором являются потери при переключении.
Также каждый транзистор теряет около 50 Вт. Выпрямительный мост также теряет мощность до 30 Вт, и он помещен на тот же радиатор, что и IGBT, вместе с диодом сброса UG5JT.
Также есть возможность заменить UG5JT на FES16JT или MUR1560. Потеря мощности диодов сброса также зависит от конструкции Tr1, хотя потери меньше по сравнению с потерей мощности от IGBT. Выпрямительный мост также приводит к потере мощности около 30 Вт.
Кроме того, при подготовке системы важно не забывать масштабировать максимальный коэффициент нагрузки сварочного инвертора. После этого, основываясь на измерениях, вы можете быть готовы выбрать правильный размер калибра обмотки, радиатора и т. Д.
Еще один хороший вариант — добавить вентилятор, так как он будет контролировать нагрев.
Принципиальная схема
Детали обмотки трансформатора
Коммутационный трансформатор Tr1 намотан на два ферритовых EE сердечника, и оба они имеют центральную секцию колонны 16×20 мм.
Таким образом, общее поперечное сечение составляет 16×40 мм. Следует соблюдать осторожность, чтобы не оставлять воздушных зазоров в области сердечника.
Хорошим вариантом было бы использовать 20-витковую первичную обмотку, намотав ее 14 проводами из 0.Диаметр 5 мм.
С другой стороны, вторичная обмотка имеет шесть медных полос 36×0,55 мм. Трансформатор прямого привода Tr2, который разработан с низкой паразитной индуктивностью, следует трехсторонней схеме намотки с тремя витыми изолированными проводами диаметром 0,3 мм и обмотками по 14 витков.
Активная часть изготовлена из стали h32 с диаметром средней стойки 16мм и без зазоров.
Трансформатор тока Tr3 изготовлен из дросселей для подавления электромагнитных помех. В то время как первичный имеет только 1 ход, вторичный получает ранение за 75 ходов из 0.Проволока 4 мм.
Важным моментом является соблюдение полярности обмоток. В то время как L1 имеет ферритовый сердечник EE, средний столбец имеет поперечное сечение 16×20 мм с 11 витками медной полосы 36×0,5 мм.
Кроме того, общий воздушный зазор и магнитная цепь установлены на 10 мм, а его индуктивность составляет 12 мкГн cca.
Обратная связь по напряжению на самом деле не мешает сварке, но определенно влияет на потребление и потери тепла в режиме ожидания. Использование обратной связи по напряжению очень важно из-за высокого напряжения около 1000 В.
Кроме того, ШИМ-контроллер работает с максимальным рабочим циклом, что увеличивает расход энергии, а также увеличивает количество нагревательных компонентов.
Постоянный ток 310 В может быть извлечен из сети 220 В после выпрямления через мостовую сеть и фильтрации через пару электролитических конденсаторов 10 мкФ / 400 В.
Источник питания 12 В можно получить от готового блока адаптера 12 В или собрать дома с помощью информации, предоставленной здесь :
Цепь для сварки алюминия
Этот запрос был отправлен мне одним из преданных читателей этого блога Mr.Хосе. Вот подробности требования:
Мой сварочный аппарат Fronius-TP1400 полностью работоспособен, и я не заинтересован в изменении его конфигурации. Эта устарелая машина является первым поколением инверторных машин.
Это базовое устройство для сварки покрытым электродом (сварка MMA) или вольфрамовой дугой (сварка TIG). Переключатель позволяет выбирать.
Это устройство выдает только постоянный ток, что очень удобно для сварки большого количества металлов.
Есть несколько металлов, таких как алюминий, которые из-за его быстрой коррозии при контакте с окружающей средой необходимо использовать пульсирующий переменный ток (прямоугольная волна от 100 до 300 Гц), это способствует устранению коррозии в циклах с обратной полярностью и поверните плавку в циклы прямой полярности.
Существует мнение, что алюминий не окисляется, но это неверно, что происходит так, что в нулевой момент, когда он вступает в контакт с воздухом, образуется тонкий слой окисления, который с этого момента сохраняет его от следующих последующих окисление.Этот тонкий слой затрудняет сварку, поэтому используется переменный ток.
Я хочу сделать устройство, которое будет подключено между клеммами моего сварочного аппарата постоянного тока и горелки, чтобы получить переменный ток в горелке.
Вот где у меня возникли трудности в момент создания преобразователя постоянного тока в переменный. Увлекаюсь электроникой, но не специалист.
Итак, я прекрасно понимаю теорию, я смотрю на микросхему HIP4080 или аналогичную таблицу данных, чтобы увидеть, что ее можно применить в моем проекте.
Но моя большая трудность в том, что я не делаю необходимых расчетов значений компонентов. Может быть, есть какая-то схема, которую можно применить или адаптировать, я ее не нахожу в Интернете и не знаю, где искать, поэтому прошу вашей помощи.
Конструкция
Чтобы гарантировать, что сварочный процесс способен устранить окисленную поверхность алюминия и обеспечить эффективное сварное соединение, существующий сварочный стержень и алюминиевая пластина могут быть объединены с полной мостовой приводной ступенью. , как показано ниже:
Rt, Ct можно вычислить методом проб и ошибок, чтобы получить колебания МОП-транзисторов на любой частоте от 100 до 500 Гц.Для точной формулы вы можете обратиться к этой статье.
Вход 15 В может быть запитан от любого адаптера переменного тока 12 В или 15 В постоянного тока.
О компании Swagatam
Я инженер-электронщик (dipIETE), любитель, изобретатель, разработчик схем / печатных плат, производитель. Я также являюсь основателем веб-сайта: https://www.homemade-circuits.com/, где я люблю делиться своими инновационными идеями и руководствами по схемам.
Если у вас есть запрос, связанный со схемой, вы можете взаимодействовать с ним через комментарии, я буду очень рад помочь!