Холодная ковка своими руками станки чертежи: Холодная ковка своими руками: станок, чертежи
Холодная ковка своими руками: станок, чертежи
Любуясь красотой ажурной металлической ограды или восхищаясь невероятным витым узором на перилах железной лестницы, мало кто задумывается о том, что изготовлены они методом холодной ковки. Научится воплощать красоту в металле можно без особых усилий. Для этого достаточно обладать минимальными навыками работы с металлом и иметь специальные станки для холодной ковки.
Что такое холодная ковка? Какие нужны для неё станки? Что можно изготовить на этих станках? Ответы на эти вопросы вы найдёте в нашей статье.
Холодную ковку правильнее будет назвать — механическим сгибанием металлического прута на специализированных станках, для придания ему формы задуманной производителем. Сгибание прутьев в станке, можно производить как в ручную с помощью рычагов, так и с применением электромоторов. Помимо металлического прута, методом холодной ковки можно сгибать трубы небольшого диаметра, узкие железные полосы и арматуру. С применением метода холодной ковки производятся:
- Витые ограды.

- Украшения для жилых сооружений.
- Узорные ворота.
- Ограждения для балконов и лестниц.
- Металлические садовые скамейки.
- Украшения для беседок и фонарей.
- Большое количество вариантов решёток.
Элементы изготовленные методом холодной ковки
Освоив метод холодной ковки, в с лёгкостью сможете начать своё дело по производству изделий из металла. При этом, первоначальные финансовые вложения вам потребуются только на закупку станков, а если вы изготовите станки своими руками, то можно обойтись минимальными затратами.
Станки для холодной ковки
Ниже мы приведём вам инструкции по самостоятельной сборке станков для холодной ковки.
Станок «улитка»
Изготовление станка «улитка», это один из примеров самостоятельного конструирования, при этом давать советы с точным указанием размеров всех деталей не имеет смысла. Вам нужно ориентироваться на своё представление о работе станка, как и что будет гнуться, какое количество витков спирали будет достаточно для качественной работы, какого размера будет рычаг со столешницей. Если вы поймёте суть процесса изготовления станка, то сама сборка не вызовет особых затруднений.
Если вы поймёте суть процесса изготовления станка, то сама сборка не вызовет особых затруднений.
Станок “улитка”
Изготовление основных узлов станка
Каркас.
Процесс сгибания железного прута, подвергает станок сильным нагрузкам, поэтому при изготовлении каркаса для «улитки», используется только металлические уголок, швеллер или толстостенная труба. Не делайте каркас из деревянных брусьев, такой стол не выдерживает длительных нагрузок и разрушается.
Столешница.
Столешница для «улитки» делается из металлической плиты вырезанной в форме круга, толщиной не менее 4мм. Из этой же плиты, вырезается вторая столешница, повторяющая форму первой. На второй столешнице будут размещаться сегменты улитки и производится сгибание изделий. В процессе холодной ковки, столешница принимает на себя основную часть нагрузки, поэтому не нужно экономить и делать её из более тонкого листа железа.
Основной вал и рычаг.
Основной вал размещается по центру между столешницами и крепится к основанию с помощью четырёх прямоугольных треугольников. Изготовить вал можно из толстостенной трубы нужного диаметра.
Изготовить вал можно из толстостенной трубы нужного диаметра.
Рычаг крепится к валу с помощью кольца и вращается вокруг него, дополнительно на рычаг устанавливается ролик для сгибания прутьев на верхней столешнице.
Схема станка
Разметка и монтаж навесных деталей
В зависимости от того желаете ли вы производить только однотипные образцы или вам потребуются более художественные изделия, существует три варианта устройства «улитки».
Вариант №1.
Это самый простой из трёх вариантов, суть его в том, что на столешнице прорисовывается контур спирали.
Чертёж сегментов “улитки”
По своей сути это рисунок будущих изделий которые вы будете производить на станке. После нанесения схемы, достаточно вырезать из толстых полос железа разной ширины, несколько сегментов, повторяющих линию рисунка и приварить их по разметке к столешнице. На такой статичной «улитке» вы сможете производить простейшие изгибы.
Вариант №2.
Второй вариант является самым популярным среди самодельных станков, он подразумевает изготовление разборной улитки из съёмных частей. Вдоль контуров разметки высверливаются отверстия, в которых нарезается резьба. Далее, из картона или фанеры изготавливаются шаблоны для сегментов-упоров и по ним из металла делаются накладки. В завершении, в накладках высверливаются отверстия, которые должны совпасть с посадочными гнёздами на столешнице. Для закрепления сегментов, используются в основном болты, но вы можете сделать и цилиндрические упоры. Данная конструкция «улитки», позволит на одном станке производить спиралевидные заготовки с различными радиусами.
Вдоль контуров разметки высверливаются отверстия, в которых нарезается резьба. Далее, из картона или фанеры изготавливаются шаблоны для сегментов-упоров и по ним из металла делаются накладки. В завершении, в накладках высверливаются отверстия, которые должны совпасть с посадочными гнёздами на столешнице. Для закрепления сегментов, используются в основном болты, но вы можете сделать и цилиндрические упоры. Данная конструкция «улитки», позволит на одном станке производить спиралевидные заготовки с различными радиусами.
“Улитка” из полос металла
Вариант №3.
В третьем варианте вместо разборных сегментов-упоров, изготавливаются несколько съёмных модулей с разными вариантами улитки, которые меняются по мере необходимости. Модуль делается куска железа на который наварены сегменты повторяющие части спирали.
Модули “улитки”
Сборка станка.
- Установите каркас на месте где вы будете иметь свободный доступ к станку со всех сторон.
- Забетонируйте ножки каркаса в полу или закрепите каркас другим доступным способом.
- Приварите к каркасу основную столешницу.
- Установите основной вал приварив его к столешнице и укрепив треугольниками.
- Наденьте на вал вращающийся рычаг.
- Установите верхнею столешницу, приварив её к основному валу.
- Установите на столешницу сегменты улитки.
После сборки проведите пробное сгибание прута.
Что бы более подробнее узнать о сборке станка для холодной ковки «улитка» ознакомьтесь с видеороликом:
Станок торсионный
Данный станок предназначен для одноосного продольного скручивания заготовки из прутка поперечной или квадратной формы.
Станок торсионный
Для основания торсионного станка используются швеллер или двутавр. К нему с помощью сварки присоединяют толстую железную полосу, на которую устанавливают тиски для зажима неподвижной части прута. Тиски закрепляются четырьмя болтами диаметром М16 или более. Для увеличения прочности зажима прутка, на тиски навариваются рифлёные пластины из листовой стали. С противоположной стороны основания устанавливаются направляющие ролики, к которым присоединяется зажимной узел для подвижной части заготовки. Его изготавливают из стальной втулки, в которой необходимо предусмотреть отверстия для зажимных болтов расположенных под углом 120 градусов. Болты должны иметь плоский торец и быть изготовлены из качественной стали. Оба зажимных устройства должны располагаться соосно, для этого их необходимо проверить с помощью уровня, слесарного угольника и штангенциркуля.
Тиски закрепляются четырьмя болтами диаметром М16 или более. Для увеличения прочности зажима прутка, на тиски навариваются рифлёные пластины из листовой стали. С противоположной стороны основания устанавливаются направляющие ролики, к которым присоединяется зажимной узел для подвижной части заготовки. Его изготавливают из стальной втулки, в которой необходимо предусмотреть отверстия для зажимных болтов расположенных под углом 120 градусов. Болты должны иметь плоский торец и быть изготовлены из качественной стали. Оба зажимных устройства должны располагаться соосно, для этого их необходимо проверить с помощью уровня, слесарного угольника и штангенциркуля.
Виды станков
Далее необходимо изготовить ручку для проворачивания подвижной части зажима. Её рычаг должен бить как можно длиннее, для снижения прикладываемого усилия. Саму рукоятку лучше сделать с резиновой втулкой, для исключения проскальзывания руки во время работы.
После полной сборки станка его проверяют на надёжность работы подвижных элементов и точность производства деформации прутка. После проверки станок крепится к опорной раме.
После проверки станок крепится к опорной раме.
Простая модель торсионного станка
Как сделать торсионный станок своими руками смотрите в ролике:
Станок «гнутик»
Чтобы качественно сформировать угол в изделии производимом методом холодной ковки, вам понадобится станок под названием «гнутик». Он состоит из стальной пластины с подвижным упором на которых находятся два опорных вала и рычаг.
Станок “гнутик”
Заготовка помещается между клином и опорными валами. После этого, с помощью рычага происходит смещение клина по направлению к валам, что приводит к изгибу заготовки.
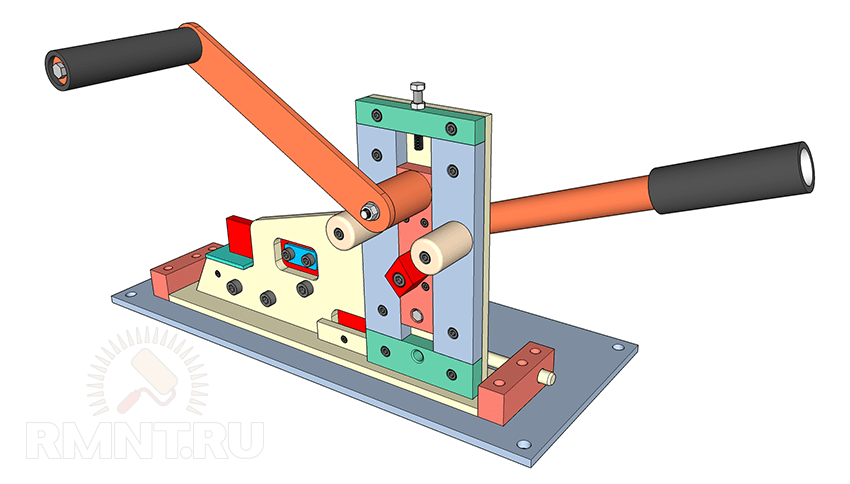
Компьютерная модель станка
Изготовить такой станок довольно просто, главное следовать приведённому чертежу и использовать инструментальную сталь, поскольку во время работы на части устройства производится большая нагрузка.
Как сделать станок “гнутик” вы также можете посмотреть в видеоролике:
Станок «волна»
Правильнее назвать данный станок — управляемая волна. Оснащение станка состоит из пары стальных дисков диаметром 140 мм., которые крепятся при помощи болтов к рабочей столешнице. На ведущем диске закреплена ось вращения универсального воротка.
Станок “волна”
Управление волной происходит в следствии изменения расстояния между дисками. При обкатывании воротком прутка вокруг ведущего диска, происходит формирование узора, после этого, пруток снимается с кондуктора и формируется узор с другой стороны.
Посмотреть работу станка вы можете в видеоролике:
Станок — пресс
Для формирования наконечников прутьев необходим пресс. Этот станок работает по принципу маховика, в начале вращая штангу с грузами отводят винтовой боёк назад до упора. После этого вставляют в гнездо сменный штамп и ставят заготовку. Далее, быстро раскручивают штангу в обратную сторону и оставляют его свободно вращаться. В заключении боёк сильно бьёт по хвостовику штампа, за счёт этого развивается усилие достаточное для штамповки.
Этот станок работает по принципу маховика, в начале вращая штангу с грузами отводят винтовой боёк назад до упора. После этого вставляют в гнездо сменный штамп и ставят заготовку. Далее, быстро раскручивают штангу в обратную сторону и оставляют его свободно вращаться. В заключении боёк сильно бьёт по хвостовику штампа, за счёт этого развивается усилие достаточное для штамповки.
Прокатный пресс
Что касается ручного прокатного стана, то его можно сделать самостоятельно, но вам всё равно придётся заказывать — валки из специальной стали, подшипниковые втулки и валы, а шестерни покупать в магазине. Изготовить на таком станке можно только наконечники «гусиная лапка» и «лист».
Соединение и покраска деталей
Элементы произведённые методом холодной ковки, соединяются двумя способами:
- Сварка — детали привариваются друг к другу, а окалина стачивается «болгаркой» или другой шлифовальной машиной.
- Хомуты — такой вид соединения смотрится гораздо красивее. Для хомутов используют проштампованные полоски металла толщиной от 1,5 мм.

Покраску готовых изделий производят кузнечными эмалями или красками для металла на акриловой основе.
Соединения деталей с помощью сварки
Изделия произведённые методом холодной ковки
Предлагаем вам ознакомиться с вариантами изделий которые вы можете сделать используя метод холодной ковки:
- Элемент забора полностью сделанный по методу холодной ковки. Для соединения деталей использованы хомуты. Для изготовления использовались станки: «улитка», торсионный, «гнутик» и «фонарик».
- Скамейка содовая — изготовлена посредством холодной ковки и обшитая деревом.для соединения элементов использована сварки и хомуты. В изготовлении применялись станки — «улитка», торсионный, пресс.
- Балконные перила — метод производства — холодная ковка. Элементы перил соединены при помощи сварки и хомутов. Используемые станки при производстве — «волна», «улитка», пресс.
- Лестничные перила — произведены по методу холодной художественной ковки. Детали соединены с помощью сварки. В производстве использованы станки — торсионный, «фонарик», «улитка».
 Детали соединены с помощью сварки. В производстве использованы станки — торсионный, «фонарик», «улитка».
Детали соединены с помощью сварки. В производстве использованы станки — торсионный, «фонарик», «улитка».
- Козырёк — методом холодной ковки выполнен каркас козырька. Детали соединены с помощью сварки. В процессе изготовления использованы станки — «улитка», «волна», пресс.
- Мангал — простая конструкция изготовленная по методу холодной ковки. Для соединения деталей использованы хомуты и сварки. Элементы мангала производились на станках — торсионный, «улитка».
- Двуспальная кровать — для спинок использован метод холодной ковки. Соединения сделаны сваркой и хомутами. В процессе изготовления использованы станки — «улитка», «волна» и пресс.
Как видно из всего вышеперечисленного, метод холодной ковки не требует больших финансовых затрат и довольно лёгок в освоении, поэтому если вы решили начать обучение кузнечному делу именно с этого метода, то вы поступили правильно.
Станок для холодной художественной ковки своими руками: чертеж, инструкция и видео
Самодельный станок для холодной ковки может пригодиться, если вам нравиться мастерить и вы не прочь сделать своими руками что-то красивое для загородной усадьбы, домашнего интерьера, для подарков близким и родным людям или просто для души.Величественный внешний вид изделий, сделанных способом ковки, манит изящными линиями и завораживает взоры. Издревле, во всех лучших домах, можно было непременно увидеть такие украшения, как металлические ажурные завитушки. Да и сегодня, когда разработано огромное количество всевозможных материалов и технологий, кованые изделия не потеряли своей актуальности.Изделия, изготовленные с помощью ковки, используются в дизайне наряду со стеклянными, пластиковыми и иными элементами декора. Ковка металла происходит холодным или горячим способом. Для выполнения процесса горячей ковки нужно выполнить множество особых условий, потому ей очень сложно заниматься в домашних условиях. Более доступным способом является художественная холодная ковка. Научиться ей намного проще, а при желании можно сделать самодельные станки для холодной ковки своими руками.
Более доступным способом является художественная холодная ковка. Научиться ей намного проще, а при желании можно сделать самодельные станки для холодной ковки своими руками.
Процесс холодной ковки
При холодном варианте ковки потребуется два основных процесса:
Чтобы провести данные мероприятия, не нужно сообщать металлу какую-то температуру. Но определенная термообработка все-таки должна происходить между этапами работ.Необязательно иметь в своем распоряжении полноценные станки для художественной ковки, часто любители изготавливают инструменты своими руками. С помощью самодельного оборудования можно придавать заготовкам всевозможные причудливые формы. Нужно только обзавестись определенными навыками работы. Поэтому готовьтесь к тому, что для того, чтобы согнуть требуемую фигуру, будут необходимы чертежи и немалые усилия. Выполнение работ возможно только с использованием сырья необходимой толщины.
Изделия, которые получаются с помощью самодельного станка для холодной ковки, намного крепче тех, которые выполняются или отливаются с помощью штамповки. Так происходит за счет того, что металлические прутья, которые проходят через оснастку, прессуются вместе с приданием им необходимой формы. При этом способе ковки нужно не допускать ошибок, так как они практически не исправляемы. С приобретением навыков вы сможете создавать своими руками привлекательные и замечательные изделия.
С помощью самодельного станка для холодной ковки, можно изготавливать такие изделия, как:
- элементы вроде балконных козырьков, поручней для лестницы;
- решетки на окна;
- ограды и заборы;
- мебель для дома – столы, стулья, кровати;
- элементы, которые используются в дизайне дома: обрешетки каминов, треноги для цветов.
 При холодном способе нет необходимости предварительно разогревать заготовку, а непосредственно процесс выходит намного экономичней.
При холодном способе нет необходимости предварительно разогревать заготовку, а непосредственно процесс выходит намного экономичней.При обработке большой партии однотипных изделий своими руками все можно сделать при помощи трафаретов и чертежа. Так удается значительно уменьшить трудозатраты и сократить время изготовления. Иногда детали необходимо нагреть, прогревание делают на участках стыков, чтобы не было кривизны. Новичкам рекомендуется перед выполнением работ тщательно продумать план изготовления, нелишним будет видео урок и выполнить чертеж будущего изделия.
Инструменты и оборудование
Ручной станок для выполнения холодной ковки включает ряд элементов. Необходимые приспособления, которые понадобятся для работы:
- твистер;
- улитка;
- гнутик;
- волна;
- глобус;
- фонарик.

Главным инструментом для работы будет гнутик, который используется для изменения формы металла. Его функция — изгиб детали под необходимым углом или изгиб дуг с различным радиусом.
Улитка используется, как правило, для свивания в спирали стальных прутов. Это оснастка для сгибания прутков, полос, трубок, квадратов и профилей до формы спирали, изделий с различными формами и радиусом. Во время использования этого инструмента можно не ограничивать в радиусе создаваемую спираль и сделать ту величину, которая требуется.
Инструмент «фонарик» необходим для сгибания металлических деталей. С помощью него обрабатывают металлические прутки, сечение которых менее 30 мм, или квадратные профили сечением менее 16 мм.
При помощи такого устройства, как волна, делают волнообразно выгнутые элементы. Применяют его и для обработки труб, которые имеют шестигранное или круглое сечение.
Твистер похож чем-то на фонарик. При помощи этих двух инструментов можно выкручивать прутья вокруг оси.
С помощью глобуса можно выполнить большую дугу из профильного прута толщиной до 12 мм. Причем концы заготовки также плавно сгибаются.
Этот инструмент для холодной ковки абсолютно не сложный, поэтому зачастую можно увидеть и самодельный. Заводскому он почти ни в чем не уступает.
Станки для ковки
Зачастую при работе, сделать станки для холодной ковки своими руками представляется гораздо целесообразней. Так как не каждый элемент можно полноценно обработать с помощью лишь ручного оборудования для ковки. Да и цена этого оборудования довольно большая, даже когда речь идет о простейшем станке улитке.Если домашний умелец сделает какое-то изделие на самостоятельно изготовленном кондукторе, то вещь будет уникальной, хотя по некоторым параметрам и будет уступать той, которая сделана в заводских условиях. Если планируется делать большое количество деталей с помощью холодной ковки, то лучше всего сделать кондуктор с электромотором.![]() Так вы облегчите себе рабочий процесс.
Так вы облегчите себе рабочий процесс.
Полезным будет предусмотреть изготовление на станке основных видов работ – вытяжки, гибки и закручиваний. Эти устройства можно объединить во время создания кондуктора своими руками.
Во время вытяжки изделию придается определенная форма. Для чего ее нужно пропустить через валики или пресс, причем сечение исходного сырья уменьшится.
Процесс гибки состоит в том, что деталь гнут под требуемым углом. Выполнить эту операцию можно с помощью шаблонов. Они делаются таким образом: подготавливается чертеж изделия, по которому после делается шаблон. На стальную пластину приварите завитушку, после этот лист крепится на станке в держателе. Окончание заготовки устанавливают в прорезь, второй конец фиксируется. С помощью рычага происходит воздействие на один конец изделия, которое нужно протащить по всем изгибам пластины, используемой в роли шаблона.
Делая шаблон, сварочный шов нужно проводить с внешней стороны, иначе он будет мешать при дальнейшей эксплуатации изделия.

Часто мастера сами собирают простые устройства, с помощью которых можно изготавливать довольно оригинальные изделия. Тут все зависит от опыта мастера. Рассмотрим одну из таких самодельных моделей, чтобы понять сам принцип.
Станок «Улитка» для ковки своими руками
С помощью этого станка домашние мастера выполняют всевозможные кольца и спирали, завитушки, волны. Чтобы сделать этого рода станок, нужно действовать согласно чертежам и технологии, которая включает в себя ряд этапов.Прежде чем делать любые приспособления, ручные инструменты или станки для художественной ковки, требуется выполнение графических изображений, шаблонов, эскизов, чертежей будущего приспособления.
Чтобы более точно получилась разметка, лучше всего пользоваться миллиметровой бумагой. Нарисуйте на ней спираль, у которой постепенно увеличивается радиус витков. Между витками нужно соблюдать одинаковый шаг. Нужно сказать, что это условие необходимо соблюдать только в случаях, если нужна симметричность узоров, как правило, делают не более 4 шт.
Между витками нужно соблюдать одинаковый шаг. Нужно сказать, что это условие необходимо соблюдать только в случаях, если нужна симметричность узоров, как правило, делают не более 4 шт.
Также учитывайте и то, какие будут заготовки, с которым нужно работать. Дистанцию между витками нужно сделать так, чтобы она немного превышала диаметр металлических прутьев, иначе сложно будет доставать из станка готовое изделие.
Для рабочей поверхности будет необходимо листовое железо. Толщина в четыре миллиметра вполне хватит. Определение размеров происходит на основании габаритов необходимых деталей. Чтобы сделать форму, потребуется листовой металл в виде полос толщиной три миллиметра. С этим материалом можно работать с помощью ручных инструментов. Его просто выгибают по шаблону в спираль с помощью плоскогубцев.Чтобы создать полноценный процесс работы, необходимо сделать надежную фиксацию одного конца изделия. Тут понадобится кусок прута, который равен ширине полос. Для фиксации рабочей площадки потребуется верстак. Часто в роли стойки используют кусок толстостенной трубы. Главное – обеспечить максимальную фиксацию, так как при холодной ковке усилия прилагаются довольно большие.
Часто в роли стойки используют кусок толстостенной трубы. Главное – обеспечить максимальную фиксацию, так как при холодной ковке усилия прилагаются довольно большие.
Сборка станка
Чтобы сделать любой станок для холодной ковки, существует множество вариантов. Можно его изготовить разборным, монолитным или сплошным. При монолитной конструкции устройство целиком или части «Улитки» привариваются к площадке.По длине конструкции можно приварить небольшие кусочки прутков с расстоянием 5-6 см, в рабочей площадке для них нужно сделать специальные отверстия. Не забывайте тщательно крепить концы изделий, которые будете выгибать.
Холодная ковка является особенно популярной среди начинающих в кузнечном деле. Для изготовления изделий этим способом не нужно ни хорошо оборудованной мастерской (можно обойтись гаражом или сараем), ни обладания большим опытом, не нужны особые знания о поведении металлов. Что касается приспособлений, то все необходимые станки и инструменты можно изготавливать своими руками в домашних условиях.
Что касается приспособлений, то все необходимые станки и инструменты можно изготавливать своими руками в домашних условиях.
Холодная ковка своими руками станки чертежи фото
Элементы в виде завитков, выполненные из прутков, широко применяются в дизайне придомовых территорий и интерьере жилых помещений. Для их изготовления используется специальные приспособления. Одно из них — это улитка. Домашние мастера часто конструируют это устройство из подручных материалов сами. Если вы также хотите знать, как изготавливается улитка для холодной ковки своими руками, то эта статья для вас. Из нее вы узнаете принцип работы этого устройства, его преимущества и разновидности, простейшие чертежи и технологию самостоятельного монтажа.
Виды, устройство и принцип работы «Улитки»
Улитка для холодной ковки — это приспособление для создания узоров в виде завитков из металлических прутков путем их деформационного загиба по контуру шаблона. Деформация происходит за счет жесткой фиксации рабочего прутка к шаблону. Для этого нужно прикладывать силу. Обеспечивается это ручным усилием или электрическим приводом. При самостоятельном изготовлении устройства целесообразность применения электрического привода должен определить сам мастер. Он необходим в случае большого объема работ. В основном используется ручное усилие.
Деформация происходит за счет жесткой фиксации рабочего прутка к шаблону. Для этого нужно прикладывать силу. Обеспечивается это ручным усилием или электрическим приводом. При самостоятельном изготовлении устройства целесообразность применения электрического привода должен определить сам мастер. Он необходим в случае большого объема работ. В основном используется ручное усилие.
Улитка (кондуктор) может иметь разную конструкцию. Она может быть выполнена:
- в виде стабильно приваренного к рабочему основанию шаблона;
- в виде разборных съемных частей, которые крепятся на основание.
По-разному может быть организован и ручной привод.
В самой примитивной конструкции пруток наматывают на шаблон простым усилием рук или с использованием в качестве рычага любого подходящего приспособления.
Также рычаг может входить в конструкцию станка и крепиться к ножке станины и приводиться в движение с помощью подвижного подшипника, перемещающегося по основанию улитки.
В более сложных устройствах вращается сам кондуктор, который крепится на ось вала. Она приводится в движение с помощью трех рычагов.
Вы должны заранее определить конструкцию станка, исходя из целесообразности и удобства использования.
Монолитный кондуктор имеет определенную форму шаблона, которая служит единственным вариантом завитка. Это является недостатком такой конструкции, но зато ее сделать самим совсем несложно.
Съемный вид конструкции удобен тем, что на таком станке можно изготавливать фигурные завитки разных размеров и форм. Но конструирование самого станка более сложное. Кроме того, у съемного устройства надежность фиксации частей шаблона хуже, чем у монолитного вида. Вам потребуется постоянное подкручивание резьбовых соединений, т. к. они при работе могут ослабеть.
Изготовление простой улитки своими руками
Если вы остановились на упрощенной монолитной конструкции, то знаете, что в этом устройстве применяют простое наматывание прутка усилием рук или с помощью рычага на жестко приваренную к рабочей поверхности форму.
Монолитная неразборная улитка
Изготавливается она так:
- Сначала вырисовывается схема на листе бумаги будущего шаблона с нужными размерами (иногда схема шаблона наносится непосредственно на основание кондуктора). К этому нужно подойти ответственно, т. к. после приваривания готовой формы исправить ошибки не получится. Толщина очертаний формы на чертеже должна быть такой же, как толщина используемой для ее изготовления металлической полосы. Минимально она должна составлять 3мм. Витки нужно размещать на расстоянии 12–13 мм друг от друга, чтобы между ними в паз умещался деформируемый пруток в 10 мм.
- Из стального листа толщиной не менее 4 мм вырезается основание улитки (лучше круглое), размер диаметра которого определяется соразмерно величине шаблонной спирали и быть больше размера улитки. Обычно диаметр основания бывает в пределах 70 см.
- В соответствии с чертежом из металлической полосы толщиной 3мм изготавливается нужная форма завитка. Для этого заготовку лучше прокалить, чтобы она легче поддавалась механической обработке. После изготовления формы лишний конец полосы отрезается, а кромки улитки подрезаются на конус и зачищаются.
- Готовая форма приваривается к основанию, которое крепится на станине. Иногда шаблон, приваренный к основанию, фиксируют на станине с помощью тисов, установленных на ней. Для этого к обратной стороне основания формы приваривают отрезок бруса для захвата тисами.
 Для этого заготовку лучше прокалить, чтобы она легче поддавалась механической обработке. После изготовления формы лишний конец полосы отрезается, а кромки улитки подрезаются на конус и зачищаются.
Для этого заготовку лучше прокалить, чтобы она легче поддавалась механической обработке. После изготовления формы лишний конец полосы отрезается, а кромки улитки подрезаются на конус и зачищаются.При варианте фиксации кондуктора в струбцине тисов можно легко менять шаблоны и получать различные формы завитков, если изготовить несколько видов, монолитно приваренных к основанию устройств.
Съемная конструкция- На рабочем основании сначала прорисовывают контур улитки с отметкой вдоль контура мест нанесения отверстий для крепления шаблона.
- По эскизу из стальной толстой полосы изготавливается шаблон и в нем просверливаются отверстия. Он крепится к основанию на болты.

Ковку витой формы нужно начинать от центрального завитка. Конец заготовки вставляется в паз первого завитка формы и плотно к нему прижимается. Для надежности фиксации можно использовать небольшой зажимной инструмент. С усилием свободная часть прутка накручивается на шаблонную форму с помощью приспособления — рычага. Для усовершенствованных конструкций используется рычаг, приводимый в движение с помощью подвижного подшипника, закрепленного на нем. Рычаг изготавливают из прутка диаметром 20 мм.
Посмотреть изготовление такого устройства можно в видеоролике:
Разборные улитки с вращением
Шаблон улитки может состоять из нескольких частей, а деформация прутка происходить путем вращения кондуктора. Такой станок состоит из следующих элементов:
- толстого металлического основания в виде диска или квадрата;
- разборного шаблона, закрепленного на площадке основания;
- вала вращения;
- рычага для привода вала в движение.
Рабочее основание изготавливается из металла, толщиной от 4 до 10 мм.
Сборный шаблон может состоять из нескольких частей, которые соединяются между собой шарнирными штифтами, вставленными в отверстия проушин, приваренных к концам элементов. Вместе они составляют контур улитки.
Для крепления такой улитки к рабочему основанию в нем нужно просверлить отверстия для ее фиксации к поверхности в определенном положении. Меняя положение сборных частей на основании, можно получать разную кривизну завитков и их форму. Величина дуги формы регулируется специальными винтами, закрепленными на соединительные шарниры.
Составную улитку на шарнирных соединениях самостоятельно изготовить довольно сложно. Обычно, мастера приобретают изготовленный в промышленных условиях штамп и крепят его на станину.
Самим можно изготовить более простое устройство разборного шаблона без использования шарниров. Для этого нужно сделать эскиз сборных частей улитки с местами отверстий. Если подготовить несколько эскизов и, в соответствии с их контурами, просверлить отверстия в основании в разных местах, то можно крепить шаблоны с разными радиусами на одном основании.
Например, можно выполнить такой вариант:
Устройство со съемными частями улитки и вращающимся цилиндрическим валом, приводимым в движение с помощью рычага, показано в видеоролике:
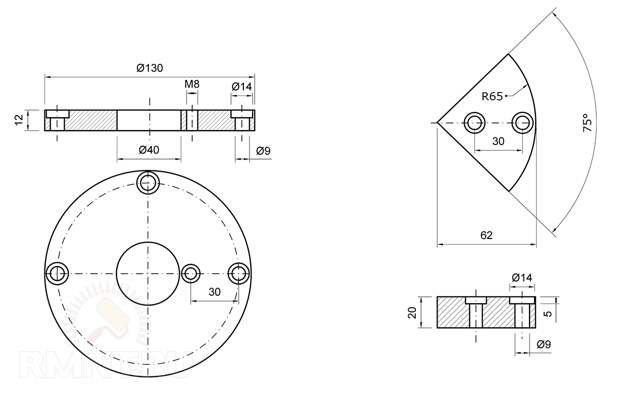
Чертежи улитки для ковки
Начинающие мастера часто обходятся без чертежа, нанося контуры улитки на само основание без всяких расчетов. Для первого раза это допустимо, но, если вы хотите сделать качественный станок улитку для холодной ковки, то нужно, все-таки, пользоваться чертежами, в которых рассчитаны все параметры. В зависимости от выбранного вида конструкции улитки существуют разные варианты их чертежей, по которым изготавливают эти приспособления. Например, схема устройства улитки, изображенной на фото, показана ниже.
На схеме также описан принцип работы такого станка, в котором использован привод с помощью трех рычагов, вращающих вал и улитку.
Изгиб осуществляется после жесткого закрепления конца заготовки за первый завиток шаблонной формы с помощью фиксатора и последующего наматывания прутка вокруг вращающегося спиралевидного шаблона при вращении вала.
Познакомившись с устройством разных видов «Улитки» и особенностями их применения, а также посмотрев видео с примерами самостоятельного изготовления этого приспособления, вы можете приступать к созданию выбранной вами конструкции станка. А если у вас есть опыт в изготовлении таких устройств, то вы можете поделиться им в комментариях к этой статье и дать советы начинающим мастерам.
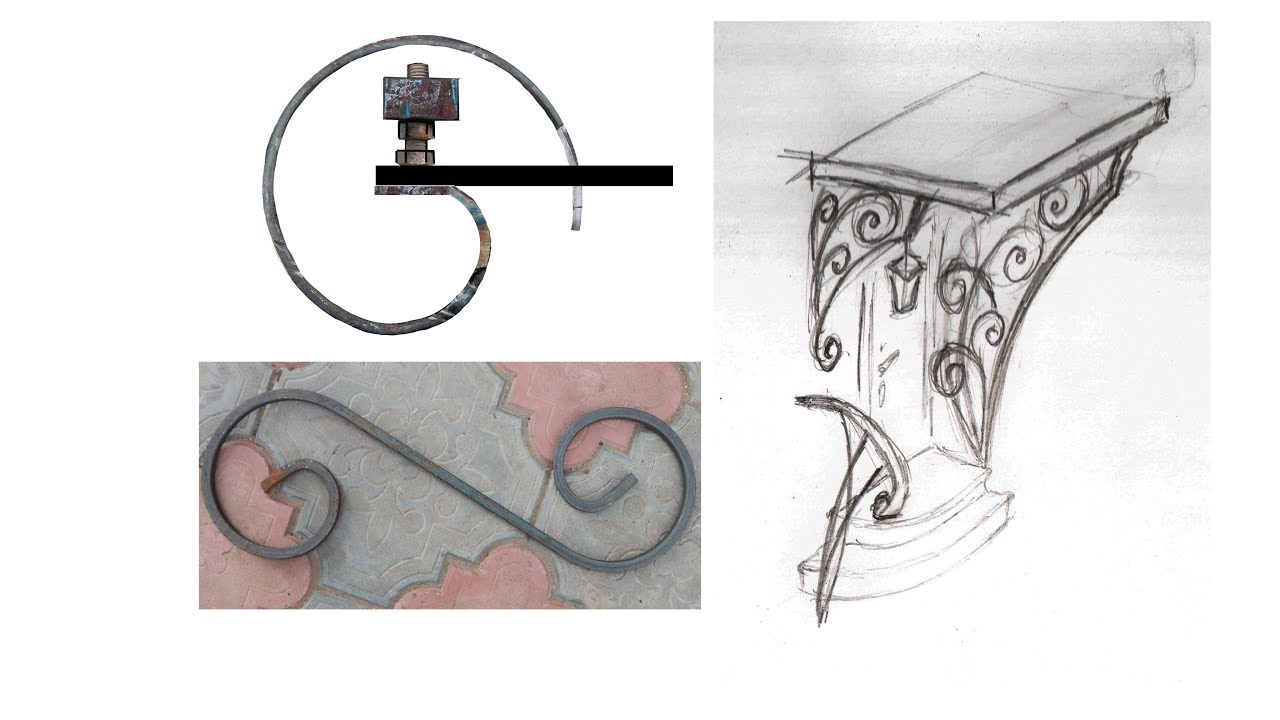
Кованая настенная вешалка-полка, украшенная листьями и завитками. Фото Царская Ковка
Кованые завитки являются универсальными декоративными элементами, применяющимися для дополнения дизайна разнообразных по форме изделий. Для изготовления деталей подобного типа используется механизированное оборудование, а также ручные инструменты и приспособления. Некоторое оснащение продается по достаточно высоким ценам. Но существует также возможность изготовления (сборки) оборудования своими руками.
Изготовление самодельных вертикальных устройств из металла, профтрубы и других материалов, видео
Производство станков любого типа своими руками представляет собой сложное дело. Изготовление составных частей устройства, а также сборку следует осуществлять внимательно. Корректность гарантирует качество изготовляемых элементов и предметов из металла.
Изготовление составных частей устройства, а также сборку следует осуществлять внимательно. Корректность гарантирует качество изготовляемых элементов и предметов из металла.
Как сделать улитку с электропроприводом и без, для холодной ковки и гибки завитков, волют, запятых
- Стол выполняется из стали, к нему с нижней части приваривается труба, к которой в свою очередь крепится подвижный рычаг, сделанный из профильной трубы 45х25, толщина стенок — 1,5 мм.
- Данная часть станка крепится к ножкам, опорам.
- К рычагу крепится дополнительная регулируемая часть, дополнительно усиленная угольником.
- В ровной поверхности, где предварительно сделаны отверстия, крепятся оправки (кондукторы), выполненные из квадратного прутка с сечением в 10 мм. и полосы.
- Изготовление оправок осуществляется по рисунку.
- Несколько отверстий позволяют располагать оправки разным образом, что позволяет гнуть элементы разных конфигураций и размера.
- Мастер демонстрирует процесс изготовления элементов.

Ручные инструменты и приспособления для изготовления кованых завитков
Изготовление ручных инструментов требует меньших затрат времени и расходных материалов. Подобные приспособления имеют более простое строение.
Матрица
- Для изготовления приспособления потребуется кусок швеллера длиной 25 см.: покупная или выточенная самостоятельно петля с диаметром 22 м. с втулкой из двух видов труб и элемента сложной формы, а также еще одной петли.
- Лекало подобного типа позволяет производить волюты разных размеров.
Кондуктор
- Для изготовления кондуктора потребуется полоса длиной 60 см. и шириной — 4 см.; кусок жести 16 на 16 см., толщина — 3 мм.; кусок угольника; небольшие вырезанные из рессоры элементы с закругленными углами и снятыми фасками. Из малых деталей сваривается деталь с углом в 90 градусов, для крепления заготовок при гибке.
- На полосе прорисовывается наклонная линия, часть заготовки позже будет удаляться.
- Полоса слегка гнется, к ней приваривается малый угольник, после этого гибка продолжается.
- Спираль крепится к основанию, к куску жести.
- Кондуктор фиксируется в тисках, лишняя часть обрезается болгаркой.
- С нижней части основания приваривается угольник, обеспечивающий крепление изделия в тисках.
Другое оборудование для ковки
Весь перечень оснащения для холодной ковки следует разделять на четыре отдельные категории, критерием для классификации выступает уровень автоматизации.
- Универсальное оборудование представляет собой автоматические или в некоторых случаях ручные установки, позволяющие обрабатывать заготовки с разным сечением. Такие многофункциональные машины служат заменой целому набору ручных устройств, использующихся для гибки профильных труб, квадратных и круглых прутков. Важным достоинством подобных машин является возможность выпуска различных по форме элементов.
 Важным достоинством подобных машин является возможность выпуска различных по форме элементов.
Важным достоинством подобных машин является возможность выпуска различных по форме элементов.Станок для ковки Ажур-1М. Фото КовкаПРО
- Станки для холодной ковки предназначены для облегчения ручного труда. В перечень устройств кроме улитки входят гнутик, волна, твистер, глобус. Каждый агрегат предназначен для изготовления определенного вида элементов. Рычажное (ручное) управление позволяет снизить трудозатраты, но не исключить их совсем. Ручные станки применяются мастерами, которые занимаются ковкой в качестве хобби, так как производительность данных устройств не слишком высока. Для улучшения технических характеристик необходимо оснастить агрегат электродвигателем.
Станок для холодной ковки типа Волна
- Инструменты представляют собой простые предметы, ковка выполняется вручную, посредством применения силы. К инструментам относятся тяжелый молоток (кувалда), клещи, вилки.

- Приспособления являются более сложными предметами, представляют собой механизмы, к которым относятся кондуктор, шаблоны, лекала, оправки.
Самодельные модели, изготовление, как сделать, размеры
Кроме устройства типа улитка возможно также изготовить самостоятельно и другие станки для холодной ковки: фонарик, волна и прочие, в том числе и электрические. Приспособления в большинстве случаев делают своими руками. Самодельные модели разных видов и размеров позволяют осуществлять процесс холодной ковки своими руками и выпускать элементы необходимых конфигураций.
Купить
Исполнители, не уверенные в собственных навыках, имеют возможность приобрести станки для ковки заводского производства. Предприятия предлагают широкий выбор моделей ручных устройств: улитки, волны, фонарики, твистеры, прессы, гнутики, а также универсального оснащения.
Станок «Улитка» для холодной ковки своими руками используется большинством мастеров в работе над оригинальными изделиями из проката. Кузнечный бизнес чаще всего основан на изготовлении кованых изделий, где присутствуют детали в виде оригинальных петель.
Кузнечный бизнес чаще всего основан на изготовлении кованых изделий, где присутствуют детали в виде оригинальных петель.
Входные ворота в стиле XVII-XIX веков невозможно представить без завитков, вензелей и других оригинальных элементов. Они не только украшают, умелые мастера могли создавать из металла письменные приветствия. Сложные изогнутые фрагменты используются в качестве усилителей на заборах, входных группах, перилах ограждений и других декоративных изделиях. Сложные профили придают ажурность конструкциям.
Приспособления для изгибания металлических элементов «Улитка»
Чтобы производить изгибы заготовок по определенным параметрам используют вспомогательные кондукторы, получившие название «Улитка». Они служат в качестве специального шаблона, позволяющего воспроизвести десятки, а при необходимости и сотни однотипных деталей. Станок «Улитка» для холодной ковки гнет детали без дополнительного прогрева.
Если выполнять подобную работу только за счет физической силы кузнеца, то работник довольно быстро устанет. Его производительность снизится до нуля. А при наличии вспомогательного механического помощника, можно производить сотни заготовок за смену.
Его производительность снизится до нуля. А при наличии вспомогательного механического помощника, можно производить сотни заготовок за смену.
Нужно учитывать, что гибка заготовок – это промежуточный этап в изготовлении сложных конструкций. Их еще нужно установить в нужном месте и приварить. Только тогда будет получен промежуточный результат. Потом потребуется окраска и монтаж изделия по месту заказа. На все операции потребуется не только время, н и физическая сила мастера.
Конструктивно приспособление может быть:
- Неразборным, тогда на нем будет производиться изгибание деталей только на определенные длины. Получаемая спираль имеет определенные ограничения в использовании.
- Сборным (присутствуют дополнительные фрагменты для увеличения продолжительности гиба), и на приспособлении можно производить догибание длинных деталей. Будут получены крупноразмерные детали.
Для работы с деталями из профильной трубы небольших номеров некоторые изготавливают приспособления с ручным исполнением. В них предусматривают использование рычагов, помогающих продвигать заготовку вокруг оправки. Готовые детали снимают с торца, слегка ослабив натяжение.
В них предусматривают использование рычагов, помогающих продвигать заготовку вокруг оправки. Готовые детали снимают с торца, слегка ослабив натяжение.
Технология изготовления приспособления «Улитка»
Упрощенно технологический процесс изготовления станка «Улитка» своими руками можно представить в виде ряда последовательных операций.
- На листе бумаги вычерчивается профиль изделия, который требуется изготовить. При вычерчивании выдерживаются размеры изделия. Чертеж нужен только для получения профиля самой детали. Внимание! При проработке учитываются толщина заготовки. Нужен зазор не менее 3…4 мм, тогда изделия можно снять после его изгибания в приспособлении.
- Для большинства станков изготавливают центральный упор. В нем будет фиксироваться начало.
- Разные мастера используют свои приемы фиксации, поэтому изделия у них можно отличить по почерку.
- Из стального листа вырезается опорная пластина. К ней будет привариваться центр, а также спираль. Толщина пластины должна быть не менее 3 мм, так как будут прилагаться значительные усилия. Размер пластины в будущем определит и параметры завитка.
- Пользуясь чертежом спирали, изгибается из полосы заготовка. При ее гибке контролируются параметры. Чем точнее будет изготовлен этот элемент, тем проще будет выполнять изготовление элементов для кузнечных изделий. Внимание! При необходимости изготовления завитков с количеством витков более одного нужно срезать полосу спирали по диагонали. Поэтому используют полосу значительно ширины. Минимальный размер соответствует высоте профиля, который собираются гнуть на станке.
- Приспособление размещают на специальной стойке, чтобы легче формировать готовые изделия. Для небольших по размеру деталей удобно размещать на вертикальной стойке.
- Чтобы проще выполнять работу приваривают ручку. Ее устанавливают с обратной стороны, чтобы не мешала устанавливать и снимать заготовки.
 Толщина пластины должна быть не менее 3 мм, так как будут прилагаться значительные усилия. Размер пластины в будущем определит и параметры завитка.
Толщина пластины должна быть не менее 3 мм, так как будут прилагаться значительные усилия. Размер пластины в будущем определит и параметры завитка.Пошаговое изготовление малогабаритного ручного станка для изготовления завитков
Небольшой станок предназначен для изготовления завитков из полосового проката шириной 20…30 мм. Его несложно сделать самому.
Его несложно сделать самому.
Центр
Сначала изготавливается центр. Для этого отпиливается небольшой фрагмент из кругляка. Заготовку фиксируют в тисках, размечают линию реза. С помощью отрезного диска и углошлифовальной машинки (УШМ) отпиливается заготовка.
Она имеет диаметр 38 мм. Боковая поверхность дополнительно не обрабатывается.
Длина центра составляет 28 мм. Можно и немного больше, но для изгибания полосы шириной 30 мм этого достаточно.
На сверлильном станке сверлится отверстие Ø 8 мм. Его располагают эксцентрично. Такое положение обусловлено тем, что нужно изготовить фиксатор для конца заготовки.
Прорисовывается профиль, который следует удалить с помощью отрезного и зачистного дисков, устанавливаемых на болгарке. Заготовку крепят в тисках и удаляют излишки металла.
Лепестковыми дисками поверхность защищается так, чтобы осуществлялся плавный переход между разными поверхностями фиксатора.
Чтобы в дальнейшем проще фиксировать конец заготовки, нужно просверлить отверстие. Его располагают на радиальной поверхности центра. Сверлится отверстие под резьбу М10.
Его располагают на радиальной поверхности центра. Сверлится отверстие под резьбу М10.
С помощью набора метчиков нарезается внутренняя резьба. Здесь будет использоваться винт без головки. После фиксации заготовки он спрячется внутри металла центра.
К опорной пластине толщиной 4 мм приваривается центр. На этом работа с его изготовлением завершается.
Изготовление приспособления
Для удобства работы с приспособлением к обратной стороне пластины приваривается вал. Вращая его в специальной оправке, будут вращать улитку.
Наружную поверхность нужно обточить, чтобы сварные швы не мешали свободному облеганию будущих заготовок.
Будущая спираль прорисовывается на пластине. Создается контур, куда ее в дальнейшем приварят.
Из полосы толщиной 4 мм изгибают спираль. Она должна соответствовать проекту.
После проверки спирали по шаблону излишки обрезаются, а саму спираль приваривают к пластине и к центру.
В качестве стойки используется профильная труба 40·40 мм со стенкой 3 мм. На ней сверлят отверстия для крепления элементов станка. С помощью опорных площадок фиксируют подготовленные части.
С обратной стороны видна ручка. Ее закрепили к валу с помощью подшипника. Подготовленная «Улитка» может вращаться.
Проводится проверка работоспособности. За ручку выполняется поворот спирали вокруг оси центра.
Изготовление простейшей детали на станке
Отрезают заготовку из полосовой стали в нужный размер. Этот размер обычно уточняют, прорисовывая готовое изделие и его составляющие элементы.
Свободный конец устанавливают в центр спирали. С помощью внутреннего винта производится фиксация заготовки.
Выполняется поворот «Улитки». Заготовка плотно прижимается к направляющим. Тут требуется прилагать определенные усилия, чтобы получать нужный профиль изделия.
Проворачивая приспособление дальше, осуществляют изготовление завитка. При необходимости вставляют другой конец заготовки и производят изготовление замкнутого или разомкнутого завитка.
При необходимости вставляют другой конец заготовки и производят изготовление замкнутого или разомкнутого завитка.
Обычно другой конец не остается прямым. Его тоже изгибают. Поэтому различают внутренние и наружные обратные завитки. На самом приспособлении с помощью маркера или мела делают отметки. По ним ориентируются, когда изготавливают завитки с требуемыми параметрами.
Как гнуть профильную трубу на станке «Улитка»?
Если попытаться изгибать профильную трубу без специальной подготовки, то сварной шов разойдется. Получится брак.
Кузнецы с большим опытом работы изготавливают более сложные станки для изготовления своих изделий. Они дополнительно оснащают «Улитку» съемными элементами.
Пошаговый технологический процесс изготовления обратного завитка на станке «Улитка»
На прокатных роликах производится последовательный обжим трубы. Образуются выступающие ребра, а сварной шов остается внутри слоя, смещенного к центру.
На параллельных эксцентричных вальцах выполняется обжатие концов трубы. Она становится похожей на полосу. В таком виде ее проще фиксировать на станке.
Она становится похожей на полосу. В таком виде ее проще фиксировать на станке.
В специальном приспособлении формируется хвостовик. Теперь заготовки будут фиксироваться на станке одним движением.
Заготовку фиксируют в центре. Там имеется паз, который закрепляет хвостовик. Видно, что спираль имеет равномерный спуск по высоте.
После фиксации хвостовика включается электродвигатель. Начинается формование детали.
Петля образуется при касании заготовки в специальный опорный элемент. Его чаще называют опорным валом. Чтобы снизить усилие, его оснащают подшипником. Деталь свободно проворачивается вокруг опоры.
Часть спирали образована. Но при необходимости обрабатывать на большую длину, будет установлен съемный элемент.
Формируется заготовка и с другого конца. Здесь мастер определяет, в какую сторону производить изгибание детали.
Для продолжения работы устанавливается съемный элемент сборной «Улитки».
Теперь можно формировать загиб деталей большого размера.
Даже длинные заготовки легко изгибаются по заданным размерам. На рабочих элементах делают метки. По ним ориентируются, сколько нужно гнуть.
С обратной стороны выполняют дополнительный изгиб детали.
Дорабатывается изделие с обеих сторон.
Готовая деталь имеет законченный вид. Если нужно, то хвостовики будут спилены. Тогда никто не догадается, как выполнялась фиксация заготовок.
Если нужно изготовить маленькую деталь, то используют другую «Улитку». У опытных мастеров их несколько штук.
Примеры изделий с завитками
Оригинальный козырек над входом в здание:
При оформлении французского балкона оригинальные завитки придают ажурный вид всему изделию.
На лестничном пролете завитки выглядят весьма оригинально.
Используя одни завитки, изготавливают опоры для скамьи, а также в том же стиле создают решетку для камина.
На винтовой лестнице видна рука отличного мастера. Не всякий сумеет сделать подобное изделие.
В створке ворот присутствуют элементы, изготовленные на станке «Улитка». Тяжелое изделие прибрело особую легкость.
Легкая лестница в стиле Хай-тек. Она может украсить не только загородный дом. Современные дворцы при минимализме конструкции могут иметь отличный вид.
Простор для творчества не ограничен. Многие кузнецы являются настоящими художниками. Они украшают мир вокруг себя.
Видео: “Улитка” – холодная ковка своими руками.
чертежи и видео — Обзоры оборудования для бизнеса
Изготавливать предметы холодной ковки не трудно. Нужно лишь приобрести хорошее оборудование из качественной стали, например, такое:
Кроме покупки ручного оборудования для холодной ковки многие задаются вопросом о самостоятельном изготовлении станков. Идея может оказаться удачной, если у вас есть опыт работы с металлическими заготовками, чертежами, качественным материалом для изготовления станков. В пользу самостоятельного изготовления станков для холодной ковки могут выступать и небольшие финансовые затраты на такое производство. Это позволит вам открыть свой бизнес в небольшом помещении, гараже, рядом с домом.
Идея может оказаться удачной, если у вас есть опыт работы с металлическими заготовками, чертежами, качественным материалом для изготовления станков. В пользу самостоятельного изготовления станков для холодной ковки могут выступать и небольшие финансовые затраты на такое производство. Это позволит вам открыть свой бизнес в небольшом помещении, гараже, рядом с домом.
Для последующей работы необходим ряд станков, на которых вы будете скручивать металлические заготовки под углом, волной, улиткой, завитком, сердечком, изготавливать элементы фонарик и т.д. Чаще всего это несколько станков — улитка, гнутик, твистер, волна, объемная, фонарик. Остановимся подробнее на описании станка Твистер для холодной ковки металла и его изготовлении своими руками.
Станок твистер необходим для того, чтобы делать загиб металлической детали вдоль оси. Вот такие детали получаются на ручном станке твистер:
Также с помощью станка Твистер можно делать заготовки «Фонарик» и «Шишка»:
В данном видеоролике представлен универсальный станок для холодной ковки, который может выполнять и функцию скручивания прутка. Оборудование получилось легким и удобным в работе:
Оборудование получилось легким и удобным в работе:
Следующее оборудование для производства «корзинок» из четырех заготовок методом скручивания, также может применяться для торсировки металлического прутка. Для работы на таком станке используются пруток металлический диаметром 6 или 8 мм, квадрат 6*6 или 8*8 мм. для изготовления «корзинок». Для торсировки применяют полосу 20*4 мм, квадрат 16*16 мм.
В данном видео вы увидите ручной станок для ковки, сделанный умельцем без токарных работ. Самодельное оборудование для ковки позволяет изготавливать «шишки», «фонарики», «корзинки». Для производства понадобится металлические пруты, уголки, трубки для вращения и скрутки.
Особенности создания элементов холодной ковки, сборка станка, чертежи
Владельцы частных домов и дач с удовольствием оборудуют свое жилище коваными изделиями. Такие предметы превосходно смотрятся в интерьере любого стиля. Они подходят для создания элементов декора в каменных, а также деревянных домах. Металлические предметы горячей обработки имеют главный недостаток – высокую цену. Отличной альтернативой является ковка холодная, готовые элементы которой имеют невысокую стоимость и доступную технологию изготовления. При таком процессе нагрев металла отсутствует, а получение необходимой конфигурации производится гибкой с последующим прессованием и выполнением сварки составляющих частей.
Такие предметы превосходно смотрятся в интерьере любого стиля. Они подходят для создания элементов декора в каменных, а также деревянных домах. Металлические предметы горячей обработки имеют главный недостаток – высокую цену. Отличной альтернативой является ковка холодная, готовые элементы которой имеют невысокую стоимость и доступную технологию изготовления. При таком процессе нагрев металла отсутствует, а получение необходимой конфигурации производится гибкой с последующим прессованием и выполнением сварки составляющих частей.
Типы ковки холодным методом
Выполнение операций по обработке металла требует соблюдения мер безопасности. Холодная ковка своими руками, видео основных процессов которой находится в свободном доступе, не требует специальных познаний. Достаточно иметь первоначальное обучение по работе со слесарными приспособлениями. Изготовление декоративных металлоизделий при холодной ковке своими руками выполняется при помощи трех основных типов технологических процессов:
Нужно восстановить непригодные ролики? Применяйте NEWELD методику высокопрочной наплавки! Оперативно, прочно, качественно. Узнайте по телефону 7(343) 302-10-27. Узнайте по телефону 7(343) 302-10-27. |
- вытяжка,
- кручение,
- гнутье.
Вытяжка
На этом этапе металлическая заготовка удлиняется с одновременным уменьшением своего сечения. Для данного процесса применяются прессовочные или же раскаточные станки. Проходящая через вальцы заготовка постепенно изменяет свою форму. На валиках могут иметься насечки рельефного типа для придания детали особой текстуры. Таким способом обработки получают декоративные лапки, пики.
Кручение
При этой обработке проводится скручивание стального прута или же полосы. Этим способом можно закручивать несколько заготовок одновременно. При этом один конец металлоизделия крепится в зажиме тисков, а второй проворачивается вдоль оси. При приложении осевого усилия на несколько скрученных прутов получится фигурное утолщение («корзинка» или же красивый «фонарик»).
Гнутье
Это воздействие проводят, используя специальные станки, по заранее заготовленным шаблонам.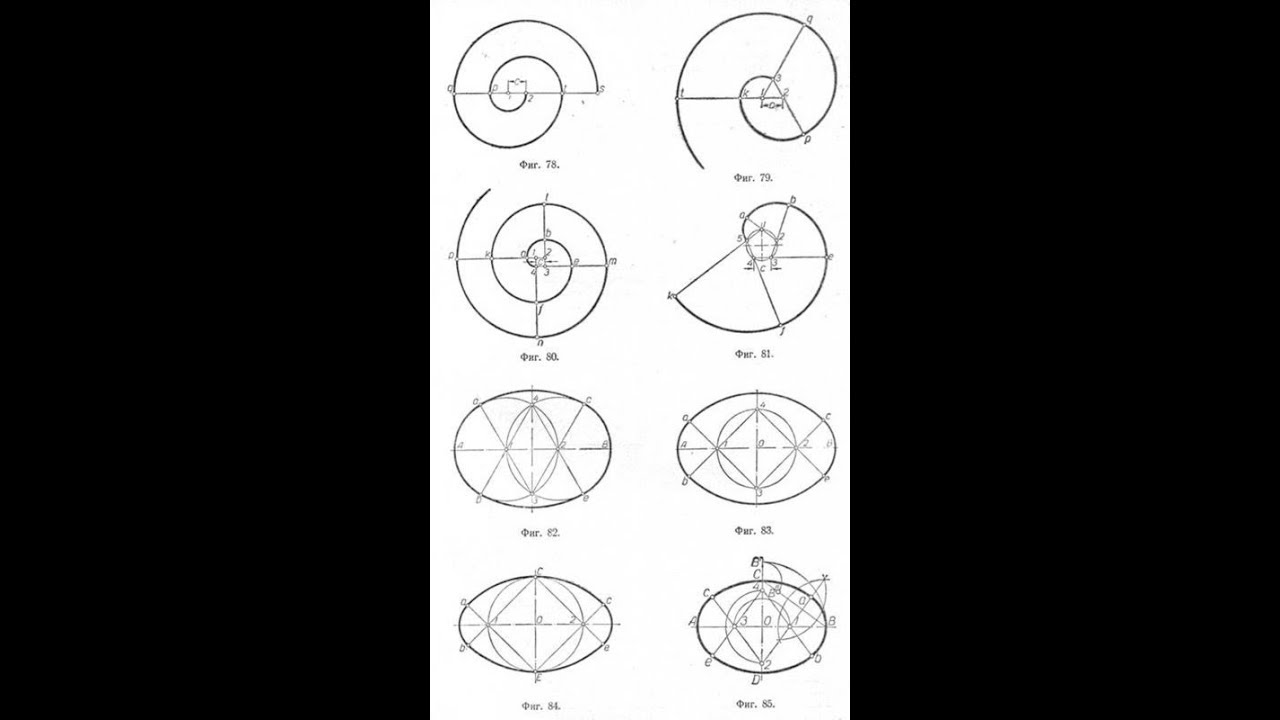 Металлоизделие подвергается изгибу в разных плоскостях, что предоставляет возможность изготавливать разнообразные декоративные элементы. Предлагаемые производителями станки имеют высокую стоимость, однако их можно соорудить самостоятельно.
Металлоизделие подвергается изгибу в разных плоскостях, что предоставляет возможность изготавливать разнообразные декоративные элементы. Предлагаемые производителями станки имеют высокую стоимость, однако их можно соорудить самостоятельно.
Особенности производства металлической ковки холодным методом
Созданные в домашних условиях элементы холодного типа ковки не настолько вычурные, как полученные горячим методом, однако имеют превосходный декоративный вид. Имея под рукой набор специальных приспособлений, инструментов, оборудования, материалов можно создавать великолепные вещи, при этом соблюдая порядок технологического процесса.
Сначала подготавливается эскиз изделия. На первом этапе для работы берутся элементарные вещи. После получения необходимых навыков и овладения приемами работы, можно приступать к изготовлению более сложной продукции. На эскизе изображается общий рисунок, размеры, необходимые составные части. Учтите, что имеющееся в распоряжении оборудование предназначено для определенных операций.
Учтите, что имеющееся в распоряжении оборудование предназначено для определенных операций.
После предварительного эскизного этапа проводится расчет материалов для изготовления металлоизделия. В зависимости от его сложности будет зависеть список материальных компонентов. Для простой подставки можно обойтись металлической трубой и стальными полосами, а для изготовления ворот потребуется более широкий ассортимент материалов.
Перед началом производства повторно проверяются расчеты, от которых будет зависеть конечный вид готового металлоизделия. Этот этап весьма важен, так как исправлять и выполнять подгонку продукции всегда сложнее, чем изготовить новые детали. После этого начинается основной этап создания элементов будущей конструкции. Имея в наличии составные компоненты, проводится их сборка посредством сварки и клепки. На финальном этапе выполняется шлифовка, а также покраска готового металлоизделия.
Используя этот метод, можно получить декоративные компоненты для калиток, ворот, разнообразных заборов, цветочные подставки, обрамления для зеркал и солидных картин. Помимо этого, изготавливаются фигурные ножки для столов, скамеек, стульев, детали козырьков, навесов, перил, оконные решетки, а также прочие декоративные и защитные металлоизделия. Полученные узоры металлоизделий холодной ковки своими руками становятся уникальными авторскими находками.
Помимо этого, изготавливаются фигурные ножки для столов, скамеек, стульев, детали козырьков, навесов, перил, оконные решетки, а также прочие декоративные и защитные металлоизделия. Полученные узоры металлоизделий холодной ковки своими руками становятся уникальными авторскими находками.
Приспособления и станки
Домашняя холодная ковка применяет оборудование, сооруженное своими руками, видео с которым покажет основные этапы работы. Специальные станки оснащаются ручным приводом или же электрическим. Спецоборудование для формирования завитков и плоскостных спиралей называется твистерами или закручивателями. Приспособления торсионного типа применяются для винтового кручения металлического прута, деталей из спиралей объемного вида (филаментов): луковиц, фонариков, а также корзинок.
На инерционно-штамповочном оборудовании расплескивают в особые фасонные наконечники концы прутьев, выдавливают рельефную и волновую поверхность, а также штампуют соединительные декоративные хомуты. Станки гибочного типа подразделяются на протяжные, нажимного воздействия и комбинированные. При помощи протяжного оборудования получают завитки, кольца и разнообразные спирали, имеющие широкие ядра. Нажимные приспособления позволяют создавать зигзаги, волны, а комбинированные станки выполняют все вышеперечисленные операции.
Станки гибочного типа подразделяются на протяжные, нажимного воздействия и комбинированные. При помощи протяжного оборудования получают завитки, кольца и разнообразные спирали, имеющие широкие ядра. Нажимные приспособления позволяют создавать зигзаги, волны, а комбинированные станки выполняют все вышеперечисленные операции.
Конструкция станков
Выполняемая холодная ковка своими руками, станки, чертежи, видео для которой представлены, позволяет создавать великолепные художественные металлоизделия. Используя основные типы станков, создаются красивые узоры из металлопродукции профильного типа. Упрощенное название гибочного ручного оборудования – гнутики.
Эти приспособления применяются для получения зигзагов и волновых деталей. Для изменения угла зигзага, а также высоты волны и шага заменяется клин или прижимной ролик в центральной части. В качестве материала для этого спецоборудования служит специальная сталь, способная выдерживать повышенные нагрузки.
Твистеры-улитки имеют широкие возможности и простейшую конструкцию. Они подразделяются на улитки с лемехом поворотного типа и воротом, а также рычажные с обводным роликом. На них можно выполнять холодную ковку из профильной трубы и прочих металлических заготовок.
Станки торсионного типа увеличивают производительность, а также качество производимых деталей. Они имеют прочную станину, на которую передается основная нагрузка. Для удержания квадратного прута служат патроны-оправки, имеющие квадратного сечения гнезда. Их крепление в скользящей задней бабке и шпинделе выполняется винтовыми зажимами. Скручивание участков металлических заготовок производится при помощи подвижного ограничителя со специальной вставкой.
Изготовление наконечников на прутьях выполняется на специальном штамповочном приспособлении. Этот специальный станок использует принцип маховика. Вращая грузовую штангу, отводится назад винтовой боек. После этого в специальное гнездо вставляется штамп, и устанавливается заготовка. Раскрученная штанга приводит ударный боек в движение и происходит удар по хвостовику штампа, воздействующего на конец прута.
Раскрученная штанга приводит ударный боек в движение и происходит удар по хвостовику штампа, воздействующего на конец прута.
Для самостоятельного изготовления такого спецоборудования необходимы валки из специальной стали, шестерни, втулки для подшипников и валы.
Изготовление станка собственноручно
Перед тем как сделать холодный ковки станок, определяются с его конструкцией, а также возможностями. Сооруженные своими руками специальные приспособления позволят проводить ковку металлических предметов в практически в домашних условиях. В качестве рабочего места вполне подойдет гараж, хозяйственный блок или сарай. Определившись с ассортиментом будущей продукции, приступают к созданию приспособлений по ее выпуску. Полноценная процедура производства требует наличия всех типов станков по ковке холодным способом. Для ускорения процесса изготовления оборудования следует просмотреть соответствующие видео, где представлены уроки по сборке станков, а также изготовлению металлоизделий.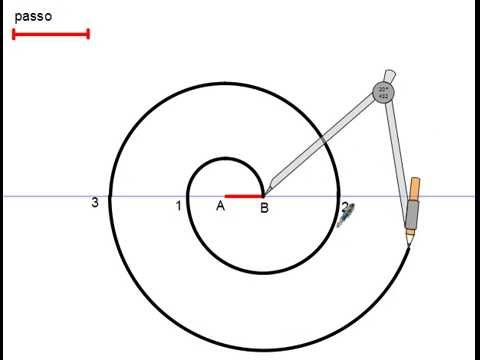 Сделать собственноручно подобный станок можно используя чертежи, схемы, которые можно брать в качестве основы и изучая видеоуроки. Это позволит избежать многочисленных нюансов при создании собственной мехмастерской.
Сделать собственноручно подобный станок можно используя чертежи, схемы, которые можно брать в качестве основы и изучая видеоуроки. Это позволит избежать многочисленных нюансов при создании собственной мехмастерской.
Холодная ковка, оборудование для которой своими руками изготавливается бесплатно при помощи чертежей, позволит изготавливать авторские узоры разнообразных металлоконструкций. К наиболее распространенным станкам относятся улитки, которые предоставляют возможность изготавливать многочисленные кованые холодным способом завитушки из профильной трубы, а также прочего проката. На чертеже представлен классический вариант станка-улитки, который можно соорудить в любом гараже, а ниже приведено описание конструкции.
Для стола используется листовая сталь от 10 мм. В качестве ножки применяется круглая толстостенная труба или же другой подходящий профиль. Конструкция должна иметь прочное основание, так как воспринимает высокие боковые нагрузки при работе. Рычаг изготавливается из трубы квадратного профиля со стенкой порядка 3 мм.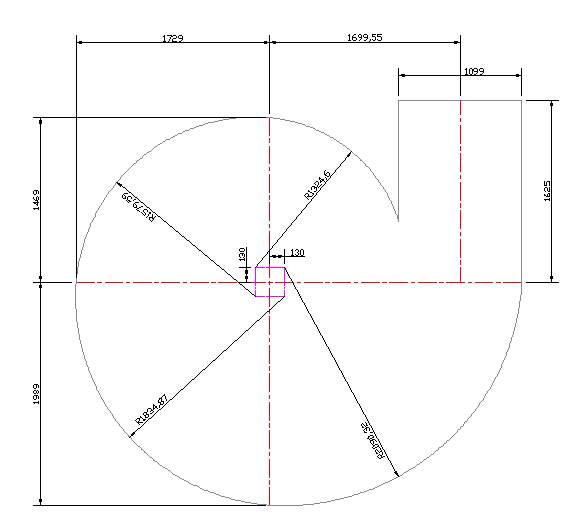 Оптимальным считается размер 25?40 мм. Рычаг крепится к ножке посредством подшипникового узла или же другим способом. Подшипник значительно облегчит работу для получения фигурного профиля. Такая конструкция может дополняться собственными идеями по использованию дополнительных станковых приспособлений.~
Оптимальным считается размер 25?40 мм. Рычаг крепится к ножке посредством подшипникового узла или же другим способом. Подшипник значительно облегчит работу для получения фигурного профиля. Такая конструкция может дополняться собственными идеями по использованию дополнительных станковых приспособлений.~
К изготовлению своими руками станков и приспособлений следует подойти весьма ответственно и скрупулезно. От правильности чертежей, а также выполненных расчетов зависит качество станков, а также создаваемых металлоизделий. Получив навыки и сноровку, оборудование можно разнообразить для совершенствования выпускаемой продукции.
Чертежи станка для холодной ковки своими руками
Все привет, вот сегодня весь день возился в мастерской и вот что наварил).
Всем мира и добра!
Комментарии 25
Неплохо получилось, но это для тех у кого есть руки и желание. У меня его не было, хотя чертежей всяких кучу понаходил. Купили готовые станки: spbstanki.ru/ruchnoy-instrument-holodnoy-kovki
У меня его не было, хотя чертежей всяких кучу понаходил. Купили готовые станки: spbstanki.ru/ruchnoy-instrument-holodnoy-kovki
Здравствуйте. Ответь пожалуйста. Кривизна и угловатость улитки не имеет значения? Прут все равно выйдет аккуратным?
нет, нужно делать максимально ровно, у меня небольшой изгиб был на улитке, а деталь получается еще крывее
Холодная ковка для понимающих это Г (мягко сказано), поэтому она ни чего и не стоит и нельзя на этих полуфабрикатах заработать, а вот производители этих станков для холодной ковки очень даже не плохо зарабатывают продавая по 5000-10000 евро станки + матрицы к ним .Если делать красивые вещи то только молот и горн, а холодная ковка это погонаж.
С вами согласен полностью
Хватает толщины 8 мм, не соскакивает пруток? Если крутить примерно квадрат 8-10 мм?
десятый квадрат крутил, хватает но хотелось бы повыше
А если наварить на улитку этот согнутый квадрат, все-таки уже будет 18мм?
попробуй, я не стал заморачиватся
где взял такой толстый метал для улитки и чем вырезал?
Металл 8мм. Остался ещё от деда, вырезал болгарской 125ой
Остался ещё от деда, вырезал болгарской 125ой
как мне повезло с ней, у меня покупная «по халяве»
Да, больше повезло. Когда собирался заняться художественной ковкой — покупал инструмент, делал горно, … Все друзья знали и предлагали все что «не поподя», все что отношение имеет. За 4-ре года набралось ого-го!
Продолжаете занимается ковкой?
Нет.
Все заготовил: рабочее место, инструмент, топливо, … но так и не занялся. Сезон шабашил на стройках, сезон лечился, а этот решил посвятить УАЗу. Поэтому из-за смены интересов все стоит.
Рынка сбыта нет, материал дорог. Все кто в поселке открывались(официально) — закрылись.
Просили все продать — жалко.
Еще может займусь.
Есть станочки для «холодной» ковки фирмы eisenkraft — eisenkraft.ru/ Покупал бу.
Читаю определенные ресурсы по ковке, коплю идеи(могу поделиться).
Могу снять размеры с заводского оборудования.
Окей, на «ты». Да у нас тоже рынок не ахти, и металлистов хватает, у меня есть другая работа в командировках правда, но всю жизнь по командировкам жизнь чет перспектива вообще не айс. Вот я в свободное время и занимаюсь тем что душу греет, надеюсь что все пригодится, у нас теплиц много, может теплицами займусь.
Вот я в свободное время и занимаюсь тем что душу греет, надеюсь что все пригодится, у нас теплиц много, может теплицами займусь.
У меня основная — за компом.
А железки — это хобби.
Вот греться зашел, делаю «пресс» из домкрата 8т.
Только доделал отрезной станок, из болгарки на 235 мм.
Еще хочу станок сверлильный из «рулевой рейки 2108». Рейку нашел, теперь дрель нужна или мотор.
Я тоже думал сверлильной из реки зубилы сделать). Как сделаешь — обязательно выложи! А отрезной я решил со следующей зарплаты купить заводской, у меня лишних болгарок все рано нет, все рано покупать, пусть дороже за то заводское, мы на работе таким пользовались — красотааа))) А пресс зачем? да еще и на 8 т?
Просто домкрат рабочий у отца валялся лет 30-ть!
А мне нужно было подшипник ступичный заменить, а там с помощью пресса красота.
С другом разговорился, он швеллер на 120 мм отдает «затак», 6-ть метров. Он конечно знает что я болен на железки.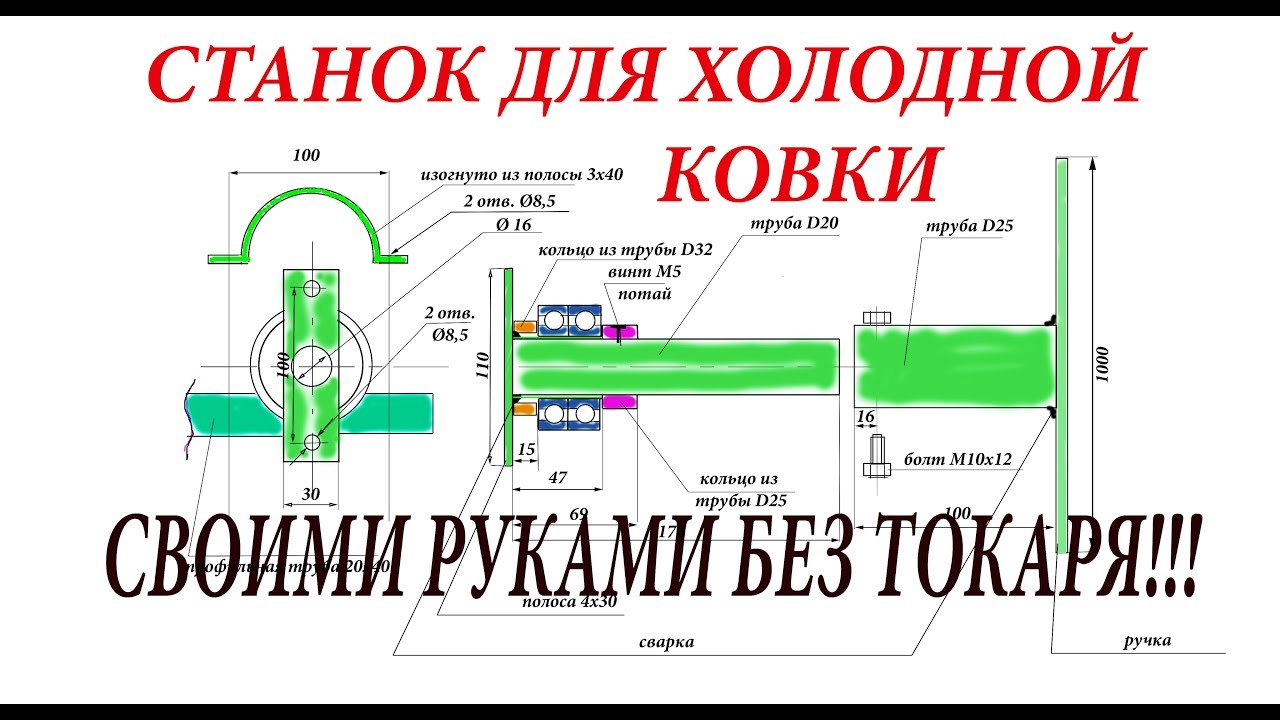
Так что из расходов — не хватает 3-ри метра швеллера на 160 мм. И все.
Кованая настенная вешалка-полка, украшенная листьями и завитками. Фото Царская Ковка
Кованые завитки являются универсальными декоративными элементами, применяющимися для дополнения дизайна разнообразных по форме изделий. Для изготовления деталей подобного типа используется механизированное оборудование, а также ручные инструменты и приспособления. Некоторое оснащение продается по достаточно высоким ценам. Но существует также возможность изготовления (сборки) оборудования своими руками.
Изготовление самодельных вертикальных устройств из металла, профтрубы и других материалов, видео
Производство станков любого типа своими руками представляет собой сложное дело. Изготовление составных частей устройства, а также сборку следует осуществлять внимательно. Корректность гарантирует качество изготовляемых элементов и предметов из металла.
Как сделать улитку с электропроприводом и без, для холодной ковки и гибки завитков, волют, запятых
- Стол выполняется из стали, к нему с нижней части приваривается труба, к которой в свою очередь крепится подвижный рычаг, сделанный из профильной трубы 45х25, толщина стенок — 1,5 мм.
- Данная часть станка крепится к ножкам, опорам.
- К рычагу крепится дополнительная регулируемая часть, дополнительно усиленная угольником.
- В ровной поверхности, где предварительно сделаны отверстия, крепятся оправки (кондукторы), выполненные из квадратного прутка с сечением в 10 мм. и полосы.
- Изготовление оправок осуществляется по рисунку.
- Несколько отверстий позволяют располагать оправки разным образом, что позволяет гнуть элементы разных конфигураций и размера.
- Мастер демонстрирует процесс изготовления элементов.
Ручные инструменты и приспособления для изготовления кованых завитков
Изготовление ручных инструментов требует меньших затрат времени и расходных материалов. Подобные приспособления имеют более простое строение.
Матрица
- Для изготовления приспособления потребуется кусок швеллера длиной 25 см.: покупная или выточенная самостоятельно петля с диаметром 22 м. с втулкой из двух видов труб и элемента сложной формы, а также еще одной петли.
- Лекало подобного типа позволяет производить волюты разных размеров.
 с втулкой из двух видов труб и элемента сложной формы, а также еще одной петли.
с втулкой из двух видов труб и элемента сложной формы, а также еще одной петли.Кондуктор
- Для изготовления кондуктора потребуется полоса длиной 60 см. и шириной — 4 см.; кусок жести 16 на 16 см., толщина — 3 мм.; кусок угольника; небольшие вырезанные из рессоры элементы с закругленными углами и снятыми фасками. Из малых деталей сваривается деталь с углом в 90 градусов, для крепления заготовок при гибке.
- На полосе прорисовывается наклонная линия, часть заготовки позже будет удаляться.
- Полоса слегка гнется, к ней приваривается малый угольник, после этого гибка продолжается.
- Спираль крепится к основанию, к куску жести.
- Кондуктор фиксируется в тисках, лишняя часть обрезается болгаркой.
- С нижней части основания приваривается угольник, обеспечивающий крепление изделия в тисках.

Другое оборудование для ковки
Весь перечень оснащения для холодной ковки следует разделять на четыре отдельные категории, критерием для классификации выступает уровень автоматизации.
- Универсальное оборудование представляет собой автоматические или в некоторых случаях ручные установки, позволяющие обрабатывать заготовки с разным сечением. Такие многофункциональные машины служат заменой целому набору ручных устройств, использующихся для гибки профильных труб, квадратных и круглых прутков. Важным достоинством подобных машин является возможность выпуска различных по форме элементов.
Станок для ковки Ажур-1М. Фото КовкаПРО
- Станки для холодной ковки предназначены для облегчения ручного труда. В перечень устройств кроме улитки входят гнутик, волна, твистер, глобус. Каждый агрегат предназначен для изготовления определенного вида элементов. Рычажное (ручное) управление позволяет снизить трудозатраты, но не исключить их совсем. Ручные станки применяются мастерами, которые занимаются ковкой в качестве хобби, так как производительность данных устройств не слишком высока. Для улучшения технических характеристик необходимо оснастить агрегат электродвигателем.
 Рычажное (ручное) управление позволяет снизить трудозатраты, но не исключить их совсем. Ручные станки применяются мастерами, которые занимаются ковкой в качестве хобби, так как производительность данных устройств не слишком высока. Для улучшения технических характеристик необходимо оснастить агрегат электродвигателем.
Рычажное (ручное) управление позволяет снизить трудозатраты, но не исключить их совсем. Ручные станки применяются мастерами, которые занимаются ковкой в качестве хобби, так как производительность данных устройств не слишком высока. Для улучшения технических характеристик необходимо оснастить агрегат электродвигателем.Станок для холодной ковки типа Волна
- Инструменты представляют собой простые предметы, ковка выполняется вручную, посредством применения силы. К инструментам относятся тяжелый молоток (кувалда), клещи, вилки.
- Приспособления являются более сложными предметами, представляют собой механизмы, к которым относятся кондуктор, шаблоны, лекала, оправки.
Самодельные модели, изготовление, как сделать, размеры
Кроме устройства типа улитка возможно также изготовить самостоятельно и другие станки для холодной ковки: фонарик, волна и прочие, в том числе и электрические.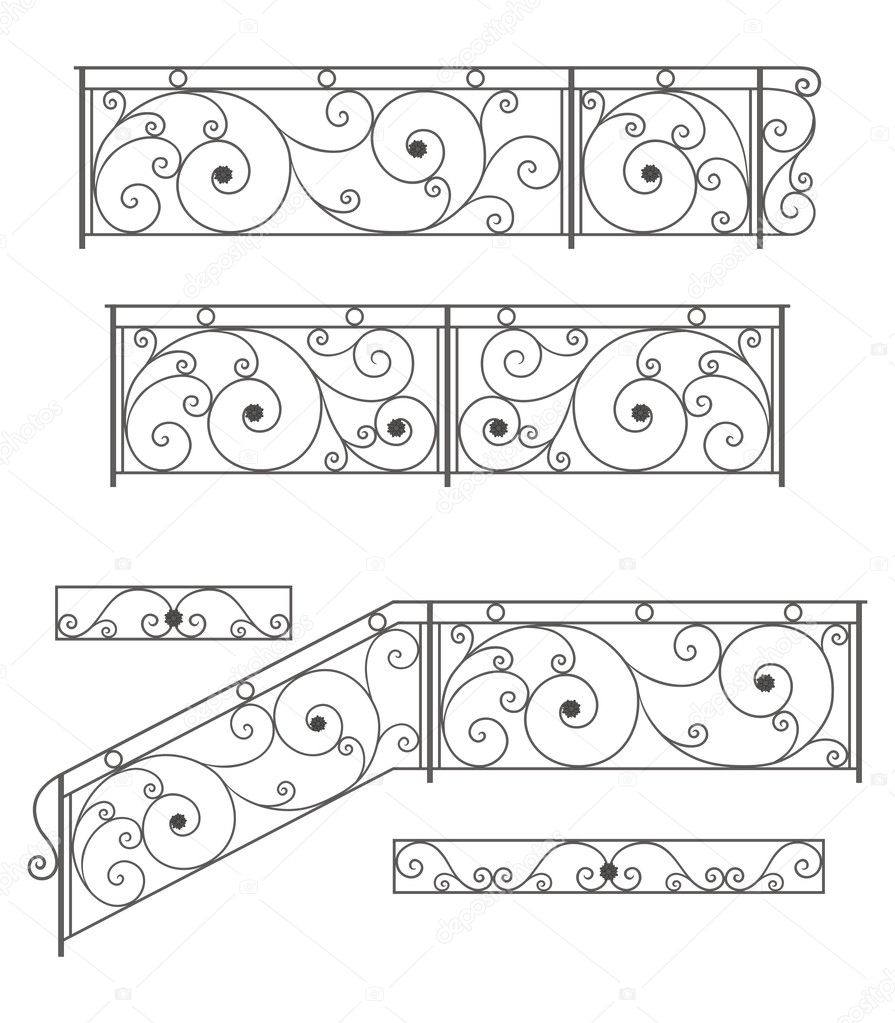 Приспособления в большинстве случаев делают своими руками. Самодельные модели разных видов и размеров позволяют осуществлять процесс холодной ковки своими руками и выпускать элементы необходимых конфигураций.
Приспособления в большинстве случаев делают своими руками. Самодельные модели разных видов и размеров позволяют осуществлять процесс холодной ковки своими руками и выпускать элементы необходимых конфигураций.
Купить
Исполнители, не уверенные в собственных навыках, имеют возможность приобрести станки для ковки заводского производства. Предприятия предлагают широкий выбор моделей ручных устройств: улитки, волны, фонарики, твистеры, прессы, гнутики, а также универсального оснащения.
Придать приусадебному участку респектабельный вид можно без затрат больших денежных средств. Для этого достаточно установить кованые металлические элементы ограды, смонтировать кованые садовые скамейки, закрепить фонари и светильники, выковать подставки под вазоны, мангалы, детали для беседки. Дешевым способом изготовления предметов интерьера и экстерьера является холодная ковка в профессиональной или бытовой кузне.
Производство фигурных элементов
Для кустарных мастерских изготовление художественных элементов вполне доступно, если в наличии имеется оборудование для холодной ковки, к основным компонентам которого относится станок специальной конструкции. Кованые металлические детали можно изготавливать в домашней кузне, если имеются чертежи станков для холодной ковки, своими руками умельцы способны собрать от 3 до 5 вариантов из доступных компонентов.
Кованые металлические детали можно изготавливать в домашней кузне, если имеются чертежи станков для холодной ковки, своими руками умельцы способны собрать от 3 до 5 вариантов из доступных компонентов.
Прежде чем собирать самодельные станки и приспособления для холодной ковки, специалисты рекомендуют изучить технологический процесс и приемы изготовления фигурных элементов без применения оборудования и оснастки. Научиться создавать красивые вещи своими руками просто, достаточно получить минимальные навыки по работе с арматурой и листовым материалом.
Что такое холодная ковка
От горячей гибки холодная художественная ковка отличается способом обработки заготовки. Сделать красивую поделку при помощи горячей поковки можно только после предварительного разогрева металла. Холодную деталь наклепывают серией ударов молотом с протяжкой по длине полосы. Физическое воздействие изменяет структуру материала, увеличивает прочность верхнего слоя, оставляя сердцевину эластичной и устойчивой к излому.
Ускорить производственный процесс помогают списанные рельсы, колесные бандажи и буфера железнодорожных вагонов, используемых при изготовлении гибочного приспособления «улитка». Простой чертеж «улитки» для холодной ковки поможет из подручных материалов собрать приспособление с экономным и безопасным ручным приводом. Простая конструкция состоит из следующих компонентов:
- гибочного рычага;
- ворота или поворотного лемеха;
- лекала;
- обводного ролика.
К положительным свойствам станка-твистера «улитка» относятся следующие факторы: оборудование может устанавливаться в любом месте, вертикальная компонента обладает минимальной рабочей нагрузкой, горизонтальная нагрузка передается на опору из стального профиля. Поворот лемеха можно осуществлять одной рукой, вторая рука поджимает прут арматуры или полосу металла.
Простые механические станки для ковки металла позволяют сгибать спирали с числом витков до 5 шт. Чтобы правильно собрать станок «улитка», необходимо изучить принцип действия оборудования и способ сборки основных узлов, среди которых основными является:
Чтобы правильно собрать станок «улитка», необходимо изучить принцип действия оборудования и способ сборки основных узлов, среди которых основными является:
- каркас из металлического уголка и швеллера или трубы с толстыми стенками;
- столешница из двух круглых стальных плит толщиной более 4 мм;
- основной вал, закрепленный в центральной части станка между кругами столешницы с помощью согнутых под прямым углом треугольников. Для вала можно использовать толстостенную трубу;
- рычаг для сгибания прутка, закрепленный к валу кольцом.
Рычажная «улитка» обладает уникальным свойством, благодаря которому получают завитки с ограниченным в размерах ядром из полосы металла, уложенного плашмя. Избежать образования вертикальной волны на заготовке помогает установка вертикального ролика с ребордой. Рабочий процесс требует затраты времени, рычаг должен подаваться короткими подвижками.
Монтаж деталей «улитки»
В зависимости от квалификации кузнеца в рабочем процессе могут принимать участие станки для ковки одного из трех вариантов приспособлений.
Вариант первый относится к простым устройствам, в котором контур спирали протачивается или приваривается на поверхности столешницы.
Вариант второй предусматривает изготовление «улитки» из разборных частей. По длине контура кузнечной разметки устраиваются отверстия с внутренней резьбой, по шаблону вырезаются металлические накладки с отверстиями под болты. Для закрепления сегментов на столешнице применяются болты или упоры, конструкция позволяет изготавливать заготовки с разным радиусом завитков «улитки» не используя нагрев прутка.
Третий вариант станка состоит из разборных сегментов для производства модулей с разным вариантом спирали. Модули выполняются из отдельных фрагментов металла с наваренными частями «улитки».
Независимо от варианта исполнения станки холодной ковки монтируются одинаковым способом. В начальном этапе необходимо оборудовать место под каркас, ножки которого бетонируются в специально подготовленном фундаменте.
На следующем этапе по контуру каркаса приваривается основной круг столешницы, с помощью треугольников монтируется вал, закрепляется вращающийся рычаг. К верхнему отделу вала приваривается второй круг столешницы, на которую устанавливаются сегменты спирали «улитки».
«Гнутик» в качестве приспособления
В техническом словаре «гнутиками» называются все гибочные станки для холодной ковки металла. Меняя в станке с ручным управлением ролики и клинья, можно регулировать угол загиба металла, шаг и высоту волны. Шаблон для ковки завитков строятся по принципу математической спирали, основанной на формах природного происхождения: раковина улитки, скрипичный ключ, гриф скрипки и пр.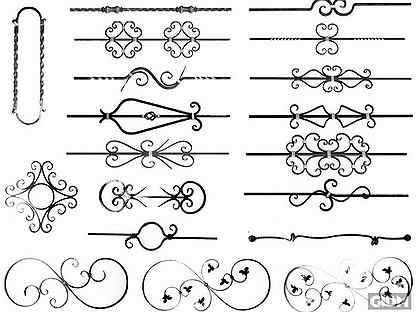
«Гнутик» промышленного производства позволяет изготавливать детали, которые на станке домашней сборки ковать не представляется возможным. Комплектующие детали оборудования и сменный инструмент должны изготавливаться по точным размерам и обрабатываться на профессиональном оборудовании.
Профессиональные кузнецы рекомендуют купить готовый «гнутик». Такое приспособление управляется просто, пригодится для производства сварных конструкций из труб небольшого диаметра, прутка, арматуры, стальной полосы в домашних условиях.
Простейшим приспособлением для художественной ковки холодным способом также является доска с проставками, в качестве которых могут служить болты М24. Устройство легко справляется с металлической полосой толщиной до 6 мм
Станок для холодной ковки улитка своими руками: чертежи и размеры, фото
Если ваши руки растут из правильного места, тогда вполне закономерно, что в вашей мастерской потребуется наличие некоторого оснащения для рабочего процесса. Одним из них является станок для холодной ковки «Улитка», собрать который своими руками не составит труда, если под рукой будутчертежи и размеры, а фото аналогичных конструкций в интернете подтверждают простоту сборки.
Одним из них является станок для холодной ковки «Улитка», собрать который своими руками не составит труда, если под рукой будутчертежи и размеры, а фото аналогичных конструкций в интернете подтверждают простоту сборки.
Конструкция «Улитка»
Данный агрегат во много раз упростит рабочий процесс. Также, с ним вы сможете изменять металл до неузнаваемости и создавать изделия необычайной красоты и практичности.
Применение и особенности оснащения
Изделия, созданные по технологии ковки, зачастую стоят немалых денег, а смотрятся довольно благородно и дорого. Ими оформляют усадьбы, внутренний интерьер, используют в качестве ворот. Художественный стиль помогает сделать ковку более изысканной и создавать одно и то же изделие в различных вариантах.
Варианты кованых изделий
Немногие знают, что ковка бывает не только горячего вида, но и холодного. Второй вариант вполне возможно с легкостью использовать в любых домашних условиях. Достаточно создать подходящее для этого оборудование – станок для холодной ковки.
А вот к холодной ковке можно отнести две разновидности работ.
- Наклепывание – наклеп, который осуществляется благодаря многочисленным ударам, которые имеют большую мощность. Это приводит к изменению структуры металла и приводит к формированию нужной формы и размеров. Здесь используется молот, изготовление которого не требует много времени и сил.
- Гнутье – структура металла и его характеристические показатели не поддаются изменениям. Чтобы заниматься таким типом ковки, нужно построить самодельный станок.
Последний вариант отличается своей простотой, если говорить о технологическом процессе. Дальше рассмотрим,как сделать станок для холодной ковки своими руками, чертежи и видео которого вы найдете ниже.
Видео: станок для холодной ковки
Самостоятельное изготовление устройства
Если вы настроились создать данное приспособление в домашней мастерской, тогда нужно изначально подготовить чертеж. Идеальным вариантом станет использование шаблонного образца, что имеет максимум вариантов для создания различных форм и фигур. Когда у вас будут в наличии такие заготовки, то создание станка с достаточным количеством съемных насадок позволит вам в дальнейшем создавать замысловатые и разнообразные узоры и всевозможные вензеля из металла.
Станок для холодной ковки
Когда вы сооружаете домашний станок, то придерживайтесь определенной последовательности работ, чтобы результат был максимально идеальным.
- Возьмите полотно из металла. Шаблоны должны размещаться на нем с расчетом на изготовление. Ведь при работе само сырье из насадок может сдвинуться при нехватке места. Проблематичной может быть работа и при очень маленьких отступах шаблонов друг от друга.
- Чтобы насадки можно было менять легко и просто, сформируйте прорезь в форме прямоугольника. Здесь вы будете помещать сменные насадки, которые заранее прикрепите к пластине прямоугольной формы. Закреплять такие пластины будете с помощью болтов подходящего размера.
- Шаблоны можно изготавливать элементарными или сложными. Можно иметь шаблон с одним завитком или элемент с завитками в разные стороны. Все зависит от вашего мастерства.
Заготовки для станка
Главное – использовать наиболее прочный материал для закрепления частей, которые раздвигаются.
Чертеж станка улитка
Особый инструмент не понадобиться, создание станка-улитки довольно простое. Чтобы его изготовить проделайте следующие действия.
- Сборка стойки. Она является опорным элементом во всей конструкции. Для ее изготовления берут одинаковые отрезы труб, которые соединяются с помощью сочленений. Со стороны стойка чем-то напоминает табурет. С помощью сварочного аппарата необходимо соединить все части стойки.
2. Листы металла необходимо нарезать в соответствии с чертежами. В результате вы получите 4 равносторонних треугольника и круги с равными диаметрами.
3. Треугольники привариваются к нижней части опоры, чтобы получилась пирамида. Основание (максимально широкая площадь) приваривается к центру вырезанной окружности.
4. Дрелью сформировать отверстия для болтов. С их помощью в горизонтальном положении прикрепить к кругу с приваренной частью планки (четыре штуки).
5. Формирование рукоятки. Для этого понадобиться два прутка с разной длиной (длину соотнести с размерами самого круга) в таком соотношении:
- первый – соотносится с диаметральностью круга;
- второй – немного превышает длину первого.
6. Первый прут изогнуть под углом 300, затем второй прут приваривается к первому. В нижней части прикрепляется дополнительный прут. Важно не забыть вставить перемычку между обеими прутьями (к ней приделать рычаг с помощью сварочного аппарата). Рычаг будет обеспечивать движение в направлении формирования из прутков.
7. Подшипник крепится к рычагу и отрезку внизу, что увеличивает его вариабельность. Катушка металла будет крепиться отрезом вверху (для этого размещается горизонтально и позволяет делать изгиб металла). Со стороны низа отрезка со свободным концом надо сделать отверстие, которое соответствует сечению трубы.
8. Финальным шагом является присоединение рукоятки с «пирамидальной» частью конструкции. Соединение происходит с помощью гайки с большим диаметром. Перед креплением к ней приваривают кругляш, чтобы крепить трафарет.
Построенный станок улитка
Следовательно, станок для холодной ковки «улитка» по чертежу и размеру собрать своими руками как на фото можно в домашней мастерской, не вкладывая огромных финансов. После этого вы будете иметь возможность создавать настоящие шедевры из металла.
Видео: улитка, холодная ковка
Чертежи шаблонов для холодной ковки. Как сделать станок для холодной ковки
своими рукамиАрхитекторы и дизайнеры часто используют в своей работе кованые элементы. Элегантно и благородно смотрятся ажурные металлические решетки, покрывающие камины или красивые балясины на лестнице.
Если вы умеете выполнять ковку и научитесь этому ремеслу, то сможете создавать оригинальные изделия самостоятельно.
Это занятие подойдет всем, кто любит заниматься физическим трудом и готов познакомиться с технологией и особенностями выбора металла.
Что нужно знать о ковке?
Ковка — это процесс обработки специальной заготовки. Его цель — придать металлу нужные размеры и форму. Различают горячую ковку и холодную.
Мастеру необходимо познакомиться с обеими разновидностями, чтобы знать достоинства и недостатки каждой.
Метод горячей штамповки
При горячем способе металлическая преформа сильно нагревается. В результате металл становится пластичным.Горячая ковка придает заготовке желаемые размеры и желаемую форму. Мастеру доступны различные варианты работы.
У нагрева металлической заготовки тоже есть недостатки. В первую очередь необходимо оборудовать специальную комнату. Вам нужно будет купить кузнечную кузницу, для которой нужно будет покупать топливо.
Необходимо соблюдать правила пожарной безопасности, важно, чтобы мастер умел работать с огнем.
Имея представление о температурных режимах, используемых в процессе ковки, вы легко можете выбрать нужный вид ковки.
Метод холодной штамповки
Холодная штамповка — трудоемкий процесс. Чтобы получить требуемую форму металлической заготовки, ее гнут, обжимают и сваривают. Техника выполнения несколько проще по сравнению с горячим методом.
Мастерская не требует много места, и для ее обустройства не нужно будет покупать специальный рог, достаточно купить кузнечный станок.
Производственный процесс продукта предполагает работу с полуфабрикатами заводского изготовления.Если была допущена ошибка, то исправить ее невозможно.
Выбрать металл
Для ручной ковки подходят металлы с определенными свойствами. Чем пластичнее металл, тем легче изменить его форму. Однако пластичность неразрывно связана с прочностью.
Увеличение показателя одной характеристики неизбежно влечет за собой уменьшение другой. Покупая заготовку, мастер должен точно знать, каков ее состав.
Мастера изготавливают декоративные элементы ковки из меди, стали, дюралюминия или латуни.Кроме того, также могут использоваться сплавы. Информацию о металлах, которые легко подделать, можно найти в Марочнике стали и сплавов.
Какие инструменты нужны для ковки?
Инвентарь варьируется в зависимости от метода ковки. Кузнечная кузница с наковальней, для горячей ковки понадобятся молотки с клещами.
Для холодного способа понадобится инструмент Gnutik, позволяющий сгибать заготовку под углом, и станок Snail для ковки, который можно сделать самостоятельно.Последний станок позволяет создавать декоративные элементы с формой в виде спирали.
Примечание!
Помимо основных инструментов для холодного метода можно использовать «Фонарик», «Волна», «Твистер», станок для кольцевания и другие.
Современный рынок предлагает промышленные машины, предназначенные для выполнения технологических операций. На фото ковки вы можете увидеть изделие, изготовленное на станке Master 2 фирмы MAH.
Ручная ковка
Чтобы заготовка приобрела желаемую форму, мастер должен применять в своей работе различные приемы и приемы. Вам нужно будет приобретать различные инструменты и осваивать различные технологии.
Метод холодной ковки не требует от мастера особых усилий. В работе выделяются следующие этапы:
- создание рисунка или наброска декоративного элемента;
- заготовка заготовок;
- процесс ковки.
Сегодня рисунок можно сделать с помощью компьютерной программы самостоятельно или заказать у профессионалов. Проект позволит еще до начала работ рассчитать, сколько металлических заготовок нужно закупить.
Примечание!
Основные кованые элементы представлены следующими группами:
- Лапы. Концу металлического стержня придают определенную форму.
- кудрей. Концы стержня можно загнуть в одну или две стороны.
- Кольца.Элементы декора изготавливаются из прутьев квадратного или круглого сечения.
- Торсион. Характеризуется винтовой закруткой по оси.
Используются 3 общепринятые технологии: волочение, гибка и скручивание.
- Вытяжка позволяет увеличивать длину металлической заготовки, уменьшая значение ее поперечного сечения.
- Гибка дает возможность изгибать любую часть заготовки под углом.
- Скручивание — технология, при которой заготовка скручивается по оси.Для скручивания используется машина Twister.
Все элементы собираются вместе и фиксируются сваркой. Эти операции выполняются на специальном столе. Самодельная холодная ковка не требует особых навыков.
Ковка своими руками фото
Примечание!
Люди давно заметили, что нагретому в кузнице металлу можно придать практически любую форму. Кованые изделия прекрасно смотрятся в любом интерьере.Они могут быть элементом декора как деревянных, так и каменных коттеджей.
Среди владельцев частных домов вряд ли найдется человек, который не хотел бы иметь кованый забор, перила или лестницу. Но, несмотря на множество преимуществ, изделия, полученные с помощью горячей ковки — процесса, при котором металл становится пластичным под воздействием высокой температуры, доступны далеко не всем из-за высокой цены. Есть альтернатива — холодная ковка металла. Его главное преимущество — не только невысокая цена, но и доступность техники для самостоятельного повторения.
Холодная ковка металла — это процесс, при котором металл не подвергается нагреву, а форма изделия придается за счет его гибки, опрессовки и сварки из нескольких заготовок.
Некоторые специалисты считают название «холодная ковка» не совсем правильным. По их мнению, ковкой можно назвать только процесс пластической деформации горячего металла. Но название этого метода обработки металла прижилось. Более того, пользователи считают, что в некоторых случаях холодная ковка металла может стать достойной заменой горячей ковке.Так ли это на самом деле мы расскажем в сегодняшней статье.
Особенности холодной ковки
Бытует мнение, что изделия, полученные путем гибки, получаются однообразными, больше похожими на заводскую штамповку на резьбе. Однако практика показывает, что при правильном подходе с помощью холодной ковки можно создавать настоящие авторские произведения.
Чаще всего методом холодной ковки металла делают:
- решетки оконные;
- элементов козырьков, перил и навесов для входной группы;
- декоративные элементы для ворот и калиток;
- фигурные ножки для столов и стульев;
- элементов декора: подставки для цветов, решетки для каминов, обрамление картин, зеркала и др.
Для художественной горячей ковки металла выпускаются изделия, полученные методом холодной деформации на специальном оборудовании, впоследствии свариваемые в одно целое: элементы ограждения, ограждения или калитки. Тем более, что непосвященный человек не сразу поймет, как было подделано это изделие.
Goblin 2 пользователь FORUMHOUSE
На мой взгляд, кованые элементы, изготовленные методом холодной деформации (гибки), выглядят не хуже, чем такие же элементы, сделанные вручную — горячей ковкой.И они дешевле.
Холмофф пользователь FORUMHOUSE
Холодная штамповка металла позволяет на достаточно простом комплекте оборудования создавать типовые элементы — торсионы, катаные пики, спирали, элементы пространственного изгиба. А затем, комбинируя этот набор (примерно из 10-15 типов типовых элементов) для создания изделий со сложным рисунком. Освоить процесс гибки сможет любой человек, владеющий слесарным инструментом, было бы желание.
Обычные геометрические формы в сочетании с завитками и волнами могут очень красиво смотреться в металле, ведь любой сложнейший узор состоит из множества простых элементов.
Существенным преимуществом холодной ковки металла перед горячей ковкой является высокая производительность. Для работы не требуется много места. Нет необходимости обустраивать и разжигать рог, кузницу, молот на наковальне. Меняя только фурнитуру, можно быстро создавать самые разные элементы, но для соединения узлов потребуется хорошее владение сварочным делом.
Холмофф пользователь FORUMHOUSE
Однажды я сделал холодную ковку и научился готовить в полуавтомате за два дня.
Для получения хорошего результата процесс холодной ковки металла следует разделить на несколько последовательных этапов:
- Идея и постановка задачи.
- Концептуальные зарисовки от руки на бумаге.
- Точный рисунок продукта вручную или в графической программе.
- Разбивка всего изделия на отдельные простых элементов .
- Рисование или печать на принтере единиц продукции в натуральную величину.
Некоторые принтеры поддерживают печать плакатов, то есть печатают части большого изображения на листах A4, после чего их можно только склеить.
- Расчет необходимого количества материала.
- Изготовление отдельных элементов.
- Шлифовка и сборка (сварка) отдельных элементов в единой конструкции.
Несмотря на кажущуюся простоту, практика холодной ковки металла требует вдумчивого подхода и грамотного расчета всех деталей будущего изделия.Специалисты FORUMHOUSE советуют — для визуализации идеи предварительно изготовить отдельные блоки из проволоки реального размера . Это поможет понять, как различные элементы будут сочетаться друг с другом и вовремя исправить ошибки, или найти более удачное сочетание узоров и отдельных элементов.
К основным элементам, полученным методом холодной ковки металла, относятся:
- Лапы и козырьки. Эти элементы выкатываются из металлического прутка.
- Локоны.Включают: завиток, червяк и улитку. У волута, или, как его еще называют, рогалики, концы загибают в одну сторону. Маленький червяк выглядит как знак $. Улитка похожа на запятую.
- Кольца изготавливаются из прутка круглой или квадратной формы, намотанного на специальную оправку. Получается своеобразная металлическая пружина, которую потом нарезают кольцами.
- Торсион. Один из самых распространенных элементов. Получается скручиванием одного или нескольких стержней.
Все вышеперечисленные элементы можно выполнить, объединив всего три технологических процесса.
1. Капюшон. Благодаря этому процессу за счет уменьшения поперечного сечения заготовки увеличивается ее длина. Таким образом обычно получаются лапки и пики, для чего металл помещается в специальный прокатный или опрессовочный станок. Пропуская заготовку через ролики и постепенно уменьшая расстояние между ними, материал раскатывается. Также на валики могут наноситься рельефные насечки, которые придают поверхности заготовки определенную фактуру.
2. Торсион. Металл (полосы или стержни) скручивают вдоль своей оси. Вы можете скрутить одну, две, три и более заготовок. Для этого один конец заготовки (или заготовок) помещается в тиски, а другой начинает поворачиваться по оси. Если скрутить несколько стержней, а затем сжать их, прилагая усилие по оси, то они разойдутся по дуге. Получается утолщение из плетеных стержней под названием «Фонарик» или «Корзина».
3. Гибка.Металл гнут на специальном станке по шаблонам.
Для гибки металла в разных плоскостях необходимо простейшее оборудование и простые станки. На рынке имеется множество машин для холодной ковки. Но из-за высокой цены их приобретение оправдано только в том случае, если планируется дальнейшая прибыль. Начинающий мастер, занимающийся холодной ковкой «под себя», вполне может согнуть металл.
Сначала можно обойтись простыми кондукторами и оправками, вставленными в обычные настольные тиски.Сделать кручение можно, зажав конец заготовки в тисках, затем надев на него трубу, и, используя хомут, закрутить заготовку по своей оси.
Alexei62 пользователь FORUMHOUSE
Все инструменты для холодной ковки (кроме сварочного аппарата) могут быть изготовлены из подручных средств.
Для холодной ковки металла чаще всего используются следующие инструменты:
- Gnoot. С его помощью заготовка изгибается под определенным углом.
- Улитка.С его помощью заготовка сгибается по спирали. Изменяя шаблоны, вы можете изменить радиус изгиба.
- Фонарик. Он напоминает токарный инструмент. С помощью этого инструмента металлические заготовки переплетаются между собой, чтобы получить одноименный элемент.
- Волна. Принцип действия этого средства понятен из названия. С его помощью металлу придается волнистая поверхность. Расстояние между «гребнями» волн и их высоту можно регулировать в зависимости от настроек машины.
- Твистер. Скручивает полосу или брус по продольной оси.
Принцип работы всех вышеперечисленных машин очень прост. Он основан на приложении определенной силы к заготовке через рычаги, приводящей к деформации металла. Гибка металла на станках ручная. Для облегчения труда некоторые станки оснащены электродвигателями, что увеличивает их стоимость. Многие домашние мастера предпочитают изготавливать станки для холодной ковки своими руками.Также с появлением опыта и увеличением сложности изделий необходимо оснащать станки разнообразными аксессуарами — шаблонами, кондукторами, упорами, упорами.
Большой простор для творчества. Каждый мастер делает адаптацию под свои задачи. Важно соблюдать принцип разумной достаточности. Самые красивые изделия можно сделать с помощью минимум приспособлений.
Секреты холодной ковки
Один из главных вопросов начинающих мастеров: «Какой металл подходит для холодной ковки.«По мнению форумчан, нужно не тратить время и ходить по местным металлобазам, а также знакомиться со списком, который они предлагают. Для холодной ковки используется самый распространенный« черный »металл. Погонный размер для полос шириной 14 и 16 мм, толщиной 2-4 мм. Пруток — квадрат со стороной до 10 мм. Такой материал легче гнуть. Более толстый материал, полоса 20х4 мм и т. д., сначала будет иметь на разрез.
Горячая ковка известна человеку с тех пор, как он начал обрабатывать и применять металлы в своей жизни.До изобретения штамповочных и металлорежущих станков горячая ковка и литье были единственными способами производства инструментов и оружия, домашней утвари и ювелирных изделий.
Чтобы освоить традиционное кузнечное дело, нужно было долго учиться и набираться опыта. Изделия кузнеца оказались очень трудоемкими и уникальными, это несомненный плюс для искусства и столь же очевидный недостаток там, где требуется большое количество идентичных изделий.
К недостаткам горячей штамповки относятся:
- высокая сложность
- высокие требования к квалификации мастера,
- низкая повторяемость изделий.
Метод холодной ковки лишен недостатков. В его основе лежит свойство металлов изменять свою форму в определенных пределах под действием механической силы. Технология применима к круглому и квадратному прутку, металлической полосе, трубам и прокату различного профиля. Несколько основных операций, такие как
- изгиб заготовки под заданным углом и заданным радиусом,
- формирование завитков и спиралей,
- скручивание одной или нескольких заготовок по продольной оси
и сочетание полученных деталей позволяет создавать кружевные ограждения, беседки, скамейки, предметы декора и быта в разумные сроки и по доступной цене, в разы, а то и в десятки раз ниже, чем при использовании горячей ковки. .
При этом все элементы будут абсолютно одинаковыми по форме и размеру, что особенно важно при формировании из них узоров и орнаментов.
Для получения основных элементов используют специальные станки.
- Гнутик — один из самых популярных. Он позволяет сгибать брус под заданным углом и заданным радиусом, в том числе в виде волны.
- Улитка используется для скручивания конца стержня или трубы в спираль.
- Торсионный стержень предназначен для скручивания стержня вдоль его продольной оси.
Если вы планируете выпускать продукцию большими сериями, то вам понадобится станок для промышленного производства. Обладает высокими характеристиками, достаточным ресурсом, оснащен электроприводом достаточной мощности, сочетающим в себе гнут, улитку и торсион. Продвинутые производители оснащают свои агрегаты полуавтоматическими приставками, а роль сотрудника сводится к установке необходимой оправки, закреплению заготовки и запуску программы.Сама система контролирует скорость подачи, усилие прижима формовочного ролика, начало и конец формования.
Если для начала вы планируете просто познакомиться с технологией холодной штамповки, потрогать ее руками, то можно сделать устройство начального уровня самостоятельно, сэкономив значительные суммы, так как промышленные агрегаты приближаются к цене автомобиля.
Станок
Одна из несложных конструкций самодельного гнутика состоит из следующих деталей:
- Массивное основание с проточкой.
- Подвижный упор, перемещаемый по пазу червячной передачей
- Два фиксированных упора, закрепленных на основании.
Крепление «Гнутик»
Ролики на фиксированных упорах взаимозаменяемы, чтобы можно было гнуть стержни и трубы под разными углами и радиусами. На подвижном упоре также фиксируется съемный ролик или клин, в зависимости от желаемой формы изгиба.
Пока прямая заготовка зажимается неподвижными упорами и, вращая привод червячного механизма изгиба, подводят к ней подвижный упор — клин или ролик.Продолжая вращать привод, согните заготовку на нужный угол.
Сделать комара для холодной ковки своими руками вполне реально, достаточно строго следовать чертежу, соблюдая размеры и припуски.
Сложности в домашней мастерской могут возникнуть при фрезеровании высокопрочной стали и сверлении в ней отверстий.
Если такого оборудования в мастерской еще нет, то лучше оформить заказ на основные детали гайки в производстве — дрелью и лобзиком этого не сделать.
Соединение и покраска деталей
Для сборки деталей нужного дизайна необходимо предусмотреть ровное свободное пространство — на полу или на столе, в зависимости от размера. Перед сваркой и покраской детали лучше отшлифовать, чтобы удалить ржавчину, и очистить поверхность. Пескоструйный агрегат также можно изготовить самостоятельно из использованного газового баллона, пары насадок и кранов. В качестве форсунки можно использовать керамический корпус использованной свечи зажигания. Для этого достаточно владеть навыками сварочного и слесарного дела.
После пескоструйной обработки детали раскладываются на месте сборки. Для удобства работы можно использовать штанги-накладки. После того, как детали расставлены, стоит еще раз проверить соответствие их расположения чертежу. Далее, зафиксировав зажимами ключевые элементы конструкции, точечная сварка должна прижать их друг к другу. В последний раз проверяя размеры, углы и взаимное расположение, можно приступать к сварке всех необходимых швов.
После сварки необходимо очистить окалину проволочными щетками, закрепленными в дрели, а в труднодоступных местах вручную.Дизайн готов к покраске. В зависимости от выбранных грунтовок и финишного покрытия, а также от способа нанесения, сборка укладывается на амортизирующие планки или устанавливается вертикально с временными упорами.
Конструкции с высокой плотностью деталей удобно красить из пульверизатора, для редкой решетки, для уменьшения потерь краски придется вооружиться кистью.
Холоднокованые изделия
Холодной штамповкой производятся различные изделия.Это, прежде всего, элементы решеток и заборов — как сами штанги, так и поперечины, вершины и украшения. С расстояния в несколько метров ее сложно отличить от кованой решетки. Любую решетку оживят завитки и спирали, складывающиеся в замысловатые узоры и орнаменты. Таким образом, обычный забор, помимо утилитарного назначения, приобретает еще и художественную ценность. Для этого потребуются гайка, улитка и торсион.
Кованые подставки для фонарей, перила для мостов через пруды, навесы и веранды, столы и скамейки прекрасно смотрятся на придомовой территории.Да и саму беседку неплохо сделать из кованого бруса. Неожиданная для сурового металла легкость и воздушность придадут ему завитки и спирали, а закрученные опоры подчеркнут желание встать.
Сегодня широко распространены кованые мангалы, которые эстетично дополняют бытовое назначение. Сам мангал теряется среди навеса, узорчатых стен и опор, украшен завитками крыши.
Очень популярны детали балюстрад, лестничных перил и балконов.Завитки и спирали здесь тоже широко используются не только как украшение, но и как структурный элемент. Очень уместно смотрится балясина, закрученная по продольной оси, а угловые опоры часто делают из нескольких скрученных между собой стержней. Также на торсионе делают так называемый «фонарик» — несколько стержней, изогнутых по спирали, соединенных концами сваркой.
Следующее направление применения холодной ковки — это детали декора помещений и мебели.Дверные ручки и защелки, каминные инструменты и вешалки, стойки для зонтов и карнизы для штор и портьер — здесь широко используются мелкие завитки и перекрученные штанги.
Мебель изготавливается как садовая, не боящаяся осадков и смены времен года, так и домашняя, сочетая металл с деревом и тканью.
Кованые изделия в архитектуре и дизайне интерьеров уже давно пользуются большой популярностью. Кованые из металла решетки на окнах и для каминов, ограды или балясины лестниц всегда выглядят элегантно и привлекательно.Сегодня, несмотря на современные технологии обработки металла, как никогда популярны кованые изделия из металла. Конечно, ковка металла своими руками — задача не из легких, а без должной подготовки сделать красивое кованое изделие сложно. Но тем, кто хочет овладеть этим старинным ремеслом и готов к тяжелому физическому труду, придется познакомиться с видами и технологией ковки металла, понять, как ковка используется в металлах, понять процесс ковки и уметь обращаться с кузнечным инструментом.
Поковка металлическая
Ковка металла — это процесс обработки металлической заготовки для придания ей определенной формы и размера. На самом деле существует два вида ковки — холодная и горячая. Выполняя ручную ковку металла, необходимо разбираться в обоих видах ковки, поскольку у каждого есть свои достоинства и недостатки.
Во время горячей ковки заготовка нагревается до определенной температуры, при которой металл теряет прочность и становится пластичным.Высокая пластичность — главное преимущество горячей штамповки. Он позволяет легко придать металлической заготовке определенную форму и размер. Также горячая ковка позволяет использовать большинство технологий ковки, что благоприятно сказывается на разнообразии вариантов работы.
Но у металлического обогрева есть свои недостатки. В первую очередь, это необходимость оборудовать специальный кузнечный очаг и стоимость топлива для него. Это может стать настоящей проблемой для тех, кто хочет заняться горячей ковкой металла своими руками в городских условиях.К тому же работа с огнем — занятие достаточно опасное и требует повышенной пожарной безопасности. Еще один фактор, который может существенно повлиять на выбор типа ковки, — это конкретные знания температурного режима ковки металла.
В отличие от горячей ковки, холодная ковка металла не требует оборудования пода для нагрева металла. Вся суть холодной ковки заключается в формовании металлической заготовки путем гибки, опрессовки и сварки. Холодную ковку реализовать несколько проще, а для оснащения цеха не требуется много места.Весь процесс создания готового продукта не требует использования высоких температур, что очень положительно сказывается на общей безопасности.
Но у холодной ковки есть один существенный недостаток. Вся работа должна выполняться с определенными готовыми полуфабрикатами без возможности исправить свою ошибку. Конечно, это касается не всех работ по холодной ковке, но в большинстве случаев поврежденная заготовка подходит только для металлолома или учебного пособия.
В любом случае, независимо от типа ковки, необходимо достаточно внимательно ознакомиться с рядом важных моментов.В первую очередь, это касается металлов и температурных режимов их плавки и ковки. Во-вторых, нужно знать и понимать технологию ковки металла. Ниже мы рассмотрим, какие технологические приемы используются для ковки и как они используются в работе.
Поковка металлическая
Ручная ковка металла — довольно трудоемкая и сложная задача, требующая использования определенных металлов, а точнее металлов с определенными характеристиками. Для ручной холодной или горячей ковки важнейшей характеристикой является пластичность металла, ведь именно от нее зависит простота и удобство изменения формы заготовки.Но стоит отметить, что пластичность и прочность металла взаимосвязаны. При увеличении одной из этих характеристик вторая уменьшается. Поэтому так важно понимать характеристики металла и знать состав обрабатываемой детали.
Важно! Есть и другие, не менее важные характеристики металлов. Но поскольку мы рассматриваем ковку декоративных изделий, таких как решетки каминов, балясин, заборов и т. Д., Нет необходимости акцентировать внимание на износостойкости, устойчивости к покраснению и так далее, а также на легирующих элементах.
Для декоративной ковки используются следующие металлы: медь, латунь, дюралюминий, сталь, а также другие сплавы меди, магния, алюминия и никеля. Фактически, для ручной ковки используется мягкий ковкий металл, которому можно легко согнуть или придать определенную форму. Чтобы выбрать самый легкий пластичный металл, вам нужно присмотреться к Marochnik Steel and Alloys. В нем вы можете найти подробное описание всех металлов и сплавов с их характеристиками и составом.
Несмотря на то, что самый ковкий металл — это медь и ее сплавы, мастера предпочитают использовать черные металлы для холодной и горячей ковки. Такая позиция обусловлена высокой стоимостью цветных металлов. Ведь на ковку из металла цена больше зависит от стоимости исходной заготовки, и приобрести забор или балясины из меди может позволить себе далеко не каждый. Выбирая для ковки мягкий черный металл, необходимо ориентироваться на сталь с минимальным содержанием углерода около 0.25%. А также с минимальным количеством вредных примесей, таких как хром, молибден, сера и фосфор. Кроме того, следует избегать использования конструкционных и инструментальных сталей с высоким содержанием углерода от 0,2% до 1,35%. Такие стали наименее пластичны и трудны для сварки.
При выборе того или иного металла необходимо использовать Марочник стали и сплавов. Но если доступа к нему нет, то для определения содержания углерода в стали можно воспользоваться приведенными ниже таблицами. Сам процесс определения довольно простой, достаточно поднести заготовку к работающей точилке и посмотреть на сноп искр, а потом сравнить с показателями в таблице.
Сегодня, благодаря промышленному производству металла, отпала необходимость создавать заготовки своими руками. В современных кузницах для холодной ковки используются уже готовые заводские изделия. Чаще всего используются заготовки следующих размеров: 30×45 мм, 40×45 мм, 10×10 мм, 12×12 мм, стержни сечением 10 мм, 12 мм, 16 мм, 25 мм, 30 мм, 50 мм, листовой металл с толщиной от 3,5 до 6 мм, круглые трубы 1/2 «, 3/4», 1 «, профильные трубы от 20×20 мм до 30×30 мм.
Инструмент для ковки металла
Любая работа по ковке металла невозможна без специального инструмента.Кузнечное оборудование для горячей штамповки довольно разнообразно и включает в себя наковальню, кузницу, различные молотки, клещи и другое. Инструмент для холодной ковки несколько проще и состоит из нескольких специальных станков. Конечно, современный инструмент, такой как сварочный аппарат, шлифовальный станок и шлифовальный станок, используется как в холодной, так и в горячей ковке. Зная предназначение инструмента, вы сможете правильно выполнить любую работу.
Инструмент для горячей штамповки
- Гудок . Без горячей ковки не обойтись. Ведь именно в нем можно нагреть заготовку до температуры 1400 ° С.По большей части печь представляет собой печь, рассчитанную на высокие температуры и с обдувом.
- Наковальня . Этот инструмент является опорой, на которой выполняется ковка. Сама наковальня бывает нескольких видов, среди которых наиболее популярной является наковальня с двумя рогами массой 200 кг. Но вес может колебаться от 150 до 350 кг.
- Шпера . При выполнении различной художественной и декоративной ковки используются шперы. Их много разных видов, и каждый мастер может сделать их для себя.Общей чертой любых шпереков является то, что они вставляются в квадратное отверстие наковальни или закрепляются в деревянном бревне. На фото ниже представлены самые распространенные шперы.
- Кувалда и Ручной тормоз . Это основной инструмент кузнеца. Кувалда весит от 4 до 8 кг и используется для нанесения сильных ударов. В зависимости от вида работ и толщины заготовки подбирается и вес кувалды. Ручник весит от 0.От 5 до 2 кг. Используется для доработки продукта.
- Клещи . Горновые клещи — второй по важности инструмент. Без них невозможно провести горячую заготовку для обработки. Для определенного профиля и размера заготовки существует несколько видов клещей. На фото ниже представлены клещевые клещи различной формы.
- Молотки фасонные . При выполнении художественной ковки требуется создание криволинейных заготовок или заготовок определенной формы.Для этого используются фасонные молотки. Они могут быть как нижними, на которых производится обработка, так и верхними. Вариантов фасонных молотков много и у каждого мастера свои. На фото ниже показан основной вспомогательный инструмент.
В дополнение к описанным выше используются различные измерительные инструменты, такие как обычная рулетка , двойной штангенциркуль , кузнечный уголок , образцы и калибры . Выбор кузнечного инструмента огромен, весь перечень сложен, поэтому у каждого мастера свой набор только необходимых и часто используемых инструментов.
Инструмент для холодной штамповки
- Гнутик (фото внизу). Это основной инструмент для холодной ковки. Как следует из названия, он позволяет сгибать металлическую заготовку под определенным углом. Кроме того, гайка позволяет создавать элементы дуги определенного радиуса.
- Улитка . Имя говорит само за себя. С помощью улитки можно создавать различные элементы декора в форме спирали. Спираль изготавливается под определенный узор, который при необходимости можно поменять на другой, с меньшим или большим радиусом.
- Фонарик . Эта машина предназначена для создания одноименного декоративного элемента.
- Волна . Позволяет создавать волнообразные элементы. При протягивании стержня через этот станок на выходе получается красивая синусоидальная заготовка.
- Твистер . По принципу действия этот станок похож на Фонарик, но в отличие от него крутилка только скручивает заготовку по оси.
- Кольцевой станок . Как и во всех предыдущих машинах, название говорит само за себя.
Помимо вышеперечисленного, существуют еще универсальные станки для клепки, резки, опрессовки и придания объема. Все описанные выше машины можно изготовить как самостоятельно, так и приобрести в магазине. Конечно, самодельные приспособления для холодной ковки будут несколько уступать по качеству заводским, но это компенсируется уникальностью элементов, созданных с их помощью.Для изготовления машин холодной ковки чертежи можно найти как в свободном доступе, так и купить у специалистов.
Важно! Машины холодной ковки могут быть ручными или оснащаться электродвигателями. Несмотря на наличие зубчатых передач, ручная холодная ковка — довольно трудоемкая и длительная задача, и для получения больших объемов кованых элементов лучше оборудовать станок электродвигателем.
Отдельно стоит упомянуть промышленные станки для холодной ковки.На аналогичные станки холодной ковки цены порядка 6000 у.е., но на одном таком станке можно выполнять практически все технологические операции холодной ковки. Примером может служить машина Master 2 фирмы MAN. На видео, показывающем холодную ковку, вы можете увидеть возможности этого станка.
Металлическая ковка своими руками
В процессе ковки используются различные приемы и методы ковки, чтобы придать заготовке определенную форму. Для выполнения каждого из них используется определенная технология и инструмент для ковки металла.Технология ковки металла горячим и холодным способами существенно отличается. Как уже отмечалось, горячая ковка требует нагрева заготовки для изменения ее формы, а при холодной ковке заготовка только изгибается. Исходя из этого, выделяют основные технологические приемы, зная, что можно смело браться за ковку металла своими руками.
Металлическая ковка своими руками
Холодная ковка своими руками довольно проста и не требует особых усилий. Все работы разделены на несколько этапов: создание эскиза или чертежа будущего изделия, закупка материалов и собственно процесс ковки металла.
Рисунок может быть создан в специальной компьютерной программе, куплен готовым или нарисован вручную. Вы можете найти чертежи для холодной ковки. Для этого достаточно обратиться к мастерам, занимающимся ковкой несколько лет, и попросить один-два чертежа для обучения. На самом деле рисунок преследует несколько целей. Во-первых, чтобы знать, какие элементы нужно будет изготовить методом холодной ковки. Во-вторых, имея такой проект на руках, можно рассчитать количество и вид металлических заготовок, таких как прутки, профильные трубы и так далее.В-третьих, потребуется чертеж, чтобы собрать все элементы в единое целое.
Отдельно необходимо рассмотреть элементы холодной ковки, составляющие проект. Сегодня можно встретить довольно много разных кованых элементов, но все они могут быть объединены в несколько классических групп.
- Лапы . Этот элемент представляет собой раскатанный в той или иной форме конец металлического стержня. В эту группу входят так называемые Пики. Несмотря на заостренный конец, козырьки выполнены по аналогичной технологии.
- Кудри . В эту группу входят несколько общих элементов: завиток, сердечки и улитки. Улитка или Бублик представляет собой стержень, концы которого загнуты в одном направлении. Червячок — стержень, концы которого загнуты в разные стороны. Этот элемент иногда называют «долларом» из-за его сходства со знаком американской валюты. Comma или Snail — простой завиток, один конец которого загнут, а второй прямой.
- Кольца . Создается этот элемент довольно просто: на заготовку станка навинчивается стержень круглого или квадратного сечения, в результате получается пружина, которую потом разрезают на отдельные кольца.
- Торсион . Этот элемент довольно легко узнать по закрутке винта по оси. Вариантов торсионов очень много и один из самых распространенных — такой элемент, как фонарик, а также простой стержень винтовой формы для решетки или забора.
Весь процесс изготовления элементов холодной ковки основан на следующих общепринятых технологиях ковки — гибка, скрутка, волочение.
Вытяжка — это технология, заключающаяся в увеличении длины заготовки за счет уменьшения ее поперечного сечения. При холодной ковке используется один из вариантов вытяжки — прокатка. Именно с его помощью создаются различные лапки и козырьки. Для создания лапок используется специальный прокатный станок.Конец заготовки вводится и затем запускается раскатывающий механизм, в результате конец выравнивается с разгрузкой или без нее. Для изготовления козырька используют пресс. Процедура такая же, но в результате конец раскатывается и прижимается в определенной форме.
Гибка . Эта технология ковки заключается в загибании концов или другой части заготовки под определенным углом. Сама гибка выполняется практически на всех станках для холодной ковки.Процесс гибки можно проследить при изготовлении заготовки на станке Улитка. Сначала конец заготовки помещается внутрь специального шаблона, а затем загибается под определенным углом. Эти работы выполняются на станке Улитка.
Скручивание . Эта технология ковки предполагает скручивание заготовки по оси. При холодной ковке этот процесс можно наблюдать на станке Twister, на котором создаются различные кручения. Для этого один конец заготовки помещают в тиски, а второй конец поворачивают по оси.Отдельно стоит выделить элемент фонарик. Для него используются два и более стержня, которые сначала закручиваются по оси, а затем сжимаются по оси, в результате чего стержни в определенном месте расходятся в стороны.
Сборка всех элементов в единую конструкцию выполняется сваркой на специальном сборочном столе. Сегодня сварочный аппарат является общедоступным и является незаменимым инструментом для современных кузнецов. Самодельная холодная ковка довольно распространена среди начинающих мастеров и частных предпринимателей.Не требует специальных знаний, навыков и больших помещений для работы.
Холодная ковка своими руками: видеоурок
Металлическая ковка своими руками
По сравнению с холодной ручной горячей штамповкой намного сложнее и требует большого опыта в обращении с инструментом и хорошей физической подготовки. Работа проводится в несколько этапов: создание эскиза или чертежа, закупка материалов и ковка.
На самом деле разница между горячей и холодной ковкой заключается в технологических процессах обработки металла.Во-первых, это касается способа обработки. Во-вторых, для горячей ковки можно использовать практически любую металлическую заготовку. Но для удобства принято использовать уже готовые стержни квадратного и круглого сечения. В-третьих, в художественной горячей ковке отсутствуют рамки для элементов готового изделия. Конечно, можно придерживаться создания классических элементов ковки — завитков, лапок, козырька и прочего, но горячая ковка позволяет использовать весь потенциал фантазии мастера, открывающий безграничные возможности.Все изделия для чеканки изготавливаются с использованием следующих технологий обработки металла: осадки, вытяжки, гибки, скручивания, резки, надрезания, тиснения.
Draft используется для ковки металла с целью увеличения поперечного сечения всей заготовки или ее части. При ковке в зависимости от необходимости проводят полный или локальный нагрев заготовки от атмосферных осадков.
Вытяжка заключается в увеличении длины заготовки за счет уменьшения ее поперечного сечения.Это можно сделать как ударом кувалды или ручного тормоза, так и прокаткой металла между валами на машине. В отличие от холодной ковки, создание козырька с помощью вытяжки требует точных и аккуратных движений.
Гибка . Эта операция выполняется для придания заготовке криволинейной формы. При этом следует учитывать, что изгиб толстых заготовок может привести к их перекосу, и чтобы придать первоначальную форму, необходимо выполнить черновую. Для гибки заготовок используются различные шпереки, рожок для наковальни, фасонные молотки и кондукторы.
Скручивание . Эта технология ковки предполагает скручивание заготовки по оси. Как и при холодной ковке, заготовка зажимается в тисках и проворачивается. Но в отличие от холодной ковки, вы можете нагреть заготовку локально, что позволяет легко выполнять локальную скручивание.
Технологии ковки, такие как резка , насечка и рельефная набивка , используемые в художественной ковке с использованием долот. Края горячих заготовок в зависимости от проекта рассекают и скручивают клещами.Также, пока заготовка горячая, на ее поверхности печатается другой узор.
При горячей ковке металла важно знать температурный режим нагрева. Это поможет лучше обработать металл. Ковка черного металла ведется при 800 — 1250 ° С. Конечно, термометром нельзя будет измерить горячую заготовку, а для определения температуры придется ориентироваться по ее цвету. В таблице ниже указаны температура и цвет заготовки из черного металла.
Горячая ковка металла: видеоурок
Ковка металла своими руками — занятие довольно увлекательное, требующее постоянного совершенствования. В первую очередь это касается создания различных художественно-декоративных элементов. Тем, кто только начал заниматься ковкой, придется немало потрудиться, чтобы их работа имела идеальную форму и высокое качество.
Любой мастер, обустраивая домашнюю кузницу, приобретает минимальный набор инструментов и аксессуаров. Но, как правило, простейшие технологические операции с металлическими заготовками производятся только на первом этапе.
С приобретением опыта работы с «железом» появляется и желание, и необходимость заниматься художественной ковкой — это и украшение дома, и дополнительный доход. К сожалению, машины для придания образцам спиральной формы — улитки — в продаже практически нет. Так или иначе, но домашние мастера, как правило, изготавливают его своими руками. Особенности самостоятельного изготовления и сборки мотков для холодной ковки — тема данной статьи.
Характеристики улитки
Автор специально решил обратить внимание читателя на ряд моментов.Это поможет избежать ошибок в будущем. Например, разобравшись с устройством улитки и принципом ее функционирования, кто-то захочет собрать собственное устройство, отличное от тех, чертежи которого будут представлены ниже.
Такой прибор вполне себе (если мы говорим о технике DIY), он позволит изгибать образцы с поперечным сечением (стороной квадрата) не более 10 — 12 мм. Подразумевается модель улитки с «ручным управлением». С более габаритными образцами в повседневной жизни почти никто не занимается.Машину можно улучшить, установив привод и электродвигатель.
Но насколько это рационально для небольшой домашней кузницы?
- Холодная ковка осуществляется на малых скоростях. Резкое изменение геометрии металла приводит к появлению трещин (надрывов).
- Вам нужно будет выбрать не только мощность электродвигателя, но и передаточное число коробки передач. Плюс смонтировать схему автоматики с установкой соответствующих элементов (кнопки, пускатель и так далее).Все это сильно усложняет изготовление станка.
Вывод — для домашней кузницы достаточно улитки, с помощью которой можно гнуть изделия из металла вручную. Каждый, кто разберется во всех нюансах его конструкции и хоть что-то разберется в электротехнике, сможет самостоятельно установить на него электропривод.
Изготовление улиток
Показаны несколько устройств. Примерно так (в основании) и должно получиться.
Сборка улитки своими руками — это один из вариантов самостоятельного проектирования, когда нет смысла давать рекомендации с указанием точных параметров всех комплектующих.Здесь нужно ориентироваться на собственное представление о том, что и как будет гнуться (радиусы, количество витков спирали и так далее). Но если станет ясна суть процесса изготовления, то сама сборка затруднений не вызовет.
Настольное устройство
Процесс холодной штамповки требует больших усилий. Если у вас уже есть готовый верстак, возможно, вам придется его укрепить. При изготовлении улитки с нуля каркас стола делается только из металла — швеллер, уголок, толстостенная труба.
Понятно, что столешница тоже должна быть металлической. Во время работы улитка будет подвергаться как статическим, так и динамическим нагрузкам. Поэтому обычный лист железа не подходит. Только пластина, и не менее 4 мм.
Маркировка и установка «навесного» оборудования
Пожалуй, самый творческий этап работы. Все можно сделать своими руками. Но как, с учетом перспектив или ограничиться выпуском подобных образцов?
Вариант 1.Самый простой. Смысл операции в том, что на столешнице рисуется спиральный контур.
По сути, это набросок будущих фигурных деталей, например, из бруса. После этого достаточно вырезать несколько отрезков из согнутой по радиусу толстой полосы железа. Их приваривают к столешнице, и механизм загибания в основном готов.
Кому-то такое исполнение будет привлекательнее — с цельной полосой.
Но практика показывает, что работать с такой улиткой сложнее.Например, при снятии с него готового изделия возникнут определенные трудности.
Вариант 2. То же, но нарисовано несколько контуров. Вдоль каждого просверливаются отверстия, в которых нарезается резьба. Осталось только подготовить шаблоны для стоп-сегментов. Своими руками их делают, как правило, из плотного картона или фанеры.
Из них металлические колодки, в которых после очередной разметки также просверливаются отверстия под посадочные «гнезда» в плите.Такая конструкция позволит организовать на одном столе производство спиральных заготовок разного радиуса. Вам нужно только, в зависимости от формы сгиба, установить соответствующие сегменты в определенных местах. Их крепление к основанию — болтовое. Можно поступить иначе. Вместо таких упоров ставьте цилиндрические.
Для фиксации притягиваются болтами (снизу пластины) или изготавливаются сразу ножками (+ резьба) и вкручиваются в столешницу. С ними намного удобнее.А если есть, то сделай сам — пару часов сделай.
Вариант 3. Подготовить несколько съемных модулей, которые при необходимости следует менять.
Улитка в сборе
Установлен лемех, прикреплены рычаги, боковой упор. Все это хорошо видно на рисунках.
Все, что есть в сарае (гараже, на чердаке) — отрезы труб, стержни, уголки и тому подобное, пойдет в действие. Если принцип работы улитки понятен, то подсказки больше не нужны.
Проверка здоровья
Это всегда подразумевается, поэтому без комментариев.
В принципе сделать улитку для холодной ковки не так уж и сложно. Более того, для таких устройств нет единого стандарта. Кто-то скажет — не проще ли купить заводскую модель? Во-первых, как уже было сказано, на поиск уйдет много времени. Во-вторых, не факт, что его возможности совпадают с фантазиями мастера. В-третьих, нужно будет облегчить кошелек примерно на 19000 (ручная) и 62000 (электрическая модель) рублей как минимум.
Удачи в изготовлении улитки своими руками!
Инструменты, оборудование и запасные части для ковки металла
Ковка — это процесс горячей или холодной деформации металла, используемый для производства металлических деталей, где прочность имеет первостепенное значение, например, шатуны двигателя и ручной инструмент. Сам процесс включает использование сжимающих усилий для формования и деформации металла в желаемую форму. Для большинства применений ковка влечет за собой нагрев основного металла до тех пор, пока он не станет достаточно пластичным для работы, хотя также выполняется холодная и теплая ковка.
Кузница, которую иногда называют подом, представляет собой компонент, который нагревает металл перед формовкой. В самом фундаментальном виде ковку можно понять как изготовление подков. Кузнец нагревает металл в очаге, затем ударяет его молотком по наковальне, чтобы сплющить его, изогнуть, проткнуть и вообще придать ему форму, неоднократно нагревая металл для сохранения пластичности. Маленькие кузницы, работающие на газе, доступны для кузнецов, хотя многие кузнецы предпочитают строить свои собственные.
Современная промышленная поковка основана на сложном, тяжелом оборудовании, способном производить как мелкие точные детали, так и большие детали весом в несколько тонн. Как и в случае отливок и сварных деталей, многие поковки обрабатываются на станке после того, как они были изготовлены для достижения их окончательной формы. В этой статье обсуждаются основные инструменты, которые использует кузнец, прежде чем обсуждать более автоматизированное оборудование современного кузнечного производства, в том числе:
- Молоты ковочные
- Ковочные прессы
- Плашки ковочные
Наковальни
Наковальня — это большая металлическая пластина, обычно сделанная из стали, которая служит верстаком для кузнеца или автоматического молотка.Металл помещается на наковальню, где ему забивают правильную форму. Наковальни традиционно имеют плоскую ударную поверхность, хотя доступны изогнутые вершины наковальни. На наковальне иногда можно найти крепкое отверстие и пробивное отверстие — оно служит квадратным гнездом для установки хвостовика выносливого, сменного инструмента различных форм, используемых для отрезания, гибки и т. Д. зазор для пробивки отверстий в металле.
Долота
Зубила режут материалы, раскалывающие металл.Они традиционно изготавливаются из высокоуглеродистой стали и имеют длинное восьмиугольное поперечное сечение с заостренной режущей кромкой на одном конце. Есть два типа долот — горячие и холодные. Стамески для холодной штамповки обычно имеют более тонкую конструкцию и лучше подходят для холодной ковки. С другой стороны, горячее долото помогает в процессах горячей штамповки. Долота традиционно применяются при ручной ковке.
Клещи
Клещи для транспортировки нагретого металла от кузницы до наковальни.Доступно множество различных форм ключей для обеспечения надлежащего захвата различных металлических форм и размеров.
Фуллерс
Формовочные инструменты, которые создают канавки или углубления в процессе ковки, известны как долыки. Фуллеры также помогают скруглить углы и растянуть металл. Традиционно используемые попарно, долыки работают за счет размещения одного под металлом, а другого сверху. Это позволяет одновременно производить вдавливание обеих сторон металлической детали.
Ковочные молотки
Различные процессы ковки подходят для разных областей применения — такие варианты, как горячая ковка, холодная ковка, ковка в закрытых штампах, штамповочная штамповка и штамповка, являются лишь несколькими примерами.Многие из этих процессов ковки требуют использования молотка для сжатия и придания металлу формы. Ковочные молотки различаются по форме, размеру и материалу в зависимости от конкретного применения, но все промышленные молотки обычно прикладывают силу с помощью большого плунжера. Два основных типа молотков:
- Отбойные молотки : Гравитация позволяет тяжелому гидроцилиндру упасть на металл.
- Электромолоты : Молот приводится в движение сжатым воздухом, гидравликой или электричеством.
Молоты способны наносить ударные удары с силой до 50 000 фунтов.в их самых больших воплощениях, также доступны блоки меньшей мощности. Для увеличения усилия ковки кузнецы обращаются к прессам.
Ковочные прессы
Ковочный пресс создает силу за счет механической или гидравлической энергии, не полагаясь на вес молотка и помощь силы тяжести для придания металлу желаемой формы. В то время как молотки формируют локализованную часть металла, кузнечный пресс может выковать все изделие сразу в процессе, известном как ковка в закрытых штампах.Ковочные прессы также дублируют действие молотков в процессе открытой штамповки. Доступны как горизонтальные, так и вертикальные ковочные прессы. Горизонтальные прессы называются высадочными. К двум типам кузнечных прессов относятся:
- Механический ковочный пресс : механическое устройство (часто кривошип) приводит в движение маховик с приводом от двигателя, прижимая толкатель к металлу. Механические прессы не подходят для ковки больших или сложных изделий, но полезны там, где требуются простые эффекты формования.Они способны производить усилие до 20 000 тонн.
- Гидравлический ковочный пресс : Жидкость под высоким давлением, приводимая в движение гидравлическими насосами, прижимает плунжер к металлу. Гидравлические прессы могут обеспечивать более высокие усилия, чем механические, и иногда предпочтительны для приложений, которые создают большие или сложные компоненты. Для кузнечных операций доступны небольшие гидравлические прессы с усилием от 10 тонн, и с этого момента они становятся все более мощными, причем некоторые очень большие прессы работают с диапазоном усилий от 50 000 тонн и выше.
Плашки ковочные
Ковочные прессы, используемые для штамповки в закрытых штампах, требуют штамповки для правильного формования металла. Плашки действуют как формы, в которые запрессовывают горячий ковкий металл. Поскольку штампы уникальны для каждого проекта штамповки, они дороги и могут привести к высоким затратам на настройку перед штамповкой — штамповка с штампами лучше всего подходит для средних и крупных производственных серий. Есть два основных типа штампов:
- Открытая матрица : Открытая матрица похожа на кузнечный молот и наковальню и обычно доступна в форме, которая позволяет выполнять определенные задачи, такие как квадрат.Они не полностью покрывают металл, обеспечивая свободный поток везде, кроме места встречи металла с матрицей. Поковка в открытых штампах — хороший выбор для обработки металлов на заказ, поскольку ее можно использовать для производства всего лишь одной поковки. Это также полезно при ковке очень больших деталей. Там, где кузнец может использовать щипцы для захвата горячей металлической поковки, многие большие поковки обрабатываются механическими манипуляторами из-за их огромного веса. Ковка в открытых штампах во многом зависит от умения кузнеца создавать желаемые формы.Помимо изготовления ступенчатых валов, колец и цилиндрических полостей, открытая штамповка часто используется для изготовления полусферических концов сосудов высокого давления.
- Закрытая матрица : Здесь металл полностью закрыт. Когда молоток или пресс толкает металл, металл течет и заполняет полость или полости матрицы. Как правило, предварительно кованная деталь будет иметь некоторое сходство с окончательной штамповкой перед тем, как она будет помещена в штамп, предварительно сформированная серией так называемых блокирующих штампов.
Сводка
В этой статье кратко рассматриваются инструменты и оборудование для ковки металла. Для получения дополнительной информации о других продуктах обратитесь к другим нашим руководствам или посетите платформу Thomas Supplier Discovery Platform, чтобы найти потенциальные источники. Более подробную информацию о кузнечном и кузнечном оборудовании можно найти на сайте Ассоциации кузнечной промышленности.
Прочие изделия из металла
Больше от Custom Manufacturing & Fabricating
Что это? Преимущества, Процесс, Горячие и холодные, Типы, Соображения
Введение
Это наиболее полное руководство по холодной штамповке, доступное в Интернете.
В этой статье рассматриваются следующие темы:
- Что такое холодная ковка и как она работает
- Преимущества и недостатки холодной штамповки
- Сравнение горячей штамповки и холодной штамповки
- Металлы и оборудование / машины бывшие в употреблении
- Холодная штамповка
- И многое другое…
от компании Anderson Shumaker
Глава первая — Что такое холодная штамповка и как она работает?
Холодная штамповка — это процесс формовки и производства металла, при котором пруток вставляется в штамп и сжимается во второй закрытой штампе. Процесс завершается при комнатной температуре или ниже температуры рекристаллизации металла для придания металлу желаемой формы или конфигурации.
Холодная штамповка — это эффективный и экономичный процесс деформирования металла для производства больших объемов деталей по низкой цене. Существует три метода холодной ковки, которые различаются в зависимости от температуры, которые могут быть холодными, теплыми или горячими и включают использование молотков, штампов или прессов для придавать форму, сжимать, деформировать и катить металлы. Холодную ковку не следует путать с механической обработкой или литьем, поскольку конечный результат — более прочный и качественный продукт.
В отличие от горячей или горячей штамповки, холодная штамповка формирует и деформирует пруток при комнатной температуре с использованием локализованного сжимающего усилия. В зависимости от требований к конструкции детали заготовка может проходить через несколько штампов или подвергаться ударам несколько раз подряд для достижения правильной формы.
Глава вторая — Как работает холодная штамповка
Низкая стоимость холодной ковки обусловлена снижением трудозатрат и устранением вторичной обработки.Детали производятся быстро и эффективно со скоростью до 1000 штук в час, что снижает удельную стоимость. Производство просто заключается в том, чтобы вставить металлическую деталь и позволить машинам быстро и экономично выполнить работу.
Готовые изделия из холодной штамповки имеют идеальную поверхность и улучшенную стабильность размеров, как показано на изображении ниже. Различные процессы повышают прочность и долговечность заготовки, позволяя производить долговечные изделия или детали.
Процесс холодной штамповки —
Этап 1: Смазка
— Перед ковкой заготовку обрабатывают смазкой, чтобы предотвратить ее прилипание к матрице и сохранить ее прохладной во время процесса штамповки, поскольку при деформации могут возникать температуры от 250 ° до 450 °.
Шаг 2: Вставка металлической детали
— Металлическая деталь помещается на матрицу, имеющую форму последней детали.Матрица может иметь две секции, одна из которых прикреплена к молотку, а другая — под заготовкой. Молоток — это верхняя часть и ударный механизм, создающий силу для деформации металлической детали.
Шаг 3: Ход
— Удар по заготовке или ход может производиться тремя механизмами — гидравлическим, пневматическим или механическим. Каждый из этих методов направляет вал с молотком на нем с большой силой вниз на заготовку для создания желаемой формы.Это происходит с точностью до миллисекунд. В некоторых случаях молоток может потребоваться несколько раз подряд для получения точного контура и формы.
Шаг 4: Вспышка
— Вспышка — это лишний металл, который находится вокруг матрицы или набора штампов. Он выступает из корпуса поковки в виде тонкой пластины в месте соединения штампов и удаляется во время обрезки. Вспышка ограничивает поток металла, обеспечивая идеальное впечатление. Наличие вспышки необходимо для того, чтобы металл полностью заполнил матрицу.
Шаг 5: Удаление детали
— Метод удаления детали зависит от типа процесса. Большинство современных производителей используют автоматику для удаления детали конвейером или рукой робота. Это еще одна мера экономии, которая устраняет необходимость в транспортировке материалов.
Шаг 6: После формирования
— Как и в случае с другими частями процесса, это может принимать различные формы. Для деталей, требующих одного штампа и одного хода, деталь обрезается и отправляется на отгрузку.В случае деталей, которые имеют несколько граней, они перемещаются в другие процессы штамповки для добавления элементов. Перемещение штампа от станции к станции обычно автоматизировано. С более крупными деталями используются другие механизированные методы, которые могут включать подъемник, вилочный погрузчик или кран.
Глава третья — Преимущества холодной ковки
В этой главе подробно обсуждается шесть основных преимуществ холодной кромки. В их числе:
- Рентабельность
- Более быстрое производство
- Экологичность
- Превосходная производительность продукта
- Высокая производительность
- Большой выбор металлов
Приведенная ниже информация описывает некоторые преимущества холодной ковки и причины ее широкого использования.В третьей главе сравниваются холодная и горячая штамповка, а также преимущества каждой из них.
Рентабельность:Холодная штамповка — это низкая стоимость за счет 3 факторов — предварительной обработки, температуры и чистовой обработки. В других методах формования металла заготовка должна подвергаться некоторой форме предварительной обработки, такой как нагрев. Печи, обжиговые печи или электричество обычно используются для повышения температуры металла выше точки его рекристаллизации.Они дороги в обслуживании, производят загрязняющие вещества и требуют много времени.
При холодной штамповке после обработки заготовка становится законченной и требует минимальной обработки, что снижает затраты на рабочую силу.
Холодная штамповка позволяет экономить до 70% производственных затрат, так как очень мало отходов и лома.
Более быстрое производство:
Холодная штамповка — это простой процесс, при котором заготовка помещается непосредственно в кузнечный станок для мгновенного изготовления готовой детали.Современные производители используют автоматику для загрузки заготовки и снятия ее с пресса. Как вы можете видеть на этом видео, металл загружается в станок, обрабатывается и перемещается дальше. Время между входом и окончанием составляет менее секунды.
Экологичность:
Основная причина, по которой холодная ковка является экологически чистой, заключается в устранении потребности в тепле, поскольку дым и дым из печей вызывают значительные выбросы углерода.Это также снижает стоимость, поскольку производителям не нужно устанавливать оборудование для фильтрации и очистки воздуха.
Превосходная производительность продукта:Холодная штамповка позволяет получать изделия с превосходными характеристиками, поскольку она изменяет структуру зерна заготовки в соответствии с конфигурацией конечной детали.
Устраняет возможные негативные реакции:
Обработка металла может создать множество потенциальных проблем.Холодная ковка устраняет некоторые отрицательные эффекты, такие как усталостная пористость, за счет увеличения общей прочности металла и устранения риска потери целостности материала.
Повышенное качество и долгий срок службы:
Холоднокованые детали способны выдерживать высокие нагрузки. Когда заготовка выходит за пределы ее предела текучести или упругости, она все еще может сохранять свою измененную форму.
Сохранение допусков детали:
Критические и строгие допуски деталей поддерживаются на протяжении всего производственного цикла.Они воспроизведены до мельчайших деталей, так что каждая часть является точной копией первой.
Свобода дизайна:
В отличие от других процессов, холодная штамповка дает свободу проектирования, когда можно создавать сложные контуры и формы, которые потребуют множества различных и дорогостоящих вторичных методов в других процессах.
Высокая производительность:
Хотя могут быть различия между методами производства холодной штамповки, высокая производственная скорость холодной штамповки позволяет производить от 50 до более 400 штук в минуту.Единственное, что влияет на скорость процесса, — это размер детали.
Большой выбор металлов:
Можно ковать широкий спектр металлов, в том числе твердые, такие как углеродистая сталь, легированная сталь и нержавеющая сталь, а также мягкие металлы, такие как алюминий, латунь и медь.
Разнообразие болтов холодной ковки из различных металловНа этом изображении представлены образцы болтов, изготовленных методом холодной штамповки.Каждый из различных болтов был сделан из разного металла. В комплекте идут из меди, латуни, алюминия и стали.
Глава четвертая — Горячая и холодная ковка
Разница между горячей ковкой и холодной ковкой заключается в температуре: холодная ковка деформирует и нагружает металлы при комнатной температуре, в то время как горячая ковка нагревает металлы вблизи их точек плавления.
Ключом к температурному диапазону является рекристаллизация: холодная штамповка проводится перед рекристаллизацией, а горячая штамповка нагревает металл выше точки рекристаллизации.
Выбор холодной ковки или горячей ковки зависит от:
- A Изготовители оборудования и обработки: Производители специализируются на том или ином процессе, чтобы максимально использовать свое оборудование.
- Потребительский запрос: На этапе проектирования деталей инженеры принимают решение относительно наилучшего процесса производства своих конструкций, поскольку холодная и горячая ковка имеет свои ограничения.
- Типы производимых деталей: Во многих случаях ограничения в выборе правильного процесса определяются конструкцией детали, поскольку определенные детали могут быть подвергнуты только горячей штамповке, в то время как другие идеально подходят для холодной штамповки. Конструкции деталей, изготовленных методом холодной ковки, просты, без сложных деталей, в то время как горячая штамповка позволяет получать изделия с очень точными мелкими деталями.
- Требование более низкой стоимости: По возможности производители выбирают холодную ковку, поскольку она требует меньшего количества оборудования и не включает нагрев, что значительно снижает общую стоимость производства.
Горячая штамповка
Горячая ковка выполняется при исключительно высоких температурах от 700 ° C или 1292 ° F до 1000 ° C или 1832 ° F. Повышенные температуры помогают избежать деформации и упрочнения, а также снижают поток напряжений и количество энергии, необходимое для деформации. и профилировать металлы. После остывания металлы сохраняют свою деформированную форму. В процессе формования используются гидравлические, пневматические и механические прессы.
Характеристики горячей штамповки:
Штампы или пресс-формы:Одной из основных статей расходов на горячую штамповку является стоимость изготовления штампов и форм, изготовленных из усиленной стали, выдерживающей экстремальные температуры, способной противостоять усталости и обладающих пластичностью, ударной вязкостью и прочностью на разрыв.
Формы горячей штамповки:
Хотя многие методы горячей штамповки похожи на методы холодной штамповки, другие методы включают в себя газовую формовку, закалку в штампе, формовку вытяжкой и изотермическую обработку.
Температура металла:
Тип процесса определяет температуру металла при формовании.В некоторых процессах металл полностью расплавляется и выливается в форму или проталкивается через матрицу. В других случаях его отжигают и формуют с помощью штампа или пресс-формы под давлением и сжатием.
Опасные факторы окружающей среды:
Самый большой недостаток — это количество загрязняющих веществ, образующихся в процессе нагрева. Это была серьезная проблема с момента ее возникновения во время первой промышленной революции, и производители постоянно сталкивались с этой проблемой на протяжении многих лет.На видео ниже показано количество образовавшегося дыма.
Пресс горячей штамповки 1000 тонн: смазка для штампов на масляной основе
Обогрев металлов:
Детали необходимо нагреть выше точки рекристаллизации, которая намного превышает 300 ° F и может доходить до 1000 градусов. Для достижения соответствующей температуры требуются большие печи или обжиговые печи.
Затраченное время:
Сложный характер горячей штамповки требует времени для нагрева металла, его обработки и охлаждения. Хотя фактическая штамповка, деформация или формование занимает примерно столько же времени, что и холодная ковка, процессы нагрева и охлаждения требуют тщательного ухода и управления в течение длительных периодов времени.
Результаты горячей штамповки:Нагрев и охлаждение металлов увеличивает их прочность, ударную вязкость и пластичность, но снижает их твердость.В процессе охлаждения металлы могут коробиться и терять форму.
Масштабирование:Горячая штамповка может вызвать окисление, которое приводит к образованию окалины, которое может обесцветить поверхность металла, что затрудняет чистовую обработку.
Чистовая обработка:
Детали необходимо обработать, чтобы устранить деформации, дефекты и ошибки в процессе нагрева. Эти вторичные операции трудоемки и требуют нескольких видов специализированного оборудования.
Холодная штамповка
Температура, при которой происходит ковка, отличает холодную ковку от горячей. Для горячей штамповки деталь нагревают до температуры выше точки рекристаллизации, что изменяет ее микроструктуру. Когда он нагревается, его внутреннее напряжение и прочность устраняются, что делает его более пластичным. Холодная ковка не требует нагрева, позволяя металлу сохранять свою прочность и микроструктуру.
Характеристики холодной поковки следующие:
Температура формования:Металлы формуются при комнатной температуре ниже точки их рекристаллизации, что позволяет снизить затраты и избежать расходов на печи.
Скорость:
Скорость варьируется от семи штук в минуту для машин небольшого объема до 400 штук в минуту для машин большого объема.
Оснащение:Холодная штамповка выполняется на станках, предназначенных для придания формы металлу, включая выжимку, гибку, резку и волочение. Оборудование доступно в широком диапазоне цен в зависимости от количества техники и ее размеров.
Стоимость:
Экономия средств за счет материала и скорости. Экономия материала достигается за счет небольшого количества производимого лома — до 70%.Поскольку детали производятся очень быстро, стоимость единицы продукции значительно ниже.
Факторы окружающей среды:Никаких выбросов или загрязняющих веществ не происходит, как это видно на этой машине от Stalcop ниже. Все замкнуто и замкнуто. Углерод и другие загрязнители исключаются, поскольку нет необходимости нагревать металл.
Результаты холодной ковки:
Как видно на диаграмме ниже, структура зерен металлов перестроена, чтобы следовать за потоком конечной детали, что устраняет усталостную пористость, увеличивает прочность на сдвиг и снижает любой риск целостности материала.Напрягая металл, он становится прочнее и эластичнее. Недостатком является то, что после холодной ковки металл теряет пластичность и становится более хрупким.
Масштабирование:
Перед ковкой металла важно удалить любые накипи, такие как ржавчина или коррозия, которые могут образоваться во время хранения. Если не снимать, деталь будет иметь такой же износ, как при горячей штамповке.
Чистовая обработка:
Требуется минимальная отделка.После обработки деталь готова к использованию или отправке.
Недостатки холодной штамповки
Холодная ковка не идеальна. Как и для любого метода производства, для холодной ковки существуют ограничения и ограничения, которые необходимо учитывать, прежде чем выбирать ее для своего следующего производственного проекта.
- В больших объемах можно производить только простые формы и дизайн.Уникальные, необычные или замысловатые узоры не поддаются холодной ковке. Уровни деформации и качества формования ограничены, а металлы, полученные методом холодной ковки, обладают меньшей пластичностью.
- Изменение зернистости металла придает ему дополнительную прочность, но может вызвать остаточное напряжение.
- Некоторые методы холодной ковки требуют термической обработки для устранения возможных трещин или упрочнения при ползучести.
- Существует ограничение на типы металлов, которые можно подвергать холодной ковке. Не следует выбирать материалы с низкой пластичностью и чувствительностью к деформационному упрочнению, поскольку они теряют пластичность и ломаются под действием растягивающего напряжения. Могут использоваться только металлы с твердостью HRC 44 по шкале Роквелла.
- Производственные процессы требуют большого усилия для создания необходимой силы сжатия и давления.Хотя добавление гидравлики и пневматики уменьшило размер оборудования, оно не уменьшило количество потребляемой мощности машин.
- Инструменты, штампы и формы должны быть специально спроектированы, а также достаточно прочными и прочными, чтобы выдерживать постоянную повторяющуюся силу.
Глава пятая — Процессы холодной штамповки
Развитие различных технологий и достижений в области обработки металлов привело к появлению нескольких методов холодной обработки металлов давлением.Каждая из них предназначена для разных целей, но все они предназначены для эффективного и быстрого производства продукции без необходимости вторичной отделки.
Восемь наиболее распространенных процессов холодной штамповки:
- Гибка
- Холодная прокатка
- Матрица закрытая
- Рисунок
- Экструзия
- Открытая матрица
- Кольцо поковка
- Обжимной
Как я буду обсуждать в конце этой главы, существует больше процессов, чем только перечисленные.Описания ниже предоставляют вам базовые данные для начального понимания различных методов.
Кроме того, очень важным аспектом процесса холодной штамповки является тип используемой смазки. Двумя наиболее распространенными являются фосфат цинка или какое-либо полимерное покрытие. Хотя холодная ковка выполняется при комнатной температуре, в процессе гибки и формовки температура металлов повышается. Смазка может предотвратить ошибки и предотвратить прилипание заготовки к матрице и продлить срок службы инструментов.
Производители смазочных материалов предлагают широкий выбор продуктов для каждого типа процесса холодной штамповки. Изображены графитовые смазки, но доступны типы без графита, а также покрытия из алюмината кальция, фторида алюминия и фосфата.
Обычные методы холодной ковки:
Гибка —Гибка выполняется с использованием пресса и штампа, когда заготовка прижимается к формовочному инструменту.Его также называют прокаткой пирамиды и иногда используют для подготовки детали к другому процессу холодной штамповки. Заготовка растягивается по одной оси, образуя угол.
Холодная прокатка —
Прокатка — это процесс формования, при котором металл пропускается через пару вращающихся роликов для пластической деформации, вызванной сжимающей силой. Напряжения сжатия вызывают трение между валками и поверхностью металлической заготовки.Обычно используется для обработки стали.
Закрытая матрица —
При штамповке в закрытых штампах заготовке придают форму путем последовательных механических ударов после того, как ее поместили между двумя половинами штампа. Поскольку молоток ударяет по заготовке несколько раз, некоторые производители называют штамповку в закрытых штампах штамповкой. При ударе по металлу он течет в полости матрицы, изменяя ее форму.
Чертеж —
Вытяжка — это протягивание заготовки через матрицу за счет усилия на разрыв, приложенного на выходе из матрицы. По мере протягивания заготовки происходит уменьшение площади поперечного сечения с увеличением ее длины. Формованные металлы имеют более точные допуски по размерам, чем полученные прокаткой.
Экструзия —
Заготовка или заготовка проталкивается через матрицу ниже сжимающего усилия, имеющего профиль конечной детали.После прохождения его обрезают до необходимой длины, готовят к отправке или отправляют для дальнейшей обработки. Усилие, прилагаемое при холодной экструзии, может достигать 20 000 кН или 2007 тонн. Экструзия может производиться вперед, назад или в обоих направлениях.
Прямая экструзия — металл проталкивается вперед через матрицу.
Обратная экструзия — металл входит в матрицу в обратном направлении, образуя отверстия или чашки, в результате чего дно становится толще его сторон.
Боковое выдавливание — сила прикладывается сбоку, сбоку к направлению выдавливания, чтобы добавить в профиль второй элемент.
Открытый штамп:Для открытой штамповки используются две плоские штампы без предварительно вырезанного профиля. Заготовке постепенно придают форму с помощью нескольких процессов, позволяющих производить широкий диапазон форм и размеров. Он в основном используется с конструкциями, включающими большие металлические компоненты, требующие высочайшей структурной целостности.Деформация достигается перемещением заготовки.
Выдавливание, также известное как калибровка, представляет собой форму обработки в открытом штампе, при которой сила прикладывается на небольшом расстоянии, обеспечивая точную размерную отделку.
Кольцо поковка —
При ковке в виде кольца в середине штампуется круглая заготовка, чтобы получить форму пончика. По мере того как пробитая деталь вращается, она ударяется и сжимается.В результате производятся бесшовные кольца идеального диаметра и прочности.
Обжимной —
Обжимка или радиальная ковка — это деформация заготовки, при которой две части подходят друг к другу. Он автоматизирован и отличается высокой надежностью. Есть два типа обжатия: трубчатая и радиальная. Обжатие трубок похоже на экструзию, когда заготовка проталкивается через матрицу. При радиальной обжимке молоток проталкивает заготовку через две или более матрицы.
Когда вы начнете поиск производителя холодной штамповки, вы найдете больше методов, чем семь описанных здесь. Базовое понимание нескольких возможных методов поможет вам авторитетно и разумно говорить с продюсерами, а также уметь интерпретировать их жаргон.
Как и любой современный метод производства, вы обнаружите, что холодная штамповка постоянно развивается по мере развития новых технологий и методов.Важным и растущим фактором является добавление автоматизации и робототехники, которые быстро меняют облик отрасли. Специалист по ковке может указать вам правильное направление, чтобы найти процесс, который наилучшим образом соответствует вашим потребностям.
Глава шестая — Оборудование и машины для холодной штамповки
Оборудование и станки для холодной штамповки бывают трех видов — гидравлические, пневматические и механические.Хотя некоторые поставщики специализируются только на одном типе, вы обнаружите, что у большинства есть несколько вариантов в зависимости от цены и типа операции. Технология и автоматизация являются общими, как вы можете видеть на рисунке ниже, который представляет собой пресс для холодной штамповки с сервоприводом от Marvel Machinery. Отрисовки дизайна деталей создаются с помощью инженерного программного обеспечения, такого как САПР.
Есть требования, которым должны соответствовать машины, чтобы их можно было использовать для холодной ковки.
- Force — Процессы холодной штамповки зависят от огромного усилия. Подключенное к нему оборудование должно быть способно поглощать эту силу и рассеивать ее.
- Balance — Машины должны быть статически и динамически сбалансированы по массе, чтобы уменьшить вибрацию и повысить производительность.
- Долговечность с течением времени — Независимо от метода холодной ковки, для каждого из них требуется мощное повторяющееся усилие.Чтобы машина прослужила долго, она должна выдерживать эту силу.
- Несколько операций — Современные машины для холодной штамповки или формовки, называемые коллектором, выполняют от одной до нескольких операций в течение одного процесса. Это необходимо, поскольку существует ограниченная степень деформации, которую можно выполнить за один ход.
Виды оборудования для холодной штамповки:
Гидравлический штамповочный молот —Гидравлический штамповочный молот разработан для обеспечения максимальной силы при минимальных затратах.Он может производить широкий ассортимент оттисков из различных штампов. Он работает с использованием инженерных концепций гидравлики, когда несжимаемая жидкость находится в цилиндре. Когда жидкость сжимается поршнем, вал с прикрепленной матрицей опускается на заготовку.
Винтовой пресс —
Винтовой пресс используется для большой деформации из-за низкой скорости прессования. Его можно использовать для штампов без заусенцев и поковок с длинными прутками.Конфигурация винтового пресса позволяет использовать его для однопроходных штампов, которые включают гибку и окончательную штамповку. Электродвигатель обеспечивает вращение винта, который прижимает матрицу к заготовке.
Высокоскоростной пресс с С-образной рамой —
Конструкция с С-образной рамой подходит для операций формовки, штамповки, гибки и многопрессовых операций. Они бывают с одним или двумя кривошипами, с усилием штамповки от 110 до 400 тонн и ходом скольжения от 110 до 280 мм.Они могут работать с высотой штампа от 435 до 600 мм и могут использоваться для производства мелких деталей.
Пневматический приводной пресс —
Пневматический приводной пресс может покрывать весь спектр функций штамповки. Они оснащены фрикционной муфтой и тормозом с пневматическим приводом. Мощность пресса создается воздушным компрессором, который прижимает ковочный молот к заготовке за счет давления воздуха в цилиндре с поршнем.
Механический холодный пресс —
Из разновидностей машин холодной ковки, механическая версия становится наименее используемой, поскольку они должны быть очень большими, чтобы обеспечивать необходимое усилие.У них есть маховик, накапливающий энергию от двигателя. Когда маховик приводится в действие, он вдавливает молоток или трамбовку на матрицу. Он может обеспечивать мощность в течение нескольких оборотов, но должен работать на холостом ходу, чтобы восстановить мощность своего двигателя, прежде чем он сможет продолжить свои циклы.
Из множества разновидностей оборудования для холодной штамповки наиболее распространенными являются гидравлические и пневматические, поскольку они занимают меньше места, могут обеспечивать различное усилие и являются программируемыми. Когда вы исследуете свой выбор для производства, лучше всего знать, какие типы оборудования имеет производитель, поскольку современное оборудование с большей вероятностью будет производить детали более высокого качества.
Холодная ковка предлагает широкий выбор металла для проекта. Различные разновидности включают твердые металлы, такие как углеродистая сталь, легированная сталь и нержавеющая сталь. Алюминий, латунь, медь, кремний и магний — мягкие металлы, которые можно использовать. Единственное требование к любому металлу — это его твердость 44 HRC или ниже по шкале Роквелла.
Медь —Медь — отличный металл для холодной ковки, поскольку она очень пластичная и ковкая.Ему можно придать форму, согнуть или потянуть с небольшим усилием, а детали из него устойчивы к коррозии и ржавчине.
Алюминий —
Алюминий — это цветной металл, который очень легкий и имеет низкую плотность. Он имеет температуру плавления 1220 ° F, податлив, устойчив к ржавчине и коррозии.
Углеродистая сталь —
Углеродистая сталь представляет собой сплав железа и углерода.Различные сорта зависят от количества углерода, смешанного с железом. Он обладает исключительной прочностью и пластичностью.
Нержавеющая сталь —
Нержавеющая сталь стала одним из наиболее часто используемых металлов благодаря своей коррозионной стойкости, внешнему виду и прочности. Хотя термин нержавеющая сталь обычно используется для описания любой стали, имеющей свои характеристики, нержавеющая сталь бывает разных марок в зависимости от содержания в ней сплава.
Стали для холодной ковки —
Низкоуглеродистые стали с содержанием углерода 0.От 1% до 0,25%. Холодная ковка улучшает деформационное упрочнение стали, устраняя необходимость в аустенизации, закалке или отжиге.
| Подходящий сплав | Характеристика деформируемости в холодном состоянии |
|---|---|
| Медь | Отлично |
| Золото, серебро и большая часть их сплавов | Отлично |
| Латунь — Картридж Латунь | Хорошо |
| Платина, палладий, тантал и их сплавы | Большинство из них формуются в холодном состоянии. |
| Титан и его сплавы | Чистый Ti и сплавы с высокой пластичностью, да, но сплавы типа 6-4 подходят только для горячей головы. |
| Никель и его сплавы | Чистый Ni — да, сплавы с относительным удлинением при комнатной температуре 20% и более — да. |
| Чугун и сталь | Чистое железо, да. Стали, в зависимости от стали. Многие из них поддаются холодному формованию. |
Самое логичное и важное, что вы можете сделать, выбирая металл для проекта, — это провести исследование.Каждый тип металла по-разному реагирует на пластификацию и деформацию. Выбранный вами металл должен соответствовать его конечному использованию и требуемой прочности. Если вы проконсультируетесь со специалистом по кузнечному делу, вы получите ценную информацию, которая поможет вам сделать правильный выбор.
Глава восьмая — Применение холодной штамповки
Холодная штамповка позволяет получать формы любого размера с высокой точностью размеров и структурной точностью.Экономическая эффективность и скорость холодной ковки сделали ее самой популярной производственной альтернативой.
Холодная штамповка отвечает требованиям современной промышленности, потому что:
- Максимальное использование сырья: Основное вложение для любой операции — сырье. В процессе холодной ковки очень мало отходов. Вспышку и обрезку можно вернуть в производственный процесс.
- Снижает затраты: Поскольку детали производятся быстро, стоимость единицы продукции очень низкая, что делает конечные продукты более прибыльными и менее дорогими в производстве.
- Позволяет производить детали высокого качества: Холодная ковка увеличивает прочность и долговечность деталей и изделий, гарантируя их долгий срок службы. Структура и характеристики фасонного изделия не меняются, обеспечивая превосходную точность размеров.
Применения, в которых используются детали холодной ковки:
Автомобили —Высокая прочность, надежность, качество и доступная цена сделали холодную штамповку очень привлекательной для автомобилестроения.Холоднокованые детали устанавливаются в местах высоких нагрузок из-за их превосходной ударопрочности. Такие компоненты, как трансмиссии, приводные валы, стойки или амортизаторы, изготавливаются методом холодной ковки. На схеме ниже показаны некоторые детали ходовой части автомобиля, изготовленные методом холодной штамповки.
Ручной инструмент и скобяные изделия —
Соединители, такие как гвозди, болты, заклепки и гайки, производятся методом холодной ковки в течение многих лет. Низкие допуски и превосходная точность размеров — вот почему производители ручных инструментов предпочитают холодную штамповку другим методам, таким как механическая обработка.
Военные —
Военные имеют очень строгие правила в отношении военной техники и выбирают холодную штамповку для изготовления гильз, пуль и другой военной техники. Детали обладают высокой надежностью и работоспособностью в условиях кризиса. Низкие допуски и прочность деталей делают их идеальными для боевого оружия.
Производство зубчатых колес —
Холодная штамповка используется для производства зубчатых колес, поскольку она устраняет необходимость в нарезке зубчатых колес.Зубчатые колеса могут быть изготовлены из заготовок менее 50 мм или профилированы с использованием витой проволоки. Для снятия остаточных напряжений и наклепа может потребоваться некоторый отжиг. Важным преимуществом зубчатых колес холодной ковки является то, насколько плавно и бесшумно они зацепляются.
Заключение
- Холодная штамповка позволяет получать металлы с низкими допусками и высокой точностью размеров при очень низкой стоимости и больших объемах.
- Холодная штамповка быстро и быстро создает готовые детали, которые сразу становятся доступными и готовыми. Производители
- предложат вам широкий выбор процессов для производства именно той детали, которая вам нужна, с использованием самого современного и технически совершенного оборудования.
- У вас будет широкий выбор металлов для завершения вашего проекта от закаленной стали и нержавеющей стали до меди и алюминия.
- У вас будет очень мало ограничений на количество продуктов, которые вы можете производить из устойчивых к нагрузкам компонентов вашего автомобиля, заклепок, шестерен и рабочих инструментов.
- Сравнивая холодную и горячую штамповку, вы обнаружите, что холодная штамповка занимает меньше времени и дает более прочные и долговечные детали и изделия.
У вас недостаточно прав для чтения этого закона в настоящее время
У вас недостаточно прав для чтения этого закона в настоящее время Логотип Public.Resource.Org На логотипе изображен черно-белый рисунок улыбающегося тюленя с усами.Вокруг печати красная круглая полоса с белым шрифтом, в верхней половине которого написано «Печать одобрения», а в нижней половине — «Public.Resource.Org». На внешней стороне красной круглой марки находится круг. серебряная круглая полоса с зубчатыми краями, напоминающая печать из серебряной фольги.Public.Resource.Org
Хилдсбург, Калифорния, 95448
Соединенные Штаты Америки
Этот документ в настоящее время недоступен для вас!
Уважаемый гражданин:
В настоящее время вам временно отказано в доступе к этому документу.
Public Resource ведет судебный процесс за ваше право читать и говорить о законах. Для получения дополнительной информации см. Досье по рассматриваемому судебному делу:
Американское общество испытаний и материалов (ASTM), Национальная ассоциация противопожарной защиты (NFPA), и Американское общество инженеров по отоплению, охлаждению и кондиционированию воздуха (ASHRAE) против Public.Resource.Org (Public Resource), DCD 1: 13-cv-01215, Объединенный окружной суд округа Колумбия [1]
Ваш доступ к этому документу, который является законом Соединенных Штатов Америки, был временно отключен, пока мы боремся за ваше право читать и говорить о законах, по которым мы решаем управлять собой как демократическим обществом.
Чтобы подать заявку на получение лицензии на ознакомление с этим законом, ознакомьтесь с Сводом федеральных правил или применимыми законами и постановлениями штата. на имя и адрес продавца. Для получения дополнительной информации о постановлениях правительства и ваших правах как гражданина в соответствии с верховенством закона , пожалуйста, прочтите мое свидетельство перед Конгрессом Соединенных Штатов. Вы можете найти более подробную информацию о нашей деятельности на публичном ресурсе. в нашем реестре деятельности за 2015 год. [2] [3]
Спасибо за интерес к чтению закона.Информированные граждане — фундаментальное требование для работы нашей демократии. Благодарим вас за усилия и приносим извинения за возможные неудобства.
С уважением,
Карл Маламуд
Public.Resource.Org
7 ноября 2015 г.
Банкноты
[1] http://www.archive.org/download/gov.uscourts.dcd.161410/gov.uscourts.dcd.161410.docket.html
[2] https://public.resource.org/edicts/
[3] https://public.resource.org/pro.docket.2015.html
Услуги по ковке металла | Горячая и холодная ковка
Что такое ковка металла?
Ковка металла — это процесс формовки металлической детали с использованием постоянного давления, часто применяемый для обработки стали или железа. Экстремальное давление может потребовать прокатки, прессования или удара по заготовке для придания ей нужной формы. Распространенными примерами кованых деталей являются прокатные стальные стержни и балки.
Ковка на прессе — один из наиболее часто используемых процессов. Вместо того, чтобы молотить или раскатывать материал, для придания формы детали используется пресс.Для сжатия материала пресс создает значительную силу. Некоторые прессы могут использовать давление до 50 000 тонн.
После ковки деталь новой формы имеет более плотную структуру, что делает ее более прочной и эластичной. Существует множество видов ковки. Методы ковки на прессе часто делятся на категории в зависимости от температуры, при которой детали кованы. К основным категориям относятся холодная, теплая и горячая ковка.
Сравнение горячей штамповки и холодной штамповки
Для штамповки деталей доступен широкий спектр процессов металлообработки.Тип поковки зависит от технических характеристик детали и требований к производственному циклу.
В большинстве случаев ковка металла включает использование сильного нагрева для размягчения металла. При горячей ковке металл можно нагреть до 2100 градусов по Фаренгейту. Поскольку металл более податлив, для его образования требуется меньшее давление.
После прессования материал остывает и затвердевает. Готовая деталь часто бывает намного прочнее своей первоначальной формы. Однако горячая штамповка обеспечивает менее точные допуски по сравнению с холодной штамповкой.
При холодной высадке металл не нагревается. Он образуется при комнатной температуре, что делает его более подходящим для работы с более мягкими металлами. Основные преимущества холодной ковки включают более высокую производительность и повышенную взаимозаменяемость.
Общие методы ковки
Капельная ковка — это процесс падения большого молотка на нагретый металл для придания ему формы штампа. Некоторые штампы представляют собой формы с различными формами, а другие имеют плоскую поверхность. Двумя наиболее часто используемыми методами штамповки являются штамповка в открытых штампах и штамповка в закрытых штампах.
При штамповке на прессе вместо молотка применяется пресс. Пресс движется с меньшей скоростью по сравнению с молотком, что позволяет ему проникать глубже в материал. Металлическая деталь подвергается воздействию равномерно.
По сравнению с штамповкой методом штамповки штамповка дает много полезных преимуществ. Он обеспечивает большую точность и производительность, что делает его пригодным для обработки крупных деталей. Некоторые прессы автоматизированы, что снижает трудозатраты и общие затраты. Это также более экономичное решение для крупносерийного производства.
Валковая ковка — это еще один процесс ковки, который в основном используется для производства стальных стержней и длинных деталей. В процессе ковки используются два цилиндрических валка, которые деформируют пруток. Нагретый материал проходит через цилиндрические валки до достижения желаемой формы и размера. Это приводит к меньшим отходам материала по сравнению с некоторыми методами ковки методом капельной ковки и обеспечивает благоприятную структуру зерна.
Ковка в закрытых штампах и ковка в открытых штампах
Традиционная кузнечная ковка — это разновидность открытой штамповки.Этот процесс требует размещения заготовки между двумя поверхностями, такими как наковальня и молоток. Молоток ударяет по заготовке, образуя ее.
Современная ковка в открытых штампах часто включает использование двух штампов. Заготовка зажата между матрицами, но никогда не ограничивается полностью. Преимущества выбора открытой штамповки:
- Непрерывный поток зерна
- Пониженная вероятность дефектов
- Повышенная прочность и сопротивление усталости
- Более мелкозернистая структура
Поковка в закрытых штампах (штамповка) сжимает заготовку в штампе, который содержит полости.Заготовка удерживается в матрице. При приложении силы металл заполняет пространство в полости матрицы. Когда металл сжимается, излишки материала вытесняются из штампа, создавая вспышку. После ковки детали флеш снимается. Этим методом можно изготавливать детали массой до 25 тонн. Он также позволяет получать почти чистые формы, что ограничивает необходимость в отделке.
Когда следует подумать об использовании ковки металла?
Ковка — жизненно важная часть нашей экономики, поскольку детали кованы для использования в таких областях, как национальная оборона, автомобилестроение, добыча металлов и нефти, даже хирургические и стоматологические инструменты могут быть изготовлены из кованого металла.Ковка используется на протяжении тысячелетий и по-прежнему обеспечивает решения для отраслей по всему миру. Ковка может привести к экономии затрат по сравнению с другими процессами изготовления металла. Эти методы также подходят для использования с различными материалами. Тем не менее, нержавеющая сталь и железо остаются наиболее часто используемыми материалами.
Наши возможности по ковке металла
Кузнечные заводы The Federal Group USA оснащены современными прессами, в том числе:
- Пресс механический
- Гидравлический пресс
- Винтовой пресс
В механическом прессе для создания заданного хода используются кривошипы и клеванты.Механический пресс работает быстрее гидравлического пресса, в котором для создания силы используется поршень и давление жидкости. Однако гидравлический пресс обеспечивает большую гибкость и производительность.
Эти прессы позволяют нам ковать вес от двух унций до более чем 100 фунтов. Наши производственные мощности позволяют нам использовать различные методы ковки, включая ковку чистой формы и ковку почти чистой формы.
Если вы планируете проект по ковке металла, вам может быть полезна наша статья, в которой сравниваются отливки и поковки.Вы также всегда можете связаться с The Federal Group USA по электронной почте или позвонить нам по телефону (800)759-2658, чтобы получить дополнительную информацию о наших возможностях ковки металла или запросить ценовое предложение. Вы также можете ознакомиться с некоторыми из наших предыдущих работ в нашей галерее кованых деталей
. Ковочный пресс— Производители | Торговая платформа IMTS
Ковочные прессыобычно включают в себя плунжер, который перемещается в вертикальном направлении, оказывая сжимающее действие на заготовку, в отличие от характеристик повторяющегося удара при ковке.Как правило, ковочные прессы могут производить поковки того же типа, что и на молотах, а также они могут выковывать некоторые сплавы средней прочности, которые могут разрушаться при быстром ударе молотком. Механические прессы с приводом от двигателя и пневматической муфтой имеют полностью эксцентричный коленчатый вал, который передает ход фиксированной длины на вертикальный поршень.
Ковочные прессы формуют металл в большое количество одинаковых деталей. Его часто используют в процессе производства автомобилей и для улучшения свойств используемого металла.Кованые изделия могут быть большими или очень маленькими и могут быть изготовлены из стали или другого металла. Ковка, как горячая, так и холодная, изменяет не объем детали, а только ее форму и размер.
Ковочно-штамповочный пресс В штамповочных прессах
используется процесс, который включает в себя постепенное давление на штамп, удерживающий заготовку. Это может быть как открытая, так и закрытая ковка. В процессе ковки на открытом прессе только одна сторона металла окружена штампом.В случае процессов закрытой штамповки или штамповки металлическая заготовка помещается в штамп, и штамп находится под давлением. Прессы для закрытой штамповки имеют меньший выход и требуют меньшей тяги, чем для открытой штамповки. Некоторые из традиционных методов штамповки с использованием закрытых штампов — это штамповка и резка. Пластическая деформация заготовки происходит при заполнении полостей штампа.
Сравнение механических и гидравлических кузнечных прессов Прессы
для механической ковки лучше всего подходят для низкопрофильных поковок и обычно содержат пуансоны и вытяжные штифты в штампах, которые автоматически выдвигают поковку из штампа, что позволяет проектировать штамп и, следовательно, поковки с меньшим припуском на вытяжку.Это может уменьшить вес и уменьшить постобработку. Напряжения в штампах пресса обычно высоки, но ударная нагрузка очень мала, поэтому можно использовать более твердые штампы без риска поломки, которая может возникнуть при использовании механического молота.
Гидравлические ковочные прессы не получили широкого распространения для традиционной горячей штамповки из-за чрезвычайно низкой скорости ползуна и длительного времени контакта с штампом. Однако кузнечные прессы широко используются в процессах открытой штамповки, а также в процессах с очень большим тоннажем, в основном для ковки других материалов, кроме стали.Эти машины идеально подходят для изотермической ковки из-за их медленной экструзии. Обычно для привода этих машин используется гидравлическая водяная система.
Пресс для горячей и холодной штамповки
Наиболее очевидное различие между горячей и холодной ковкой — это температура: холодная ковка деформирует и нагружает металлы при комнатной температуре, в то время как горячая ковка нагревает металлы почти до их точек плавления. Ключом к температурному диапазону является рекристаллизация: холодная штамповка происходит перед рекристаллизацией, а горячая штамповка нагревает металл выше точки рекристаллизации.Выбор холодной или горячей штамповки зависит от оборудования и обработки, требований заказчика и типов производимых деталей. Часто ограничения на выбор правильного процесса определяются конструкцией детали, так как одни детали можно подвергать горячей штамповке, а другие идеально подходят для холодной штамповки. Конструкции деталей, изготовленных методом холодной штамповки, просты и не содержат сложных деталей, в то время как горячая штамповка позволяет получать детали с чрезвычайно точными и прекрасными характеристиками.
Пресс для горячей штамповки
Горячая штамповка происходит при очень высоких температурах.Повышенные температуры помогают избежать деформации и упрочнения, а также снижают поток напряжений и количество энергии, необходимое для деформации и формы металлов с помощью прессов для горячей ковки. Когда металлы остывают, они сохраняют свою деформированную форму. В процессе формования используются гидравлические, пневматические и механические прессы. или деталь, подлежащая горячей штамповке, нагревается до температуры, превышающей ее точку рекристаллизации, что изменяет ее микроструктуру. Когда он нагревается, его внутренние напряжения и прочность устраняются, чтобы сделать его более пластичным.
Пресс для холодной штамповки
Холодная ковка не требует нагрева, благодаря чему металл сохраняет прочность и микроструктуру. Высокая производительность связана с холодной ковкой. Условия работы не только более благоприятные при комнатной температуре, но и энергосберегающие. Эта среда также обеспечивает высокую производительность продукта. Процесс холодной ковки, как и другие, улучшает механические свойства заготовки. Готовый продукт обычно прочнее исходного материала при использовании пресса для холодной ковки.Кроме того, размеры готового изделия холодной ковки являются наиболее точными среди других методов ковки.
Нужна помощь в поиске следующего кузнечного пресса?Выставка МТС объединяет производителей со всего мира. Отправьте нам сообщение с вашими требованиями, и наши специалисты МТС с радостью ответят на ваши вопросы.
Тест общих знаний по инструментальной оснастке и холодной штамповке
1. Сделайте эскизы с типичными размерами, показывающими «прямое выдавливание».Сделайте один из типов «принудительное выдавливание» и один из «открытого типа».
См. Рисунок
2. Сделайте эскиз с типичными размерами, показывающими «обратное выдавливание».
См. Рисунок
3. Сделайте набросок слепка конического инструмента и перечислите правила, определяющие форму конуса для:
a — инструмент со сплошным конусом
b — инструмент со скользящим конусом
См. Рисунок
4.Сколько диаметров заготовки можно высаживать при холодной штамповке за один удар?
2-1 / 4 диаметра
5. Сколько диаметров заготовки можно высаживать сплошным конусом при холодной штамповке за 2 удара?
Диаметр 4-1 / 2
6. Сколько диаметров заготовки можно высадить скользящим конусом при холодной штамповке за 2 удара?
6-1 / 2 диаметра заготовки
7. Перечислите 3 причины использования инструмента для скользящего конуса
— Осадка более 4-1 / 2 диаметра
— Обеспечение поддержки припуска
— Контролируемая высадка
8.Перечислите 2 причины использования скользящего штифта в коническом инструменте
1) Для переноса короткой заготовки
2) Для помощи при выталкивании заготовки из инструмента
9. Перечислите 2 причины использования выдвижной матрицы
1) Для выдавливания заготовки назад в матрице
2) Пробить заготовку пробивным штифтом в матрице
10. Что такое поддерживаемый выбивной штифт?
Выбиваемый штифт со скользящей направляющей втулкой, расположенный в центре неподдерживаемой длины во время хода курса
11.Когда вы используете опорный штифт?
Когда длина без опоры превышает диаметр выталкивающего штифта в 10 или 12 раз, или когда давление на курсе очень велико, или когда давление выбивания чрезвычайно велико
12. Почему была разработана жатка с 3 ударными и 2 штампами?
Для обеспечения возможности экструзии и обрезки на машине с двумя головками плюс большая универсальность
13. Что такое оттиск Филлипса?
Поперечная выемка с широким центральным отверстием, крутыми стенками, тупым коническим дном и сужающимися крыльями
14.Что такое оттиск Frearson?
Оригинальная поперечная выемка — два пересекающихся паза с параллельными сторонами, форма дна (требуется только один размерный драйвер)
15. Что такое оттиск Torx ?
См. Рисунок
16. Какие существуют 6 или 8 различных способов изготовления болтов на Boltmaker при холодной штамповке?
Стандартные операции по изготовлению стандартных болтов:
(БОЛТМАКЕР НА 3 МАТРИЦАХ)
a. Метод одинарной экструзии
A — Диаметр проволоки для одинарной экструзии
1 — резьба к болтам с головкой
a) Диаметр шага выдавливания и конус
b) Высаженная головка
c) Трим
B — Диаметр проволоки размером корпуса
1 — Болты с резьбой до головки
a ) Выдавить продольный диаметр и конус
б) Высаженную головку
в) Трим
2 длинных болта
а) Конус
б) Выдавить делительный диаметр и высаженную головку
в) Трим
б.Метод двойной экструзии
A — Диаметр проволоки для двойной экструзии
1 — длинные болты
a) Диаметр выдаваемого тела и конус
b) Диаметр шага выдавливания и высадочная головка
c) Обрезка
(БОЛТМАКЕР с 4 матрицей)
ок. Метод одинарной экструзии
A — Диаметр проволоки для одинарной экструзии
1 — резьба к болтам с головкой
a) Диаметр шага выдаваемого материала
b) Конус
c) Высаженная головка
d) Трим
B — Диаметр проволоки с размером корпуса
1 — болты с резьбой до головки
a) Диаметр шага выдавливания
b) Конус
c) Высаженная головка
d) Трим
2 — длинные болты
a) Конус
b) Высаживаемая головка
c) Диаметр выдавливания продольного отверстия
d) Трим
г.Метод двойной экструзии
A — Диаметр проволоки для двойной экструзии
1 — резьба к болтам с головкой
a) Диаметр выдаваемого тела
b) Диаметр выдаваемого конуса и конус
c) Высаженная головка
d) Обрезка
2 — длинные болты
a) Выдавить корпус диаметр и конус
b) Высаженная головка
c) Шаг выдаваемого отверстия
d) Обрезка
17. В какой момент вы переходите от прямой экструзии открытого типа к методу принудительной экструзии?
Прибл. Уменьшение площади с 30% до 35%
18.Какое преимущество цельнорезистое перед резаком открытого типа?
Обеспечивает более ровный конец обрезки, что очень важно для коротких заготовок.
19. Для чего служит рельеф на лицевой поверхности резака и пера Cold Nut Former?
Срезание ножом с плоским торцом и пером представляет две проблемы. Если они расположены близко друг к другу, то конец отрезной заготовки будет очень шероховатым, с высокими и низкими точками, где из-за чрезмерного давления материал оторвался.Если они расположены дальше друг от друга, так что есть зазор для разрыва материала, заготовка становится продолговатой из-за воздействия сжатия, заставляющего металл проникать в зазор между фрезой и пинолью. Отпечаток контура на лицевой поверхности фрезы и пиноли Cold Nut Former вызывает внутреннее давление во время отрезания, которое не позволяет заготовке становиться продолговатой, когда зазор соответствует естественному разрыву, что необходимо для хорошей отрезной заготовки.
20. Опишите разницу между переносом Boltmaker и Cold Nut Former в том, что касается движения пальцев передачи
Пальцы на переходнике для формовки холодной гайки перемещаются по полукруглой дуге от одного штампа к другому.Пальцы можно преобразовать для поворота заготовки на 180 ° между любыми двумя штампами или для передачи заготовки без вращения. Пальцы можно развести с помощью специального механизма открывания пальцев, а иногда и самого пуансона.
21. Что имеется в виду, когда говорят «одинарный экструдированный» болт?
Болт, сделанный из проволоки основного размера, так что вперед должен выдаваться только средний диаметр
22. Что имеется в виду, когда говорят «болт с двойным выдавливанием»?
Болт, который изготовлен из проволоки, диаметр которой больше диаметра корпуса болта, поэтому требуется одно выдавливание вперед до размера диаметра корпуса и второе выдавливание вперед до диаметра шага
.23.Пошагово объясните работу узла выгрузки пули формовочной машины Cold Nut
Когда заготовка гайки вставляется в матрицу, пружинная вставка матрицы отталкивается назад, пока она не упрется в другой инструмент и не остановится. Вставка матрицы содержит стальной шарик, который удерживается заподлицо с внешней поверхностью вставки матрицы за счет сопрягаемой поверхности матрицы. Шарик также выступает в центральное отверстие вставки матрицы на заданную величину. Когда гайка отталкивает вставку матрицы назад, стальной шарик может выйти из центрального отверстия из-за конической конической поверхности матрицы.Когда вставка штампа упирается в наполнитель, происходит пробивка. Когда пуля отрывается от гайки, пружина за вставкой матрицы толкает ее вперед вокруг пуансона и перемещает пробитую гайку вверх по стержню пробивного пуансона. По мере того, как вставка матрицы движется вперед, стальной шарик выталкивается обратно в центральное отверстие конической конической поверхностью матрицы, таким образом захватывая пробитую заготовку до следующего хода.
24. Почему переходные пальцы на формовочном станке Cold Nut и Boltmaker сделаны из мягкой стали и закалены? Почему бы не использовать инструментальную сталь, чтобы они изнашивались дольше?
В случае аварии недорогие передаточные пальцы могут деформироваться, не повредив инструменты
25.Почему ящики для подачи на холоднокатаных коллекторах закреплены на машине такими тяжелыми и прочными болтами?
Регулировочный винт выталкивающего штифта поглощает любую направляющую силу, приложенную к выбивному штифту, и установлен в коробке подачи. Эти винты коробки подачи должны быть достаточно прочными, чтобы поглощать эти силы и поддерживать правильную длину хвостовика на заготовке с изменениями твердости проволоки и других переменных.
26. Перечислите и объясните преимущества «заглушки заголовка», используемой на всех заголовках National
1.) Предотвращает раскачивание каретки курса, когда коленчатый вал находится на подъеме в точке B.D.C.
2.) Предотвращает заедание салазок вбок, когда пуансоны контактируют с изделием.
3.) Позволяет коленчатому валу давить вниз во время движения, тем самым удерживая салазок на вкладышах, не опасаясь подъема поверхности салазок из-за задействованного действия рычага
4.) Допускает функциональную массивную конструкцию, а не конструкцию большого веса
5.) Обеспечивает беспроблемный плавающий самосвал, так как все выравнивание осуществляется вкладышами
27.Почему мы не должны выдавливать вперед или назад в первом штампе формовщика для холодных орехов?
Поскольку штифт пробойника стандартного калибра вытягивается из первой матрицы с помощью пружины, вход в матрицу должен быть минимальным, чтобы пуансон не застрял в матрице. Дополнительный вход пуансона, необходимый для вытягивания вперед, увеличит вероятность того, что отрезной ползун застрянет в верхнем положении, потому что пуансон будет иметь тенденцию застревать в матрице. Обратная экструзия невозможна, потому что нет возможности удалить заготовку из пуансона или сдвинуть первую матрицу.
28. В каком направлении вращается коленчатый вал, стоя на месте оператора жатки National? Почему?
По часовой стрелке, чтобы коленчатый вал и шатун опускались во время хода курса, таким образом удерживая ползун на вкладышах для более надежной работы и выравнивания
29. Какое общее правило следует соблюдать при определении минимальной длины корпуса кристалла, который следует использовать?
Линия, проходящая вдоль средней линии удерживающего винта в крышке штампа, должна пересекать противоположную сторону отверстия штампа в пределах длины кожуха штампа
30.Объясните работу и синхронизацию станции обрезки на Boltmaker
.Триммер, который установлен в направляющих суппортах, проталкивает заготовку в инструмент для обрезки, расположенный в блоке штампа. Когда головка блока упирается в обрезной инструмент, триммер врезается в головку заготовки с точностью прибл. 1/32 дюйма поверхности инструмента для обрезки. В это время кулачок триммера продвигает выталкивающий стержень станции триммирования, заставляя бланк попасть в триммер и сжимая триммер.Когда вспышка высвобождается, пружина в выталкивающем стержне триммера толкает заготовку достаточно далеко в триммер, чтобы удерживать ее на месте держателем храпового типа, который расположен за триммером.
31. Все холодновысадочные машины National будут работать с максимальной длиной отрезания, указанной в спецификациях для каждой машины. Какая проблема возникает при использовании инструмента со скользящим конусом с максимальной длиной отрезания?
Коромысло пуансона будет в положении для движения на расстоянии от торца штампов, превышающем максимальную длину отрезания.При использовании инструмента со скользящим конусом инструмент выдвигается и быстрее достигает заготовки. Существует опасность того, что конический инструмент может достичь заготовки максимальной длины обрезки до того, как коромысло пуансона окажется в нужном положении. Обычно длину ползуна в конусном инструменте необходимо вычесть из максимальной длины, которую можно отрезать.
32. Перечислите 5 преимуществ конической вставки матрицы, которая вставляется с задней стороны корпуса матрицы и удерживается резьбовым наполнителем?
1.) Снижена вероятность того, что вставка штампа выдвинется вперед из корпуса матрицы через переднюю часть.
2.) Можно добиться большей посадки с натягом за счет угла конуса
3.) Легче индексировать форму вставки матрицы из-за короткого хода, необходимого для ее вдавливания на место
4.) Меньший износ отверстия в корпусе матрицы из-за необходимого короткого хода для вдавливания вставки на место
5.) Толщина стенки вставки штампа на открытом конце корпуса может быть меньше, чем обычно, что обеспечивает лучшее соотношение вставки корпуса штампа на лицевой стороне, которая является самым слабым местом корпуса
6 .) Можно использовать более короткие передние вставки штампа, потому что угол будет удерживать их на месте
7.) Поскольку вставки матрицы находятся между углом спереди и резьбовым наполнителем сзади, существует давление, прижимающее вставки друг к другу, равное давлению, необходимому для сборки вставок
33. Почему головка болта с квадратным подголовком требует такого большого давления для формирования?
Из-за формы головки по окружности диаметра — очень маленькая площадь поперечного сечения (острый, пологий угол)
34. Как при холодной штамповке определить, какие специальные детали и на каком станке можно изготавливать?
Первая задача — нарисовать предлагаемую последовательность формирования.Это должно позволить вам определить размер проволоки, количество штампов, размер машины и требуемые специальные характеристики. Иногда может потребоваться нарисовать полную или частичную компоновку сборки штампа, чтобы определить эти факты. При создании и анализе этих рисунков следует проявлять особую осторожность.
35. Какой цели служит предохранительный блок за «штифтом пробойника стандартного калибра» на формирователе Cold Nut Former?
После того, как отрезная заготовка подведена к первой матрице и высадке, штифт пробойника калибра втягивается обратно в резак, так что отсекающий ползун может вернуться вниз.Так как пружина используется для оттягивания штифта пробойника стандартного калибра, существует опасность того, что он отскочит назад больше, чем требуется. Когда это происходит, штифт пробойника для манометра опускается на верхнюю часть калибра и регулировочного винта, что приводит к поломке чего-либо или предотвращению возврата ползуна резца в нижнее положение.
36. Какой цели служит подпружиненный шарик, упирающийся в промежуточный выбивной штифт в первой матрице формовщика для холодной гайки?
Когда первая заготовка штампа выбивается из штампа, она должна удерживаться заподлицо с лицевой стороной штампа, пока режущий ползун снова не поднимется.Это сделано для того, чтобы держатель резака оттолкнул заготовку, если пальцы переноса не смогут ее поднять. Короткая подача вызовет короткую отсечку, и бланк может не заполнить матрицу, когда она выровнена. Передаточные пальцы могут не захватывать эту заготовку меньшего размера, оставляя ее на конце выталкивающего штифта. Этот штифт следует держать вперед, чтобы он не отошел назад, когда большой выталкивающий стержень в станине затягивает за собой заготовку обратно в матрицу. Это приведет к двойному заголовку и поломке инструмента.
37. Опишите 3 способа, которые используются для удаления пробитых частиц из пробивного пуансона и выгрузки их из машины
Формирователь холодного ореха соответствует ответу на вопрос номер 23.
Второй метод — это метод ограниченного отверстия. Он основан на том факте, что пробитая пуля немного расширяется после освобождения от детали. При проталкивании этой пули через втулку с отверстием, очень близким по диаметру к пробивному пуансону, пуля будет плотно прижата к отверстию и останется там, пока пуансон втягивается.
Третий метод — это метод выброса воздуха. В центре пробивного пуансона просверливается небольшое отверстие, через которое во время самой операции пробивки выпускается заданный по времени воздушный поток. Этого достаточно, чтобы удалить пробку с конца пробивного пуансона и вывести ее из машины.
38. Сколько витков необходимо для наматывания нити класса 2?
Зависит от размера резьбы — прибл. 5-6 оборотов
39. Сколько витков резьбы с разнесением, такой как тип A?
Тип A = 5-6 оборотов
40.Сколько оборотов за лаг?
Задержка = 7-8 оборотов
41. Как образуется резьба?
Резьбовые матрицы проходят через поверхность заготовки, образуя корни резьбы — металл смещается радиально наружу, образуя гребни резьбы
42. Какова последовательность формования гайки при холодной штамповке?
a.) Срезать и поднять прямоугольную обрезную заготовку
b.) Уменьшить высоту и начать заполнять шестигранник
c.) Заполнить шестигранник, пробив центр заготовки
d.) Форма концов и начало формы для пробивного пуансона
e.) ID пробивки и отдельная заготовка
43. Как формируется зазор от пиноли до фрезы?
Зазор между иглой и резаком = диаметр проволоки x 0,020 (может несколько отличаться в зависимости от материалов)
44. Как рассчитать размер проволоки для штамповки стандартной гайки при холодной штамповке?
Макс. плоские ореховые х 92,5%
45. Как пуля отделяется от гайки на стандартном гайковерте?
Пробка пробивается через деталь и попадает в матрицу мимо подпружиненного шарика, который предотвращает перемещение пули обратно к гайке — пуля выбрасывается через заднюю часть корпуса матрицы
46.Какими еще 3 или 4 способами отделить пулю от гайки или другой детали?
Разделение пули: прохождение воздуха через пуансон — прохождение через эксцентрические диаметры — прохождение за шлиц — сила за неподвижный заостренный штифт — сила за небольшое сужение или конус
47. Что такое технический нокаут?
Выталкивание по времени в инструменте — гарантирует, что деталь вылетает из инструмента — ролик, на который воздействует рычаг выталкивания, рассчитан так, чтобы выталкивать его только при обратном движении направляющих салазок
48.Что такое безопасность KO?
Безопасность K.O. — неподвижный штифт или стержень, который выталкивает деталь из инструмента по мере приближения направляющего салазка к задней мертвой точке
49. Что такое модифицированный технический нокаут?
Модифицированный T.K.O. — выполняет ту же функцию, что и T.K.O. за исключением того, что рычаг отталкивания перемещается дважды за ход, так как не используется синхронизирующий ролик. Выталкивающий рычаг действует против неподвижного кулачка
50. Что такое РКО?
Разгрузочный толчок — обеспечивает заполнение полости матрицы за счет небольшого извлечения выталкивающего штифта при ударе головы
51.Каковы 2 основных метода обрезки?
Обрезка может выполняться пуансоном или штампом, более популярным является пуансон
52. Где используется карбид?
Карбид вольфрама используется для экструзионных пластин (ND-20) и для головных пластин (ND-25)
53. Что такое прямая экструзия?
Уменьшение площади за счет движения металла в том же направлении, что и движение пуансона
54. Что такое обратная экструзия?
Уменьшение площади за счет потока металла в направлении, противоположном движению пуансона (вокруг пуансона)
55.Что такое экструзия Хукера?
Полое выдавливание вперед
56. Что такое нормализующее?
Нагрев металла ок. На 100 ° F выше верхней критической температуры (около 1700 ° F для стали с содержанием углерода 0,20%) и охлаждение на неподвижном воздухе до комнатной температуры — дает более твердую и прочную сталь, чем полный отжиг, улучшает зернистость и улучшает обрабатываемость
57.