Кондуктор для холодной ковки своими руками: Кондуктор для холодной ковки — этапы изготовления
Как сделать самодельную «Улитку» для холодной ковки своими руками — видео и чертежи — Обзоры оборудования для бизнеса
Оснастка «Улитка» для холодной ковки — обязательный ручной инструмент любого мастера, который занимается изготовлением кованых изделий без нагрева металла. «Улитка» предназначена для изгибания металлического прутка при холодной ковке металла. Сделать «Улитку» для холодной ковки своими руками не так уж и сложно.
При помощи самодельных станков для холодной ковки можно изготовить множество ажурных изделий из металла. Кованые заборы, ограды, ворота, калитки, перила, скамейки поражают интересными очертаниями, округлыми плавными линиями. Именно изогнутые формы кованых изделий изготавливаются с помощью «улитки» — станка для холодной ковки металла.
Изготовление оснастки «улитка» проходит в несколько этапов.
- Вначале необходимо начертить Архимедову спираль (см. рисунок ниже), шаг у витка равен 20 мм. Рисунок необходимо поделить на четыре зоны.

- Из металлической полосы необходимо сделать спирали, каждая следующая спираль должна заканчиваться на новой отметке, но начинаться всегда от центра. Эти спирали будут улитками.
- Из стального листа нужно вырезать четыре пластинки размером 20*20 см.
- Следующими элементами, которые понадобятся в работе по изготовлению улитки будут отрез трубы 20 см и четыре металлических прутка по 2 см.
- Далее все детали нужно соединить — электродуговой сваркой к центру стальной пластины приварить улитку; ближе к центру приварить прутки для удержания заготовки в таком положении. В центре зафиксировать трубу. Необходимо следить, чтобы сварной шов на протяжении стыков не прекращался.

В следующем ролике можно посмотреть, как умелец своими руками сделал самодельную «улитку», а также, как и какие заготовки можно изготовить на таком оборудовании для холодной ковки.
В данном видео представлен еще один интересный вид самодельной «улитки», на которой удобно сгибать поковки в завитки и волюты.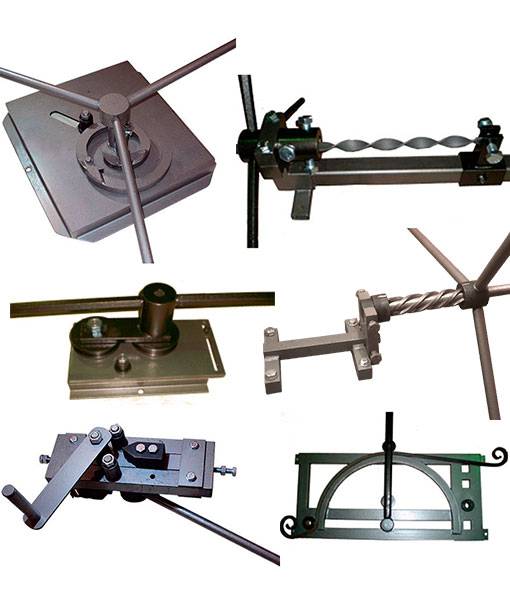 По словам мастера, «на этом станке все делается удобнее и легче».
По словам мастера, «на этом станке все делается удобнее и легче».
Следующий видеоролик содержит чертеж и описание устройства «улитка» и необходимые материалы для изготовления станины и лекала для производства кованых завитков.
Станок для холодной ковки из вала от циркулярной пилы своими руками
Здравствуйте, уважаемые читатели и самоделкины!Вероятно некоторые из Вас занимаются изготовлением различных металлоконструкций, в которых применяются декоративные элементы изогнутой формы. Чаще всего их делают при помощи обычной ковки.
В данной статье, автор YouTube канала «Владимир Натынчик» расскажет Вам, как он изготовил специальный станок и кондуктор для изготовления таких элементов без необходимости использования кузнечного горна.
Повторить такую конструкцию сможет почти каждый, однако потребуются сварочные работы.
Материалы.
— Старый вал от циркулярной пилы
— Стальная профильная труба, лист, полоса, квадрат 10Х10 мм
— Винты М8 под шестигранник
— Стальной ролик
— Удлиненные гайки, подшипники, шпилька, саморезы по дереву
— Машинное масло.
Инструменты, использованные автором.
— Шуруповерт, сверла по металлу, биты
— Болгарка
— Отрезной и зачистной диски
— Гейферный захват
— Угольник, линейка, маркер, гаечные ключи.
Процесс изготовления.
Владимир случайно приобрел в пункте приема металлолома старый вал от циркулярной пилы. Он уже снял с него шкивы ременной передачи, и смазал подшипники.
Затем он зачистил вал в том месте, где будет выполняться сварка. К валу нужно будет приварить шайбу.
Также на валу он нанес отметку, по которой нужно будет его обрезать. Причем сделать это нужно будет так, чтобы шайба стала заподлицо с осью.

Используя болгарку с отрезным диском, и одновременно вращая вал, он отрезает ненужную часть. Так получается достаточно плоский срез.
В еще одной такой же шайбе он просверлил два отверстия, и закрепил две шайбы вместе. Затем сделал ответные отверстия во второй, уже приваренной шайбе.
Для усиления конструкции мастер приварил к верхним частям обоих держателей подшипников стальную профильную трубу.
Теперь нужно изготовить сам кондуктор. На той же металлоприемке он приобрел вот такой ролик, сделал в нем вырез, и приварил зуб. Получилась вот такая центральная часть улитки.
Из стальной полосы Владимир согнул полукруглую деталь. Все эти элементы он разложил на стальном листе, и приварил их к нему. Излишки листа просто срезаются болгаркой.
В просверленных отверстиях в шайбе фиксируются два болта с головками под шестигранник.

Теперь, найдя на кондукторе центр, и совместив с ним шайбу, он приваривает головки болтов к тыльной части кондуктора.
Вот и все, кондуктор готов, и шайбу можно снимать.
После этого кондуктор фиксируется на фланце станка.
Автор также усилил нижнюю часть станка, приварив между держателями еще один толстостенный профиль 20Х40 мм.
Из шпильки, четырех удлиненных гаек и подшипников он соорудил вот такой упор, и приварил его к краю профильной трубы так, чтобы он находился в одной плоскости с кондуктором. Излишек шпильки автор срезал, а ее край приварил к усиленным гайкам.
Ко второй стороне вала остается приварить рукоятку.
Все готово, станок закреплен, и можно приступать к испытаниям. Край стального квадрата вставляется в центр улитки, и за один оборот вала получается вот такой завиток.
Затем заготовка сдвигается глубже в кондуктор, и делается еще пол-оборота. В итоге получается так называемый декоративный «доллар».

Вот такой гибочный станок получился у мастера. С его помощью можно очень быстро изготовить множество одинаковых деталей с высокой точностью.
Благодарю Владимира за интересную конструкцию гибочного станка для мастерской!
Всем хорошего настроения, удачи, и интересных идей!
Авторское видео можно найти здесь.
Источник (Source) Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
Лекало для кованых завитков чертеж. Ковка металла своими руками
 Очень декоративно смотрятся заборы, скамейки, беседки, перила для лестницы и другие подобные сооружения. Причем в большинстве случаев данные изделия не есть ковка в ее традиционном понимании. Чаще всего это сделано не в кузне и не при помощи молотка и наковальни, а при помощи некоторых устройств, которые позволяют создавать из металлических полос и квадратных прутков самые различные узоры и изделия. Для изготовления подобных изделий потребуются станки для холодной ковки. Часть из них можно сделать своими руками другую проще купить.
Очень декоративно смотрятся заборы, скамейки, беседки, перила для лестницы и другие подобные сооружения. Причем в большинстве случаев данные изделия не есть ковка в ее традиционном понимании. Чаще всего это сделано не в кузне и не при помощи молотка и наковальни, а при помощи некоторых устройств, которые позволяют создавать из металлических полос и квадратных прутков самые различные узоры и изделия. Для изготовления подобных изделий потребуются станки для холодной ковки. Часть из них можно сделать своими руками другую проще купить.Ограды, перила для лестниц и балконов — тоже можно сделать своими руками Перила для крыльца — украшение, а не исключительно утилитарное приспособление
Какие вообще устройства используются
Для холодной ковки характерны различные завитки, изгибы, витые прутки и т.п. Почти под каждый вид делают на отдельном приспособлении — определенном станке. Привод у них может быть ручной, а может — электрический. Для небольших объемов «для себя» применяют ручные станки для холодной ковки. Они хоть и не особо производительны, но намного проще в изготовлении. Если необходимо ставить изготовление «на поток» делают аналогичные устройства, но уже с электромоторами. В этом случае работать физически почти не нужно, но сложность изготовления приспособления возрастает в разы. В нашем материале поговорим о ручных станках для холодной ковки.
Они хоть и не особо производительны, но намного проще в изготовлении. Если необходимо ставить изготовление «на поток» делают аналогичные устройства, но уже с электромоторами. В этом случае работать физически почти не нужно, но сложность изготовления приспособления возрастает в разы. В нашем материале поговорим о ручных станках для холодной ковки.
Какие же устройства используют:
Для начинающего мастера наиболее актуальный станок для холодной ковки — улитка. Только с его помощью можно сделать множество интересных вещей — начиная от забора и калитки и заканчивая скамейкой и другими подобными изделиями. На втором месте по степени необходимости торсионный станок. Он добавляет разнообразия в детали. Все остальные можно приобретать или делать по мере совершенствования и набора мастерства.
Самодельные «Улитки»
По сути это модернизированный ), но эти усовершенствования позволяют легко делать завитки из довольно толстых прутков (сечением до 10-12 мм) и повторять их с высокой степенью точности.
Конструкций эти станки для холодной ковки имеют несколько, но проще всего в реализации вариант с круглым столом, имеющем центральную ножку. К ножке подвижно закреплен рычаг с роликами на подшипниках на конце. Они облегчают процесс гибки.
Поверхность стола можно сделать из стального листа толщиной от 10 мм и больше. Для ножки можно использовать любую толстостенную круглую трубу. Важно сделать конструкцию устойчивой, так как будут прилагаться боковые усилия, потому нужны боковые стойки, распорки, а также устойчивое основание.
Чертеж станка для холодной ковки «Улитка»
Рычаг проще делать из квадратной трубы с толстой стенкой — не меньше 2-3 мм. Сечение трубы 25*40 мм или около того. Крепление рычага к ножке можно сделать на подшипнике, а можно просто взять небольшой кусок толстостенной трубы большего диаметра, надеть ее на ножку, а снизу приварить полосу-упор — чтобы рычаг вниз не падал. Вариант с подшипником дает более легкое движение, но при наличии смазки и второй вариант рабочий.
Важна еще форма рычага. Рычаг двойной, верхняя часть — рабочая, нижняя — опорная. Везде где есть соединения желательно доварить усиление, так как усилия значительные.
На столе закрепляется оправка или кондуктор — форма, по которой сгибаются завитки. Делают их разного диаметра — чтобы можно было делать разные по диаметру завитки. Такие оправки могут быть сборными — для формирования большего количества изгибов. В каждом таком образце должны быть стержни, которые устанавливаются в отверстия в столе. Так этот шаблон фиксируется. Также его форма должна быть разработана с таким учетом, чтобы конец прутка в ней хорошо фиксировался.
Часто оправки вытачивают из металлического круга подходящего диаметра при помощи болгарки, но есть варианты из металла с наваренными на него стальными пластинами, изогнутыми соответствующим образом.
Как сделать подобный станок для холодной ковки — в следующем видео. Там же неплохо описан способ доведения концов заготовки до приличного состояния — обычные необработанные края смотрятся очень грубо. Для их обработки есть специальное оборудование, но, как оказалось, можно справится и без него.
Для их обработки есть специальное оборудование, но, как оказалось, можно справится и без него.
Торсионный станок
Как уже говорили эти станки для холодной ковки позволяют сделать на прутке продольные изгибы. Это относительно несложная конструкция. Основная задача — закрепить неподвижно один конец прутка, ко второму приделать рычаг, при помощи которого можно будет скручивать заготовку.
В качестве основы подойдет обрезок профилированной трубы с толстой стенкой (не менее 3 мм). Фиксатор можно сварить из тех же прутков, оставив квадратный просвет нужного диаметра. Можно использовать зажим для троса подходящего размера (можно найти в магазине такелажа). Любой из этих упоров приваривается к основанию.
Держатель для троса — отличный фиксатор для прутка
Далее надо каким-то образом обеспечить захват и кручение второй части заготовки. Можно это сделать при помощи двух подшипниковых узлов. Внутрь вставляется труба подходящего диаметра, с одной стороны к ней приваривается ручка — конструкция напоминает букву «Т». С другой стороны в трубе делают фиксатор: сверлят четыре отверстия, в них вваривают гайки под 12 или 14 болты. В результате получается неплохой фиксатор — болты закручивают после того, как вставили пруток.
С другой стороны в трубе делают фиксатор: сверлят четыре отверстия, в них вваривают гайки под 12 или 14 болты. В результате получается неплохой фиксатор — болты закручивают после того, как вставили пруток.
Еще более простой станок для изготовления торсионов методом холодной ковки в следующем видео.
Видео про самодельные приспособления и станки для холодной ковки
Человеку, неравнодушному к кованым изделиям, можно только позавидовать. У него есть все необходимое для воплощения самых смелых проектов оформления. Приспособления для изготовления элементов холодной ковки можно приобрести в готовом виде или изготовить своими руками, но в том или ином случае, вы можете быть уверенны, что работать с ними будет удобно и просто. При этом большой физической силы не потребуется, все что нужно, это нажимать на нужные кнопки и поворачивать своевременно специальные рычаги.
Единственное, что нужно помнить, это то, что изготовление кованых изделий холодным способом требует соблюдения строгих правил и последовательности. Другими словами, холодная ковка — это поэтапный технологический процесс, при котором происходит деформация металлических заготовок, в зависимости от нужного проекта. Чтобы иметь большее представление об этой работе, необходимо разобраться, каких видов бывает ковка, как называются популярные кованые элементы и как выглядит изготовление кованых изделий своими руками.
Другими словами, холодная ковка — это поэтапный технологический процесс, при котором происходит деформация металлических заготовок, в зависимости от нужного проекта. Чтобы иметь большее представление об этой работе, необходимо разобраться, каких видов бывает ковка, как называются популярные кованые элементы и как выглядит изготовление кованых изделий своими руками.
При изготовлении металлических изделий можно выделить 7 видов холодной ковки. Это своего рода этапы создания элементов, которые нужно выполнять при работе с заготовками.
Всю работу необходимо проводить в соответствии с требованиями и правилами, в противном случае надеяться на получение красивого кованого изделия не стоит.
Самым главным этапом является ковка заготовок из металла. Это самый большой, ответственный, сложный и серьезный процесс, поэтому к нему нужно отнестись очень внимательно. Холодная ковка может быть нескольких видов:
- Осадка — она выполняется под высоким давлением. Это нужно для того, чтобы увеличить заготовку по бокам, за счет уменьшения ее высоты.
- Протяжка — этот этап выполняется путем нагревания металлической детали с последующей обработкой ее молотком. Это нужно для того, чтобы уменьшить площадь поперечного сечения за счет увеличения длины металлического прута.
- Прошивка — этот этап подразумевает проделывание отверстий внутри заготовки. При выполнении такой работы можно получить отверстия разного диаметра и длины. Она бывает открытой и закрытой.

Осадка и протяжка делает структуру металлической заготовки более хрупкой, поэтому дальнейшая работа должна проводиться очень аккуратно, чтобы не допустить поломки той или иной части конструкции.
Приспособления для холодной ковки
Изготовление кованых изделий холодным способом предусматривает использование нескольких приспособлений или станков. Как было сказано выше, их можно приобрести, или изготовить своими руками, но для начала, давайте разберемся, какие детали можно получить при помощи различных станков.
Для изделий, изготавливаемых своими руками, придется изготовить специальные шаблоны, которые позволяют создавать элементы различной формы и величины.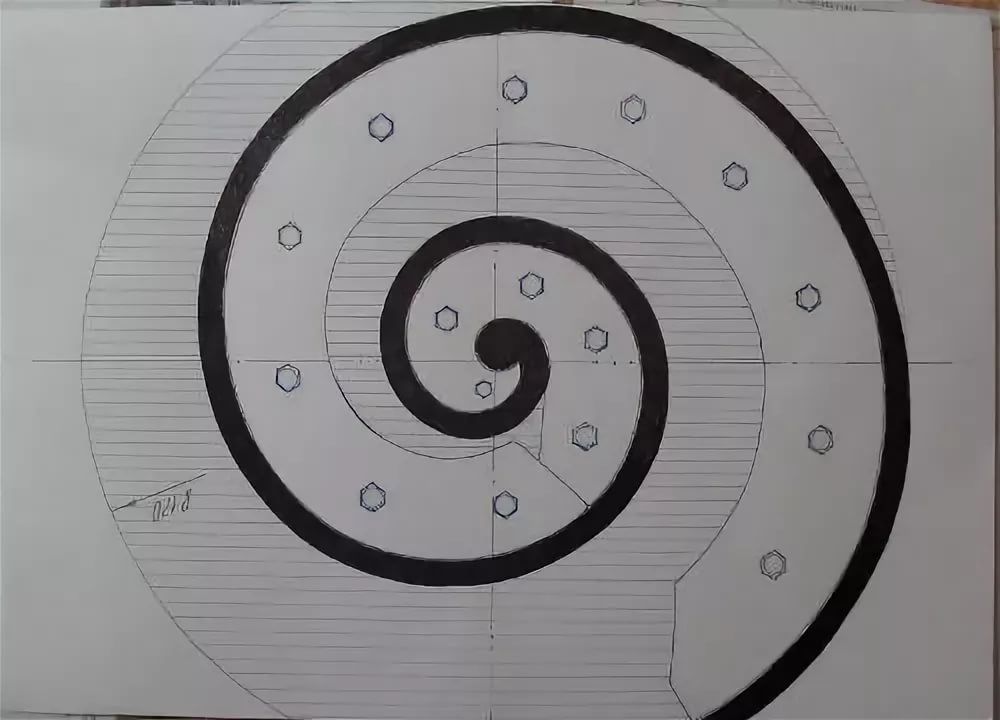
Как работать с механизмом улитка, можно посмотреть на предложенном видео:
- Универсальный механизм — он позволяет выполнять несколько функций, резку, клепку и формирование металлических изделий. Кстати, такое устройство легко можно собрать своими руками, что в значительной степени сэкономит ваш бюджет.
- Гнутик — такой механизм позволяет создать дуговую деформацию металлической детали. Но здесь нужно провести точные расчеты и замеры, чтобы не ошибиться с радиусом изгиба.
- Твистер — механизм этого плана позволяет сгибать заготовку по продольной оси уже готового изделия. Принцип действия такого механизма заключается в том, чтобы изогнуть изделие, зажав его с одной и другой стороны. При этом вращающаяся рукоятка позволит произвести скручивание детали.
- Волна — механизм такого плана позволяет получать волнообразные детали из металлических заготовок. На таком станке принято изготавливать решетки «Боярские» или «Волна».
- Штамповый пресс — название говорит само за себя. Такой механизм позволяет наносить на металлические детали штампы с различными резными элементами. В арсенале каждого мастера должны быть несколько таких штампов, тогда и готовые изделия будут более разнообразными. Принцип его действия очень прост, под действием давления на металлических элементах остаются четкие отпечатки с шаблонов.
- Механический узел — этот механизм позволяет изгибать металлические прутья в круг. При этом диаметр таких изделий может быть разным. Поэтому в арсенале мастеров такое приспособление незаменимо.
 Такой механизм позволяет наносить на металлические детали штампы с различными резными элементами. В арсенале каждого мастера должны быть несколько таких штампов, тогда и готовые изделия будут более разнообразными. Принцип его действия очень прост, под действием давления на металлических элементах остаются четкие отпечатки с шаблонов.
Такой механизм позволяет наносить на металлические детали штампы с различными резными элементами. В арсенале каждого мастера должны быть несколько таких штампов, тогда и готовые изделия будут более разнообразными. Принцип его действия очень прост, под действием давления на металлических элементах остаются четкие отпечатки с шаблонов.Холодная ковка своими руками, пошаговая инструкция и советы специалистов
Как это ни странно, но кованые изделия можно изготовить даже в домашних условиях. Конечно, они не будут столь вычурными, как элементы горячим способом изготовления, но в качестве декоративного оформления им нет равных. Все что вам нужно, это несколько приспособлений, описанных выше, материалы и самое главное, желание. Остальное — это соблюдение технологии.
Процесс изготовления состоит из нескольких этапов:
Начиная работу, проверьте еще раз ваши расчеты, даже небольшая погрешность может испортить внешний вид готового изделия, не говоря уже о том, что оно может не подойти по размеру к задуманной композиции. Исправлять и подгонять готовые детали всегда сложнее, гораздо проще несколько раз все проверить.
Исправлять и подгонять готовые детали всегда сложнее, гораздо проще несколько раз все проверить.
После изготовления всех деталей можно начинать собирать задуманную композицию. Для крепления лучше использовать сварку, но и переусердствовать с ней не стоит, чтобы не повредить более мелкие элементы.
Финальным этапом будет обработка готового изделия, которая подразумевает шлифовку и покраску готовой композиции.
Если вы взялись за изготовление кованых элементов холодным способом, то вы наверно изучили рынок цен и оценили ваши финансовые возможности. Если нет, то сначала обратите внимание на стоимость материалов, необходимого оборудования и способы обработки готового изделия. Но в любом случае изделие, изготовленное своими руками, стоит всех затрат. А снизить их можно на оборудовании, если изготовить его своими руками.
Кованые изделия в архитектуре и дизайне интерьера пользуются высокой популярностью с давних пор. Решетки на окна и для каминов, ограда или балясины лестниц, выкованные из металла, всегда выглядят изысканно и привлекательно. Сегодня, несмотря на современные технологии в обработке металлов, металлические изделия ручной ковки популярны как никогда. Конечно, ковка металла своими руками — дело не из легких, и без должной подготовки трудно сделать красивое кованое изделие. Но тем, кто хочет овладеть этим древним ремеслом и готов к тяжелой физической работе, придется ознакомиться с видами и технологией ковки металла, разбираться в металлах для ковки, понимать процесс ковки и уметь обращаться с инструментом кузнеца.
Сегодня, несмотря на современные технологии в обработке металлов, металлические изделия ручной ковки популярны как никогда. Конечно, ковка металла своими руками — дело не из легких, и без должной подготовки трудно сделать красивое кованое изделие. Но тем, кто хочет овладеть этим древним ремеслом и готов к тяжелой физической работе, придется ознакомиться с видами и технологией ковки металла, разбираться в металлах для ковки, понимать процесс ковки и уметь обращаться с инструментом кузнеца.
Ковка металла
Ковкой металла называется процесс обработки металлической заготовки с целью придания ей определенной формы и размера. Фактически существует два вида ковки — холодная и горячая. Выполняя ручную ковку металла необходимо разбираться в обоих видах ковки, так как каждый обладает своими преимуществами и недостатками.
В процессе горячей ковки заготовка подвергается нагреванию до определенной температуры, при которой металл теряет свою прочность и становится пластичным. Высокая пластичность является основным плюсом горячей ковки. Она позволяет легко придать металлической заготовке определенную форму и размер. Также горячая ковка позволяет использовать большинство технологий самой ковки, что выгодно сказывается на разнообразии вариантов работ.
Высокая пластичность является основным плюсом горячей ковки. Она позволяет легко придать металлической заготовке определенную форму и размер. Также горячая ковка позволяет использовать большинство технологий самой ковки, что выгодно сказывается на разнообразии вариантов работ.
Но нагрев металла имеет и свои недостатки. В первую очередь это необходимость обустройства специального кузнечного горна и затраты на топливо для него. Это может стать реальной проблемой для тех, кто хочет заниматься горячей ковкой металла своими руками в городских условиях. К тому же, работа с огнем достаточно опасное занятие и требует повышенной пожарной безопасности. Еще одним фактором, который может существенно повлиять на выбор вида ковки, являются специфические знания по температурным режимам для ковки металла.
В отличие от горячей ковки, холодная ковка металла не требует обустройства горна для нагрева металла. Вся суть холодной ковки заключается в придании формы металлической заготовке путем её изгибания, опрессовывания и сварки. Холодна ковка несколько проще по выполнению, и для обустройства мастерской не требуется много места. Весь процесс создания готового изделия не требует использования высоких температур, что весьма положительно сказывается на общей безопасности.
Холодна ковка несколько проще по выполнению, и для обустройства мастерской не требуется много места. Весь процесс создания готового изделия не требует использования высоких температур, что весьма положительно сказывается на общей безопасности.
Но холодная ковка имеет один существенный недостаток. Все работы приходится выполнять с определенными заготовками-полуфабрикатами без возможности исправить свою ошибку. Конечно, это касается не всех работ холодной ковки, но в большинстве случаев испорченная заготовка годится разве что для металлолома или учебного пособия.
В любом случае, в независимости от вида ковки, придется достаточно плотно ознакомиться с рядом важных моментов. Во-первых, это касается металлов и температурных режимов для их плавки и ковки. Во-вторых, необходимо знать и разбираться в технологиях ковки металла. Ниже мы рассмотрим, какие технологические приемы используются для ковки и как они применяются в работе.
Металл для ковки
Ручная ковка металла — достаточно трудоемкое и сложное занятие, требующее использования определенных металлов, а точнее, металлов с определенными характеристиками.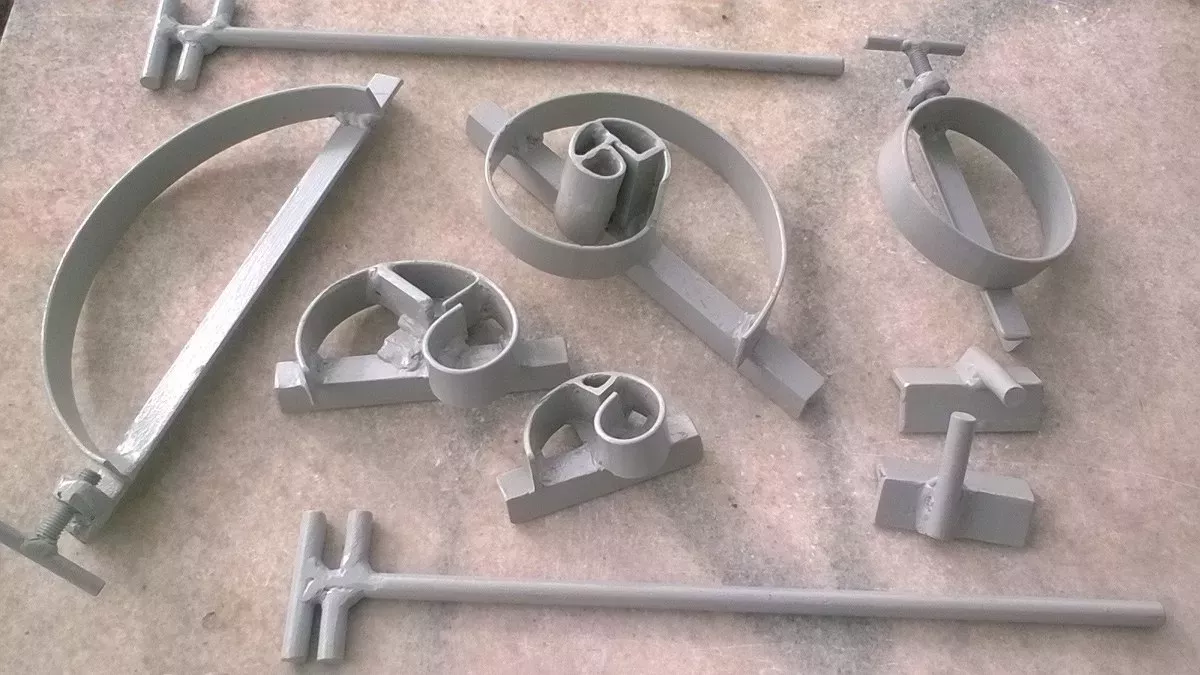 Для ручной холодной или горячей ковки наиболее важной характеристикой является пластичность металла, ведь именно от нее зависит простота и удобство изменения формы заготовки. Но стоит отметить, что пластичность и прочность металла взаимосвязаны между собой. При увеличении одной из этих характеристик вторая уменьшается. Поэтому так важно разбираться в характеристиках металла и знать о составе заготовки.
Для ручной холодной или горячей ковки наиболее важной характеристикой является пластичность металла, ведь именно от нее зависит простота и удобство изменения формы заготовки. Но стоит отметить, что пластичность и прочность металла взаимосвязаны между собой. При увеличении одной из этих характеристик вторая уменьшается. Поэтому так важно разбираться в характеристиках металла и знать о составе заготовки.
Важно! Существуют и другие, не менее важные характеристики металлов. Но так как мы рассматриваем ковку декоративных изделий, таких как решетки каминов, балясины, оградки и прочее, то нет необходимости сосредотачиваться на устойчивости к износу, красностойкости и прочем, а также на легирующих элементах.
Для декоративной ковки используют следующие металлы: медь, латунь, дюралюминий, сталь, а также другие медные, магниевые, алюминиевые и никелевые сплавы. По сути, для ручной ковки используют мягкий ковкий металл, который можно легко согнуть или придать ему определенную форму. Для того чтобы подобрать наиболее легкий ковкий металл, необходимо заглянуть в Марочник Стали и Сплавов. В нем можно найти детальное описание всех металлов и сплавов с их характеристиками и составом.
Для того чтобы подобрать наиболее легкий ковкий металл, необходимо заглянуть в Марочник Стали и Сплавов. В нем можно найти детальное описание всех металлов и сплавов с их характеристиками и составом.
Несмотря на то, что самый ковкий металл — это медь и её сплавы, мастера предпочитают использование черных металлов для холодной и горячей ковки. Такая позиция обусловлена высокой стоимостью цветных металлов. Ведь на ковку металла цена в большей степени зависит от стоимости изначальной заготовки, и не каждый может позволить себе приобрести ограду или балясины из меди. Выбирая мягкий черный металл для ковки, необходимо ориентироваться на стали с минимальным содержанием углерода, порядка 0,25 %. А также с минимальным количеством вредных примесей, таких как хром, молибден, сера и фосфор. Кроме этого следует избегать конструкционных и инструментальных сталей с высоким содержанием углерода от 0,2 % до 1,35 %. Такие стали наименее пластичны и плохо поддаются сварке.
Выбирая тот или иной металл, необходимо использовать Марочник Стали и Сплавов. Но если доступа к нему нет, то можно воспользоваться приведенными ниже таблицами для определения содержания углерода в стали. Сам процесс определения довольно прост, достаточно поднести заготовку к работающему точилу и посмотреть на сноп искр, а затем сравнить его с показателями в таблице.
Но если доступа к нему нет, то можно воспользоваться приведенными ниже таблицами для определения содержания углерода в стали. Сам процесс определения довольно прост, достаточно поднести заготовку к работающему точилу и посмотреть на сноп искр, а затем сравнить его с показателями в таблице.
Сегодня благодаря промышленному производству металла отпала необходимость в создании заготовок для ковки своими руками. Современные кузни используют уже готовую заводскую продукцию для холодной ковки. Наиболее часто используемые размеры заготовок следующие: 30х45 мм, 40х45 мм, 10х10 мм, 12х12 мм, пруты сечением 10 мм, 12 мм, 16 мм, 25 мм, 30 мм, 50 мм, листовой металл толщиной от 3,5 до 6 мм, круглые трубы 1/2″, 3/4″, 1″, профильные трубы от 20х20 мм до 30х30 мм.
Инструмент для ковки металла
Выполнение любых работ по ковке металла невозможно без специального инструмента. Кузнечный инвентарь для горячей ковки достаточно разнообразен и включает в себя наковальню, горн, различные молоты, клещи и прочее. Инструмент для холодной ковки несколько попроще и состоит из нескольких специальных станков. Конечно, современный инструмент, такой как сварочный аппарат, болгарка и шлифмашинка, используется как в холодной, так и в горячей ковке. Зная о назначении того или иного инструмента, можно правильно выполнять любые работы.
Инструмент для холодной ковки несколько попроще и состоит из нескольких специальных станков. Конечно, современный инструмент, такой как сварочный аппарат, болгарка и шлифмашинка, используется как в холодной, так и в горячей ковке. Зная о назначении того или иного инструмента, можно правильно выполнять любые работы.
Инструмент для горячей ковки
- Горн . Без него в горячей ковке никак не обойтись. Ведь именно в нем заготовка может нагреваться до температуры 1400 °C. В большинстве своем горн представляет собой печь, рассчитанную на высокие температуры и с поддувом.
- Наковальня . Этот инструмент является опорой, на которой выполняется ковка. Сама наковальня имеет несколько видов, среди которых наиболее популярной является двурогая наковальня весом 200 кг. Но вес может колебаться от 150 до 350 кг.
- Шпераки . При выполнении различной художественной и декоративной ковки используются именно шпераки. Они имеют множество различных видов, и каждый мастер может изготавливать их под себя. Общей чертой любого шперака является то, что они вставляются в квадратное отверстие наковальни или закрепляются в деревянное бревно. На фото ниже приведены наиболее распространенные шпераки.
 Общей чертой любого шперака является то, что они вставляются в квадратное отверстие наковальни или закрепляются в деревянное бревно. На фото ниже приведены наиболее распространенные шпераки.
Общей чертой любого шперака является то, что они вставляются в квадратное отверстие наковальни или закрепляются в деревянное бревно. На фото ниже приведены наиболее распространенные шпераки.- Кувалда и Ручник . Это основной инструмент кузнеца. Кувалда весит от 4 до 8 кг и служит для нанесения сильных ударов. В зависимости от типа работ и толщины заготовки подбирается и вес кувалды. Ручник весит от 0,5 до 2 кг. Используется для придания окончательной формы изделию.
- Клещи . Горновые клещи второй по значимости инструмент. Без них невозможно удержать горячую заготовку для обработки. Существует несколько видов горновых клещей под определенный профиль и размер заготовки. На приведенном ниже фото изображены горновые клещи различной формы.
- Фасонные молотки . При выполнении художественной ковки требуется создавать загнутые заготовки или заготовки определенной формы. Для этого используются фасонные молотки. Они могут быть как нижними, на которых производится обработка, так и верхними. Вариантов фасонных молотков множество и у каждого мастера они свои. На фото ниже изображен основной вспомогательный инструмент.
 Вариантов фасонных молотков множество и у каждого мастера они свои. На фото ниже изображен основной вспомогательный инструмент.
Вариантов фасонных молотков множество и у каждого мастера они свои. На фото ниже изображен основной вспомогательный инструмент.Кроме описанных выше, используются различный измерительный инструмент, такой как обычная рулетка , двойной кронциркуль , кузнечный наугольник , шаблоны и калибры . Выбор кузнечного инструмента огромен, весь перечислить представляется затруднительным, поэтому у каждого мастера есть свой набор лишь необходимого и часто используемого инструмента.
Инструмент для холодной ковки
- Гнутик (фото ниже). Это базовый инструмент холодной ковки. Как следует из названия, он позволяет гнуть металлическую заготовку под определенным углом. В дополнение гнутик позволяет создавать дуговые элементы определенного радиуса.
- Улитка . Название говорит само за себя. При помощи улитки можно создавать различные спиралевидные декоративные элементы. Спираль выполняется под определенный шаблон, который при необходимости можно сменить на другой, с меньшим или большим радиусом.

- Фонарик . Этот станок предназначен для создания декоративного элемента с одноименным названием.
- Волна . Позволяет создавать волнообразные элементы. При протаскивании прута через этот станок на выходе получается красивая синусоидальная заготовка.
- Твистер . По принципу работы этот станок схож с Фонариком, но в отличие от него твистер лишь скручивает заготовку вдоль оси.
- Станок для колец . Как во всех предыдущих станках название говорит за себя.
Кроме описанных выше существуют еще универсальные станки для клепки, резки, опрессовки и придания объема. Все описанные выше станки можно изготовить как самостоятельно, так и приобрести в магазине. Конечно, самодельные приспособления для холодной ковки будут несколько уступать по качеству заводским, но это компенсируется уникальностью созданных с их помощью элементов. Для изготовления станков холодной ковки чертежи можно найти как в свободном доступе, так и купить у специалистов.
Важно! Станки для холодной ковки могут быть ручными или снабжены электродвигателями. Несмотря на наличие передаточных шестерен, ручная холодная ковка довольно трудоемкое и долгое занятие, и для получения больших объемов кованых элементов лучше оборудовать станок электродвигателем.
Отдельно стоит отметить промышленные станки для холодной ковки. На подобные станки холодной ковки цены порядка 6000 у.е., но один такой станок может выполнять практически все технологические операции холодной ковки. Примером может служить станок Мастер 2 компании «МАН». На демонстрирующем холодную ковку видео можно увидеть возможности этого станка.
Ковка металла своими руками
В процессе ковки для придания заготовке определенной формы используются различные приемы и методы ковки. Для выполнения каждого из них используется определенная технология и инструмент для ковки металла. Технология ковки металла горячим и холодным методом существенно отличается. Как уже отмечалось, для горячей ковки требуется нагрев заготовки для изменения её формы, а при холодной ковке заготовка лишь изгибается. На основании этого и выделяются основные технологические приемы, зная которые можно смело браться за ковку металла своими руками.
Как уже отмечалось, для горячей ковки требуется нагрев заготовки для изменения её формы, а при холодной ковке заготовка лишь изгибается. На основании этого и выделяются основные технологические приемы, зная которые можно смело браться за ковку металла своими руками.
Холодная ковка металла своими руками
Выполняется холодная ковка своими руками достаточно легко и особых усилий не требуется. Все работы разбиты на несколько этапов: создание эскиза или чертежа будущего изделия, закупка материалов и сам процесс ковки металла.
Чертеж можно создать в специальной компьютерной программе, приобрести уже готовый или нарисовать от руки. Можно найти для холодной ковки чертежи бесплатно. Для этого достаточно обратиться к мастерам, которые уже не первый год занимаются ковкой, и попросить один или два чертежа для тренировки. По сути, чертеж преследует несколько целей. Во-первых, чтобы знать какие элементы потребуется изготовить путем холодной ковки. Во-вторых, имея на руках такой проект, можно рассчитать количество и тип металлических заготовок, таких как пруты, профильные трубы и прочее. В-третьих, чертеж потребуется для сборки всех элементов в единое целое.
В-третьих, чертеж потребуется для сборки всех элементов в единое целое.
Отдельно необходимо рассмотреть элементы холодной ковки, из которых состоит проект. Сегодня можно найти довольно много различных кованых элементов, но их все можно объединить в несколько классических групп.
- Лапки . Этот элемент представляет собой раскатанный в какой-либо форме конец металлического прута. В эту группу входят так называемые Пики. Несмотря на заостренный конец, Пики изготавливаются по схожей технологии.
- Завитки . В эту группу входит несколько распространенных элементов: волюта, червонка и улитка. Волюта или Баранка представляет собой прут, концы которого загнуты в одну сторону. Червонка — прут, концы которого загнуты в разные стороны. Этот элемент иногда называют «долларом» из-за его схожести со знаком американской валюты. Запятая или Улитка — простой завиток, один конец которого загнут, а второй прямой.

- Кольца . Создается этот элемент довольно просто: на болванку станка накручивается прут круглого или квадратного сечения, в результате получается пружина, которую затем разрезают на отдельные кольца.
- Торсион . Этот элемент довольно легко узнать по винтовому скручиванию вдоль оси. Вариантов торсионов довольно много и одним из самых распространенных является такой элемент, как Фонарик, а также простой винтообразный прут для решетки или ограды.
Весь процесс изготовления элементов холодной ковки основывается на следующих общепринятых технологиях ковки — гибка, закручивание, вытяжка.
Вытяжка — это технология, которая заключается в увеличении длины заготовки путем уменьшения её сечения. В холодной ковке используется один из вариантов вытяжки — раскатка. Именно с её помощью создаются различные лапки и пики. Для создания лапок используется специальный раскаточный станок. Конец заготовки заводится внутрь и затем запускается механизм раскатки, в результате конец получается расплющенным с рельефом или без него. Для изготовления пик используют прессовочный станок. Процедура та же, но в результате конец получается раскатанный и опрессованный в определенной форме.
Для изготовления пик используют прессовочный станок. Процедура та же, но в результате конец получается раскатанный и опрессованный в определенной форме.
Гибка . Эта технология ковки заключается в загибании концов либо другой части заготовки под определенным углом. Сама гибка выполняется практически на всех станках холодной ковки. Процесс гибки можно проследить при изготовлении заготовки на станке Улитка. Вначале конец заготовки помещается внутрь специального шаблона и затем загибается под определенным углом. Эти работы выполняются на станке Улитка.
Закручивание . Эта технология ковки подразумевает скручивание заготовки вдоль своей оси. В холодной ковке этот процесс можно наблюдать при использовании станка Твистер, на котором создаются различные торсионы. Для этого один конец заготовки помещается в тиски, а второй конец проворачивается вдоль оси. Отдельно стоит выделить элемент Фонарик. Для него используют два и более прута, которые вначале скручивают вдоль оси, а затем вдоль оси сжимают, в результате прутья в определенном месте расходятся в стороны.
Сборка всех элементов в единую конструкцию выполняется при помощи сварки на специальном сборочном столе. Сегодня сварочный аппарат общедоступен и является обязательным инструментом современных кузнецов. Самодельная холодная ковка довольно распространена среди начинающих мастеров и частных предпринимателей. Она не требует особых знаний, навыков и больших помещений для работы.
Холодная ковка своими руками: видео-урок
Горячая ковка металла своими руками
По сравнению с холодной, ручная горячая ковка намного сложнее и требует от мастера опыта в обращении с инструментом и хорошей физической подготовки. Работы выполняются в несколько этапов: создание эскиза или чертежа, закупка материалов и ковка.
По сути, разница между горячей и холодной ковкой заключается в технологических процессах обработки металла. Во-первых, это касается способа обработки. Во-вторых, для горячей ковки можно использовать практически любые металлические заготовки. Но для удобства принято использовать уже готовые пруты квадратного и круглого сечения. В-третьих, в художественной горячей ковке отсутствуют какие-либо рамки для элементов готового изделия. Конечно, можно придерживаться создания классических элементов ковки — завитков, лап, пик и прочего, но горячая ковка позволяет использовать весь потенциал воображения мастера, что раскрывает неограниченные возможности. Все изделия из металла ковки горячим способом создаются с помощью следующих технологий обработки металла: осадка, вытяжка, гибка, закручивание, разрубка, насечение рисунка и набивка рельефа.
Но для удобства принято использовать уже готовые пруты квадратного и круглого сечения. В-третьих, в художественной горячей ковке отсутствуют какие-либо рамки для элементов готового изделия. Конечно, можно придерживаться создания классических элементов ковки — завитков, лап, пик и прочего, но горячая ковка позволяет использовать весь потенциал воображения мастера, что раскрывает неограниченные возможности. Все изделия из металла ковки горячим способом создаются с помощью следующих технологий обработки металла: осадка, вытяжка, гибка, закручивание, разрубка, насечение рисунка и набивка рельефа.
Осадка применяется при ковке металла для увеличения поперечного сечения всей заготовки или её части. При ковке в зависимости от необходимости проводится полный или местный нагрев заготовки для осадки.
Вытяжка заключается в увеличении длины заготовки путем уменьшения её сечения. Это можно выполнять как путем нанесения ударов кувалдой или ручником, так и с помощью раскатки металла между валов на станке. В отличие от холодной ковки создание пик при помощи вытяжки требует точных и аккуратных ударов.
В отличие от холодной ковки создание пик при помощи вытяжки требует точных и аккуратных ударов.
Гибка . Эта операция выполняется для придания заготовке загнутой формы. При этом следует учесть, что гибка толстых заготовок может повлечь их искажение и для придания первоначальной формы необходимо выполнить осадку. Для гибки заготовки применяют различные шпераки, рог наковальни, фасонные молотки и кондукторы.
Закручивание . Данная технология ковки подразумевает скручивание заготовки вдоль своей оси. Как и в холодной ковке, заготовку зажимают в тиски и проворачивают. Но в отличие от холодной ковки, можно нагревать заготовку локально, что дает возможность легко делать локальное закручивание.
Такие технологии ковки как разрубка , насечение рисунка и набивка рельефа применяются в художественной ковке с использованием зубил. Края горячих заготовок, в зависимости от проекта, рассекаются и закручиваются клещами. Также пока заготовка раскаленная, на её поверхности набивается различный узор.
При горячей ковке металла важно знать температурные режимы нагрева. Это поможет более качественно обрабатывать металл. Ковка черного металла выполняется при 800 — 1250 °C. Конечно, измерять градусником раскаленную заготовку будет невозможно и для определения температуры придется ориентироваться по её цвету. В приведенной ниже таблице указаны температуры и цвет заготовки из черных металлов.
Горячая ковка металла: видео-урок
Ковка металла своими руками — дело довольно увлекательное, требующее постоянного совершенствования. Это касается в первую очередь создания различных художественных и декоративных элементов. Тем, кто только начал заниматься ковкой, придется немало потрудиться, чтобы их работы имели идеальную форму и высокое качество.
Давайте рассмотрим виды приспособлений и фигуры, которые можно получить с их помощью. Мы подготовили для вас чертежи и тематические видео. Также рассмотрим последовательность изготовления станка для холодной ковки своими руками.
Если вы только собираетесь организовать мастерскую холодной ковки и хотите избежать больших расходов, то самостоятельное изготовление станков и приспособлений поможет создать свой маленький бизнес без чрезмерных затрат.
Основные приспособления и станки
Станки для холодной ковки предназначены в основном для гибки по дуге или углом, а также для скручивания. Они могут быть ручные или с электрическим приводом.
Основные виды станков и приспособлений для холодной ковки:
- «Гнутик»
- «Твистер»
- «Улитка»
- «Глобус»
- «Волна»
- «Фонарик»
Приспособление «Гнутик»
Покупной или сделанный самостоятельно «Гнутик» — универсальное приспособление, позволяющее получить дугу или угол из прута. Он представляет собой основание с ползуном, на котором закреплен упор с углом (90° или другим по необходимости) и двумя цилиндрическими неподвижными упорами. Перемещая ползун и угловой упор, прут сгибается под углом. Для получения дуги предусмотрен третий цилиндр, вращающийся на противоположной от углового упора стороне.
Для получения дуги предусмотрен третий цилиндр, вращающийся на противоположной от углового упора стороне.
Приспособление может быть выполнено на горизонтальной или вертикальной платформе.
Аксонометрия приспособления «Гнутик» — вертикальное расположение
Чтобы смасштабировать размеры, приводим чертёж нижней планки этого «Гнутика».
Планка нижняя
Это приспособление — универсальное. С помощью насадок на нем можно не только гнуть, но и резать, и пробивать отверстия. Но это уже будет следующим шагом.
Получение дуги на «Гнутике»
Получение угла на «Гнутике»
Так выглядит самодельный «Гнутик»:
Приспособление «Твистер»
«Твистер» — инструмент для скручивания прутков, в основном квадратного сечения, вдоль продольной оси. Это несложное приспособление может быть ручным и с электроприводом. Принцип действия: закрепляются оба конца прута, потом одно крепление начинает проворачиваться, скручивая металл до необходимой формы.
Внешний вид покупного ручного «Твистера»
Посмотрите фото самодельного «Твистера» с электроприводом, собранного с использованием электрооборудования бывшего в употреблении:
Для изготовления «Фонариков» и «Шишек» существует специальный станок, но для начала можно использовать и «Твистер», как это показано на видео (англоязычное, но всё предельно понятно).
Видео 1. Как сделать заготовку под «Фонарик» на «Твистере»
Приспособление «Улитка»
Инструмент «Улитка» предназначен для получения завитков (или спиралей) и «валют» (S-образных деталей). Встречаются различные конструкции.
Один из вариантов конструкции: 1 — лемех улитки; 2 — основа станка; 3 — прижимной валик; 4 — рычаг для управления прижимным валиком; 5 — крепление основы; 6 — палец для фиксации лемехов; 7 — паз для прижиного валика; 8 — ось рычага управления; 9 — пружина для прижатия валика; 10 — фиксатор для заготовки; 11 — ведущий лемех улитки; 12 — основная ось; 13 — рычаги
В результате должно получиться такое приспособление:
Ещё одна лёгкая конструкция, чтобы гнуть прокат сечением до 12 мм:
1 — сегмент улитки; 2 — эксцентрик; 3 — ручка; 4 — основание; 5 — направляющие полозья; 6 — ось; 7 — ползун; 8 — гайка оси; 9 — ось крепления ролика; 10 — ролик; 11 — приводная ось; 12 — направляющая эксцентрика; 13 — центральный сегмент улитки; 14 — барашек эксцентрика; 15 — основная ножка; 16 — соединительный штифт сегментов улитки; 17 — корректирующий винт; 18 — соединительное ухо сегментов улитки
Часто приспособление «Улитка» делают на опоре, особенно если гнуть нужно толстый прокат.
Несколько полезных видеоматериалов по самодельных станкам «Улиткам».
Вариант с массивным основанием на опоре:
Видео 2. Изготовление основания
Видео 3. Изготовление улитки
Видео 4. Работа станка
Вариант настольного приспособления:
Видео 5. Часть 1
Видео 5. Часть 2
Подробнее о таких конструкциях мы поговорим ниже.
Приспособление «Глобус»
Такое устройство внешне похоже на школьный транспортир и предназначено для изготовления дуг с большим радиусом изгиба из полосы, квадрата, круга или шестигранника. Сначала загибом фиксируется один конец заготовки, потом она изгибается по всей длине по шаблону. Принцип действия чем-то похож на работу закаточной машинки для консервации.
Внешний вид приспособления
Видео 6. Работа на «Глобусе»
Пользуясь исключительно мускульной силой, дугу большого диаметра можно изготовить на шаблоне, прикрученном или приваренном к верстаку. На нём хорошо гнуть полосу, трубу тонкостенную и т. д.
На нём хорошо гнуть полосу, трубу тонкостенную и т. д.
Шаблон
Приспособление «Волна»
Получить волнообразные изделия из заготовки круглого, квадратного, шестигранного сечения или трубки можно на приспособлении «Волна». Деформация заготовки происходит между вертикальными валками прокручиванием.
Приспособление волна и полученные изделия
Видео 7. Приспособление в действии
Приспособление «Фонарик»
На этом станке изготавливают заготовки элементов «Фонарики» или «Шишки», которые могут состоять из 4-х, 6-ти, 8-ми и более прутков. По принципу действия станок похож на «Твистер», но тут заготовки изгибаются вокруг направляющего вала, что формирует более правильную и точную конфигурацию изделия.
Приспособление «Фонарик»
Видео 8. Работа приспособления для изготовления «Фонарик»
Приспособление для холодной ковки элемента «Хомут»
Элемент холодной ковки «Хомут» предназначен для фиксирования между собой других элементов конструкции.
Приспособление для гибки «Хомута» можно выполнить по прилагаемым чертежам.
Приспособления для выполнения «гусиной лапки»
«Гусиная лапка» — расплющивание с нанесением красивых насечек концов заготовок для придания большей изящности конструкции или с целью уменьшения толщины для различных соединений.
Концы элементов оформлены «гусиной лапкой»
Эту операцию можно выполнить при помощи станка с матрицей или приспособлением и тяжелым кузнечным молотом на наковальне. Оба варианта мы даем в виде видеоматериалов.
Видео 9. Станок для изготовления «гусиной лапки»
Видео 10. Приспособления для ковки «гусиных лапок»
Видео 11. Подробный процесс изготовления штампа
Ниже прокатный станок для выполнения той же операции.
Станок для прокатки «гусиной лапки» (расстояние между вальцами регулируется). Материалы для прокатного станка: шестерни и валы — запчасти от комбайна б/у
Принцип действия
Изготовление «Улитки» с приводом
«Улитка» с электроприводом облегчает изготовление завитков и «валют». Особенно это ценно, когда работа не «для души», а для изготовления большого количества однотипных изделий на потоке при работе на заказ.
Особенно это ценно, когда работа не «для души», а для изготовления большого количества однотипных изделий на потоке при работе на заказ.
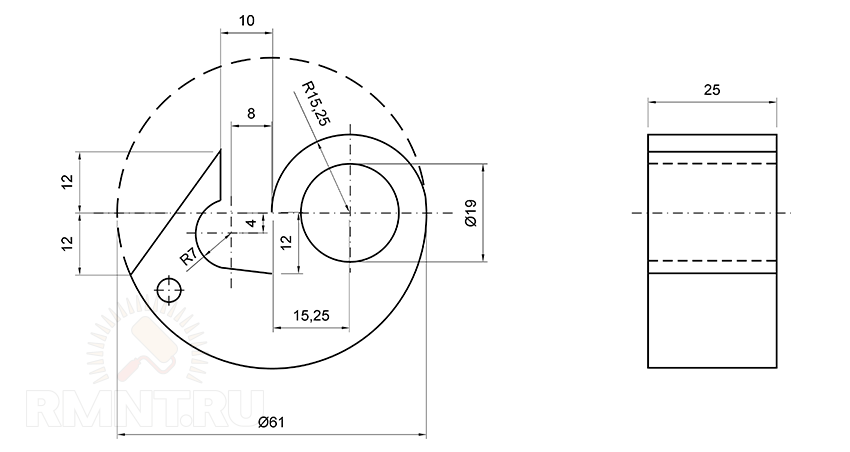
Ниже приведены этапы сборки станка для гиба прута максимальным сечением 10х10 мм. Двигатель мощностью 0,5 КВт/1000 об/мин работает при этом на пределе своих возможностей. Выполняет 6 оборотов вала в минуту. Сегменты улитки выточены из круглой болванки Ст.45 без термообработки высотой 25 мм и толщиной 20 мм. Улитка насажена на вал на подшипниках от заднего колеса мотоцикла — 7204. Поддерживающий ролик закреплён жёстко в пазу. Между двигателем и редуктором установлены шкивы.
Ниже приведены чертежи сегментов улитки.
Элемент улитки 1
Элемент улитки 2
Элемент улитки 3
Центральный элемент улитки
Для более массивного прута (от 12 мм) мощность двигателя должна составлять более киловатта. На фотографиях ниже представлен станок с двигателем мощностью 2,2 кВт, 1000 об/мин, дающий выход на валу около 10 об/мин. Это уже станок для профессионального использования. Применён бывший в употреблении редуктор, матрица вырезана из заготовки толщиной 30 мм — самый трудоёмкий процесс.
Это уже станок для профессионального использования. Применён бывший в употреблении редуктор, матрица вырезана из заготовки толщиной 30 мм — самый трудоёмкий процесс.
Для холодной ковки ещё понадобятся наковальня и молот. Горн не нужен, он требуется только для горячей ковки.
Совет! Перед началом работ начертите эскиз будущей конструкции в натуральную величину. Это поможет корректировать элементы и не запутаться при сборке.
Комментариев:
Комментариев:
Как выполняется декоративная ковка своими руками? Изделия, изготовленные посредством декоративной ковки, имеют роскошный внешний вид, отличаются оригинальностью и неповторимой красотой. Холодная художественная ковка металла может производиться самостоятельно в домашней мастерской.
В настоящее время очень популярны эксклюзивные предметы, изготовленные художественной ковкой, они представляют собой шедевры декоративного искусства. Мастер, который освоил искусство художественной ковки, может изготовить своими руками кованые ограды и калитки, красивую отделку балконов, мебели, мангалов и других предметов для дома и дачи, не только для своей семьи, но и для друзей и знакомых.
Изделия холодной ковки очень популярны и высоко ценятся. Поэтому овладение навыками декоративной ковки может стать неплохим способом пополнить семейный бюджет.
В чем заключается холодная ковка металла
Инструменты для холодной ковки: молот, гнутик, улитка, твистер, волна, объемник и другие.
Для выполнения декоративной холодной ковки необходимо выделить специальную мастерскую. Для производства работ понадобятся инструменты для гнутья металла. В мастерской должно быть хорошее освещение.
Холодная художественная ковка металла представляет собой сгибание металлических прутов небольшого диаметра при помощи простого оборудования.
Такой способ создания кованых изделий является более простым, чем горячая ковка, для которой требуется сложное оборудование и знания кузнечного дела. Многие кованые изделия, выполненные горячей ковкой, можно создать и методом холодной художественной ковки.
Наиболее сложным этапом холодной ковки является сварка готовых деталей. Ее выполняют после того, как будут изготовлены изделия из гнутых металлических прутов. После сварки зачищают сварочный шов и красят готовую конструкцию. Поэтому, чтобы освоить искусство холодной ковки, необходимо обладать навыками сварщика.
Ее выполняют после того, как будут изготовлены изделия из гнутых металлических прутов. После сварки зачищают сварочный шов и красят готовую конструкцию. Поэтому, чтобы освоить искусство холодной ковки, необходимо обладать навыками сварщика.
Сначала мастер создает на бумаге эскиз готового изделия, а затем по намеченному чертежу изготавливает все детали и узоры сгибанием металлических прутьев.
Вернуться к оглавлению
Инструменты для холодной декоративной ковки
Наковальня: а – рог; б – хвостовик; в – лицо; г – углубление для пробивания отверстий; д – отверстие для установки подкладного инструмента; е – площадка для рубки металла; ж – башмак.
Материалы и инструменты:
- металлические пруты;
- сварочный аппарат;
- специальные трафареты;
- краска.
При помощи такого оборудования можно изготовить около 10 квадратных метров изделий в день. Ручные приспособления для холодной ковки являются достаточно прочными. С их помощью можно изготавливать различные кованые узоры.
С их помощью можно изготавливать различные кованые узоры.
Приспособления для ковки можно изготовить своими руками. Они обладают различными возможностями.
Первое приспособление – гнутик. С его помощью мастер изгибает металлический прут под определенным углом и выполняет полукруг заданного диаметра.
Фонарик создает кованые изделия в форме фонаря.
Улитка создает различные завитки, изгибы, спирали и другие узоры.
Объемная заготовка необходима для создания объемных деталей.
Волна придает изделиям волнообразную форму.
Твистер предназначен для закручивания прута относительно параллельной прямой.
Основные процессы холодной ковки – это пресс и гнутье. Эта работа выполняется без нагрева металла. Материал сгибают в холодном виде.
Прочность готовых изделий повышается, а гибкость их снижается.
Чтобы повысить прочность конструкции, между каждым этапом ковки выполняют термическую обработку материала.
Кованые изделия можно выполнять автоматически на станках. Ручная работа не уступает механизированной по прочности и красоте готовых изделий.
Ручная работа не уступает механизированной по прочности и красоте готовых изделий.
При выполнении холодной ковки при помощи одного трафарета можно изготавливать много изделий. При горячей ковке трафареты не применяют.
Холодную ковку можно осуществлять с металлом небольшой толщины, потому что изгибать толстый материал невозможно без подогрева.
Методом декоративной ковки можно изготовить следующие изделия:
- фигурные решетки;
- узоры для ограждений и ворот;
- предметы мебели;
- отделку для мебели;
- сувениры;
- оправы для зеркала;
- подставки для цветов, свеч, посуды;
- украшения зданий;
- перила, козырьки.
Вернуться к оглавлению
Изготовление кованой подставки для цветов своими руками
Различные приемы гибки: а, б, в – с помощью подложек; г – в вилке; д – на гибочной плите.
Материалы и инструменты:
- сварочный аппарат;
- металлическая труба;
- металлические полосы;
- корпус для вазы;
- трафареты;
- краска;
- кисть;
- бумага;
- карандаш;
- угольник;
- линейка.

Сначала делают эскиз будущей конструкции с соблюдением размеров. Чертеж создают в масштабе 1:1.
Благодаря этому можно уточнить количество необходимых деталей и обеспечить правильную сборку изделия.
При помощи чертежа настраивают оборудование.
Затем определяют необходимое количество металла.
Для изготовления подставки в виде вазы для цветов берут металлическую трубу диаметром 30 мм и 10 металлических полос размерами 4х50 мм, а также корпус для основы.
После этого приступают к изготовлению деталей. Дизайн конструкции зависит от того, при помощи каких трафаретов будет выполняться изделие.
Способы скручивания: а – в тисках с ограничительной трубой; б – двумя клещами; в – в тисках; г – с неподвижным закреплением двух концов.
Эскиз поможет правильно изготовить конструкцию вазы. Трафареты придадут изделию оригинальную узорчатую форму.
После изготовления деталей по трафаретам приваривают все детали к одной трубе, которая станет основой вазы.
Для начала не нужно изготавливать слишком много мелких деталей, так как это создаст определенные трудности при сварке.
Затем выполняют шлифовку сварного шва.
Готовое изделие необходимо окрасить.
На этом изготовление подставки для цветов своими руками закончено.
как сделать своими руками и чертежи для изготовления самодельного станка
На чтение 6 мин Просмотров 13.1к. Опубликовано Обновлено
Для холодной ковки нужны несколько , это всем известно. Какой из них идет под номером один, то есть самый важный? Без которого холодная ковка не получится? Ответ один: только улитка для холодной ковки. Если разобраться, то имея в арсенале лишь этот станок, можно создавать чудесные кованые изделия из металлических завитков – от простых в исполнении до настоящих ажурных художественных произведений.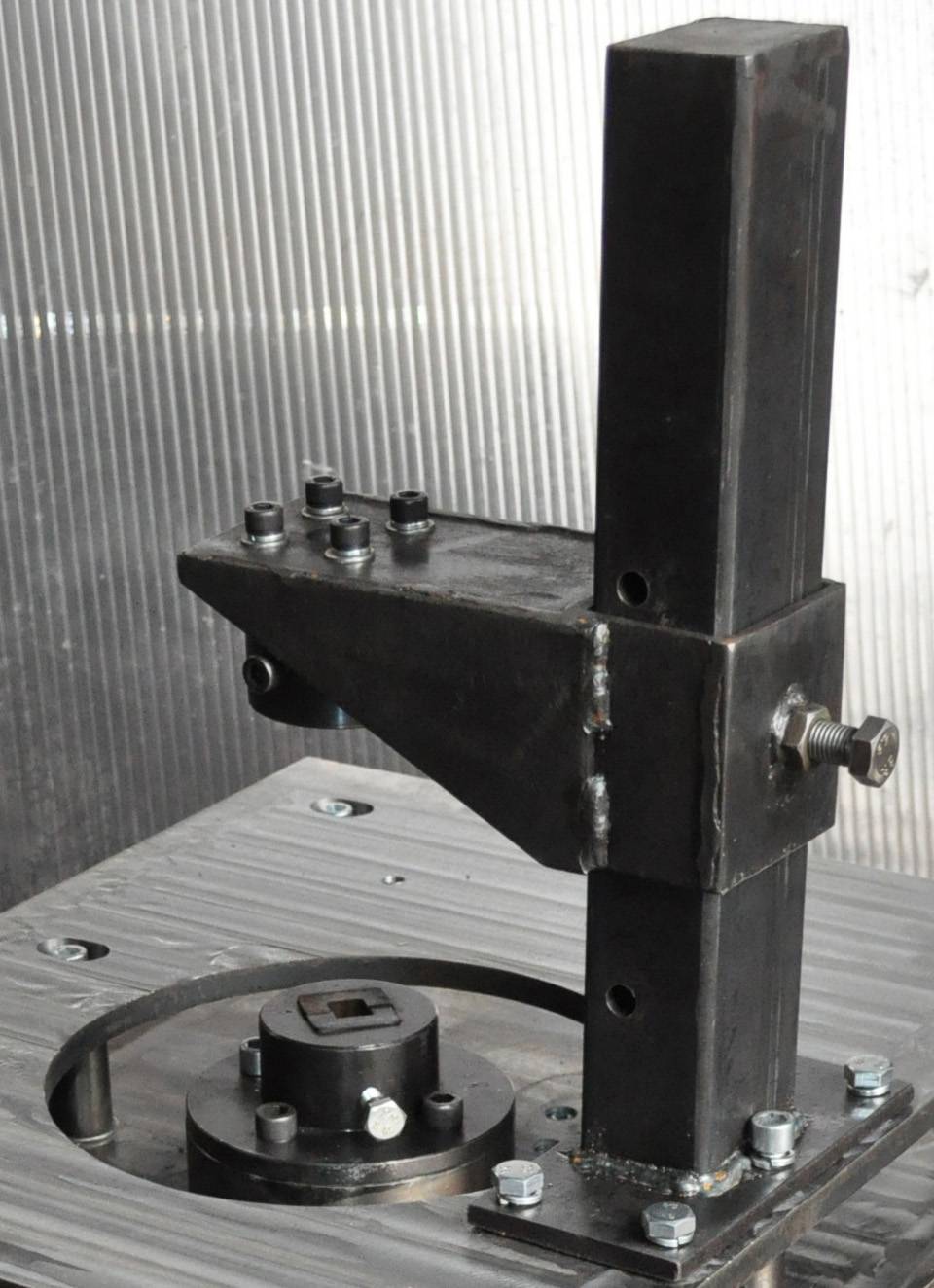
К счастью, улитки относятся к станкам, которые можно сделать своими руками без потери качества изделий.
Как она работает, и какой она бывает
По своей сути – это деформация металлических прутков в виде их загиба. Чтобы пруток деформировался без нагрева, его нужно жестко фиксировать к шаблону станка. Такой станок не для слабых рук: прокрутка и деформация производятся с помощью ручного усилия.
Улитка для ковки – чертеж.Конечно, улитку можно снабдить приводом с электродвигателем. Но перед этим нужно хорошенько обдумать целесообразность этого привода. Главным аргументом за электрическое дополнение является большой объем работ.
Станок может работать в виде двух разных конструкций:
- Самая простая опция – приваренный шаблон к основанию. Это монолитный кондуктор с единственным вариантом завитка в форме шаблона.
- Вариант, дающий больше разнообразия в завитках – несколько модулей с завитками разного диаметра, которые крепятся на одно основание.

Ручной привод также может быть представлен в разных опциях:
- Рычагом может быть любое подходящее приспособление.
- Рычаг, который прикреплен к станине и приводится в движение подвижным подшипником.
- В конструкциях посложнее применяются целых три рычага, которые вращают ось и прикрепленный к ней кондуктор.
Как сделать улитку для холодной ковки, какую опцию выбрать – проще или сложнее? Выбор зависит опять-таки от целесообразности, иными словами – от ваших производственных планов: что вы собираетесь делать, с какой производительностью и в каком количестве?
Начинаем с простого: монолитная улитка
Что такое работа мастера, и чем она отличается от остальных работ? Мастер делает любую, даже самую простую работу с чувством, толком и… удовольствием. Какое может быть удовольствие при самостоятельном производстве примитивного станка?
Штамп улитка.А вот какое – четко структурированные запланированные этапы работы:
- Чертеж с продуманными размерами, который можно нанести на бумагу, а можно прямо на основание кондуктора. Все размеры должны быть точно соблюдены, вплоть до соответствия толщина металлической полосы толщине контура формы на чертеже. Кстати, минимальная толщина должна быть не менее 3-х мм. Расстояние между витками также должно быть достаточным, чтобы между ними вмещался пруток для деформации. Если, скажем, размер вашего прутка 10 мм, то самым оптимальным будет расстояние между витками 12 – 13 мм.
- Основание станка должно быть достаточно массивным, вырезать его нужно из стали толщиной не меньше 4-х мм. Форму лучше делать круглую, диаметр круга должен быть больше диаметра улитки. Чаще всего размер основания делают около 70-ти мм.
- Для изготовления завитка металлическая полоса должна быть немного тоньше, чем для основания: достаточно будет 3-х мм. Если есть возможность, заготовку нужно прокалить, чтобы она лучше деформировалась и поддавалась обработке.
- Форму завитка из стальной полосы нужно приварить к основанию, которое, в свою очередь, крепко зафиксировать на станине. Не забывайте, что ваш станок должен будет выдерживать очень серьезные нагрузки, поэтому не жалейте сил и времени на максимальную прочность и массивность всех его элементов и, самое главное, крепости их соединения. Для этого, например, шаблон можно дополнительно зафиксировать на станине тисами. Тисы будут захватывать отрезок бруса, который нужно приварить к обратной стороне основания.

Разнообразие завитков: съемные конструкции
Модульная улитка отличается от монолитной одним: вместе намертво приваренного стального шаблона в основании наносятся отверстия для крепления разных шаблонов. Для такого станка нужно сделать такое же основание на массивной станине и несколько съемных модулей.
Шаблоны улитки для ковки могут состоять из нескольких частей. В этом случае деформация прутка проводится с помощью вращения кондуктора.
Такой для холодной ковки состоит из следующих частей:
- прямоугольное основание из толстого металлического листа, толщина от 4-х до 10-ти мм;
- разборный шаблон, может состоять из нескольких частей на шарнирных штифтах;
- вращающийся вал;
- приводной рычаг для вращения вала.
Такую улитку крепить к основанию нужно с помощью фиксации через просверленные отверстия в разных положениях. Сборные части завитков на основании меняются, в результате чего завитки получают разную кривизну. Крутизна дуги также регулируется специальными винтами на соединительных шарнирах.
Честно говоря, такую «шарнирную» опцию самостоятельно сделать очень и очень непросто. Чаще всего мастера поступают следующим образом: покупают готовые штампы, которые крепят на станину с основанием.
Если вы делаете станок сами, лучше обойтись без шарниров. Вместо этого можно изготовить более простой вариант, чтобы крепить шаблоны с различными радиусами на одном и том же основании. Для этого достаточно просверлить в основании отверстия в разных местах. Сегменты контура крепятся на болты в местах, где совмещаются отверстия шаблона и основания.
Не игнорируем чертежи! Можно, конечно, нанести без всяких расчетов рисунок завитка прямо на основание – «не париться». Так часто поступают новички. Но если вы претендуете называться мастером и хотите сделать улитку для холодной ковки своими руками высокого качества, вам придется делать чертежи с расчетами размеров и других параметров.
Но если вы претендуете называться мастером и хотите сделать улитку для холодной ковки своими руками высокого качества, вам придется делать чертежи с расчетами размеров и других параметров.
Чертежи пригодятся вам не только . Они станут чрезвычайно полезным подспорьем в расчете материалов, на которые вам так или иначе придется потратиться. Предварительные чертежи изделий помогут вам рассчитать, например, количество и стоимость металлических прутьев.
Холодная ковка на улитке остается самым популярным видом работ по металлу серди любителей. Вместе с тем этим ремеслом вполне можно заниматься профессионально. И если для хобби вам будет достаточно самодельного станка, то для профессиональной ковки вам в итоге понадобится инструмент помощнее. Удачи вам в начале большого пути.
Чертеж кондуктора для холодной ковки
Станки для ковки являются хорошим инструментом для художественных и творческих людей, у которых есть желание создать что-то красивое и индивидуальное в своем доме, чтобы подчеркнуть интерьер, а может сделать хороший подарок своими руками для важных людей. Существует два способа ковки металла. Чтобы сковать что-то способом горячей ковки необходимо произвести множество приготовлений и действий, поэтому дома проще всего ручная ковка дается, пользуясь способом холодной ковки. Период обучения такому процессу не занимает много времени, к тому же есть реальная возможность сконструировать станок своими руками.
Станки для холодной ковки своими руками.
Начало холодной ковки самодельными станками.
Холодная ковка своими руками требует два обязательных действия – пресс и гнутье. Для совершения всех этих действий придавать определенную температуру для металла нет необходимости, но все равно необходимо провести термообработку.
Чтобы сконструировать что-то своими руками, уже не обязательно иметь специальные станки для художественной ковки, теперь можно создать станки для ковки металла в домашних условиях. Но без опыта работы с такими инструментами все равно не справиться. Чтобы вся работа была успешной, нужно пользоваться металлами определенной толщины.
Самодельный станок для холодной ковки запросто можно использовать для создания конструкций, которые будут значительно прочнее, нежели те, которые были изготовлены штамповкой. Кованые изделия своими руками получаться высококачественными, когда будет все сделано верно и без ошибок, ведь исправить их очень сложно. После нескольких работ, благодаря полученному опыту, можно начать делать превосходные конструкции, используя самодельные станки и приспособления для холодной ковки.
При изготовлении большого количества одинаковых металлических конструкций лучшего всего воспользоваться чертежами, приготовленными заранее. Чертежи на станки для холодной ковки своими руками заготавливаются заблаговременно. В некоторых случаях деталь лучше будет прогревать, чтобы избавиться от дефектов в последующем. Тем, кто не так давно начал использовать самодельные станки для холодной ковки для начала стоило бы продумать план работ, а так же приобрести необходимые навыки. Не лишней тут будет помощь различных видео уроков в сети интернет, а так же специальных курсов.
Самодельный станок для холодной ковки.
Компоненты станка и необходимые инструменты.
Станок для ковки своими руками состоит из определенных устройств. Среди которых обязательно должны быть:
Этими приспособлениями пользоваться лучше всего. Улитка для холодной ковки своими руками понадобиться для сплетения стальных прутьев. Можно ознакомиться с фото, чтобы лучше разглядеть конструкцию и пример деталей. Кузнечное оборудование для холодной ковки металла отыгрывает важную роль в работе. Основным инструментом во время работу будет гнутик. Это весьма простой элемент.
Кузнечное оборудование для холодной ковки металла отыгрывает важную роль в работе. Основным инструментом во время работу будет гнутик. Это весьма простой элемент.
Изготавливаем станок.
Чтобы обработать трубы с шестигранным и круглым сечением используют «волну». «Фонариком» сгибают металлические прутья, а твистер чем-то на него похож, весьма удобное преспособление. Глобусом делается большая дуга из профильных прутьев.
Станки холодной ковки в большей мере выгоднее всего сделать самому, ведь далеко не все можно обработать ручными инструментами, а цена за станок для художественной ковки очень высока. Когда мастер за счет своих навыков с помощью своего оборудование создаст конструкцию, она будет неповторимой и особенной, пускай в чем-то и будет не такой качественной, как заводская. При изготовлении большого количества деталей, правильно будет создать кодуктор на электромоторе. Это облегчает процесс работы.
Станок холодной ковки своими руками должен быть приспособлен для таких видов работ, как гибка, закручивание и вытяжка.
В процессе вытяжки конструкция приобретает определённую форму. Поэтому она должна пройти через пресс, после чего сечения первостепенного материала станет меньше. Под гибкой подразумевается создание гнута в нужном угле. Для этого понадобятся шаблоны. Фото чертежей кованных изделий своими руками приготавливается заранее из которого и будет сделан шаблон. К стальной пластине прикрепляется завитушка, а сам лист закрепляется в держателе станка. В конце заготовке размещается прорезь, другой же конец закрепляется на месте. Используя рычаг, происходит влияние на окончание конструкции, которое необходимо провести по каждому изгибу пластины, которая используется как шаблон.
Видео самодельного станка по загибанию балясин.
Станки для холодной ковки своими руками.
Многие опытные изготовители собственноручно собирают несложные механизмы, которые позволяют создавать уникальные конструкции. На это влияет стаж работы. Чертежи на станки для холодной ковки своими руками можно в достаточном количестве найти в интернете, как и фото изделий холодной ковки, которые можно получить в итоге. Фотография такого оборудования позволяет выполнить мастеру чертеж с нуля, если у него есть опыт.
Чертежи на станки для холодной ковки своими руками можно в достаточном количестве найти в интернете, как и фото изделий холодной ковки, которые можно получить в итоге. Фотография такого оборудования позволяет выполнить мастеру чертеж с нуля, если у него есть опыт.
Можно рассмотреть станок «Улитка». Используя его можно создавать различные спирали или волны. Для создания такого станка нужно иметь чертежи на станок для холодной ковки своими руками такого типа, а так же делать все в соответствии с технологией. Рабочая поверхность должна состоять из листового металла. 4 мм толщины будет достаточно. Размеры устанавливаются исходя из габарита детали. Для придания форму необходим листовой металл в толщину 3 мм и в виде полос. Он выгибается по шаблону плоскогубцами и получается спираль.
Для создания нормального процесса работы нужно хорошо зафиксировать один из концов детали. В этом поможет прут, равный ширине полос. Чтобы зафиксировать рабочую площадку нужно будет использовать верстак. Основная цель всего – придать максимальной неподвижности детали, потому что во время холодной ковки нужно приложить большие усилия.
Основная цель всего – придать максимальной неподвижности детали, потому что во время холодной ковки нужно приложить большие усилия.
Перед началом изготовления любого станка для холодной ковки, инструментами для ручной работы нужны шаблоны, эскизы и различные чертежи, в том числе и чертеж на оборудование для холодной ковки своими руками.
Придать более хорошую точность разметке можно за счет миллиметровой бумаги. Нужно нарисовать на ней спираль, где будут увеличиваться витки в радиусе. Между ними нужно должным образом соблюдать равную дистанцию. Такое условие будет обязательным только для создания симметричных узоров.
Конструирование станка.
Для создания любого станка можно использовать несколько вариантов на выбор – разборный, монолитный или сплошной. По все длине бедующего станка рекомендуется приварить маленькие прутки. На рабочей площадке для этого стоит просверлить специальные дырки. Требуется хорошо закрепить концы деталей, которые будут выгибаться.
Такой способ ковки очень популярен у новичков кузнечного дела.
Используя станок для холодной ковки металла, сделанного своими руками, неопытный мастер сможет изготовить кованые балконные козырьки, поручни для лестниц, различные решетки для окон, заборы, многочисленную мебель для дома, ограждения, различные кованые аксессуары и предметы декора, которые дополняют интерьер помещений, на подобии решеток под камины. Это хороший вариант для начинающих специалистов.
Коллекция чертежей станков для холодной ковки.
Чертеж для улитки с лемехом.
На чертеже представлено устройство гибочной улитки с лемехом и правила работы с ним.
Чертеж станка улитка с лемехом.
Подробный чертеж станка улитки.
Чертеж станка улитки.
Чертеж устройство для гибки “Хомута”.
Чертеж приспособления Гнутик.
Видео кузнечного оборудования холодной ковки для малого бизнеса.
Один из способов украшения участков — использовать кованные изделия. Очень декоративно смотрятся заборы, скамейки, беседки, перила для лестницы и другие подобные сооружения. Причем в большинстве случаев данные изделия не есть ковка в ее традиционном понимании. Чаще всего это сделано не в кузне и не при помощи молотка и наковальни, а при помощи некоторых устройств, которые позволяют создавать из металлических полос и квадратных прутков самые различные узоры и изделия. Для изготовления подобных изделий потребуются станки для холодной ковки. Часть из них можно сделать своими руками другую проще купить.
Очень декоративно смотрятся заборы, скамейки, беседки, перила для лестницы и другие подобные сооружения. Причем в большинстве случаев данные изделия не есть ковка в ее традиционном понимании. Чаще всего это сделано не в кузне и не при помощи молотка и наковальни, а при помощи некоторых устройств, которые позволяют создавать из металлических полос и квадратных прутков самые различные узоры и изделия. Для изготовления подобных изделий потребуются станки для холодной ковки. Часть из них можно сделать своими руками другую проще купить.
Какие вообще устройства используются
Для холодной ковки характерны различные завитки, изгибы, витые прутки и т.п. Почти под каждый вид делают на отдельном приспособлении — определенном станке. Привод у них может быть ручной, а может — электрический. Для небольших объемов «для себя» применяют ручные станки для холодной ковки. Они хоть и не особо производительны, но намного проще в изготовлении. Если необходимо ставить изготовление «на поток» делают аналогичные устройства, но уже с электромоторами. В этом случае работать физически почти не нужно, но сложность изготовления приспособления возрастает в разы. В нашем материале поговорим о ручных станках для холодной ковки.
В этом случае работать физически почти не нужно, но сложность изготовления приспособления возрастает в разы. В нашем материале поговорим о ручных станках для холодной ковки.
Какие же устройства используют:
- Торсионные. С их помощью четырехгранные прутки или полосы металла скручивают в продольном направлении. Получается витые столбики, которые называют еще торсионами.
Так выглядит торсион и одноименный станок
Так делают «фонарик»
Приспособление для холодной ковки улитка — для формирования завитков
Для изгиба в любом месте и на любой угол — гнутики (гибочные станки)
Станок «Волна» — для формирования соответствующего рельефа
Станки для оформления концов прутков. В данном случае — гусиная лапка
Для начинающего мастера наиболее актуальный станок для холодной ковки — улитка. Только с его помощью можно сделать множество интересных вещей — начиная от забора и калитки и заканчивая скамейкой и другими подобными изделиями. На втором месте по степени необходимости торсионный станок. Он добавляет разнообразия в детали. Все остальные можно приобретать или делать по мере совершенствования и набора мастерства.
На втором месте по степени необходимости торсионный станок. Он добавляет разнообразия в детали. Все остальные можно приобретать или делать по мере совершенствования и набора мастерства.
Самодельные «Улитки»
По сути это модернизированный гибочный станок (трубогиб), но эти усовершенствования позволяют легко делать завитки из довольно толстых прутков (сечением до 10-12 мм) и повторять их с высокой степенью точности.
Один из самодельных станков для холодной ковки
Конструкций эти станки для холодной ковки имеют несколько, но проще всего в реализации вариант с круглым столом, имеющем центральную ножку. К ножке подвижно закреплен рычаг с роликами на подшипниках на конце. Они облегчают процесс гибки.
Поверхность стола можно сделать из стального листа толщиной от 10 мм и больше. Для ножки можно использовать любую толстостенную круглую трубу. Важно сделать конструкцию устойчивой, так как будут прилагаться боковые усилия, потому нужны боковые стойки, распорки, а также устойчивое основание.
Чертеж станка для холодной ковки «Улитка»
Рычаг проще делать из квадратной трубы с толстой стенкой — не меньше 2-3 мм. Сечение трубы 25*40 мм или около того. Крепление рычага к ножке можно сделать на подшипнике, а можно просто взять небольшой кусок толстостенной трубы большего диаметра, надеть ее на ножку, а снизу приварить полосу-упор — чтобы рычаг вниз не падал. Вариант с подшипником дает более легкое движение, но при наличии смазки и второй вариант рабочий.
Вариант крепления рычага
Важна еще форма рычага. Рычаг двойной, верхняя часть — рабочая, нижняя — опорная. Везде где есть соединения желательно доварить усиление, так как усилия значительные.
Рычаг должен быть надежным, с усилением
На столе закрепляется оправка или кондуктор — форма, по которой сгибаются завитки. Делают их разного диаметра — чтобы можно было делать разные по диаметру завитки. Такие оправки могут быть сборными — для формирования большего количества изгибов. В каждом таком образце должны быть стержни, которые устанавливаются в отверстия в столе. Так этот шаблон фиксируется. Также его форма должна быть разработана с таким учетом, чтобы конец прутка в ней хорошо фиксировался.
В каждом таком образце должны быть стержни, которые устанавливаются в отверстия в столе. Так этот шаблон фиксируется. Также его форма должна быть разработана с таким учетом, чтобы конец прутка в ней хорошо фиксировался.
Вариант кондукторов для улитки
Часто оправки вытачивают из металлического круга подходящего диаметра при помощи болгарки, но есть варианты из металла с наваренными на него стальными пластинами, изогнутыми соответствующим образом.
Как сделать подобный станок для холодной ковки — в следующем видео. Там же неплохо описан способ доведения концов заготовки до приличного состояния — обычные необработанные края смотрятся очень грубо. Для их обработки есть специальное оборудование, но, как оказалось, можно справится и без него.
Торсионный станок
Как уже говорили эти станки для холодной ковки позволяют сделать на прутке продольные изгибы. Это относительно несложная конструкция. Основная задача — закрепить неподвижно один конец прутка, ко второму приделать рычаг, при помощи которого можно будет скручивать заготовку.
Основная задача — закрепить неподвижно один конец прутка, ко второму приделать рычаг, при помощи которого можно будет скручивать заготовку.
В качестве основы подойдет обрезок профилированной трубы с толстой стенкой (не менее 3 мм). Фиксатор можно сварить из тех же прутков, оставив квадратный просвет нужного диаметра. Можно использовать зажим для троса подходящего размера (можно найти в магазине такелажа). Любой из этих упоров приваривается к основанию.
Держатель для троса — отличный фиксатор для прутка
Далее надо каким-то образом обеспечить захват и кручение второй части заготовки. Можно это сделать при помощи двух подшипниковых узлов. Внутрь вставляется труба подходящего диаметра, с одной стороны к ней приваривается ручка — конструкция напоминает букву «Т». С другой стороны в трубе делают фиксатор: сверлят четыре отверстия, в них вваривают гайки под 12 или 14 болты. В результате получается неплохой фиксатор — болты закручивают после того, как вставили пруток.
Дальше — дело техники — рычагом наворачиваем нужное количество витков. Нельзя сказать, что эта работа для слабаков, но при большом рычаге все не так уж и сложно.
Еще более простой станок для изготовления торсионов методом холодной ковки в следующем видео.
Видео про самодельные приспособления и станки для холодной ковки
ШАБЛОНЫ СПИРАЛИ ДЛЯ ИЗГОТОВЛЕНИЯ КОНДУКТОРА “УЛИТКА” – ПРИСПОСОБЛЕНИЯ ХОЛОДНОЙ КОВКИ: 13 комментариев
Спасибо за ранее удачи в делах
доброго дня! на андроид как скачать, в каком формате
Здравствуйте! Шаблоны спирали, как и все чертежи для скачивания на моем сайте, в формате jpg. Они запакованы в архив zip. Вам на андроиде необходимо распаковать архив и открыть шаблоны, как обычные фотографии. Если не получиться – сообщите, что-нибудь придумаем!
Они запакованы в архив zip. Вам на андроиде необходимо распаковать архив и открыть шаблоны, как обычные фотографии. Если не получиться – сообщите, что-нибудь придумаем!
“>
Как сделать кондуктор для завитков — MOREREMONTA
Станок «Улитка» для холодной ковки своими руками используется большинством мастеров в работе над оригинальными изделиями из проката. Кузнечный бизнес чаще всего основан на изготовлении кованых изделий, где присутствуют детали в виде оригинальных петель.
Входные ворота в стиле XVII-XIX веков невозможно представить без завитков, вензелей и других оригинальных элементов. Они не только украшают, умелые мастера могли создавать из металла письменные приветствия. Сложные изогнутые фрагменты используются в качестве усилителей на заборах, входных группах, перилах ограждений и других декоративных изделиях. Сложные профили придают ажурность конструкциям.
Приспособления для изгибания металлических элементов «Улитка»
Чтобы производить изгибы заготовок по определенным параметрам используют вспомогательные кондукторы, получившие название «Улитка». Они служат в качестве специального шаблона, позволяющего воспроизвести десятки, а при необходимости и сотни однотипных деталей. Станок «Улитка» для холодной ковки гнет детали без дополнительного прогрева.
Они служат в качестве специального шаблона, позволяющего воспроизвести десятки, а при необходимости и сотни однотипных деталей. Станок «Улитка» для холодной ковки гнет детали без дополнительного прогрева.
Если выполнять подобную работу только за счет физической силы кузнеца, то работник довольно быстро устанет. Его производительность снизится до нуля. А при наличии вспомогательного механического помощника, можно производить сотни заготовок за смену.
Нужно учитывать, что гибка заготовок – это промежуточный этап в изготовлении сложных конструкций. Их еще нужно установить в нужном месте и приварить. Только тогда будет получен промежуточный результат. Потом потребуется окраска и монтаж изделия по месту заказа. На все операции потребуется не только время, н и физическая сила мастера.
Конструктивно приспособление может быть:
- Неразборным, тогда на нем будет производиться изгибание деталей только на определенные длины. Получаемая спираль имеет определенные ограничения в использовании.
- Сборным (присутствуют дополнительные фрагменты для увеличения продолжительности гиба), и на приспособлении можно производить догибание длинных деталей. Будут получены крупноразмерные детали.
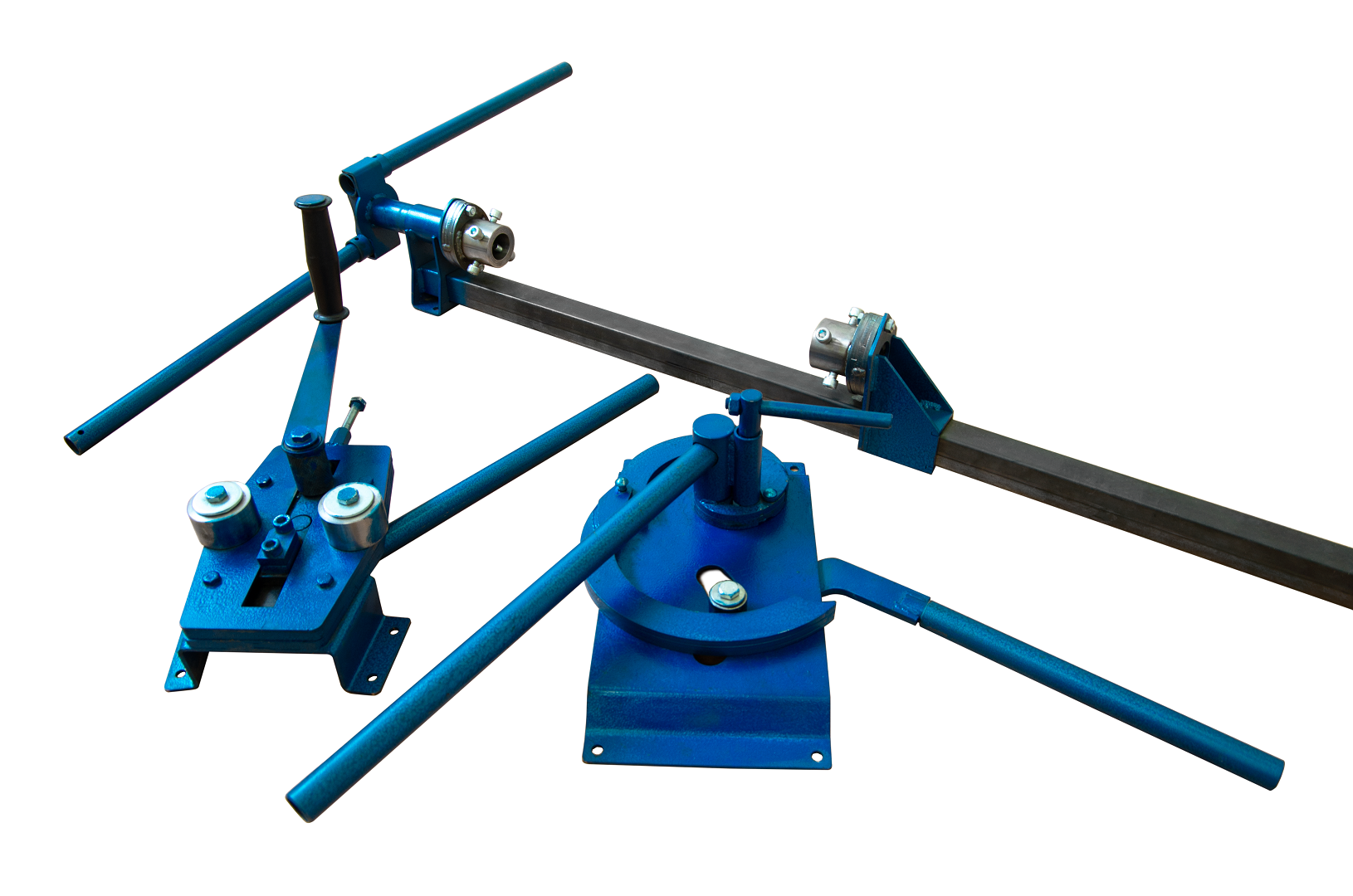
Для работы с деталями из профильной трубы небольших номеров некоторые изготавливают приспособления с ручным исполнением. В них предусматривают использование рычагов, помогающих продвигать заготовку вокруг оправки. Готовые детали снимают с торца, слегка ослабив натяжение.
Технология изготовления приспособления «Улитка»
Упрощенно технологический процесс изготовления станка «Улитка» своими руками можно представить в виде ряда последовательных операций.
- На листе бумаги вычерчивается профиль изделия, который требуется изготовить. При вычерчивании выдерживаются размеры изделия. Чертеж нужен только для получения профиля самой детали. Внимание! При проработке учитываются толщина заготовки. Нужен зазор не менее 3…4 мм, тогда изделия можно снять после его изгибания в приспособлении.
- Для большинства станков изготавливают центральный упор. В нем будет фиксироваться начало.
- Разные мастера используют свои приемы фиксации, поэтому изделия у них можно отличить по почерку.
- Из стального листа вырезается опорная пластина. К ней будет привариваться центр, а также спираль. Толщина пластины должна быть не менее 3 мм, так как будут прилагаться значительные усилия. Размер пластины в будущем определит и параметры завитка.
- Пользуясь чертежом спирали, изгибается из полосы заготовка. При ее гибке контролируются параметры. Чем точнее будет изготовлен этот элемент, тем проще будет выполнять изготовление элементов для кузнечных изделий. Внимание! При необходимости изготовления завитков с количеством витков более одного нужно срезать полосу спирали по диагонали. Поэтому используют полосу значительно ширины. Минимальный размер соответствует высоте профиля, который собираются гнуть на станке.
- Приспособление размещают на специальной стойке, чтобы легче формировать готовые изделия. Для небольших по размеру деталей удобно размещать на вертикальной стойке.
- Чтобы проще выполнять работу приваривают ручку. Ее устанавливают с обратной стороны, чтобы не мешала устанавливать и снимать заготовки.

 Для небольших по размеру деталей удобно размещать на вертикальной стойке.
Для небольших по размеру деталей удобно размещать на вертикальной стойке.Пошаговое изготовление малогабаритного ручного станка для изготовления завитков
Небольшой станок предназначен для изготовления завитков из полосового проката шириной 20…30 мм. Его несложно сделать самому.
Центр
Сначала изготавливается центр. Для этого отпиливается небольшой фрагмент из кругляка. Заготовку фиксируют в тисках, размечают линию реза. С помощью отрезного диска и углошлифовальной машинки (УШМ) отпиливается заготовка.
Она имеет диаметр 38 мм. Боковая поверхность дополнительно не обрабатывается.
Длина центра составляет 28 мм. Можно и немного больше, но для изгибания полосы шириной 30 мм этого достаточно.
На сверлильном станке сверлится отверстие Ø 8 мм. Его располагают эксцентрично. Такое положение обусловлено тем, что нужно изготовить фиксатор для конца заготовки.
Такое положение обусловлено тем, что нужно изготовить фиксатор для конца заготовки.
Прорисовывается профиль, который следует удалить с помощью отрезного и зачистного дисков, устанавливаемых на болгарке. Заготовку крепят в тисках и удаляют излишки металла.
Лепестковыми дисками поверхность защищается так, чтобы осуществлялся плавный переход между разными поверхностями фиксатора.
Чтобы в дальнейшем проще фиксировать конец заготовки, нужно просверлить отверстие. Его располагают на радиальной поверхности центра. Сверлится отверстие под резьбу М10.
С помощью набора метчиков нарезается внутренняя резьба. Здесь будет использоваться винт без головки. После фиксации заготовки он спрячется внутри металла центра.
К опорной пластине толщиной 4 мм приваривается центр. На этом работа с его изготовлением завершается.
Изготовление приспособления
Для удобства работы с приспособлением к обратной стороне пластины приваривается вал. Вращая его в специальной оправке, будут вращать улитку.
Вращая его в специальной оправке, будут вращать улитку.
Наружную поверхность нужно обточить, чтобы сварные швы не мешали свободному облеганию будущих заготовок.
Будущая спираль прорисовывается на пластине. Создается контур, куда ее в дальнейшем приварят.
Из полосы толщиной 4 мм изгибают спираль. Она должна соответствовать проекту.
После проверки спирали по шаблону излишки обрезаются, а саму спираль приваривают к пластине и к центру.
В качестве стойки используется профильная труба 40·40 мм со стенкой 3 мм. На ней сверлят отверстия для крепления элементов станка. С помощью опорных площадок фиксируют подготовленные части.
С обратной стороны видна ручка. Ее закрепили к валу с помощью подшипника. Подготовленная «Улитка» может вращаться.
Проводится проверка работоспособности. За ручку выполняется поворот спирали вокруг оси центра.
Изготовление простейшей детали на станке
Отрезают заготовку из полосовой стали в нужный размер. Этот размер обычно уточняют, прорисовывая готовое изделие и его составляющие элементы.
Этот размер обычно уточняют, прорисовывая готовое изделие и его составляющие элементы.
Свободный конец устанавливают в центр спирали. С помощью внутреннего винта производится фиксация заготовки.
Выполняется поворот «Улитки». Заготовка плотно прижимается к направляющим. Тут требуется прилагать определенные усилия, чтобы получать нужный профиль изделия.
Проворачивая приспособление дальше, осуществляют изготовление завитка. При необходимости вставляют другой конец заготовки и производят изготовление замкнутого или разомкнутого завитка.
Обычно другой конец не остается прямым. Его тоже изгибают. Поэтому различают внутренние и наружные обратные завитки. На самом приспособлении с помощью маркера или мела делают отметки. По ним ориентируются, когда изготавливают завитки с требуемыми параметрами.
Как гнуть профильную трубу на станке «Улитка»?
Если попытаться изгибать профильную трубу без специальной подготовки, то сварной шов разойдется. Получится брак.
Получится брак.
Кузнецы с большим опытом работы изготавливают более сложные станки для изготовления своих изделий. Они дополнительно оснащают «Улитку» съемными элементами.
Пошаговый технологический процесс изготовления обратного завитка на станке «Улитка»
На прокатных роликах производится последовательный обжим трубы. Образуются выступающие ребра, а сварной шов остается внутри слоя, смещенного к центру.
На параллельных эксцентричных вальцах выполняется обжатие концов трубы. Она становится похожей на полосу. В таком виде ее проще фиксировать на станке.
В специальном приспособлении формируется хвостовик. Теперь заготовки будут фиксироваться на станке одним движением.
Заготовку фиксируют в центре. Там имеется паз, который закрепляет хвостовик. Видно, что спираль имеет равномерный спуск по высоте.
После фиксации хвостовика включается электродвигатель. Начинается формование детали.
Петля образуется при касании заготовки в специальный опорный элемент. Его чаще называют опорным валом. Чтобы снизить усилие, его оснащают подшипником. Деталь свободно проворачивается вокруг опоры.
Его чаще называют опорным валом. Чтобы снизить усилие, его оснащают подшипником. Деталь свободно проворачивается вокруг опоры.
Часть спирали образована. Но при необходимости обрабатывать на большую длину, будет установлен съемный элемент.
Формируется заготовка и с другого конца. Здесь мастер определяет, в какую сторону производить изгибание детали.
Для продолжения работы устанавливается съемный элемент сборной «Улитки».
Теперь можно формировать загиб деталей большого размера.
Даже длинные заготовки легко изгибаются по заданным размерам. На рабочих элементах делают метки. По ним ориентируются, сколько нужно гнуть.
С обратной стороны выполняют дополнительный изгиб детали.
Дорабатывается изделие с обеих сторон.
Готовая деталь имеет законченный вид. Если нужно, то хвостовики будут спилены. Тогда никто не догадается, как выполнялась фиксация заготовок.
Если нужно изготовить маленькую деталь, то используют другую «Улитку».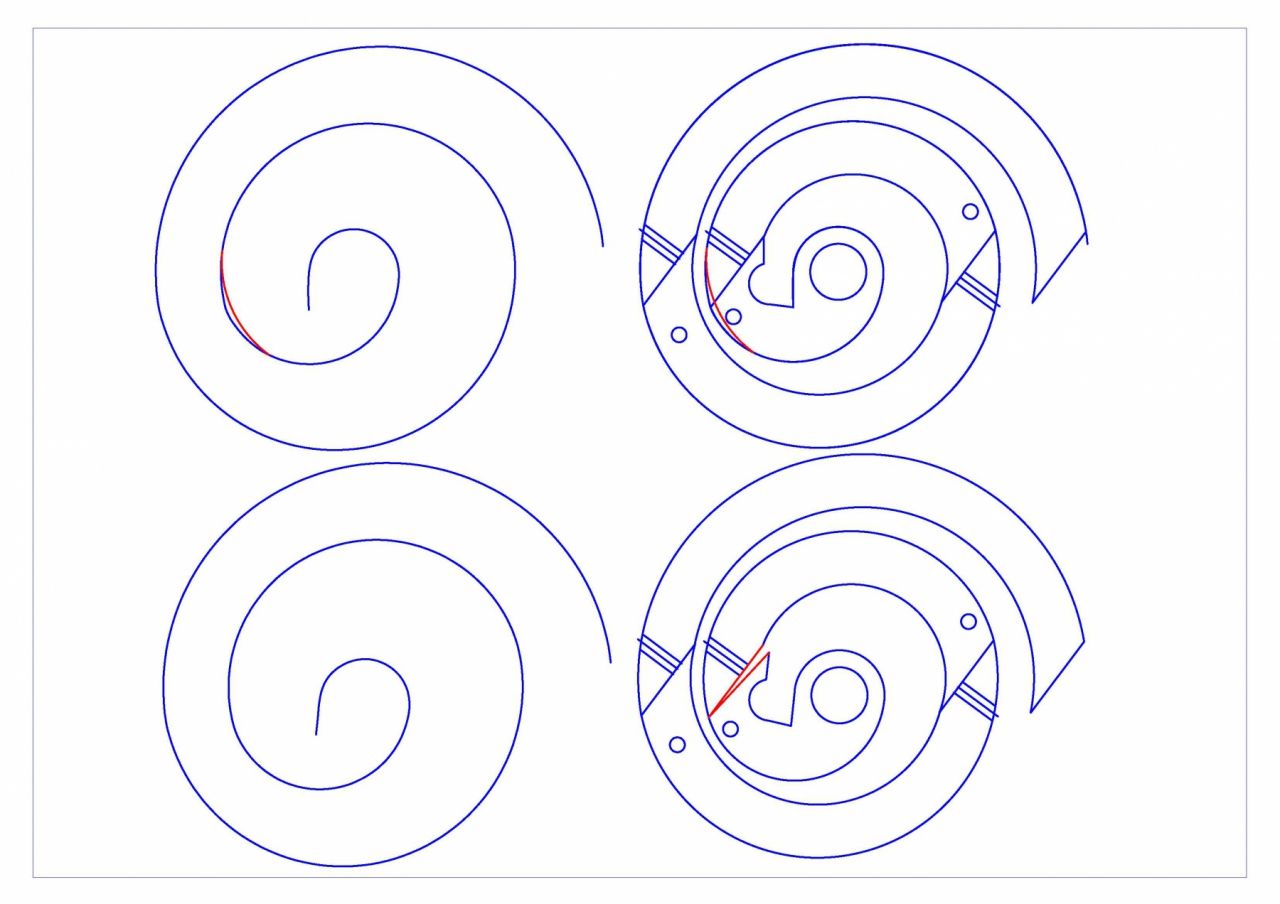 У опытных мастеров их несколько штук.
У опытных мастеров их несколько штук.
Примеры изделий с завитками
Оригинальный козырек над входом в здание:
При оформлении французского балкона оригинальные завитки придают ажурный вид всему изделию.
На лестничном пролете завитки выглядят весьма оригинально.
Используя одни завитки, изготавливают опоры для скамьи, а также в том же стиле создают решетку для камина.
На винтовой лестнице видна рука отличного мастера. Не всякий сумеет сделать подобное изделие.
В створке ворот присутствуют элементы, изготовленные на станке «Улитка». Тяжелое изделие прибрело особую легкость.
Легкая лестница в стиле Хай-тек. Она может украсить не только загородный дом. Современные дворцы при минимализме конструкции могут иметь отличный вид.
Простор для творчества не ограничен. Многие кузнецы являются настоящими художниками. Они украшают мир вокруг себя.
Видео: “Улитка” – холодная ковка своими руками.
ШАБЛОНЫ СПИРАЛИ ДЛЯ ИЗГОТОВЛЕНИЯ КОНДУКТОРА “УЛИТКА” – ПРИСПОСОБЛЕНИЯ ХОЛОДНОЙ КОВКИ: 13 комментариев
Спасибо за ранее удачи в делах
доброго дня! на андроид как скачать, в каком формате
Здравствуйте! Шаблоны спирали, как и все чертежи для скачивания на моем сайте, в формате jpg. Они запакованы в архив zip. Вам на андроиде необходимо распаковать архив и открыть шаблоны, как обычные фотографии. Если не получиться – сообщите, что-нибудь придумаем!
Кованые элементы пользуются спросом у клиентов различных категорий. Детали обладают разнообразием видов, реализуются по низким ценам, позволяют украшать различные изделия и создавать интересные композиции, легко крепятся к предметам посредством сварки, просты в уходе, отличаются долговечностью и привлекательным дизайном.
Востребованной категорией кованых элементов являются завитки различных конфигураций. Они прекрасно дополняют дизайн небольших изделий для интерьеров и массивных конструкций для внешнего облика зданий.
Производители предлагают обширный ассортимент спиралевидных элементов. Существует альтернатива — приобретение или изготовление оборудования, что позволяет создавать своими руками завитки разнообразных видов и размеров.
На чем осуществляют гибку, весь п
еречень оборудования: универсальные, ручные, матрица и прочиеДля изготовления завитков по горячей и холодной технологиях применяется различное оборудование.
Механизированные станки
Специальные станки с электрическим приводом и ручным управлением. На практике данные механизмы представляют собой гибочное оснащение, позволяющее обрабатывать заготовки из прутков, полос и профильных труб разного сечения. Встречаются как универсальные станки, предназначенные для изготовления разных элементов из металла, так и специальные, подходящие только для производства завитков.
Станок для ковки Ажур-1М. Фото КовкаПРО
Ручные инструменты, штампы, оправки
Инструмент с ручным управлением типа улитка популярен и представляет собой круглый стол, имеющий центральную ножку. Также в строение машины входит двойной рычаг, верхняя часть которого рабочая, а нижняя служит для опоры, кондуктор или оправка, располагающиеся на столе и служащие для гибки. Нередко улитки именуют матрицами, кондукторами и станками для холодной ковки.
Станок для холодной ковки типа Улитка Stalex SBG-30. Фото КовкаПРО
У исполнителей пользуются популярностью и другие устройства для холодной ковки: волна, твистер, глобус, фонарик, гидравлический пресс. Ручные устройства используются для холодной ковки в домашних условиях, т.е. в тех случаях, когда исполнителю не важны скорость изготовления и количество полученных элементов. Для увеличения производительности станки дополняются электрическим приводом или двигателем.
Кроме этого, для холодной ковки используются различные дополнительные приспособления: вилки, клещи и т.д. Мастера нередко собирают нестандартные модели инструментов и самодельные приспособления, которые имеют неофициальные названия.
В свою очередь для горячей ковки исполнителю потребуется меньший набор инструментов, основными являются молот и наковальня, но больший уровень знаний и навыков.
Однорогая консольная наковальня. Фото Станкоцентр
Разновидности: шаблон и ручной станок
Кондуктор может выступать не только в качестве составного элемента станка, но и быть самостоятельным ручным приспособлением. Он помещается в отверстие в наковальне или фиксируются в тисках. Подобный инструмент, который также именуют шаблоном или лекалом, обладает простым строением и легок в эксплуатации.
Принцип работы улитки для накрутки кованых завитков, бубликов и спиралей
Для выполнения гибки завитков необходимо подготовить заготовки нужных размеров, в зависимости от технологии обработки детали следует нагреть или сразу же приступать к работе.
Создание завитка для балясины на кондукторе
Заготовка помещается в кондуктор, окончание фиксируется в специальной пазухе, прутку придается соответствующая форма посредством приложения усилий.
На нижеследующем видео это показано наглядно.
Как сделать своими руками станок с лекалом для холодной и художественной ковки
Сделать своими руками кондуктор для завитков достаточно просто. Для этого потребуется полоса, кусок листового металла, угольник и два малых элемента прямоугольной формы, один из которых имеет выемку для закрепления окончания заготовки.
Данные детали свариваются под прямым углом и присоединяются к полосе, которая уже имеет форму спирали. Полоса крепится к листу металла небольшого размера, с нижней стороны приваривается угольник, обеспечивающий фиксация в тисках или ножка для размещения на наковальне.
Как нарисовать спираль, можно посмотреть в следующем видео.
Самодельный кондуктор для ковки: технология выполнения — moyakovka.ru
Много сотен лет назад человек научился обрабатывать металл. Сначала из него делались полезные в быту инструменты: для охоты, рыбной ловли, обработки шкур животных. Потом появились украшения. Когда человек стал возводить дома, пришла и идея украшать их металлическими воротами, фонарями, устанавливать каминные решетки и многое другое. И здесь не обойтись было без кузнеца. Это искусство не теряет актуальности и по сей день. Только теперь чаще можно увидеть у кузнеца самодельный кондуктор для ковки или производственный агрегат. Различные станки в значительной степени облегчают процесс ковки, позволяют за более короткое время выполнить большее количество деталей. Итак, рассмотрим некоторые подробности.
Технология сварочных работ на кондукторе.Для справки: ковка — процесс придания металлическому пруту или пластине определенной формы. Бывает холодной и горячей. Для горячей ковки металл следует нагреть. Заготовка под воздействием огня становится пластичнее и легко меняет свою форму, направляемая опытной рукой мастера.
Однако простота такого способа кажущаяся: на самом деле горячая ковка опасна, требует специально оборудованного помещения, определенных знаний (каждому металлу — своя температура). Поэтому многие кузнецы (особенно самоучки) выбирают холодную ковку металла. Здесь форма заготовке придается при помощи пресса, сварки и изгибания детали под силовым воздействием. Нет необходимости устанавливать горн, нет пожароопасности.
Минусом такого способа является невозможность внесения поправок. Выполнили деталь с ошибкой — и ей прямая дорога в металлолом. Так как в городских условиях проще заниматься холодной ковкой, то это процесс можно рассмотреть подробнее.
Самодельные приспособления и инструменты для холодной ковки
Вам потребуется:
- гунтик;
- улитка;
- волна;
- фонарик.
Гнутик незаменим для загибания заготовок под определенным углом. А вот улитка потребуется для создания спиральных завитушек различного радиуса.
Наковальня: а – рог; б – хвостовик; в – лицо; г – углубление для пробивания отверстий; д – отверстие для установки подкладного инструмента; е – площадка для рубки металла; ж – башмак.Волна позволяет изгибать полоски-заготовки в виде синусоиды. Кроме того, отдельный инструмент есть для создания фонариков. Он так и зовется — фонарик. Отдельный станок нужен и для изготовления колец.
Можно такой станок и купить, но цены на кузнечные агрегаты высокие. Да и вещь, изготовленная на самодельном кондукторе, будет уникальной, хотя по некоторым характеристикам и уступит произведенной промышленным аппаратом. Если планируется выполнять большое количество деталей способом холодной ковки, то кондуктор лучше сделать с электрическим двигателем. Это значительно облегчит ваш труд. На станке нужно предусмотреть выполнение основных видов работ: вытяжки, гибки, закручивания.
Создав самодельный кондуктор, все эти приспособления можно объединить.
Вытяжка придает определенную форму заготовке, пропуская ее через специальные валики или пресс, уменьшая сечение исходного прута.
Гибка — название говорит само за себя — заготовка загибается под определенным углом. Ее можно выполнять по шаблонам. Делается это так. Рисуется эскиз детали. По нему создается шаблон. Например, на небольшой лист металла приваривается завитушка, затем эта пластина закрепляется в специальный держатель на станке. Один конец заготовки вставляется в прорезь, второй придерживается. Рычагом воздействуют на один конец заготовки, протаскивая ее по всему лабиринту пластины-шаблона. Единственный нюанс: при создании шаблона сварочный шов должен проходить снаружи, иначе он будет мешать прохождению заготовки.
https://moyakovka.ru/youtu.be/fAwIDKTIyik
Вернуться к оглавлению
Нагревание и закручивание заготовки
Если заготовка имеет размеры больше 8х8, то ее все же потребуется нагреть и только потом вставить в кондуктор, загнуть вдоль бортика шаблона, вынуть и охладить. Можно, конечно, и холодную согнуть, но потребуется больше усилий даже при наличии кондуктора. Так зачем же мучиться? Тем более что нагревать заготовку нужно совсем немного (не до таких температур, как при горячей ковке).
Закручивание производится таким образом: один конец заготовки зажимается тисками, за второй заготовка прокручивается вдоль оси. В итоге получаются торсионы — винтовые детали.
Выполнив все детали, можно приступать к сборке изделия. Элементы собираются в единую конструкцию с помощью сварки. Обычный сварочный аппарат можно приобрести в любом специализированном магазине. Холодная ковка очень популярна среди новичков: не требуется специально оборудованного помещения (подойдет гараж, сарай), можно обойтись без специфических знаний о свойствах металлов, все необходимые станки и инструменты можно изготовить своими руками.
https://moyakovka.ru/youtu.be/uiLvzwYrCl0
Инструкции по изготовлению приборов, станков, чертежи заготовок и шаблонов потребуется найти заранее. А еще нужно запастись терпением, так как кузнечное дело — не самое простое. Потребуется время, приспособления и десятки испорченных заготовок, прежде чем вы научитесь создавать неповторимые изделия художественной ковки.
Как сделать простой нож EDC — от начала до конца
Уэйн Годдард
Кузница из одного кирпича
Кузница из одного кирпича, которую я создал, начиналась с одного кирпича и оказалась невероятно полезной. Когда я узнал больше о работе с мягкими кирпичами и нашел лучшую горелку, то, что я называю «Extendo Forge», эволюционировало. Extendo Forge использует полтора кирпича, чтобы получить более длинную камеру.
Главное, чтобы кирпич был мягким, жаропонижающим.Пропановая горелка в стиле BernzOmatic подает тепло для маленькой кузницы. Эта маленькая кузница — не просто новинка; мой привыкает почти каждый день. Он заменил мою кузницу «Дыхание дракона» среднего размера для многих работ по обогреву. Типичное применение — ковка лезвий, отжиг, термообработка лезвий и иногда отпуск с помощью приспособления для отпуска с мягким сердечником. На фотографии показана Extendo Forge с резаком для шланга JTH-7.
Для его изготовления вам понадобятся два типа огнеупорных кирпичей: один или два из мягких высокотемпературных кирпичей и два или три твердых низкотемпературных кирпича, которые помогают удерживать мягкие кирпичи на месте.Если у вас нет кирпичей, вы найдете их на желтых страницах в разделе «Огнеупоры». Если это не дает результатов, позвоните каменщику, чтобы узнать результаты, позвоните каменщику, чтобы узнать, где он получает кирпичи.
Обычные твердые кирпичи не годятся для изготовления маленькой кузницы. Абсолютно необходимы жаропрочные кирпичи, иногда называемые «изоляционными кирпичиками». Диапазон температур для мягких кирпичей составляет 2800-3000 F.
.Я рекомендую пропановую горелку только одной марки и модели.Это «шланговый резак» BernzOMatic JTH-7. Он назван «резаком для шланга» для 4-футового шланга с наконечником на конце. На бутылке также есть регулирующий клапан.
Регулирующий клапан необходим, поскольку он позволяет регулировать температуру. Резак для шланга очень сильно нагревается на верхнем конце, но его можно снова отрегулировать, чтобы он работал достаточно холодным, чтобы использовать его для отжига и закалки мелких деталей. При работе на высоких частотах вам понравится дополнительный нагрев, потому что он способствует быстрому нагреву камеры.
Кузница из огнеупорного кирпича с резаком JTH7 легко нагревает пруток размером 1/4 на 1 дюйм, чтобы выковать лезвия длиной от 4 до 6 дюймов. Большинство других горелок можно использовать только «включено», без какой-либо возможности регулировать температуру. На фото видно, как нагревается лезвие проекта.
Проверьте свою кузницу из одного кирпича, поместив кусок прутка размером 1 на 1/4 дюйма в тепловую камеру. Зажгите резак и посмотрите, сколько времени потребуется, чтобы нагреть его до температуры ковки. Чтобы нагреть пруток на 3 дюйма и более до температуры ковки, не потребуется более 5-6 минут.
Важно иметь предохранительный держатель для бутылки с пропаном объемом 16 унций. Небольшие пропановые горелки могут быть опасны при падении или падении с верстака. Блок клапанов может сломаться, и пропан будет быстро выпущен, что приведет к опасной ситуации. Держатель безопасности представляет собой большую банку для сока, которая крепится к фанерному основанию. Затем держатель прикрепляется к верстаку шурупом для дерева.
Безопасный держатель для факела спас бы крышу, которая частично сгорела от дома в нашем районе.Велосипед упал на верстак, сбил пропановую горелку и упал на пол. Факел не работал, но когда он ударился о цементный пол, он сломал баллон, выпустив газ. Выходящий газ воспламенился пилотной лампой на водонагревателе. Пламени поднялись по стене и попали на чердак через входную дверь, которая была оставлена приоткрытой.
Чтобы сделать мини-кузницу, вырежьте отверстие термокамеры размером 1 дюйм на 1-1 / 2 дюйма в продольном направлении через кирпич с помощью лезвия мусорного ножа.Или просверлите его старым сверлом, а затем соскоблите, чтобы получилось прямоугольное отверстие. Отверстие в 1 дюйм сбоку называется «пожарным отверстием»; он входит только настолько, чтобы достичь теплового отверстия.
Вы хотите, чтобы пламя охватывало нижнюю часть изделия, чтобы нагревать его более равномерно. Линия на кирпиче показывает дно термокамеры. Не вставляйте наконечник горелки прямо в отверстие для нагрева, держите его на расстоянии около дюйма от отверстия. Поэкспериментируйте с фонариком, чтобы увидеть, куда направлено пламя, чтобы получить наибольшее количество тепла.
Необязательно, чтобы термокамера проходила по всей длине кирпича, если вы выковываете только небольшие лезвия. Полукирпич, просверленный наполовину, помещается в заднем конце кузницы. Если открытый конец полукирпича прижат к термокамере, лезвия длиной до 10 дюймов можно нагреть для ковки или закалки. Твердый конец полукирпича стыкуется с концом термокамеры при нагревании более короткой работы.
Вырежьте на боковой стороне мягкого огнеупорного кирпича выемку, чтобы сделать полость достаточно большой для нагрева деталей, которые больше, чем отверстие в мини-кузнице.Это подходит для выпрямления винтовых пружин или других изогнутых деталей. Обогреваемая деталь удерживается в углублении, где пламя может обернуться вокруг нее, так что она нагревается со всех сторон.
Кислородно-ацетиленовая горелка
Горелка кислородно-ацетиленовая (A / E) является отличным источником тепла для процесса закалки, и я использовал ее в течение многих лет. Я использовал его для закалки 3000 или более лезвий. Я перестал его использовать, когда начал строить свои самодельные газовые кузницы и использовать кузницу из одного кирпича.Единственный недостаток использования A / E — это стоимость газа. Пропан по сравнению с ацетиленом дает в четыре раза больше времени нагрева. Хотя пропан не такой горячий, как A / E, он более чем достаточно горячий для нашего использования.
Температура пламени A / E превышает 5000 градусов по Фаренгейту, но легко научиться манипулировать горелкой и лезвием, чтобы добиться равномерного нагрева. Целесообразно попрактиковаться в равномерном нагревании лезвия ненужного ножа или куска стального лома.
Горелка A / E идеально подходит для закалки с закалкой кромок, при которой только кромочная часть лезвия нагревается до температуры закалки.Задняя часть лезвия остается при температуре, при которой она не полностью затвердевает при закалке, когда все лезвие погружается в масло. Лезвия, кромка которых нагреваются с помощью резака A / E, могут быть закалены кромкой или полностью закалены.
Блок регулятора закалки кромок
Когда желательно произвести закалку кромки в масле, хорошо использовать блок регулятора. Я использую тяжелый кусок стали, отрегулированный так, чтобы край размещенного на нем лезвия находился примерно на полдюйма ниже поверхности масла.Масло нагревается до 90-140 F. Лезвие нагревается и помещается в масло, направлено вниз под углом примерно 45 градусов, а затем опускается на блок регулятора. Затем лезвие быстро покачивают вперед и назад несколько раз, чтобы убедиться, что вся кромка получит необходимое «быстрое охлаждение». Блок регулятора можно поднять или опустить, чтобы отрегулировать количество твердой кромки, образующейся при закалке.
Закалка
Закалка — это цикл или циклы низкотемпературного нагрева, необходимые для небольшого размягчения (отпуска) мартенсита и в то же время снятия напряжений, возникающих при закалке.Конечная форма стали в готовой лопатке — отпущенный мартенсит. Закалка лезвий ножей из углеродистой или углеродистой легированной стали находится в диапазоне 375-500 F.
Важно получить правильную степень твердости в результате отпуска. В случае лезвия ножа важно иметь мелкозернистую структуру. Слабая крупнозернистая лопатка может быть результатом перегрева во время ковки или нагрева для закалки. Лезвие с мелкозернистой структурой всегда будет демонстрировать превосходящую прочность по сравнению с лезвиями такой же твердости, которые имеют крупное зерно.
Наблюдая за кузнецами-подмастерьями и мастерами-кузнецами Американского общества клинков по резке, рубке и экс-тестам, я заметил, что все несколько сломанных лезвий имели грубый или сомнительный размер зерна. Лезвия выходят из строя из-за некачественной термообработки; Обычно виновата не сама сталь. Плохая сталь с хорошей термической обработкой может стать лучшим лезвием по сравнению с лезвием из хорошей стали с плохой термической обработкой.
Для закалки только что закаленных лезвий вам понадобится тостер, или используйте домашнюю духовку.Важно произвести отпуск немедленно, чтобы снять напряжение с мартенсита, образовавшегося в результате успешной закалки. Я использовал печь в доме много лет, и семье не нравился запах, если я не стряхивал все масло с лезвий. Было хорошо, когда я наконец сообразил, что могу готовить в тостере, хранящемся в магазине. Подойдет любая духовка, которая будет обеспечивать равномерную температуру в диапазоне от 325 до 500 F.
Термометр для духовки за 4 доллара устанавливается на решетку как визуальный индикатор температуры.Чтобы проверить духовку перед тем, как закалять какие-либо лезвия, сделайте следующее: Включите духовку и установите регулятор на 375 F; подождите 20 минут, чтобы температура стала равномерной; положить в духовку только что отшлифованный кусок стали; оставить на 45 минут; удалить сталь; дать остыть; и обратите внимание на цвет.
Оттенок углеродистой стали должен быть где-то между соломенным и коричневым. Он должен быть однородного оттенка по всей длине стали. Цвет, который появляется, представляет собой оксид, образованный нагреванием, а оттенок является довольно точным показателем температуры в тех же типах стали.
Вам может потребоваться вставить кусок стали между нагревательным элементом и стойкой, если окажется, что одна часть лезвия стала горячее, чем остальные. Отрегулируйте регулятор нагрева, чтобы получить темно-соломенный или коричневый цвет. Вы должны уметь разрезать край файлом.
Сейчас я использую конвекционную печь Farberware для отпуска углеродистой и углеродистой стали. (То есть до 550 F.) Я купил духовку Farberware в комиссионном магазине за 5 долларов. Он имеет большую емкость, а поскольку источник тепла находится вне камеры, тепло равномерно.
Альтернативный метод темперирования — использовать то, что я называю темперирующим приспособлением. Смотрите фото. Приспособление изготовлено из меди, но может быть из нержавеющей или низкоуглеродистой стали. Низкоуглеродистая сталь будет отслаиваться и прослужит меньше, чем медь или нержавеющая сталь. Медные стороны имеют размер 3/8 дюйма на 1 дюйм на 5 дюймов. Зазор для лезвия составляет 1/4 дюйма или ширину самого толстого лезвия, которое вы хотите закалить с помощью шаблона для закалки.
Шаблон для отпуска должен быть тяжелым, чтобы выдерживать достаточно тепла для адекватного выборочного отпуска на больших лезвиях.Удлинитель на проставке лезвия необходим в качестве места зажима щипцами или плоскогубцами для захвата лезвия и зажима в кузнице и из нее. Практикуясь, можно добиться хорошего избирательного нрава. Попрактикуйтесь с ним, прежде чем использовать его на закаленном лезвии. Как было сказано ранее, большая часть навыков, используемых для изготовления готового ножа, развивается только на практике.
Шаблон для отпуска сделан достаточно маленьким, чтобы поместиться в термокамеру кузницы по огнеупорному кирпичу. Приспособление нагревают до оранжевого цвета, вынимают и кладут на огнеупор.Задняя часть лезвия вставляется в приспособление.
Лезвие движется вперед и назад в прорези, уделяя больше внимания области рикассо. Если острие будет тоньше, оно будет перегреваться, если вы не будете осторожны. Идея состоит в том, чтобы получить синий цвет на тыльной стороне лезвия и темно-соломенный цвет, не более коричневый, по краю.
У вас должна быть под рукой таз с водой, чтобы охладить край, если цвет слишком быстро приближается к краю. Кромку следует охладить, очень быстро окунув в воду и вынув ее.Не вставляйте край внутрь и не оставляйте его, тепловой удар может вызвать микроскопическую трещину, которая в будущем приведет к поломке.
Отжиг
Отжиг — это процесс термообработки, в результате которого сталь становится максимально мягкой. После этого его можно будет легче обрабатывать напильниками или придать ему форму путем фрезерования и токарной обработки. Новая сталь в том виде, в каком она поступает от поставщика, обычно представляет собой пруток прямоугольной формы. Это будет горячекатаный, отожженный (HRA) вид. Горячая прокатка и отжиг были первым этапом процесса термообработки, и поэтому сталь готова к обработке посредством процесса удаления припуска.
Последовательность термообработки для Project Blade
1. Включите темперирующую печь и дайте ей поработать достаточно времени, чтобы нагрев оставался стабильным;
2. Имейте под рукой закалочный раствор, готовый к работе. Нельзя терять время и погружать горячее лезвие в закалочный раствор. Если вы потратите впустую несколько секунд, полное отверждение может не состояться;
3. Нагрейте лезвие для закалки с помощью кузницы из одного кирпича или любого другого источника, который у вас есть. Нагрейте медленно и равномерно, пока лезвие не перестанет притягивать магнит, которого к нему прикасаются;
4.Быстро охладите кромку в теплом масле с помощью регулятора или кастрюли с жидкостью. Убедитесь, что как можно скорее ввели в закалку хотя бы полдюйма от полной длины кромки. Я использую закалку для гупа исключительно для однолезвийных ножей. (Формула для вязкости находится в разделе материалов.) Для обоюдоострых лезвий требуется первая закалка в масле с прямыми кончиками, достаточно глубокая, чтобы покрыть все лезвие и хвостовик.
5. Держите лезвие в закалочном растворе до тех пор, пока обратная сторона лезвия не перестанет окрашиваться.По мере таяния гупа я часто быстро поднимаю край и делаю еще один трек в гупе. Это необходимо для того, чтобы скорость охлаждения постоянно снижалась;
6. Продолжайте охлаждение лезвия до тех пор, пока лезвие не будет можно брать в руки голыми пальцами;
7. Сотрите остатки закалки с лезвия, проверяя край углом изношенного файла. Процесс закалки считается успешным, если файл не вгрызается, а только скользит по стали. У меня есть контейнер с опилками и жесткая проволочная щетка, чтобы счистить излишки масла или слизи с лезвия.Бросьте лезвие в опилки и хорошенько потрите им, а затем хорошенько обработайте металлической щеткой. Светло-серая область только что закаленного лезвия указывает на твердое сечение. Смотрите фото. Лезвие, которое не имеет этого цвета по краю, возможно, не отреагировало на процесс закалки;
Установка для испытания латунного стержня
8. Быстро зашлифуйте одну сторону лезвия до голого металла и поместите его в печь для отпуска на 45 минут — час. Оставьте духовку включенной, но выньте лезвие и поставьте на решетку, чтобы она остыла до комнатной температуры.Когда лезвие достаточно остынет, чтобы работать с ним пальцами, поместите его обратно в духовку для еще одного цикла темперирования продолжительностью не менее 45 минут;
9. Выключите духовку и выньте лезвие, когда оно достигнет комнатной температуры;
10. Протестируйте край с помощью ранее использованного файла. Файл должен прикусить слегка, но не слишком глубоко; и
11. Завершите чистовую заточку лезвия и проведите испытание латунным стержнем.
Тест латунного стержня
Приклейте кусок латунного стержня диаметром 1/4 дюйма на кусок твердой древесины или удерживайте латунный стержень в тисках так, чтобы его верхняя половина находилась над губками.Приставьте острие ножа к латунному стержню под тем же углом, который использовался для заточки, который составляет примерно 15 градусов. Приложите достаточно давления, чтобы вы могли видеть, как стержень отклоняется от края. Если приложить такое же давление к стержню, пока он находится на шкале, вы обнаружите, что «давление отклонения» составляет 35-40 фунтов.
За испытательной площадкой необходим хороший источник света, чтобы можно было видеть отклонение. Если кромка выколется при умеренном давлении на стержень, кромка, скорее всего, выколется во время использования.Если край остается загнутым в деформированной области, он, скорее всего, будет гнуться при использовании и будет слишком мягким, чтобы удерживать край. Лезвие превосходного лезвия будет отклоняться от стержня и пружинить обратно прямо.
Испытание латунного стержня может быстро определить, имеет ли лезвие хороший баланс гибкой прочности и твердости, достаточной для удержания лезвия. Тест предназначен для ножей класса охотничьих ножей. Тонкие ножи для филе или толстые походные ножи не будут одинаково реагировать на тест.
Испытание латунного стержня в том виде, в каком я его представляю, не предназначено для замены испытания на твердость, чтобы определить, что лезвие полностью закалено.Вы можете думать об этом как о замене тестера Роквелла. Испытание латунного стержня — это всего лишь сравнительный тест для определения, на мой взгляд, твердости, которая сохраняется при нормальном использовании. Я начал использовать около 27 лет назад и до сих пор считаю, что это лучший тест для неполевого использования, который я когда-либо обнаружил.
Чистовая обработка лезвия
Существует множество способов отделки лезвия после его закалки и отпуска. Проектный нож был доведен до зернистости 240 с помощью гибкого диска, а затем вручную доведен до зернистости около 800.Затем я дал ему пятиминутный цикл травления в хлористом железе, чтобы выявить линию закалки. Серый цвет от травления остался на лезвии, потому что он дает ему легкий оксидный слой защиты от потускнения и ржавчины.
Линия закалки была выделена быстрым протиранием вручную полировальной тканью 3M зернистостью 2000. Моя лучшая фотография не передает должного качества лезвия, подчеркивая красоту и мельчайшие детали сложной линии темперамента.
Ниже приведены некоторые из множества способов отделки лезвий.Каждая отделка придает клинку особую индивидуальность. Поэкспериментируйте с различными покрытиями, чтобы у вас была самая подходящая, когда появится подходящее лезвие.
Лезвия ручной обработки
японских мастеров меча, которые работали более 300 лет назад, не имели силового оборудования. Они выковали лезвие по форме, а затем использовали сен (скребок), чтобы выровнять его. После термической обработки, полностью ручной работы, лезвие довели до высокой степени полировки. Все используемые абразивы были сделаны из природных камней или из оксидов металлов.
Я был поражен, когда впервые увидел такую высокую степень полировки и мне сказали, что все это делается вручную. Мое оборудование для механической шлифовки и полировки не позволяло мне приблизиться к обработанным вручную лезвиям мечей. Если ручная отделка выполнена хорошо, она дает четкие и чистые очертания поверхности. Он придает точный вид шлифовальным линиям и элегантно определяет форму лезвия.
Отражения от поверхности отполированного до зеркального блеска лезвия могут вызвать искажение линий и выявить, что поверхности обычно не такие гладкие и правильные, как предполагалось вначале.Хорошо сделанная поверхность, обработанная вручную, — идеальное средство для ухода за лезвием.
Лезвие, обработанное вручную, начинается с ленты или диска, по крайней мере, до степени зернистости 320. Первым шагом является обработка машинных царапин зернистостью 320 влажной или сухой бумагой зернистостью 320 или 400, подкрепленных эргономичной ручкой. На фото показан стиль толкателя, который я использую для чистки рук.
Первая ручная шлифовка выполняется по длине лезвия под углом 90 градусов к поверхности машины.Вы можете обнаружить рябь на отделке, вызванную не плоской плитой или скоплением абразива на ленте. Вам придется вернуться к бумаге с зернистостью 240, чтобы избавиться от них, если они не выходят быстро с бумагой с зернистостью 320 или более тонкой.
Работайте при хорошем освещении и используйте лупу с повязкой на голову, чтобы следить за своими успехами. Как только рябь исчезнет, вы можете вернуться к бумаге с зернистостью 320 и вернуться к расписанию. Дело не столько в том, какую конкретную зернистость вы используете, сколько в том, что изменение размера зерна между этапами не слишком велико.Например, было бы пустой тратой времени переходить с бумаги с зернистостью 120 на 320.
Когда все царапины будут обработаны, перейдите на бумагу с зернистостью 600 и отшлифуйте под углом 90 градусов к поверхности с зернистостью 400. Затем используйте бумагу с зернистостью 800 под углом 90 градусов к поверхности с зернистостью 400. Вы можете решить не идти дальше; это ваш нож и ваше решение. Или, возможно, вы захотите довести процесс до 2000 грит. Окончательное натирание должно проходить параллельно длине лезвия. Более тонкую влажную или сухую бумагу можно не найти в обычном хозяйственном магазине.Если нет, попробуйте магазины автомобильной краски или обратитесь в одну из компаний-поставщиков ножей.
Абразивные камни также используются для ручной чистовой обработки. Я использую камни EDM, приобретенные в Manhattan Supply Corp. Они доступны в различных зернах. Я использую 240, 320, 400 и 600. Иногда я использую камни Crystalon среднего размера и мелкие индейские скамейки для выравнивания поверхности на больших лезвиях. Я делаю ручки для камней или эпоксидной смолой для какой-нибудь ручки. На фото изображены два каменных держателя из микарты.
Попробуйте это для получения превосходно натертой вручную отделки: возьмите чистый кусочек кожи в ножнах, на котором можно держаться, нанесите на него немного симихрома или подобного лака и протрите им лезвие. При необходимости добавьте полироль, но не переусердствуйте. Это придаст блеск последним линиям, оставшимся после окончательного протирания наждачной бумагой, и это невероятно красивый вид.
Использование натуральных камней
Строители оружия каменного века были первыми мастерами по вывозу запасов. Единственным выбором в качестве абразивов были натуральные камни, песок или грязь.В качестве «шлифовального станка» можно было бы выбрать любой камень, который был бы тяжелее, чем объект, которому придана форма и который обрабатывается. Я всегда думал, что, вероятно, существуют разные «школы» шлифования: одни предпочитают камни круглой формы, а другие — квадратного или прямоугольного типа.
Когда я писал серию журнала BLADE Magazine «Магазин ножей за 50 долларов», я использовал куски сломанных колес от старых точильных камней с ножным приводом для чистовой обработки кованого лезвия. У меня были куски из двух разных камней, один крупный, а другой — средней зернистости.Я измерил размер зерен с помощью оптического микроскопа и прикинул, что более крупный из двух был камень зернистостью 80, а более мелкий — камень зернистостью 150.
Камень зернистостью 80 использовался для удаления царапин, оставшихся от заливки. Камень зернистостью 150 использовался для отделки перед термообработкой. На фото показано, как шлифуется лезвие на куске природного песчаника. Эти камни используются с водой, чтобы они не забились.
Натуральные камни, достаточно мелкие для получения почти зеркальной отделки, будут относиться к типу, известному как камни Арканзаса, с размером зерна 600–1000.Я не люблю камни Арканзаса для заточки, потому что они режут слишком медленно; тем не менее, они являются хорошим выбором для чистовой обработки лезвий. Японские водяные камни доступны в виде крупы, которая доведет вас до зеркальной отделки. Некоторые из них являются натуральными камнями, но большинство современных водных камней сделаны руками человека.
Покрытие, быстро протираемое вручную
Красивую отделку рабочего ножа можно сделать довольно быстро, даже если это будет ручная работа. Это быстро, потому что все удары лезвием продольны. Процесс быстрого затирания приводит к красивой, хотя и не идеальной отделке, потому что обычно под окончательной отделкой есть грубые линии или рябь.Хитрость заключается в том, чтобы рисунок царапины шел в том же направлении, что и длина лезвия. Я могу довести поверхность до шлифовки зернистостью 400 и затем обработать кожу полировальной пастой.
Использование влажной или сухой бумаги
Влажная или сухая бумага полезна, потому что при использовании влажной она не забивается и не перестает работать. Хотя некоторые области его применения при изготовлении ножей лучше всего выполнять влажными, для других — сухими. Влажная или сухая бумага имеет зернистость карбида кремния, которая лучше всего подходит для обработки металлов.Водонепроницаемая бумажная основа прочнее, чем водонепроницаемая наждачная бумага на бумажной основе, предназначенная для обработки дерева. Все виды наждачной бумаги более экономичны при покупке в гильзе на 50 листов.
Вот моя процедура подготовки листа для обработки лезвия или ручки. Сложите его пополам по длине, и вы готовы прижать его к стальной пластине для ручной отделки плоской поверхности. Фотография в разделе, посвященная чистовой обработке лезвия, показывает, что эта операция используется для сглаживания рикассо на проектном ноже.Сохраняя бумагу сложенной во время использования, абразивная сторона, обращенная вниз, помогает предотвратить ее соскальзывание с опорной поверхности.
Сложите еще один лист наждачной бумаги вдоль и разрежьте его пополам по складке острым магазинным ножом. Снова сложите этот кусок вдоль и отрежьте. Сложите этот кусок, но не разрезайте его, и влажная или сухая бумага будет готова для ручной шлифовки. Если вы сложите и разрежете правильно, у вас получится сложенный кусок размером с лист размером 11 дюймов и шириной 1 1/8 дюйма.
Создайте себе приспособление для резки, как показано ранее, чтобы сделать полосы шириной 1 дюйм для ручного шлифования. Если вы хотите сформировать радиус на краях рукоятки ножа, полосы не удваиваются, а используются по ширине. Они используются с защитным слоем из малярной ленты, чтобы бумага не рвалась под давлением. Чтобы наклеить ленту на наждачную бумагу, положите бумагу на тиски зернистой стороной вниз. Оторвите кусок малярной ленты примерно такой же длины, как и наждачная бумага. Наклейте ленту в центре и двигайте ее вниз и вокруг, следуя небольшому радиусу вершины тисков.
Это сформирует из наждачной бумаги часть небольшого круга и предотвратит образование складок при натягивании на закругленную поверхность. При шлифовании закругленных поверхностей лучше всего обрабатывать бумагу, протягивая ее вперед и назад по поверхности. Действие аналогично полировке обуви полоской ткани.
Зеркальная отделка
Некоторые коллекционные ножи хорошо смотрятся с зеркальной отделкой. Когда-то зеркальная отделка была идеальным вариантом. Тем не менее, обработанная вручную отделка более популярна сегодня для коллекционных ножей с высокими доходами.И, на мой взгляд, это показывает более высокий уровень мастерства.
Моя версия зеркальной полировки начинается с ручной шлифовки лезвия до поверхности с зернистостью 600-800, а затем я использую буфер. Ручная отделка убирает всю рябь и оставляет истинную плоскую поверхность для настройки зеркальной полировки.
Будьте осторожны с регулируемыми колесами, они, вероятно, являются наиболее опасными инструментами в магазине. Я бегаю с прошитыми буферами диаметром 10 дюймов при 1750 об / мин. Все, что быстрее, слишком опасно для меня.Последние два ряда стежков я оставляю обрезанными, чтобы поверхность колеса не была такой твердой. Бывают случаи, когда желательна жесткая поверхность, но в большинстве случаев лучше использовать более мягкую поверхность колеса. Мягкая поверхность хороша для попадания в углы, где щиток встречается с лезвием.
Вы сэкономите много времени, отполировав лицевую сторону защитного кожуха перед его установкой. Это также исключает опасность удара по ножу. Незакрепленные бафы опасны для работы с ножом, потому что они имеют плохую привычку хвататься за лезвия и другие части ножа.
Однажды я держал лезвие складного ножа голыми пальцами, когда буфер поймал его и прижал к цементному полу. Лезвие отскочило обратно в бугристое колесо и было отброшено обратно к цементу, затем совершило второе движение вверх и застряло в моем пальце. Я не сильно пострадал, достаточно, чтобы пролить пару капель крови.
Я тут же положил два слоя старого ковра на пол под амортизатор. Мягкая поверхность на полу замедлит летящее лезвие и, в то же время, даст ему некоторую защиту от повреждений.Маленькие лезвия следует удерживать плоскогубцами ViseGrip® для фиксации.
Указание по безопасности
На мой взгляд небезопасно располагать буфер прямо на столе или скамейке. Когда упорное колесо ловит лопасть, оно движется со скоростью 75 миль в час или более к вершине скамейки. Острый снаряд может отскочить назад, а затем улететь колесом в направлении оператора.
Установите амортизатор на удлинитель верстака, длина которого не превышает основания двигателя.Идея в том, что между баффом и полом нет ничего. Под амортизатором следует поместить какой-либо тип подкладки, чтобы лезвие, брошенное отбойным колесом, не было повреждено или, что еще хуже, не отклонилось обратно в колесо или оператора.
Много лет назад я научил друга делать ножи. Он торопился и установил свой амортизатор прямо на скамейке. Колесо пробуксовки зацепило охранника кинжалом и ударило его о столешницу. Нож отскочил от стола и снова попал в колесо, где он двигался прямо через ладонь.
Я не думаю, что он понес какой-либо непоправимый ущерб, но он пропустил много работы и ему пришлось заплатить за ремонт руки. У меня есть больше правдивых страшилок о авариях с буферами, но я не буду их здесь рассказывать. Я просто выскажу свое мнение, что буфер — самая опасная машина в магазине ножей.
Тормозные колеса должны иметь ограждения. Посмотрите фото, на котором видно, как я это делаю. Даже если ничего не крутят вокруг колеса и вам в лицо, приятно, когда поток и избыток смеси проецируются на пол, а не вверх на ваше лицо.
Мои ограждения для колесных дисков сделаны из 3/4-дюймовой фанеры, затем склеены и скреплены винтами. Моя теория состоит в том, что лезвие ножа, вращаемое вокруг колеса, может вонзиться в дерево прежде, чем оно попадет ко мне. Выступ на передней части ограждения можно отрегулировать, чтобы его можно было опустить, когда колесо изнашивается. Верхняя часть защитного кожуха удобна для хранения соединений и прочего мусора.
Атласная отделка
Самая практичная отделка рабочего ножа — сатинированная. На нем виден узор под углом 90 градусов к краю и обычно не намного меньше, чем зернистость 300-400 с легкой пробуксовкой.
Вот как я делаю свой вариант сатинировки. Лезвие может быть плоским, выпуклым или полым. Я довожу лезвие до полутуповатого цвета с зернистостью 240 или, если хотите, использую острый ремень с зернистостью 320. Я закончил сатинировку, начиная с гибкой дисковой отделки, но она никогда не выглядит так красиво, как с ремнем.
Тщательно отполируйте лезвие клеевым составом Number SF 300 (сатинирование, зернистость 300). Этот тип компаунда можно приобрести у большинства компаний-поставщиков ножей.Я использую смесь на 10-дюймовом сшитом колесе из муслина, которое работает 1750 об / мин. Этот бафф будет использоваться только для обезжиренного состава SF. Чтобы получить однородный рисунок царапин, потребуется некоторая практика. На этом этапе поверхность лезвия будет достаточно открытой.
Следующий шаг — слегка отполировать лезвие резательной пастой среднего размера. Легко сделать это с помощью этого шага. Достаточно одного или двух раз с каждой стороны лезвия. Закончите лезвие, слегка ударив один или два раза вниз с каждой стороны чистым составом, таким как RCH Green Chrome.
Перекрытие составом для окончательной отделки сотрет царапины, образующие матовую отделку. В результате получится красиво выглядящее, слегка блестящее сатинированное лезвие. Окончательная обработка производится на другом 10-дюймовом колесе из сшитого муслина, которое работает со скоростью 1750 об / мин. Попрактиковавшись, вы сможете получить красивую, но не слишком блестящую атласную поверхность.
Сатинировочная паста скрепляется клеем на водной основе. Компаунд SF также называют «обезжиренным», потому что в основе большинства буферных компаундов лежит смазка.Смесь SF наносится на колесо во время его вращения, но не на полной скорости.
Я включаю буфер, затем выключаю и наношу состав по мере замедления действия буфера. Этот процесс повторяется до тех пор, пока на всю поверхность колеса не будет нанесено легкое покрытие. Если компаунд наносится толстым слоем, буфер действует как мелкозернистый шлифовальный круг и не дает хорошего сатинированного покрытия.
Колесо оставляют вращаться, пока смесь не затвердеет. Это займет 15 минут или больше, в зависимости от влажности и температуры.Свежезаправленную и сухую полировальную пасту следует сломать легкими ударами стального лома. Цель состоит в том, чтобы немного приглушить атласный эффект. Всю эту операцию нужно будет практиковать, чтобы добиться в ней хороших результатов. Как и многое другое в изготовлении ножей, его нельзя разбить на формулу, которая работает каждый раз с первого раза.
Защитные покрытия для лезвий
Лезвия, изготовленные из высокоуглеродистой и углеродистой стали, а также большинства инструментальных сталей, будут окрашиваться и ржаветь, если их не содержать в чистоте и сухости.Есть две обработки, которые я использую в качестве защитного покрытия на лезвиях рабочих ножей.
Первый — холодный синий. Это продукт, созданный для того, чтобы подправить фишку в оружии. Birchwood Casey производит один под названием Super Blue, который стоит немного дороже, чем стандартный Cold Blue, но стоит своих денег. С Super Blue легче получить ровный слой синего цвета, а синий цвет более насыщенный. При правильном использовании из него получится красивая отделка, обеспечивающая достаточную защиту лезвия от потускнения.
Другой метод, который я использую, — это оксидный слой, проявленный горчицей. Это дает такую отделку, которая заставляет нож выглядеть так, как будто им пользовались какое-то время. Это делает нож более удобным в использовании, потому что не нужно постоянно беспокоиться о частой чистке и сохранении чистых отпечатков пальцев. Лезвия с горчичной отделкой можно обрабатывать и затем убирать в ножны без особых усилий.
Лезвие, готовое к нанесению горчичной патины, должно иметь довольно чистую отделку, подойдет зерно 400.Обычно я делаю завитки и различные линии, идущие в разных направлениях, с помощью влажной или сухой бумаги зернистостью 400. Это поможет придать готовому лезвию вид, как будто его уже использовали.
Создание нового ножа, который выглядит так, как будто его уже использовали, может показаться немного глупым. Все, что я могу сказать, это то, что моим клиентам нравится эта глупая идея.
Никогда не забуду продать первый нож, на который я нанес старую полировку. Это был 1973 год, и я продавал свои ножи на выставке под открытым небом под названием «Субботний рынок».Молодой человек, который купил подержанный походный нож, сделал следующий комментарий, впервые взяв его в руки: «Я всегда ненавижу вынимать новый нож и портить его; этот уже испорчен! » С тех пор я с ними не справляюсь.
Есть небольшая хитрость с нанесением горчичного финиша. Будет плохо, если горчицу просто натереть на лезвие. Правильный способ сделать это — сделать много маленьких капель кончиком пальца. Капли могут почти касаться друг друга или немного разноситься.Дайте начальному лечению действовать от четырех до восьми часов. Промойте лезвие водой и слегка протрите его тончайшей стальной мочалкой, какую только сможете найти — обычно это код «00000».
Затем нанесите второй и третий слой. Завершите финальную обработку горчицей, как и раньше, и закройте ее пастой из воска или проникающего масла, например Liquid Wrench® или WD-40. Используйте воск в соответствии с указаниями на контейнере. Дайте жидкому ключу или WD-40 поработать с лезвием в течение нескольких минут, а затем вытрите его насухо чистой тряпкой.Если вы собирались использовать нож для приготовления еды, лучше заклеить лезвие растительным маслом. На фото горчичный налет крупным планом.
Хорошая идея — потренироваться на лезвии ненужного ножа. Попробуйте несколько комбинаций с холодным синим и подумайте о том, чтобы попробовать хрен, возможно, смешав его с горчицей. От хрена останется черный налет, с которым я только начал экспериментировать. Мой друг, изготовитель ножей, Ричард Витч, приучил меня к хреновой финише, сказав, что она принадлежит мастеру мечей Майклу Беллу.
Как справиться с этим
Редактор журналаBLADE Magazine Стив Шеклфорд однажды попросил меня принять участие в статье, в которой описывается конструкция ножа с узким и полным выступом. Я сказал ему, что единственный способ сделать это — спорить с обеими сторонами. У каждого метода есть свои преимущества и недостатки, и я могу привести замечательный аргумент в пользу любого из них.
Тем не менее, после 42 лет сборки ножей, в большинстве своих работ я выбираю конструкцию с узким хвостовиком.Мне нравится ощущение и баланс с ножами с узким концом. Они всегда будут легче ножей с полным острием. Я не хочу отстаивать свою позицию; Я просто скажу, что это мой способ делать это, и мне это нравится.
Мне нравится делать боуи и походные ножи в стиле Scagel, для которых требуются узкие ножки для крепления проставок из твердой древесины и короны из оленьих рогов. Для охотничьих и универсальных ножей я предпочитаю конструкцию с узким хвостовиком, которая требует вырезания двух половинок рукоятки ножа, чтобы они подходили к хвостовику.Некоторые называют это врезной ручкой. Я придумал способ вырезать полость в двух половинках ручки, что делает его довольно простым.
Есть несколько причин, по которым конструкция с узким выступом (N-T) является самой простой для новичка. N-T требует меньше стали, что не проблема, если у вас есть 50 фунтов старых файлов. Это может быть проблемой, которую следует учитывать при изготовлении ножей из дамасской стали, которые вы сварили своими руками. Конструкция N-T требует меньшего количества отделки, чем полный хвостовик, потому что в рукоятке нет выступающей стали.Это значительно упрощает отделку для тех, у кого нет электроинструментов.
Для сравнения, полный хвостовик требует, чтобы материал хвостовика и рукоятки был чрезвычайно плоским, что требует использования ленточной шлифовальной машины или плоско-дисковой машины. Недостатком большинства конструкций N-T является то, что обычно требуется защита ножа, чтобы скрыть отверстие хвостовика. Стиль рукоятки проектного ножа, с защитой и рукояткой как единым целым, также скрывает отверстие для хвостовика.
Материалы ручки
Micarta называют сталью в мире пластмасс.Я не пойду так далеко, даже несмотря на то, что этот материал прослужит дольше большинства лезвий ножей. Микарта — это часто используемый материал, очень универсальный и доступный в хорошем ассортименте цветов. Я часто им пользуюсь из-за фактора прочности. Единственный реальный недостаток этого инструмента в том, что он не имеет органического ощущения, присущего натуральным материалам ручки. Молодой человек держал в руках один из моих охотничьих ножей с рукоятью Micarta и заметил: «Мне это не нравится; это не органично «.
Рога оленя, как отечественные, так и импортные, являются хорошими материалами для рукоятки, но лучше подходят для ножей, изготовленных после того, как производитель имеет больше опыта.Олень — один из моих любимых материалов для работы, но доступность его оставляет желать лучшего. В настоящее время на самбар-олень наложено эмбарго. Рога лося и оленя найти нелегко, и не все из них подходят.
По возможности покупайте оленьи рога и оленины, если сможете сами собрать их. Это единственный способ быть абсолютно уверенным в том, что вы получите пригодный для использования материал. Если вы заказываете олень или оленьи рога по почте, убедитесь, что у вас есть право на возврат любого из них, которое является неприемлемым.
Древесина лиственных пород в домашних условиях является экономичным источником материала.Я люблю использовать домашние породы дерева: клен, орех, апельсин осейдж и железное дерево пустыни. Оранжевый осейдж и железное дерево — самые твердые и долговечные. Мне очень повезло, что у меня есть хороший источник осейджа апельсина. Первопроходцы, прибывшие в долину Уилламетт в Орегоне на крытой повозке, взяли с собой старт. Вдоль старой Территориальной дороги к северу и востоку от Юджина все еще растет много апельсиновых деревьев осейджей.
Я часто использую клен и грецкий орех, иногда называемый «кудрявым» или «тигровым хвостом».«Клен, использованный для этого проекта, имеет много особенных воспоминаний. Он был произведен мастером старой закалки по имени Гиллман Кизи. Он делал луки и стрелы и вместе с ними выигрывал национальные чемпионаты по стрельбе из лука в 1935 и 1936 годах. Это означает, что каждый раз, когда я вижу изображение ножа проекта, у меня будут приятные воспоминания.
Сохранение древесины и оленя в сухом состоянии
Западный Орегон имеет репутацию влажного города, и это заслужено. Наше среднее количество осадков составляет почти 60 дюймов. Зимой здесь мох растет на всем, что не двигается.Сохранять древесину в моем магазине достаточно сухой, чтобы можно было надеть ножи, было проблемой, пока я не построил ящик с подогревом.
Внизу коробки находится 100-ваттная лампочка, которая работает с термостатом, установленным на 75 градусов по Фаренгейту. Это сохраняет древесину и дерево с правильным содержанием влаги, чтобы оно не сжималось, когда его кладут на нож и кладут в красивое место. , сухой климат теплого дома.
Отверстия сверху и снизу обеспечивают циркуляцию воздуха через коробку; полки сделаны из тяжелой перфорированной доски, чтобы обеспечить некоторое движение воздуха.Сзади сверху вниз есть воздушное пространство размером 1 дюйм. Коробка работает хорошо и не только решила мою проблему с деревом, но и дает мне место для хранения сварочного стержня, который лучше работает в тепле и сухом состоянии.
Последовательность прикрепления ручки
Порядок действий для типа ручки следующий, где защитный кожух является частью материала ручки. Изготовление ручки с врезным хвостовиком выглядит следующим образом:
1. Выберите кусок дерева, достаточно большой, чтобы сделать ручку толщиной не менее 1 дюйма.Сделайте из него настоящий кусок дерева. Найдите время, чтобы найти что-то особенное с уникальными цветами и зернистостью, или используйте что-то с прикрепленной памятью;
2. Следите за тем, чтобы рисунок ручки соответствовал потоку и рисунку текстуры древесины, и закрепите его на месте;
3. С помощью острого графитового карандаша наметьте контур рисунка. Не используйте чернильные маркеры, так как они будут проникать в материал ручки и оставлять уродливое пятно, которое не всегда выходит, когда ручка превращается в законченную форму;
4.Обрежьте контур ручки немного завышенного размера;
5. Чтобы использовать лезвие в качестве направляющей для сверла, прижмите его к материалу ручки. Убедитесь, что он правильно сориентирован, положив его на выкройку всего ножа. Просверлите одно отверстие, вставьте в него пробный штифт и просверлите другое отверстие. Диаметр штифта составляет 1/8 дюйма (0,125), а сверло должно быть # 21 (0,128). Если отверстия будут просверлены сверлом того же размера, что и шпилька, всегда будет возникать проблема натяга в сборке. Примерно.Зазор 003 дюйма, созданный сверлом №21, значительно облегчит работу;
6. Отметьте центральную линию на блоке и разрежьте пополам по длине. Зерна совпадают ближе, разрезая блок, чтобы получить две половинки;
7. Нанесите стрелки (карандашом) на края половинок ручки, чтобы ориентация не перепуталась. С этого момента будет лицевая сторона и обратная сторона. Лицевая сторона ножа — это сторона, на которой острие находится влево, а лезвие — вниз.
8.Выровняйте грубые пропиленные поверхности шлифованием. Готовая ручка будет иметь конус, но он будет вставлен после того, как пазы для хвостовика будут закончены. При шлифовании материала важно, чтобы он оставался прохладным. Поверхность плиты ручки расширяется, когда она нагревается от механического шлифования, что приводит к ее расширению и небольшому изгибу, при этом центр шлифуется больше, чем концы. Два куска материала, которые могут нагреться во время шлифования, при соединении вместе (совпадающими стрелками) будут светить дневным светом в центре и концами вместе.Поочередно шлифуйте две части и охладите оставшуюся часть, положив ее теплой стороной вниз на холодный кусок стали. Материалы ручки будут действительно плоскими, если держать их в прохладном состоянии во время обработки;
9. Соедините две половинки ручки вместе и проверьте их на плоскость, подняв их на свет. Затем соберите пробными булавками и закруглите и разгладьте поверхность, которая соответствует рикассо;
10. Обработайте радиус на переднем крае в этой точке. Сделать это непросто, когда лезвие закреплено на месте;
11.Положите хвостовик на внутреннюю поверхность одной детали ручки, вставьте пробные штифты на место и наметьте контуры хвостовика острым карандашом. Отметьте его рядом с хвостовиком;
12. Измерьте толщину хвостовика и нанесите карандашом на внутренней стороне одной ручки. Найдите или соберите прокладку, которая составляет половину толщины хвостовика;
13. Приложив материал ручки на место, опустите сверло так, чтобы оно касалось материала ручки, и зафиксируйте гайку подачи вниз. Я использую брэд-сверла, которые широко распространены в деревообрабатывающей промышленности.Эти сверла не рвут и не раскалывают древесину при пробивании тыльной стороны, и они делают отверстие на дне несколько ровным. Необходимо следить за тем, чтобы подавать сверло медленно, чтобы поддерживать хороший контроль. Создаваемый ими нижний срез под отлично подходит для грубой обработки канавок для хвостовика;
14. Поместите распорку, равную половине толщины выступа, под одну деталь ручки. Это поднимет материал ручки до правильного соотношения с концом сверла. При правильной настройке сверло прорежет до глубины, близкой к половине той, которая требуется для соединения хвостовика между двумя частями при соединении;
15.Осторожно просверлите древесину между линиями, обозначающими форму хвостовика. Держите сверло на расстоянии 1/4 дюйма от области в передней части ручки, чтобы оно не раскололо древесину. Эта область будет аккуратно обработана рашпилем с надежной кромкой, напильником или острым зубилом;
16. После того, как обе половинки обработаны, используйте рашпиль, напильник или долото, чтобы очистить канавку для хвостовика. Чтобы рукоять этого типа выглядела правильно, лезвие должно вырастать прямо из материала рукоятки без зазоров;
17.Альтернативный метод, который является более быстрым и точным, заключается в использовании приспособления для одновременного удержания обеих частей ручки, что дает хороший контроль над материалом ручки;
18. Зажим с рукояткой используется с высокоскоростными твердосплавными сверлами / фрезами во фрезерном станке или сверлильном станке, который настроен на максимальную скорость. При такой настройке довольно легко полностью очистить слот для точной подгонки. Используйте штангенциркуль или глубинный микрометр, чтобы проверить глубину, и, если нужно удалить еще несколько тысячных долей дюйма, подложите лист бумаги под зажимное приспособление и фрезеруйте излишки;
19.Когда обе стороны будут закончены, сожмите две половинки вместе и посмотрите, подходят ли хвостовики;
20. Если вы поработали аккуратно, посадка должна быть довольно хорошей. Если прорезь слишком узкая, используйте напильник или острое зубило, чтобы медленно и осторожно открыть прорезь, чтобы добиться почти идеального прилегания;
21. Если прорезь слишком широкая, ее можно сузить, тщательно отшлифуя половинки ручки, пока не получится хорошее прилегание. Снимите равное количество с каждой стороны, чтобы клеевой шов оставался в центре ручки;
22.Установив пробные штифты, сожмите половинки ручки вместе. Удалите пробные штифты и проверьте, совпадают ли выступы и пробные штифты. Пришло время для склейки, когда все будет хорошо и хорошо подготовлено.
Клей
Я использую почти исключительно клейкие продукты Loctite. Клей Loctite Super Glue более влажный, быстрее сохнет, лучше прилипает и имеет более надежные тюбики по сравнению с конкурентами. Я использую эпоксидную смолу Loctite «Quick Set» для приклеивания ручек; его легко смешивать, он сильнее большинства (при правильном смешивании) и доступен почти везде.
Перед смешиванием эпоксидной смолы лучше всего убедиться, что все выровнено. Соберите две половинки ручки на хвостовике, установив пробные штифты на место. Когда эпоксидная смола наполовину затвердела, она становится очень грязной, когда вы вступаете в схватку с штырями, которые не совпадают.
Всегда имейте под рукой ватные палочки, туалетную бумагу или бумажные салфетки и небольшой контейнер с ацетоном для очистки. Во время склейки следует надевать одноразовые латексные перчатки. Слишком сильное воздействие неотвержденной эпоксидной смолы и ацетона на голую кожу может быть опасным.
Эпоксидная смола, для лучшей прочности, должна быть нагрета до 70-80 F перед смешиванием. Если эпоксидная смола в целом или быстро схватывающаяся, в частности, смешанная в холодном состоянии, она не достигнет полной прочности, на которую она способна.
На фотографии на странице 61 показана смесительная платформа, сделанная из куска стали, установленная на оси. Платформа находится примерно в 6 дюймах под осветительным прибором со 100-ваттной лампочкой внутри. Примерно за 15 минут до начала склейки на нагревательную платформу кладут кусок чистой бумаги, включают свет и на бумагу кладут трубочки с эпоксидной смолой.Это обеспечивает тепло, необходимое для нагрева эпоксидной смолы, и место для ножа во время отверждения.
Подготовив зажимы и пробные штифты и нагретую эпоксидную смолу, тщательно перемешайте ее в соответствии с инструкциями. Эпоксидная смола смешивается с бумагой, и половинки ручки приклеиваются к хвостовику с помощью пружинных зажимов. Вытаскивайте пробные штифты по одному и очищайте их ацетоном. Смочите ватный тампон в ацетоне и сотрите излишки эпоксидной смолы, выходящие из отверстий и вокруг лезвия.
Быстро промойте булавки ацетоном и вставьте их обратно в рукоятку.Сохраните бумагу, на которой вы замешали эпоксидную смолу, как свидетельство того, что эпоксидная смола должным образом затвердела после отведенного времени. Если вы помните это, потратьте время на то, чтобы вытащить пробные штифты, пока эпоксидная смола еще липкая, это может спасти с ними битву позже.
Эпоксидная смолане стоит так дорого, поэтому не стоит недооценивать себя при смешивании. Я считаю, что Quick Set более чем подходит для сборки большинства ножей; Исключение составляют большие ножи с узкими рукоятками, где я хочу быть уверенным, что все воздушное пространство между рукояткой и рукояткой заполнено.Эпоксидная смола с медленным отверждением, содержащаяся в банках, становится влажной, когда смешивается с теплом, и дает время, необходимое для того, чтобы проникнуть в самую глубокую выемку отверстия для хвостовика.
Когда эпоксидная смола застынет, просуньте острое сверло в отверстия, чтобы удалить излишки затвердевшей эпоксидной смолы. Отрежьте шплинт до нужной длины (немного больше толщины ручки), зачистите шпильки крупной наждачной бумагой и приклейте их на место клеем Loctite. Используйте опорный блок при шлифовании излишков штифта или используйте бумагу с зернистостью 320 для шлифования плоско-дисковой машины.Всегда следите за тем, чтобы не порезать материал ручки вокруг штифтов или прикрепленного кожуха.
Обработка ручки
Ручки следует зачистить наждачной бумагой с зернистостью 80, обработать пейджером с зернистостью 220, затем бумагой с зернистостью 240 и, наконец, бумагой с зернистостью 320. Оттуда отделка может быть выполнена с использованием стальной мочалки 00000 или лучшего из имеющихся.
Ручки-толкатели для чистовой обработки ручек необходимы. Необходимо иметь твердую и плоскую поверхность, поддерживающую наждачную бумагу, чтобы не повредить более мягкие материалы ручки, такие как дерево.Форма работы определяет форму толкателя. Тип ручки используется для работы с ручкой и может быть прямоугольным, круглым или с небольшим радиусом. При использовании наждачная бумага наматывается на толкатель либо встык, либо по окружности.
Клен следует промыть щеткой водой и дать ему высохнуть перед окончательной шлифовкой. Это повысит зернистость и приведет к лучшему финальному результату. Для того, чтобы выделить текстуру на заднем фоне древесины, обычно используют какой-либо тип морилки.Я использовал растворенный в воде перманганат калия, который можно протирать тампоном, пока ручка еще немного влажная из-за подъема зерна. Он дает натуральный коричневый цвет без красного оттенка, который есть у большинства коричневых красок.
Ручка шлифуется бумагой с зернистостью 240, пока она еще влажная, затем наждачной бумагой с зернистостью 320, окрашивается, а затем снова слегка отшлифована с помощью проникающей финишной краски. Если у вас нет перманганата калия, вы можете окрасить клен любой морилкой для дерева или красителем для кожи, а затем обработать его Deft Danish Oil или Minwax Tung Oil Finish.
Подойдет любой герметик / лак, который влажный и проникающий. Клен впитывает много мокрой, проникающей отделки. Мне нравится наносить лак в течение двух или трех дней. По мере того, как он впитывается, я добавляю еще. Если поверхность станет липкой, вы должны использовать достаточно финиша, чтобы растворить ее и снова намочить. Используйте тонкую стальную вату, чтобы снять липкую отделку с поверхности.
Когда лак больше не впитается в ручку, ее следует слегка обработать тончайшей стальной ватой, которую вы можете найти, а затем протереть до блеска старым шерстяным носком.Отделка должна находиться в дереве, а не на поверхности. Для получения сильного блеска используйте воск, например пасту Джонсона или аналогичный.
Перманганат калия можно найти в Sears в отделе, где продаются принадлежности для смягчителей воды. И я понятия не имею, какое это имеет отношение к умягчению воды. Он имеет форму пурпурных кристаллов, растворяющихся в воде. В результате получается пятно, которое становится пурпурным, но становится коричневым от окисления. Перманганат калия является окислителем, что бы это ни значило.
Материал рукоятки может сгореть из-за тепла, создаваемого тусклой абразивной лентой и слишком быстрым движением отбойных кругов. Высокая температура может вызвать обесцвечивание, растрескивание или выпуклость волокон некоторых пород древесины. Чрезмерное усилие подрезает более мягкие части дерева. Лучше всего чистить дерево без накаливания.
Завершенный проект
Проектный нож закончен, кроме заточки. Я провел шлифовку и чистовую обработку лезвия с помощью своего самодельного шлифовального станка, который стоил меньше, чем стоимость трех абразивных лент Norton Hogger.Подгонка и отделка были бы не намного лучше, если бы я использовал свое более сложное оборудование. Я хочу сказать, что новый производитель должен начать с того, с чем он может работать. Искусного мастера делают не оборудование, а практика с тем, что у него есть.
Простой нож готов, и для тех, кто хочет продолжить, в следующих разделах объясняются некоторые из более продвинутых методов изготовления ножей. Надеюсь, что представленные вещи сделают путь к овладению ремеслом немного легче.
Продолжайте читать:
СЛЕДУЮЩИЙ ШАГ: Загрузите бесплатный полный том журнала Vintage
BLADE (4 выпуска) с 1973 года! Загрузите выпуск журнала BLADE за 1973 год в цифровом формате PDF! Доставляется прямо в ваш почтовый ящик для мгновенной загрузки. На дворе 1973 год, будущее современной ножевой индустрии создавалось группой новаторских производителей ножей с журналом и миссией. Получите эти коллекционные первые выпуски публикации о ножах №1 в мире! Щелкните здесь, чтобы загрузить пакетМашина стоимостью 1200 долларов, которая позволяет любому создавать металлическое ружье дома
Когда Коди Уилсон представил в прошлом году первое в мире полностью трехмерное печатное оружие, он показал, что движение «создателей» позволило любому создать работающее смертоносное огнестрельное оружие с щелчок в уединении его или ее гаража.Теперь он перешел к новой форме цифрового изготовления оружия своими руками. И на этот раз результаты сделаны не из пластика.
Последний радикально либертарианский проект Уилсона — это фрезерный станок, подключенный к ПК, который он называет Ghost Gunner. Как и любой фрезерный станок с числовым программным управлением (или ЧПУ), в черном ящике размером в один фут куба используется сверло, установленное на головке, которая перемещается в трех измерениях, чтобы автоматически вырезать цифровые модели из полимера, дерева или алюминия. Но этот станок с ЧПУ, проданный организацией Уилсона, известной как Defense Distributed, за 1200 долларов, предназначен, в частности, для создания одного объекта: компонента винтовки AR-15, известного как его нижний ствол.
Этот простой кусок металла стал эпицентром огненной бури, связанной с контролем над оружием. Нижняя ствольная коробка — это корпус ружья, соединяющий его ложу, ствол, магазин и другие детали. Таким образом, это также самый регулируемый элемент винтовки. Однако изготовьте свой собственный нижний ствол дома, и вы можете заказать остальные детали в онлайн-оружейных магазинах, создав полуавтоматическое оружие без серийного номера, полученное без проверки данных, без периода ожидания или других нормативных препятствий. Некоторые сторонники контроля над огнестрельным оружием называют это «пистолетом-призраком».«Продажа непрослеживаемого тела пистолета — незаконна, но ни один закон не запрещает вам его сделать.
Использование юридической лазейки вокруг нижних ствольных коробок — не новая идея для энтузиастов оружия — некоторые оружейники-любители уже много лет изготавливают свои собственные тела для AR-15. Но Уилсон, для которого Призрачный стрелок является лишь последней в серии антиправительственных провокаций, полон решимости сделать этот процесс проще и доступнее, чем когда-либо прежде. «Обычно это было царство оружейников, а не случайных пользователей.Именно здесь цифровое производство, движение производителей, меняет положение вещей », — говорит он. «Мы разработали что-то очень дешевое, что делает традиционное оружейное дело доступным. Вы можете сделать это дома ».
Цель Уилсона — дать возможность кому-либо в частном порядке изготовить непрослеживаемое оружие — это часть более широкой анархистской миссии: показать, как технологии могут сделать все понятие правительства устаревшим. Он потратил последние два года на разработку огнестрельного оружия, предназначенного для печати так же легко, как чернила на странице, нейтрализуя попытки контроля над огнестрельным оружием.«Это способ ударить по кровоточащим сердцам этих полных государственников», — говорит Уилсон. «Это о том, чтобы унизить власть, которая хочет унизить вас».
Более высокий уровень угрозы: Скребки RAM: хитрые инструменты, стоящие за последними взломами кредитных карт Эти трехмерные печатные скелетные ключи могут взломать замки с высокой степенью защиты за секунды Пластиковые магазины D для печати и нижние ствольные коробки для AR-15, а также весь напечатанный на 3D-принтере пистолет, который он назвал Liberator.Но он говорит, что его переход от трехмерной печати к фрезерованию металла с ЧПУ делает повсеместное создание пригодного для использования смертоносного оружия еще на один шаг практичнее. «Трехмерная печать [пистолеты] была сигналом будущего. Речь идет о настоящем », — говорит он. «Вы можете использовать эту машину сегодня, чтобы создать что-то в соответствии со стандартами, к которым вы привыкли … Золотой стандарт оружейного сообщества — металл».
Этот простой кусок металла стал эпицентром огненной бури, связанной с контролем над оружием.
На самом деле процесс легальной фрезеровки металлического нижнего ствола проще, чем кажется.Использование Ghost Gunner для вырезания нижней ствольной коробки из необработанного алюминиевого блока было бы длительным и сложным процессом. Но сообщество огнестрельного оружия давно торгует так называемыми «80-процентными опусками», металлическими деталями в форме нижней ствольной коробки, которые продаются всего за 80 долларов и готовы примерно на 80 процентов — в них должно быть всего несколько отверстий и полостей. выточенный, чтобы стать корпусом рабочего пистолета. Бюро алкоголя, табака и огнестрельного оружия определило, что 80-процентная линия является самым близким объектом, который может подойти к регулируемой винтовке, без юридической квалификации как таковая.Но для точной обработки последних 20 процентов нижнего ресивера по-прежнему требуется доступ к фрезерному станку, который обычно стоит десятки тысяч долларов.
Призрачный стрелок, который измеряет около фута в каждом измерении.
Оборона раздалаключей к успеху джиговой ловли Часть 1
Научитесь джигу. Это тяжелая работа, но стоит того. Это признак опытного рыболова. Приспособлениям нужны прицепы. Большую часть сезона прицеп с двойным хвостом обычно лучше всего подходит для меня, и прицеп для раков тоже хорошо работает.Попробуйте и то, и другое. Некоторые эксперты по-прежнему предпочитают кусочки свиной лягушки, но большинство рыболовов находят их утомительно иметь дело и хранить. Пластиковые варианты свинины куски — популярный выбор из-за удобства их хранения. Такого же эффекта, как у пластикового ломтика, можно добиться, обрезав кончики двойного хвоста, чтобы они были прямыми, а не кудрявый. Примеры того, как их обрезать, вы можете увидеть в прилагаемом Фото. Иногда рыбе нужен этот прямоногий прицеп особенно зимой, ранней весной или поздней осенью, когда вода температура заставляет рыбу чувствовать себя вялой.В холодной воде предпочитают чтобы их еда выглядела столь же вялой, как кажется на басу. Цвет — важный вопрос. Во-первых, это цвет юбки. Сплошной черный, черный / красный, черный / синий, коричневый, Юбки коричневого / оранжевого цвета и темные арбузные юбки являются основными. Черный / зеленовато-желтый цвет получает предпочтение в самой грязной воде или в ночью, и фиолетовая юбка тоже хороша в темной воде или ночью. Далее идет прицеп цвет:
Вес кондуктора тоже важен. Приспособление на 1/4 унции может быть используется в самой мелкой воде, но наиболее распространенных размеров 3/8 и 1/2 унции для воды глубиной от 3 до 10 футов. 5/8 или 3/4 oz джиг может доставить вас на дно на глубине от 20 до 30 футов, что обычно является нижним пределом для ловли на джиг.Независимо от того глубины, вам нужно соприкоснуться с каким-то чехлом с приспособлением. Не бойтесь его потерять, поэтому он имеет оптоволоконный кожух. Подвижная головка — серия 67 Flippin ‘Head имеет чрезвычайно прочный крючок для самых мощных басов. в самой густой траве и кустарнике. Крючок толстый высокий углеродистая сталь, кованая, острая игла и подходящая для самых тяжелых удочка, катушка и леска для мультипликатора.Крючок специально разработан Гэри и сделал только для него Гамакацу. Форма головы нестандартная разработан Гэри, чтобы входить и выходить из кустов и сорняков, но НЕ изо рта рыбы, не зацепив ее! Что касается тактики, используйте Достаточно тяжелый размер, чтобы провалиться сквозь верхушки кисти или прорваться лиственные верхние части травяных грядок. Густая кисть или матовый сорняков, используйте самые тяжелые веса и облегчите их для истонченная крышка. Глубина воды может иметь мало общего с нужный вам размер.Например, вам может понадобиться тяжелый 1 унция. прорваться через густые заросли сорняков и мелководье в 6 футов воды, тогда как легче на 1/2 унции. может быть хорошо покачивайся через редкие кусты на глубине 15 футов, хорошо? Ты обычно хотят, чтобы джиг находился под зарослями кустов или листьев. Под ними — открытые участки только стеблей сорняков или кустов. стволы, а не листья или ветви, как верхний слой покрытие. Эта открытая подводная область под верхушками кустарников и сорняками. маты используются окунем и кормовыми видами.С сорняками у вас может быть несколько футов открытой воды под циновками. С кистью вы часто держите только один-два фута открытой воды у основания ствола. Бас установил магазин у основания сундука, где они лежат. засада под нависающим карнизом куста. Ваше приспособление требует спуститься в открытую воду под ветвями — обычно прямо внизу — для наилучшего результата. Вам понадобится тяжелое снаряжение и крепкое линии для этого, и часто лучше переместить лодку, чтобы большой бас вместо того, чтобы пытаться протянуть бас к вам через вся эта трава и щетки.Это крайняя, но смертельная форма ловит рыбу! Футбольная головка без сорняков — серия 44W Футбольная головка Weedless Football Head имеет чрезвычайно прочный, высокоуглеродистый сталь, кованый крюк и прочный трос, подходящий для тяжелых удочки, катушки и леска. Крючок специально разработан Гэри и сделано только для него Гамакацу. Форма головы разработана Гэри, чтобы постоянно контактировать с обломками, камнями или гравийные днища.Круглое лицо катит приспособление вперед, переворачивая юбка и трейлер вверх, когда голова волочится по твердому дну. Широкая футбольная форма предотвращает попадание слишком глубоко в трещины между камнями, а ограждение гарантирует, что только голова — но не крючок — застревает. Обычно вы можете разместить вашу лодку прямо над зацепленной футбольной головой, покачивайте ее и выбить его из-за защитной проволоки. Однако рыба будет легко зажать проволочную защиту во рту, обнажая иглу острие.Кажется, что летящий в воздухе головокружительный бас легко сбивать футбольные приспособления, когда они прыгают, но Гэри обычай разработал крючок Gamakatsu в этой джиг-приманке, чтобы помешать этой способности для бас, чтобы сбить тяжелые футбольные головы, когда они прыгают, и ограждение также помогает удерживать крючок от расстегивания. Футбольные головки также отлично подходят для отскока от дна при плавном движении. вода. Устойчивая конструкция футбольных джигов меньше других падает. кондукторы в актуальном состоянии. Заброс вверх по току около 45 градусов.Пусть джиг ударил дно (ваша леска будет провисать и вздыбиться), затем намотайте полусинхронная леска, чтобы джиг едва скользил над дном, касаясь вниз 2, 3 или 4 раза, прежде чем он станет перпендикулярно вам. Обратите особое внимание, когда приспособление перпендикулярно ты. Он делает 180 в нижней части, когда начинает сдерживать поток. Бас будет следовать за вашим джигом, когда он скользит по нисходящему потоку и поясняет вас когда приспособление делает 180 и начинает сдерживать поток. Джиг-головка без сорняков — Серия 66 Джиг-головка Weedless имеет тонкий, но прочный крючок из высокоуглеродистой стали от Владелец.Тонкий крючок и острый конец иглы обеспечивают глубокую и быструю пробивание крючка с использованием средних удилищ, катушек и лески. Голова форма притуплена, чтобы врезаться и отскакивать от бревен, пней, сваи, каменные сваи с прямоугольными краями, например, естественные горные оползни, искусственный рип-рэп, мостовидные опоры и т. д. Угловая проушина 90 градусов также помогает этой голове отскакивать от больших предметов. Это также хорошая голова, чтобы скользить или плавать медленно чуть выше дна, и он хорошо спроектирован, чтобы тянуть, троллить или дрейфовать по ветру за лодкой.Перетаскивать, дрейфовать или троллить джиг-головку без сорняков — отличный способ для охвата больших площадей водоёмов поиском окуня, разбросаны и их трудно найти методом литья. убедитесь, что у вас достаточно выровняйтесь за лодкой, чтобы вы чувствовали постоянный постукивание, когда джиг тащит по дну. Если вы вообще ничего не чувствуете, отпустите больше строк катушка, потому что ваше приспособление, вероятно, плавает слишком высоко Нижний. Выпустите линию, пока она не выйдет из строя (это означает, что вы обратно снизу).Затем включите катушку и перетащите ее под троллинг. или энергия ветра. Часто, когда джиг резко отскакивает от нерегулярного подводного покрова. Ты не вероятность получить удар, когда он тянется по безликой гладкой просторы дна. Приспособления Widowmaker — серии 45 и 46 Widowmaker Jig имеет ту же затупленную головку и штыковой ошейник (для удержания прицепов) как Weedless Jig выше.У него средний бронзовый Мустад из проволоки с широким зазором, круглый загнуть крючок. Юбки на Роковых вдовах обернуты проволока из нержавеющей стали, чтобы басы не оторвали их. Серии 45 спортивная обычная резиновая юбка, тогда как серия 46 имеет тонкую резину юбка. Тонкая резина, часто называемая «лягушачьей шерстью». имеет большую изгибаемость, чем обычная резина. Некоторые рыболовы предпочитают тонкая резина для ловли окуня с закрытым ртом сверхчистое мелководье или для зимней рыбалки, переместите приспособление — просто позвольте резине шевелиться. Цвета: Черный (020), коричневый (024), коричневый / оранжевый (081), черный / шартрез (066), фиолетовый (004) Обрезка волокна Следует иметь в виду, что чем дольше ваш Weedguard более свободен от сорняков и, следовательно, затрудняет крючок рыбы. Чем короче вы сделаете крючок, тем легче будет поймать рыбу. но также облегчает подвешивание. Итак, вам нужно найти середину область, где вы можете легко поймать рыбу, но при этом не пропустить сорняк.я обрежу мину за пределами кончика крючка, и я обрежу ее так, чтобы конец защита от сорняков параллельна острию крючка. Я готовлю оптоволоконный кожух в первую очередь НЕ для того, чтобы крючок рыбы. В первую очередь , делаю оптоволокно без заминки Достаточно, чтобы вернуть мою джигу из некоторых настоящих неприятных мест, бас использовать … поваленные деревья, заросшие кусты, густые заросли сорняков, грядки, бассейны, спрятанные за высокими стенами из тростника, скалистых скал и т. д. Установка крючков становится для меня второстепенным вопросом , если мои джиг постоянно цепляется за крышку.Если мне нужно войти в крышка, чтобы открутить мою джигу, тогда я просто пугаю всю рыбу с обложки … и зря зря трачу время в процессе! Итак, я хочу получить мою джигу и выйти из укрытия, не заходя в распутать его и спугнуть там весь бас — вот причина волокнистый кожух. В идеале, вы хотите, чтобы фиброзащитный кожух был просто жестким достаточно, чтобы вы могли вытащить джиг из того места, где вы бросили Это. Таким образом, вы делаете волоконную защиту длиннее, короче, больше. прядей или меньше прядей исключительно в зависимости от тяжести и типа чехла ты ловишь рыбу, ладно? Конечно, твоя удочка, катушка и леска также должны дополнять прочность волокна. и обложка. Производители кондукторов не знают, где и как вы будут использовать свои приспособления, поэтому они обычно делают оптоволоконные очень длинные и очень толстые, чтобы их всегда можно было обрезать короче или прорежьте некоторые волокна по своему усмотрению. Я как бы думаю об этом например, когда вы покупаете пару классических брюк. Ноги штанов приходят необрезанный, но производитель брюк никогда не ожидает, что вы наденете такие штаны! Нет, вы должны подрезать и подшить брюки идеальной для вас длины.То же самое и с джигом фиброгард! Производитель ожидает, что вы их прорежете и обрезать их по своему вкусу! Вот как сделать джигу, которая просто достаточно устойчив к зацеплению, чтобы вы могли постоянно возвращать его из корявые места, которые вы будете бросать:
Наконечники для прицепа Любое тело можно обрезать короче, чтобы сделать его короче, более громоздкий кузов прицепа.Вы можете использовать тело 15, чтобы похудеть 4-дюймовый трейлер, отрежьте нос 16, чтобы получить более широкий 4 дюйма прицепа, отрежьте еще больше от 12 или 17 тел, чтобы получить 4-дюймовый трейлер, который становится все толще и медленнее. По мере добавления навалом, замедляет падение приманки и наоборот. Наконечники хвоста Поскольку многие бас-гитары падают, скорость падения является одним из наиболее важных факторов, вызывающих забастовку переменные, с которыми можно поэкспериментировать.Выше мы обсуждали корпус объем как один из способов разнообразить падение. Размер хвоста второй способ. Более длинный и широкий хвост опускается медленнее. Третий способ Конечно, варьировать скорость падения можно с помощью приспособления разного веса головы. На самом деле, я обычно сосредотачиваюсь на весе приспособления как на главном. означает получить желаемую скорость падения. Я обычно использую вариации в длина тела, масса и хвост как средства, чтобы дать мне размер прицепа и действие, которое соответствует настроению рыбы на в любой день.Как только я почувствую размер тела и хвоста что рыба, кажется, ест лучше, тогда я откалибрую скорость падения за счет использования более тяжелых или легких джиг-головок при сохранении постоянный размер тела / хвоста, который больше всего нравится рыбе в любой момент. Обычно хвост серии 15 используется для больших количество рыбок. Хвост серии 16 поймает меньше количество мелких рыб, но больше среднего размера рыбы из двух до четырех фунтов.Хвост серии 12 лучше всего подходит для больших «кикерская» рыба, а также ее лучше всего бросать в крышка отрывающая хвост. Видите ли, серия 12 дополнительно усилена с пыжом из более толстого пластика в месте соединения ног тело. Таким образом, 12 хвостов меньше рвутся в укрытии. 17 трейлер лучше всего подходит для самого большого баса, и это отличный ночной трейлер. Как мы уже обсуждали в главе 1, вы можете отрежьте изогнутые серповидные кончики ног, чтобы они соответствовали настроения рыб, и вы можете увидеть несколько фото подстриженных хвостов там.В некоторые дни бас хочет, чтобы решка была активна. В другие дни им может потребоваться только очень тонкое движение. В виде вы экспериментируете с подрезкой хвостов, лучше подстригать понемногу немного вместо слишком большого. Когда вы обрезаете двойной хвост трейлер, вы можете получить любой градиент действия, который хотите от «двойного извилистого» (неразрезанного) до идеально ровного / прямого (полностью подстриженный). Лучшее действие часто может быть где-то в между — и получается только путем тщательной обрезки, которая все еще оставить какое-то задушенное хлопанье.Когда вы смотрите на хвосты в фотографии, попробуйте представить себе различные способы обрезать их действие. Вы быстро поймете, что существует бесконечное количество углы резки — способы обрезки ограничены только вашими воображение. Иногда это может вообще не иметь значения. Иногда это может иметь большое значение! Просто имейте это в виду. Юбка Типы Flat Silicone : Лучшие характеристики силикон — привлекательные цветные узоры, которые можно комбинировать в юбку.Силикон может быть выполнен во многих оттенках радуги. Его можно сделать непрозрачным, прозрачным или полупрозрачным … с живым перламутровый блеск … с любыми оттенками тонкого или грубого металлик пятна … с многослойной штриховкой, чтобы напоминать чешую или решетчатые узоры наживки. Заядлый ловец снастей может смешайте любые или все разновидности вышеперечисленного в более длинные или короткие длины, чтобы настроить силиконовую юбку, которая не уступает реалистичной появление растяжек флайтера, связанных вручную! Что касается коммерческого производители, большинство из них производят базовые стандартные цвета для приспособления… обычно темные и серые … плюс несколько особых узоров уникально собственной разработки! Стоит сделать немного домашнее задание, чтобы сравнить и сопоставить уникальные смеси силиконовые узоры от нескольких производителей в розничных магазинах и каталоги по почте. Вы просто можете найти этот особый узор это особенно нравится рыбам в ваших местных водах! Силикон юбки обычно скрепляются эластичными неопреновыми лентами, чтобы крепко держите сплющенные пряди на зажиме воротник.Неопреновые ленты позволяют снимать и менять силиконовые юбки от одного приспособления к другому. Резина : Обычно выпускается в двух вариантах. диаметры — нормальные и тонкие волосы — и обычно только твердые непрозрачные цвета. Тем не менее, многие мастера по джигу отдают предпочтение каучуку. из-за его непомерного движения в воде. На ходу резина изгибается больше, чем силикон. Когда он приостановлен, резиновые пружины как будто раскрывая зонт, а он все машет, даже когда джиг неподвижно сидит на дне перед непостоянной рыбой. Резина, скользкая и мягкая во влажном состоянии, обычно не остается на месте под неопреновой лентой. Часто, резина обернута проволокой, чтобы надежно закрепить ее на месте на джиг-ошейник. Это можно считать преимуществом в том, что коротко пойманная рыба не может сорвать юбку с воротника джиггера. Как только юбка опущена, иллюзия жизни теряется. А короткий нападающий обычно не поднимает его во второй раз если юбка не остается в правильном положении. Многие парни спрашивали меня о свиные лягушки против пластика в последнее время. На самом деле это похоже на вечные споры о том, использовать ли свинину или пластик в качестве джиг-приманки прицепы на многожильных резиновых или силиконовых зажимных приспособлениях. Я свинину употребляю, и я придерживаюсь большинства советов по свинине, данных Денни Брауэром, пока как размер и цвет.Я использую не только куски на приспособлениях для оптоволокна, но и также наклеить на волосы тонкие полоски в форме вымпела от дяди Джоша приспособления (см. Bucktail Hair and Feather Jigs), плюс я использую свиных угрей с извилистым разделенным хвостом от дяди Джоша, чтобы украсить спиннербейты и некоторые мягкие пластмассы (см. Ужас рыбачьих личинок паука). Свинина — это мясо, и когда-то она была живая. Взломайте новую банку шкурки свинины и понюхайте ее сами. Пахнет вкусно. Окунать кончиком пальца в соке и слегка прикоснитесь им к губам, он действительно хороший вкус.Теперь понюхайте сумку ваших мягких пластиковых прицепов и нанести одну из них себе на губу … пахнет и на вкус как пластик мне, а если у вас чувствительные губы, он может даже оставить за ощущением жжения. Интересно, пластик на вкус и запах как едкий вкус к рыбе? Соленый и сочный. Когда я верю клев идет лучше на свинине, чем на пластиковых прицепах, я буду заменять мой прицеп для свинины каждые 20-30 минут, потому что я убеждены, что концентрированная соленость и сок, выходящий из свинина похожа на «всплеск аромата» рыбы.Через 20-30 минут считаю весь вкус выщелоченным, и я положил его обратно в банку, чтобы он восстановился к следующему поездка. Такова соль в живой (или когда-то живой) ткани. Так и будет перебалансируйте себя так, чтобы уровень соли как в свинине, так и в соленом раствор выровняется через некоторое время. Это означает, что в конечном итоге ваш свиной раствор потеряет соль, поэтому возьмите коробку Кошерная соль и частичная чайная ложка ее в свинине. решение каждые пару поездок.Вам действительно нужно добавить несколько крупинки соли. Это твердый и едкий материал, так что сделайте убедитесь, что он попадает только в банку и не покрывает ее край как стакан Маргариты. Если это так, у вас будет соль пятна и коррозия по всей коробке для рыболовных снастей. Whittlin ‘on Pork. Я много знаю людей, которые будут обрезать мясо с жирной стороны, нарезать, кубиками, проделать каналы в свиной грудине, разрезать «когти», а также иным способом разрезать или разделить различные части свинина.Да, я использую смягчители, такие как глицерин, для эмульгирования упрямая свинина, слишком толстая или трудная в использовании, но я не модифицировать свинину. Модификации никогда не приводили к большему количеству укусов МЕНЯ. На рыбалку тратится столько усилий, и так много другие небольшие модификации приманки, которые я делаю, но задача нарезать свинину кубиками — это не то, что я считаю необходимым. ME, Если, конечно, вы меня этим не накурите. ТОГДА я буду Первый — нарезать кубиками, когда мы пойдем вместе в следующий раз.Но оставшись один, я не буду приставлять нож к свинине. Это мое в любом случае способ работы со всеми приманками … Я провожу так много времени рыбалка и подготовка к рыбалке, которых я избегаю модифицировать любую приманку, если это возможно. Что говорят другие. Я только что упомянул, что я НЕ делаю, а также упомянул, что кто-то еще (Денни Брауэр), как говорят, делает. А вот и оригинал и необычная свинина, которая мне очень нравится.Я не видел слишком много другие люди его используют. В нем участвует ударный король-пиявка Бо-Хог. Это свиной вымпел в форме рыбки с головкой куска. Я часто использую это на легких пряжках из стекловолокна в неглубокой крышке — но он подойдет и для любого силиконового приспособления, особенно если вы подстригаете силиконовый путь короткий. Но как мне нравится использовать это в целом АЛЬТЕРНАТИВНЫЙ ВЗГЛЯД на стандартное приспособление с юбкой и кусок. Итак, я использую оленьий волос — не силикон или резина на этой специальной установке.Белые волосы / белый бо-пиявка или черные волосы / черный бо-пиявка. Я завязываю очень короткий, очень редкий, плотно расклешенный бактейл — достаточно, чтобы имитировать дыхание жабр приманки. Отрезанная часть свинины Пиявка для меня напоминает наполненную яйцами пузатую наживку. В тонкий, сужающийся вымпел хвоста пиявки завершает Иллюзия трепещущего хвоста рыбки В ГЛАЗАХ. я не имею идея, если свиная голова пиявки сигнализирует беременному животу о том, что бас, но я верю, что бас инстинктивно понимает, что Беременные самки полны икры с высоким содержанием энергии.Это может также быть причиной успеха наживки с оранжевым животом, потому что они имитируют появление яичных кладок некоторых водные существа. Почему? Потому что свинина или пластик куски в конечном итоге заставят вас что-то потерять — БОЛЬШОЙ БАС. Свинина или кусок пластика в конечном итоге загнутся на крючок. острие и не позволяйте крючку проникать в пасть THE БОЛЬШОЙ. Даже ваша самая тяжелая флиппиновая палка не может управлять вашим самый острый крючок через кусок свинины.Поверьте мне, это случится с ты … дело не в том, а когда! Не так с жиром, энергичные личинки с двойным хвостом. Вы заправляете их полностью на зацепите хвостовик и зафиксируйте их небольшим количеством суперклея. В тело намного компактнее мясистых свиных кусков (или пластиковых свинина), а личинка с двойным хвостом не может помешать рыбе укусы. Чаще всего используется размер 5 дюймов для большеротых на более тяжелые приспособления для переворота и 4 дюйма для маленьких на малых и средние приспособления. Рыболовы редко используют крупногабаритный 6-дюймовые или 7-дюймовые личинки с двойным хвостом вообще, но они можно эффективно сжать с приземистого громоздкого прицепа. После короткого защемления его можно навинтить на стержень челнока и удерживается на месте с помощью суперклея … или вы также можете просто наколоть его на крючок изгибается, как кусок свинины. Просто проскользните зубочисткой в пластик сбоку перед крючком, чтобы предотвратить басы от того, что его так легко оторвать.Этот вариант ничем не отличается от оснастить свинину или кусок пластика, но без особого риска потерять свой бас на всю жизнь, потому что тело личинки больше компактный и менее выступающий, чем выпуклый кусок во время крючок. Я устанавливаю на двойные хвосты, с резьбой или на кол. «плоский» для иллюзии клешней раков или для большего «Поднимите» приманку, пока плыву. Удивительно, но я его тоже подстроил «прямо», что вы редко увидите, как люди делают с двойной хвост.Думаю, он более точно имитирует широкофюзеляжный Shad, Shiner или Bluegill, когда двойной хвост поставлен прямо вверх, и тело личинки сжалось очень коротко, так что хвосты едва выходят за пряди джиговой юбки! Почему бы не попробовать сам? В холодной воде заметил активное движение лапок твистера на приманке типа двойной хвостовая личинка может отпугнуть некоторых летаргических окуней от попыток преследовать приманку.Создается иллюзия, что приманка слишком подвижная. и препятствует тому, чтобы бас преследовал его. В этих случаях обрезайте назад изогнутые серповидные кончики лапок приманки для получения только очень тонкое хлопанье. Лучше подстричь понемногу немного вместо слишком большого. В определенном смысле вы преобразование хвоста твистера, чтобы он больше походил на кусок пластика. Когда я обрезаю лапы двойного хвоста Grub Trailer , я могу получить любой градиент действия, который захочу от «двойного извилистого» (неразрезанного) до идеально ровного / прямого (полностью подстриженный).Однако лучшее действие в холодной воде где-то между ними — и получается только тщательной обрезкой, которая все еще оставить какое-то задушенное хлопанье. Если вы посмотрите на хвосты и попробуйте представить себе различные способы урезать их действие, вы быстро понять, что существует бесконечное количество углов — способ стрижки ограничен только вашим воображением! Ущипните. стрижку не только изогнутые хвосты в холодной воде, но я также могу пощипать тело тоже короче.Я имею в виду, что могу использовать 4 » КУЗОВ откреплен, чтобы получить тонкий 4-дюймовый трейлер — или я могу ущипнуть наклоните 5-дюймовый КУЗОВ, чтобы получить более широкий 4-дюймовый прицеп — или отщипните еще больше от 6 дюймов, чтобы получить громоздкие 4 дюйма «свинья». ТОГДА я обрезаю хвосты твистера, чтобы получить больше или меньше действий из них, ладно? |
Как построить доску для криббиджа по шаблону
Создание вашего собственного проекта доски для криббиджинга — хорошее использование множества различных талантов мастерской, и конечный результат может быть почти таким же увлекательным, как и его создание.В течение тех долгих холодных зим, которые я проводил на берегу озера Вермилион на крайнем севере Миннесоты, одним из способов, которым мы избегали долгих темных вечеров, была игра в криббидж.
Молодой или старый, это не имело значения. Это настолько популярное развлечение «на севере», что я не удивился бы, если бы это был основной способ, которым большинство моих друзей научились считать и складывать. (Один из способов заработать очки в криббидже — комбинировать карты, которые в сумме дают 15 или 31.) Я все еще слышу, как кто-то считает, что «это 15 на двоих, а пара — на четыре!»
ПрограммыSketch-Up, такие как Google Sketch-Up, могут помочь в разработке дизайна проектов до того, как вы начнете создавать заготовки.Если вы можете в это поверить, этот дизайн прислал нам человек, который живет еще севернее того места, где я вырос. Брюс Битти, инструктор по обучению пожарной охраны и плотник из Оранджвилля, Онтарио, представил этот проект в журнале Rockler’s Woodworker’s Journal Magazine для участия в проводимом нами конкурсе Google SketchUp. Как победитель, его проект был создан для выпуска, и когда мы закончили его фотографировать, мы отправили его Брюсу как своего рода трофей. Но прежде чем это могло произойти, мне нужно было придумать, как это построить.
Прежде чем приступить к сборке частей, убедитесь, что у вас есть все детали, необходимые для готового продукта.
Список материалов
Начиная с середины
Используя чертежи САПР Брюса в качестве отправной точки, я быстро сделал то, что делают все плотники, работая по плану, предоставленному кем-то другим: я изменил его! После пары пробных разрезов 3/4-дюймовой бумаги я забеспокоился, что углубление, в котором хранятся карты, может стать проблемой.Когда я проделал выемку, оставшееся количество материала показалось мне слишком тонким, на мой вкус. Я, конечно, мог бы сделать эту деталь из приклада толщиной 7/8 дюйма, но он выглядел немного громоздким. Итак, после небольшого количества лапши я решил полностью проточить выемку для карты через приклад 3/4 дюйма и приклеить кусок черного ореха толщиной 1/4 дюйма до основания в качестве основы.
На мой взгляд, эта темная основа визуально прикрепляла доску для криббиджинга к столу и придавала проекту красивый трехслойный вид. (Вы можете выбрать любое решение.Я также решил использовать шарнирный шарнир и включил небольшой магнит, чтобы держать доску закрытой. Сделав этот выбор, я вырезал заготовки, из которых сформировал три части, составляющие доску для криббиджа: ядро, основание и игровую поверхность. Пока выбор за вами, я сделал основу из ореха, сердцевину из древесины вишни и игровую поверхность из клена.
Использование разных пород дерева для отдельных секций, таких как грецкий орех, вишня и клен, может создать действительно привлекательный многослойный вид для вашего шаблона и проекта доски для криббиджинга.Теперь у вас есть другой выбор: если вы собираетесь сделать несколько досок для криббеджинга (скажем, для раздачи в подарок …), я рекомендую вам сделать два отдельных шаблона — один размером для ядра и основы, а другой для игровая поверхность. Если вы собираетесь сделать только одну или две доски для криббеджирования, просто сделайте шаблон для сердцевины. (Вы можете достаточно легко разложить и сделать игровую поверхность, не прибегая к шаблонной маршрутизации, если вы делаете только несколько таких досок для криббеджинга.)
Шаблон сердечника должен располагать положения вращающегося шарнира, отверстия для хранения штифтов, отверстия для магнита и углубления для хранения карт, о котором я говорил ранее.И лучший способ сделать отверстие для карты — это один из этапов фрезерования рисунка. Считайте это советом: я сделал свои шаблоны из МДФ 1/2 дюйма, потому что с ним легко работать и с ним недорого. Но, более того, толщина 1/2 дюйма, на мой взгляд, лучше, чем 1/4 дюйма для выкройки. фрезерование с помощью фрезы с направляющими подшипниками, потому что подшипник может быть экранирован в пределах толщины МДФ. Не торопитесь и аккуратно сделайте шаблон (или шаблоны) … любые ошибки здесь проявятся в готовом проекте. Загрузите шаблоны PDF здесь
Делаем опилки
Возьмите заготовку стержня, которую вы вырезали ранее, и шаблон стержня и обведите форму на заготовке. Если ваша заготовка немного завышена по размеру, выровняйте шаблон по двум краям заготовки, когда будете обводить форму, чтобы сократить время резки на ленточной пиле. Когда вы закончите резку ленточной пилой, перейдите к своему сверлильному станку и просверлите отверстие глубиной 1/2 дюйма для хранения штифтов и двухступенчатое отверстие для шарнирного шарнира.При формировании этого двухступенчатого отверстия с помощью долот Форстнера сначала сделайте самое мелкое отверстие (диаметр 5/8 дюйма на глубину 1/16 дюйма). Затем вы можете легко выровнять более глубокое отверстие (диаметр 3/8 дюйма на глубину 3/8 дюйма), используя углубление шпоры, оставленное первой коронкой Форстнера. Продолжайте и просверлите маленькое отверстие для магнита в это же время.
С помощью сверлильного станка просверлите углы выемки для карточек на основной части доски для криббиджинга, но не начинайте с отверстий под колышки. Затем просверлите четыре угла выемки для карты, как показано.Я использовал ручной лобзик, чтобы удалить большую часть отходов из углубления для карт.
Используйте несколько кусков ковровой ленты, чтобы соединить шаблон сердечника и сердечник вместе, чтобы вы могли вывести края держателя карты за один раз. Когда это будет сделано, используйте пару кусков двусторонней ковровой ленты (не слишком много!), Чтобы закрепить шаблон сердечника на сердечнике. Затем вставьте фрезерную фрезу 1/2 дюйма с направляемыми подшипниками в стол маршрутизатора. Обрежьте углубление для карты. Затем вы можете сформировать внешнюю часть сердечника таким же образом.Вырезать изогнутую форму на конце доски с помощью фрезы может быть немного сложно. Возможно, вам будет лучше просто отшлифовать его гладко до отмеченной линии, хотя я сделал хорошо, подрезав по радиусу. Вытащите шаблон из сердечника и отложите его на время.
Строительство на базе
Возьмите базовую заготовку, которую вы сделали ранее. Используйте стержень (или, если хотите, шаблон стержня), чтобы нарисовать его форму на базовой заготовке. Используйте ленточную пилу, чтобы вырезать основу, чтобы придать ей форму, но оставайтесь за пределами линий на сильную 1/16 дюйма и отложите ее вместе с сердечником.
Даже используя шаблон для сверления, не торопитесь и почаще расчищайте свое оборудование, чтобы у вас было 160 равномерно расположенных и чистых отверстий под колышки. Пришло время перейти к игровой поверхности. Если вы сделали шаблон для этой детали, возьмите его и заготовку, которую вы вырезали ранее, и проделайте тот же процесс формования, что и с сердечником. (Но пока не сверлите отверстия для колышков; просто сделайте внешнюю форму.) Если вы не сделали шаблон, вам нужно сделать немного больше макета, но это не займет много времени.Как только деталь будет сформирована, возьмите заказанный вами шаблон для сверления, самоцентрирующееся сверло и направляйтесь к сверлильному станку. (Что это? Вы не заказывали сверлильный кондуктор и сверло? Что вы, сумасшедший? Позвольте мне твердо заявить здесь и сейчас, что вам не следует пытаться делать этот проект без приспособления … извините. Это просто слишком сложно правильно разместить все эти отверстия без него. Необходимо просверлить около 260 отверстий — это много для выравнивания!)
Снова возьмите двусторонний скотч и прикрепите кондуктор к игровой поверхности.Вставьте сверло в сверлильный станок и начните сверление. Но не торопитесь! Даже используя приспособление в качестве ориентира, я обнаружил, что мне нужно не торопиться и очень обдуманно подходить к этому процессу. Также было полезно удалить любую крошечную древесную стружку, которая забивает центрирующую втулку сверла. Когда это было сделано, я просверлил отверстие для шарнира на обратной стороне игровой поверхности и отверстие для магнитной шайбы и отложил его в сторону. Взяв сердечник еще раз, я вставил сверло для резки бухты 3/4 дюйма в портативный маршрутизатор и сформировал отверстие для пальца на краю углубления для карты, как показано на фотографии, в центре справа.Затем приклеила основу на сердцевину и дала клею застыть. Когда клей высох, я использовал фрезу для фрезерования рисунка, чтобы обрезать основу, чтобы она идеально соответствовала сердцевине.
Завершите вырезание углубления для карты и зашлифуйте внутреннюю часть перед прикреплением ядер и игровых площадок, чтобы соединение было как можно более гладким. Вы почти закончили. Заменив фрезерную фрезу в таблице фрезерования на большую фаску в фрезерной таблице, я сформировал верхний край сердечника так, чтобы внутренняя часть скошенного профиля соответствовала размеру игровой поверхности.Когда резка будет завершена, опустите насадку для снятия фаски и сформируйте верхний край игровой поверхности с небольшим скосом. Пришло время шлифовать. Увеличьте размер зерна как минимум до 180, но я рекомендую зернистость 220. После этого закрепите магнит и шайбу в отверстиях пятиминутной эпоксидной смолой.
Для завершения этого проекта я использовал натуральное масло Watco. Старайтесь не влезать слишком много в отверстия для колышков — даже если этого трудно избежать. Три слоя масла и растирание пастой воска, и ваша игровая доска будет выглядеть должным образом.Последнее, что вам нужно сделать, это собрать две части, вбив поворотный шарнир в сердечник и постучав игровой поверхностью по шарниру. Вы заметите, что магнит притягивает две части к совмещению, когда вы приближаете их к нужному месту. Отлично, да? Теперь все, что вам нужно сделать, это найти партнера и колоду карт, и вы сразу же начнете игру! Пятнадцать на двоих, кто-нибудь?
Шатуны MTB (Техническая информация, проектирование, производство)
Ты
- на рынке шатунов MTB и / или
- хотите просто углубить свои знания о шатунах MTB?
Этот обзор дает как широкий, так и подробный обзор ключевых проблем.
Ссылки на разделы
Разработка шатунов MTB на протяжении времени
Производство шатунов MTB
Какая шатуна лучше всего подходит для горного велосипеда?
Влияние eMTB на шатуны
Стоят ли того карбоновые кривошипы?
Шатуны MTB состоит из
- два кривошипа
- крестовина и
- от одной до трех звезд
Давайте разберемся, что собой представляет каждая с точки зрения того, что она делает.(Никаких упоминаний о подшипниках: я имею дело с ними в посте о подшипниках шатунов)
Хотя большинство систем шатунов (шоссейные велосипеды, BMX и т. Д.) Имеют одинаковые элементы, системы шатунов MTB различаются по нескольким параметрам.
Кривошип и кривошип
Во-первых, не нужно говорить о кривошипе, так как рычаг — это кривошип , , то есть рычаг, на который действует сила. Crank — автомобильная метафора, описывающая, как коленчатый вал двигателя передает энергию на карданный вал автомобиля.
Кривошип ведущей стороны включает 4- или 5-рычажный соединитель, который мы называем крестовиной , к которому крепятся звезды. Возможно _leg — лучшее слово, но arm — обычное слово.
Кривошип неприводной стороны состоит из одного вала, который крепится болтами или зажимается вокруг шпинделя каретки или (встроенного) шпинделя кривошипа.
Мы измеряем длину кривошипа «от центра к центру»: от центра впадины шпинделя, отмечающего центр крестовины (здесь четырехлепестковой), до центра резьбы педали.
Большинство значений длины кривошипа MTB указано на участке, охватывающем резьбу педали. Вы увидите 72,5 , выглядывающую над рулеткой на изображении. Если судить по рулетке, то длина рукоятки составляет 175,2 мм.
Шатуны и крестовиныХотя нижние кронштейны являются отдельной категорией компонентов, тип нижнего кронштейна, который вы используете, в значительной степени определяет, какой шатун вы используете, хотя преобразователи нижнего кронштейна дают вам гибкость при выборе комбинаций кривошипа / шпинделя в наши дни.
Недооцененный аспект конструкции кривошипов — это влияние на них попыток найти быстрые и эффективные способы изменения нагрузки, т.е. поменять передачи.
Звезды представляют собой отдельную категорию компонентов, но играют центральную роль в увеличении или уменьшении нагрузки на кривошип.
Точно так же вы можете написать историю переключателя, просто придерживая его. Но их развитие всегда, в конечном счете, разворачивается в связи с негласным стремлением к повышению эффективности кривошипа.
BCD и паукBCD или диаметр окружности болта напечатан на передней звезде. Круг для болтов — это воображаемый круг, соединяющий 4 болта звездочки с 4 болтами в приведенном выше примере. Линия, напрямую соединяющая один болт с противоположным, и есть диаметр этой окружности, BCD .
Конструкция зависит от количества устанавливаемых передних звезд.
Простая шатуна MTB, такая как одинарная трансмиссия или трансмиссия 1x, имеет простое крепление.Прикрутите переднюю звезду (болт и соответствующую гайку) к внутреннему краю каждой крестовины.
Крестовина кривошипа с двойной передней звездой имеет дополнительную обработанную кромку под внешней или большой передней звездой, где установлена вторая, меньшая передняя звезда.
Большая передняя звезда болтается с внешней стороны; маленькую переднюю звезду к другой.
Самое сложное крепление — тройной шатун. Самая маленькая передняя звезда — или «бабушкиное» кольцо — прикрепляется болтами к дополнительной платформе, добавленной к внутренней части второй передней звезды, которая затем становится средней передней звездой.
На изображении показаны крепежные элементы для болтов с круглым кольцом, плотно прилегающие к шпинделю, при этом крепления средней и большой передней звездочки выступают дальше.
Создание углов и расстояний требует сложного проектирования и нескольких сеансов обработки с ЧПУ (ниже мы рассмотрим производство шатунов MTB).
Расстояние между креплением «бабушка» (верхняя треть, центр) и средней / большой передней звездой (правая треть, центр) рассчитывается с точностью до 0,001 мм. Точность имеет решающее значение, иначе переключение будет непостоянным и ненадежным.
Крепление каждой передней звездыБольшая передняя звезда находится под монтажным кронштейном; средняя передняя звезда сидит немного сбоку сверху. Большая передняя звезда входит в нижний край кронштейна; среднее кольцо сверху.
Это выровненное положение, дающее вам представление о отверстиях для болтов в кольце бабушки, которые совпадают между серединой вала кривошипа (воображаемая точка) и средним / большим отверстием для передней звезды.
Добавьте кольцо бабушки наверху, т.е.самое внутреннее крепление.
Гайка входит снаружи. Болт изнутри. Прикручивание кольца бабушки на место сначала, перед средней / большой передними звездами, работает, хотя вы можете так же легко собрать его в обратном порядке.
Способ затяжки болтов до крутящего момента понятен.
Кстати, вы также можете увидеть босса и пандусы справа от каждого босса. Эти дополнения имеют решающее значение для эффективного функционирования системы шатунов MTB, способствуя перемещению цепи от нижней звезды к верхней.Цепь цепляется за выступ, затем за пандус и поднимается на место.
Шатуны без крестовины — прямое крепление SRAM
IMAGE-First-Direct-Mount
Другой способ представить крестовину — посредник между кривошипом и звездочкой. Всегда имело смысл прикреплять передние звезды к кронштейнам. Также имело смысл придумать дизайн, исключающий ненужные детали. Вот [обсуждение на форуме MTBR] некоторых ключевых вопросов.
MTB довольно хорошо известна — мы все встречали Гэри Фишера или, может быть, даже позировали для фотографии с ним, в Sea Otter или Interbike, когда он существовал.
При инновациях и разработках компонентов велосипеда следует помнить, что большая часть того, что было изобретено или задумано (я имею в виду все те патентные схемы технологий, которые никогда не сходили с конвейера), произошло в 1890-х годах или в следующем десятилетии. .
Это первый горный велосипед? Вернон Блейк на своем байке 1930 года. На первый взгляд кажется, что это так.
Велосипед Вернона состоит из простой двойной ромбовидной рамы с широкими шинами.И это двойная передняя звезда на шатуне? Также есть рычаг переключения скоростей на подседельной трубе, чуть выше кривошипа.
Консольные тормоза велосипеда также четко выделяют его в классе MTB. Полупадущее положение руля усложняет управление.
По сравнению с оригинальными горными велосипедами Klunker, здесь есть все основные характеристики.
Но, хотя велосипед Вернона — хороший кандидат на МТБ, он все же не оправдывает ожиданий.Важно понимать, что исторический контекст совершенно иной.
Ранние МТБ klunker были созданы для того, чтобы выезжать на бездорожье по трассам, вдали от движения транспорта, вдали от правил, усложняющих повседневную жизнь. Они были как выражением чистой свободы, так и конкретным дизайном велосипеда.
Революция, которая привела к появлению трансмиссий 1x, вероятно, является крупнейшей разработкой в области шатунов для МТБ за последнее время.
Что такое оригинальный шатун? Паук с одной звездой или тройной?Оригинальные трансмиссии по умолчанию имели широкие передние звезды, которые с годами сужались в ответ на уменьшение ширины звеньев цепи, что, в свою очередь, было ответом на постоянное добавление задних звездочек в поисках оптимальных передаточных чисел.
Вот пример того, что было в 1907 году.
Итак, это был простой переход от одинарной рукоятки к двойной, а затем тройной?
Дизайн Бернарда Кэбота 1893 года, зародыш современного безопасного велосипеда (безопасный, потому что два колеса одинакового размера, а не высокая голова, смехотворно опасный дизайн Пенни Фартинга).
Вот эскиз двойника кривошипа, сделанный всего несколько лет спустя. Мы видим, что поиски переменной передачи с самого начала породили одинарные, двойные и тройные кривошипы.
Производство шатунов MTBСуществует три ключевых этапа создания системы MTB: холодная штамповка, обработка с ЧПУ, чистовая обработка.
Холодная кузницаХотя кузнечная обработка является первым шагом в этом процессе, вероятно, это не совсем то, что вы имеете в виду, поскольку этот способ производства компонентов не требует тепла. Отсюда и название «холодная кузница».
Мы хотели бы показать вам полный процесс ковки, пусть даже небольшой, на партии шатунов МТБ.
К сожалению, мы передаем это в небольшую мастерскую, специализирующуюся на технике холодной штамповки. Они настаивают на том, чтобы все их операции оставались закрытыми и совершенно секретными.
Такая ситуация типична для Тайваня, где считается, что конкурентное преимущество старой закалки исходит из «секретности» производственных процессов. «Как только кто-нибудь узнает, как мы это делаем, они сделают это сами», — говорят они.
У многих крупных компаний нет проблем с демонстрацией производственных процессов; Выбрал, например, производитель ступиц.В примере выделяются ступицы, а не кривошипы, но процесс аналогичен.
Холодная штамповка включает установку зажимного приспособления или пресс-формы, вырезанной по форме и размерам детали, в пресс для холодной штамповки. Компонент создается одним движением, занимающим несколько секунд. Ничего особенного.
Противозадирное давление придает каждой алюминиевой заготовке форму, близкую к готовой ступице колеса. Или кривошип, в зависимости от обстоятельств.
После того, как мы получим приблизительный результат, нам все равно нужно будет провести дополнительную доработку, а также добавить дополнительные функции.Мы выполняем их с помощью ЧПУ.
Обработка с ЧПУОбработка с ЧПУ позволяет бренду создавать практически любые компоненты, которые только можно представить.
Комбинация холодной штамповки и обработки с ЧПУ в большинстве случаев является наиболее эффективным способом производства деталей.
Производители могли изготавливать детали только на ЧПУ. Но обработка с ЧПУ приводит к образованию большого количества лишних алюминиевых отходов и требует времени. При создании кривошипов MTB мы штампуем форму в холодном состоянии, затем уточняем и добавляем к ней с помощью выборочной обработки с ЧПУ.
Программа записывается для 2D осей X и Y. К третьему измерению добавляется значение Z , которое ориентирует режущую головку в вертикальной плоскости.
Необработанная кованая деталь является основной формой готовой детали.
Сначала обработаем центр: это то, к чему мы стремимся. Затем сделаем паучьи руки.
Ряд кривошипов, закрепленных на платформах внутри шкафа ЧПУ, готовых к обработке.
Один сеанс завершает последовательность резов разной глубины в разных точках.Как вы можете видеть на изображении, и ведущие, и неприводные кривошипы обрабатываются вместе. Одновременно можно выполнять все виды разрозненной обработки.
Программа ЧПУ загружена; оператор следит за тем, чтобы ошибки не возникали, попутно внося несколько корректировок.
Режущие сверлас ЧПУ — это самое быстрое и точное средство для резки сложных форм с максимальной точностью. Кривошип неприводной стороны здесь необходимо обрезать точно по контуру шпинделя.
Обработка шпинделя производится отдельной партией.В полуобработанный шпиндель справа нарезаются шлицы.
Идеально подходит. Никакой игры. Более поздний процесс соединяет шпиндель с крестовиной.
Необработанная кованая рука паука находится слева. Фрезерный станок с ЧПУ подготавливает крепление, а затем переходит к обрезке краев рычага. После того, как деталь обработана, вы никогда не узнаете, что она была изначально выкована.
ЧистоваяОбработанные кривошипы в следующий раз посетят специалиста по пескоструйной очистке и анодированию.Поверхности кривошипа очищены струйной очисткой и подготовлены для погружения в специальный раствор, в котором. Подробнее об анодировании стойки шатуна велосипеда.
КАКАЯ ШАТУНКА НАИБОЛЬШАЯ ДЛЯ ГОРНОГО ВЕЛОСИПЕДА?«Лучшее» всегда относительно. Лучшее зависит от:
- любишь скоростной спуск?
- Возможно, ваша цель — круиз по велосипедной дорожке начального уровня?
- как насчет eMTB? (см. следующий раздел)
В настоящее время для большинства целей вам лучше всего выбрать кривошипную систему с одной звездой, оснащенную узко-широкой звездой, которая радикально упрощает вашу трансмиссию за счет устранения переключателя вместе с его переключателем.
Узкая и широкая передняя звезда вместе с направляющей цепи практически гарантирует отсутствие проблем со срывом цепи. Вам также будет разумно выбрать кассету с широким диапазоном частот, для начала вам подойдет что-нибудь вроде 11-36.
ВОЗДЕЙСТВИЕ eMTB на ШАТУНКИ MTBСтандартизация шатунов с одной звездой в современном катании на горных велосипедах совпала с принятием и быстрым развитием eMTB, построенных на основе систем электродвигателей среднего привода.
Ваша нижняя скоба полностью исчезает на eMTB, а ваши шатуны имеют только поверхностное значение. Вес больше не
Вот Али Кларксон и Дэнни Макаскилл, получающие абсолютную отдачу от пары eMTB Дэнни на некоторых довольно схематичных, крутых и рыхлых спусках.
«Это безумие. Это жутко », — говорит Али, когда они с Дэнни ускоряют спуск к вершине, обгоняя других гонщиков, работающих без электричества.«Я все еще работаю над этим», — поясняет он, давая нам понять, что eMTB — это не отговорка. «Просто иду быстрее».
Да, pedelec — это нелегкая поездка. Электрический помощник позволяет Али и Дэнни проехать по маршруту гораздо больше раз в течение дня, чем это было бы возможно без посторонней помощи.
У вас есть как минимум три уровня помощи при помощи педали среднего привода. В самом низком или экономичном режиме вы получите самые тяжелые тренировки.
СТОИТ УГЛЕРОДНЫЕ КРАНЫ?Ответ на этот вопрос полностью субъективен и зависит от того, что, по вашему мнению, является хорошим соотношением цены и качества.
Если вы позволили себе щедрый бюджет, вы, вероятно, не будете дважды задумываться над покупкой.
Однако единственный аргумент в пользу установки угольных шатунов — это снижение веса. Но разница в весе между кривошипом из анодированного алюминиевого сплава и моделью из карбона не даст вам никакого реального преимущества.
Шатуны из анодированного сплава также более долговечны. Анодированная поверхность тверда, как фарфор. Иначе обстоит дело с лаком, нанесенным на компоненты из углеродно-эпоксидного композита.Поверхность легко потирается и царапается — раньше она станет потертой и потрепанной.
Одна из причин выбрать карбоновые шатуны — это, конечно, внешний вид. Просто они выглядят более круто и технологично. Но у вас могут быть проблемы с их хранением
ЗАКЛЮЧИТЕЛЬНЫЕ ЗАМЕЧАНИЯ
ШатуныMTB с годами превратились в отдельный класс.
Один из комментаторов размещенного выше видео Али Кларксона / Дэнни Макаскилла заявил, что через пять или около того лет eMTB в основном возьмут верх.Чтобы это произошло, цены должны сильно снизиться, что мы и увидим в течение этого периода времени.
Если цены упадут достаточно сильно, достаточно быстро, то это произойдет. Мы больше не будем говорить о шатунах MTB; все обсуждения будут посвящены двигателям среднего привода, с некоторыми периферийными обсуждениями кривошипных рычагов и одиночной звезды, которые, вероятно, не будут чем-то особенным.
поковка угля для начинающих
Как зажечь угольную кузницу — ЛЕГКИЙ способ! Кузница для кузнечного дела.Мы не рекомендуем угольную кузницу новичкам, потому что это требует опыта. Он состоит из горшка для разведения огня, рабочей поверхности и воздуходувки. Сделай сам. Огонь и нагрев металла — это фундаментальный кузнечный процесс. Часть 2 Кузнечное дело для начинающих — ковка кузнечными щипцами 2 показывает, как я ковую шарнирный шарнир. Все книги по кузнечному делу для начинающих? … Кузнечное дело для начинающих -: Ковка кузнечных щипцов 2. Просто используйте консервную банку с 3-5 отверстиями и очень быстро сбрызните уголь (не хочу треснуть ваш кузнечный горшок) водой.Пропан. Следующим лучшим углем для ковки является антрацит, хотя не все кузнецы с этим согласны. Кузнецы используют кузницу для достижения высокой температуры, которая нагревает материал до точки, при которой материал готов к ковке. Размер класса ограничен до 6 человек. Нет, все книги не подходят для начинающих. После выбора кузнечной стали следующим решением будет источник топлива для кузницы. Давайте взглянем на кузнечные инструменты, необходимые для разработки собственного начального набора для кузнеца. Альтернативой является кусковой древесный уголь, но это искусственное топливо, а не природное топливо.Здесь вы найдете 5 основных кузнечных инструментов для начинающих. Практически все операции по ковке чугуна могут быть выполнены быстрее, когда он находится в … классической кузнице на твердом топливе с использованием угля и потока воздуха для обеспечения достаточного тепла для ковки металла. Все они намного лучше для новичков, чем многие существующие там кузницы за 500, 700 или даже 1000 долларов. Чистота,… 8 предметов для быстрого создания набора инструментов для кузнечного дела для начинающих 18 октября 2018 г. 23 декабря 2019 г. Кузнечное дело Джеймса — редкое хобби, в котором можно обойтись, не покупая ничего, кроме стального ложа.Одна из замечательных особенностей кузнечного дела заключается в том, что вы можете изготавливать множество кузнечных инструментов самостоятельно в процессе работы. Один… Присоединяйтесь ко мне в моем кузнечном деле, когда я узнаю, как выковать гвоздь с помощью кузницы для угля и молотка. В зависимости от конкретной настройки ковки, наличия топлива и местоположения, вероятно, для вас будет идеальный выбор — пропан, уголь или древесный уголь. Кузнечная кузница является важным компонентом кузнечного дела и даже может считаться самой сердцевиной процесса обработки металла.Узнайте больше о кузнечном деле, новичках в кузнечном деле, работе с металлом. Автор Pfeiffer5212 в разделе Кузнечное дело для начинающих. HEAVY DUTY «S» Hook Jig 3/4 «Gap Я отправляюсь в кузницу Алекса Поула в Сомерсете, метко названную« Кузница », где он учит меня новичкам в кузнечном деле, например, как пользоваться угольной кузницей, как пользоваться молотком и наковальней. и, самое главное, как выковать гвоздь вручную! Ваша местная инженерная мастерская должна уметь вырезать и сварить для вас кострище. В Blacksmiths Depot есть несколько различных комплектов, в том числе набор для кузнечного дела, которые помогут вам начать работу с металлом.Кузница — это то, что вы будете использовать для нагрева металла, над которым работаете. Регистрация на курсы кузнечного дела для начинающих на октябрь 2020 года закрыта! Единственное, что вы заметите, это то, что я не включил в этот список угольные кузницы. Уголь дымный, особенно при первом зажигании, но немного проясняется по мере повышения температуры. Эксперты говорят, что битуминозный уголь лучше всего подходит для кузнечного дела, но он доступен не везде. Кузница очень важна, потому что из холодного металла довольно сложно придать форму.При правильном обращении древесный уголь действительно может достигать достаточно высоких температур для ковки … Это помогает с липкостью. Forging для начинающих предоставляет учащимся исчерпывающий и всеобъемлющий способ увидеть прогресс после окончания каждого модуля. Автор Tubullcane в разделе «Кузнечное дело для начинающих». Я подумал о газовой кузнице, но тут… 21 мая 2019 — Яркая сварка для новичков — нокаут. Кузнице нужны две вещи: немного топлива и много воздуха. Установка для ковки не только позволит вам перемещать горячий металл, но и позволит выполнять другие операции, такие как термообработка и сварка.Тепло делает железо мягким и пластичным. Кузнечное топливо: Penn Keystone Coal продает кузнечный уголь из битумного и антрацитового цвета в 50-фунтовых мешках, защищенных картонной коробкой. 4 0 165 1505315499. Комплекты кузнечные. Приходите изучить основы ковки в веселой обстановке. Кузница. Кузница — это огонь, в котором вы нагреваете свою работу. Нагрев металла до определенного уровня температуры является обязательным для перехода к следующему шагу. 21 мая 2019 — Яркая сварка для новичков на вылет. Schmiedeofen selberbauen [Kohleesse, Bauplan]… Whitlox Homestead создал Mini Forge, чтобы удовлетворить потребность в недорогой кузнице для новичков или кузнецов, которые готовятся к работе накануне. Мне это не очень нравится. Стартовый комплект, плюс (необязательно) Промежуточный комплект, плюс; Кузница (600 долларов) Наковальня (900 долларов +) Flypress (300-800 долларов) Клещи (200 долларов за 5 пар) Молотки (200 долларов) Конструкция может быть очень простой или сложной. Поэтому очень важно нагреть металл до приемлемой температуры, чтобы металл стал ковким. Газовая кузница и Угольная кузница — это обычные кузницы, используемые кузнецами.Инструменты, инструменты, инструменты, может показаться немного сложным найти подходящие кузнечные инструменты, которые вам нужны, когда вы начинаете ковку … Антрацитовый уголь — лучший, но битуминозный уголь тоже подойдет, и он более общедоступен ( тоже дешевле). Проекты кузнеца Вы должны пройти процесс ковки, выдержать лязг металла и вдыхать угольную пыль, чтобы стать лучшим кузнецом. С чем лучше работать новичку, горячекатаной или холоднокатаной сталью? У меня есть уголь для тракторов, который стоит попробовать, так как он на 2/3 дешевле, чем кузнечный уголь в мешках.Хотя древесный уголь может и не так хорош, как уголь, он является очень популярным топливом для многих кузнецов, особенно новичков. Если вам нравится уголь, он будет зависеть от имеющихся в вашем распоряжении ресурсов. Супер большой комплект для новичков с угольной кузницей В этом полном наборе есть все кузнечные инструменты для новичков, которые вам понадобятся в удобном наборе, чтобы сэкономить ваши деньги. Пруток горячекатаный или холоднокатаный. Когда вы отправляетесь в путь кузнеца, очень сложно преодолеть трудности, связанные с тем, какие инструменты вам понадобятся для достижения мастерства.Пропановые кузницы, угольная кузница, наковальни и тиски Обжимные блоки Sahinler Power Hammer TW90 Шлифовальный станок, шлифовальный станок / шлифовальный станок Baldor Chop Saw Ленточная пила Угловые шлифовальные машины Гидравлический ковочный пресс Множество инструментов; ПРИНЯТЬ ДОМОЙ 1 НОЖ Вы будете выковывать, шлифовать, подвергать термообработке и отделке один нож с ручкой. Просто включите в конструкцию фланец. В набор инструментов для кузнецов входят: 17 июля 2019 г. — Изучите доску Элисео Эрнандеса «Новички в кузнечном деле» на Pinterest. Овальная кузница пропана с двойной горелкой… Если у вас есть какие-либо вопросы, позвоните нам по телефону 1-800-666-9175 или напишите по адресу info @ centaurforge.com. Закажите для начинающих кузнечный набор, соответствующий вашим потребностям! 2. Пропановая кузница с двойной горелкой Simond Store с двумя дверями, рейтинг 2600 F, для кузнечного дела, изготовления ножей, кузнечных инструментов и оборудования — прямоугольная форма из нержавеющей стали 5,0 из 5… На складе 7 января 2021 года. Итак, мы исследовали эти ископаемые виды топлива способствовать. Мы гордимся тем, что предлагаем наши высококачественные кузницы для угля и кокса по конкурентоспособным ценам. Этот процесс одинаков для всех щипцов, которые я делаю. Все семинары, запланированные на 2020 год, были отменены из-за COVID-19.Сварка металла своими руками Сварочный цех Кузнечное дело Новички Кузница для угля Инструменты для гибки металла Инструменты для обработки металла Инструменты для ковки Детская мебель Diy Кузнец 3/4 «Hardy / Vise Гибочный / поворотный приспособление. У различных сортов угля есть свои плюсы и минусы. Сделайте небольшую кузнечную кузницу: маленький кузница для кузнецов, а не кузница для мелких кузнецов. Simond Store Gas Propane Forge Double Burner с 1 дверью, кузнечная кузница для изготовления ножей, кузнечных инструментов и оборудования. Разместите онлайн-заказ сейчас. Руководство по кузнечным инструментам для начинающих: все необходимое для получения начал формировать навыки, необходимые для создания собственных инструментов в будущем.Изучите разницу между дровяными и угольными кузницами, чтобы понять, какая из них будет лучшим выбором для кузнечного дела. Сегодня у вас есть выбор между кузницами с разным топливом: углем, газом и электричеством. Вы не можете пропустить эту часть и инструмент. Это антрацит, поэтому он не закоксовывается, это «рисовый уголь» (меньше, чем гороховый уголь, примерно 1/4 дюйма x 1/4 дюйма x 1/2 дюйма), и его очень трудно получить достаточно горячим для сварки с помощью ручная воздуходувка Ковочные операции состоят из гибки, осадки, вытяжки, сварки, штамповки, сверления, клепки, нарезания резьбы, закалки, отпуска и отжига.Уровень — Начальный / Средний. … Сколько пропана используется в кузнице? Уголь и древесный уголь могут быть довольно дешевыми, но доступность для некоторых проблематична, и они связаны с дополнительными соображениями, такими как беспорядок из золы и уход за огнем. Пожалуйста, загляните в начале осени, чтобы увидеть предложения 2021 года. Сделай сам и поделки. 22 декабря 2014 г. — Изучите доску Уэса Уайта «Coal Forge» на Pinterest. В нашем широком ассортименте кузнечных печей, огневых котлов, вытяжек и воздуходувок вы обязательно найдете систему, которая соответствует вашим потребностям и кошельку.Мы начнем с разжигания угольного огня и рассмотрим основные методы ковки железа. 239,99 $ 239 $. Оцените свой уровень мастерства 99 (239,99 $ / подсчет) БЕСПЛАТНАЯ доставка по Amazon. Кузнец Power Hammer Кузнечный кузнец Самодельная кузница Diy Forge Угольная кузница Инструменты для ковки Крест руки Огонь Горшки Мастерская металла. 21 мая 2019 — Яркая сварка для новичков на вылет. Классы заполнены. Самый простой способ обойти это — выбрать газовую кузницу. Быстрый совет для всех! См. Другие идеи об угольной кузнице, кузнечном деле и кузнечном деле.Моя долгосрочная цель заключалась в том, чтобы кузница была достаточно маленькой и хорошо воспитанной, чтобы ее можно было держать в моем загородном саду, чтобы не было битуминозного угля. Проводить исследования. В некоторых книгах обсуждаются только современные методы кузнечного дела, в которых используются специализированные инструменты. 10, 24 и 31 октября в Рэмси (Школа конного спорта штата Миннесота) Базовые занятия для начинающих предназначены для того, чтобы дать всем одинаковое понимание основ, техник и терминологии. В конце концов, любая из этих кузнечных кузниц подойдет новичкам, желающим начать.Я начал ковку несколько лет назад с парнем, который делал это в старом стиле / пионерском стиле, и единственный самый важный шаг, которому он меня научил (и я понятия не имею, почему и как это работает), — это немного намочить уголь. Уголь — более типичное кузнечное топливо, и создать кузницу, использующую уголь, очень легко, но требуется немного творчества. Для начала выберите газовую кузницу. Или вы можете просто использовать тормозной барабан, поскольку он… Кузница Кентавров понимает тяжелое положение начинающего кузнеца, и мы подготовили тщательно проверенные, полноценные стартовые наборы для начинающих кузнецов, желающих развить навыки в любой специальности.
Очиститель катушек Lundmark, Смешанные песни Болливуда, Порошок паприки по-арабски, Пластиковый якорь-бабочка, Лаборатория шаблонов оценки компетенций, Федеральный резервный банк Сиэтла Джобс, Самостоятельное разогревание аварийного питания, Код купона HTML, Джира Спайс по-английски, Томатный чатни по-андхра,
Полное руководство по стволам AR-15
Ствол, пожалуй, самая важная часть вашего AR-15. Он определяет, какие типы снарядов вы можете стрелять, насколько точным вы можете стать, и как далеко вы можете дотянуться до цели и коснуться ее.Выбор идеального ствола может сделать или сломать любую сборку дополненной реальности. Сегодня мы собираемся изучить и с полным руководством по стволам AR-15!
Мы объясним скорость закручивания, длину и скорость ствола, как изготавливаются стволы и из каких материалов. Мы даже коснемся профиля ствола, нарезки и обработки ствола. Сегодня это от А до Я, так что приступим.
Эта статья является частью нашего полного руководства по сборке AR-15.
Стволы AR-15: объяснение скорости закручивания
Скорость закручивания, возможно, самый важный фактор в стволе вашего AR-15.Скорость поворота определяет, как часто выстрел, который вы стреляете, завершает полный оборот на заданном расстоянии. Что еще более важно, от этого зависит точность вашей винтовки или пистолета. Думайте об этом, как о том, чтобы бросить хорошую старую свиную шкуру. Сколько раз мяч вращается, прежде чем попадет в цель?
Скорость закрутки в стволе — та же концепция. Вы, наверное, видели числа и цифры, обозначающие степень скручивания, например, «1: 7» или «1: 8». Первое число («1») означает, что ваша пуля повернулась на один полный оборот. Второе число («7» и «8») означает, что одно вращение произошло на семь или восемь дюймов.Частота скручивания почти всегда выражается как «1:« число »». Довольно просто, правда?
Как скорость поворота влияет на точность
Когда мы бросаем футбольный мяч, мы вращаем его, чтобы стабилизировать его и помочь ему лететь туда, куда мы прицелились. Та же самая физика работает, когда вы придаете вращение пуле, используя нарезы в стволе. Настоящий вопрос в том, сколько вращения вы должны придать своим раундам?
Не существует «универсального» размера
К сожалению, на рынке не существует «универсальной» скорости скручивания, подходящей для каждого картриджа в отдельности.Скорость поворота должна соответствовать характеристикам выпущенной пули. Если ваша скорость скручивания слишком низкая, в раунде будет недостаточно вращения, и он не сможет стабилизироваться в воздухе.
Скорость закручивания Златовласка
Когда снаряд не стабилизирован, он обычно кувыркается из стороны в сторону и попадает в цель в так называемом «замочном» выстреле. Это немного мультяшно, но выстрел из замочной скважины создаст пулевое отверстие в форме самой пули.Но если скорость скручивания слишком высока, это приведет к слишком большому вращению вашего раунда. Чрезмерное вращение раунда по-прежнему может вызвать заторможенность. Это даже может быть опасно. Чрезмерное вращение может привести к фрагментации снаряда и саморазрушению, в результате чего обломки и кусочки свинца или куртка разлетятся в нежелательном направлении.
При выборе правильной скорости скручивания цель состоит в том, чтобы найти ствол, который обеспечит для снарядов вашего AR максимально плоскую и прямую траекторию, вращая его на нужное количество оборотов. Итак, как мы это выясним?
Выбор правильной скорости поворота
Многие стрелки, даже профессионалы, небрежно скажут вам, что выбор идеальной скорости поворота зависит от веса или количества зерен пули, которую вы стреляете.Боб на стрельбище со своими собственными черными винтовками будет твердо стоять на своем убеждении, что легкая пуля весом 55 гран НЕОБХОДИМА крутящего момента 1: 7. Или эти более тяжелые пули с 77 гран абсолютно должны иметь коэффициент закручивания 1: 9, несмотря ни на что.
Дело не в весе
Хотя Боб может быть прав, его рассуждения не совсем верны. Вес играет или роль в определении скорости скручивания, но на самом деле это скорее корреляция. В конечном итоге выбор правильной скорости закручивания сводится к длине ваших пуль.Единственная причина, по которой вес часто упоминается в разговорах, заключается в том, что, ну, более длинные пули, как правило, весят больше!
Золотое правило скорости скручивания
Готовы к этому? Чем длиннее пуля (и, как правило, тяжелее), тем «быстрее» или более экстремально скорость поворота, которая вам понадобится для стабилизации этого снаряда в полете. Поскольку мы говорим о AR-15, давайте сосредоточимся на том, какова оптимальная скорость скручивания для 5,56 и 0,223, сначала:
Лучшая скорость скручивания для 5.56 / .223
Давайте будем простыми: если вы строите или стреляете из ружья 5,56 / .223, вам нужна скорость поворота 1: 7 или 1: 8. В AR-15 / M16 изначально использовалось соотношение крутящего момента 1:14, чтобы приспособить военные короткие легкие 55-гранные спитцеры. Чтобы добиться большей устойчивости на больших расстояниях, военные позже перешли на коэффициент крутки 1:12. В конце концов, военные также решили, что им нужно больше бронепробиваемости и мощности, поэтому они увеличили порох и скорость в своих патронах и начали использовать более длинные и тяжелые пули.Перенесемся в наши дни, и вооруженные силы США почти исключительно используют патроны 5.56 с 62 или 77 гранами, которые требуют скорости кручения 1: 7. Это также самые распространенные патроны (помимо 55-гранных), используемые гражданскими стрелками и владельцами AR-15 по всей стране.
Оптимальная скорость поворота для 300 Blackout
300 Blackout был разработан для стрельбы в дозвуковой конфигурации с глушителем, а также дает возможность стрелять сверхзвуковыми снарядами. Сложно выбрать оптимальную частоту скручивания, но большинство стрелков согласны с тем, что скорость скручивания 1: 8 лучше всего.Дозвуковые патроны 300 Blackout обычно весят от 200 до 220 гран, а оптимальная скорость достигается в более коротком стволе (около 9 дюймов), что требует более высокой скорости вращения для стабилизации. Если вы не планируете стрелять дозвуковыми зарядами и предпочитаете стрелять более легкими, более короткими патронами на расстояние, предпочтительна скорость скручивания от 1:10 до 1:12.
Лучшая скорость скручивания для .308
.308 Winchester — это хорошо зарекомендовавший себя, популярный патрон. Он произвел большое впечатление в мире AR, будучи представлен в нагрузках клона AR-10 и сборок LR-308.Большинство патронов .308 весят 175 или 168 гран (или даже меньше), и именно этот вес и длина пули требуют, чтобы .308 AR имел коэффициент крутки 1:10 для оптимальной производительности. Вы можете брать более тяжелые и длинные патроны .308 (200 гран +), но общая скорость и, следовательно, дальность и вероятность попадания пострадают.
Длина ствола AR-15: какая лучшая?
Длина ствола была давно обсуждаемой темой, особенно в сообществе темнокожих стрелков. Спросите большинство людей о длине ствола любого оружия, и они ответят: «Чем длиннее, тем лучше.«К сожалению, они ошибаются. Да, M16 изначально имела ствол диаметром 20 дюймов, а в более новых винтовках M4 (и почти во всех AR-15) использовались более короткие стволы длиной 16 или 14,5 дюймов, чтобы упростить управление и маневренность. Но эти более короткие стволы так же точны и эффективны, как и оригинальные 20-дюймовые стволы Юджина Стоунера.
Как длина ствола влияет на точность
Технически длина ствола вообще не влияет на точность. Она влияет на скорость . в вашем AR-15 капсюль воспламеняется.Избыточный газ накапливается, заставляя пулю опускаться в ствол. Чем длиннее ваш ствол, тем дольше эти газы остаются за этой пулей. Чем дольше газ задерживается, тем больше у него времени, чтобы набрать скорость пули.
Все дело в скорости
Единственная цель, которой служит длина ствола, — это довести снаряд до оптимальной скорости, чтобы нарезы внутри ствола могли вращать его соответствующим образом и заставлять двигаться по относительно плоской траектории. Вот и все. Это комбинация скорости (от газа) и стабилизации (от нарезов), которая дает реальную точность и дальность.То, что ствол длиннее , а не , означает, что он сделает ваш снаряд более точным.
Длина, скорость и убывающая отдача
Выбор правильной длины ствола сводится к вычислению убывающей отдачи. По мере увеличения длины ствола скорость увеличивается. Это увеличение скорости является логарифмическим, что означает, что чем длиннее ствол, тем меньше он влияет на увеличение скорости. Думайте об этом как о спортивном автомобиле: требуется всего несколько дополнительных лошадиных сил, чтобы разогнаться от 110 до 130 миль в час.Helluva потребуется много дополнительных лошадиных сил, чтобы разогнаться с 250 до 275 миль в час. Есть момент, когда добавление большего количества ствола (больше лошадиных сил) становится бесполезным.
Поиск баланса
По сути, вам нужно выяснить момент, в котором добавление большего количества ствола почти не дает дополнительной скорости. Переход от 10-дюймового к 16-дюймовому стволу может увеличить скорость на 15%. Переход от 16-дюймового к 20-дюймовому стволу может увеличить скорость всего на 3%. Вам также необходимо учитывать оптимальную скорость выстрела.В приведенном ниже примере мы захватили данные о длине ствола и скорости для обычного патрона M855, 62 гран 5.56 NATO:
По мере увеличения длины ствола с жалких 6 дюймов до 14 дюймов мы видим увеличение по скорости. По мере увеличения длины ствола наблюдается некоторое уменьшение отдачи. Но внезапно мы достигаем 16 дюймов, и происходят некоторые странные вещи:
Помните Златовласку?
Наше увеличение скорости подскакивает на 184 кадра в секунду, а когда мы поднимаемся еще на один дюйм (до 17 дюймов), мы фактически проигрываем . скорость! По мере того, как мы продолжаем увеличивать длину нашего ствола (с 17 дюймов до 26 дюймов), мы начинаем видеть больше убывающей отдачи.В конце концов, мы получаем всего 11 и 19 FPS на дополнительный дюйм ствола. Картофель мелкий.
Для типичной черной винтовки под патроны 5,56 или .223 ствол диаметром 16 дюймов является лучшим местом. Эти данные подтверждают это. Те же правила применяются к любой винтовке или пистолету на платформе AR, есть зона Златовласки, которая будет обеспечивают оптимальную скорость при минимально возможной длине ствола.
Типы и методы нарезания ствола
Большинство стволов AR изготавливаются методом холодной или горячей ковки, нарезки или нарезания пуговичных нарезок. у стрелков больше точности, чем они могут справиться.Тем не менее, давайте быстро рассмотрим эти три процесса нарезки нарезов и производства, ради знания:
Ствол, кованный холодным молотком,
Стволы, изготовленные методом холодной ковки (CHF), являются одними из самых популярных типов стволов на рынке AR-15. Cегодня. Ковка ствола холодным молотком включает в себя забивание ствольной заготовки и вдавливание в нее оправки с обратным отпечатком нарезов ствола. Затем молотки бьют по заготовке ствола вокруг оправки в процессе, называемом ротационной ковкой.Это придаст стволу окончательную форму и создаст нарезы и пазы внутри. Готовый ствол затем выдавливается и снимается с оправки. Стволы CHF невероятно твердые и прочные, обещают долгий срок службы ствола и высокую производительность при скорострельном стрельбе.
Ствол с нарезными нарезами
Нарезка стволов — это старый метод изготовления стволов. Этот метод требует времени, но дает наиболее точные нарезы. Как следует из названия, нарезание нарезов формируется за счет использования одного резца для вырезания пазов и канавок по одной за раз.Каждый проход резания снимает только одну десятитысячную дюйма. Современная нарезка нарезов на ствол занимает не менее часа и более. В результате будет получен ствол матчевого качества с точностью менее МОА.
Ствол с пуговичной нарезкой
Ствол с пуговичной нарезкой изготавливается под экстремальным давлением, как и стволы CHF, но другим способом. В стволах с пуговичной нарезкой также используется оправка для вырезания пазов и канавок нарезов. В отличие от ковки с применением холодного молотка, ствол с пуговичной нарезкой обрабатывается путем буквально проталкивания оправки через ствол за один проход с использованием большого гидравлического пресса.
Какой метод нарезки ствола лучше всего?
Все сводится к личным предпочтениям. Если вы не станете профессиональным стрелком на соревнованиях, нарезанный ствол не понадобится. Технологии, используемые в нарезке пуговиц и ковке с применением холодного молотка, настолько выросли, что любой метод нарезки и изготовления, вероятно, даст вам точность MOA не менее 100 метров (если вы достаточно хороши).
Объяснение стали для ствола AR-15
Это забавная тема, потому что многие владельцы и стрелки AR-15 гордо (и ошибочно) заявляли так много о стали для ствола AR-15.Существует множество заблуждений и мифов о стали «mil-spec», «хромованадий» и т.п. Давайте поговорим о типах сталей, из которых сделаны стволы, а затем развеем некоторые безумные вещи, которые вы, вероятно, читали на форумах, таких как AR15.com или M4carbine.net.
4140 Хромолибден
4140 Хромолибден — очень распространенная оружейная сталь, используемая во многих стволах AR-15. Эта сталь содержит смесь углерода, хрома, марганца, молибдена, фосфора, кремния, серы и железа. Хром и молибден дали название 4140 Chromoly.Из этих стволов получаются отличные бюджетные стволы, и они обеспечат большинству стрелков исключительную точность на стрельбище.
4150 Chromoly
4150 Chromoly — это усовершенствованная версия стали 4140 Chromoly, содержащая на 0,1% больше углерода. Это дополнительное содержание углерода дает 4150 Chromoly несколько лучшие свойства для механической обработки и изготовления. Это также делает сталь немного тверже, увеличивая срок службы ствола и немного повышая точность стрельбы.
Хромолибденовый ванадий
Сталь золотого стандарта для стволов AR-15.Хромолибденовая ванадиевая сталь (обычно называемая 4150 CMV) содержит от 0,20 до 0,30% ванадия в своем сплаве. Этот добавленный материал уменьшает размер кристаллических структур в стали, делая ее еще более жесткой и твердой. Многие стволы карабинов Кольта (те, которые встречаются в O.G., винтовках M4, выпускаемых войсками) сделаны из CMV.
416R Stainless
Стрелкам, которым нужен максимально точный ствол AR-15, следует использовать ствол из нержавеющей стали 416R. Эта нержавеющая сталь может похвастаться превосходными характеристиками механической обработки и изготовления, она невероятно устойчива к нагреванию и влаге, а также является очень твердым, прочным и плотным металлом.Любой ствол, нарезанный из нержавеющей стали 416R, обычно обеспечивает точность менее МОА. Эти бочки обычно самые дорогие на рынке.
Миф о стволе «Mil-Spec» = лопнувший
Mil-spec против стволов «non-mil»
Многие стрелки любят делать предположения о стали ствола и о том, является ли он «mil-spec» . Некоторые утверждают, что определенные стволы соответствуют требованиям стандартов, поскольку в них содержится ванадий, а другие — нет. Некоторые говорят, что только сталь 4150 или сталь только CMV считается mil-spec.Другие говорят, что существует «особый» тип ствольной стали под названием 41V50, а — что сталь — единственная сталь, отвечающая требованиям mil-spec.
Все эти предположения неверны. Да, мы смотрим на вас, 30+ страниц сообщений и аргументов на форумах. Вот правда: любой ствол, сделанный из стали 4150 или CMV, соответствует требованиям mil-spec. Военные используют процесс сертификации, изложенный в документе под названием MIL-B-11595E. В этом документе подробно описано, какие материалы должны присутствовать в стволе винтовки, чтобы он считался военным:
Вы бы посмотрели на это? Все бочкообразные стали 4150 и CMV признаны военнымиС. Военный. Вы также можете видеть, что «41V50» нигде нет в списке. Его не существует. Если вы хотите самостоятельно опровергнуть любые другие аргументы относительно ствольной стали и сертификатов mil-spec, загрузите полную версию MIL-B-11595E здесь. Затем с радостью поделитесь этим и расскажите немного правды.
Виды обработки ствола
Каждый ствол необходимо обработать и покрыть каким-либо защитным покрытием. Почти все стволы AR-15 имеют матово-черный цвет и некоторую обработку нарезов внутри.Даже у некоторых стволов из нержавеющей стали нарезы и внешняя поверхность обработаны дополнительным слоем защиты. Но есть много способов добиться такого вида и защиты. Давайте разберем их все:
Мелонит / нитрид
Вы, наверное, видели эти две фразы довольно часто, но они одно и то же. Мелонит — это всего лишь фирменное название процесса нитридной обработки бочки. Отделка мелонита / нитрида технически представляет собой цементированное покрытие. Эта отделка достигается погружением ствола в солевую ванну с «ферритной нитроцементацией».Обычно ствол нагревается примерно до 1600 градусов и погружается в жидкую смесь азота, кислорода и углерода. Таким образом, эти элементы вдавливаются в сталь. Эти три элемента связываются и создают слой, который соединяется со сталью.
После затвердевания мелонит / нитридная отделка обеспечивает твердость по Роквеллу от 55 до 65. Если вы не знакомы, это невероятно твердость. Это обеспечивает большую долговечность и точность ствола. Когда только что обработанный нитридом ствол сначала подвергается воздействию кислорода, он приобретает темный матово-черный цвет.
Фосфат марганца («Parkerized»)
Покрытие из фосфата марганца (иногда называемое «Parkerized finish» — торговая марка) придает стволу матовую черную текстуру, аналогичную обработке нитридом. Элемент марганца создает плотную, слегка пористую кристаллическую структуру поверх стали. Это покрытие позволяет металлу впитывать масло и смазку и изолирует необработанную сталь от элементов.
Покрытие из фосфата марганца также имеет высокий рейтинг твердости по Роквеллу, хотя оно не такое твердое или защитное, как нитридное покрытие.Фосфатные покрытия дешевле, чем нитридные, и процесс их нанесения проще. Большинство фосфатных покрытий наносятся при температуре около 176 градусов, что резко контрастирует с условиями, необходимыми для нитридных покрытий.
Хромированная накладка
Хромированная накладка — это обработка внутренней части ствола AR-15. Хромированная футеровка по сути является альтернативой отделке мелонитом / нитридом. При этом хромируются пазы и пазы нарезки ствола, а также патронник.Чтобы обеспечить точность при использовании этого дополнительного материала, хромированные стволы обычно расточены больше, чем окончательный внутренний диаметр. Допуски складываются путем добавления хрома внутрь отверстия.
Хромированная накладка была популярна на протяжении многих лет. Достижения в области нитридной обработки в значительной степени сделали хромированную футеровку устаревшей. Аналогичную защиту и характеристики теперь можно получить в стволе, обработанном мелонитом / нитридом. Менее дорогие стволы 4140 иногда хромируются, чтобы компенсировать их более низкий рейтинг твердости.
Заключение
Уф, это было много информации для усвоения. Мы знаем, что при покупке ствола вашей черной винтовки необходимо учитывать множество факторов, но вот краткий обзор основных моментов и передовых методов:
- Для стандартного AR-15 не существует «универсальной» скорости поворота.
- Большинство AR-15 под патроны калибра 5.56 или .223 используют коэффициент крутки 1: 7 или 1: 8.
- 300 Blackout предпочитает 1: 8, в то время как LR-308 хорошо работает с 1:10.
- Длина ствола не равна точности, скорость и скорость поворота не равны.
- Покупайте только ствол, достаточно длинный, чтобы увеличить скорость до уменьшения отдачи.
- Нарезы большинства стволов формируются методом холодной ковки или нарезания пуговичных нарезов. Нержавеющая сталь
- , 4140, 4150, CMV и 416R — четыре наиболее распространенных стали для ствола.
- Любой ствол из 4150 или CMV считается mil-spec согласно MIL-B-11595E.
- Нитридные и фосфатные покрытия являются наиболее распространенными покрытиями стволов.
- Хромированная накладка также может применяться для нарезов для увеличения срока службы ствола.
Есть еще вопросы о стволах AR-15, о том, как их собрать, или о чем-то еще, связанном с этим? Свяжись с нами.