Полипропиленовые трубы сварка своими руками: Сварка полипропиленовых труб своими руками для начинающих: видео уроки, нюансы технологии
Пошаговая инструкция по сварке полипропиленовых труб своими руками
При ремонте в доме (квартире), прокладке водопровода, системы отопления или обустройстве системы канализации на даче все чаще применяются трубы из полипропилена. Они и долговечнее, и легче, и проще в монтаже. Преимуществ по сравнению с трубами металлическими много.
Однако считается, что сварочные работы для соединения полипропиленовых труб возможны только при использовании каких-то сложных инструментов и высокопрофессиональных навыков. Но на деле все гораздо проще. Нужно только понимать принцип этой работы и следовать некоторым рекомендациям — тогда сварка полипропиленовых труб вполне возможна своими руками.
В первую очередь нужно знать, что у зарубежных производителей на каждое изделие существует свой собственный стандарт. Другими словами, нет единого ГОСТа, к которому мы привыкли. Для соединения труб могут понадобиться еще и различные фитинги, про которые я писал ранее (переходы, уголки и т.п.), которые придется приобретать. Они должны быть изготовлены из этого же материала – полипропилена. Более того, желательно, чтобы и трубы, и фитинги были от одного и того же производителя. Тогда при их сварке вообще не возникнет каких-либо трудностей.
Они должны быть изготовлены из этого же материала – полипропилена. Более того, желательно, чтобы и трубы, и фитинги были от одного и того же производителя. Тогда при их сварке вообще не возникнет каких-либо трудностей.
Для сварки труб нужен лишь один электроинструмент — его называют и аппаратом для сварки полипропиленовых труб, и паяльником для труб, и «утюгом». Именно им производится нагрев материала. Его стоимость примерно в пределах 3 – 4 тысяч, поэтому можно и не приобретать, если работа предстоит «одноразовая». Лучше попросить у знакомых (если есть возможность) в «аренду».
Методика сварки труб
1) Подготовка всех деталей
Чтобы не путаться при проведении работы, следует заранее подготовить все элементы «схемы». Производятся необходимые замеры, отрезаются куски труб заданной длины. Отрезки труб и фитинги нужно разложить в таком порядке, в каком они и будут соединяться при помощи сварки. Это исключит возможность неправильного соединения участков трубопровода (схемы). Нужно понимать, что если резьбовое соединение можно раскрутить и переделать, то элементы, сваренные аппаратом, разборке не подлежат. Их просто придется выкинуть.
Нужно понимать, что если резьбовое соединение можно раскрутить и переделать, то элементы, сваренные аппаратом, разборке не подлежат. Их просто придется выкинуть.
2) Разогревание паяльника
На нем есть регулятор температуры, который нужно выставить на рекомендованный инструкцией предел. После нагревания до выбранной температуры гаснет сигнальная лампочка терморегулятора.
3) Нагрев «деталей»
Для соединения элементов схемы (трубопровода) их необходимо разогреть. Соединяющиеся поверхности разогреваются, а потом стыкуются между собой. Происходит их «сплавление», что обеспечивает надежность и герметичность соединения. Поэтому детали, подлежащие соединению, вставляются в соответствующие разъемы сварочного аппарата. Как это делается, подробно изложено в инструкции на данный «паяльник». Нужно только внимательно ее изучить до начала работ.
4) Cоединение «деталей»
Разогретые детали стыкуются ровно и быстро. Не допускаются повороты вокруг продольной оси, перекосы. Если соединяются два отрезка трубы, то необходимо строго выдержать угол среза — только в этом случае получается надежный и герметичный шов/
Если соединяются два отрезка трубы, то необходимо строго выдержать угол среза — только в этом случае получается надежный и герметичный шов/
5) Зачистка места соединения
Производится после остывания шва.
Советы по сварке
Перед началом работы по сборке (сварке) системы труб желательно потренироваться. Поэтому фитингов нужно закупить чуть больше, чем необходимо. А отрезать несколько кусков от трубы – не проблема. После подобной тренировки появится опыт в подобного рода сварочных работах, а значит, и уверенность в собственных возможностях.
Перед свариванием элементы необходимо подготовить — стыкующиеся поверхности зачищаются и обезжириваются. Без обезжиривания качественного шва не получится.
Заполнять собранную систему водой рекомендуется не раньше чем через 1 час после сварки элементов.
как сварить, сварка ПП своими руками, как правильно варить пропиленовые трубы
Содержание:
В этой статье мы опишем, как сваривать полипропиленовые трубы и каким набором инструмента для этого потребуется обзавестись.
Соединение труб ПП осуществляется методом диффузионной сварки, которая подразумевает размягчение окончаний труб под воздействием конкретной температуры. Нагрев достигается благодаря воздействию электричества. Сперва до требуемой температуры нагреваются сами детали сварочного аппарата, далее на них надевается на некоторое время элементы для стыковки, а уже после расплавления эти части соединяются друг с другом.
Стоит отметить, что свариваемые трубы не должны различаться по своим свойствам.
Сварить пропиленовые трубы как можно лучше несложно, главное, выполнить такие этапы:
Помните, что 260 ºC – температура плавления фитингов и труб из ПП.
- Насадить фитинг на трубу четко по одной оси.
- Подождать несколько секунд, после чего соединение считается сваренным, образуя при этом, единый элемент.


Получившееся готовое соединение является бесшовным, так как при сваривании структуры двух элементов объединяются, образуя единую деталь. Таким образом, сварить трубу из полипропилена как нельзя лучше, получив качественное соединение – легко.
Инструментарий для сваривания ПП труб
Перед тем как сварить полипропиленовые трубы, например для системы подачи воды, нужно обзавестись стандартным перечнем инструментов.
Набор должен состоять из:
- непосредственно, паяльника;
- рулетки;
- ножниц;
- крепежных болтов для фиксации насадок к паяльнику;
- строительного уровня;
- шаблона для контроля отверстий;
- шестигранника.
Сварочный агрегат может обладать мощностью до 1,5 кВт, при этом он питается от сети в 220 вольт. Небольшая масса позволяет его легко переносить с места на место, а благодаря эргономичной рукоятке, паяльником легко оперировать во многих положениях.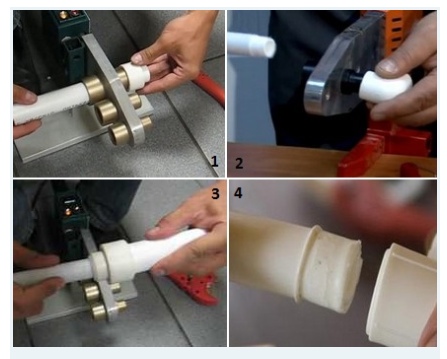
Как и во многих других аппаратах схожего действия, у паяльника присутствует выключатель и терморегулятор, который дает возможность контролировать температуру на отметке в 260 ºC. Читайте также: «Какие бывают аппараты для сварки полипропиленовых труб – характеристики и преимущества вариантов».
Сразу после включения на паяльнике загорается красный светодиод, который тухнет сразу же после достижения требуемой температуры. Это сигнал к тому, что инструментом можно начинать пользоваться.
Разнообразие насадок
Деталями, которые непосредственно нагревают поверхности труб и фитингов посредством контакта, являются насадки. Стандартный набор, как правило, содержит насадки, сечения которых варьируются от 16 до 40 мм.
Нестандартные же, большие насадки, всегда можно приобрести дополнительно в соответствующих магазинах.
Покрытие из тефлона не дает расплавленному пластику прилипать к сварочному аппарату.
Насадка состоит из двух элементов:
- элемент с отверстием – для введения внутрь ПП трубы;
- элемент в форме выступающего цилиндра – для одевания фитинга.
Фитинг и труба одеваются с небольшим усилием, после чего происходит их нагрев до 260 ºC, при этом у фитинга прогревается внутренняя поверхность, а у трубы – наружная. Фиксация насадок проводится идущими в комплекте болтами.
Стоит отметить, что во время пользования паяльником болты могут ослабевать, так что их нужно время от времени подтягивать.
Для закручивания болтов в комплекте предусмотрена специальная отвертка или шестигранник. Устанавливать насадки стоит лишь до начала нагревания аппарата, а их замену проводить под нагревом только в особых случаях.
Разрезание труб перед свариванием
Перед тем как варить полипропиленовые трубы, их нужно нарезать на нужные отрезки. Если сечение труб не превышает 32 мм, потребуются ножницы, у которых лезвия выполнены из высококачественной стали. Как правило, они сопровождаются годичной гарантией, если только они использовались по назначению.
Стоит отметить, что на рынке можно встретить ножницы, которые позволяют разрезать трубы сечениями, достигающими 63 мм, а трубы, диаметр которых превышает этот порог всегда можно разрезать ножовкой по металлу.
Последовательность сваривания труб ПП
Чтобы лучше понять, как правильно варить полипропиленовые трубы, следует подробнее рассмотреть последовательность подготовки паяльника к работе.
Этапы будут таковыми:
- Включить аппарат в сеть – засветится индикатор включения и индикатор регулятора температуры.
- Пока индикатор терморегулятора горит, можно судить, что идет процесс нагревания, обычно этот процесс длится 10-12 минут.
- Первый прогрев использует больше электроэнергии – насадки достигнут температуры в 300-320 ℃. Если сразу же начать им пользоваться, пластик деформируется не так, как следует. Читайте также: «Какие пропиленовые трубы используют для отопления и водоснабжения».
В этой связи следует подождать, пока индикатор нагрева не засветится и не погаснет повторно. Лишь после этого можно перейти к сварке пп труб своими руками.
Сварку проводят в такой последовательности:
- Трубу помещают в соответствующую насадку.
- Фитинг одевают на цилиндрический выступ с противоположной стороны. В обоих случаях потребуется производить несильный нажим.
- Обеими руками эти два элемента удерживают в таком положении столько, сколько требует технология (подробнее: «Правила и технология сварки полипропиленовых труб – важные особенности»).
.

Продолжительность нагрева, последующего времени на соединение структур, и остывание, определяется сечением полипропиленовой трубы и глубины сварки. Приблизительные значения всегда можно найти в соответствующих справочных таблицах.
В процессе сваривания труб из полипропилена следует иметь в виду такие нюансы:
- Готовое соединение приобретет максимальную надежность лишь в случае четкого следования рекомендациям по продолжительности нагревания.
- Продолжительное неконтролируемое нагревание может стать причиной расплавления полипропилена и порчи свариваемых элементов.
- Нагрев, продолжительность которого не будет соответствовать таблице, и будет меньшим, станет причиной недостаточного расплавления элементов. Как результат – негерметичное соединение и протечки спустя некоторое время после начала эксплуатации системы. Читайте также: «Как делается сварка полипропиленовых труб – технологичные способы».

В процессе сваривания ПП труб нельзя:
- двигать детали в разные стороны, кроме оси одевания и снятия элементов;
- непосредственно после стыковки деталей пытаться улучшить их размещение – это уменьшит проходной диаметр в соединительном месте;
- пытаться изменить форму трубы (гнуть), когда идет остывание соединения.
Выше мы изложили информацию о том, как правильно сварить полипропиленовые трубы своими руками. Из прочитанного можно сделать вывод, что в данном процессе нет ничего затруднительного. Основное правило – это заготовить требуемый инструмент и производить сваривание согласно разработанной технологии и инструкции, четко следя за временем прогрева аппарата, элементов и последующей стыковки.
Советы по сварке полипропиленовых труб
Мы закончили монтаж своего водопровода из полипропилена, а также провели наглядные натурные испытания на прочность и качество сварки. Теперь можем, исходя из своего практического опыта, давать
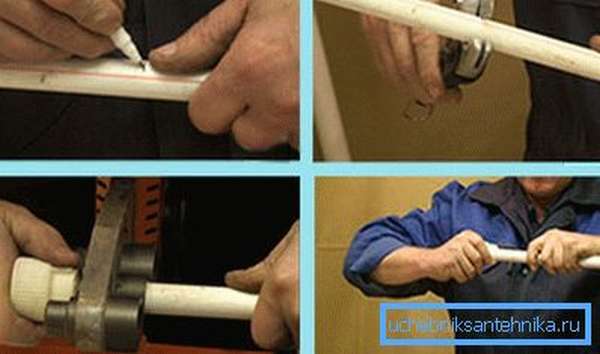
Как и зачем размечать полипропиленовые трубы перед сваркой
Первый вопрос, который появляется перед нами: сколько нужно отрезать от трубы. чтобы верно спаять первый же участок? Ведь в конце концов отрезок трубы уменьшится на расстояние сварки. Для этого смотрим в инструкцию или измеряем парную насадку на инструменте. Для разного диаметра труб это расстояние разное. Например, в нашем случае, для 20 мм трубы это расстояние 14,5 мм, для трубы 32 мм – 18 мм соответственно.
Далее перед сваркой каждой детали полипропиленового водопровода непременно наносилась разметка. Для этого даже был выполнен шаблон, чтобы постоянно не измерять трубу. Действительно, после применения предварительной разметки повысилась повторяемость сварки. Одинаковыми соединения стали не только по внешнему виду, но и усилия на одевание и снятие заготовок с разогретой насадки стали более предсказуемыми.
Для этого даже был выполнен шаблон, чтобы постоянно не измерять трубу. Действительно, после применения предварительной разметки повысилась повторяемость сварки. Одинаковыми соединения стали не только по внешнему виду, но и усилия на одевание и снятие заготовок с разогретой насадки стали более предсказуемыми.
Возможные погрешности при сварке полипропиленовых труб
Во время монтажа своего водопровода мы столкнулись с несколькими проблемами, которые к счастью оказались не такими уж серьезными, тем не менее написать о них нужно. Первая беда – неперпендикулярные соединения. С механической точки зрения, неидеальная стыковка под 90 градусов не влияет на надежность сварки. Это скорее вызывает некоторое неудобство при стыковке протяженных участков и эстетически смотрится не аккуратно. Но нам все равно закрывать всю эту красоту декоративными коробами из гипсокартона, поэтому просто признаем, что без опыта ровно не получится. С этим можно бороться большим число повторений или просто смириться.
Второй камень преткновения – внешний вид соединения труба-фитинг. В интернете все спорят о том, сколько слоев наплывающего пластика должно быть в месте соединения фитинга и трубы: один или два. Одни считают наличие таких колец критерием качественной сварки, другие, напротив, видят в «двойном подбородке» из выпирающей полипропиленовой массы непрофессионализм.
Ответственно могу заявить, что на качество сварки это ни как не влияет – все эти кольца, валики и прочие аномалии, лишь побочное косметическое проявление. Один или два слоя выпучится наружу, значения не имеет – труба от этого в месте соединения не развалится. И у меня, первое время, всегда получалось по-разному, но потом я нащупал секрет получения одного слоя. Все просто: один слой снимается с трубы, другой выдавливается из фитинга – получаем два не всегда ровных кольца.
Чтобы получить эстетически красивое соединение с минимумом излишков полипропиленовой массы предлагаю сделать следующим образом. Перед нагревом, проставить на трубе помимо основной еще одну метку. Она должна быть нанесена чуть раньше глубины взаимодействия трубы и фитинга, вторую же метку нанести на прежнем месте. Разогрев трубы производить до первой дополнительной метки, а при соединении, вводить трубу до второй основной метки. Таким образом, во время соединения, лишний пластик окажется лишь со стороны фитинга. Образуется всего одно небольшое кольцо в месте соединения. Мы как бы совсем чуть чуть недоразогреваем трубу, но полностью разогреваем фитинг. Хотя лично мне все равно как выглядит соединение, по мне главное – это надежность, а эстетику будем наводить за счет кафеля.
Она должна быть нанесена чуть раньше глубины взаимодействия трубы и фитинга, вторую же метку нанести на прежнем месте. Разогрев трубы производить до первой дополнительной метки, а при соединении, вводить трубу до второй основной метки. Таким образом, во время соединения, лишний пластик окажется лишь со стороны фитинга. Образуется всего одно небольшое кольцо в месте соединения. Мы как бы совсем чуть чуть недоразогреваем трубу, но полностью разогреваем фитинг. Хотя лично мне все равно как выглядит соединение, по мне главное – это надежность, а эстетику будем наводить за счет кафеля.
Наш коллектор непростой: мало того, что применяются переходные или редукционные тройники, конструкция растянута в нише между помещениями. То есть для выполнения монтажа с инструментом ни как не подлезть. Поэтому решено выполнять монтаж крупно узловыми участками, а потом стыковать в удобном месте. Особенность нашего коллектора еще и в том, что нужно учесть горизонтальные отводы для запитывания потребителей в разных помещениях. Трубы нужно прокладывать таким образом, чтобы не выйти за конструкцию короба, закрывающего инсталляцию для унитаза и биде.
Трубы нужно прокладывать таким образом, чтобы не выйти за конструкцию короба, закрывающего инсталляцию для унитаза и биде.
Не обойтись при монтаже без фиксации конструкции. Для полипропилена существуют замечательные пластиковые держатели, в которые трубы легко защелкиваются. Так как наша конструкция очень не простая, приходилось по нескольку раз примеряться. Самыми неудобными для монтажа стали места установки фильтров для воды. С одной стороны оба фильтра нужно надежно закрепить, а с другой обеспечить легкий доступ для обслуживания. Так как не хватает расстояния для установки двух фильтров, кран для слива пришлось установить через угольник.
Ошибки при монтаже полипропиленовых труб
Вблизи конечных потребителей воды трубы заканчиваются муфтами с наружной резьбой. Это правило действует везде, кроме смесителя для ванной, так как тут требуются муфты с внутренней резьбой. Затем накручивается эксцентрик и устанавливается смеситель. Перед закупкой фитингов для ванной, я посмотрел, как сделали у соседей наемные сантехники, и купил оконечные муфты с наружной резьбой. Это была политическая ошибка, которую придется исправлять с помощью муфты (футорки).
Это была политическая ошибка, которую придется исправлять с помощью муфты (футорки).
Вдоль стен в наших санузлах запланированы короба, прикрывающие трубы. Как видно на фотографии, фитинг с резьбой выбран угловой, чтобы уменьшить число соединений. Ведь чем меньше швов, тем пропорционально меньше вероятность того, что они в один прекрасный день они разойдутся. Вот по примеру стенда в магазине и совершалась закупка фитингов. На практике монтаж полипропилена не составил труда, однако, при сооружении короба возникли проблемы. Слишком уж маленькое расстояние от трубы до резьбы оказывается после облицовки короба плиткой.
Во время соединения полипропиленовых труб с фитингом еще остается некоторое время для корректировки положения трубы относительно фитинга. Это время достаточно ограниченное всего пару секунд. Именно в тех случаях, когда монтажник увлечется вылавливанием миллиметров и перпендикуляров, может ухудшится прочность шва. Так что я настоятельно рекомендую сократить до минимума это время на исправление неточностей. Разогрел, вставил, подождал и все – никаких попыток «запрыгнуть в уходящий поезд». Как получилось – так получилось. Если получилось плохо – переделывайте весь кусок.
Разогрел, вставил, подождал и все – никаких попыток «запрыгнуть в уходящий поезд». Как получилось – так получилось. Если получилось плохо – переделывайте весь кусок.
Другой враг при сварке труб из пропилена – перегрев материала. Сварка полипропилена похожа на пайку меди свинцово-оловянным припоем, там тоже целое искусство найти нужные температуру и время взаимодействия материалов. Перегретый пластик меняет свои физико-химические свойства, а также, при перегреве, меняются геометрические размеры деталей и площадь соединения уменьшается. В результате чего надежность соединения падает. Самое неприятное, что последствия такого неаккуратного шва могут проявиться не сразу. Но самые опасные враги полипропилена – грязь, вода в месте соединения и поспешность во время монтажа. Так что при самостоятельном монтаже полипропиленовых труб следует трепетно поддерживать культуру труда.
Кроме организационных проблем и ошибок при проектировке, монтаж полипропиленовых труб не составит труда для любого человека. В наших силах повлиять и на температуру и на время соединения, так что нужна лишь внимательность и аккуратность.
В наших силах повлиять и на температуру и на время соединения, так что нужна лишь внимательность и аккуратность.
|
11.11.13 Источник: http://kanalizaciyadoma.ru/ Сварка полипропиленовых труб своими руками выполнима, правда, много кто об этом даже не догадывается. Выполняется сварка при помощи нагретого инструмента в раструб и применяется для того чтобы соединить трубы и детали.
Защищаемся от ошибок В том случае, если совмещая трубу и фитинг не ввести ее до самого упора, то останется промежуток между упором фитинга, расположенном внутри и торцом трубы. Полипропиленовые трубы и фитинги, а также оборудование для монтажа и сварки Вы можете приобрести в магазинах «ИНСТАЛ». Разделы / Отопление |

 Мало отличаются процессы, происходящие при совмещении дрона и фитинга.
Мало отличаются процессы, происходящие при совмещении дрона и фитинга.
 На установленном трубопроводе у такого соединения отмечается меньшая толщина стенки и большой внутренний диаметр. Срок эксплуатации такого участка снижается относительно всего трубопровода канализации автономной.
На установленном трубопроводе у такого соединения отмечается меньшая толщина стенки и большой внутренний диаметр. Срок эксплуатации такого участка снижается относительно всего трубопровода канализации автономной.
110 фото предварительной подготовки и сварки
В современном производстве при изготовлении водопроводных труб чаще всего используется пластик. На замену металлу пришел практичный полипропилен.
На замену металлу пришел практичный полипропилен.
Такие конструкции имеют ряд преимуществ:
- Длительное использование. Некоторые поставщики гарантируют эксплуатацию сроком до 50 лет.
- Устойчивость к коррозии.
- Небольшой вес.
- Легкость монтажа.
Каждый может справиться со сваркой полипропиленовых труб своими руками. Для этого необходимо приобрести соответствующее оборудование и ознакомиться с технологией установки.
Краткое содержимое статьи:
Виды труб из полипропилена
На рынке строительных материалов встречаются пластиковые трубы 4 цветов. Белые, зеленые и серые не отличаются по своим свойствам. Их обычно используют в помещениях.
Изделия черного цвета обладают особой устойчивостью к солнечным лучам, что позволяет использовать их для организации системы полива.
Специалисты выделяют несколько типов труб:
- Используемые в холодной воде. Такое оборудование выдерживает температуру до +45°С. Для маркировки применяется полоса, имеющая голубой цвет.
- Устойчивые к высоким температурам. Трубы, по которым течет горячая вода, должны выдерживать до +85°С. При покупке на изделии стоит искать красную полоску.
- Универсальные. Такой товар помечен сразу двумя полосками – голубого и красного цветов.
 Для маркировки применяется полоса, имеющая голубой цвет.
Для маркировки применяется полоса, имеющая голубой цвет.Полипропиленовые трубы имеют свою маркировку:
PN10. Данная отметка говорит о том, что водопровод предназначен только для холодной воды. При этом толщина изделия является небольшой.
PN16. Такие трубы выдерживают более высокую температуру, но также не предназначены для горячего водоснабжения.
PN20. Эта маркировка ставится на конструкции с толстыми стенками. Данный тип используется как для холодной, так и очень горячей воды.
PN25 имеют самую большую толщину стенок и дополнительную защиту в виде фольги или стекловаты. Такие трубы предназначены для отопительной системы.
Способы монтажа
Современные технологии позволяют прокладывать водопровод как открытого типа, когда конструкции прилегают к стене, так и закрытого, при этом изделия прячутся в специальных углублениях.
В любом случае понадобятся держатели, которые по форме напоминают клипсы. Они могут быть одинарными или двойными и устанавливаются на расстоянии в среднем по полметра друг от друга.
Предварительная подготовка
Нужно уделить особое внимание подготовке аппарата, чтобы в ходе работы верно выполнить все пункты инструкции сварки полипропиленовых труб:
Перед началом сварки на рабочую платформу устанавливаются необходимые насадки. Обычно это гильза и дорн. Далее следует выставить нужную температуру на регуляторе.
Опытные рабочие рекомендуют +260°.
Следующим этапом является подключение к сети и ожидание нагрева.
Особое внимание нужно уделить правильному срезу трубы. Качество сварки зависит от отсутствия недостатков разреза. Этого можно добиться с помощью специальных ножниц.
После проведения разреза поверхности следует тщательно обезжирить и высушить.
Технология сварки полипропиленовых труб
Полипропилен, в качестве материала для производства водопроводных труб, является достаточно жестким по своим характеристикам. При монтаже понадобятся тройники, переходники, уголки и прочие фитинги. Данные детали припаиваются к основной конструкции путем нагревания до очень высокой температуры.
При монтаже понадобятся тройники, переходники, уголки и прочие фитинги. Данные детали припаиваются к основной конструкции путем нагревания до очень высокой температуры.
Существуют специальные фитинги, состоящие из двух частей. Одна соединяется с металлическими конструкциями, а вторая часть сделана из полипропилена.
Аппарат для сварки полипропиленовых труб часто называют паяльником. По своей форме он является небольшой платформой с электрической спиралью внутри и насадками снаружи. Спираль нагревает рабочую поверхность.
Сварка пластиковых конструкций состоит их нескольких этапов:
Нагрев поверхностей до +260°. При такой высокой температуре происходит расплавление металла. Сварочная платформа при этом соединена с двумя металлическими насадками, которые имеют покрытие из тефлона.
Первая насадка называется дорн. Он имеет небольшой диаметр и служит для расплавления внутренней части детали.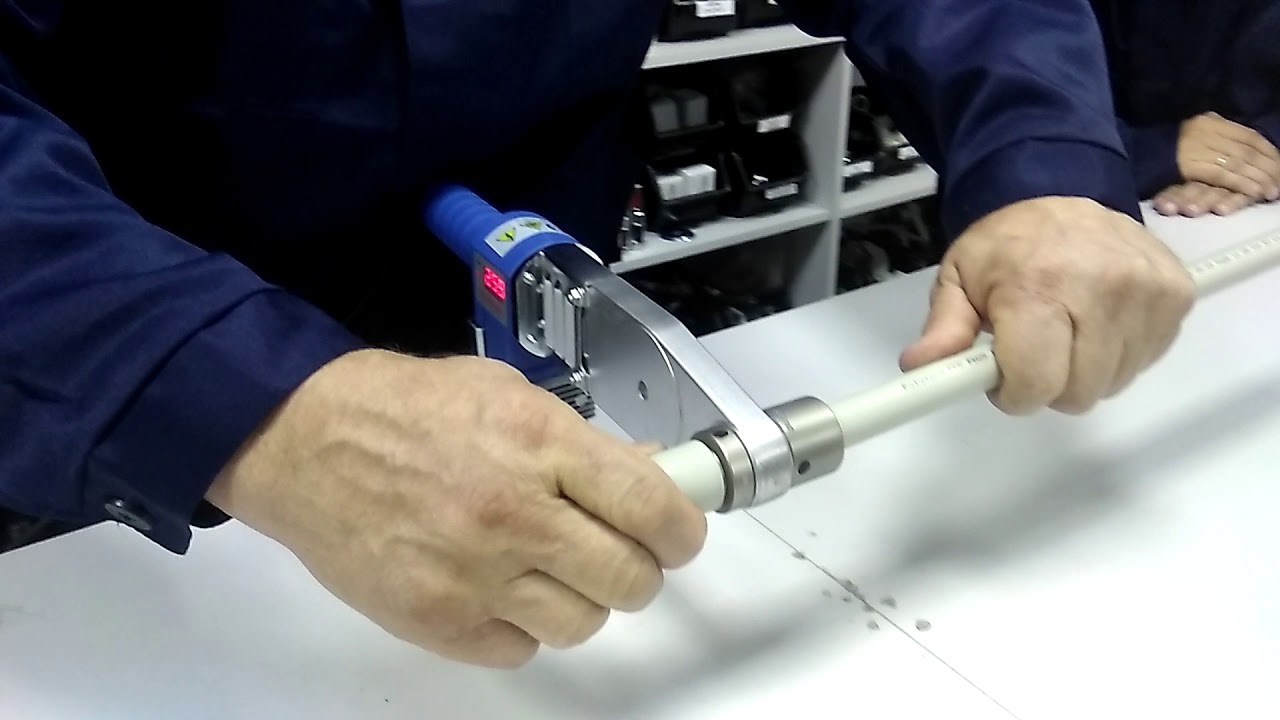 Вторая носит название гильза. Ее предназначение – нагревать наружную часть.
Вторая носит название гильза. Ее предназначение – нагревать наружную часть.
Через несколько секунд, когда соединяемые детали дойдут до нужного состояния, их следует плотно прижать друг к другу. При этом произойдет сварка конструкции.
Полезные замечания
Установка полипропиленовых водопроводных конструкций не требует особо сложных навыков и осуществляется в короткие сроки. При использовании качественного аппарата для сварки полипропиленовых труб можно быть уверенным, что процесс монтажа пройдет без неприятностей.
Однако, стоит обратить внимание на некоторые моменты:
Нужно внимательно измерять участки трубы перед резкой, так как при неправильной длине детали могут не сойтись друг с другом.
Сварка в труднодоступных местах, таких как углы, может привлечь дополнительные трудности. С ними можно справиться при использовании сразу двух комплектов насадок.
При выборе сварочного аппарата не стоит экономить денежные средства, так как использование дешевых насадок может привести к некачественной сварке конструкций. Лучше приобрести небольшой агрегат, который поможет существенно сэкономить силы и время при ремонте.
Лучше приобрести небольшой агрегат, который поможет существенно сэкономить силы и время при ремонте.
Фото сварки полипропиленовых труб
Также рекомендуем посетить:
в труднодоступных местах без аппарата
Для того, чтобы описать все преимущества пластиковых труб, понадобится отдельная статья. Если постараться обойтись краткой характеристикой, то в числе основных преимуществ можно выделить высокую прочность, отсутствие коррозийных процессов, неподверженность любым патогенным организмам и длительный срок эксплуатации. При этом пластиковые трубы в несколько раз легче металлических и для их соединения не требуется горячая сварка.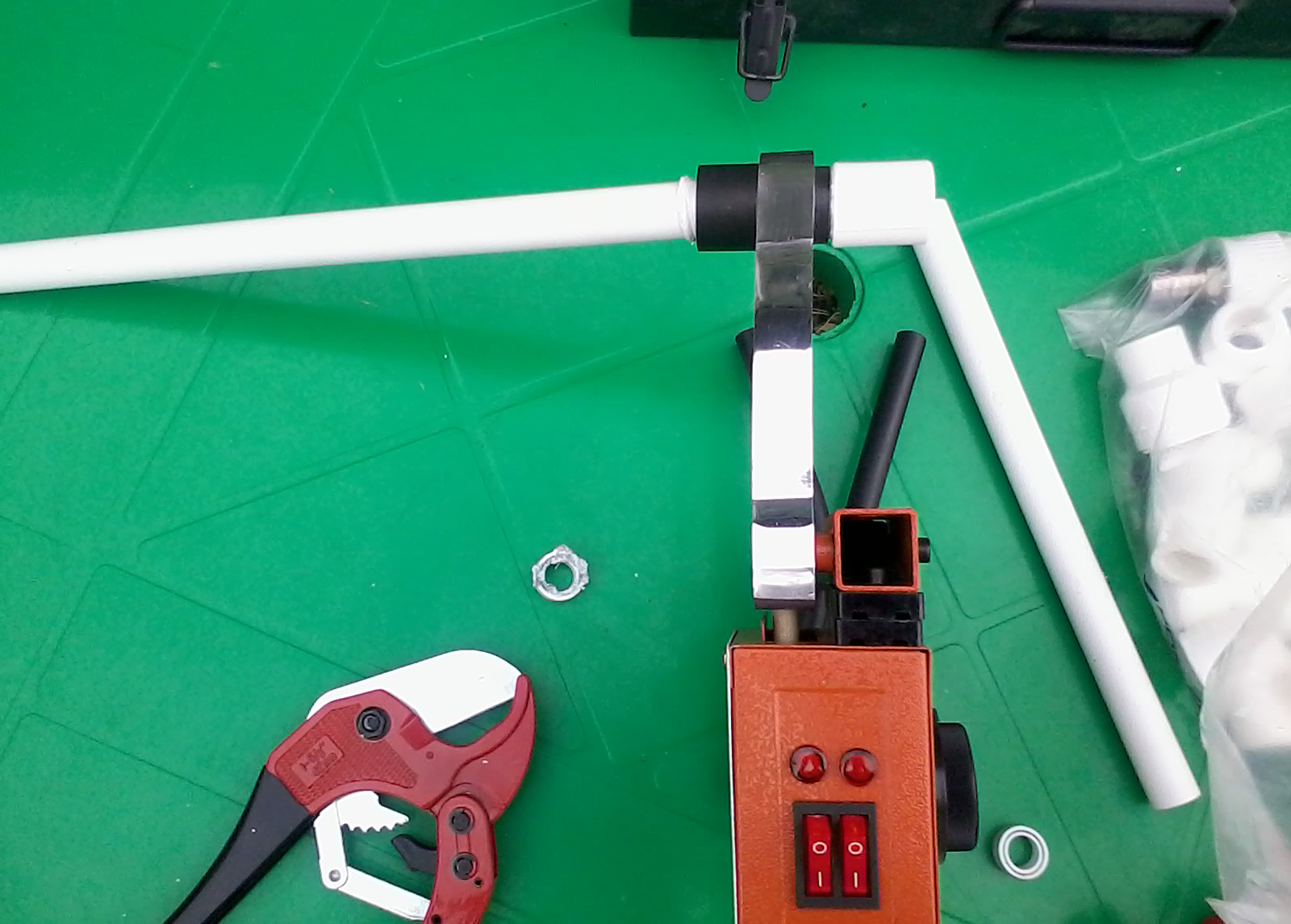 На сегодняшний день это лучший продукт из того, что могут предложить производители.
На сегодняшний день это лучший продукт из того, что могут предложить производители.
Эта статья будет полезна тем, перед кем стоял вопрос — как сварить полипропиленовые трубы? Описание процесса и какие инструменты необходимо использовать – вы узнаете в нашей статье.
Несмотря на кажущуюся простоту соединения пластиковых труб, есть некоторые нюансы, которые стоит учитывать. Во-первых, это обеспечит необходимую герметизацию стыков и швов. Во-вторых, сделает возможной эксплуатацию на протяжении нескольких десятилетий.
Фото 1 Сварочный аппарат для сварки полипропиленовых труб
Процесс
Да, вы не ослышались, полипропиленовые трубы также свариваются друг с другом, но это не стандартная горячая сварка, но припой посредством специального инструмента.
Для начала понадобятся специальные фитинги, о разновидностях которых вы узнаете в нашей отдельной статье «Латунные фитинги для ПНД труб».
Имейте в виду, что фитинги нагреваются изнутри, тогда как трубы только снаружи.
 Только в этом случае можно добиться оптимального размягчения структуры и надеть один элемент на другой. И только так будет обеспечена максимально высокая герметичность стыка.
Только в этом случае можно добиться оптимального размягчения структуры и надеть один элемент на другой. И только так будет обеспечена максимально высокая герметичность стыка.Существует практика спаивания труб друг с другом без использования соединительных элементов. Это временная мера, которая применяется на короткий период времени. Прочность такого соединения минимальная, в связи с чем даже при малейшей механической нагрузке стык просто лопнет.
Таблица 1 Определение времени нагрева деталей
|
Глубина сварки мм |
Диаметр трубы, мм |
Время нагревания, с |
Время соединения, с |
Время остывания, мин |
|
14 |
20 |
6 |
4 |
2 |
|
16 |
25 |
7 |
4 |
2 |
|
18 |
32 |
8 |
6 |
4 |
|
20 |
40 |
12 |
6 |
4 |
|
23 |
50 |
18 |
6 |
4 |
|
26 |
63 |
24 |
8 |
6 |
|
28 |
75 |
30 |
10 |
8 |
|
30 |
90 |
40 |
11 |
8 |
|
33 |
110 |
50 |
12 |
8 |
Основные этапы
Для того, чтобы провести сварку (читай – спайку) полипропиленовых труб и элементов понадобится специальный сварочный аппарат с нагревательной насадкой муфта/дорн. В зависимости от размера трубы выбирается, соответственно, и диаметр насадки. На нагревательную пару с одной стороны (муфта) надевается фитинг, с другой (дорн) вставляется труба.
В зависимости от размера трубы выбирается, соответственно, и диаметр насадки. На нагревательную пару с одной стороны (муфта) надевается фитинг, с другой (дорн) вставляется труба.
Фото 2 Трубу нужно отрезать под углом 90 градусов к оси
Фото 3 Край ПП трубы нужно обязательно зачистить (снять фаску)
Фото 4 Когда аппарат нагреется нужно насадить фитинг на дорн, а трубу вставить в гильзу
Обязательно аппарат надежно закрепите на станке или станине. Любое отклонение затруднит припой труб, а сам аппарат может упасть от давления.
Работает агрегат от обычной розетки 220 В, при однократном применении использование отдельной линии не требуется. Далее выставляете необходимую температуру. При работе с пластиковыми трубами она должна составлять не менее 2600С.
После того, как аппарат нагрелся до заданной температуры, можно начинать пайку. Вставляете в дорн трубу, на муфту надеваете фитинг. Желательно эти два процесса проводить параллельно. Надеваете с небольшим давлением и до того момента, пока оба элемента не подойдут к ограничителю. Ждете определенное время, снимаете и вставляете друг в друга.
Вставляете в дорн трубу, на муфту надеваете фитинг. Желательно эти два процесса проводить параллельно. Надеваете с небольшим давлением и до того момента, пока оба элемента не подойдут к ограничителю. Ждете определенное время, снимаете и вставляете друг в друга.
Фото 5 Процесс сварки полипропиленовой трубы
Категорически запрещено при соединении трубы и фитинга прокручивать их относительно друг друга. Просто вставляете ровно и до упора. Только в этом случае герметичность будет 100-процентной.
Особенности
Ремонтируя уже существующую систему отопления с полипропиленовыми трубами, основная сложность возникает с водой, которая скапливается на стыке. Варить (паять) такие трубы категорически запрещено. При температуре пайки вода попросту превращается в пар и выступает конденсатом на самой трубе, а также образует воздушные поры. Буквально через несколько часов место стыка начнет протекать.
Специалисты рекомендуют использовать обычный хлебный мякиш, который используется как пробка в трубе. Уже после монтажа хлеб растворяется в воде и не создает никаких препятствий движению теплоносителя. Одна проблема – мякиш размокает практически моментально, но у вас будет около 10 секунд, так что при определенной сноровке можно справиться. О том, какой должна быть схема обвязки котла отопления, вы узнаете в нашей статье.
Время
И хотя речь идет всего о нескольких секундах, очень важно соблюсти точное время. Если не додержать или, что еще хуже, передержать, то серьезный урон будет нанесен герметичности стыка. Если в работе вы используете трубы диаметром до 20 миллиметров, время на нагрев не превышает 3 секунд, диаметр трубы от 32 мм потребует чуть больше – уже 7 секунд. Точное время нагрева выбирают по Таблице 1.
При выборе трубы учитывайте также такой фактор, как линейное расширение. Обычные пластиковые трубы без армирующего элемента удлиняются обычно на 305 мм в одной стыке. Если же в трубе присутствует армирующий элемент (об этом вы узнаете по маркировке), то расширяться труба не будет. Собственно, именно поэтому такие трубы называют стабильными.
Если же в трубе присутствует армирующий элемент (об этом вы узнаете по маркировке), то расширяться труба не будет. Собственно, именно поэтому такие трубы называют стабильными.
Если свариваются стабильные трубы, обязательно снимаются на конце трубы и металлический и пропиленовый слой. Если в качестве армирования используется стекловолокно, ничего снимать или срезать не следует.
Полезные советы
Фото 5 В процессе сварки труб запрещается поворот деталей по оси относительно друг друга
- При монтаже системы отопления и установке батарей весь контур представлен полипропиленовыми трубами, тогда как с самим котлом соединение осуществляется посредством металлического патрубка. Длина этого элемента может быть разной, но не должна быть менее 1500 см.
-
Если вы новичок и решили сделать трубопровод самостоятельно, обязательно перед тем как приступить к пайке потренируйтесь. Речь идет не только о надевании труб на насадку, но и о скорости проведения работ. Напомним, что очень важно соблюдать временной режим.
- Заранее разрежьте по схеме всю трубу и разложите все соединительные элементы – муфты, фитинги, тройники и т.д. Так работа будет идти гораздо быстрее и не придется уже в процессе разбираться, что зачем и куда это приложить.
- Все трубы должны быть чистыми и без жирных (масляных) пятен. Если такие вкрапления присутствуют, обязательно обезжирьте их, чтобы в дальнейшем стыки были герметичными.
- Уже после того, как сварены трубы и фитинги, остывание происходит в естественном режиме. Не стоит окунать трубу в воду или иным способом пытаться ее искусственно охладить. Все это приведет к искривлению материала а, как следствие, к нарушению прочности.
-
Обязательно обращайте внимание на то, насколько прямым является сваренный отрезок. Соблюдение соосности гарантирует точность соединение и отсутствие складок и прочих дефектов, которые могут снизить качество соединения.
 Речь идет не только о надевании труб на насадку, но и о скорости проведения работ. Напомним, что очень важно соблюдать временной режим.
Речь идет не только о надевании труб на насадку, но и о скорости проведения работ. Напомним, что очень важно соблюдать временной режим.
Видео 1 Руководство как сварить трубы из полипропилена, работа паяльником
Видео 2 Особенности работы с пластиковыми трубами
Сварка полипропиленовых труб своими руками
С появлением нового высокопрочного синтетического материала полипропилена возникла реальная альтернатива замены им металла. В частности, это сразу стало заметно на примере сантехнических труб, которые теперь широко используют, даже не прибегая к профессиональной помощи. Дело в том, что прежние резьбовые и электросварные соединения уступили место простой и эффективной технологии диффузионной сварки.
Способы применения аппарата
Суть метода, нагрев деталей трубопровода в специальном инструменте, называемом паяльником, по форме отличающийся от обычного представления. Это специализированная станина с отверстиями в пластине нагреваемой электротоком. В ней имеются отверстия, называемые нагревательными элементами (парами).
Это специализированная станина с отверстиями в пластине нагреваемой электротоком. В ней имеются отверстия, называемые нагревательными элементами (парами).
Если раньше процесс сваривания требовал знаний и опыта, то сегодня он превратился в легкое действие, обеспечивая беспроблемную работу в домашних условиях. Теперь сварка существенно экономит время сборки трубопровода и деньги. Обычно у прибора должно быть стационарное положение, но если предстоит ремонт или прокладка нового трубопровода в труднодоступных местах, можно использовать его, держа в руках. В последнем случае монтаж следует проводить в паре с помощником, так как технология прогрева и монтажа требует оперативного соблюдения временного режима. Этого трудно добиться на весу, одновременно держа аппарат и производя монтаж одному человеку.
Как правило, все основные коммуникации проходят по стенам, соответственно сваривать трубы и фитинги приходиться по месту. Очень часто изначально производится соединение с металлическими трубами с помощью тех же фитингов и муфт. Но основную работу по прокладке нового участка из пропилена можно выполнять фрагментами на заранее установленном на полу аппарате. Производят замер участка и развязки, затем осуществляют диффузионное сваривание под температурой на стене непосредственно. Для этой операции лучше использовать самое крайнее к сужению отверстие под нагревательные элементы.
Но основную работу по прокладке нового участка из пропилена можно выполнять фрагментами на заранее установленном на полу аппарате. Производят замер участка и развязки, затем осуществляют диффузионное сваривание под температурой на стене непосредственно. Для этой операции лучше использовать самое крайнее к сужению отверстие под нагревательные элементы.
Технология диффузионной сварки полипропиленовых труб
В общем случае, процесс соединения труб диаметром до 50 мм из пропилена одинаков, но различается по времени:
- нагрева;
- охлаждения.
Основным способом называют раструбовый метод. Для соединения участков труб используют муфты и другие фитинги, которые так же подвергают нагреву. В трубопроводах может применяться армированный тип труб, имеющих двойную изоляцию из полипропилена и алюминия. Их монтаж практически не отличается от обычных, за исключением предварительного снятия двух верхних слоев с оболочки с помощью специального инструмента – шейвера. Вместе с этим существует и другой способ, предполагающий соединение встык, но он эффективен только на диаметрах более 50 мм.
Вместе с этим существует и другой способ, предполагающий соединение встык, но он эффективен только на диаметрах более 50 мм.
Металлопластиковые имеют много схожего полипропиленовыми, но слой алюминия у них спрятан глубже, что позволяет использовать слои полипропилена для диффузионной сварки. Процесс спайки проходит под оптимизированной температурой в 260 градусов Цельсия. Перед началом работ паяльник, рассчитанный на напряжение в 220 вольт, устанавливают для разогрева нагревательных втулок (нагревающих элементов). Обычно нужную температуру он набирает в течение 10 минут. В зависимости от наружного воздуха существует необходимость регулировать температуру и время нагрева.
Пока разогревается прибор, специальными ножницами делаются разрезы строго под прямым углом и по размеру, зачищаются от пыли и грязи. Так же следует заранее приготовить фитинги: муфты, тройники и т.д.
Метод подготовки армированных труб несколько отличается. Как уже было отмечено их предварительно следует избавить на концах спайки от «лишних» слоев с помощью шейвера. Это делается для того, чтобы они плотно вошли в соединительные муфты.
Это делается для того, чтобы они плотно вошли в соединительные муфты.
Любая полипропиленовая труба должна быть размечена под соединение с фитингом, так, чтобы ее конец доходил до середины + 2 мм дополнительно. Для этого с помощью кондуктора или рулетки на конец наноситься разметка. В случаях использования шейвера, не нужно беспокоиться о точности, ведь он сам, как и нагревательные элементы контролирует глубину нарезки.
В разогретые гильзы (нагревательные элементы) с одной стороны следует вставить полипропиленовую трубу до отметки, а с другой раструб муфты до упора. Если они входят туго, то следует их слегка покачать, но далее не мешать процессу, так как это нарушит целостность соединения.
Непосредственно процесс производят, ориентируясь на время согласно этой таблице.
Только специализированный паяльник сможет обеспечить точную выдержку времени и температуры, феном достичь того же результата просто невозможно.
После нагрева детали вынимают из гильз и без задержки соединяют меж собой прямым движением, соблюдая оси элементов. Некоторые производители наносят на продукцию специальные линии, благодаря им легче ориентироваться. Полученное соединение выдерживают по времени согласно параметрам.
Некоторые производители наносят на продукцию специальные линии, благодаря им легче ориентироваться. Полученное соединение выдерживают по времени согласно параметрам.
В результате должно получиться соединение, где граница спайки обозначена равномерным наплывом вокруг неё.
Как можно было убедиться, температурная сварка доступна и довольно проста. Основное требование — наличие специального оборудования, то есть паяльника.
Все, что вам нужно знать о работе с пластиковой трубой
Пластиковые трубы и изделия, сделанные своими руками, прекрасно сочетаются друг с другом, как дерево и пила. Пластиковую трубу не только легко разрезать, но и легко соединить с множеством фитингов. Это широко принято в сантехнических нормах. В этой статье объясняется, как работать с пластиками, сваривать растворители, манипулировать механическими муфтами и устанавливать пластиковые трубы.
Термопластический пластик подразделяется на две категории: размеры труб и размеры трубок.Оба размера соответствуют внутреннему диаметру. Трубы перечислены по размерам железных труб. Трубки организованы по размерам медных трубок. Не следует менять местами трубы и трубки. Доступен широкий выбор пластиковых труб. В таблице A показаны типы доступных пластиковых водопроводов и поясняется назначение каждого из них.
Местные правила по сантехнике могут устареть из-за технологических достижений в области пластиковой сантехники. Перед покупкой материалов проконсультируйтесь с местными строительными чиновниками.
DWV — система дренажа-сброса.Он используется для вывоза мусора из дома и вентиляции системы. По канализационным трубам бытовые отходы под землей поступают в общественную канализацию или частную систему утилизации. Дренажные трубы тоже ниже, но они тоньше и дешевле. Дренажные трубы обычно используются для несептической воды.
Их можно использовать в тандеме или по отдельности для построения не подверженных коррозии неэлектролитических систем водоснабжения в домашних условиях. Поскольку пластиковая труба не токопроводящая, ее нельзя использовать для электрического заземления.
Напорные трубы из ПВХ следует использовать только для транспортировки холодной воды на открытом воздухе. Идеально подходит для систем полива газонов и орошения. Полиэтиленовая труба служит той же цели, но этот тип трубы является гибким и не может быть сварен растворителем. PE особенно полезен для глубоких скважин.
Сварка растворителями
Сварка растворителем используется для соединения пластиковых труб с целью предотвращения утечек. Используйте этот двухэтапный метод, в котором используются очиститель, грунтовка и растворитель.Однако в процессах для АБС и стирола используется одностадийный метод.
Осмотрите конец трубы и муфту фитинга на предмет трещин, выбоин, грязи и потертостей. Если конец трубы поврежден, обрежьте его, чтобы обнажить хороший материал, и выбросите поврежденный фитинг.
Приобрести трубы и фитинги, произведенные той же компанией. Если вы не можете подобрать подходящего производителя, выполните пробную установку труб. Труба должна не только входить в фитинг, но и частично встречаться с сопротивлением. При перевернутом положении труба не должна упасть.
Резка трубОтрежьте трубу под прямым углом до нужной длины с помощью пилы с мелкими зубьями или резака для пластиковых труб. Для резки больших объемов используйте резак для труб со специальным колесом для жестких пластиков. С помощью ножа удалите заусенцы и слегка снимите фаску на внешнем конце трубы. Не используйте наждачную бумагу для пластиковых труб. Он может удалить слишком много материала для успешного соединения.
Очистка Используя качественный очиститель и грунтовку, очистите конец трубы и муфту фитинга.Нанесите химические вещества кистью или чистой тканью, чтобы удалить жир, масло и грязь. Грунтовка также подготавливает пластиковые сопрягаемые поверхности для нанесения цементного раствора. Перед нанесением цемента труба должна быть сухой.
Грунтовка также подготавливает пластиковые сопрягаемые поверхности для нанесения цементного раствора. Перед нанесением цемента труба должна быть сухой.
Нанесите слой цемента на основе растворителя, соответствующего стандарту ASTM, который подходит для используемого типа трубы и фитинга. Вы должны использовать правильный тип цемента на основе растворителя. В таблице B показаны различные цементы и типы пластмасс, для которых они подходят.
Обильно нанесите цемент на конец трубы. Затем аккуратно нанесите его на гнездо фитинга; не оставляйте голых пятен. Нанесите несколько слоев цемента на химически стойкие трубы из ПВХ и ХПВХ под давлением. Для растворения химикатов для сварки используйте щетку диаметром от одной трети до половины диаметра трубы.
Немедленно присоедините трубу к фитингу на всю глубину с небольшим поворотом, чтобы привести его в правильное положение. Скрутка разрывает линии введения в цемент на основе растворителя. Удерживайте фитинг до тех пор, пока клей на растворителе не образует прочную связь.
Удерживайте фитинг до тех пор, пока клей на растворителе не образует прочную связь.
Галочка из цемента вокруг фитинга означает, что вы нанесли достаточное количество цемента на основе растворителя, чтобы обеспечить герметичное соединение. При работе с ПВХ и ХПВХ не вытирайте филе. Одношаговый метод сварки растворителем для АБС и стирола требует простого удаления излишков цемента с фитинга. Через час стык должен быть готов к использованию.
Меры предосторожностиИзбегайте длительного воздействия паров, работая в хорошо проветриваемом помещении и закрывая банки крышками после каждого использования.Храните растворители и чистящие средства вдали от открытого огня. Прочтите и соблюдайте предупреждения о безопасности на этикетках продукта. Удалите цемент с рук с помощью очистителя для рук.
Исправление ошибок
Сварка растворителем обычно является односторонним процессом. Вы можете установить фитинг, но не можете его удалить. Если вы случайно установили неправильный фитинг на трубу, вы должны вырезать его и заменить на правильный фитинг.
Вы можете установить фитинг, но не можете его удалить. Если вы случайно установили неправильный фитинг на трубу, вы должны вырезать его и заменить на правильный фитинг.
Фитинги Come предназначены для соединения труб, которые нельзя сваривать сольвентной сваркой.
Полиэтиленовая трубаПростые пластиковые или металлические фитинги с зазубринами используются с гибкими полиэтиленовыми трубами. Выполните соединение, просто надев хомут с червячным приводом подходящего размера на конец трубы. Полностью наденьте трубу на фитинг с зазубринами. Расположите зажим на расстоянии 0,25 дюйма от конца трубы и затяните его.
Следите за тем, чтобы гибкие трубки не перегибались. Он может перегибать трубку и уменьшать или полностью перекрывать поток воды.
PB Трубка Уплотнительные кольца используются для образования соединений.Каждая система использует свое собственное соединение. В большинстве случаев они не взаимозаменяемы. Следуйте инструкциям на этикетке.
Трубки из ХПВХ и ПБ могут соединяться с металлическими трубами, а также друг с другом с помощью развальцовочных или компрессионных муфт и переходников. Развальцовка производится развальцовкой.
Чтобы предотвратить растрескивание трубы из ХПВХ во время развальцовки, обрежьте конец ровно и под прямым углом с помощью трубореза или трубного ножа, затем погрузите конец жесткой трубы в кипящую воду непосредственно перед развальцовкой.
Муфты с стопорной гайкой Трубчатые дренажные трубы соединяются с помощью муфт с стопорной гайкой. Чтобы сформировать муфту с контргайкой, установите гайку лицом к ее резьбе. Затем установите скользящую шайбу плоской стороной к гайке. Отрегулируйте длину и направление трубок, навинтите гайку и затяните ее. Большинство пластиковых трубчатых муфт герметизируются вручную. Вы можете сделать им дополнительную четверть оборота с помощью плоскогубцев.
Переходные фитинги используются для адаптации пластиковых трубок подачи воды к металлическим деталям с резьбой, например, в водонагревателях и клапанах для ванны или душа.Переходные соединения допускают тепловые перемещения без утечек между металлом и пластиком. Для соединений без давления используйте переходник с наружной резьбой.
Механические муфты для трубопровода подачи воды из ПБ работают с медными трубками, так как они одного размера. Они позволяют соединять пластик с медью без пайки потом; они создают эффективные переходные союзы.
Гибкие фитингиЭти части состоят из винила с зажимами. Гибкий фитинг можно вставить на место, несмотря на неподвижность труб, на которые он надевается.
КреплениеУстановите пластиковые трубы так, чтобы они могли расширяться и сжиматься без повреждений. На большие DWV трубы крепятся сантехнической лентой. Расстояние между ними составляет не более 48 дюймов.
Трубки меньшего размера для подачи воды прикреплены к каркасу с помощью подвесок для трубок, которые допускают движение вперед и назад. Разместите подвески на расстоянии 32 дюйма друг от друга и убедитесь, что жесткие трубы не заедают на концах. Оставьте 0,25 фута на каждые 10 футов трубы.
Защитите от гвоздей с помощью перфорированных и прибитых стальных лент от вашего дилера.Ремни фиксируют выемки в обрамлении, которые используются для крепления трубопроводов. Установите воздушные камеры или амортизаторы на все приспособления и устройства, кроме туалетов.
Присоединение к существующему сливуМуфты скольжения отлично подходят, когда проект требует подключения новых водостоков к старым водостокам. Нарисуйте линии, указывающие, где резать, и пропилите длину трубы между отметками. Используйте скользящую муфту без заплечика. Установите новый фитинг на старую трубу.Соединения для сварки растворителем будут иметь заглушки с обеих сторон.
Нанесите на концы трубы толстый слой цемента на основе растворителя. Немедленно вставьте скользящую муфту на место. Слегка поверните его, когда ставите на место. Удерживайте выравнивание в течение 10 секунд, прежде чем переходить к другому концу фитинга.
Прямое захоронениеПри заглублении пластиковых канализационных и дренажных труб следуйте нескольким правилам здравого смысла. Уложите трубы на дно траншеи. Выкопайте углубления для муфт, чтобы отрезки трубы были полностью уложены.В засыпке вокруг труб не должно быть камней. Набивной песок — хорошая начальная засыпка. Как только трубы будут хорошо засыпаны, используйте обычную засыпку.
Информация в этой статье предоставлена Национальной ассоциацией розничного оборудования (NRHA) и соответствующими участниками.
Более 25 проектов из ПВХ для вашей усадьбы или заднего двора, которые вы можете выполнить за день
Мы участвуем в программе Amazon Services LLC Associates, партнерской рекламной программе, разработанной для того, чтобы мы могли получать вознаграждение за счет ссылок на Amazon.com и дочерние сайты.
У вас есть проблема на заднем дворе, но у вас есть только один уик-энд, чтобы исправить это? Не бойся! У нас есть множество поделок из ПВХ для вашей усадьбы или заднего двора, которые вы можете закончить за один день.
Бывают случаи, когда мы делаем поиск решения нашей проблемы более серьезной, чем проблема, которую мы пытаемся решить. Поверьте, проблем больше, чем нужно! К счастью, у нас есть несколько проектов DIY из ПВХ, которые могут стать тем ответом, который вы так долго искали.
Если вы хотите взяться за свой проект, быстро его завершить и сделать все в рамках ограниченного бюджета, тогда ПВХ станет вашим новым лучшим другом. Существует множество проектов на заднем дворе, которые можно исправить с помощью дешевых труб из ПВХ. Черт возьми, возможно, у тебя уже есть то, что тебе нужно.
Труба из ПВХ (поливинилхлорида)— это дешевый вариант виниловых трубок. Основное применение ПВХ-труб — это сантехника в жилых домах. Но это далеко не единственное применение этого доступного материала.Вы можете использовать его для многих, многих, вещей вокруг вашей усадьбы или заднего двора.
Вот более 25 проектов из ПВХ своими руками, которые могут решить ваши проблемы на заднем дворе. И, как и было обещано, они достаточно просты, чтобы вы могли выполнить их всего за один уик-энд, а может быть, даже за один день.
Многочисленные преимущества использования ПВХ для проектов DIY в вашем доме и садуПВХ отлично подходит для проектов DIY в саду. Вы можете не только сделать свой сад более презентабельным, но и создать несколько невероятных изобретений, которые помогут дикой природе.
Трубы из ПВХ— лучший материал для наружных работ. Они очень легкие, что означает, что их легко собрать, и вы также можете просверлить в них небольшие отверстия, не требуя, чтобы кто-то их поддерживал.
Один человек может справиться с большинством проектов ПВХ в одиночку.
Трубы из ПВХчрезвычайно прочны и могут выдерживать ежедневный износ. Это замечательно, если вы хотите создать кормушки для животных в своем саду или если в вашем городе дует сильный ветер.
Поверхность повредить нелегко. Трубы из ПВХ не расширяются при контакте с водой, а это значит, что они не сломаются при воздействии большого количества воды.
Это большое преимущество, что трубы из ПВХ нетоксичны, поэтому животные и растения безопасны рядом с ними. Это особенно важно, если вы собираетесь засыпать в трубы семена и другую пищу.
Наконец, с невероятной гибкостью, вы можете легко манипулировать материалом, придавая ему новые формы и конструкции для вашего сада.
Практическое руководство по проектам из ПВХПроекты труб из ПВХ — развлечение для всей семьи. Трубопроводы из ПВХ доступны во многих строительных магазинах, а материал невероятно прочен, поэтому из него можно делать крутые проекты своими руками.
Есть так много проектов по изготовлению труб из ПВХ своими руками, и все они могут быть выполнены в ограниченное время. Трубопроводы из ПВХ легкие, устойчивые к царапинам и общему износу, и этот прочный материал может справиться с множеством задач.
В результате вы можете даже заниматься садовыми проектами из труб из ПВХ или проектами «сделай сам», которые требуют большей прочности.
ПВХлегко разрезать, придавать форму и соединять для облегчения сборки. Поскольку он такой прочный, он устойчив к коррозии, ударам, истиранию и взаимодействию с химическими веществами.
Даже если у вас мало опыта использования PVC, у нас есть несколько отличных простых руководств, которыми мы поделимся с вами позже в этом посте.
Проекты садоводства своими руками — это весело и практично.Например, вы можете построить ручную сеялку, чтобы сажать бобы и кукурузу, не наклоняясь. Это идеально подходит для предотвращения проблем со спиной и позволяет равномерно распределить семена.
Идеи проектатрубы из ПВХ, подобные этой, как правило, довольно просты. Вот шаги:
- Сначала используйте кусок ПВХ, соответствующий вашему росту. Это один из садовых инструментов, которым вы будете опускать семена.
- Приклейте встроенный фитинг, чтобы получилась ручка.
- Приклейте рядный Т-образный фитинг на расстоянии шести дюймов от дна трубки, чтобы проделать отверстия, через которые могут просыпаться семена.
- Затем приклейте соединители труб из ПВХ к Т-образному фитингу.
Добавьте больше садовых работ своими руками в свой список дел, соединив пластиковые трубы и фитинги вместе и прикрепив их к шлангу. В зависимости от размера вашего сада это будет указывать, сколько приспособлений вам нужно.
Какой вид ПВХ лучше всего подходит для садовых проектов из ПВХ?Заградительная труба — подходящий материал для использования в садовых проектах, поскольку вода может течь по трубам, не вызывая коррозии.Это идеально подходит для создания системы полива растений, а также для общего хранения на открытом воздухе во время дождя.
Барьерные трубы легкие, гибкие и простые в установке, что делает этот материал идеальным для садовых проектов. Другие типы ПВХ, такие как трубы со структурированными стенками, более прочные, и с ними труднее работать снаружи.
Как проводить измерения для проектов труб из ПВХЕсли у вас есть идеи для проектов труб из ПВХ, вам необходимо правильно обрезать железную трубу, не повредив материал.Это важный шаг, потому что, если вы произведете неправильные измерения, вы получите плохой результат и многие трудности в будущем.
- Измерьте внутренний диаметр трубы из ПВХ. Используйте рулетку от центра трубы внутрь к обеим стенкам.
- Затем намотайте шнур на внешнюю сторону трубы, чтобы измерить диаметр снаружи. Отметьте, где начало строки соприкасается с концом.
- Наконец, измерьте глубину трубы из ПВХ, чтобы увидеть, насколько легко она войдет в фитинг из ПВХ.Для достижения оптимального результата труба должна легко входить в фитинг.
Примечание. Если внешний диаметр больше внутреннего, это означает, что у вас прочная труба из ПВХ, которая отлично подходит для наружных работ.
25+ ПВХ проектов для вашей усадьбы
ПВХ солнцезащитный козырек
Существует множество вариантов создания песочниц или зон отдыха. Они портативны и легко хранятся в плохую погоду. Они не предназначены для постоянного использования, поэтому примите меры предосторожности во время сильного ветра.Вы также можете приобрести переносной солнцезащитный козырек.
ПВХ для полива глубоких садов
Мы использовали это, особенно при посадке деревьев, чтобы дать им вместе с большими растениями много воды в зоне глубоких корней.
Это позволяет деревьям и растениям глубже проникать в воду и распространять корни под землей, что, в свою очередь, позволяет им жить лучше в условиях засухи.
Держатель инструмента из ПВХ
Этот органайзер для инструментов является портативным, но, судя по нашему домашнему опыту, он довольно быстро превращается в беспорядок.Мы предпочитаем настенный вариант из ПВХ.
Дом-обруч из ПВХ для садов с грядкой
Мне нравится делать долгосрочный проект дешевле и лучше работать над собственным проектом. В этом конкретном примере экономия достигается за счет использования зажимов снаружи рамы.
Теплица ПВХ
Хотя это отличная идея для недорогой теплицы, она не выдержит суровых погодных условий, характерных для большей части страны. Обязательно поместите его в защищенное место и используйте хороший прочный пластик, который не рвется легко.
Стулья для кемпинга из ПВХ
Эти походные стулья отлично подходят для детей, которые могут сидеть у костра или быть с вами, когда вы работаете в саду.
Кормушка для цыплят из ПВХ
Заполните каждую из трубок кормом для цыплят для частого кормления в периоды, когда вы не можете позволить цыплятам свободно передвигаться или им требуется дополнительное питание. Инструкции по этой кормушке есть на Instructables, но вы также можете найти массу других идей на нашем форуме Backyard Chickens!
Сеялка ручная из ПВХ
Это отличный способ не ползать по земле, не наклоняться и не повредить спину.Вы можете отрегулировать высоту трубопровода из ПВХ по своему усмотрению, и такая конструкция упрощает и ускоряет посадку семян. После того, как вы выбрали подходящую высоту, приклейте верх и прикрепите сбоку банку, чтобы удерживать семена, которые вы собираетесь сажать.
Подставка для козы из ПВХ
Вам нужно будет поиграть с высотой и шириной, которые подходят вашим животным, чтобы им было как можно комфортнее. Добавьте немного фанеры на поверхность, чтобы животным было устойчиво стоять. Убедитесь, что вы проверили это, прежде чем позволить им наступить на нее.
Трактор для цыплят из ПВХ
Трактор для кур еще называют загоном для кур. Это дает животным ограниченное пространство, в котором они могут бегать, при этом не бегая по всему саду и не поедая растения и овощи. ПВХ — отличный материал для этого проекта, потому что он достаточно легкий, чтобы при необходимости перемещаться по саду.
Тележка для садового шланга из ПВХ
Аккуратно очистите садовый шланг с помощью контейнера для шланга из ПВХ. Это избавит вас от необходимости бросать шланг на землю, что создает беспорядок в саду и способствует образованию узлов в шланге.Нет ничего более раздражающего, чем приходить в садовый шланг и все запутаться.
Клетки для томатов из ПВХ
Если вы выращиваете помидоры в своем саду, вы знакомы с разочарованием, когда клетка сносится при сильном ветре. Версия из ПВХ — отличная альтернатива, потому что она прочная и легко разбирается для использования в подходящее время года.
Решетка из ПВХ
Решетка — это необходимый элемент сада, поддерживающий растения, выращивающие заборы. Сделайте свою собственную решетку из ПВХ, чтобы увеличить высоту вашего забора, но при этом оставить высоту.Вы можете создать множество вариантов решетки, чтобы соединить одну часть вашего сада с другой, с растениями, цветущими вокруг материала ПВХ.
Решетка из ПВХ 2
Выращивайте помидоры на самодельной решетке из ПВХ. Лучше всего выращивать помидоры возле решетки или забора, и этим заниматься тоже интересно!
Башня клубники из ПВХ
Хотя я могу не использовать это для многих вертикальных садовых плантаторов, которые я вижу на Pinterest (слишком мелкие для того, что я бы выращивал), эта клубничная башня отлично использует ограниченное пространство! Возможно, вы сможете адаптировать эту версию для многих выращиваемых вами растений.Ознакомьтесь с этой гидропонной версией.
Тайник выживания из ПВХ
Используете ли вы его для «подготовки» или для закапывания сокровищ на заднем дворе, вы можете создать эти тайники с помощью PVC. Только не забудьте сделать их водонепроницаемыми!
ПОЛУЧИТЬ РЕЗАК ДЛЯ ПВХ TECKTONНеобходимый инструмент для изготовления изделий из ПВХ в домашних условиях. Это режет невероятно гладко и без усилий.
Zantlea Труборез и резак для труб, Резак для шлангов с храповым механизмом для быстрой работы одной рукой…- 【Высокое качество и безопасность】 Прочный труборез изготовлен из марганцевой стали, обладающей высокой твердостью, хорошей вязкостью, …
- 【Эргономичный дизайн】 Профессиональный труборез использует технологию храпового механизма для значительного сохранения вашей прочности … .
- 【ПРОСТОТА В ЭКСПЛУАТАЦИИ】 Резак для трубок с удобными, эргономичными, текстурированными ручками, обеспечивающими надежный захват ….
Устройство намотки мотков из ПВХ
Отлично подходит для новичков, прост в установке и сборке и невероятно дешев в производстве.Кроме того, покупка моталки для мотков может стоить в десять раз больше.
ПВХ теплица
Создайте свою собственную оранжерею дома и возьмите откидную крышку, чтобы добавить больше растений и при необходимости полить их. Используйте занавески для душа, чтобы защитить растения и овощи и сохранить тепло.
Хранение ПВХ
Используйте для детей маленькие игрушки или свои принадлежности для рукоделия (это отлично подойдет для тюбиков с краской), а если вы используете большие тюбики из ПВХ, вы можете хранить материалы для гаража, обувь и многое другое!
Гобеленовая ПВХ
Легкость плетения благодаря дизайну, которому можно доверять.ПВХ — отличный материал, способный выдержать любое напряжение, необходимое для вашего дизайна.
Полка для труб из ПВХ
Эти полки отлично подходят для всего дома, если вам нужно больше места для хранения. ПВХ легко окрашивается, поэтому вы можете настроить внешний вид по своему вкусу. Это дешевый и эффективный способ привести в порядок свой дом.
Тележка для переноски ПВХ с жестким дном
Хотя эта тележка была создана для перевозки холодильника и рыболовных снастей, вы можете приспособить ее для любого использования — садовой тележки, тележки для защиты от насекомых и т. Д.
Поилка для курицы из ПВХ
Присоедините длинную трубу из ПВХ к емкости для воды. Создайте отдельные надстройки внизу в зависимости от количества цыплят (одного надстройки недостаточно, если у вас больше одной курицы). Купите поилки, чтобы выделяющаяся вода попадала в чашку, чтобы цыплята могли пить.
Вы можете купить куриные водяные соски здесь.
Органайзер для больших сумок из ПВХ
Версия этого органайзера была на раундах Pinterest с тех пор, как я был на Pinterest.Это очень радует тех, кто занимается ОКР в моей организации. Это отличный способ организовать эти корзины, не вкладывая средства в громоздкие книжные шкафы.
Садовая сетка с квадратными ножками из ПВХ
Садовая сетка имеет множество применений. Во-первых, вы можете за секунды полить растения и почву и равномерно распределить воду по разным участкам. Во-вторых, садовая сетка создает на вашем полу участки, поэтому у вас будет ровное место для каждого участка для растений.
Кормушка для птиц из ПВХ
ПВХидеально подходит для использования в качестве кормушки для птиц, потому что он позволяет быстро и легко соединять элементы вместе, а материал достаточно прочен, чтобы выдерживать удары птиц по нему.С отверстиями, уже встроенными в меньшие по размеру трубы из ПВХ, работа уже наполовину сделана.
ПВХ солнечная световая башня
Хотя мне не удалось найти веб-сайт, на который можно было бы найти ссылку, простые инструкции DIY находятся в указанном выше булавке.
Установка для аквапоники из ПВХ, сделанная самим
Этот проект требует много сверления и разметки. Выбирайте горшки для цветов одинакового размера, чтобы облегчить себе жизнь. Добавьте эти горшки для растений к трубам из ПВХ и подсоедините шланг, чтобы поливать растения одним плавным переходом.Это также добавит креативности вашему саду.
Очиститель желобов своими руками
Чистить водосточные желоба — не весело, и платить профессионалу за их обслуживание стоит недешево. К счастью, ПВХ легкий и прочный, и вы можете выбирать изогнутые элементы, которые доходят до желобов. Присоедините его к шлангу и несколько раз в год очищайте желоба. Чтобы добраться до них, вам даже не понадобится лестница, так как вы можете отрегулировать длину в соответствии со своими потребностями.
Дополнительные ресурсы по использованию ПВХ для создания проектов домовладения
Плюсы для использования трубок из ПВХ:- Это дешево.Существуют различные размеры и вес, которые могут сделать некоторые проекты более доступными для людей с ограниченным бюджетом. Это также позволяет вам работать над проектом, чтобы проверить, как он будет работать для вас без значительных затрат на постоянные материалы.
- Он универсален: детали любой формы и размера позволяют создать практически любую форму, которую вам нужно сделать, без какой-либо настройки или дополнительных инструментов для сварки или вырезания.
- Небольшие инвестиции: нет необходимости в значительных инвестициях в инструменты, чтобы большинство этих проектов работало.Сверлите с битами, ножовкой, грунтовкой для сварки и несколькими другими предметами, и готово!
- Некоторые трубки из ПВХ могут быть небезопасными. Будучи изготовлены как из промышленного хлора, так и из углеродного соединения, то, как они разрушаются и вступает в реакцию с окружающей средой, может вызывать опасения, что они могут быть небезопасными. Есть разница в ПВХ-пластике, изготовленном для жестких трубок, таких как ПВХ, и в пластике, который сделан более гибким и небьющимся.Последние — это те, в состав которых был добавлен BPA и другие добавки, чтобы сделать их более полезными для всех. Это не проблема с жестким ПВХ, который вы будете использовать в качестве сантехники, и с проектами, указанными выше.
- ПВХ также не предназначен для использования вне помещений. Он чувствителен к разрушению УФ-светом, что со временем делает его хрупким. Он сохранит свою форму, но при использовании может разрушиться. Вы можете защитить ПВХ, покрасив его красками, защищающими от ультрафиолета. Даже с такой защитой не рекомендуется использовать ПВХ в постоянных проектах.Серый ПВХ, который вы также можете найти в большинстве домашних магазинов DIY, прослужит дольше, но вы не всегда можете увидеть их во множестве диаметров, в которых можно увидеть белый ПВХ, поэтому планируйте соответственно!
Хотя у нашей семьи нет проблем с использованием ПВХ для проектов вокруг нашей усадьбы, вам решать, хотите ли вы использовать его на своей территории.
Лучше всего то, что ПВХ легко найти в местных центрах по ремонту дома Home Depot.
Хотите больше идей для проектов из ПВХ? Возьмите эту книгу с более чем 101 идеей!
Проекты других усадеб15+ Взломов для куриных скворечников
Идеи вертикального озеленения для больших и малых пространств
25+ идей из шлакоблоков для вашей усадьбы
Щелкните это изображение, чтобы прикрепить его к доске DIY, Homestead или Weekend Projects на Pinterest!
Последнее обновление 2021-06-09 в 21:37 / Партнерские ссылки / Изображения из Amazon Product Advertising API
Как сделать дешевую систему капельного орошения своими руками из ПВХ | Домашняя страница Руководства
Элизабет Перри Обновлено 29 апреля 2021 г.
Капельное орошение своими руками возможно и позволяет сэкономить деньги.Система полива из ПВХ своими руками, сделанная из труб из ПВХ, может помочь вашему саду процветать, и вам не придется искать дорогую систему капельного орошения.
Самодельная система капельного полива. Обзор
Наличие капельной системы, обеспечивающей водой ваш сад, обеспечивает его увлажнение, и вам не придется таскать шланг или стоять в течение многих минут или часов во время полива. Он также может экономить воду, отмечает The Art of Doing Stuff, направляя воду туда, куда вы хотите. Чтобы сделать систему полива из ПВХ своими руками, вам потребуются трубы и фитинги из ПВХ, поясняет компания Commercial Industrial Supply.Согласно PVC Fittings Online, трубы из ПВХ сортамента 40 и 80 обычно используются для систем капельного орошения.
Есть и другие способы полить сад своими руками, если вы не идете по пути создания системы полива из ПВХ своими руками, — говорит Morning Chores. Вместо того, чтобы использовать набор, вы можете сделать самодельную систему капельного орошения самостоятельно, используя трубку для капельного орошения. Также можно установить систему капельного полива из пластиковых бутылок своими руками. По словам Modern Farmer, если вы оптимизируете свою систему полива из ПВХ своими руками с помощью таймеров и автоматических клапанов, вы сможете поливать еще эффективнее.
Как сделать систему капельного орошения с использованием ПВХ
Измерьте свои грядки
Измерьте свои грядки, чтобы определить, сколько труб из ПВХ вам понадобится. Скорее всего, вам понадобится более одного ряда труб из ПВХ на кровать. Наша компания Stoney Acres рекомендует, например, два или три ряда труб для 4-футовой грядки, но вы должны измерить, сколько из них использовать, частично в зависимости от типа культуры, которую вы выращиваете на грядке (ах), на которую вы добавляете. ваша самодельная капельная система.Ряды трубы должны увеличивать длину станины.
Приобретите трубу и фитинги из ПВХ
Размер используемой трубы из ПВХ должен быть 3/4 дюйма. Вам понадобятся фитинги из ПВХ, такие как соединительные детали, заглушки, колена и трехсторонние тройники, чтобы собрать вашу систему полива из ПВХ своими руками и убедиться, что вода, которая течет через нее, распределяется по всему саду. Перед тем, как начать, убедитесь, что у вас есть трубы и фитинги, и обязательно защитите свою трубу из ПВХ от солнечного света, если ваша система полива сада из ПВХ не находится под землей.
Просверливание отверстий в трубе из ПВХ
Приблизительно наметьте, где труба капельного орошения из ПВХ и растения будут расположены на каждой грядке, а затем просверлите отверстия в трубе из ПВХ с определенными интервалами. То, где и насколько большие отверстия вы просверливаете, может варьироваться в зависимости от того, что вы планируете сажать, и от конкретных потребностей сельскохозяйственных культур в воде. Наша компания Stoney Acres рекомендует отверстие 1/16 дюйма через каждые 6 дюймов для пропашных культур и два или три отверстия диаметром 1/8 дюйма рядом с основанием растения для более крупных культур.
Соберите свою систему
Соберите свою систему полива из ПВХ своими руками с помощью трубы и фитингов в соответствии с размером, дизайном и расположением вашей кровати (кроватей). Убедитесь, что у вас есть заглушки на конце каждого отрезка ПВХ, проходящего через станину. Не используйте клей для соединения труб ПВХ; уровень давления в системе полива сада из ПВХ не настолько велик, что нужен клей.
Добавьте воды в вашу систему
Простой способ добавить воды в вашу систему — это прикрепить шланг к ПВХ трубе капельного орошения каждой кровати с помощью соединителя, поливая каждую грядку по очереди.В качестве альтернативы вы можете добавить магистраль, которая соединяется со всеми ПВХ трубами капельного орошения грядок с клапанами на каждой грядке, чтобы вы могли контролировать, какие грядки получают воду в любой момент времени. Когда вы будете готовы использовать его, убедитесь, что через систему проходит ровно столько воды, чтобы она капала из ПВХ-трубы и медленно замачивала растения, не распыляя и не повреждая растения или не создавая сточных вод.
3/4-дюймовые трубы из ПВХ (сортамент 40 или 80)
Фитинги для труб из ПВХ, такие как соединительные детали, заглушки, колена и тройники
Соединители для труб / шлангов из ПВХ
Магистрали, клапаны, таймеры и т. Д.(опционально)
Рулетка
Сверло со сверлами 1/16 дюйма и / или 1/8 дюйма
Вещи, которые вам понадобятся
Работа с пластиковой трубой — BestLife52
Работа со старым чугуном и оцинкованной трубой с резьбой в домашних условиях, безусловно, может означать низкую точку в карьере домашнего мастера. Трубы сложно разъединить и, что еще хуже, повторно соединить, потому что у вас никогда не бывает точной длины, которая вам нужна. Медная труба облегчает работу, хотя вам придется освоить необходимые навыки пайки.
Потом появилась пластиковая труба — какой идеальный материал для поделок! Вы можете вырезать и собрать его без специальных инструментов, и вы можете освоить процесс соединения за время, необходимое для чтения этой статьи. Более того, пластиковые трубы недороги, не ржавеют, служат почти бесконечно, а их гладкая внутренняя поверхность позволяет воде и отходам течь лучше, чем по металлическим трубам. Это отборный материал для рукоделия.
А, но есть еще кое-что, что вам нужно знать. В этой статье вы узнаете, как разрезать, соединять и поддерживать пластиковую трубу, чтобы можно было установить долговечные и безотказные водопроводные трубы.
Следование кодексу, планированию и исполнению
Имейте в виду, что установка пластикового слива или водопровода относительно проста, а вот планирование — нет. Чтобы спланировать один из них, вы должны определить размеры труб, уклоны, расположение вентиляционных отверстий и другие важные факторы. Эти детали здесь не рассматриваются.
Также имейте в виду, что местные правила водоснабжения иногда запрещают использование некоторых типов пластиковых труб в некоторых ситуациях. Всегда уточняйте свои планы у местного сантехнического инспектора, прежде чем начинать проект.
Типы пластиковых труб и их применение
Обычно в домах используются пластиковые трубы любого из четырех типов (см. Таблицу ниже). Мало кто может вспомнить свои назойливые химические названия, поэтому они используют свои более знакомые инициалы — АБС, ПВХ, ХПВХ и ПБ.
- АБС . Жесткая черная труба, используемая для дренажа и вентиляции; доступны в размерах от 1-1 / 2 дюйма до 4 дюймов; соединения, сваренные сольвентной сваркой.
- ПВХ . Жесткая белая труба, используемая для слива и вентиляции, а также для линий холодной воды, но не горячей; доступны в размерах от 1/2 дюйма.и 4 дюйма; требуется грунтовка (фиолетовая) для соединений, сваренных растворителем.
- ХПВХ . Жесткая труба кремового цвета для линий горячего и холодного водоснабжения; обычно используется размером 1 дюйм и меньше; требуется грунтовка (фиолетовая) для соединений, сваренных растворителем.
- ПБ (полибутилен) . Гибкая, обычно серая труба, используемая для линий горячей и холодной воды обычно используется размером 1 дюйм и меньше; соединяются специальными компрессионными фитингами. Поскольку PB менее распространен, чем CPVC, и поскольку вы присоединяетесь к нему не так, как остальные три, я расскажу только о PB вкратце.
Вы, вероятно, найдете несколько других типов пластиковых труб в своем местном центре обслуживания дома. Полиэтилен, гибкая черная труба, обычно используется для орошения газонов и растений. «Напорная» труба из ПВХ — это та же труба из ПВХ, что и выше, но ее фитинги более тяжелые для таких применений, как подключение насосов для бассейнов. Мы не будем здесь рассматривать ни один из этих двух типов.
Если у вас возникли проблемы с определением какого-либо типа пластиковой трубы или фитинга по цвету, поищите его инициалы, напечатанные или выбитые где-нибудь на пластике.
Резка и установка пластиковых труб
Пластиковая труба готова для мастера. Все фитинги имеют точно сформированные «ступицы», увеличенные концы, в которые вы вставляете трубу (Фото 8). Просто не забудьте указать глубину ступицы при измерении длины каждой секции трубы (Фото 1).
Измерьте правильную длину трубы с помощью ленты или удерживайте участок на месте и отметьте его. В любом случае не забудьте указать глубину ступицы.
Пластиковую трубу можно легко разрезать с помощью мелкозубой (около 14 зубьев на дюйм) ножовки.Однако не пытайтесь резать его ножовкой с узким лезвием; ваш разрез будет отклоняться от квадрата.
Делайте разрезы точно под прямым углом, чтобы при соединении двух отрезков не оставалось внутренних зазоров, которые могут замедлить поток воды или собрать мусор. Используйте квадратный вырез, чтобы вырезать квадрат (Фото 2).
Отрежьте трубу точно под прямым углом, используя угловую коробку и ножовку с мелкими зубьями (хорошо работает около 14 зубьев на дюйм).
Торцовочная пила идеальна. Сантехники обычно делают квадратные надрезы от руки (без угловой коробки) и делают это достаточно аккуратно, потому что у них много практики.
Наконечник : полностью прорежьте трубу, чтобы не сколоть последние 1/16 дюйма. Используйте полукруглый напильник или наждачную бумагу, чтобы слегка скосить края, чтобы труба вошла в ступицу более точно (фото 3 и 8 )
Удалите заусенцы, оставшиеся от пилы, напильником или наждачной бумагой. Слегка скосите края для более гладкой посадки. Соберите фитинги и трубу без клея («сухая посадка»). Отметьте правильное положение фломастером. Если стыки слипаются при разборке троса, постучите по ним молотком и деревянным бруском.
Обрежьте и установите «всухую» (соедините без клея) трубу и фитинги, пока не закончите весь цикл. Затем отметьте трубы и фитинги, чтобы убедиться, что они снова совпадают, когда вы их склеиваете (фото 4).
Будьте осторожны: иногда при сухой установке трубы и ступицы подходят так точно, что невозможно полностью установить трубу в ступице. Это может нарушить ваши измерения дальше по длине трубопровода. Если ваши суставы не сидят полностью, отрежьте, подгоните и приклейте по три или четыре штуцера за раз, вместо того, чтобы пытаться смонтировать весь участок за один раз.
Совет : Трубы и фитинги с сухой посадкой могут слипаться друг с другом так плотно, что вам может понадобиться дьявол время, чтобы их разлучить. Если это так, постучите по арматуре деревянным бруском и молотком (фото 4).
Склеивание пластиковой трубы
Процесс склеивания правильно называется «сварка растворителем». Растворитель плавит пластик, поэтому, когда вы сдвигаете трубу и ступицу вместе, эти две части плавятся по мере испарения растворителя.
Совет : Для каждого типа пластика используется свой растворитель.Хотя некоторые растворители работают с несколькими типами пластика, лучше покупать тот тип, который предназначен исключительно для пластика, с которым вы работаете.
Чтобы растворитель работал, соединяемые поверхности должны быть чистыми — без грязи, жира и влаги. Протрите внутреннюю часть ступицы и концы трубы чистой тканью. Затем нанесите на ПВХ и ХПВХ специальный пурпурный очиститель / грунтовку (Фото 5). ABS не требует грунтовки.
Нанесите специальный пурпурный грунт на ступицы и концы труб из ПВХ и ХПВХ.Это не обязательно с трубкой из АБС-пластика.
Затем обильно смажьте соединяемые поверхности подходящим растворителем (Фото 6).
Обильно нанесите соответствующий растворитель на внутреннюю часть ступицы и внешнюю поверхность трубы.
Хорошо проветрите воздух или наденьте респиратор для удаления органических паров, потому что этот материал выделяет сильные пары. Быстро вставьте трубу в фитинг, повернув трубу на четверть оборота, чтобы убедиться, что труба вошла в ступицу на всю глубину (Фото 8).
Быстро сдвиньте ступицу и трубу вместе, сделав четверть оборота за один, чтобы труба полностью вошла в ступицу. Совместите установочные метки и крепко держите в течение 15 секунд.
Совместите отметки при скручивании соединения, потому что соединение затвердеет за секунды. Соединение будет хотеть разъединиться, поэтому подержите его примерно 15 секунд, чтобы убедиться, что он остается плотным.
Готовый шов должен полностью прилегать, чтобы вода текла плавно и беспрепятственно.
Не волнуйтесь, если вы ошиблись. Пластиковая арматура и труба стоят недорого, а плохой стык легко распилить. Однако, возможно, вам придется удлинить трубу с помощью дополнительного фитинга, если позиционирование имеет решающее значение.
Вы можете купить растворители, чистящие средства, грунтовки и все другие расходные материалы в домашних центрах и хозяйственных магазинах с полным спектром услуг, но я предпочитаю использовать магазин сантехники для лучшего выбора материалов и хороших советов.
ПВХ также является отличной альтернативой для создания собственной системы пылеулавливания для вашего небольшого дома.
Присоединение к ПБ
В отличие от трех типов пластмасс, указанных выше, соединения ПБ (полибутилен) выполняются с помощью специальных компрессионных фитингов (Фото 9).
Затяните специальные фитинги PB с помощью плоскогубцев или гаечного ключа, чтобы обеспечить герметичность соединений. Стыки должны быть легко доступны.
Эти фитинги стоят дороже, чем фитинги из ХПВХ, но, поскольку вы можете сгибать трубы из ПБ так же, как садовый шланг, вы можете делать более длинные участки с меньшим количеством фитингов.
Однако сантехнические нормы требуют, чтобы все компрессионные фитинги были легко доступны в случае утечки.Это может быть неудобно, потому что для доступа к ним вам придется оставить панели доступа в стенах и потолке.
Другие инструкции и советы по работе с пластиковой трубой
Опора
Все трубы должны иметь опоры, а пластик требует большей опоры, чем металл. Поддерживайте АБС, ПВХ и ПБ через каждые 32 дюйма, когда он движется горизонтально, и каждые 4 фута, когда он движется вертикально (Фото 10).
Поддержите пластиковую трубу с помощью пластиковых подвесок, размер которых соответствует длине трубы. Или используйте гибкую пластиковую или стальную ленту.
Поддерживайте CPVC каждые 3 фута. Подтвердите эти расстояния у местного сантехнического инспектора, потому что коды различаются. Шпильки и другой каркас считаются опорой, когда через них проходит труба.
Защита
Каждый раз, когда труба проходит сквозь дерево и оказывается в пределах 1–1 / 4 дюйма от ее края, закройте эту область трубкой диаметром 1/16 дюйма. толстая стальная пластина (фото 11).
Добавьте 1/16 дюйма. защитная стальная пластина всякий раз, когда труба проходит в пределах 1–1 / 4 дюйма от поверхности деревянного каркаса.Просверлите отверстия большого диаметра в каркасе, чтобы трубы не скрипели при расширении и сжатии.
Защищает трубу от заблудившихся гвоздей и винтов.
Движение трубы
Вырежьте отверстия небольшого размера в деревянных элементах, чтобы пластиковые трубы могли легко расширяться и сжиматься при прохождении через них горячей и холодной воды. Это позволяет избежать скрипа или «тиканья» при движении трубы.
Переходы
Для перехода с оцинкованной трубы или медных водоводов на пластик используйте специальные пластиковые переходные фитинги с одной резьбой (Фото 12).Убедитесь, что вы покупаете нужный размер!
Купите специальные резьбовые фитинги для перехода с пластиковых на медные и оцинкованные трубы с резьбой. Используйте резиновые переходники для больших оцинкованных и чугунных труб.
Для перехода на большие оцинкованные водостоки или вентиляционные отверстия используйте резиновые переходные муфты со стальной втулкой (Фото 12). Для безводного чугуна используйте также резиновые и стальные переходные муфты.
Шум
Пластик почти не приглушает звук сливаемой воды, чем чугунная или стальная труба.Уменьшите это раздражение, заправив изоляцию вокруг пластиковых водосточных труб, прежде чем закрывать стену или потолок.
Работа со старым чугуном и оцинкованной трубой с резьбой в домашних условиях, безусловно, может означать низкую точку в карьере домашнего мастера. Трубы сложно разъединить и, что еще хуже, повторно соединить, потому что у вас никогда не бывает точной длины, которая вам нужна. Медная труба облегчает работу, хотя вам придется освоить необходимые навыки пайки.
Потом появилась пластиковая труба — какой идеальный материал для поделок! Вы можете вырезать и собрать его без специальных инструментов, и вы можете освоить процесс соединения за время, необходимое для чтения этой статьи.Более того, пластиковые трубы недороги, не ржавеют, служат почти бесконечно, а их гладкая внутренняя поверхность позволяет воде и отходам течь лучше, чем по металлическим трубам. Это отборный материал для рукоделия.
А, но есть еще кое-что, что вам нужно знать. В этой статье вы узнаете, как разрезать, соединять и поддерживать пластиковую трубу, чтобы можно было установить долговечные и безотказные водопроводные трубы.
Следование кодексу, планированию и исполнению
Имейте в виду, что установка пластикового слива или водопровода относительно проста, а вот планирование — нет.Чтобы спланировать один из них, вы должны определить размеры труб, уклоны, расположение вентиляционных отверстий и другие важные факторы. Эти детали здесь не рассматриваются.
Также имейте в виду, что местные правила водоснабжения иногда запрещают использование некоторых типов пластиковых труб в некоторых ситуациях. Всегда уточняйте свои планы у местного сантехнического инспектора, прежде чем начинать проект.
Типы пластиковых труб и их применение
Обычно в домах используются пластиковые трубы любого из четырех типов (см. Таблицу ниже).Мало кто может вспомнить свои назойливые химические названия, поэтому они используют свои более знакомые инициалы — АБС, ПВХ, ХПВХ и ПБ.
- АБС . Жесткая черная труба, используемая для дренажа и вентиляции; доступны в размерах от 1-1 / 2 дюйма до 4 дюймов; соединения, сваренные сольвентной сваркой.
- ПВХ . Жесткая белая труба, используемая для слива и вентиляции, а также для линий холодной воды, но не горячей; доступны в размерах от 1/2 дюйма до 4 дюймов; требуется грунтовка (фиолетовая) для соединений, сваренных растворителем.
- ХПВХ . Жесткая труба кремового цвета для линий горячего и холодного водоснабжения; обычно используется размером 1 дюйм и меньше; требуется грунтовка (фиолетовая) для соединений, сваренных растворителем.
- ПБ (полибутилен) . Гибкая, обычно серая труба, используемая для линий горячей и холодной воды обычно используется размером 1 дюйм и меньше; соединяются специальными компрессионными фитингами. Поскольку PB менее распространен, чем CPVC, и поскольку вы присоединяетесь к нему не так, как остальные три, я расскажу только о PB вкратце.
Вы, вероятно, найдете несколько других типов пластиковых труб в своем местном центре обслуживания дома. Полиэтилен, гибкая черная труба, обычно используется для орошения газонов и растений. «Напорная» труба из ПВХ — это та же труба из ПВХ, что и выше, но ее фитинги более тяжелые для таких применений, как подключение насосов для бассейнов. Мы не будем здесь рассматривать ни один из этих двух типов.
Если у вас возникли проблемы с определением какого-либо типа пластиковой трубы или фитинга по цвету, поищите его инициалы, напечатанные или выбитые где-нибудь на пластике.
Резка и установка пластиковых труб
Пластиковая труба готова для мастера. Все фитинги имеют точно сформированные «ступицы», увеличенные концы, в которые вы вставляете трубу (Фото 8). Просто не забудьте указать глубину ступицы при измерении длины каждой секции трубы (Фото 1).
Измерьте правильную длину трубы с помощью ленты или удерживайте участок на месте и отметьте его. В любом случае не забудьте указать глубину ступицы.
Пластиковую трубу можно легко разрезать с помощью мелкозубой (около 14 зубьев на дюйм) ножовки.Однако не пытайтесь резать его ножовкой с узким лезвием; ваш разрез будет отклоняться от квадрата.
Делайте разрезы точно под прямым углом, чтобы при соединении двух отрезков не оставалось внутренних зазоров, которые могут замедлить поток воды или собрать мусор. Используйте квадратный вырез, чтобы вырезать квадрат (Фото 2).
Отрежьте трубу точно под прямым углом, используя угловую коробку и ножовку с мелкими зубьями (хорошо работает около 14 зубьев на дюйм).
Торцовочная пила идеальна. Сантехники обычно делают квадратные надрезы от руки (без угловой коробки) и делают это достаточно аккуратно, потому что у них много практики.
Наконечник : полностью прорежьте трубу, чтобы не сколоть последние 1/16 дюйма. Используйте полукруглый напильник или наждачную бумагу, чтобы слегка скосить края, чтобы труба вошла в ступицу более точно (фото 3 и 8 )
Удалите заусенцы, оставшиеся от пилы, напильником или наждачной бумагой. Слегка скосите края для более гладкой посадки. Соберите фитинги и трубу без клея («сухая посадка»). Отметьте правильное положение фломастером. Если стыки слипаются при разборке троса, постучите по ним молотком и деревянным бруском.
Обрежьте и установите «всухую» (соедините без клея) трубу и фитинги, пока не закончите весь цикл. Затем отметьте трубы и фитинги, чтобы убедиться, что они снова совпадают, когда вы их склеиваете (фото 4).
Будьте осторожны: иногда при сухой установке трубы и ступицы подходят так точно, что невозможно полностью установить трубу в ступице. Это может нарушить ваши измерения дальше по длине трубопровода. Если ваши суставы не сидят полностью, отрежьте, подгоните и приклейте по три или четыре штуцера за раз, вместо того, чтобы пытаться смонтировать весь участок за один раз.
Совет : Трубы и фитинги с сухой посадкой могут слипаться друг с другом так плотно, что вам может понадобиться дьявол время, чтобы их разлучить. Если это так, постучите по арматуре деревянным бруском и молотком (фото 4).
Склеивание пластиковой трубы
Процесс склеивания правильно называется «сварка растворителем». Растворитель плавит пластик, поэтому, когда вы сдвигаете трубу и ступицу вместе, эти две части плавятся по мере испарения растворителя.
Совет : Для каждого типа пластика используется свой растворитель.Хотя некоторые растворители работают с несколькими типами пластика, лучше покупать тот тип, который предназначен исключительно для пластика, с которым вы работаете.
Чтобы растворитель работал, соединяемые поверхности должны быть чистыми — без грязи, жира и влаги. Протрите внутреннюю часть ступицы и концы трубы чистой тканью. Затем нанесите на ПВХ и ХПВХ специальный пурпурный очиститель / грунтовку (Фото 5). ABS не требует грунтовки.
Нанесите специальный пурпурный грунт на ступицы и концы труб из ПВХ и ХПВХ.Это не обязательно с трубкой из АБС-пластика.
Затем обильно смажьте соединяемые поверхности подходящим растворителем (Фото 6).
Обильно нанесите соответствующий растворитель на внутреннюю часть ступицы и внешнюю поверхность трубы.
Хорошо проветрите воздух или наденьте респиратор для удаления органических паров, потому что этот материал выделяет сильные пары. Быстро вставьте трубу в фитинг, повернув трубу на четверть оборота, чтобы убедиться, что труба вошла в ступицу на всю глубину (Фото 8).
Быстро сдвиньте ступицу и трубу вместе, сделав четверть оборота за один, чтобы труба полностью вошла в ступицу. Совместите установочные метки и крепко держите в течение 15 секунд.
Совместите отметки при скручивании соединения, потому что соединение затвердеет за секунды. Соединение будет хотеть разъединиться, поэтому подержите его примерно 15 секунд, чтобы убедиться, что он остается плотным.
Готовый шов должен полностью прилегать, чтобы вода текла плавно и беспрепятственно.
Не волнуйтесь, если вы ошиблись. Пластиковая арматура и труба стоят недорого, а плохой стык легко распилить. Однако, возможно, вам придется удлинить трубу с помощью дополнительного фитинга, если позиционирование имеет решающее значение.
Вы можете купить растворители, чистящие средства, грунтовки и все другие расходные материалы в домашних центрах и хозяйственных магазинах с полным спектром услуг, но я предпочитаю использовать магазин сантехники для лучшего выбора материалов и хороших советов.
ПВХ также является отличной альтернативой для создания собственной системы пылеулавливания для вашего небольшого дома.
Присоединение к ПБ
В отличие от трех типов пластмасс, указанных выше, соединения ПБ (полибутилен) выполняются с помощью специальных компрессионных фитингов (Фото 9).
Затяните специальные фитинги PB с помощью плоскогубцев или гаечного ключа, чтобы обеспечить герметичность соединений. Стыки должны быть легко доступны.
Эти фитинги стоят дороже, чем фитинги из ХПВХ, но, поскольку вы можете сгибать трубы из ПБ так же, как садовый шланг, вы можете делать более длинные участки с меньшим количеством фитингов.
Однако сантехнические нормы требуют, чтобы все компрессионные фитинги были легко доступны в случае утечки.Это может быть неудобно, потому что для доступа к ним вам придется оставить панели доступа в стенах и потолке.
Другие инструкции и советы по работе с пластиковой трубой
Опора
Все трубы должны иметь опоры, а пластик требует большей опоры, чем металл. Поддерживайте АБС, ПВХ и ПБ через каждые 32 дюйма, когда он движется горизонтально, и каждые 4 фута, когда он движется вертикально (Фото 10).
Поддержите пластиковую трубу с помощью пластиковых подвесок, размер которых соответствует длине трубы. Или используйте гибкую пластиковую или стальную ленту.
Поддерживайте CPVC каждые 3 фута. Подтвердите эти расстояния у местного сантехнического инспектора, потому что коды различаются. Шпильки и другой каркас считаются опорой, когда через них проходит труба.
Защита
Каждый раз, когда труба проходит сквозь дерево и оказывается в пределах 1–1 / 4 дюйма от ее края, закройте эту область трубкой диаметром 1/16 дюйма. толстая стальная пластина (фото 11).
Добавьте 1/16 дюйма. защитная стальная пластина всякий раз, когда труба проходит в пределах 1–1 / 4 дюйма от поверхности деревянного каркаса.Просверлите отверстия большого диаметра в каркасе, чтобы трубы не скрипели при расширении и сжатии.
Защищает трубу от заблудившихся гвоздей и винтов.
Движение трубы
Вырежьте отверстия небольшого размера в деревянных элементах, чтобы пластиковые трубы могли легко расширяться и сжиматься при прохождении через них горячей и холодной воды. Это позволяет избежать скрипа или «тиканья» при движении трубы.
Переходы
Для перехода с оцинкованной трубы или медных водоводов на пластик используйте специальные пластиковые переходные фитинги с одной резьбой (Фото 12).Убедитесь, что вы покупаете нужный размер!
Купите специальные резьбовые фитинги для перехода с пластиковых на медные и оцинкованные трубы с резьбой. Используйте резиновые переходники для больших оцинкованных и чугунных труб.
Для перехода на большие оцинкованные водостоки или вентиляционные отверстия используйте резиновые переходные муфты со стальной втулкой (Фото 12). Для безводного чугуна используйте также резиновые и стальные переходные муфты.
Шум
Пластик почти не приглушает звук сливаемой воды, чем чугунная или стальная труба.Уменьшите это раздражение, заправив изоляцию вокруг пластиковых водосточных труб, прежде чем закрывать стену или потолок.
Сантехнические трубы | PEX Сантехника
Наймите подрядчика для ремонта кухни или ванной комнаты в наши дни, и есть большая вероятность, что он будет использовать пластиковую трубу PEX для водопровода вместо медной, которую он использовал всего несколько лет назад.
Спросите его об этом, и он, вероятно, ответит, что PEX — сокращение от «сшитый полиэтилен» — лучше и доступнее, чем медь.Он признан строительными нормативами и имеет 25-летнюю гарантию.
Но если вы его погуглите, вы увидите множество блогов и чатов, в которых задаются вопросом, может ли PEX вымывать токсичные химические вещества в питьевую воду, протекающую через него.
Итак, безопасен ли PEX? А какие есть альтернативы сантехническим трубам?
Мы попросили Тристана Робертса, редакционного директора «Environmental Building News», ведущего исследовательского издания о зеленом строительстве, помочь нам отделить факты от вымысла.
Популярные чтения
6 кухонных материалов, которыми никогда не пользуются опытные специалисты по ремоделированию
КухняДолговечность — это ключ к ремонту кухни, но она не должна стоить больших денег.
Почему моя трава становится коричневой и умирает?
Двор и патиоВаш красивый газон умирает, а на траве появляются коричневые пятна. Получите лекарство!
Руководство по окраске (чтобы не тратить зря деньги)
Живопись и освещениеВыбор неправильного типа лакокрасочного покрытия может означать, что ремонт будет стоить вдвое дороже.
Лучшее для долговечности: медь
Сильные стороны: Медь, несомненно, является лучшим выбором просто потому, что у нее такая долгая и проверенная история. Медные трубы используются уже 80 лет, и многие из этих оригинальных линий до сих пор пользуются успехом.
Фактор окружающей среды: Медная водопроводная труба не загрязняет питьевую воду, а старые трубы можно переработать. Однако добыча и производство меди настолько вредны для окружающей среды, что, несмотря на долговечность и пригодность для вторичной переработки, медные водопроводные трубы далеко не экологичны.
Самые популярные советы по уходу за домом
17 вещей, которые нельзя делать с домом
Советы по уходу за домомСохраните винтажные обои, но модернизируйте этот ретро-термостат, отнимающий время и деньги, до программируемого.
Вы только думаете, что это правда: 10 мифов, которые стоят вам времени и денег
Советы по уходу за домомКопите деньги для более важных вещей, например, для ипотеки.
5 хитростей, чтобы ваши трубы не взорвались этой зимой
Советы по уходу за домомДаже если вы думаете, что они уже начали мерзнуть.
Определите 9 проблем с этим домом (советы новым домовладельцам)
Советы по уходу за домомЯркие признаки того, что вы не справляетесь с техобслуживанием домовладельца, например, парковкой на траве.
12 вопросов, которые вы хотели бы задать перед переездом
Советы по уходу за домомИзбегайте сожалений, зная, какие вопросы задать РИЭЛТОРУ® или владельцу, прежде чем вы решите переехать в новый дом.
Стоимость: Медь — это товар, который продается во всем мире, и за последние годы цена на нее выросла настолько, что ее использование в вашем проекте может стоить на тысячи долларов дороже, чем всего несколько лет назад. 285 долларов за 100 футов.
Лучшее для сложной модернизации: сшитый полиэтилен (PEX)
Сильные стороны: PEX можно легко втиснуть в стены, поэтому он отлично подходит для модернизации. Один кусок PEX может проходить по всему дому, огибая углы и препятствия, без каких-либо швов.А там, где требуется соединение, пайка не требуется. Труба — и соединения — хорошо себя зарекомендовали на протяжении 30-летней истории продукта, хотя PEX не получил широкого распространения примерно 10 лет назад.
Фактор окружающей среды: Есть исследования, связывающие процесс, используемый для производства PEX, с метил-трет-бутиловым эфиром, токсином, обнаруженным в бензине. Это заставляет некоторых защитников окружающей среды беспокоиться о том, что трубы PEX могут загрязнить протекающую по ним воду.
Но штат Калифорния, известный своими самыми жесткими экологическими нормативами в стране, недавно одобрил использование PEX.
«Это было серьезным испытанием», — говорит Робертс. «И я думаю, что это успокоило многие опасения».
Некоторые отраслевые эксперты считают, что сегодняшний продукт безопаснее, чем PEX первого поколения, который использовался пару десятилетий назад. Если вы были одним из первых пользователей PEX и вас это беспокоит, запустите воду на несколько минут, чтобы смыть то, что сидело в трубах, прежде чем наполнить сосуд для питья или приготовления пищи.
Стоимость: 30 долларов за 100 футов.
Лучшее для домашних мастеров: хлорированный поливинилхлорид (ХПВХ)
Сильные стороны: Близкий родственник жесткого белого ПВХ (поливинилхлорида), который давно является стандартом для бытовых сточных труб, химический состав ХПВХ содержит дополнительный хлор, что делает его безопасным для питьевой воды.
Он имеет 40-летнюю историю долговечности, и это, безусловно, самый простой в установке продукт для домашних мастеров выходного дня, поскольку он не требует специальных инструментов или навыков. Вы разрезаете трубу ручной пилой и соединяете ее, используя соответствующие фитинги и клеи компании.
Фактор окружающей среды: Это не экологически чистый продукт, потому что его производство сильно загрязняет окружающую среду. Кроме того, он не подлежит вторичной переработке, а для соединения участков трубы требуются летучие химические растворители. Однако после того, как он будет установлен в вашей водопроводной системе, качество воды не повлияет на здоровье.
Стоимость: 50 долларов за 100 футов.
Лучшее для безопасности воды: полипропиленовая труба (ПП)
Сильные стороны: Ему не уделяют много внимания в США, но полипропилен имеет 30-летнюю историю в Европе, где он имеет безупречный рекорд по долговечности и безопасности для здоровья. Это жесткая пластиковая труба, такая как ХПВХ, но она не соединяется с химическими веществами. Вместо этого используется тепло, чтобы расплавить сопрягаемые концы и навсегда соединить их вместе.
Фактор окружающей среды: «Если вы хотите экологизировать, это лучший вариант», — говорит Робертс.«Нет никаких опасений по поводу безопасности при выщелачивании химикатов из полипропилена, и нет причин, по которым трубы не должны служить практически вечно. Полипропилен — это будущее водопроводных труб ».
Стоимость: Для его установки требуются специальные инструменты, которые являются непомерно дорогими для небольшого проекта сантехники своими руками, но не являются обременительными вложениями для профессионального сантехника, который будет использовать их снова и снова. 110 долларов за 100 футов.
Связанные :
проектов труб из ПВХ — C.R.A.F.T.
Труба ПВХ — волшебный материал, недорогой и очень полезный! Вот список из 35 способов использования трубы из ПВХ для украшения, организации и развлечения детей. Существуют проекты труб из ПВХ для организации обуви и садовых принадлежностей для строительства киосков с лимонадом и игровых домиков для детей!
Как разрезать трубу ПВХ?
Существует несколько способов разрезания трубы из ПВХ. Вот 3 наиболее распространенных метода: ручная пила, торцовочная пила или режущий инструмент из ПВХ. Вне зависимости от метода наждачной бумагой необходимо разгладить пластиковую бахрому, образующуюся при резке.Также справедливо отметить, что большинство магазинов товаров для дома сделают несколько сокращений бесплатно, так что начните с этого! Если это не помогло, попробуйте один из трех способов:
- Ручная пила. Этот метод требует больше времени, но его можно сделать. Для безопасности и более точных измерений обязательно закрепите трубу ПВХ.
- Торцовочная пила — закрепите трубу под торцовочной пилой и обязательно наденьте защитные очки. Пыль из труб из ПВХ невозможно избежать.
- Режущий инструмент для ПВХ — Если у вас нет электроинструмента и ваш магазин товаров для дома слишком занят, чтобы отрезать вам ПВХ-трубу, это, безусловно, следующий самый простой метод резки ПВХ-трубы до 1 5/8 ″. в диаметре.
Мебель из ПВХ-труб
1. Изголовье
Вы могли подумать, что из ломтиков ПВХ можно сделать такое забавное современное изголовье? Чтобы увидеть больше картинок, посмотрите «Сердца и шарты».
2. Стулья из ПВХ труб
Эти простые стулья идеально подходят для кемпинга или дополнительных сидений на улице. Подробное руководство можно найти на сайте Simple Simon and Company.
3. Стол
Двенадцать отрезков трубы ПВХ и круглый кусок дерева — вот и вся красота! Честно говоря, Бре говорит, что он шаткий, но я думаю, что это восхитительно.Для получения дополнительной информации ознакомьтесь с Bre Purposed.
4. Стулья
Adina изготовила 3 стула разных размеров из труб из ПВХ. Полное руководство можно найти в 5-м кирпичном доме справа.
трубы ПВХ проекты
трубы ПВХ отлично подходят для сантехники и венков! Кто знал? Из трубы ПВХ можно сделать все, от киноэкранов до рождественских украшений!
5. Венок из ПВХ трубы
В этом венце используется ПВХ труба разного диаметра плюс 2 дверные ручки! Мне нравится, что вы можете покрасить его в любой цвет с помощью распылителя и заполнить детали из ПВХ орнаментами.Совершенство! См. Полное руководство по Home Depot.
6. Зеркало
Alecia вырезал 80 кусков трубы из ПВХ, чтобы создать эти уникальные зеркала. Лучшая часть? Она использовала пистолет для горячего клея, чтобы прикрепить детали! Чтобы узнать все подробности, посетите Thrifty and Chic.
7. Экран для кино
За 122 доллара вы можете получить уличный экран кинотеатра на заднем дворе! Для полного руководства ознакомьтесь с Wired.
8.Подставка для лимонада
Превратите 1-дюймовую трубку из ПВХ в самую симпатичную подставку для лимонада! В Simple Simon and Company есть руководство по сборке подставки для лимонада и изготовлению тканевого покрытия.
9. Ваза для труб из ПВХ
Эти вазы из труб из ПВХ не режут! Все, что вам нужно, это муфты и заглушки из ПВХ. И то, и другое можно купить в местном хозяйственном магазине. Для получения дополнительной информации посетите Karin Jordan Studios.
10. Венок из снежинок
Следующие два проекта труб из ПВХ связаны с праздниками.Во-первых, венок из снежинок из ПВХ трубы, идеальный на всю зиму! Чтобы получить полное руководство, ознакомьтесь с Ashbee Design.
11. Орнаменты для трубок из ПВХ
Добавьте немного фантазии своей елке с этими украшениями в виде снеговиков. Лучшая часть? Они сделаны из предварительно нарезанных кусков ПВХ-трубы, поэтому резка не требуется, только пистолет для горячего клея!
Игрушки и игры с трубками из ПВХ
12. Лестничный гольф
Если вы ищете игру на открытом воздухе, чтобы играть все лето, то лестничный гольф для вас! Мне нравится, что вы можете покрасить его в любой цвет, а когда закончится лето, вы можете легко разобрать его и хранить до следующего лета.Чтобы узнать о соревнованиях, ознакомьтесь с усилиями мамы.
13. Сенсорный бункер
Они использовали бак для смешивания бетона в качестве бункера и добавили раму из 1,5-дюймовой трубы из ПВХ, чтобы удерживать бункер и стоять отдельно. Мне нравится, что этот контейнер можно использовать для хранения песка, воды или любого другого сенсорного материала для самых маленьких! Для получения дополнительной информации ознакомьтесь с разделом «Жизнь с 2 маленькими викингами».
14. Пистолет для зефира
Сделайте пистолет для зефира по цене менее 1,50 доллара за пистолет! Найдите руководство на сайте «Мы любим быть мамами».
15. Пусковая установка для шаттлов
Все, что вам нужно для обеда в шаттлах, — это пустая 2-литровая бутылка и 2 куска ПВХ-трубы. Гений! Найдите учебное пособие в разделе «Под платаном».
16. Мольберт
Если в ваших руках начинающий художник, то этот настольный мольберт идеально подходит! Для получения дополнительной информации ознакомьтесь с инструкциями.
17. Футбольные ворота
Эти футбольные ворота из ПВХ трубы стоили 13 долларов! Чтобы получить полное руководство, ознакомьтесь с материалами «Шесть сестер».
18.Телескопы
Эти телескопы с трубками из ПВХ станут прекрасным дополнением любого гардероба. Лучшая часть? Телескоп стоит менее 1,50 доллара на изготовление каждого, и дети могут украсить его в соответствии со своим настроением. Для полного руководства ознакомьтесь с Obsessively Stitching.
19. Мечи
Я знаю нескольких детей, которые хотели бы поиграть в бой на мечах! Если вы чувствуете, что это слишком опасно, подумайте о том, чтобы покрыть меч лапшой для бассейна или пеной. Найдите руководство на сайте Frugal Fun for Boys and Girls.
20.Спринклер для самостоятельного изготовления
Купите спринклер для труб из ПВХ примерно за 11 долларов, чтобы этим летом развлечь детей часами! Для получения дополнительной информации посетите Crafty Sisters.
21. Crazy sprinkler
Если вы ищете более экстравагантный дождеватель, обратите внимание на этот дождеватель для труб из ПВХ, прикрепленный к баскетбольным воротам. Чтобы увидеть больше фотографий, посетите Prairie Daze.
22. Автомойка DIY Play
Добавьте запотевшую автомойку на подъездную дорожку, чтобы часами весело провести время.Полное руководство можно найти в 5-м кирпичном доме справа.
Игровые домики из ПВХ
23. Игровой домик
После того, как вы сделаете каркас из ПВХ-трубы, вы можете либо сшить великолепный чехол, либо использовать простую простыню, чтобы сделать легкую крепость для детей! В этом очаровательном домике для игр даже есть почтовый ящик! Для получения дополнительных изображений и подробностей, посетите Sweetest Littles.
24. Игровой домик
Используйте трубу из ПВХ, чтобы построить каркас домика для игр, а затем сшейте чехол из ткани, чтобы закрыть каркас.Восхитительный! Смотрите еще тонны фотографий на планах из ПВХ.
25. Палатка
Джен сделала своим детям 8-футовую футболку из ПВХ-трубы, и это оказалось потрясающе! Для полного руководства ознакомьтесь с Tatortots и Jello.
Организация труб из ПВХ
Труба из ПВХ может использоваться для изготовления мебели, игр, а также из этого волшебного материала можно организовать все необходимое. От полок для труб из ПВХ, в которых хранятся обувь, вино и краска для рукоделия, до вешалки для одежды, трубы из ПВХ станут отличным дополнением вашей организации.
26. Полка для обуви из труб из ПВХ
Для этого современного органайзера из труб из ПВХ вам понадобится труба из ПВХ размером 6 x 10 футов. Полное руководство можно найти в Домашних историях от А до Я.
27. Книжный ящик Craft Paint Storage
Превратите ленивую Сьюзан в очаровательную книжную коробку с помощью этого урока от Apartment Therapy.
28. Держатель для посуды
Этот держатель для посуды из ПВХ-трубок можно использовать как вазу и стать прекрасным дополнением к летнему барбекю.Полное руководство можно найти на сайте Pretty Handy Girl.
29. Подставка для зонтов
Все, что вам нужно для изготовления этой подставки для зонтов, — это один кусок трубы из ПВХ диаметром 6 дюймов. Финансируйте полное руководство на Curbly.
30. Стойка для подвешивания
Если вы живете в небольшом пространстве, эта подвесная стойка для труб из ПВХ идеальна. Веб-сайт на финском, но его легко перевести, см. Weekday Carnival.
31. Крепление для велосипеда
Если вы ищете недорогую отдельно стоящую стойку для велосипедов, этот шедевр из ПВХ-трубок вам подойдет.Для получения дополнительных сведений ознакомьтесь с инструкциями.
32. Держатели зубных щеток
Никогда больше не теряйте детские зубные щетки в мусорном баке с этими простыми подвесными держателями для зубных щеток, сделанными из трубы ПВХ. Найдите руководство в Ремесле под дождем.
33. Органайзер для ящика
Вот удобный способ очистить ящик для нижнего белья с помощью трубки из ПВХ и аэрозольной краски. Самый милый органайзер-ящик, который я когда-либо видел! Подробности на Infarrantly Creative.
34.Организация газонокосилок
Практическое решение для хранения газонокосилок в вертикальном положении. Перейдите на сайт Ashbee Design, чтобы получить подробное руководство.
35. Винный шкаф
Последние 2 проекта труб из ПВХ — оба винных стеллажа. В этой винной стойке из ПВХ трубок используются полоски кожи для хранения винных бутылок. Полное руководство можно найти на Design Sponge.
36. Винная стойка
Эта простая винная стойка из трубок из ПВХ собирается вместе с помощью кусочков трубы из ПВХ, эпоксидного клея и винтов.Найдите учебник по картинкам в разделе «Приключения в творчестве».
Вы что-нибудь делали из ПВХ труб? Я хотел бы услышать…
Если вам понравилась эта статья, не пропустите:
Как повторно использовать и перерабатывать пластиковые трубы, DIY Green Design Projects
Пластиковые трубы — отличный материал для дизайнерских проектов своими руками. Переработка труб помогает окружающей среде и позволяет создавать оригинальные и функциональные конструкции. Каждый кусок трубки может превратиться во что-нибудь полезное.Пластиковые трубы различных размеров идеально подходят для создания уникальной мебели, заборов, кормушек для птиц, вазонов, сушильных шкафов, стеллажей, подставок для клавиатуры, садовых конструкций, таких как солнцезащитные навесы, наружные душевые, палатки и вертикальные сады.
Пластиковые трубы умелыми руками превращаются в педальные автомобили, игрушки и складскую мебель. В рамках проектов по переработке отходов своими руками создаются стойки для велосипедов, небольшие теплицы и лежаки для домашних животных. Возможности повторного использования и переработки пластиковых труб безграничны. Обратите внимание на коллекцию ярких дизайнов Lushome с пластиковыми трубками.Вы можете вдохновиться этими фантастическими дизайнерскими идеями, сделанными своими руками.
Уникальные идеи дизайна мебели, переработка сантехнических труб
Переработка пластиковых и металлических труб для изготовления уникальной мебели, 50 идей дизайна мебели своими руками
Декоративные ширмы, перегородки из пластиковых труб
Пластик везде. От автомобилей едем к упаковке потребляемых продуктов. Пластиковые трубы есть в каждом доме, и ситуация с мусором становится ужасной. Количество пластика, обнаруженного в наших океанах, оказывает огромное влияние на многих различных животных.По оценкам некоторых биологов, миллионы птиц и других морских видов умирают от голода или отравления после того, как по ошибке проглотили пластиковые кусочки, похожие на их пищу.
Идея дизайна мебели своими руками, шезлонги с подушкамиНаше единственное реальное решение — это утилизация отходов пластика на суше до того, как они попадут в наши океаны. Так что переработка труб — отличная идея. Промышленная переработка пластика — дорогостоящий и сложный процесс. Лучше повторно использовать и перерабатывать пластиковые трубы для проектов DIY, сэкономить деньги и помочь планете.Посмотрите, сколько полезных и привлекательных вещей можно сделать из пластиковых труб.
Креативная переработка, сушилка для полотенец из пластиковых труб. Переработка пластиковых труб для стеллажей.